
Abstract
This study evaluates the effect of recycled thermoplastic polyurethane (RTPU) on the Izod impact resistance of polypropylene (PP) compounds with 50% coconut fibers arranged randomly. The Izod impact resistance was compared to the performance of a commercial coupling agent (CCA) of maleic anhydride grafted PP copolymer (MAPP). The PP compounds were made with 0, 2.5, and 5% by weight of RTPU or CCA, and with 50% of short or long coconut fibers, in the form of plates molded by thermo-compression, where the plastic components were previously extruded in the form of filaments. The morphology of the resulting materials was studied by scanning electron microscopy (SEM). The functional groups and their possible interactions present were determined by Fourier transform infrared spectroscopy (FTIR). Furthermore, the interfacial shear strength between the polymeric matrix and the coconut fiber was determined. The results showed a higher Izod impact resistance and a higher adhesion between long coconut fiber and PP when they contain 5% RTPU. This is explained by the higher interfacial shear strength between them given by the chemical and/or physical interaction between functional groups such as the lignin of coconut fibers and the isocyanate groups of RTPU, which in turn determined the shortest critical length of coconut fiber. The impact resistance values ranged from 19.8 to 24.4 J/m for mixtures of PP with short coconut fibers and 39.9–71.7 J/m for PP with long coconut fibers.
Keywords
Introduction
Coconut fibers contain a high concentration (20–48%) of lignin1,2 and an outer wax layer of long-chain fatty acids on the surface. Lignin has an amphiphilic character because it has both hydrophobic and polar groups. 3 Lignocellulosic fibers have a less hydrophilic character than cellulosic fibers, determined by a minor value of their polar component of surface tension. 4 This characteristic can produce some compatibilization with nonpolar plastics such as polyolefins. 5 Thus, lignin could act as a thermoplastic binder since, as an amorphous polymer, it softens. That is, it begins to flow at temperatures higher than the transition temperature Tg, which can occur between 92 and 150°C6,7 and below degradation temperature Td. The surface tension of lignin has values in the range of 53–65 mN/m,5,8-10 which is similar in magnitude to the value of cellulose, but with a higher dispersive component. This facilitates the dispersion of the fibers in nonpolar polymeric matrices, such as polypropylene, since the lignin contained in the coconut fibers could be playing the role of a coupling agent with nonpolar plastic matrices. On the other hand, the length of the coconut fibers is another important aspect to determine its reinforcing quality on the polymeric matrix used. Each polymer matrix determines a critical length of fiber established by the geometric characteristics (length and diameter) of the fiber and the interfacial shear strength established between matrix and fiber. Thus, fibers with lengths greater than the critical length can reinforce the polymeric matrix.
The development of plastic compounds with natural fibers and polyolefin polymers requires improving the interfacial adherence between the polymeric matrix and the reinforcing fibers. For this, these fibers can be treated directly before being fed to the plastics processing equipment, or they can be fed without treatment, including a coupling agent, generally of the polymeric type. As an example of the latter case, it should be noted that in polyolefin compounds such as polypropylene and natural reinforcing fibers, coupling agents of the polyolefin copolymer type have been used mainly.11,12 These coupling agents form covalent bonds through the polymer-fiber interface, where the fibers’ surface energy increases, resulting in greater wettability and high interfacial adhesion. 12 The best compromise between kenaf, bamboo, banana, and jute fibers and PP polymer matrices for automotive industry applications, based on tensile and flexural properties, is on average 50% (w/w) fibers and 50% (w/w) PP,13-15 with the addition up to 6% (w/w) of a polyolefin copolymer type coupling agent. On the other hand, it is also known that the isocyanates of polyurethanes have a functional group -N=C =O that is very susceptible to a chemical reaction with the hydroxyl group of cellulose and lignin of the fibers. This forms strong covalent bonds that could improve the compatibility of the polymer matrix and the natural reinforcing fiber. 11
In this work, it will study the effect of using a recycled thermoplastic polyurethane (RTPU) as a possible coupling agent between PP and coconut fibers, evaluating its effect on the Izod impact resistance of the compound; where its performance is compared with the same PP compound, but now with a commercial coupling agent of maleated PP type (MAPP). The coconut fibers amount in the PP compound will be 50% by weight, similar to that of other PP compounds reinforced with other natural fibers used in the automotive industry. Besides, the effect of coconut fiber size will be evaluated. Given that the plastic components will be first mixed in an extruder, the results of this work can be applied to get fabrics of PP filaments and coconut fibers arranged on a nonwoven form, which can later be molded by thermo-compression or thermoformed, into useful products as doors, seatbacks, and trunk floor of cars.
Experimental
Materials
A Valtec HP618 polypropylene from Indelpro S.A. de C.V. (México), a recycled thermoplastic polyurethane (RTPU) from products made with Pellethane 2363–65D from Lubrizol Advanced Materials Inc. (USA), and a commercial coupling agent (CCA) Epolene 43 (MAPP) from Westlake Polymers LLC (USA), were used. Coconut fiber ecotype Alto Pacífico 2, from Coirtech S.A. de C.V. (México), was used as a reinforcing agent. The RTPU used is a recycled medical grade polyether-based aromatic thermoplastic polyurethane coming from the medical devices industry. This RTPU has a density of 1.17 g/cm3 and a melt flow index of 40 g/10 min (224°C and 5 kg).
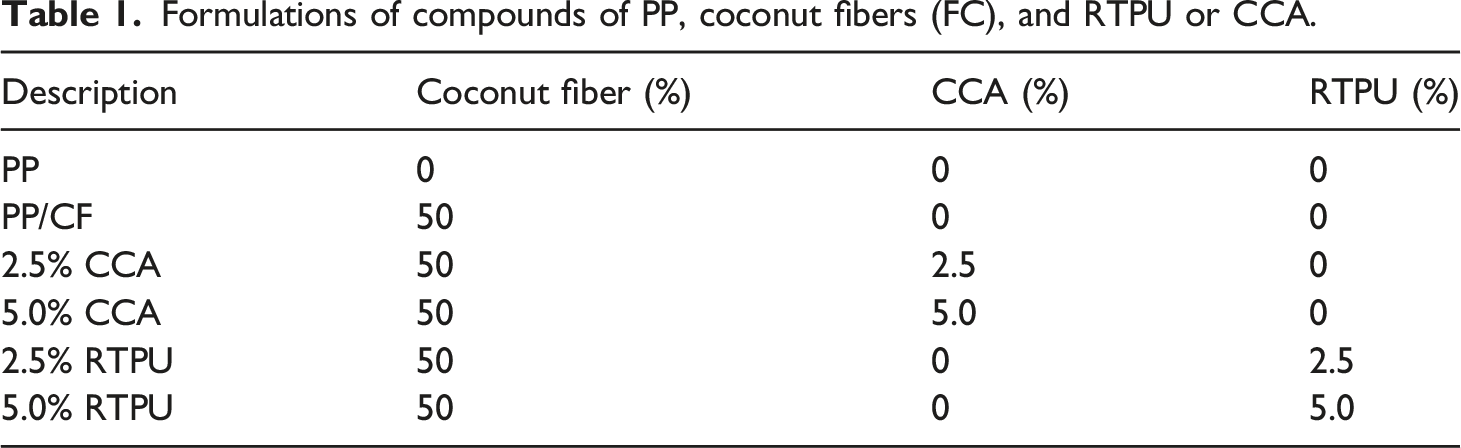
Formulations of compounds of PP, coconut fibers (FC), and RTPU or CCA.
