
Abstract
Fibre waviness is frequently observed manufacturing defect which leads to a reduction of mechanical performance of the fibre reinforced polymer (FRP) composites. The current study investigates the effect of out-of-plane fibre waviness as a manufacturing defect on the flexural performance of carbon fibre reinforced polymer (CFRP) composites. Specimens with the non-uniform hump and non-uniform indentation waviness were fabricated using the transverse strip method. Experimental tests were conducted in the three-point flexural configuration using specimens with and without fibre waviness to investigate the flexural behaviour. Each of the above type of non-uniform waviness was investigated to evaluate the effect of the extent of the wave for three severity levels. Load-displacement response and digital optical microscopy were used to identify typical failure modes and damage initiation and progression in flexural specimens under test. Fibre kinking leading to delamination and fibre fracture were observed as prominent failure modes in hump as well as indentation waviness. Experimental investigation revels 12–30% reduction in flexural strength with increase in wave severity for the range considered in this study.
Introduction
Fibre-reinforced polymer (FRP) composites are widely used as a replacement to conventional metal and alloy structures because of their remarkable characteristics like specific stiffness, fatigue strength and impact resistance. In recent years’ rapid growth is reported in the use of FRP composites specifically for carbon fibre in the fields of aerospace, automotive and defence applications. In the above application fields, the components need to be individually designed to get weight reduction and safety of the structures under various service environments. Mechanical performance of the components is vital to the safety of structures. The macroscopic mechanical performance of composite laminates relies on fibre architecture, material properties of fibre and matrix, fibre volume fraction and geometrical parameters. The geometrical variations and the manufacturing induced defects due to uncontrolled manufacturing process or service condition reduce mechanical properties significantly. 1 These manufacturing imperfections in composite structures may lead to onsite failure and also increase the scrap rate in the manufacturing process considerably which further leads to excess production cost. 2 The cost of production can be optimized if the effect of the defects generated during manufacturing is assessed carefully with mechanics-based knowledge of FRP composites. 3
Polymer matrix composites (PMC) can be produced by various manufacturing methods like lay-up methods, vacuum bagging, filament winding, resin infusion etc. Each manufacturing process generates one or other manufacturing defects. The manufacturing defects are classified as curing defects such as voids and delamination, geometrical defects like fibre misalignment, waviness, ply drops, drape runout etc.
4
Out of the different manufacturing defects, fibre waviness is one of the crucial and commonly occurring manufacturing defect in composites. Therefore, it becomes essential to further investigate its effect on structural performance. Fibre waviness is introduced because of various reasons such as basic material behaviour, manual handling, global structural deformations, excess stressing of fibres, non-uniform pressure distribution, improper consolidation at sharp corners, the difference in thermal properties of constituents, tool-ply interaction gaps and overlaps etc.
5
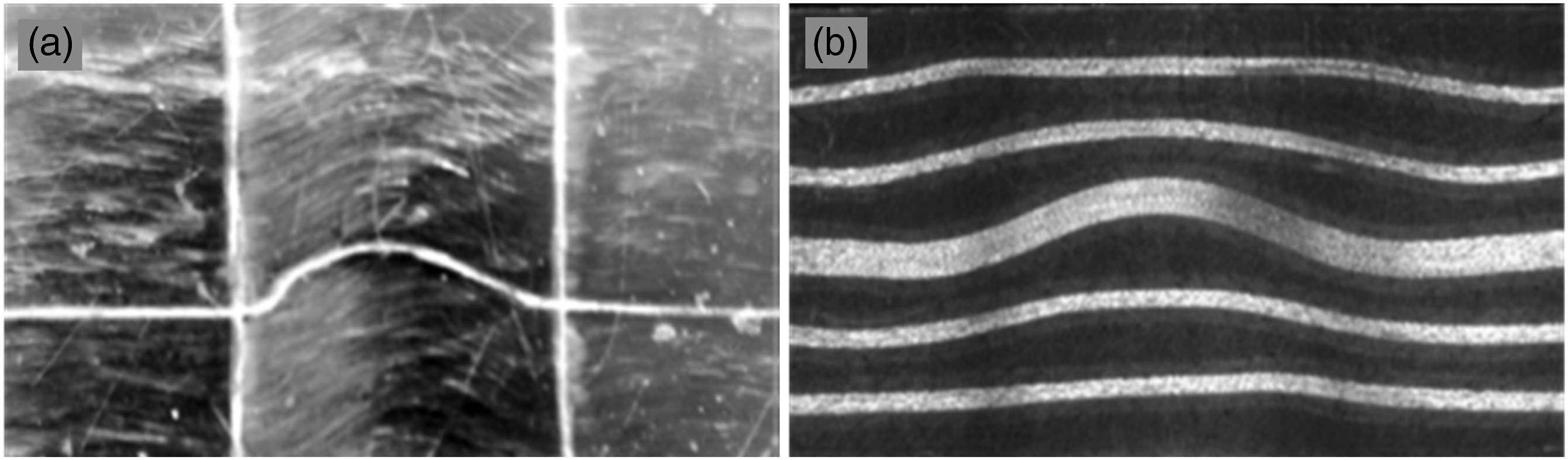
Fibre waviness is defined as ripples generated in regular lamina with normally straight plies as shown in Figure 1. It is differentiated into two main types as in-plane and out-of-plane fibre waviness. The deviation of straight fibre from normal ply direction in the plane of the lamina is termed as in-plane and deviation of normal plies in through-thickness direction is recognized as out-of-plane fibre waviness as shown in Figure 2.
