
Abstract
In this study, multilayer carbon fabric-reinforced composites (CFRC) were manufactured by compression molding technique with the combination of carbon fabric and thermoplastic polyether ester elastomer (TPEE) composites. The TPEE-based polymer layers were prepared as binary, ternary, and quaternary composites using carbon black (CB) or N-(β-aminoethyl)-γ-aminopropyl-trimethoxysilane (AEAP) modified carbon black (mCB), ethylene-glycidyl methacrylate copolymer (EGMA) and/or paraffin oil. The effects of formulation additives on multilayer CFRC were investigated in terms of their mechanical, electrical resistivity, electrically stimulated shape memory properties and morphologies. Tensile modulus of neat TPEE included multilayer CFRC increased slightly with the addition of both mCB and oil to TPEE. The highest impact strength of 112.2 kJ/m2 was obtained for TPEE-mCB-EGMA-Oil containing CFRC multilayer composites, which was 30% higher than CFRC with neat TPEE. All modified and reinforced CFRC exhibited higher electrical conductivities than neat TPEE containing CFRC. Electrically triggered bending test showed that combination of TPEE, mCB, EGMA and oil together with carbon fabric in multilayer structure revealed 80% shape recovery ratio within less than 2 min.
Keywords
Introduction
Carbon fabric-reinforced composites (CFRC) with thermoplastic-based materials show superior performance in mechanical properties compared to single phase materials. 1 They are light weight, demonstrate promise for low-cost production, and provide a wide range of end-use temperature applications.1,2 They have outstanding mechanical properties as well as chemical and environmental resistance, making them suitable for a wide range of applications in automotive, aerospace, marine, sports goods, civil infrastructures and energy related industries. 3
There are diverse kinds of commercial natural and synthetic fabrics, which are efficient in reinforcing various polymers. Carbon fabric has a high specific stiffness and strength, as well as superior thermal and electrical conductivity, as compared to other synthetic fabrics. It is commercially accessible in a variety of strengths and stiffness at a significantly cheaper cost with respect to other light weight synthetic fabrics. 4 Their composites have been produced with the usage of polyamide 66, 5 polyphenylene sulfide, 6 polyaryletherketone 4 and various fluoropolymers.7,8
Thermoplastic polyether ester elastomers (TPEE) are copolymers that combine both properties of elastomeric and thermoplastic components within a certain temperature range. They are made up of at least two distinct domains that are a mix of crystalline hard and amorphous soft phases. A reversible phase is formed due to the molecular motion in a rubbery state, and elastomeric property is obtained by flexible soft segment with amorphous areas at high temperatures. Hydrogen bonding, polar interactions and crystallization in the hard domain, which melts at high temperatures form physical crosslinks. 9 The distinctive structure of thermoplastic elastomers provides features that are suitable and desired for a wide range of applications, including cars, electronics, medicine, tire industry, among others. 10
In order to improve mechanical, electrical and thermal stability properties of TPEE; fillers such as carbon black (CB), 11 talc, 12 wollastonite, 13 montmorillonite, 14 alumina trihydrate, 15 clays, 16 mica, 10 silica, 17 fly ash, 18 and kaolin 19 have been added to the polymer matrix. Pandey et al. produced nanocomposites with a thermoplastic polyester elastomer and graphene oxide (GO) by using the solution mixing method. The results implied that the mechanical properties of nanocomposites increased with the increase of GO loading, where 139 and 40% enhancement in tensile strength was observed for the composites with 5 and 2 wt.% GO. The improvement in mechanical properties was attributed to the homogeneous dispersion of GO in the polymeric matrix together with enhanced interfacial adhesion between filler and polymer matrix. 20
Carbon black enhances tensile strength, tear strength, and abrasion resistance by distributing and absorbing the stress given to the polymer component. It can also provide electrical conductivity and dissipate static charge built up in the matrix. Carbon black is also commonly preferred material in industry due to its low production costs. Ibarrola et al. prepared composites constituting low-density polyethylene (LDPE) and isotactic polypropylene (it-PP) and CB by melt-mixing process. They reported that it was possible to prepare a conductive material with a lower concentration of conductive particles (the critical concentration was calculated as 13.7 wt.% CB for LDPE and 4.9 wt.% CB for it-PP) by improving the processing conditions for composites. 21
Oil additives have long been utilized as a processing aid in the polymer sector due to their several benefits. They improve the dimensional stability of extruded materials, reduces molding filling time and curing cycle time, improves the ozone resistance of the rubber compound, minimizes plasticizer migration to the surface of rubber component, and have capability to regulate flow under mechanical pressure. 22 They may also contribute to distribution of carbon black particles in the polymer matrix. Homogeneous dispersion of carbon black is critical to achieve better mechanical properties of polymer composites by preventing aggregates. Surface modifiers applied to the surfaces of carbon black particles can improve dispersion stability through chemical bonding to carbon black resulting in greater performance. 23 There are some functional groups on CB surface such as carboxyl, phenolic, hydroxyl, and quinonic structures. The reactivity of carbon black is owing to these functional groups and the increase in their concentrations, and can be boosted by simple oxidation processes. 23 Surface modification of CB has been achieved by thermal, 24 photochemical, 25 plasma treatment, 26 ozone, nitrogen oxide, 27 and silanization23,28 techniques. Silane modification is very popular method to improve CB dispersion in the matrix. A large variety of end groups in silane coupling agents react with hydroxide-rich surfaces. 23 Thus, improved mechanical performance of the composites can be obtained. In this work, CB surfaces were modified with silanization process.
Impact modifiers can compensate intrinsic brittleness or embrittlement, notch-sensitivity, and crack propagation. Due to their elastomeric nature, they can absorb or disperse the impact energy. They are crucial additives for improving flexibility and impact strength of a polymer matrix in order to fulfill the physical property requirements of rigid domains. 29 PVC, PC, PS, polyamides, polyesters, acrylic polymers, EPDM, thermoplastic elastomers and plastomers, ionomers, polyolefins are some common impact modifiers. 29 In the present study, ethylene-glycidyl methacrylate copolymer (EGMA) was used as an impact modifier in the polymer matrix.
The thermoplastic elastomer polymer network is classified as stimuli responsive material since it has shape fixing net points and shape changing switching segments. 30 The properties of stimuli responsive materials can be changed with external stimuli such as temperature, moisture, pH, electric or magnetic fields.1,13 External stimuli impact switching segments that cause elastic deformation by fixing into temporary shape and then recover their permanent shape as a shape memory polymer (SMP). 31 In this study, electro-active stimulations were examined for multilayer CFRC.
Solvent impregnation, film/fiber stacking, melt or powder impregnating processes have been followed to produce carbon fiber-reinforced thermoplastic composites. 1 Hot-pressing method is commonly used technique to impregnate the fabrics with polymer composite material due to high viscosity of thermoplastic-based polymer matrix. 3 In this case, melt blending is used to prepare polymer composite laminates, and then manufactured in a hot-press with a brass frame to control film thickness. This method provides high quality laminates with low void content and complete fiber wetting. 3 Polymers such as polyether sulfone (PES), polyetherimide, 1 polyether ether ketone (PEEK), polyphenylene sulfide (PPS),1,2 polycarbonate, polybutylene terephthalate, polyamides, 2 polypropylene, 2 polystyrene, 32 polymethyl methacrylate, 2 polyimides, 3 polyurethane, 33 have been used for CFRC production and their mechanical, interfacial adhesion and shape memory properties have been investigated.