Methodology
Figure 1 shows the general methodology used in this study. In the following parts, each step is explained. Starts with the materials and ends with the experimental tests involved. Experimental methodology.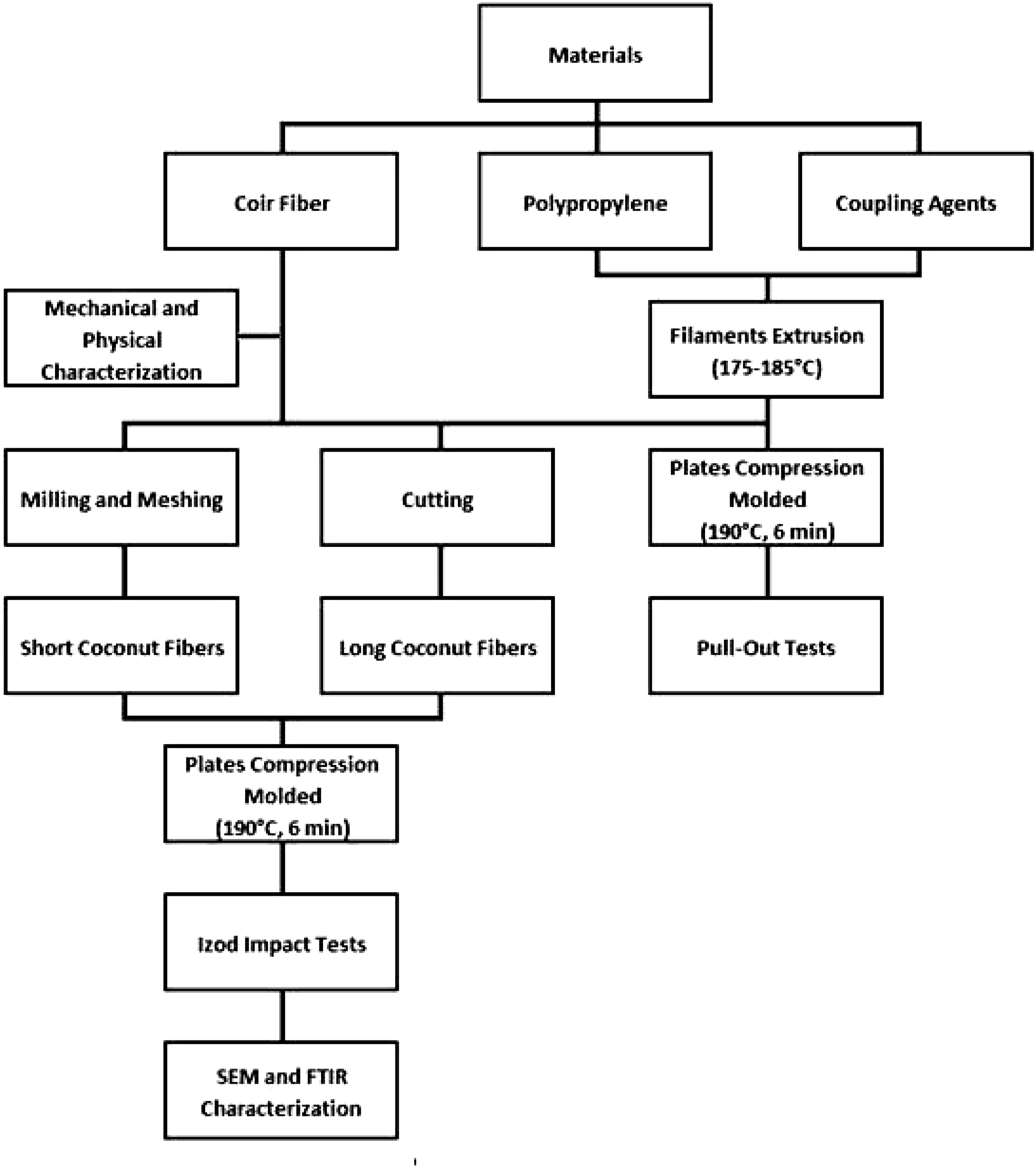
Obtaining coconut fibers
Short coconut fibers were obtained by grinding these fibers in a Pagani Dycomet Model 2030 mill, using a 5 mm mesh. The ground fibers were then sieved in a Rotap equipment, model RX-29, collecting the material that passed the 20 mesh and was retained by the 50 mesh, that is, to get 4.87 mm of average length and 280 μm in diameter. Long coconut fibers were obtained by cutting the raw fibers with a guillotine to get an average length of 30 mm and 310 μm in diameter. The fibers’ diameters were measured with the help of a Motic digital optical microscope. The coconut fibers were dried at 120°C for six hours to avoid the water which could interfere in the preparation of the compression molded plates and then stored in a desiccator until use.
Obtaining thermoplastic filaments
Plastic filaments were obtained in a single screw extruder with a 1 mm diameter capillary die and a filament puller. A Brabender extruder, model 2503, with three heating zones, and a 19 mm diameter screw with an L/D equal to 25, was used, coupled to a Brabender Plasticorder motor unit. The screw speed was from 4 to 8 r/min, with extruder heating zones at 175, 180, and 185°C, and for the capillary die at 185°C. This temperature was used to avoid polymer degradation during extruding. The plastic filaments obtained were made of PP alone or PP and their mixtures with RTPU or CCA at 2.5 and 5%. A part of these plastic filaments was ground in a Pagani model 1520 mill, using the 5 mm mesh to get short plastic filaments, and another part was cut with a guillotine to get 30 mm long plastic filaments.
Polypropylene filaments and coconut fiber mixing
To achieve better distribution and dispersion of each formulation in Table 1, its components were placed in a belt mixer, model ML-5, from Intertécnica. The mixing times were 3 min for the mixtures with short coconut fibers and 10 min for the mixtures with long coconut fibers, wherein the latter case, the process was manually supported to undo some groups of fibers that were formed.
Plates molding of PP and PP/CF mixtures
Thermo-compression molded plates of 3.2 mm average thickness were obtained from each prepared formulation. The content of fiber in PP/CF mixtures was 50% (w/w). This was done in a press, Carver brand, model 4122, in a stainless-steel mold formed by metal plates of 152 mm x 152 mm. A temperature of 190°C and pressures of 0, 2, and 4 t were used during heating times of 5, 3, and 3 min. The plates were allowed to cool to room temperature at a pressure of 4 t. These processing conditions avoid the fiber degradation since its decomposition temperature onset is 205–234°C.16,17 The plates with long fibers required a previous cold pressing stage to reduce their high apparent volume and then continue with the described procedure.
Pull-out tests of coconut fibers
The following procedure was followed to carry out the pull-out tests of coconut fibers. Plastic plates were first made by thermo-compression molding at 190°C for 5 min in 1 mm thick with an area of 120 mm x 120 mm molds. Then one of these plastic plates was placed on a metal plate with grooves at its ends to put the coconut fibers on it and align and hold them; then, another plastic plate was put over this. This kind of sandwich of fibers with plastic plates was molded by thermo-compression at 190°C for 5 min, with enough pressure to weld the plastics. From these plastic-fiber plates, standard specimens were obtained by cutting the plate into rectangles of 15 mm x 30 mm, such that each one has one fiber in its central part.
