
Abstract
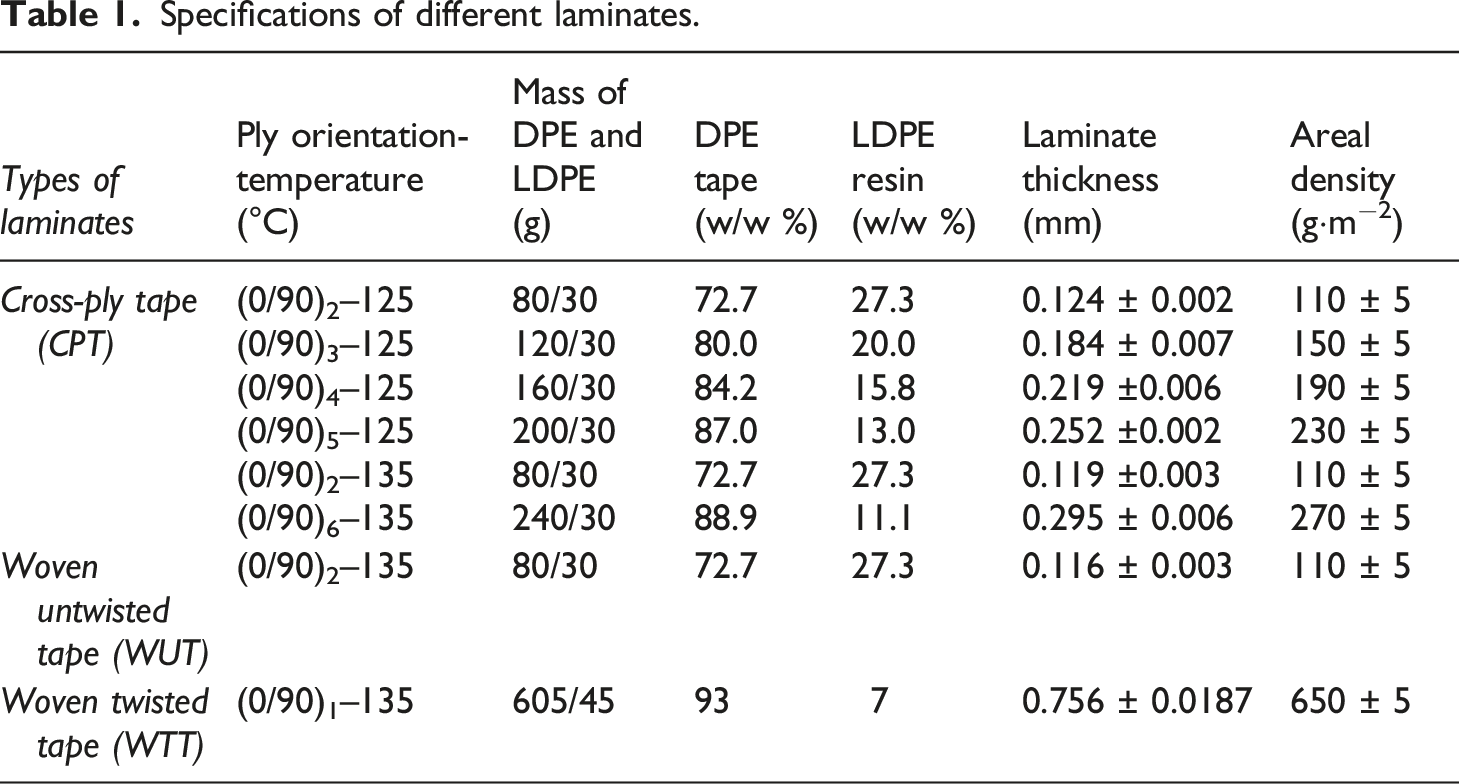
Filament-based unidirectional laminates of para-aramid and ultra-high molecular weight polyethylene exhibit excellent impact resistance performance. This research explored the possibility of using disentangled polyethylene (DPE) tape, instead of filaments, as an alternative impact resistant material. The effects of laminate structure, binding resin content and processing temperature on the tensile and impact properties of cross-ply laminates prepared from DPE tape was investigated. Three types of cross-ply laminates prepared from tape, woven fabric of untwisted tape and woven fabric of twisted tape were explored. Tensile properties and low velocity impact resistance of laminates were evaluated. Laminate made from woven untwisted tape showed much lower impact energy absorption than cross-ply laminate, while the woven twisted tape based laminate performed the worst. Cross-ply laminates made with low resin content showed better tensile and impact resistance performances. Cross-ply laminates prepared at higher moulding temperature showed significantly enhanced impact energy absorption than its counterpart prepared at a lower temperature. Therefore, cross-ply laminate of DPE tape with low resin content is ideal for impact resistance applications.
Introduction
Body armours for ballistic protection are constructed using cross-ply laminates of ultra-high molecular weight polyethylene (UHMWPE) and para-aramid filaments.1,2 Laminated composites of UHMWPE filaments and linear low density polyethylene (LDPE) film with cross-ply pattern exhibit higher ballistic protection than woven structure based architecture.3,4 Laminates show the highest impact resistance against small calibration projectiles such as hemispherical, fragments and spheres.5,6 UHMWPE shows an advantage over para-aramid unidirectional (UD) laminates and woven structures due to high specific strength, low density and high modulus.7–9 Moreover, UHMWPE based laminates like Dyneema® of DSM, Holland, and Spectra® of Honeywell, USA, perform better than the other standard composites based on fibre with varying thickness.10,11 All commercially available products of UHMWPE are composed of gel spun fibre, LDPE film and either polyurethane or rubber as matrix.12,13 Gel spun UHMWPE and para-aramid structures have been extensively researched in terms of dynamic impact performance, 14 stab resistance 15 and ballistic performance.16–19 In the last three-decades, most of the research works has been carried out on existing high-performance fibres such as para-aramid, gel spun UHMWPE, PBO (Zylon®) and aromatic polyester etc.20–22 To improve the impact performance of existing high-performance materials, researchers have explored different avenues like development of various textile structures (UD laminates,23,24 2D woven fabric 25 and 3D woven fabric26–28 etc.); impregnation of fabrics with shear thickening fluid,29–31 growth of nanostructures,32,33 surface modification (plasma treatment and growth of metal oxide by sol gel method34–36) and coating with rubber etc.37,38 Khan et al. 39 investigated the impact performance of thermoset and thermoplastic composites of para-aramid fabric and demonstrated that thermoplastic composite outperformed the former. Gurgen et al. 40 systematically optimised the processing parameter of polytetrafluoroethylene particles and aramid fibre reinforced in UHMWPE matrix for tribological behaviour.
Crouch 41 critically reviewed the role and importance of interface properties on the ballistic performance of bullet resistance jacket. Karthikeyan and Russell 42 thoroughly analysed the failure mechanisms and interface effect in gel spun fibre-based UHMWPE laminates. Golovin and Phoenix 43 studied the effect of transverse deformation of UHMWPE filament on ballistic performance. This research showed that upon impact the filaments got flattened like micro tape having high surface area, thereby improving the ballistic performance compared to the filaments, however no experimental evidence was provided. Wang 44 et al. carried out research on the effect of the folding pattern of UHMWPE woven fabric on ballistic performance. The ballistic results showed that the roll folded soft armour showed the highest impact performance. Haris and Tan 45 developed an armour panel fabricated from Endumax® cross-ply SHIELD XF23 using a hot press machine. This study showed that multiple thin ply laminates show the highest impact performance compared to ply block and single bonded panels. Overall, the literature shows that UHMWPE and para-aramid based commercial products have been used for bullet resistance applications in the past three to five decades. However, scant literature46–48 is available on the synthesis and characterisation of disentangled or less entangled UHMWPE. Conventional UHMWPE fibres are made from highly entangled polyethylene polymer chains with molar mass in the range of 2×106 to 15×106. 49 UHMWPE is difficult to process via shear methods due to its high chain entanglement and melt viscosity.50,51 Therefore the gel spinning technique is utilised for this purpose. 51 Due to difficulties in conventional UHMWPE processing and toxic nature of solvents, scientists are now shifting their research focus towards disentangled polyethylene (DPE). 52 DPE is a specific type of ultra-drawn high-performance polyethylene material manufactured from the solvent-free sintering process. The polymer sintering process is adopted due to the very low entanglement density in DPE at the polymer stage. Few papers and patents49,53–55 are available on the synthesis of disentangled UHMWPE resin, bidirectional high-performance tapes and fibre manufacturing process. Weedon et al.56,57 patented the DuPont product Tensylon® based on bidirectional UHMWPE tape for ballistic application. Reddy et al. 58 reported the development of a cost-effective hybrid personnel armour from a combination of low cost Tensylon® and Dyneema® HB50. Ballistic testing of hybrid panel with hybridised combination carried out at higher impact velocity (730 m·s−1) showed performance at par with 100% (homogeneous) Dyneema® panel, and greater than that of 100% (homogeneous) Tensylon®. Haque and Gillespie 59 developed a penetration model from the energy approach to predict the projectile motion and penetration resistance force of the cross-ply laminates of UHMWPE based armour.