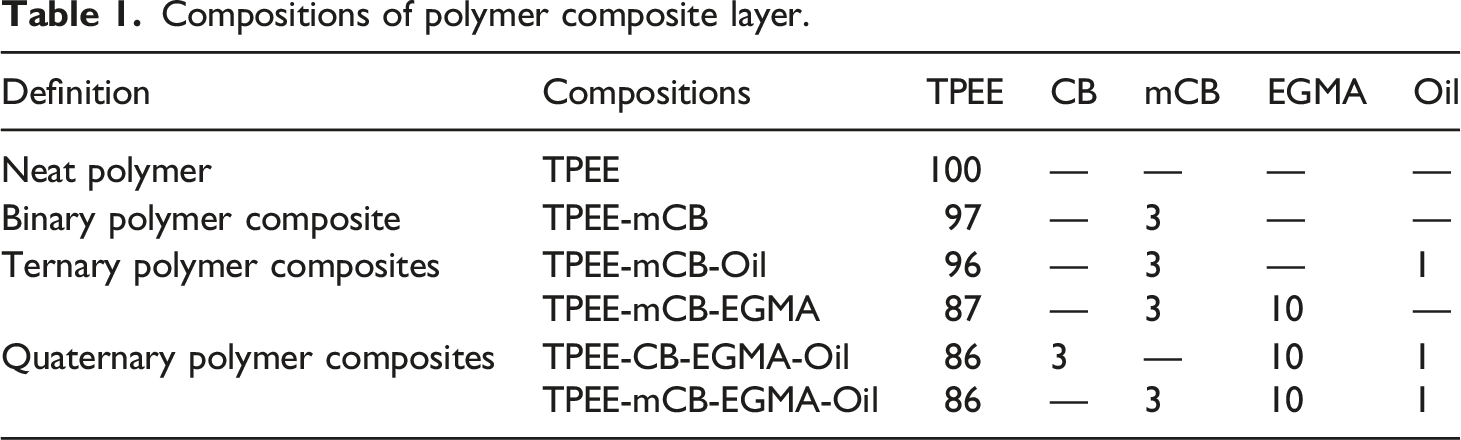
In a former part of this study, various amounts of CB, EGMA and paraffin oil incorporation into TPEE matrix were studied.11,34 Ease of processability as well as achieving optimum properties in terms of mechanical, electrical conductivity, and shape memory properties of TPEE-based polymer composites and blends were considered. 0.5, 1, 3 and 5 wt.% CB, 5, 10, 20 and 30 wt.% EGMA, 0.5, 1, 3, 5 and 7 wt.% paraffin oil were incorporated into TPEE matrix. Introducing CB as a conductive filler increased electrical conductivity. TPEEs with 3 wt.% and 5 wt.% CB were in the semi-conductor range (10-3 to 107 Ω.cm). On the other hand, 5 wt.% CB addition decreased the mechanical properties due to agglomeration. Thus, 3 wt.% CB was selected with optimum properties to be used in the present study. In addition, usage of EGMA increased impact properties. However, after 10 wt.% EGMA addition, phase inversion was obtained. Thus, 10 wt.% EGMA was selected to preserve thermoplastic elastomer nature of the matrix. Likewise, 1 wt.% paraffin oil was chosen due to having optimum results regarding with mechanical and shape memory properties of binary blends.
The aims of this study are to develop multilayer CFRC with the use of different additives and to investigate morphology, mechanical, electrical conductivity, and electro-active shape memory properties of these composites. TPEE-based polymeric material and its composites together with carbon fabric were used to produce multilayer CFRC. To our knowledge, there has been no research study about multilayer CFRC containing TPEE-based polymer layers with the additives of carbon black, EGMA and oil. The usage of different formulation additives on the preparation of CFRC and investigation of their influence on the physical properties of the multilayer composites are the novelties of this paper. Due to their ease of manufacture and flexibility to modify soft and hard phases of polymers, they have a great deal of promise to be used as smart multifunctional materials which can be of interest to several areas such as the aerospace, automotive and construction industries. 32
Experimental
Materials
Thermoplastic polyether ester elastomer (Hytrel 7248, Dupont Speciality Products Endüstri Ürünleri Ltd. Şti., Turkey), carbon black (Printex XE 2B, Orion Engineered Carbons, Turkey), ethylene-glycidyl methacrylate copolymer (Lotader AX 8840, Atofina Chemicals Inc., France), paraffin oil (RX430, Shell Oil Company, Turkey), and carbon fabric (CW245 B-Carbon 3K 2×2 Twill Woven, Metyx Composites, Turkey) were used for the preparation of the composites. N-(β-aminoethyl)-γ-aminopropyl-trimethoxysilane (AEAP, Cam Elyaf Sanayi A.Ş., Turkey) was used for the modification of carbon black surface.
Methodology
Silane functionalization of CB
The carbon black particles were treated with 1 wt.% AEAP silane agent in a dilute solution. For this purpose, 150 g CH3OH:H2O (90:10 wt./wt.) was mixed with silane coupling agent. Acetic acid was used to adjust the pH of the solution to 4.5–5. After hydrolysis for 15 min, CB was added to the solution and mixed for 10 min at room temperature. The CH3OH:H2O treating solution was then evaporated at 80oC. This is followed by drying of carbon black particles in an oven at 110oC for 24h. The steps of silane treatment are shown in Figure 1. Silane treatment of carbon black surface.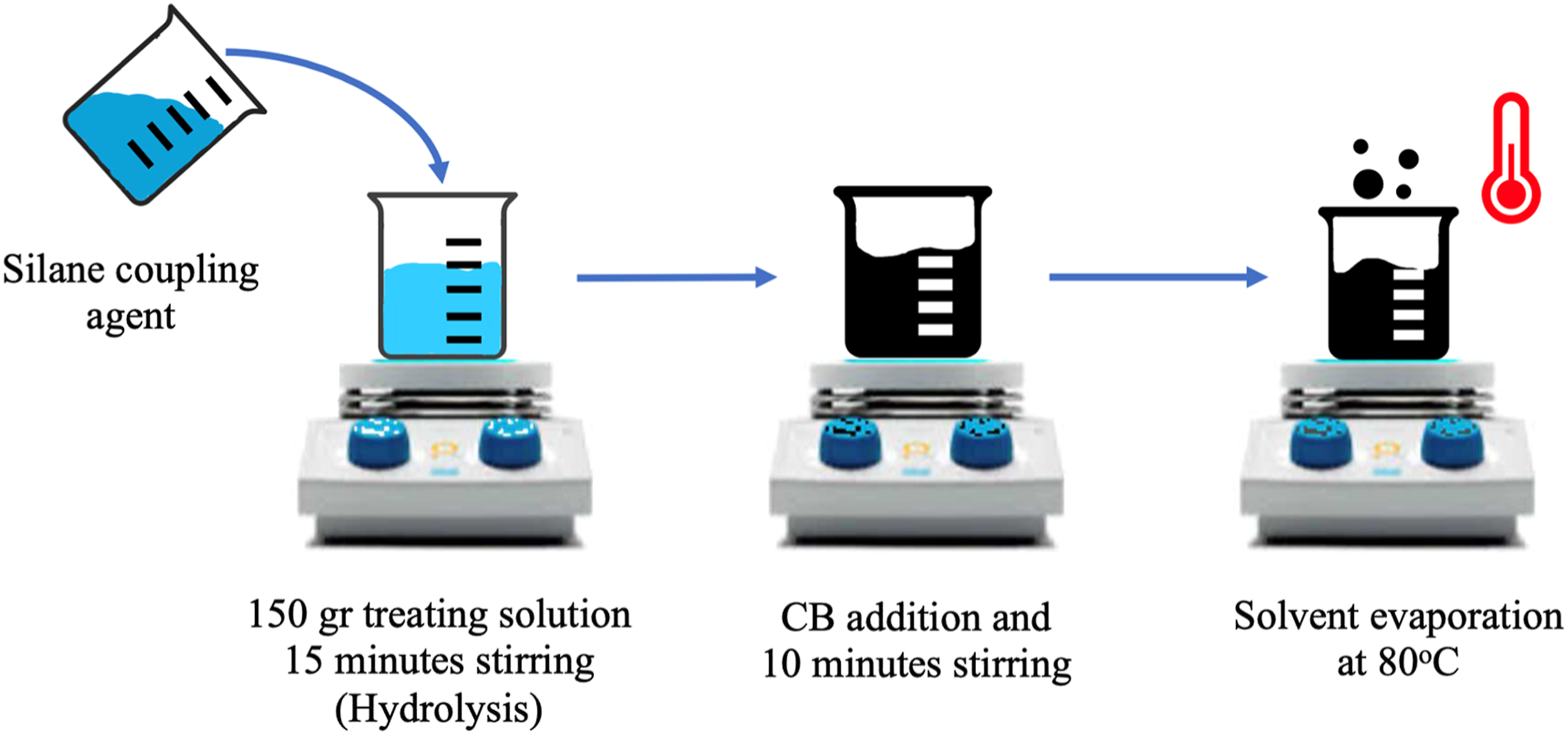
Preparation of TPEE polymer composites
Thermoprism TSE 16 TC co-rotating twin-screw extruder (L/D=24) was used to prepare polymer composites. TPEE-EGMA-Oil was fed to the extruder through the main feeder. CB was added with the amount of 3 wt.% by hand through the main feeder. The temperature profile of the extruder was set to 230oC-240oC-240oC-240oC-240oC from hopper to die, and the screw speed was 80 rpm. Polymer composites were cooled down in water quenching bath at room temperature.