6
Waviness parameters in fibre waviness.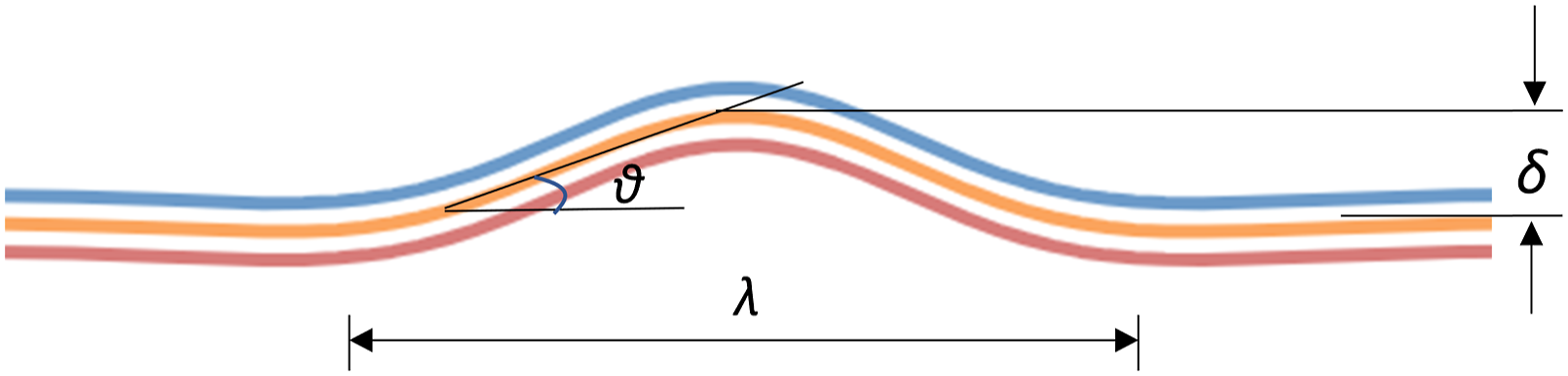
The fiber waviness is characterized by different parameters as shown in Figure 1 such as, amplitude of waviness (δ) which termed as the extent of waviness present in laminates, wavelength (λ) is defined as the total length of wavy fibres, and maximum deflection angle (θ) which is the angle of wavy fibre with normal fibres present in FRP composite laminates. In the present literature severity factor or wave severity is defined as the ratio of amplitude to wavelength for studying their influence on the mechanical performance of composites. 9 The fundamental requirements in the fabrication of specimens with out-of-plane waviness are controlled fibre volume in the wavy region, uniform laminate thickness, ease of varying waviness parameter and location of the fibre waviness. To achieve these requirements researchers have used different methods to generate in-plane and out-of-plane fibre waviness like crimping jig, set of half molds, tape windings etc. 10 Wang et al. 9 discussed three potential methods such as transverse strip method, ply-drop method, and constant thickness ply-drop method to introduce artificial fibre waviness based upon observations in industrial components to generate controlled waviness. Cimini et al. 11 classified fibre waviness based upon their configurations and location in the laminates as non-uniform waviness. Furthermore, uniform waviness is classified as uniform wave and uniform embedded, whereas non-uniform waviness is classified as non-uniform hump, non-uniform indentation, and non-uniform embedded.
Characterization of defects and damages produced in the components during manufacturing can be done without physical impairment and modification by non-destructive testing. Optical microscopy is one of the easy, simplest and quick method to characterize fibre waviness for its location, shapes and sizes. 12 The ply drops, in-plane and out-of-plane waviness can be also detected by ultrasonic testing with various guided waves and ultrasonic velocity measurement techniques.13–15 Modern aerospace composite manufacturers use eddy current testing technique for online inspection of composites because of its high resolution and sensitivity to detect manufacturing defects. 16 X-Ray computed tomography is the most accurate and precise method for the investigation of fibre waviness in the component. This method gives detailed three-dimensional (3D) pre and post-failure description of fibre orientation, misalignment and failure mechanism.17–19 The main motive behind the attentiveness to fibre waviness is its effect on the overall mechanical properties of FRP composite structures. Hasio and Daniel 20 developed a theoretical model and performed experiments to investigate the effect of fibre waviness on the elastic properties of composites. In their developed model three prominent cases were considered based upon the occurrence and location of fibre waviness.
Bogetti et al.21–22 developed an analytical model with the capacity to forecast the effects on reduction in the stiffness and strength containing ply waviness in FRP laminates. The reductions in strength and the leading failure mechanisms of plies were analysed in these investigations and reported the effect of different parameters such as stacking sequence, wavelength and amplitude etc. on the mechanical properties of composite laminates. Strength reduction resulted by inter-laminar shear failure is noted as a prominent outcome