This research focuses on the development of different laminates from DPE tape and LDPE film to understand the role of laminate structures on the mechanical properties. The laminates were prepared from various structures such as tapes arranged parallel to each other within a layer and at 0° and 90° orientations in alternate layers; and fabrics made with twisted and untwisted tapes. Further, these laminates were optimised in terms of resin content, processing temperature and structural configuration.
Materials and Methods
Materials
DPE tape was supplied by Reliance Industries Ltd. Vadodara India. This DPE was used to manufacture different structural forms, namely cross-ply laminates and woven fabrics. The tape was a highly crystalline and unidirectionally orientated material with tenacity and modulus of 20–21 g·denier−1 and 1700–1800 g·denier−1, respectively. The tape was used either in as-received form or in a twisted form. The method followed for converting the tape to twisted form is depicted schematically in Figure 1. Only the twisting mechanism of a roving frame (Lakshmi LF 1400-A) was utilised to impart one twist per inch to DPE tape to convert it to a twisted tape with linear density and width of 3000–3100 denier and 22–25 mm, respectively. This twisted tape was wound on a package which was subsequently converted to a cheese package on a winding machine. Besides, LDPE film having thickness 17–18 µm was also used as resin to bind the layers of DPE tapes and fabrics. Conversion of DPE tape to yarn.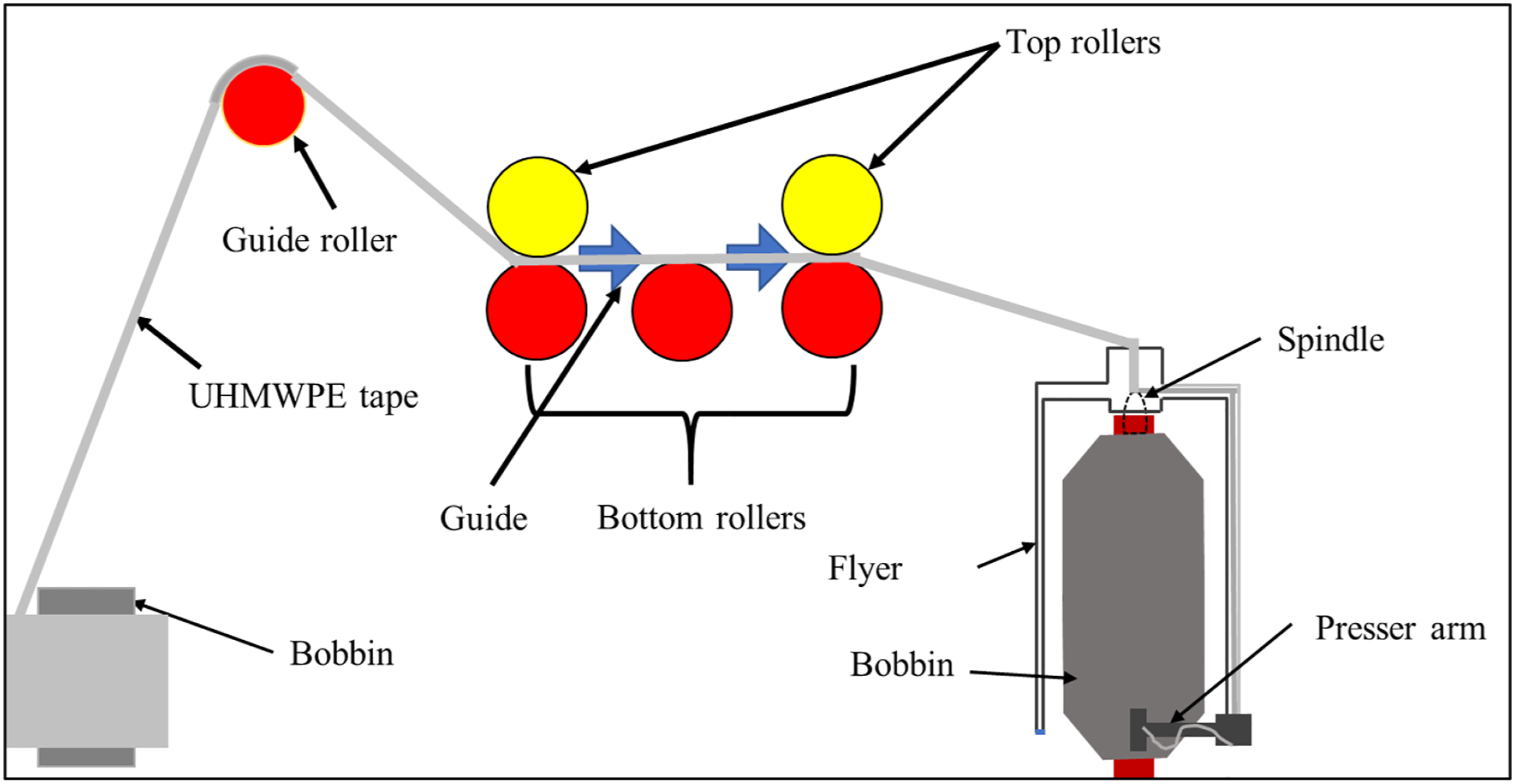
Laminate preparation
Specifications of different laminates.
Cross-ply laminate from tape
Figure 2 depicts the metallic frame used for the preparation of cross-ply laminates from as-received DPE tape. Strips of DPE tape slightly longer than the distance between opposite edges of the frame (i.e., approximate 30 cm long) were cut. The edges of frame were covered with an array of pins to facilitate the mounting of tape strips. First, an LDPE sheet was fixed across the frame by supporting it on the peripheral pins. Then, the strips of tape were held taut and fixed across the length of the frame (0°), one by one and adjacent to each other such that full breadth of the frame was covered with them. Subsequently, another layer of strips was laid in the perpendicular direction, i.e., across the breadth of the frame (90°), covering the length of the frame. Such laying of tape strips at 0°/90° orientation was continued as per the required number of layers in the cross-ply laminates as shown in Table 1. Finally, another LDPE sheet was laid on the top, after which the assembly was compressed in the compression moulding machine at 125°C or 135°C, 120 bar pressure, for 5 minutes to form various laminates by consolidation of all the layers into one integral structure. After compression, laminates were immediately kept between the water cooled plates at 120 bar pressure for 1 minute. Process for the preparation of cross-ply laminates from tape (CPT).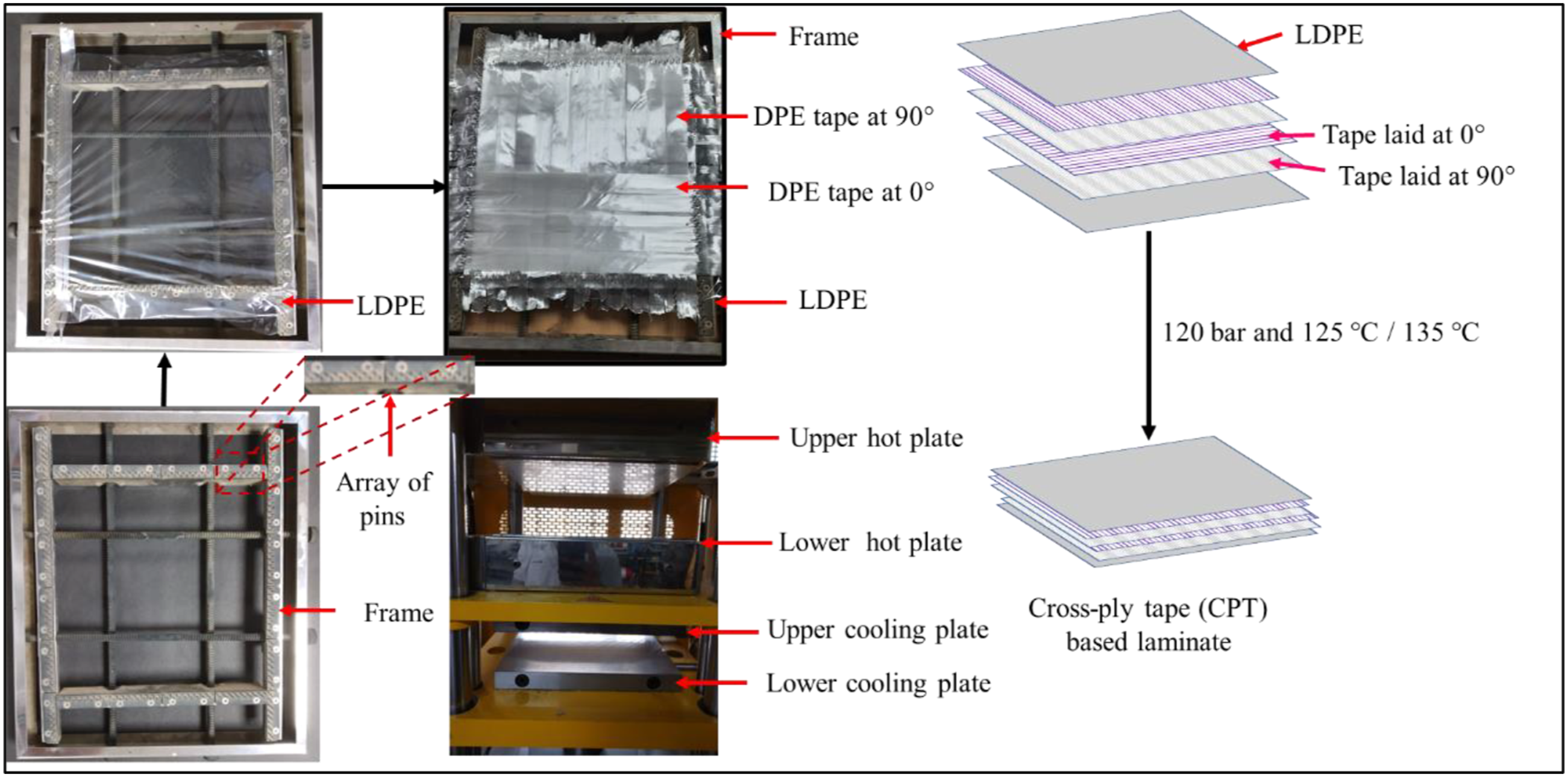