Preparation of multilayer CFRC
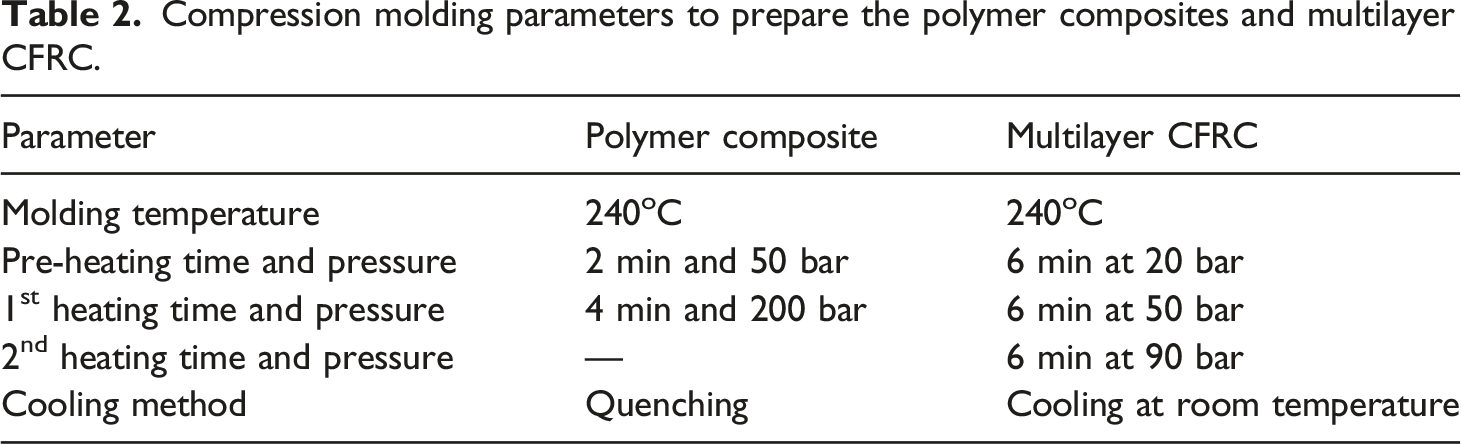
CFRC laminates were compression molded with the combination of six polymer composite layers and five plies of carbon fabric (Figure 2(a)). CFRC were prepared with respect to the following steps; firstly, polymer composite plies were prepared using a square shaped (16 × 16 × 0.1 cm3) brass mold. Secondly, carbon fabric plies and polymer composite layers were molded using 18 × 18 × 2 cm3 brass frame. 1.5 mm thickness Teflon (PTFE) sheets were used as release films during production of polymer composite layers and multilayer CFRC in compression molding device. The schematic representation of the lay-up sequence of the TPEE-CB-EGMA-Oil layers and the process cycles of the composites is shown in Figure 2. Schematic representation of (a) the lay-up sequence of the TPEE-CB-EGMA-Oil layers, (b) Process cycle of polymer composite layers, (c) Process cycle of multilayer CFRC.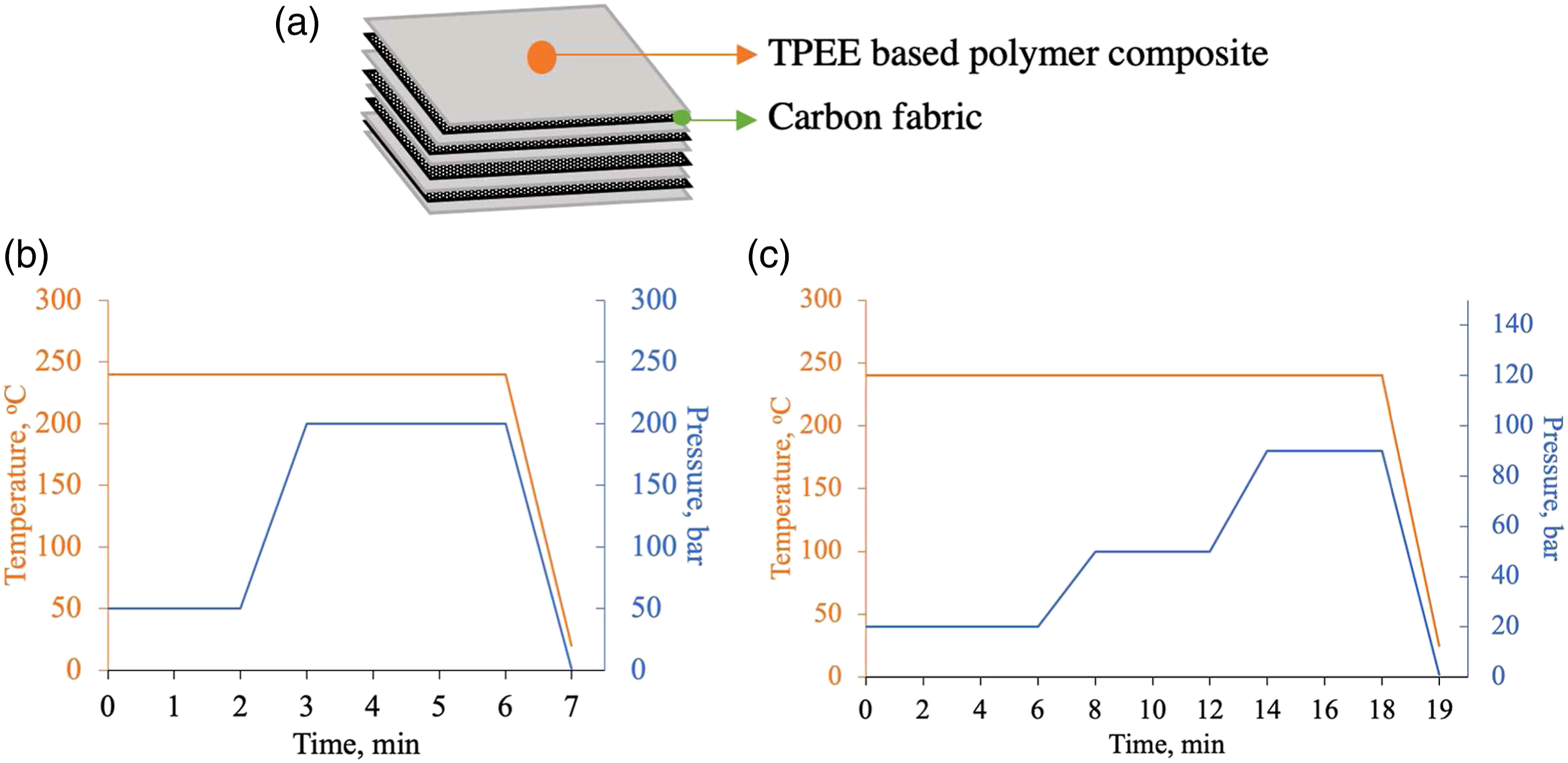
Compression molding parameters to prepare the polymer composites and multilayer CFRC.