A small 1/16-inch diameter perforation was made at a distance of 4 mm from the free end of the fiber, such that the embedded length of the fiber in the polymeric matrix was that distance (Figure 2). Only a constant embedded length (4 mm) was chosen for all the samples evaluated to mainly obtain the effect of the different polymeric compounds used on the interfacial shear strength. For natural fiber polymer composites, it is reported that an increase in the embedded length decreases the interfacial shear strength18,19 given by decreasing the F/L ratio, so a small, embedded length was chosen to magnify this effect. The same Motic digital optical microscope was used to measure the fiber diameters before the pull-out tests. This diameter was measured at three different points along its length, in the central part, and at both ends of the fiber. Pull-out sample of coconut fiber embedded in polymer matrix.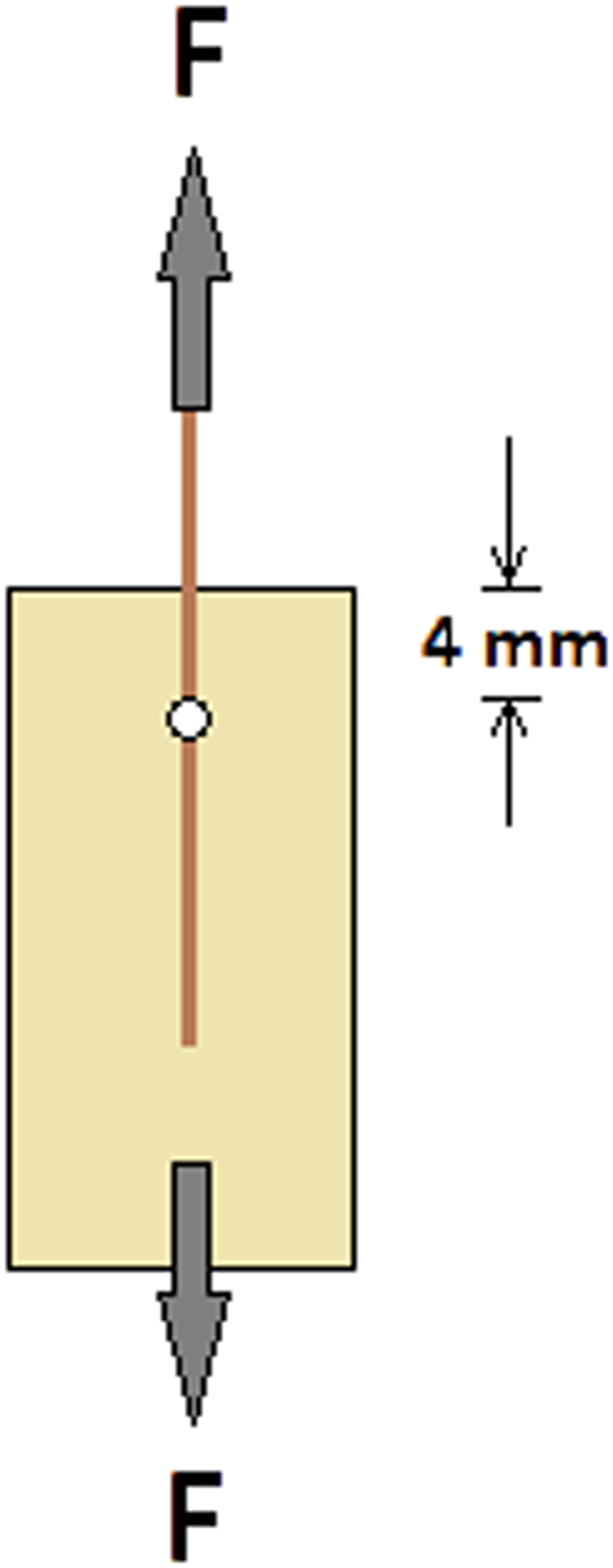
Subsequently, the specimens were conditioned at 23°C with 50% relative humidity for 24 h. The loose fiber and the plate with the embedded fiber were clamped with special attachments to avoid slipping and shearing during the pull-out test. A Minimat model load frame with a 200 N load cell (with a resolution of 0.1 N) was used to carry out the tests at a speed of 1.2 mm/min. A digital displacement indicator with a resolution of 0.01 mm was used. With the results obtained from this test, it was possible to calculate the interfacial shear strength using equation one20,21
Coconut fiber tensile strength testing
The tensile strength of the coconut fiber was measured in a Minimat model load frame under ASTM D3379 22 at 23°C, using a 200 N load cell at a speed of 10 mm/min. To carry out the test, 14 coconut fibers were randomly selected. The fibers that were individually placed on cardboard frames with a free length of 25 mm in the form of a straight line were randomly selected, fixing it at the central ends of the cardboard frame. The diameter of each fiber was measured with the help of the Motic digital optical microscope. Then, each cardboard frame with the coconut fiber was placed in the Minimat load frame, the fiber clamped, and then the cardboard frame was cut. This freed and secured the coconut fiber to the load frame for final testing.
With the previous results it was possible to calculate the critical length, according to equation two:
23

Determination of Izod impact resistance
To carry out the Izod impact test, specimens were first prepared as follows. Rectangular-shaped specimens with the dimensions of the width of 12.7 mm and length of 63.5 mm (Figure 3), with an average thickness of 3.2 mm, were cut under the ASTM D256 standard.
24
The specimens’ edges were polished to eliminate burrs caused by cutting, and then the groove was made, type “A” according to the standard. Specimens of PP compounds with short fibers (a) and with long fibers (b).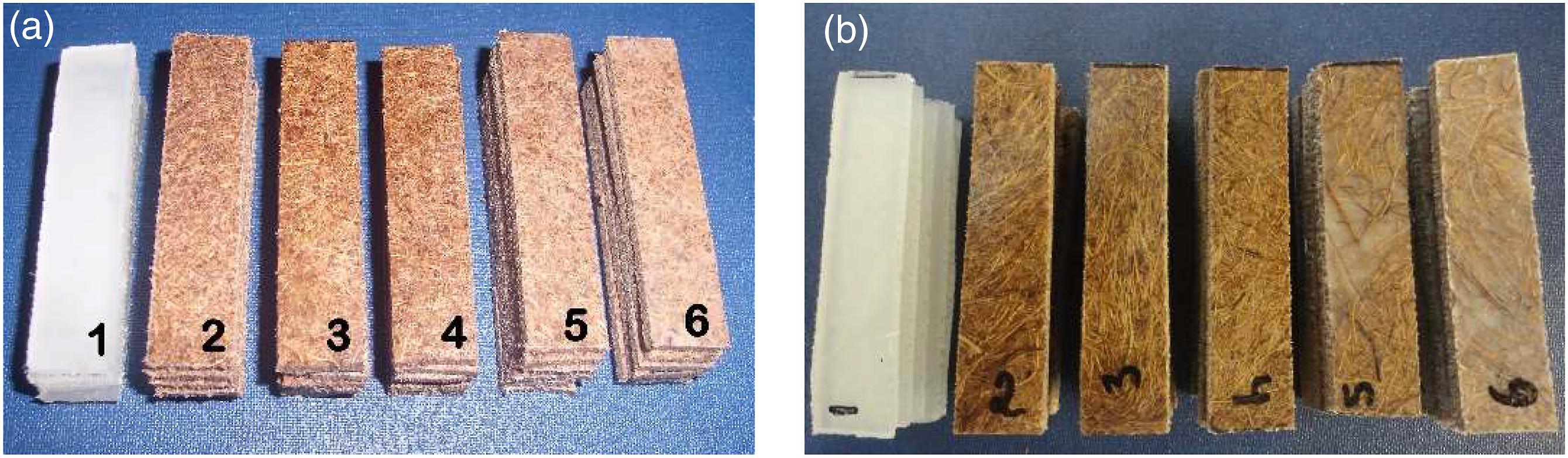
For the Izod impact test, a pendulum impact meter (Ceast) was used at 23°C and 55% relative humidity, following the method of the ASTM D256 standard, with an impact energy of one joule of the hammer and a speed impact of 3.46 m/s. The specimen is placed in a vertical position on the sample holder to receive the impact of the hammer at the top of the notch. The tests are done, its data is analyzed, and the results are recorded.