Woven fabric laminate made from untwisted tape
Figure 3 depicts the metallic rectangle frame used for the preparation of laminates from plain woven fabric made directly from tape. Plain-woven fabric from tape was prepared by the manual interlacement of tapes. Firstly, one set of tape was wound on the rectangular frame, forming two layers along any one direction. After that the second set of tapes was interlaced with top and bottom layers of the first set of tape. After that, two layers of woven fabric thus prepared were sandwiched between two LDPE sheets using the compression moulding machine at 135°C, 120 bar pressure, for 5 minutes to form laminates with a similar pattern (0°/90°)2 and areal density. Process for the preparation of laminates from woven untwisted tape (WUT).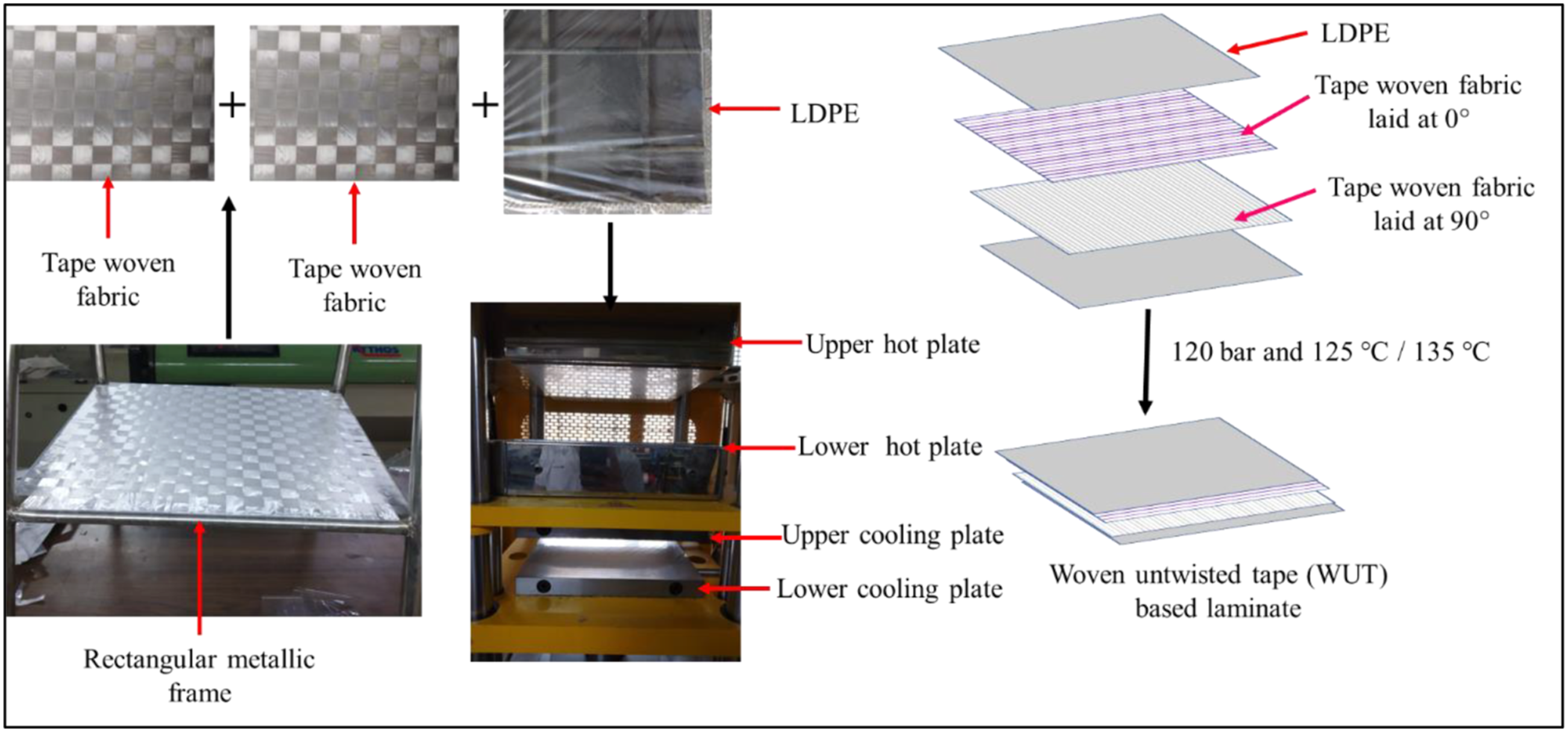
Laminate from twisted tape
The twisted tape produced from the roving frame was converted into unidirectional (UD) woven fabrics using warping and weaving processes. Warp beam comprising of parallelly arranged (0°) twisted tape was prepared on CCI Tech SW550 single-end warping machine. Using very low pick density, weaving of UD fabric was carried out on CCI Tech Evergreen 500 single rigid rapier sample loom. The weft yarns were used only for providing some integrity to the fabric structure by interlacement with the warp sheet. The fabric sett (ends per inch × picks per inch) was fixed as 20 × 3. The woven fabrics thus produced from twisted tape were subsequently used to produce laminates (0°/90°).
For the preparation of laminates from the prepared UD woven fabric, two layers of the fabric, at 0° and 90° orientations, were sandwiched between three layers of LDPE films, in the manner depicted in Figure 4. The assembly was then hot pressed on a compression moulding machine (LabTech Engineering Company Ltd.) at 135°C, 120 bar pressure for 5 minutes. After compression, laminates were immediately kept between the water cooled plates at 120 bar pressure for 1 minute. Process for the preparation of laminates from woven twisted tape (WTT).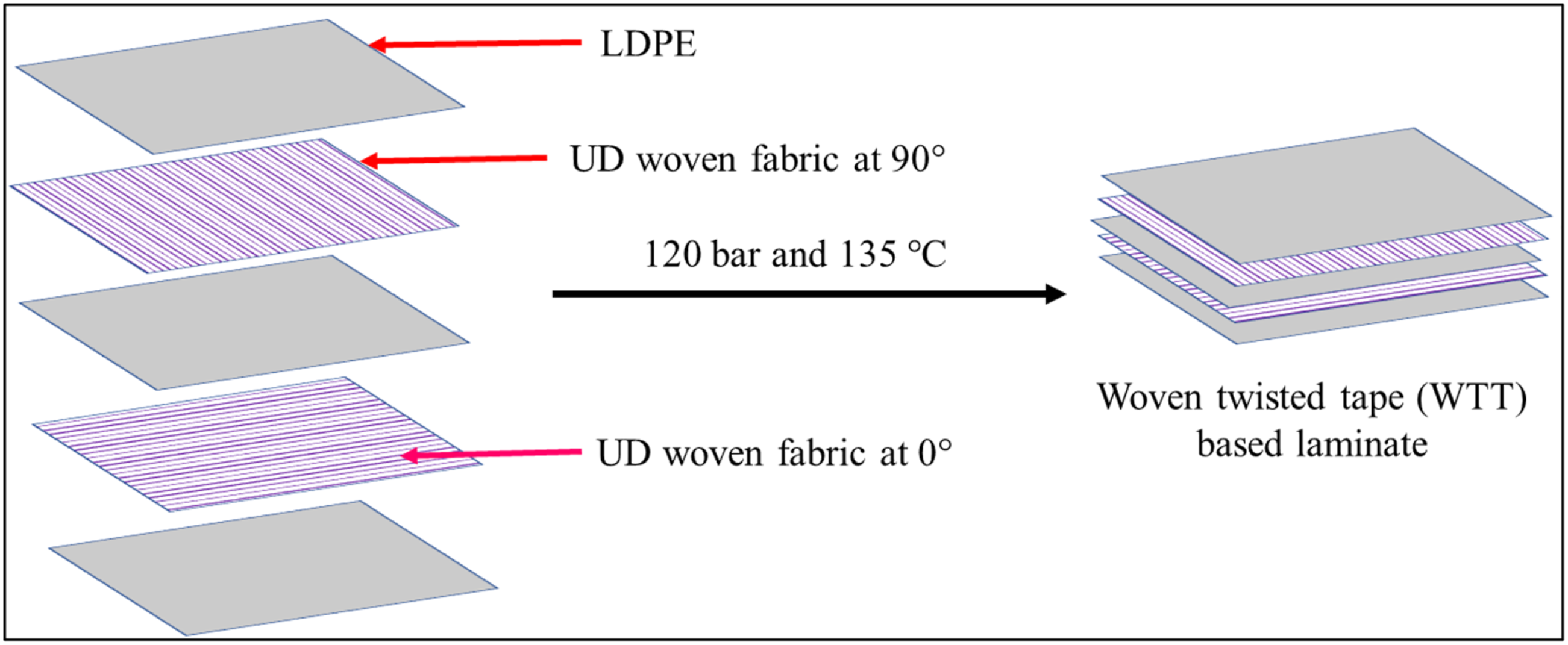
Scanning electron microscopy
The laminates prepared from various structures and techniques were visualised under a scanning electron microscope (ZEISS EVO 50) to analyse the cross-sectional morphologies. Small samples were sharply cut from the specimens for cross-sectional analysis using a surgical blade and coated with gold with the help of the gold sputtering method to make them conductive. The samples were dried before analysis to avoid charge build-up.