Reduction in compressive strength and young’s Modulus was reported with an increase in the fibre waviness. Wrinkle acts as local shear stress concentrator and reduces tensile properties of FRP laminas drastically with a small increase in the extent of fibre waviness. It was reported that reduction in strength was up to 40% with moderate to high fibre waviness.8,23 Elhajjar and Shyms 24 reported a reduction of the compressive properties with the presence of fibre waviness. Matrix crack and kink bands formation followed by fibre breakage were observed as main failure modes in case of laminates with waviness under compressive loading. Compressive properties are more sensitive for minor variation in the straightness of fibres also, in case of multidirectional laminates this effect gets more enhanced due to delamination by reducing strengths up to 35%.25–27 Flexural performance is the combination of tensile and compressive strengths therefore it becomes important to investigate. Researchers reported a reduction in flexural strength and stiffness with an increase in the severity of uniform fibre waviness.28–30 The occurrence of defects can be reduced by enhancements in proper manufacturing processes suggested by31–32 but the cost involvement in the complete elimination is huge. Hence, the presence damage must be accepted and there is a clear requirement to establish criteria to accept or reject defective parts. Which can only be achieved by a closer understanding on how the defect affects the mechanical response. 33
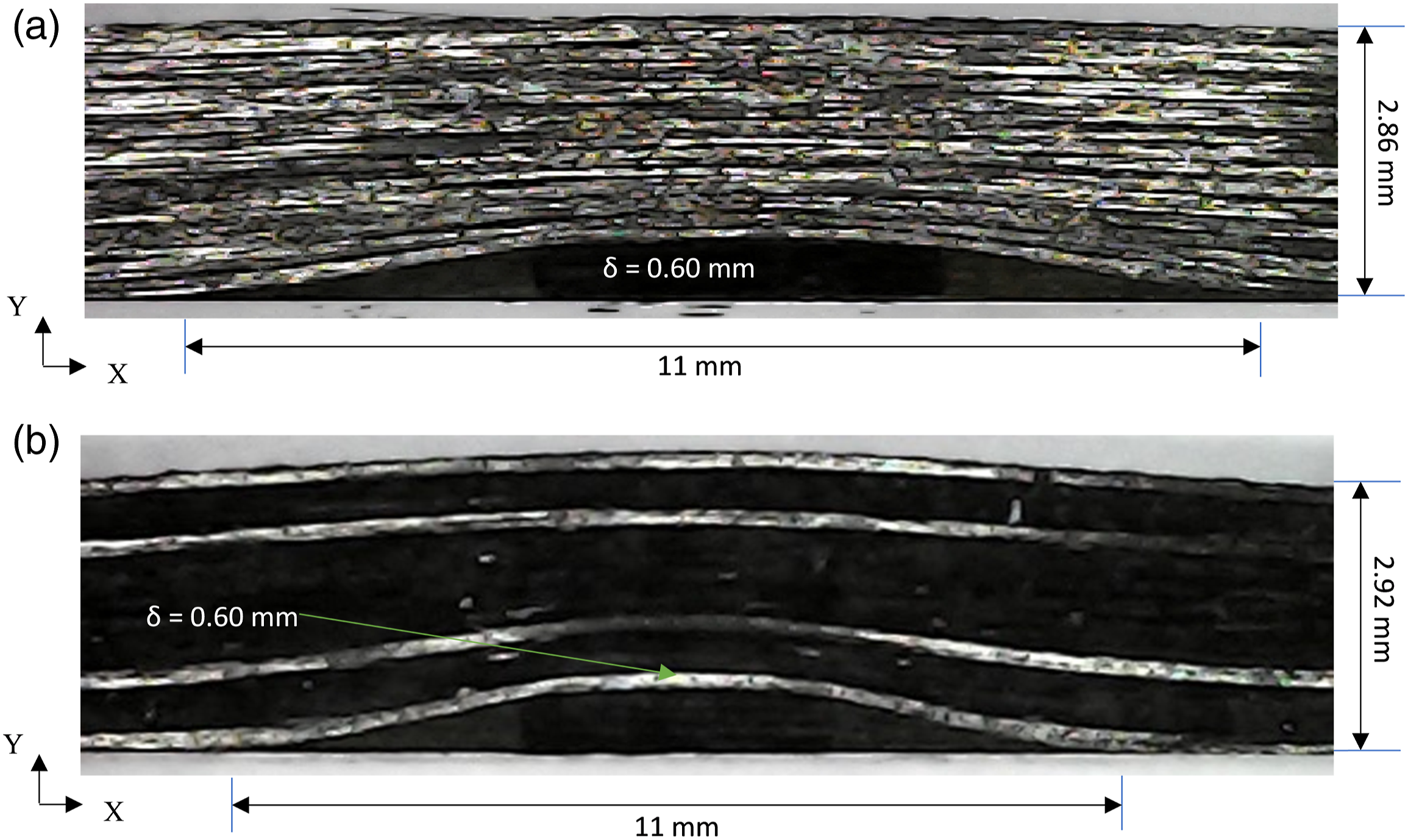
The present study attempts to investigate the effect of non-uniform out-of-plane waviness on the flexural performance of continuous carbon fibre reinforced composites. Major emphasis is on effect of size, and location of manufacturing defects on flexural behavior FRP composites. Many researchers have extensively worked on size factor but the combined effect of size and location is not reported. The present research attempts to study the combined effect of size and the location which will be an addition to the knowledge of the composite literature and will help designers for estimating the properties with consideration of the effects due to the defect. The flexural test specimens with manufacturing defects (out-of-plane fibre waviness) were fabricated with the unidirectional and quasi-isotropic configuration from continuous carbon-epoxy laminates. The specimen fabrication method uses transverse strips to produce a controlled level of fibre waviness. The study mainly focusses upon non-uniform hump waviness and non-uniform indentation waviness as shown in Figure 3 and Figure 4. The study includes their characterization and combined effect of waviness size and location effect on flexural strength. Continuous optical microscopy is applied during the flexural tests to investigate failure modes and their correlation with load drop behavior. Micrograph of waviness profile (a) Unidirectional high hump waviness (b) Quasi-isotropic high hump waviness. Micrograph of waviness profile (a) Unidirectional medium indentation waviness (b) Quasi-isotropic medium indentation waviness.
Experimental methods
Materials
Elastic properties of T700/Epoxy.

The fundamental requirements in the fabrication of specimens with out-of-plane waviness are controlled fibre volume in the wavy region, uniform laminate thickness, ease of varying waviness parameter and location of the fibre waviness.
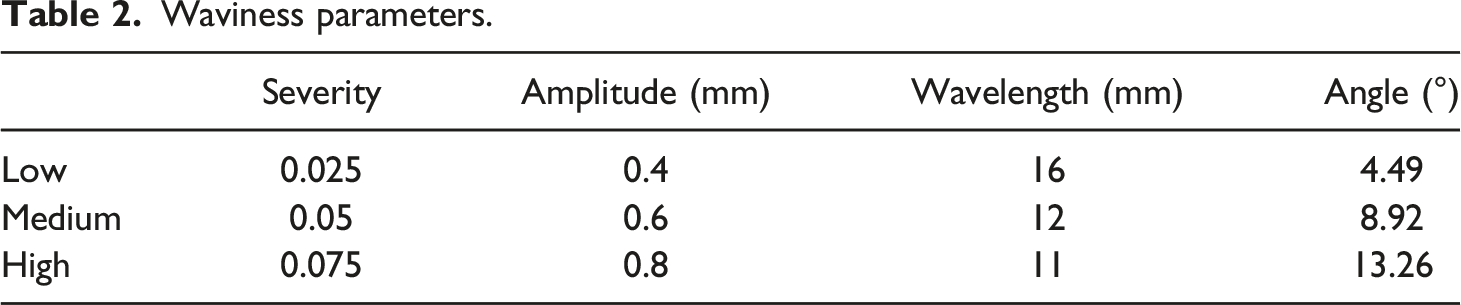
Waviness parameters.