Characterization methods
Scanning electron microscopy analysis
SEM analyses of the impact fractured surfaces of CFRC samples were carried out using a QUANTA 400F Field Emission SEM with the acceleration voltage of 20 kV. Before the analysis, samples were coated with Au-Pd alloy to increase surface conductivity and to restrict static electricity accumulation.
Tensile test
Tensile properties of CFRC were tested using a Shimadzu Autograph AG-IS 100 kN Universal Tensile Testing instrument. Test specimens were prepared according to ISO 527-4 standard, Type 1B by using a water jet. The crosshead speed of multilayer CFRC was 2 mm/min. Average of approximately five measurements and their standard deviations were recorded.
Impact test
Impact strengths of the samples were determined using a Ceast Resil Impactor 6967 impact testing instrument with a 7.5 J hammer. Test specimens were prepared according to ISO 179 Standard using a water jet. Charpy impact test was applied to unnotched fabric reinforced composites with 75 ×10 × 3 mm3 dimensions.
Electrical resistivity measurements
Electrical properties of the composites were measured using a two-point probe Keithley 2400 source meter. Specimens were cut using a water jet with 5 × 70 × 2.8 mm3 dimensions. The electrical resistivity of the specimens was measured under a constant voltage of 20 V.
Bending test actuated by voltage
Electrically actuated shape memory properties of semiconductor CFRC (5x70x2.8 mm3) specimens were measured using a temperature control and adjustable power supply (Entek Electronics Tic. Ltd. Şti., Turkey).
The bending test of multilayer CFRC actuated by voltage was performed according to the following steps: i) Specimens were heated in an oven at 75oC since bending of samples took long time with the temperature control and adjustable power supply unit. (ii) The specimens were bent to 90o with metal block. (iii) They were cooled below their glass transition temperature in liquid nitrogen medium to fix their 90o bended shape. (iv) After the sample was placed in the unit, the maximum current of 0.99 ampere of the instrument was applied to obtain maximum voltage. (v) The shape recovery process was performed until the final shape was attained.
Current was adjusted to the maximum value to reduce heating time of composites.
The shape recovery ratio is calculated by the following equation:
For impact strength, electrical conductivity and shape memory analysis, approximately five samples were tested, and the averages of the measurements were reported.
Results and discussion
Scanning electron microscopy analysis
SEM images of multilayer CFRC and close-up views of some polymer composite layers are given in Figure 3. It was observed that neat TPEE polymer layers wetted the CFRC homogeneously (Figure 3(a) and 3(b)) due to the polar hard segment of polybutylene terephthalate (PBT). There were no gaps between polymer matrix and carbon fibers which indicated that there may exist certain adhesion among the constituents of the composites. Carbon fiber includes C-O, C=O and -OH bonds
35
which were possibly reacted with the hydroxyl or carboxyl end groups of PBT hard segment of TPEE. Carbon black incorporation caused agglomerations (Figure 3(e)) and viscosity increase
36
in the matrix, which resulted in the reduction of the wettability of the carbon fibers by the TPEE-mCB layer (Figure 3(c) and 3(d)). According to the SEM micrographs of TPEE-mCB-Oil containing CFRC (Figure 3(f) and 3(g)), polymer composite covered most of the carbon fibers due to the good adhesion between the matrix and carbon fibers by lowering the viscosity.
37
However, the wetting property was not as good as neat TPEE containing multilayer composites. During fracture of TPEE-mCB-Oil containing multilayer composites, fiber breakage within the composite was observed. Figure 3(h) represents better dispersion of mCB when they were used together with oil. Paraffin oil used in this study is a saturated non-polar plasticizer that mostly accumulates on non-polar soft segments
38
of the TPEE matrix. It decreases the viscosity of the soft segment and results in a more uniform distribution of the carbon black particles due to the higher input of mixing energy.
39
SEM micrographs of the fracture surfaces of the multilayer CFRC with (a-b) Neat TPEE, (c-d) TPEE-mCB, (f-g) TPEE-mCB-Oil, (×5000 and ×10000 magnification, respectively) and polymer composite layer (e) TPEE-mCB, (h) TPEE-mCB-Oil, (×100000 and ×50000 magnification, respectively).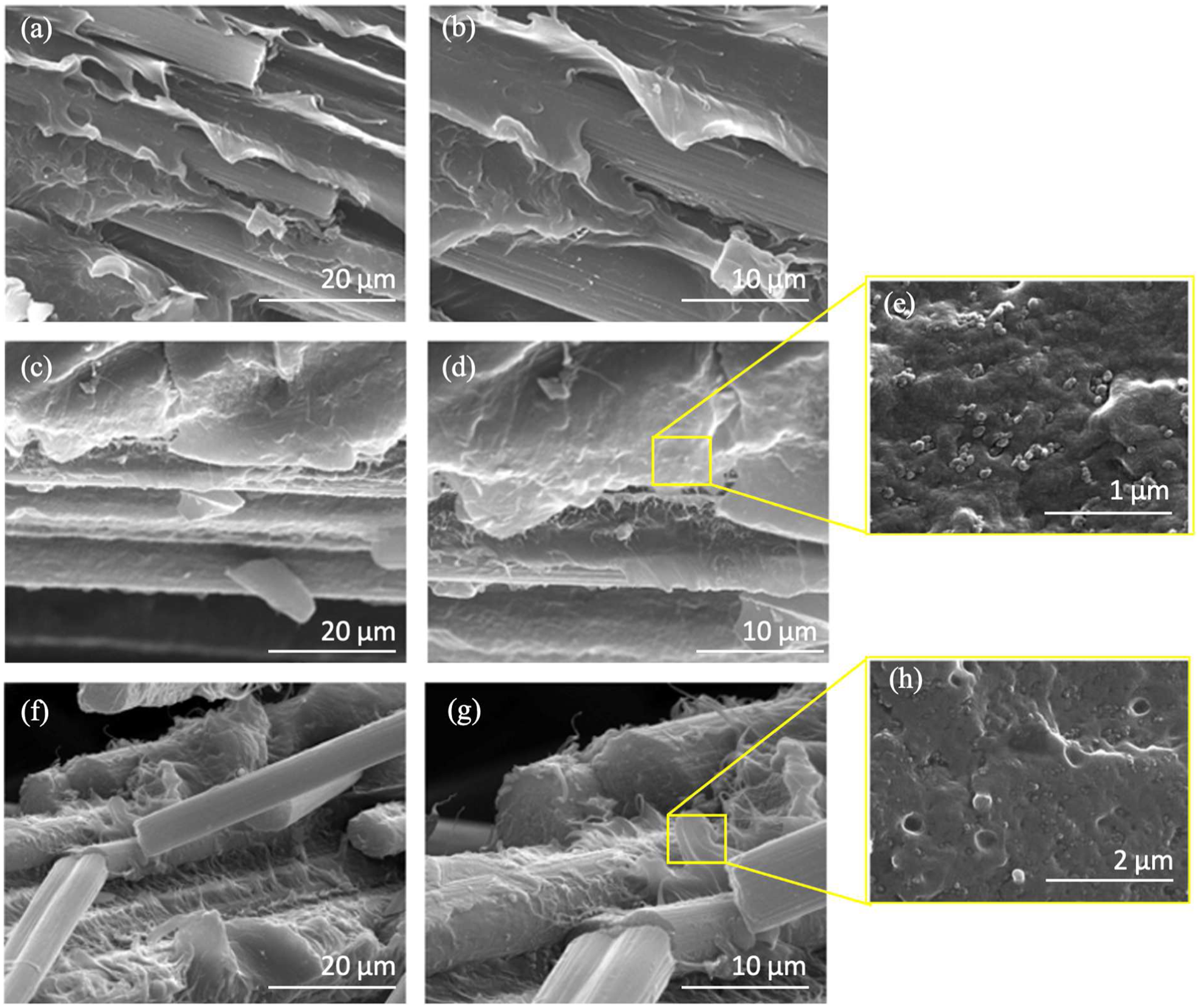
According to the SEM micrographs of TPEE-mCB-EGMA containing CRFC (Figure 4(a) and 4(b)), with EGMA addition into TPEE-mCB containing binary system, delamination was observed between polymer and carbon fabrics due to reduction of wettability properties of neat TPEE. EGMA is an efficient reactive compatibilizer for PBT included polymer blends.