Thermal analysis
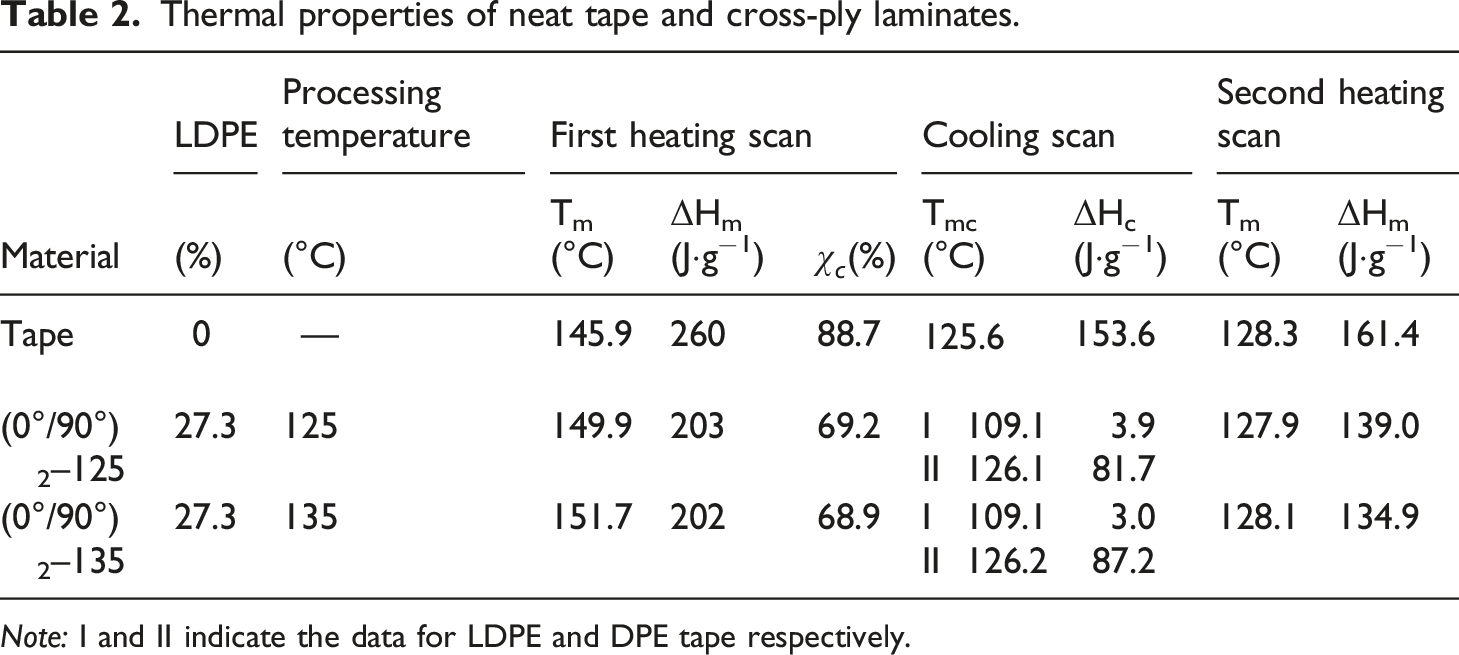
Thermal characterisation of laminates was conducted via differential scanning calorimetry (DSC) using DSC Q 2000 (TA Instruments) to analyse the melting and crystallisation behaviour. It was important to determine the effect of process parameters for the preparation of DPE laminates via compression moulding. A sample of 2–3 mg mass was cut from the UD laminates and placed in an aluminium pan and another identical empty pan was used as a reference. The specimen was heated gradually from 0°C to 200°C in nitrogen atmosphere at a rate of 10°C min−1 for the first heating scan and then held at 200°C for 5 minutes to remove the thermal history. Then, the sample was cooled to 0°C at a rate of 10°C min−1. Furthermore, the specimen was again heated to 200°C at a rate of 10°C min−1 for second heating scan. The degree of crystallinity was calculated from the first heating scan using equation (1),
Tensile testing
The tensile behaviour of laminates was recorded on the universal tensile testing machine (Tinus Olsen H5KS). The specimens having 250 mm length and 25 mm width were clamped between two serrated jaws placed 75 mm apart as per ASTM D 5035. Five specimens were tested for each sample at 300 mm·min−1 rate of extension at standard atmospheric conditions, 27°C ± 2°C temperature and 65% ± 2% relative humidity.
Dynamic impact testing
Low velocity dynamic impact test was performed on laminate samples having dimensions 15 ×15 cm2. The tests were conducted on a drop tower impact tester (Instron, CEST-9350) following ASTM D3763. The laminates were placed between two circular jaws having knurled metallic surfaces to grip the samples with a clamping force of 7 kN. The diameter of the hemispherical tip of the impactor was 12.7 mm. The impact velocity and total impact energy were 4.88 m·s−1 and of 300 J, respectively. All laminates were different in areal density, so a normalising factor was used to compare the energy absorbed irrespective of the areal density, which is given in equation (2).
Results and Discussion
Microscopic analysis
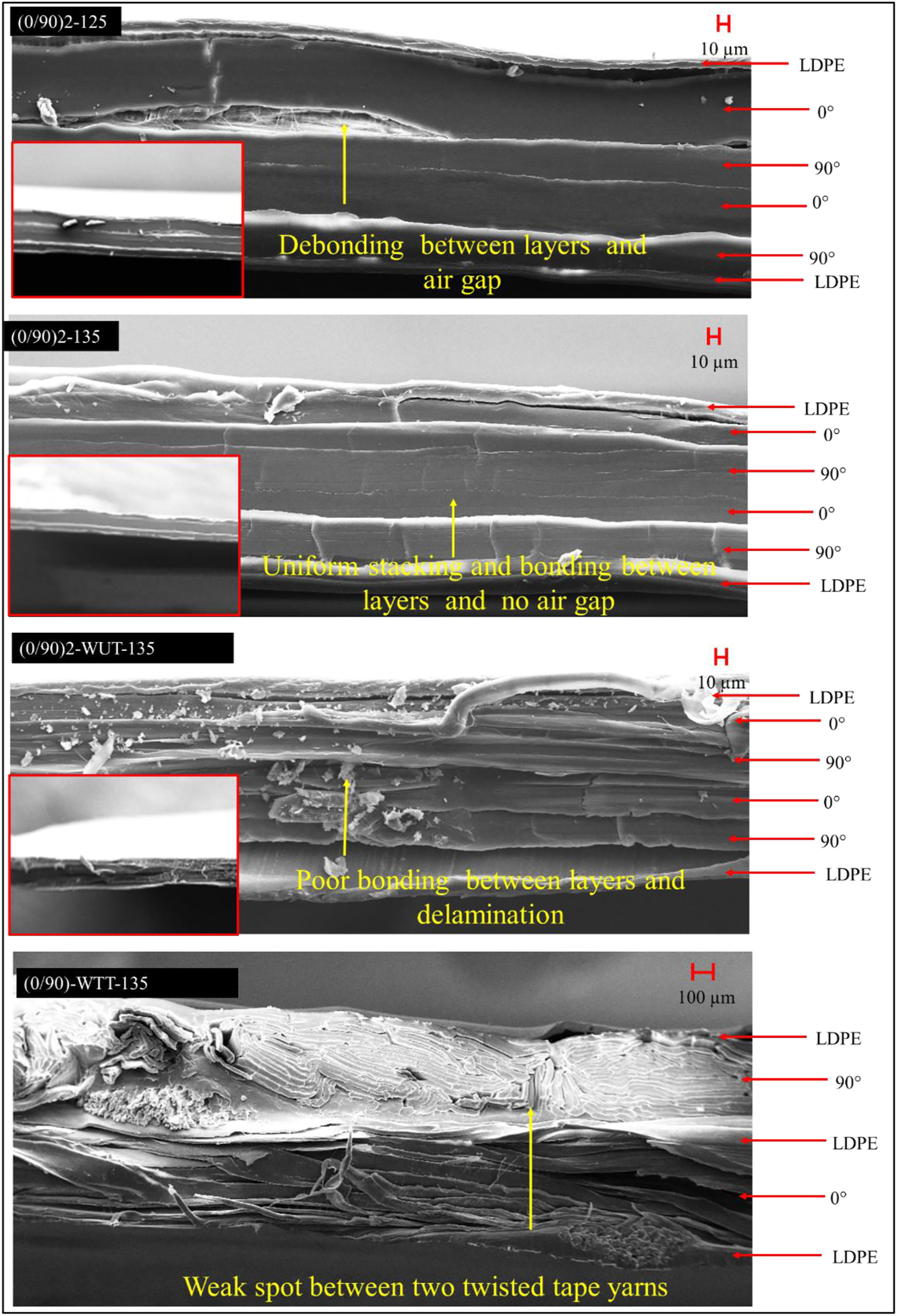
Figures 5 and 6 depict scanning electron micrograph (SEM) of cross-ply laminates prepared at varying temperatures (125°C and 135°C) and constant pressure (120 bar). Figure 5 shows the cross-section of cross-ply laminates of 4 to 10 layers which were processed at 125°C. As the number of layers in cross-ply laminates increased, stacking of layers or interface between layers remained uniform, which was confirmed from the scanning electron micrographs. In the case of (0/90)5-125 cross-ply laminate made from 10 layers of tape, smooth and uniform stacking with no air gap between the layers was observed. As the number of layers increased from 4 to 10 and