The fabricated specimens were analyzed under digital optical microscope. The images obtained through image analysis tool were used for verification and characterization of specimens with fibre waviness. Figure 3 shows through-thickness optical micrograph of (a) unidirectional hump with high wave amplitude, (b) quasi-isotopic hump with high amplitude (δ = 0.8 mm). Figure 4 illustrates optical micrograph of non-uniform indentation waviness with a wave amplitude of 0.60 mm in (a) unidirectional, (b) quasi-isotropic ply layups. In the current study mainly two variables were investigated as ply layups i.e. unidirectional and multidirectional and wave severity (low, medium and high). The waviness parameters including wave amplitude (δ), waviness length (λ) and maximum misalignment angle (θ) were investigated for each sample under test.
Flexural testing
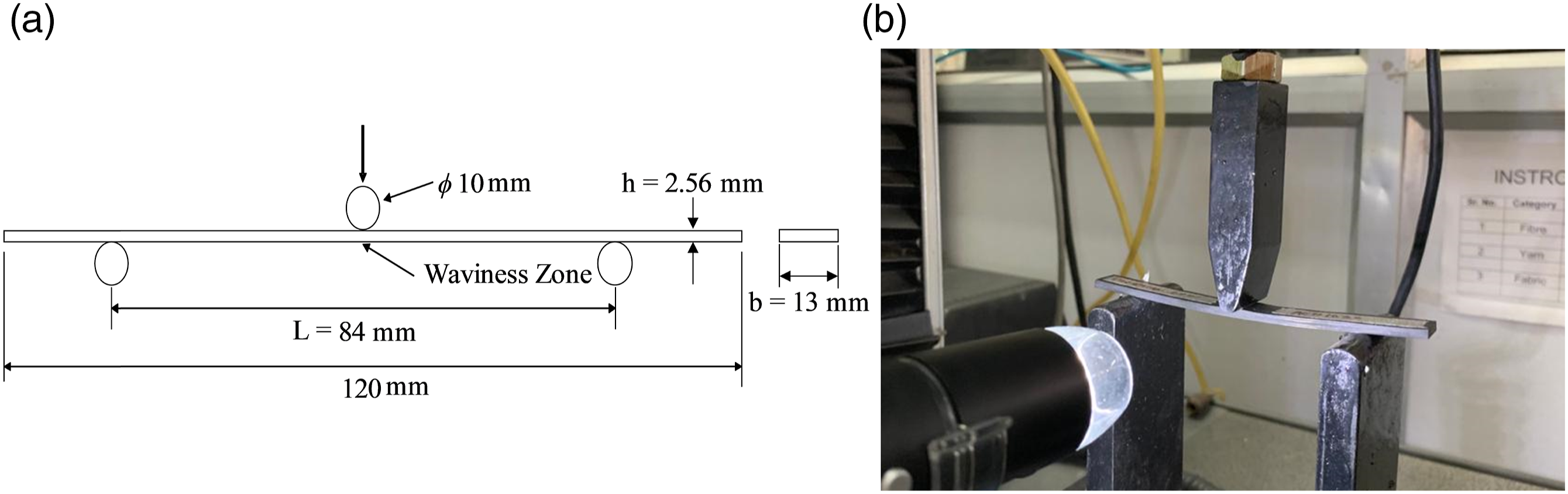
Flexural testing was performed on the specimens using Instron 5565 Electro-mechanical testing machine of 5 kN capacity at ambient temperature. The specimens were loaded using displacement control method with a loading rate of 4.6 mm/min Figure 5(a) as per the guidelines in ASTM D 7464. Load versus displacement data was recorded using test software during the test. The portable digital microscope shown in Figure 5(b) was focused on loading end to capture continuous videos and images at regular-interval with digital viewer software. Total 42 number of specimens (with and without defect) were fabricated and tested during the test session. Test specimens were tested using the procedure described in standard for specimen measurement, conditioning, setting support span and analyzing the data. A setting fixture was prepared and used to set the support span length to avoid misalignment and ensure correct loading and support condition during the test. A relatively large span to depth ratio was employed to avoid the shear stress effect on failure behavior on the FRP composite laminate under test. After the failure of the specimen the loading nose was returned to the original position and reloaded the specimen to estimate residual properties of the component under test. The flexural response of carbon fibre-epoxy composite laminates with and without out-of-plane waviness was characterized by bending loads and maximum mid-span deflection during each test. The flexural stress was calculated by equation (1) as per ASTM D 7264. (a) Schematic illustration of three-point bending test ASTM D 7264 (b) Experimental three-point flexural test.