40
Its polar epoxy functional groups interact with the hydroxyl or carboxyl end groups of polar hard segment of PBT in TPEE
41
and decrease the polarity of TPEE. Thus, reactive groups bonding to the carbon fiber surfaces decrease. SEM micrographs of TPEE-mCB-EGMA-Oil containing CFRC (Figure 4(d) and 4(e)) show that the adhesion between polymer layers and carbon fibers was not sufficient as in neat TPEE, thus some cavities in the matrix and fiber breakage were observed. Wettability performance of CFRC composites containing TPEE-CB-EGMA-Oil with unmodified CB was low since the polymer composite layer did not surround the carbon fibers completely (Figure 4(g) and 4(h)). The smooth surfaces of the fibers which indicate low surface area, low surface energy and non-polar characteristics of the fabrics are some of the possible reasons for weak interfacial adhesion in CFRC.42,43 SEM micrographs of the fracture surfaces of (a-b) TPEE-mCB-EGMA multilayer CFRC (×100 and ×5000 magnifications), (d-e) TPEE-mCB-EGMA-Oil (×500 and ×5000 magnifications), (g-h) TPEE-CB-EGMA-Oil (×500 and ×5000 magnifications) and polymer composite layers (c) TPEE-mCB-EGMA (×100000), (f) TPEE-mCB-EGMA-Oil (×50000), (i) TPEE-CB-EGMA-Oil (×50000).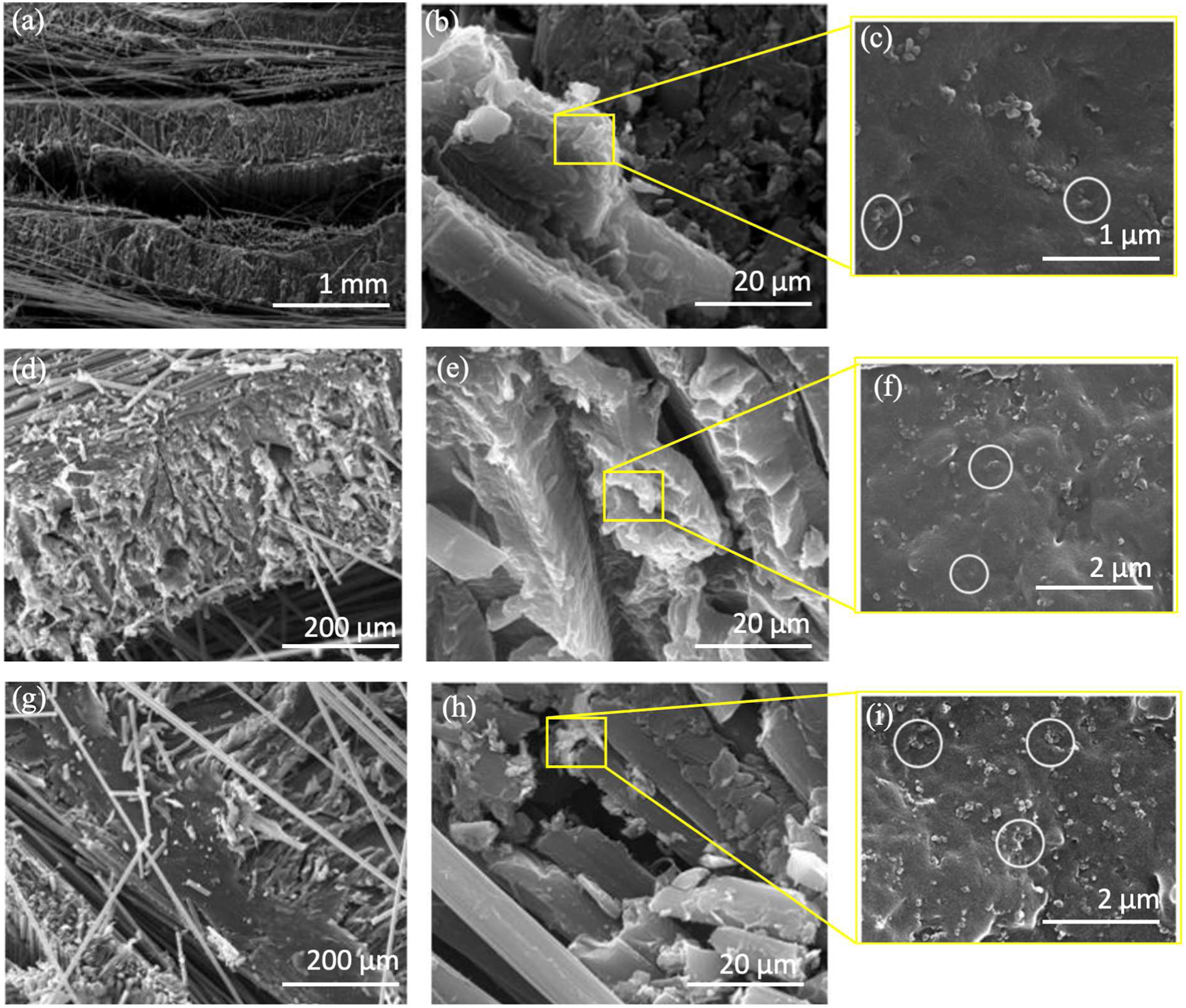
SEM micrographs of polymer layers show the distribution of carbon black particles in the composites. Unmodified CB particles tend to agglomerate which resulted in stress-concentrated areas in the matrix (Figure 4(i)). Since TPEE used in this study is composed of polar hard segment of PBT and non-polar soft segment of polytetramethylene ether glycol, 44 the interaction between functional groups on modified carbon black particles and polar phase of TPEE increased. The reason is that during silanization process of CB with AEAP, the hydrolysis and condensation reactions occur, and amine groups are formed on the surface of CB, which become reactive with PBT. 45 Oil addition (Figure 4(f)) also led to better distribution of carbon black particles by decreasing the viscosity of the matrix. 39
Mechanical test results
The tensile strength results of the multilayer composites are given in Figure 5(a). The maximum tensile strength was observed with neat TPEE containing multilayer CFRC due to the highest potential of interactions between polymer and carbon fabric. Neat TPEE homogeneously wetted the carbon fabric surfaces (Figure 4(a)) which resulted in good adhesion and the highest tensile strength results among the samples. It is widely acknowledged that good mechanical properties and long durability of composites are primarily dependent on fiber-matrix interfacial adhesion due to stress transfer at the interphase.
46
Tensile strength value of neat TPEE containing CFRC decreased by 33.4% with respect to TPEE-mCB due to the CB agglomeration and low load transfer in the system. It is a challenging job to achieve a uniform dispersion of CB in the polymer matrix due to the high surface area of CB particles and van der Waals forces among them which lead to high tendency of agglomeration.
47
Modification of CB surface was not enough to distribute the CB particles completely. However, with surface modification of CB, tensile strength of TPEE-CB-EGMA-Oil increased by 65.8% in quaternary multilayer composites (TPEE-mCB-EGMA-Oil) which demonstrated the positive effect of surface modification on mechanical properties. It might be because of the increase of the polar groups on CB surface upon silanization process. Surface modification enabled homogeneous binding of activated CB containing polymer matrix to carbon fabrics. It was expected to obtain lower tensile strength of multilayer CFRC after paraffin oil addition due to its plasticizing effect. However, tensile strength of CFRC with TPEE-mCB was not affected by the addition of oil, which contributed to the distribution of CB as seen in SEM images (Figure 3(h)). Tensile strength of TPEE-mCB containing CFRC decreased with EGMA addition due to the rubbery nature of EGMA.