more, the stiffness of laminates increased. Furthermore, four-layered cross-ply laminates were prepared using different techniques and moulding temperatures to increase the bonding of interface layers. Figure 6 shows the scanning electron micrographs of cross-section of cross-ply laminates of (0/90)2-125 (processing temperature - 125°C) and (0/90)2–135 (processing temperature - 135°C). As the temperature increases during the moulding process, the interfacial interaction of layers also improves as confirmed by the micrographs. Similarly, laminate prepared from woven twisted tape (WTT) also shows the improvement in interface interaction at higher temperature. Among all the laminates, which were prepared keeping similar areal density and process parameters, untwisted woven tape (WUT) based laminates show the least interfacial adhesion which is confirmed from the SEM images. Such laminates required higher processing temperature and pressure to improve interface interaction. Scanning electron micrographs of cross-ply laminates prepared at 125°C from tapes. Scanning electron micrographs of cross-ply laminates prepared at 135°C from tapes and fabrics. 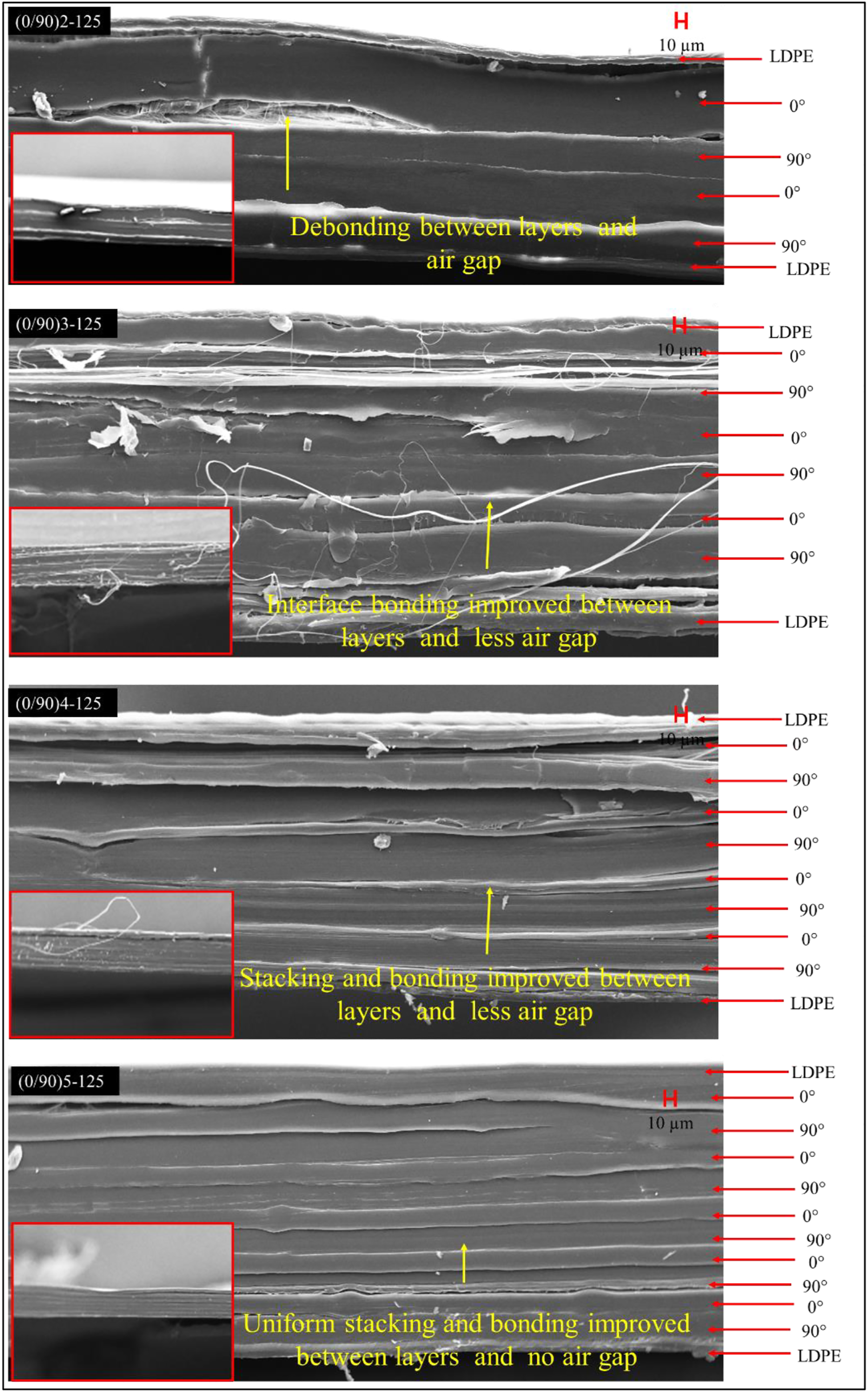
Thermal analysis
Figure 7 shows the differential scanning calorimetry thermographs of the first heating, cooling and second heating scans of tape and cross-ply laminates prepared at different temperatures [(0/90)2]. Figure 7(a) depicts the first heating cycle; from which it is observed that only the tape shows a sharp endothermic peak, which confirms the presence of large and uniform crystals. The cross-ply laminates show a broad melting peak compared to unprocessed neat tape because cross-ply laminates (CPT-125°C and CPT-135°C) are composed of LDPE film and DPE tape, both having different melting temperatures. Figure 7(b) shows the cooling cycle. From this, it is observed that neat tape demonstrates a sharp exothermic peak which confirms the uniformity of crystalline morphology. The crystallisation temperature is 125.6°C. In case of cross-ply laminates, two endothermic peaks in cooling cycle are observed due to melt crystallisation temperatures of LDPE film and tape occurring at 109.1°C and 126.1°C, respectively. Figure 7(c) shows the second heating cycle, which supports the trends as observed in the first heating and cooling scans. Table 2 lists the calculated crystallinity (%), melting point and melting enthalpy of neat tape and cross-ply laminates. From the DSC thermographs, it is inferred that as the processing temperature increased from 125°C to 135°C, the crystallinity of laminates was not affected much. Higher processing temperature reduces delamination which is confirmed from the SEM analysis explained earlier. DSC thermograms of tape and cross-ply laminates. Thermal properties of neat tape and cross-ply laminates. Note: I and II indicate the data for LDPE and DPE tape respectively.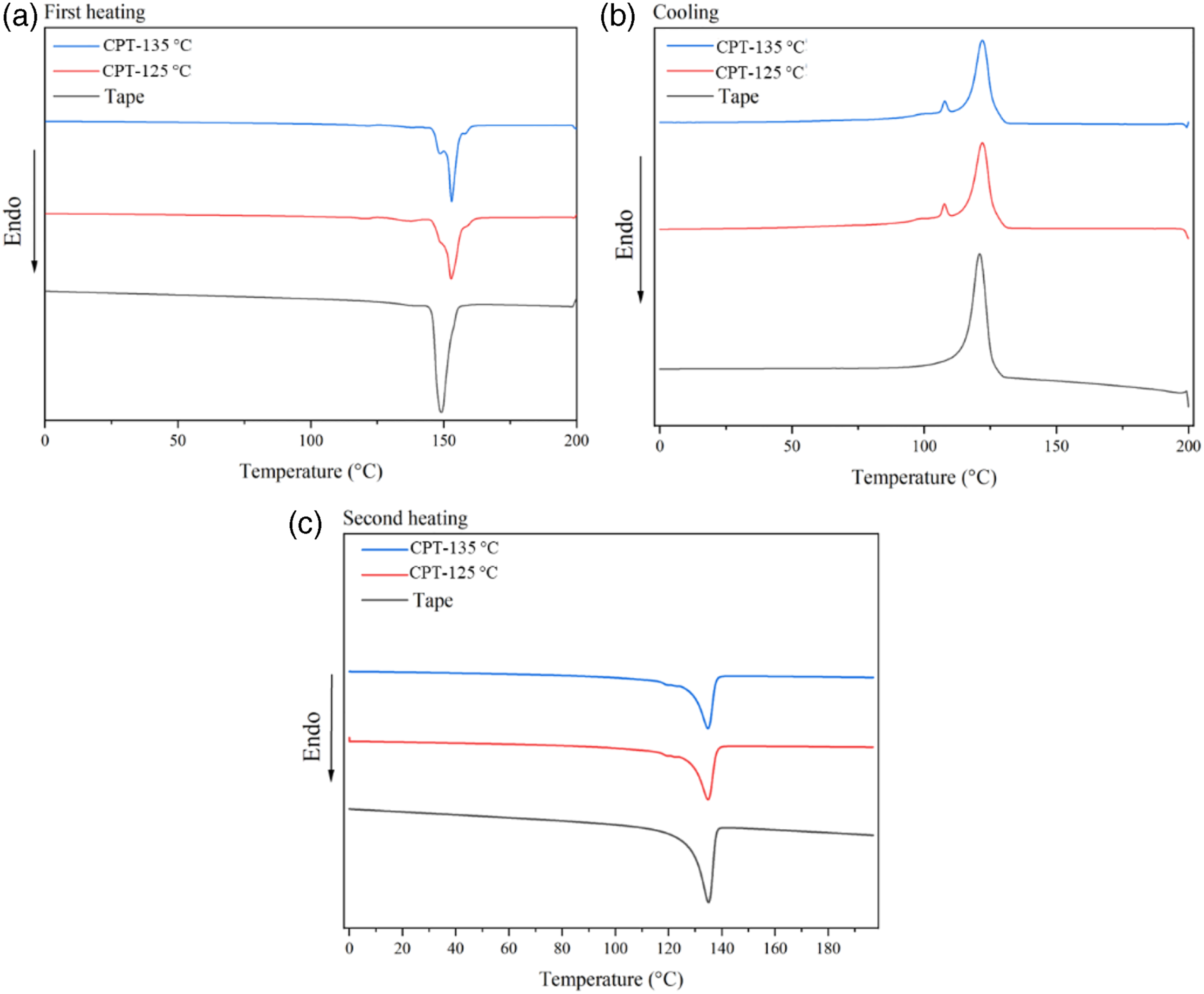