Results and discussion
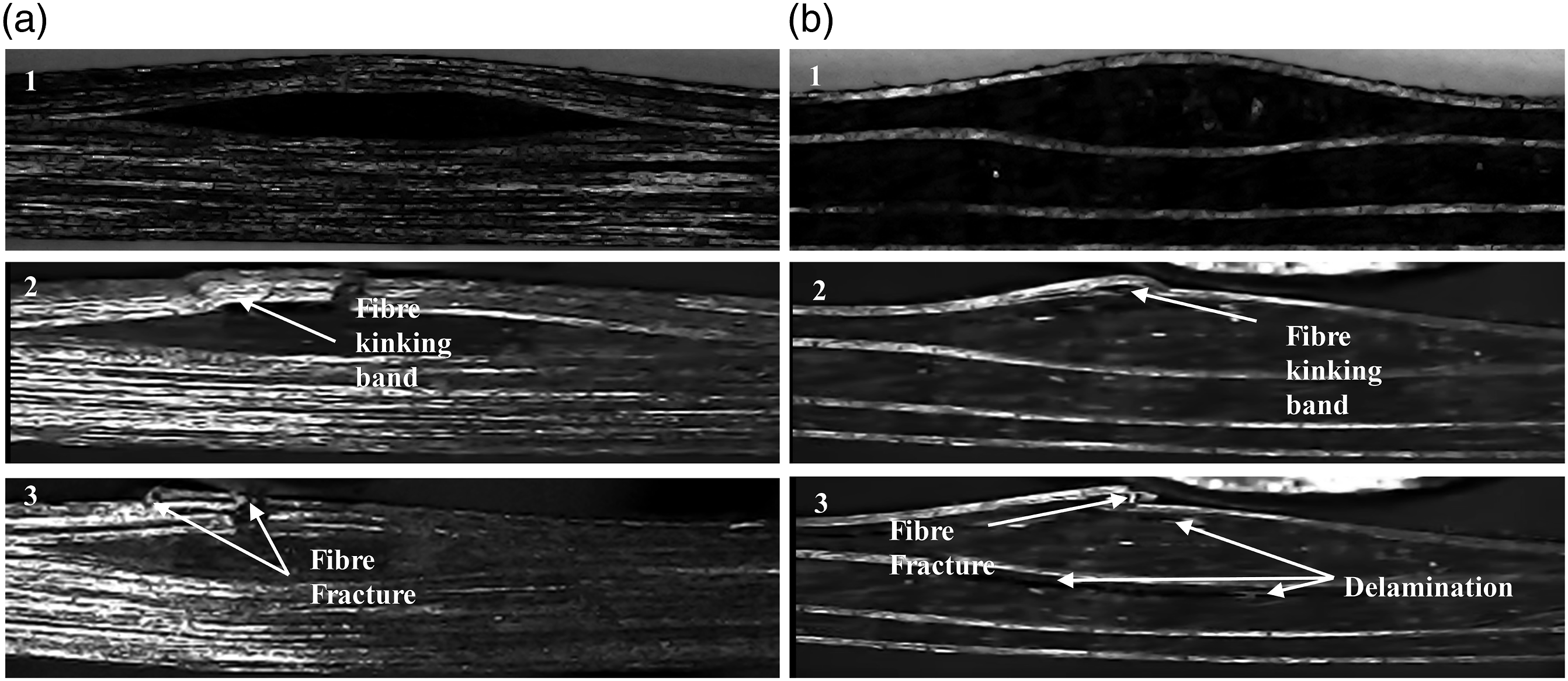
The effect of out-of-plane fibre waviness on flexural strength and failure mechanism of carbon-epoxy laminates was investigated experimentally with low, medium and high wave severity levels as 0.025, 0.050 and 0.075 respectively. Slightly different failure mechanism was observed between unidirectional and quasi-isotropic composite laminates. For quasi-isotropic configuration, in the case of non-uniform hump waviness the local micro fibre kinking present below loading nose acts as the initiator of failure followed by delamination, whereas in non-uniform indentation reduced effective cross-section helps to initiate the failure. The optical images Figure 6 and Figure 7 indicate the final failure caused as a result of micro-fibre kinking, delamination and fibre failure in compression side. Optical micrograph of damage initiation and progression in (a) Unidirectional high indentation (b) Quasi-isotropic high indentation. Optical micrograph of damage initiation and progression in (a) Unidirectional high hump (b) Quasi-isotropic high hump.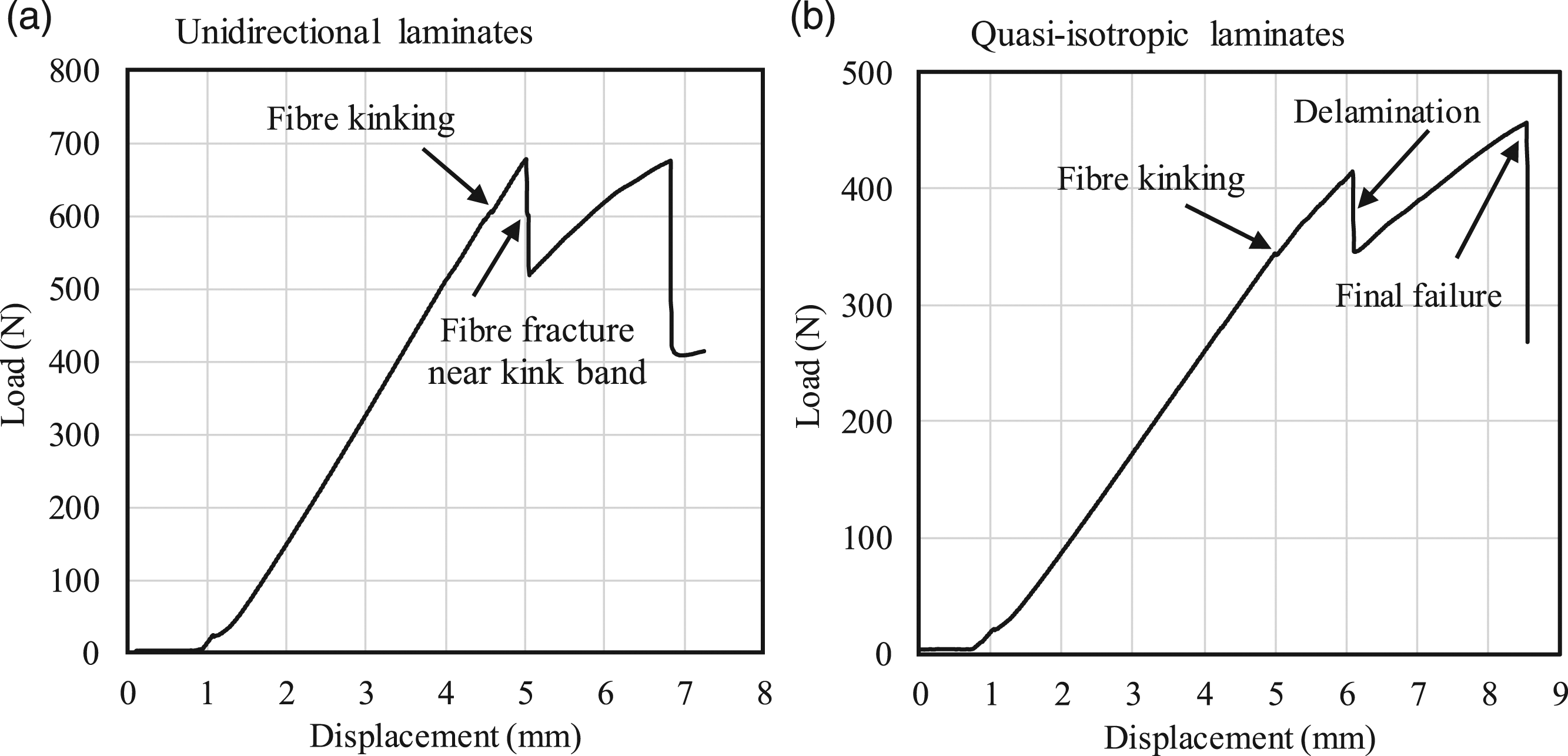
A uniform brittle behavior in the first linear region was observed up to maximum load followed by a sudden decrement in stress level with peak load during test. In case of laminates without defects (pristine laminates) the fibre fracture in the compressive region was observed as a core failure mechanism. High-stress concentration in the region below the loading pin and the lower compressive strength of FRP composites endorses the failure.