Determination of Izod impact failure modes by scanning electron microscope
The morphological analysis of the Izod impact rupture surface of the PP/CF specimens was performed in a JEOL JSM-6360LV scanning electron microscope. The samples were dried in a Fisher brand convection oven at a temperature of 60°C and then coated with gold. The prepared samples were placed on the SEM sample holder, with magnifications of 500X. SEM micrographs were taken in the fracture zone of each of the analyzed samples after the Izod impact tests. And from this zone, the failed central zone of the specimen was selected. Here, an area with the presence of fiber and matrix was selected that could show the interactions established according to the type of PP compound used. The results obtained from each system were compared.
Characterization by Fourier transform infrared
For the characterization of the coconut fiber, a Nicolet Protege 460 Fourier transform infrared (FTIR) spectrophotometer coupled to a computer was used. The diffuse reflectance accessory (DRIFT) was used at a resolution of 2 cm−1 and 100 scans. Each sample was run with its pure KBr reference. To use the DRIFT mode, it was necessary to first grind the coconut fibers to a particle size of less than 100 mesh (150 µm). They were then pulverized in an agate mortar, where they were mixed with KBr grade FTIR. The resulting mixture was compacted into a tablet, and then placed in the accessory of the spectrophotometer and carried out the test. This ensures that the spectra are comparative since they all have the same preparation treatment, and it is the differences between them that allow us to identify peaks that are the result of the interaction of the materials in the PP compounds with coconut fibers.
Results and Discussions
Scanning electron microscope of PP/CF compounds
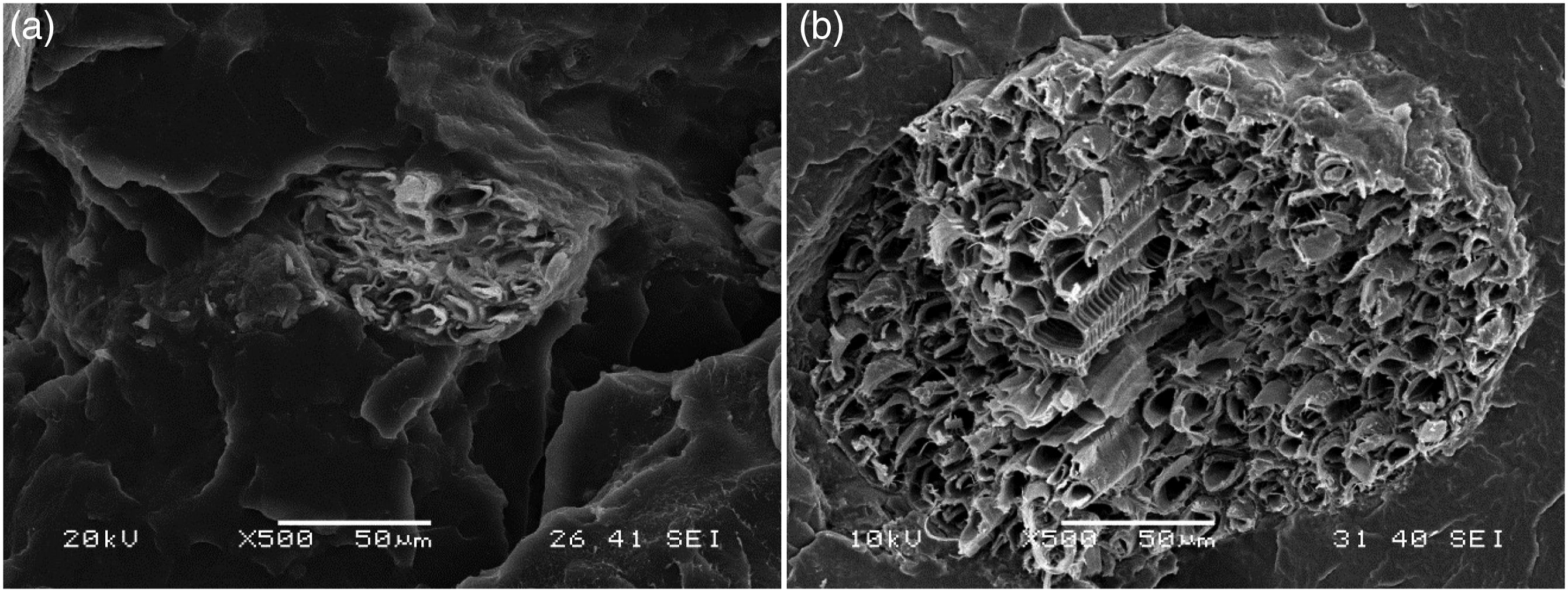
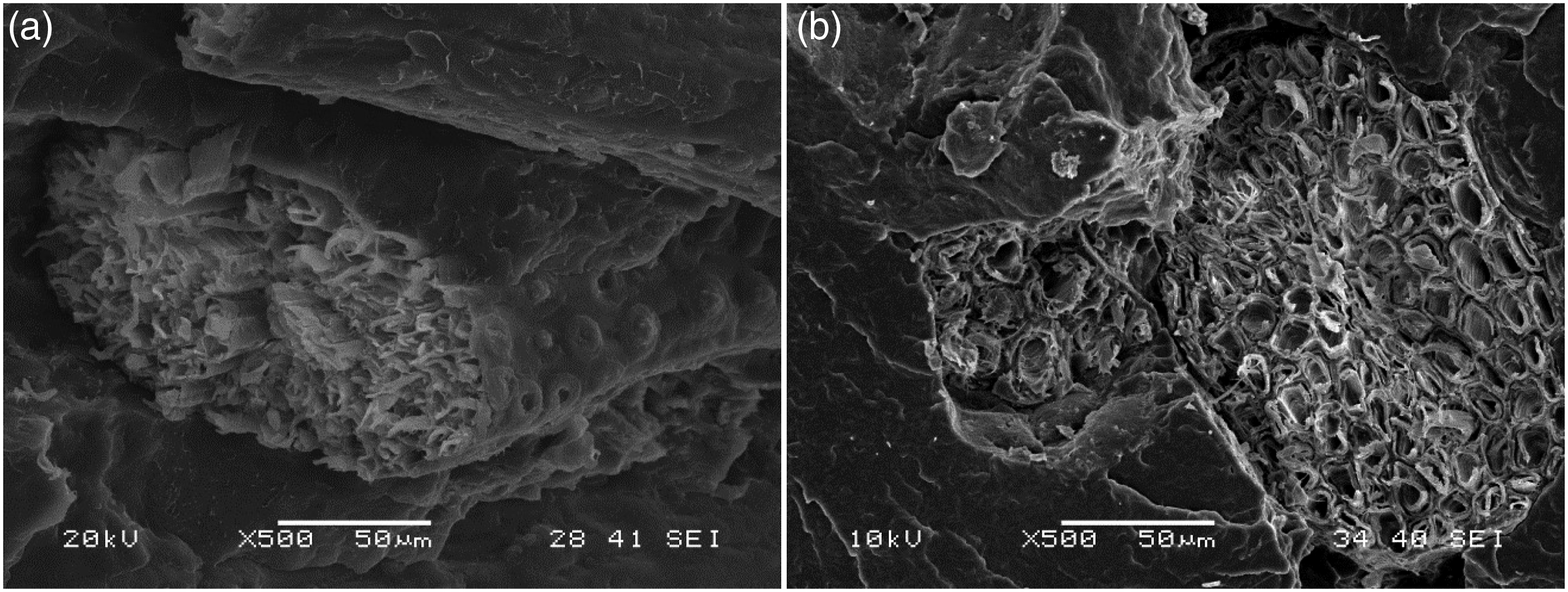
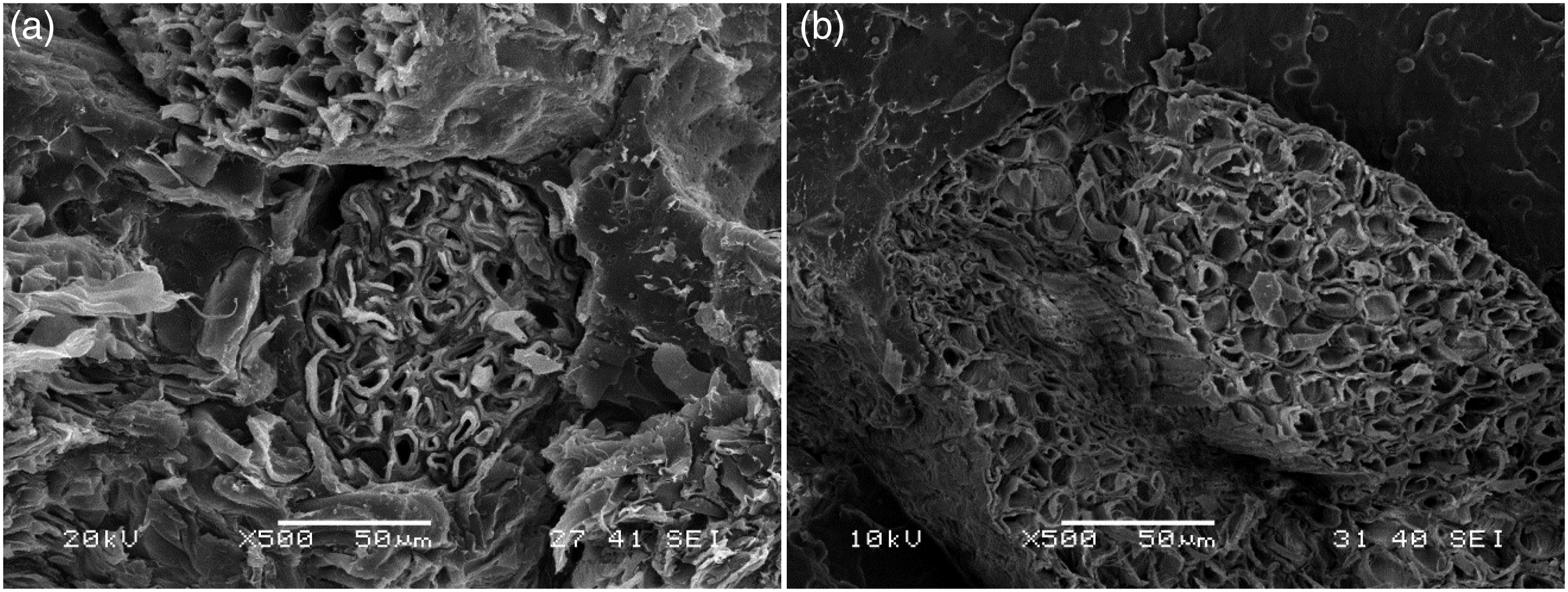