Tensile properties
Figures 8(a) and (b) show the stress-strain behaviour and maximum stress and strain at the break for the laminates, respectively. These tensile results demonstrate the effect of resin content (LDPE), processing temperature, and laminate structure. (a) Stress strain curves and (b) breaking stress and strain for different laminates.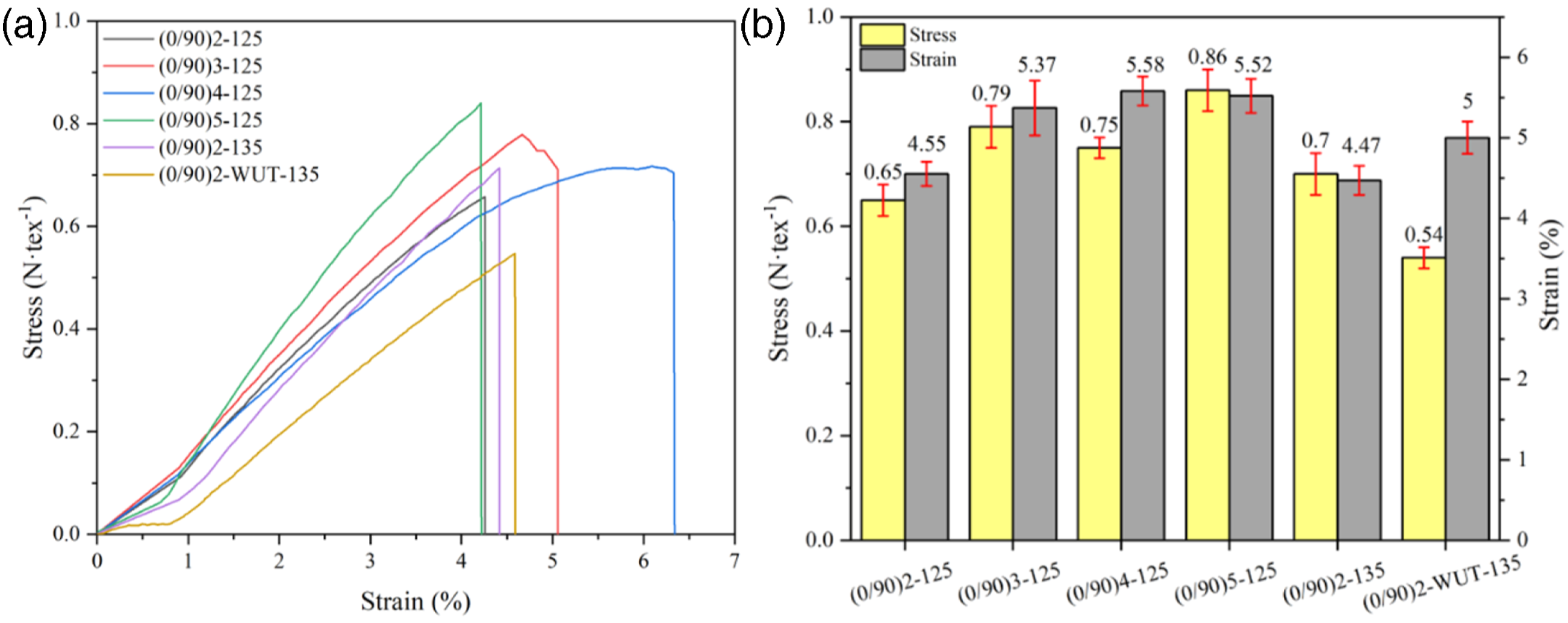
From Figures 8(a) and (b), it is observed that, in general, stress and modulus of cross-ply laminates increases as the number of cross-ply tape layers increase from 4 [0/90)2–125] to 10 [0/90)5–125]. This is because as the number of cross-ply layers of DPE tape increases in the laminate, the LDPE resin content decreases. LDPE has much lower breaking stress and modulus, compared to the DPE tape. Therefore, the resultant tensile properties of cross-ply laminates increase as the content of LDPE film decreases. Furthermore, four-layered cross-ply laminates [CPT (0/90)2–135] were prepared at a higher temperature (135°C) by keeping all other process parameters constant. It is noted that laminates prepared at higher temperature show slightly improved mechanical properties as the breaking stress increases from 0.65 N·tex−1 to 0.70 N·tex−1. As the temperature increases from 125°C to 135°C, the interface between DPE tape and LDPE film improves because of the partial melting of surface crystals. The SEM analysis confirms that laminates prepared at higher temperature (less than melting temperature) show better compaction.
Similarly, untwisted woven tape (WUT) laminates were prepared at 135°C to analyse the effect of the structures on the tensile properties. It is noted that the mechanical properties of woven fabric laminates are inferior as compared to those of cross-ply laminates which can be attributed to the structure. Tape based woven fabric has inherent waviness due to the interlacement of two sets of tapes which is absent in case of cross-ply laminates. It is also observed that untwisted woven tape (WUT) laminates show very low interfacial bonding and more air gaps between layers due to the inherent waviness as confirmed by SEM images. As the cross-ply laminates are uniform and devoid of air gaps, they exhibit higher mechanical properties. Therefore, it can be inferred that processing parameters and structural configurations play a crucial role in the greater utilisation of tape properties in the final structure forms.
Wave velocities
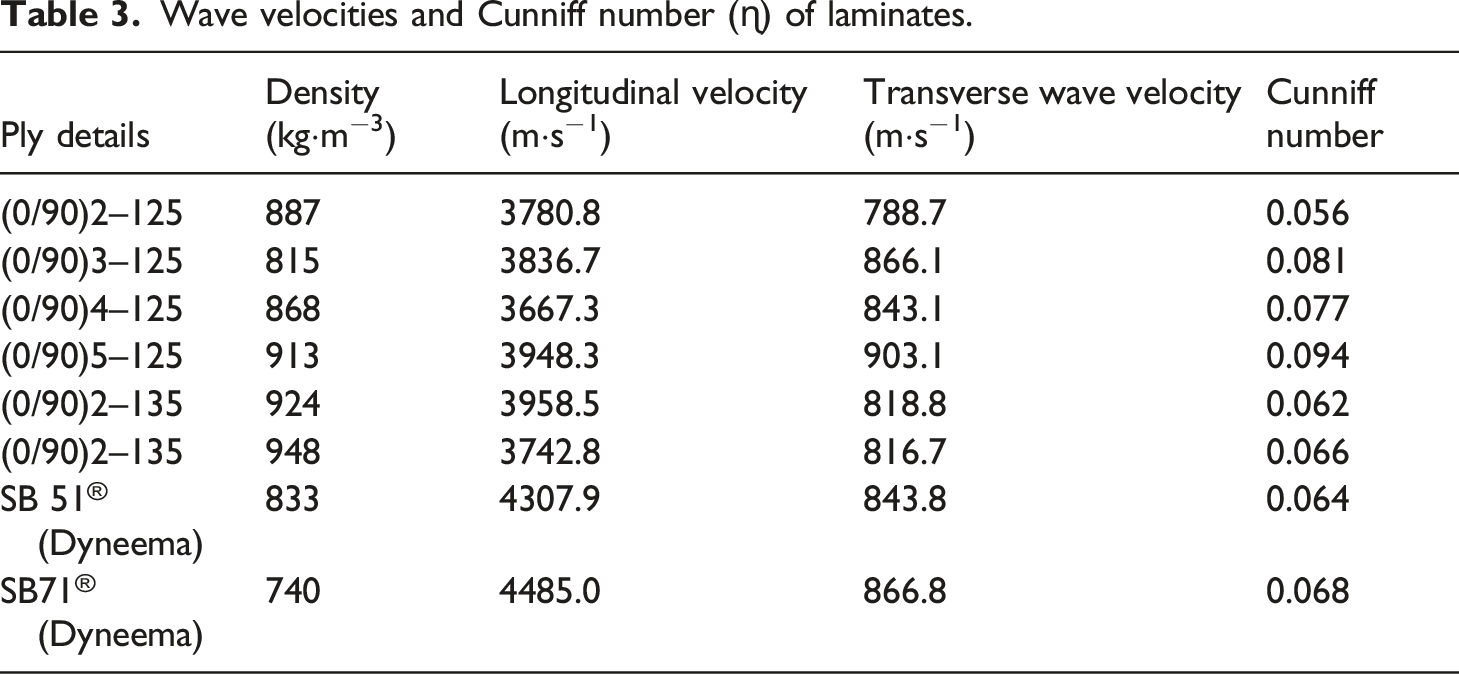
For the impact resistance applications, the velocities of longitudinal and transverse strain waves can be calculated by using equations (3) and (4), respectively.