Damage evaluation in non-uniform hump waviness
The failure mechanism for unidirectional specimens with non-uniform hump waviness with three severity levels under consideration was studied during the flexural test. The microscopic observations show that micro-fibre kink band initiates the failure due to the presence of hump in specimens. The rate of kink band initiation is dependent on the height of hump above the specimen. In lower values of hump extent, it takes more time to initiate a kink band as compared with high once. The initiated kink band shows a further increase in its extent and a prominent load drop in the load-deflection curve as reported in Figure 8. As the test progresses further the remaining fibres take the loads and the load-displacement curve continues to rises. Finally buckled fibre breaks physically in the compressive side and ultimate failure occurs. Load-displacement response of hump waviness, wave severity-0.075 (a) Unidirectional laminates (b) Quasi-isotropic laminate.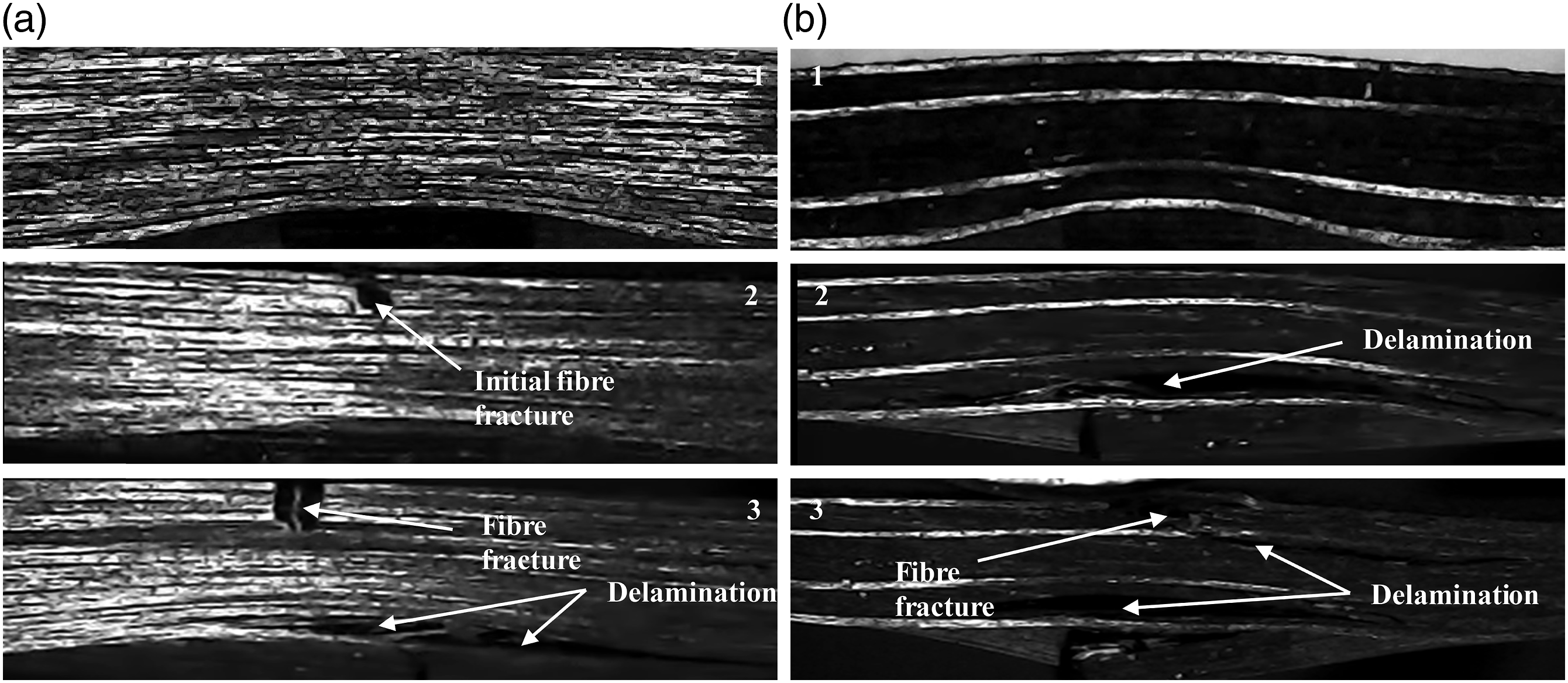
In case of multidirectional laminates, the kink band was initiated at ply oriented at 0-degree, located at the top of laminate due to presence of hump. The kink band formed at the top gives rise to micro-delamination between plies adjacent to 0-degree ply. With further increase in load, the angle plies play the vital role due to the involvement of inter-laminar stresses. These inter-laminar stresses produce delamination of plies present below the hump. The hump with low and medium wave severity shows a series of minor delamination with an increase in load. This micro delamination along with kinked fibre leads to final catastrophic failure in the compression side. Figure 7 shows the initiation and progression of failure in unidirectional and multidirectional laminates under test.