Figures 4 to 8 show how the tested PP/CF compounds show failure after Izod impact. The failure mechanism can involve matrix fracture, fiber separation and detachment from the matrix, and fiber breakage. This depends on the different interactions established by the presence or absence of coupling agents (and their concentration). In general, less interaction is observed between the polymeric matrix and the fibers in PP/CF compounds without coupling agent (Figure 4) characterized by a fiber-polymeric matrix separation (gap of 0.1–15 μm), reaching in some cases the detachment of the fiber from the matrix, and because the failure mechanism depends mainly on the fracture of the matrix. By including a coupling agent, either CCA or RTPU (Figures 5 to 8), a better adherence is observed between the polymeric matrix and the coconut fiber, which produces matrix fracture and breakage in the Izod impact event of the fiber, which is to say, a certain degree of reinforcement of the matrix is produced by the fiber. Where this improved adherence is greater in the PP/CF compounds with RTPU (Figures 7 and 8) than in the PP/CF compounds with CCA (Figures 5 and 6). These facts are explained in more detail below. SEM micrograph of PP/CF mixtures after Izod impact: (a) short coconut fiber, (b) long coconut fiber. SEM micrograph of PP/CF mixtures with 2.5% CCA after Izod impact: (a) short coconut fiber, (b) long coconut fiber. SEM micrographs of PP/CF mixtures with 5% CCA after Izod impact: (a) short coconut fiber, (b) long coconut fiber. SEM micrograph of PP/CF mixtures with 2.5% RTPU after Izod impact: (a) short coconut fiber, (b) long coconut fiber. SEM micrograph of PP/CF honeycombs with 5% RTPU after Izod impact: (a) short coconut fiber, (b) long coconut fiber.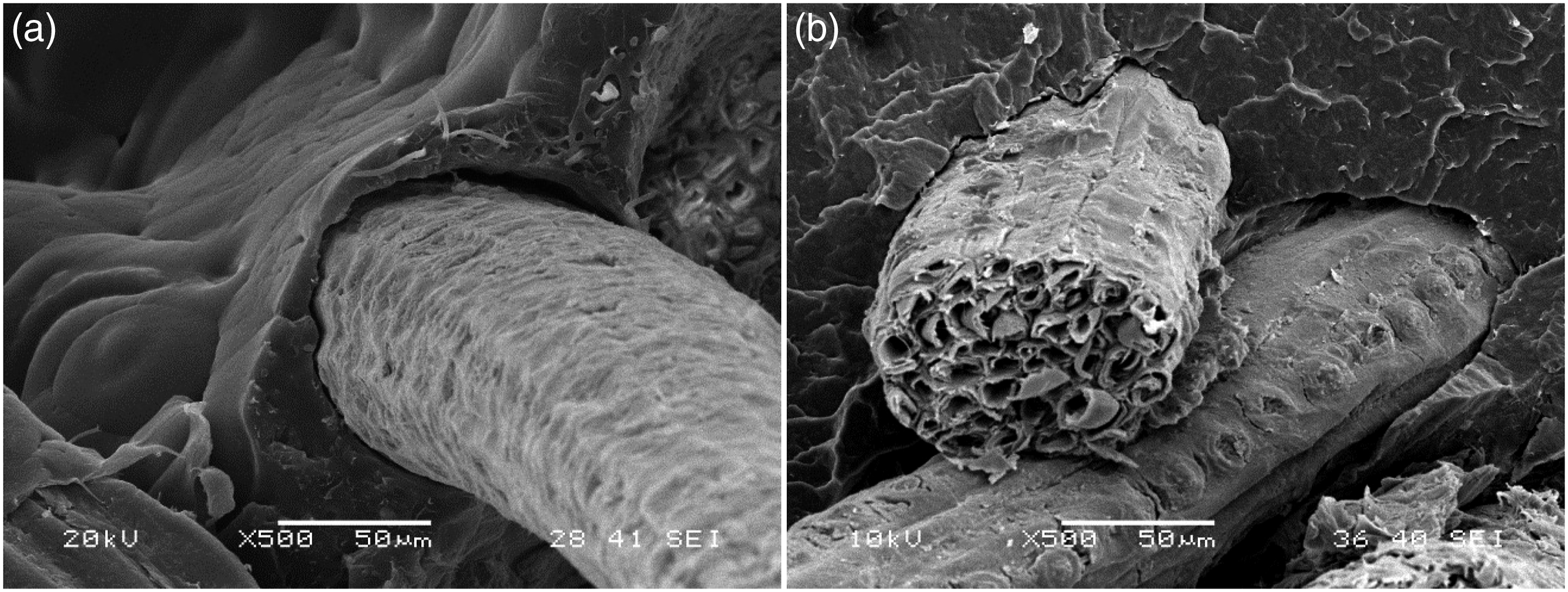
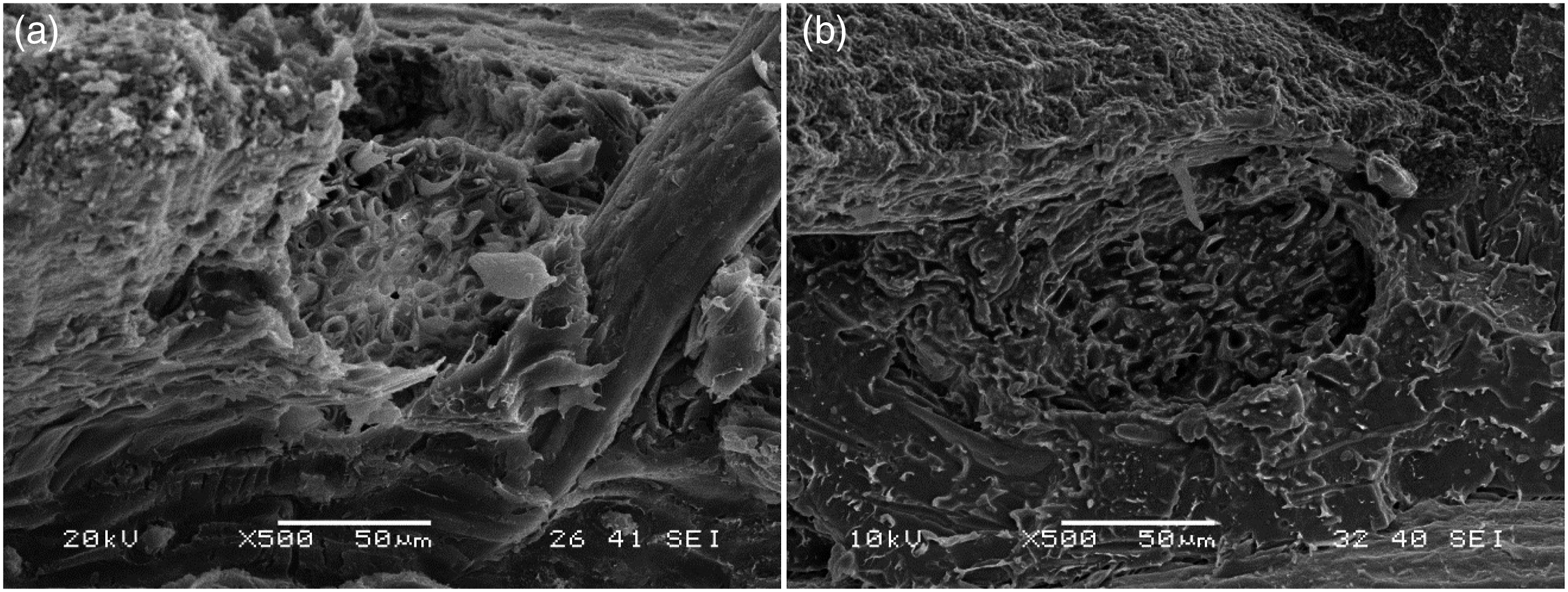