48
Delamination was observed with EGMA addition since it decreased the wettability properties of neat TPEE. This may be the other reason for the decrease in tensile strength values. TPEE-CB-EGMA-Oil containing CFRC showed the lowest tensile strength among all samples. Mechanical properties of the multilayer CFRC: (a) tensile strength, (b) tensile modulus and (c) elongation at break values.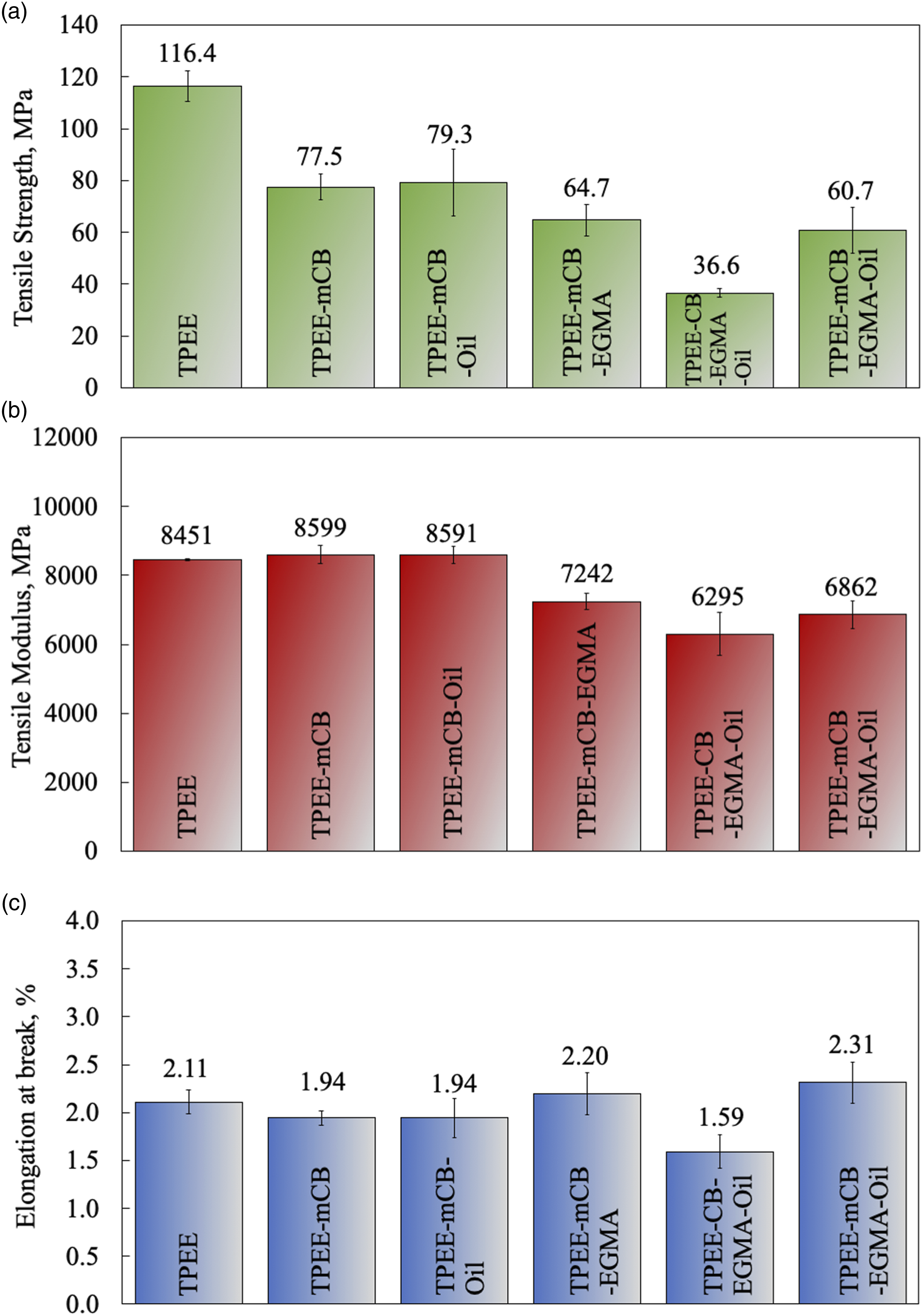
Figure 5(b) shows the tensile modulus results of binary, ternary, and quaternary polymer composites as well as neat TPEE containing CFRC. Tensile modulus of TPEE-mCB containing CFRC was enhanced by the addition of CB particles due to the higher modulus of CB. It is proposed that the presence of filler leads to a modulus increase, usually to the detriment of ductility. This was attributed to the lower mobility of the polymer chains with the existence of particles. The increase in the modulus of elasticity indicated the effective stress transfer between the matrix and filler upon CB addition.49,50 For CFRC with quaternary composites, tensile modulus increased with surface modification of CB fillers due to better interfacial interaction between mCB and TPEE matrix. Oil incorporation to TPEE-mCB did not significantly change tensile modulus due to competing effects of better dispersion of CB in the matrix and plasticizing effect of oil. On the other hand, elastomer as a rubbery material decreased the modulus of these composites by approximately 16% due to its low modulus nature.
The elongation at break values of neat TPEE as well as binary, ternary and quaternary polymer composite layer included multilayer CFRC are given in Figure 5(c). The elongation at break value of neat TPEE decreased by 8% with the addition of mCB because of potential decrease in chain mobility in the presence of CB particles. However, the values were enhanced with EGMA addition for TPEE-mCB-EGMA sample, and with oil addition for TPEE-mCB-EGMA-Oil sample when compared to neat TPEE and the other multilayer composites. Paraffin oil is a well-known additive which decreases hardness and enhances processability of a polymer. 37 The highest elongation at break value was obtained with TPEE-mCB-EGMA-Oil containing multilayer CFRC due to elastomer rubbery nature and contribution to CB dispersion with oil addition.