Damage evaluation in non-uniform indentation waviness
Indentation waviness is a special case in which the required specimen thickness cannot be achieved due to waves formed at the bottom side of components. The optical micrographs in Figure 8 taken during the flexural test show different failure mechanism than that of hump waviness. With the presence of the indentation in unidirectional laminates, the fibres get closely packed in a confined region. The failure initiates because of fibre fracture in the compressive region. This failed ply initiates prominent transverse crack which travels over thickness direction. With further increase in the load, the region near indentation experiences rise in shear stress and initiates delamination as depicted in Figure 9. The severity of wave governs the failure mechanism specifically in case of unidirectional indentation. The low wave severity shows failure mechanism similar to pristine specimen without clear appearance of delamination. Load-displacement response of indentation waviness, wave severity-0.075 (a) Unidirectional laminates (b) Quasi-isotropic laminate.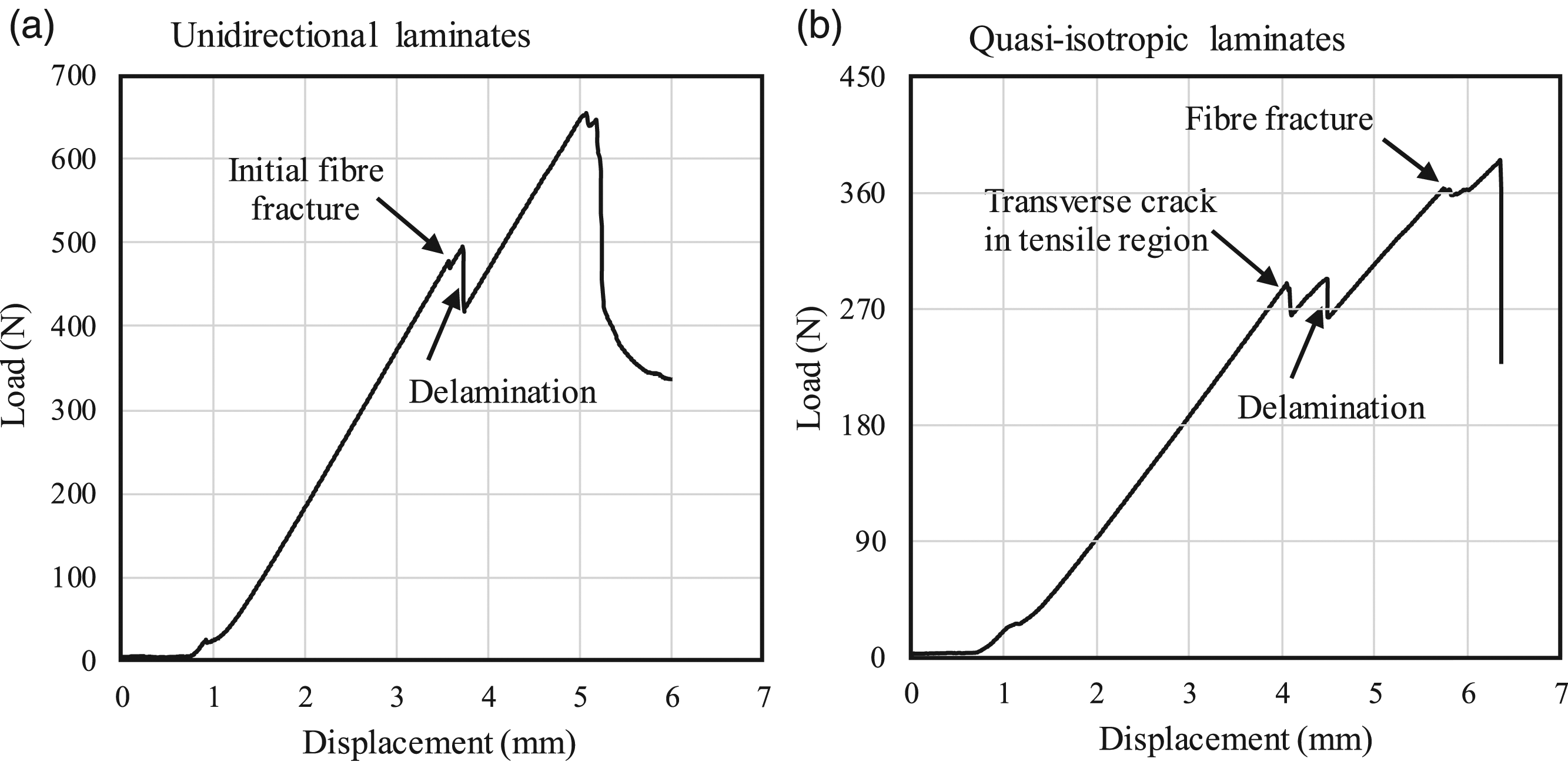
For multidirectional laminates with indentation waviness the failure starts with the initial failure of fibre in the compressive region. With further progress of the test, the bottom region experiences severe matrix cracks and the delamination starts at interface region. This delamination reduces the load-carrying capacity until further load redistribution. In case of high wave severity, the additional transverse crack appears in the tensile region of the specimen due to highly matrix dominated filled zone. Microscopic observations show final failure due to a combination of inter-laminar failure, matrix cracking and fibre fracture. Figure 8 shows load-displacement curve which describes the failure mechanism with transverse cracks, delamination and fibre fracture for (a) Unidirectional laminates (b) Quasi-isotropic laminate with non-uniform indentation waviness.