The adhesion of coconut fiber and the polymeric matrix of PP without the coupling agent is weak. It is manifested in the observation of the rupture of a specimen at Izod impact in SEM micrographs (Figure 4), where the pull-out of coconut fibers from the PP polymer matrix indicates no good adhesion between them. This is because PP is hydrophobic and because the surface of the coconut fiber, due to its cellulose and lignin content, is hydrophilic and amphiphilic, respectively. This induces the formation of both compatible and incompatible immiscible mixtures.
Since coconut lignin has a glass transition temperature Tg of 92–150°C,6,7 it softens and flows at higher temperatures and mixes with PP at the processing temperature of 190°C while pressing the compound. Therefore, the lignin covering the outside of the fibers detaches from them and flows into the PP matrix, forming a new compatible immiscible phase of PP and lignin (PP + L). This exposes the cellulose on the surface of the coconut fiber with a low concentration of lignin, which allowed its surface to be mostly hydrophilic, and to a lesser extent, hydrophobic. Thus, the incompatible immiscible mixture between PP and cellulose (PP + C) is formed. This superficial loss of lignin from the coconut fibers leaves a rough surface that leads to greater mechanical interactions between the fiber and the polymer matrix.
The inclusion of RTPU or CCA to the PP matrix induces a greater physical and chemical interaction with the coconut fibers, evident as a thicker interface between them Figures 5–8. There, breaks are observed both in fibers and in the matrix and fibers that have not been extracted from the matrix, indicating a greater adhesion between them. The absence of RTPU or CCA exhibits poor adhesion between fiber and matrix as a non-existent interface or a present one with little interfacial thickness (Figure 4). Moreover, a greater interaction is also observed between the PP/CF/RTPU mixture (Figures 7 and 8) compared to that established between the PP/CF/CCA mixture (Figures 5 and 6).