The dimensionless fibre property or Cunniff number η60,61 is calculated as the product of specific fibre toughness and its strain wave velocity can be calculated by using equation (5).
Wave velocities and Cunniff number (ɳ) of laminates.
Dynamic impact performance
Figures 9 and 10 depict the impact behaviour, normalised energy absorption and peak force for laminates made from DPE tapes. Effect of resin content on the impact performance; (a) Force vs time (b) Normalised peak force and total energy absorption. (a, c) Effect of temperature and structures on the impact performance; Force vs time; (b, d) Normalised peak force and total energy absorption.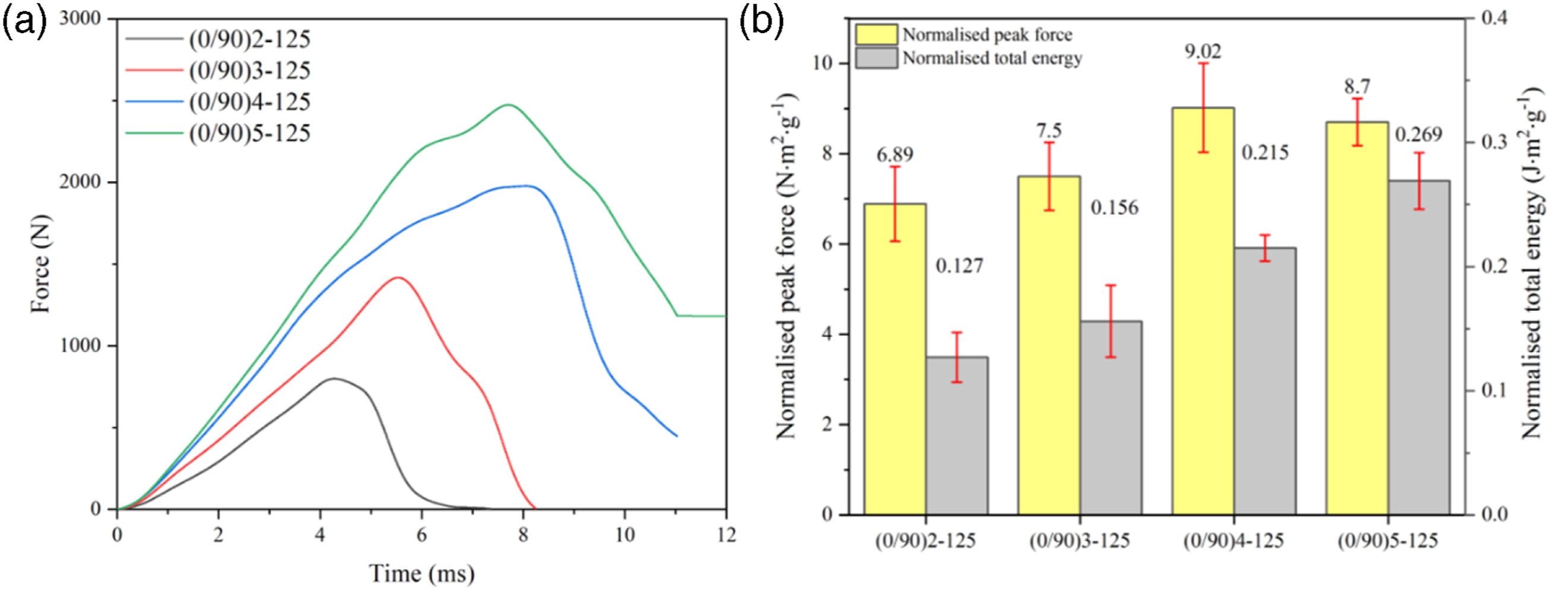
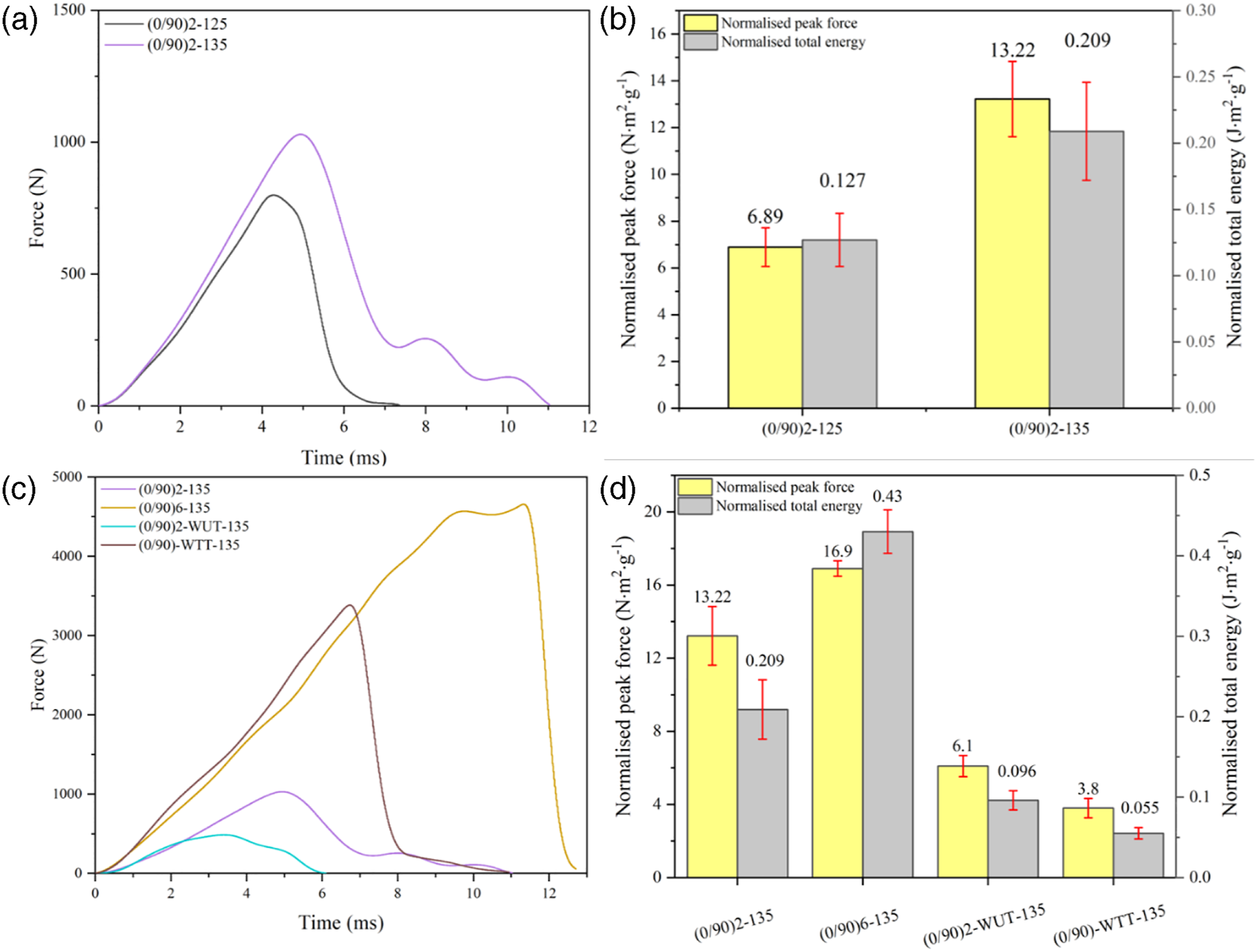
Figure 9(a) and (b) show dynamic impact behaviour before and after normalisation for laminates prepared at 125°C. It is observed that the normalised peak force and total energy absorption by the laminates increases as the number of cross-ply layers increase from 4 [0/90)2–125] to 10 [0/90)5–125] except for the slight drop in normalised peak force in case of [0/90)5–125]. This occurs because with an increasing number of layers, the proportion of DPE in the laminates with respect to LDPE increases which results in an improvement in impact energy absorption by the laminates. Furthermore, it is also noted that a smaller number of layers in cross-ply laminates show low impact resistance because failure occurs early (at 4.3 ms) with high delamination which is confirmed from the SEM images and post-impact failure analysis. As the number of layers increased, it provided resistance for a larger span of time (∼8 ms) and absorbed more energy because of improved interface properties that tend to reduce delamination. It is noteworthy that all the commercially available gel spun UHMWPE fibre-based UD laminates, used to fabricate soft armour panels, generally have resin content of up to 30%. 64 In this research work, cross-ply laminates were prepared with resin content varying from 7 to 27% and the results suggest that impact performance improves as the resin content decreases.