Effect of waviness severity on flexural strength
Wave severity is one of the factors affecting the flexural strength and is analyzed for non-uniform hump and indentation. It is reported that the specimens with non-uniform waviness acts as a trigger point and reduces the ultimate flexural strength capacity of the structure under loading up to 25–30%. The results of tested specimens with the non-uniform hump and non-uniform indentation with unidirectional and multidirectional plies are shown in Figure 10. Where ordinate indicates normalized failure load with respect to pristine specimens. Specimens with low severity levels of hump have higher load carrying capacity when compared to indentation specimens with high severity. In the comparison of defects, non-uniform indentation reports a more severe effect on flexural strength. The medium wave severity (δ/λ = 0.60) specimens tested in unidirectional and multidirectional laminates reported 15–18% average reduction with hump and indentation waviness respectively. From the specimens tested with various configurations of different severities shows a reduction in strength with an increase in the extent of the wave. The formation of kink band at the compressive side of the specimen with hump leads to the first drop in load. This kink band along with delamination at specific locations in multidirectional laminates further reduces the strength. Effect of non-uniform fibre waviness on the failure loads of unidirectional and multidirectional laminates.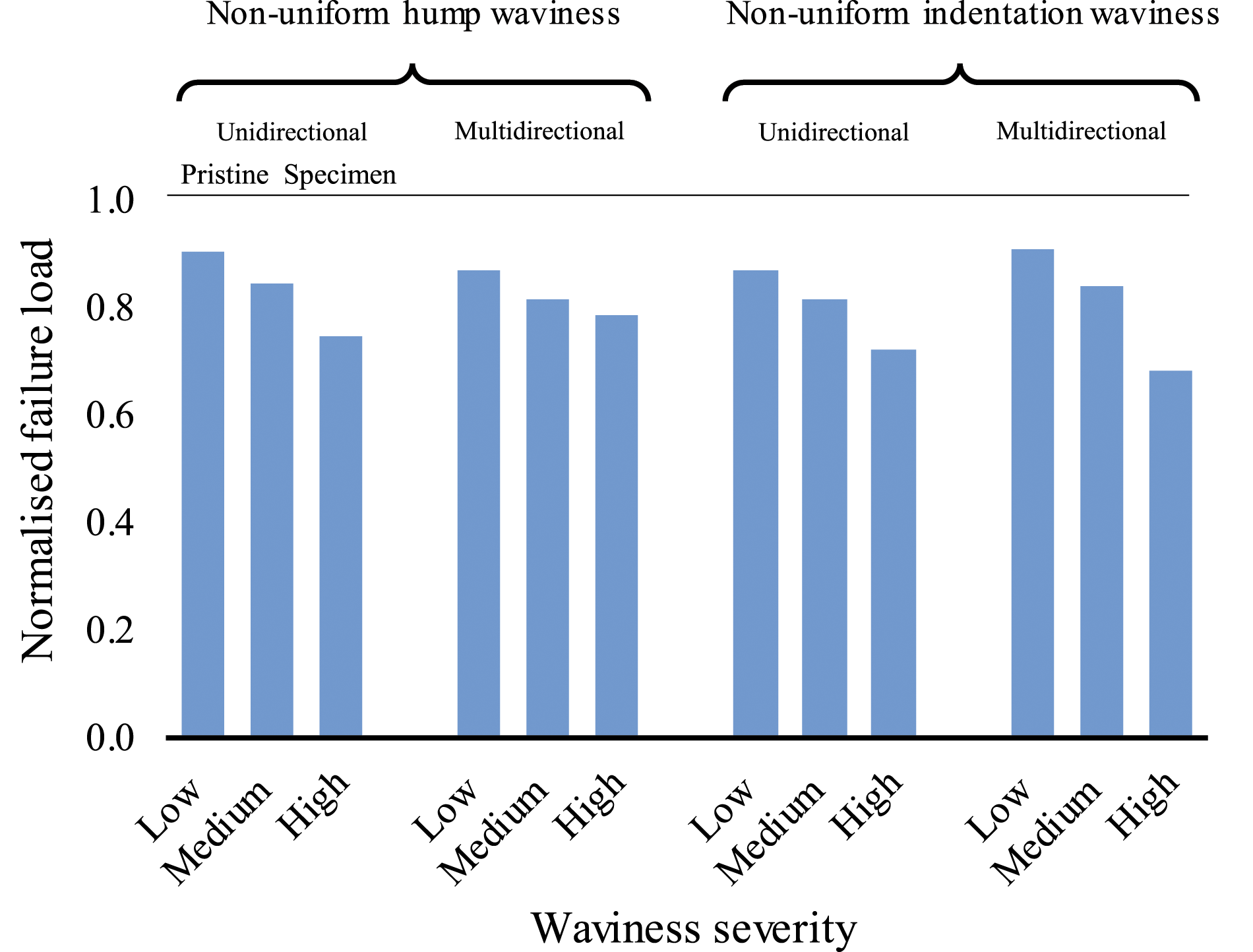
In the present study authors have used ASTM D 7264: Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. The scope of the test is to determine the flexural stiffness and strength properties of polymer matrix composites. The test is further classified as Procedure A-A three-point loading system and Procedure B-A four-point loading system. According to ASTM D 7264 the standard, both the tests i. e Procedure A (3 point bend) and Procedure B (4 point bend) provides slightly different property values. The reduction in flexural strength will be sensitive to the location of wave with respect to the mid-span in case of three point bend test. However, in present study care was taken to locate the wave defect at the centre of every specimen tested experimentally using three point bend test. Effect of location of wave defect on the flexural property in four point bending test is insensitive. A four point bend test has constant moment/flexural stress within the centre load noses. This may load the wrinkle more uniformly and may result in greater effect of wave severity on flexural strength. Thus, authors recommend four point bend test for the specimens having significantly large wavelength of the wrinkles compared to the span length of test specimen.
Conclusion
The effect of non-uniform fibre waviness on the flexural strength of the unidirectional and multidirectional carbon-epoxy composite was investigated. In present study, two types of fibre waviness as non-uniform hump and non-uniform indentation were investigated with three severity levels. Transverse strip method with tailored strips was used to manufacture specimens with fibre waviness of various values of wave amplitudes. Synchronized microscopic images of specimen under test were captured at regular intervals. These images were useful in observing failure modes and capturing the damage initiation and progression in specimens under test.
Results obtained from load-deflection curves and microscopic observations clearly show that the waviness affects the strength of laminates with an increase in severity of fibre waviness. Unidirectional laminates show failure initiation with micro fibre kinking leading to fibre fracture and delamination. These effects multiply with high wave severity in case of unidirectional hump waviness. In case of multidirectional laminates with the hump, the failure starts with noticeable kink band at top 0° ply leading to delamination with a rise in interlaminar stresses in the wavy region. Low and medium indentation in unidirectional laminates reports fibre fracture at compressive side which outspreads through thickness direction with minor delamination. For indentation with high amplitude transverse cracks were developed in the tensile region followed by delamination dominating the failure. Multidirectional laminates are more prone to inter-laminar delamination in plies adjacent to the indentation in the laminates.
The results indicated 11.30 % average reduction in flexural strength with low severity and 24% with high non-uniform hump waviness. Whereas in the case of indentation waviness the study reported 9.5% reduction in flexural strength with low waviness.
From present study, it can be concluded that indentation waviness shows a more serious effect on strength compared with hump waviness. Further, it can be also reported that the effect gets multiplied in case of multidirectional laminates compared with unidirectional laminates.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.