The representative stress versus strain curves of the multilayer CFRC containing quaternary polymer composites with/without surface modification of CB are given in Figure 6(a). TPEE-mCB-EGMA-Oil multilayer composite had higher tensile strength, elastic modulus and elongation at break than CFRC with TPEE-CB-EGMA-Oil. Surface modification as well as oil addition led to better distribution of CB into the matrix. (a) Stress-strain curves of mCB and CB containing quaternary multilayer CFRC. Photographs of tensile fractured multilayer CFRC: (b) TPEE-mCB-EGMA-Oil, (c) TPEE-CB-EGMA-Oil.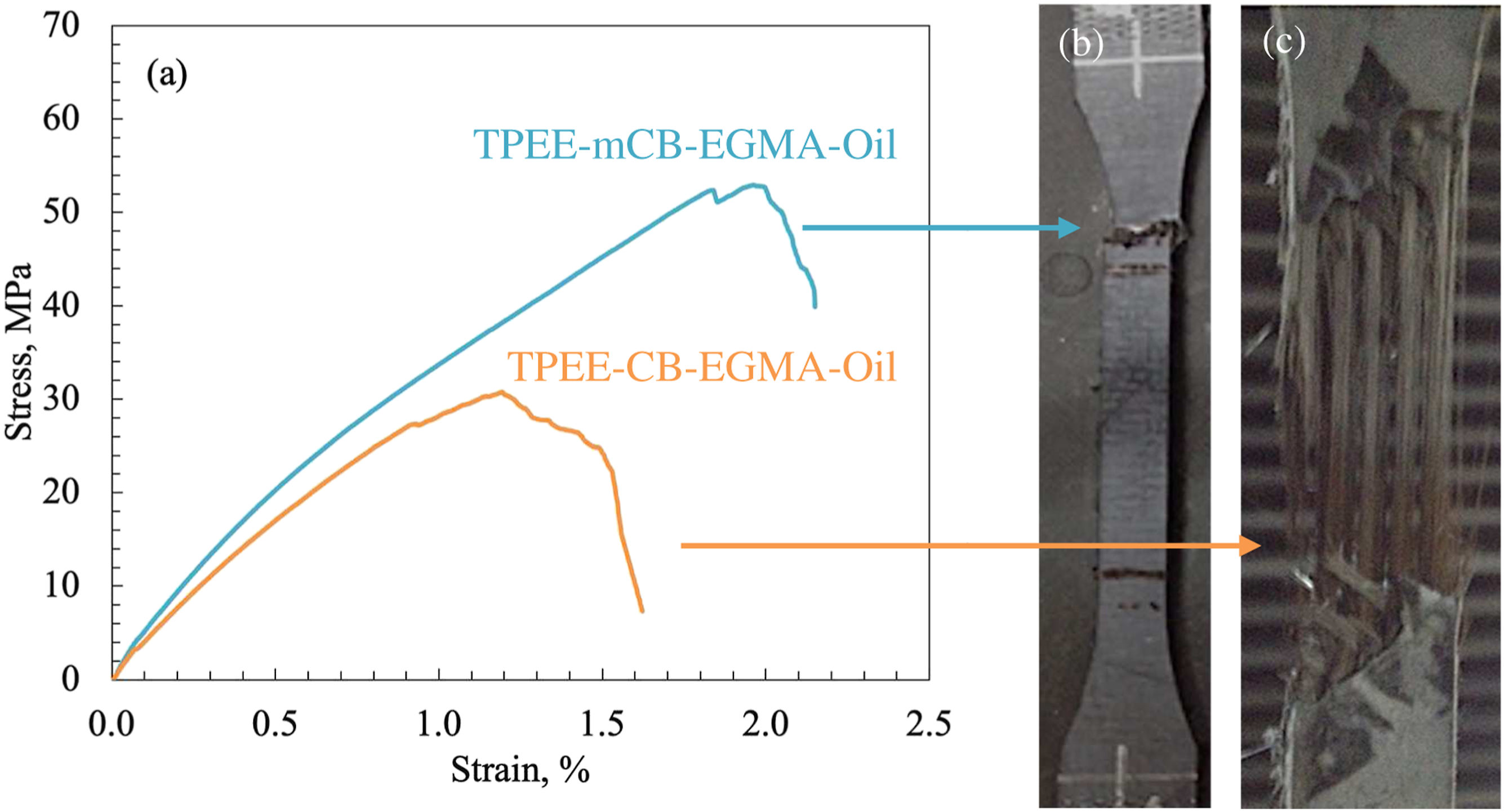
Figure 6(b) represents the photograph of tensile failure for TPEE-mCB-EGMA-Oil containing multilayer CF. Polymer layer and fabric fractured together due to the improved wettability in the composite. This can be attributed to polar functional groups on the surface of CB which were increased by silanization process. AEAP silane agent contains amine groups which are reactive with PBT hard segment of TPEE, 45 and leads to better dispersion of carbon black particles in the matrix. The photograph of multilayer CFRC with TPEE-CB-EGMA-Oil is given in Figure 6(c). Different than multilayer CFRC composites containing mCB (Figure 6(b)), delamination was observed in CFRC without CB modification, and fibers continued to elongate due the poor adhesion between the polymer composite layers and carbon fabrics.
Figure 7 illustrates the impact strength of the multilayer composites. Impact strength of CFRC with neat TPEE decreased by 12% with mCB addition. This is mainly due to the reduction of elasticity of the polymer matrix with filler addition which decreases ductility of the matrix.
10
TPEE-mCB-Oil containing CFRC had similar impact strength to that of TPEE-mCB binary polymer matrix containing CFRC. It is expected that oil should cover around CB particles and reduce stress concentrated areas. However, CB agglomerates became dominant when compared to the oil contribution, and acted as stress-concentrated points and negatively affected the impact strength of the material by reducing the ability of absorbing energy.10,51 EGMA and oil incorporation in TPEE-mCB-EGMA-Oil multilayer composite significantly improved the impact properties of CFRC with neat TPEE by 30% due to the rubbery nature of EGMA. In general, the dispersion of a rubbery material in a thermoplastic polymer improves its toughness.
48
Moreover, multilayer composites have high impact strength values since continuous carbon fabric addition resulted in obtaining tough materials.
52
Impact strength of the multilayer CFRC.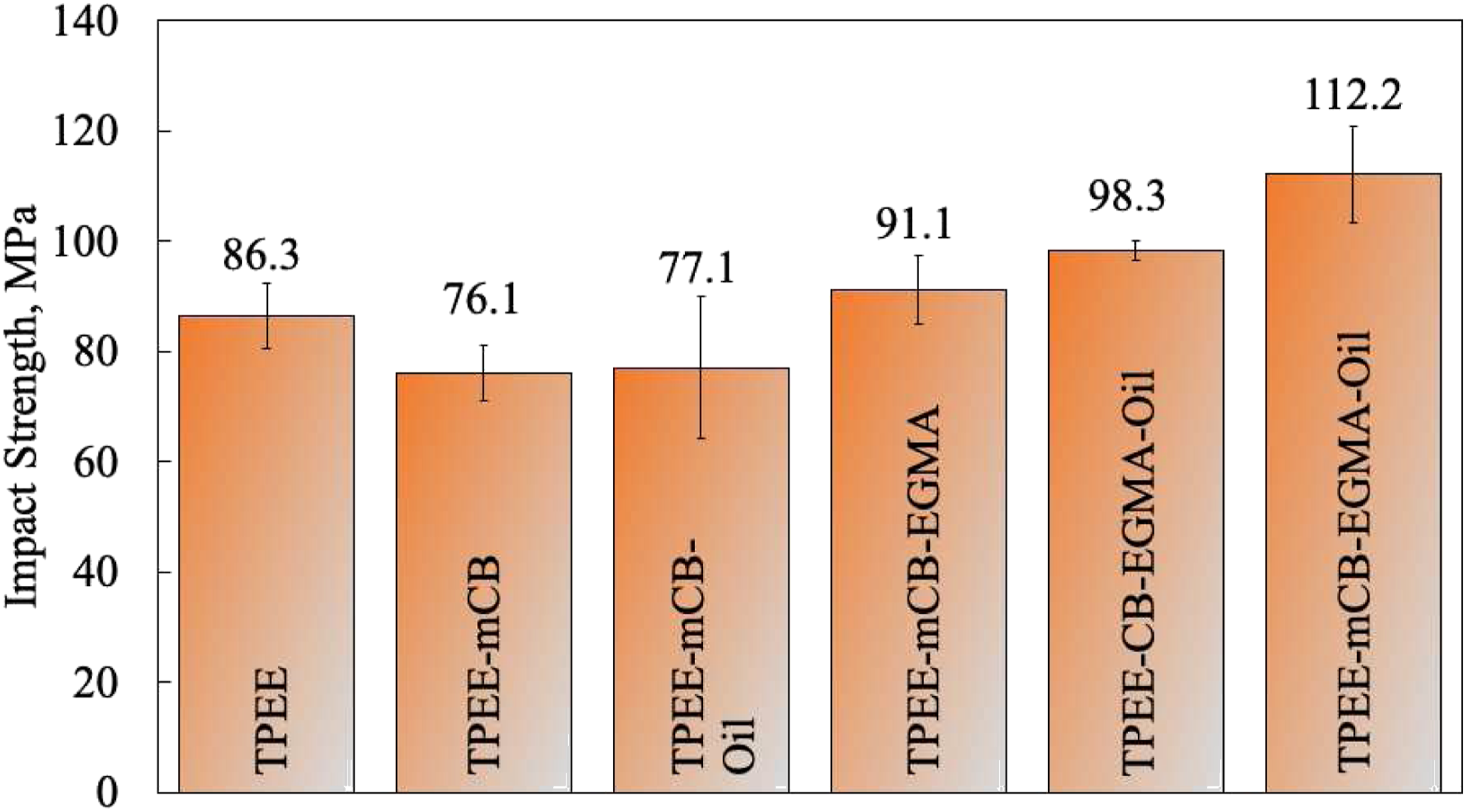
Electrical resistivities
Electrical resistivities of CFRC were measured and their results are given Figure 8. The lowest electrical resistivity with 10-1.02 Ω.cm was reached in CFRC with TPEE-mCB. Electrical resistivity of the multilayer composite with neat TPEE decreased mainly with both mCB incorporation and mCB-Oil addition due to effective electron transport with better distribution of CB particles.