Figures 10(a) and (b) show the effect of moulding temperature on the impact performance of cross-ply laminates while keeping all other material and process parameters constant. Figure 10(a) shows the impact force vs time graph. Cross-ply laminate (0/90)2–135 perform better than its counterpart (0/90)2-125 because of uniform and better adhesion of layers due to higher processing temperature as explained earlier. The dynamic impact performance recorded in terms of normalised energy absorption and peak force are shown in Figure 10(b). Impact performance improves by 65% and 92% in terms of energy absorption and peak force, respectively, due to the temperature effect. When the temperature increases from 125°C to 135°C, the cross-ply laminate structure becomes more compact due to better melting of LDPE film. The compact structure plays an important role in avoiding delamination, which has been elucidated further in post impact analysis section.
Figures 10(c) and (d) depicts the effect of different laminate structures prepared at higher temperature (135°C) on the impact performance. The results show that twelve-layered cross-ply laminate [CPT (0/90)6–135] outperformed four-layered cross-ply laminate [CPT (0/90)2–135] as the latter fails early (∼5 ms) as compared to the former (∼11 ms). Twelve-layered cross-ply laminate is prepared with lower LDPE film content (11.1% w/w) compared to four-layered cross-ply laminates (27.3% w/w). The results show a trend that is similar to the one seen in the case of the effect of resin content at 125°C temperature (Figure 9). Among the low areal density structures (110 ± 5 g·m−2), cross-ply laminate [(0/90)2–135] shows better impact performance compared to woven untwisted tape laminate [(0/90)2–135-WUT]. Woven untwisted tape-based (WUT) laminates perform poorly compared to tape based cross-ply laminate (normalised impact energy 0.209 J·m−2·g−1 vs 0.096 J·m−2·g−1) prepared at 135°C temperature. The structure of the former has interlacements and gaps between adjacent tapes which affect interfacial adhesion between tape and LDPE films and also amongst tapes, resulting in sub-optimal energy absorption. Furthermore, UD laminates prepared from woven twisted tape (WTT) performs the worst in impact resistance. This can be attributed to the fact that woven twisted tape (WTT) fabrics have significant weave angles in fabric and therefore, the contribution of twisted tape towards fabric strength is only partial. Moreover, the due to the presence of undulation in the twisted tape yarn, the velocity of stress wave propagation is also slower. Therefore, it can be inferred that cross-ply laminate is a better structure than the laminates prepared from untwisted or twisted tapes for impact resistance applications.
Post impact failure mode analysis
Figure 11 depicts the post-impact failure mode analysis of laminates. Tape fibrillation, fibre rupture and tape pull out are observed in all cross-ply laminates prepared at 125°C processing temperature. Delamination of layers is more prominent as the number of cross-ply layers increases and resin content decreases. Tape pull-out behaviour confirms the interfacial bonding between tape to tape, as the pull-out behaviour increased layer to layers interface bonding decreased which tends to lower energy absorption and impact resistance. Small windowing effect with localised failure is also observed as the number of cross-ply layers increases. Furthermore, four-layered cross-ply laminate prepared at 135°C temperature shows a windowing effect with tape rupture. With an increase in process temperature from 125°C to 135°C, an interface between layers is strengthened and the structure does not fail due to delamination. From the failure mode analysis, it can be said that as the interface bonding increased between the cross-ply laminates, mechanical and impact properties are improved when cross-ply laminates are prepared directly from tape. Woven fabric-based laminates prepared from untwisted tape show windowing effect and yarn rupture at the impact zone. It is also observed that laminates based on woven structures delaminated after the impact due to low resin/LDPE film content (7%). Failure mode analysis of cross-ply laminates.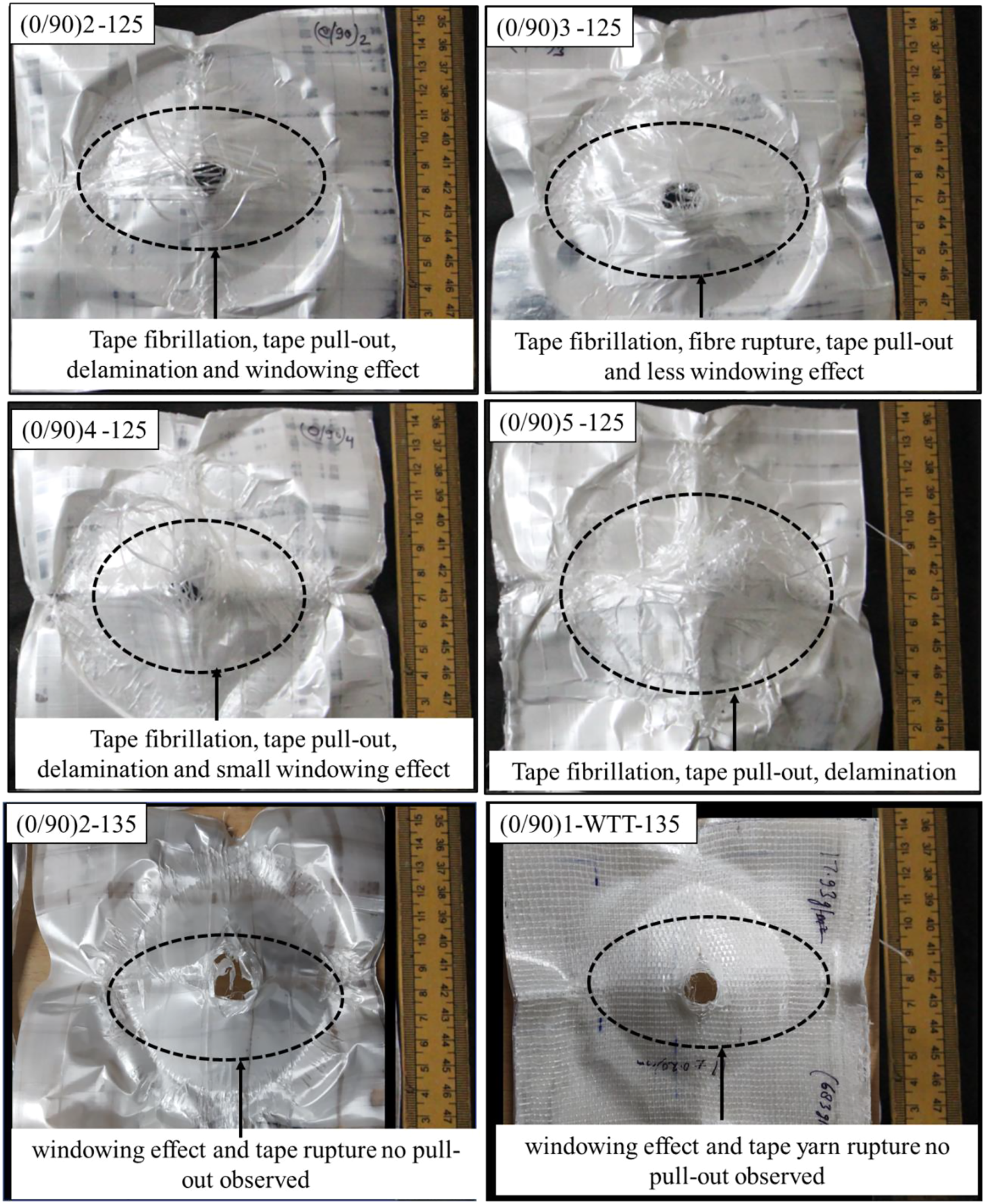
Conclusion
This research investigates the effects of DPE laminate structure, resin content and processing temperature on the tensile and impact performances. Three different laminate structures based on cross-ply tape, woven untwisted tape and woven twisted tape were used. Cross-ply DPE laminates were developed by keeping different number of layers of tapes at 0° and 90° orientation. It was found that cross-ply laminate (CPT) showed the best tensile and impact performances among the three laminate structures. On the other hand, laminate based on woven twisted tape (WTT) demonstrated the worst tensile and impact resistance performances. The tensile and impact properties of the cross-ply DPE laminates improved as the resin content decreased. Laminates prepared at low temperature (125°C) resulted in localised failure due to delamination, tape pull-out, and fibrillation. The laminates prepared at higher moulding temperature (135°C) resulted in improved interfacial bonding due to the melting and fusing of the surface crystals and thus prevented the delamination and pull-out, resulting in better performances. Cross-ply laminates prepared at higher temperature showed significantly higher (65%) impact energy absorption compared to the similar structure prepared at lower temperature. The outcome of this research will be useful for developing impact resistant materials intended for diverse applications.
Footnotes
Acknowledgements
The authors are thankful to Reliance Industries Ltd., Vadodara, India for providing technical assistances for this research work. The support of Science and Engineering Research Board (SERB), Department of Science and Technology (DST), New Delhi, and FICCI are also greatly acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This work was supported by the Science and Engineering Research Board (SERB/PM-Fellow/CII-FICCI/Meeting/2018), Department of Science and Technology, New Delhi, India and Reliance Industries Limited and FICCI.