53
With EGMA addition, TPEE-EGMA blend formed an insulating layer around CB, and electrical resistivity of CFRC containing TPEE-mCB increased to 10-0.73 Ω.cm. Silane treatment of carbon black surfaces resulted in slight increase in electrical resistivity of the quaternary composite due to the relative restriction in the transport of electrons.
53
All multilayer composites were in the semiconductor range in which these materials can find a place for application in the related industries. Electrical resistivity of the multilayer CFRC.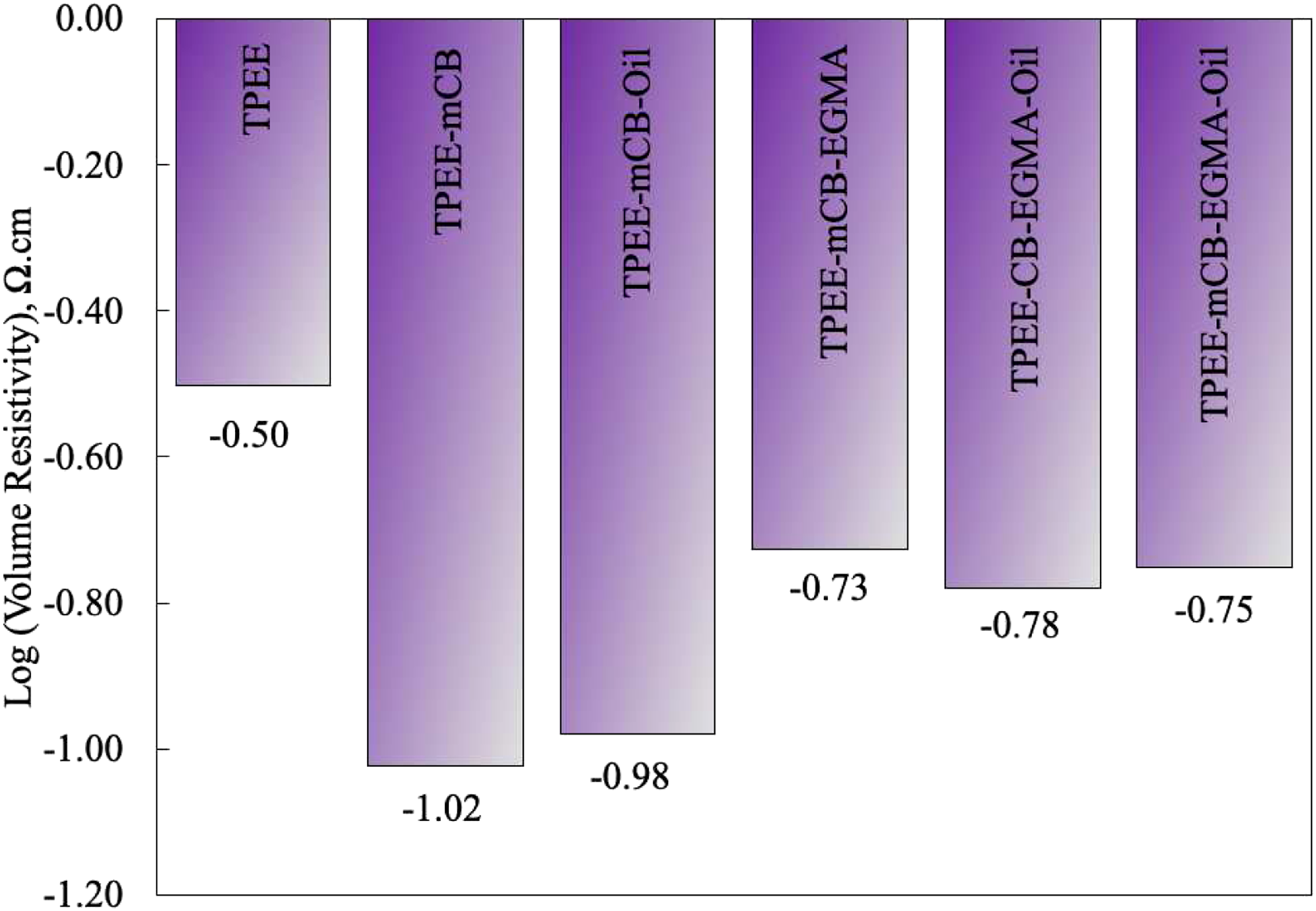
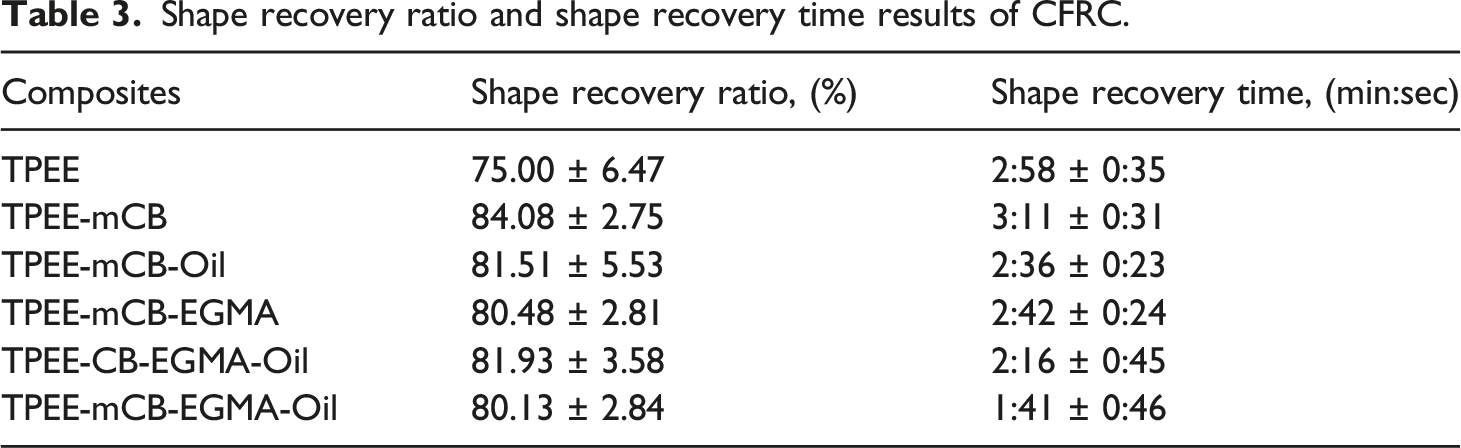
Bending test actuated by voltage
Shape recovery ratio and shape recovery time results of CFRC.
Conclusions
Carbon fabric-reinforced multilayer composites were prepared by alternating six polymer composite layers and five plies of carbon fabric. Tensile strength values of CFRC with neat TPEE were higher than CFRC with binary, ternary, and quaternary polymer composites. SEM micrographs revealed that modification of carbon black surfaces and oil addition provided better dispersion of carbon black particles and higher interaction between polymer composites and carbon fabrics. Thus, enhancement of impact strength, and electrical properties of the multilayer composites was achieved. The highest elongation at break and impact strength values were obtained with CFRC multilayer composites containing TPEE-mCB-EGMA-Oil. Electrical resistivity of the composites decreased with the incorporation of all types of additives into TPEE, and all multilayer composites produced were in the semi-conductor range. The lowest resistivity was obtained for CFRC with TPEE-mCB polymer composite. The multilayer CFRC with quaternary composite layers consisting of TPEE, mCB, EGMA, and oil together exhibited the lowest shape recovery time together with 80% shape recovery ratio among the CFRC samples. As a result, multilayer composites with desired properties can be produced by optimizing the formulation of polymer composites in accordance with potential industrial requirements. In related sectors, CFRC with quaternary polymer composites can be utilized for higher impact requirements; CFRC with binary or ternary composites can be used for enhanced electrical conductivity with high shape recovery ratio.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Scientific Research Projects Coordination Unit of the Middle East Technical University with the grant number of BAP-03-04-2013-003.