CCA is a MAPP that provides anhydride-type functional groups that react with the hydroxyls of cellulose and lignin on the surface of the coconut fiber and the lignin of the new phase (PP + L). Between these groups, covalent bonds could be formed by esterification and also hydrogen bonds.25,26 In particular, the addition of 5% CCA in the PP/CF compound produces a greater interfacial adhesion, as shown in Figure 6 compared to samples with a lower amount of CCA (2.5%) (Figure 5) or without this coupling agent (Figure 4). This behavior could be due to the possible physical and chemical interactions between the components of the PP/C/CCA mixture.
The inclusion of RTPU in the compound allowed to get a better fiber-matrix stress transfer effect and, consequently, an improvement in the compounds’ mechanical behavior compared to the PP/CF/CCA mixtures. The addition of 5% RTPU exhibits possible better compatibilization between fiber and PP matrix (Figure 8) than samples with 2.5% RTPU (Figure 7) or without it (Figure 4). In this PP/CF/RTPU mixture, a greater adhesion between PP and fibers is observed since both phases were broken together. A greater length of fibers produces a greater mechanical interaction, which increases their reinforcing effect in the event of an impact. On the other hand, when short coconut fibers are used, they break with a lower proportion of mechanical support (Figure 8). This behavior could be due to the possible physical and chemical interactions between the components of the PP/CF/RTPU mixture.
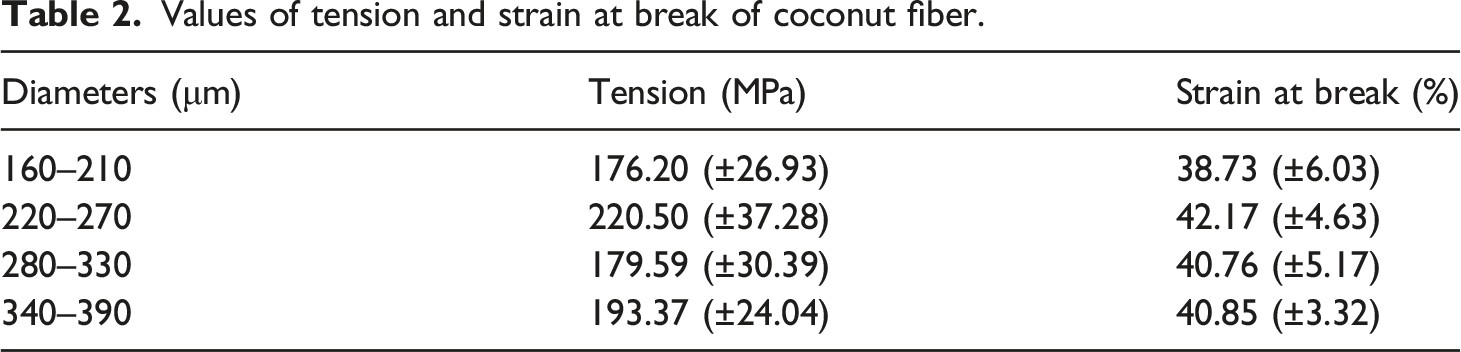
Values of tension and strain at break of coconut fiber.
FTIR spectroscopy
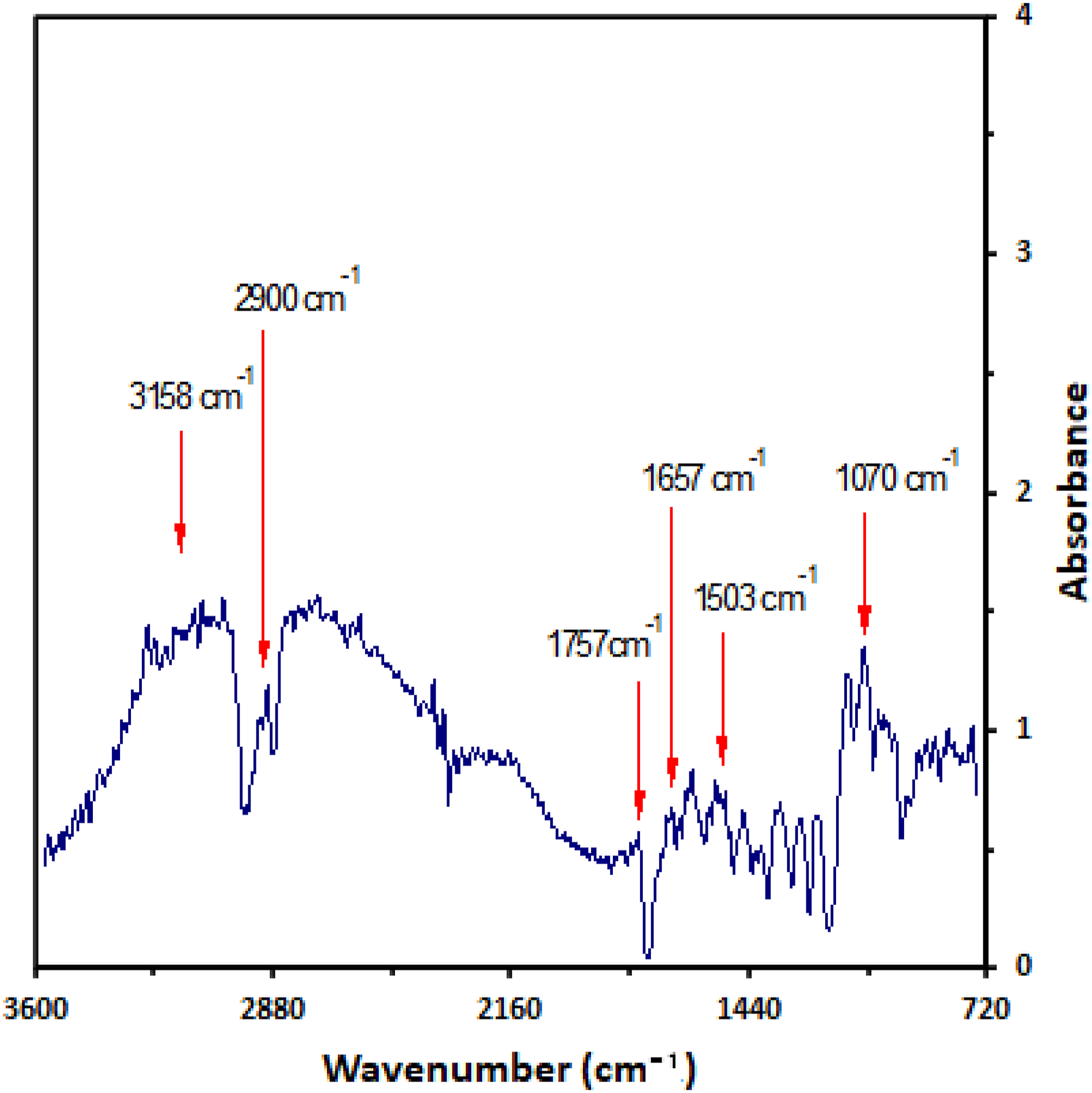
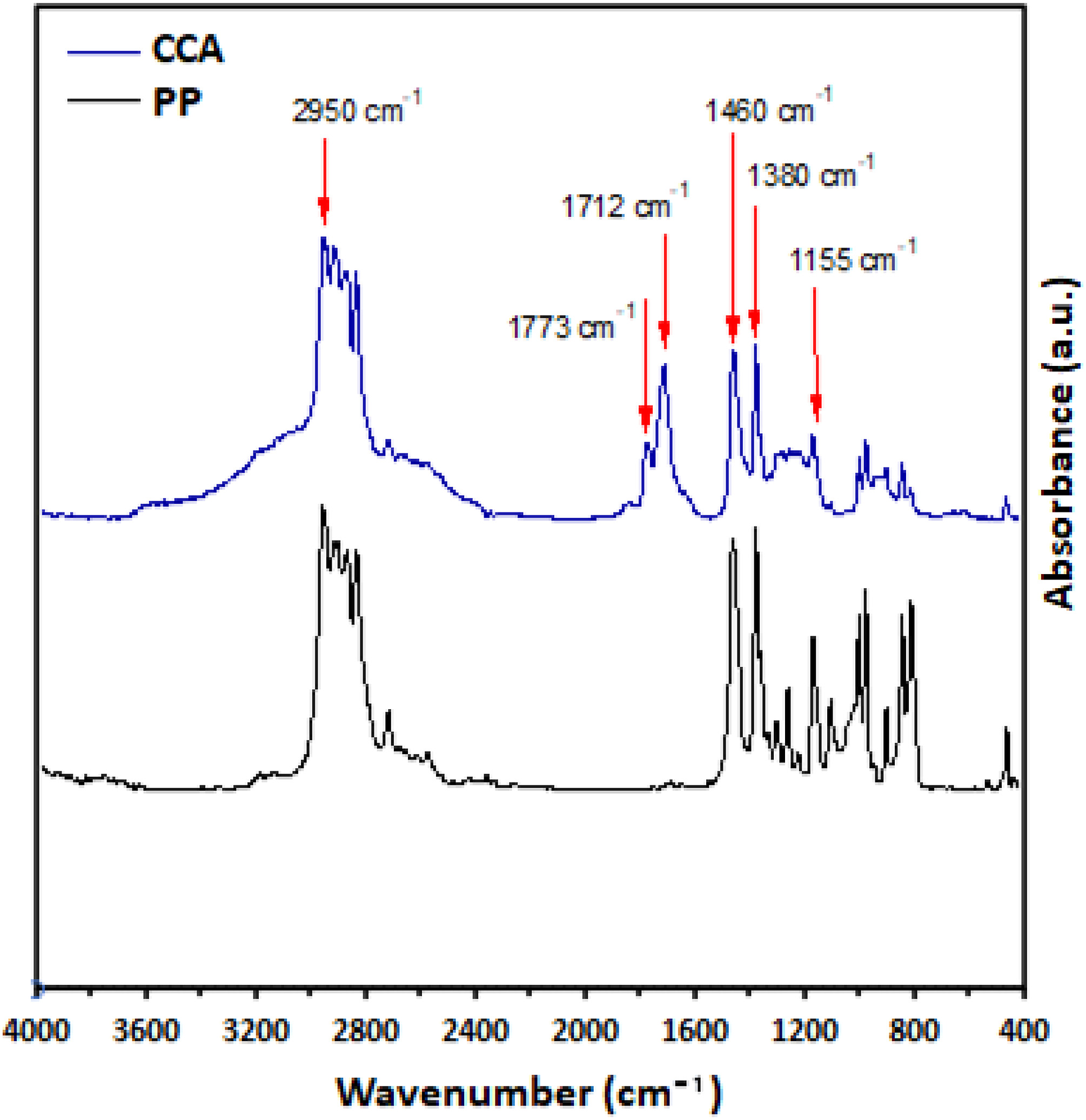
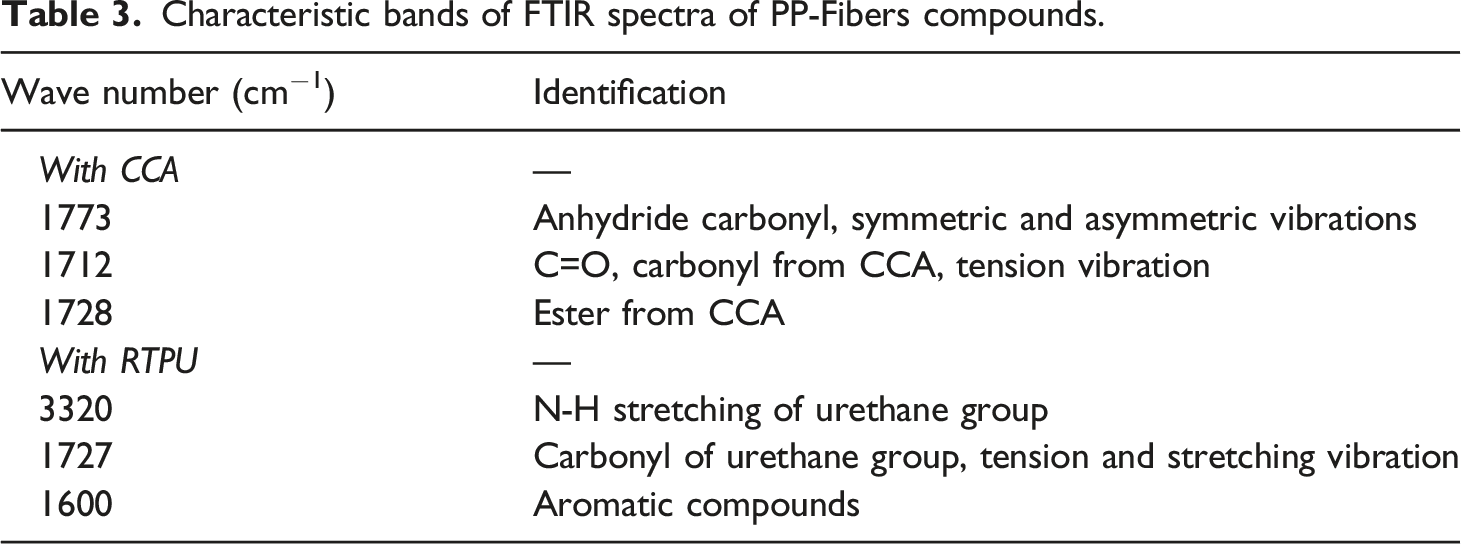
The interactions between chemical groups of the components of the PP/CF/CCA and PP/CF/RTPU mixtures present are detected by comparing the results of their spectra of their components and the spectra of their mixtures. The FTIR spectroscopy results show the characteristic bands of the individual components such as PP (Figure 9), coconut fibers (Figure 10), and CCA (Figure 11). While the spectra of their PP/CF/CCA (Figure 12) and PP/CF/RTPU (Figure 13) mixtures show results that are explained in terms of the interactions that are manifested between their components, where Table 3 shows the characteristic bands of FTIR spectra of these PP/CF compounds. FTIR spectrum of virgin polypropylene. FTIR spectrum of coconut fiber by FTIR. FTIR spectrum of CCA and PP by FTIR. FTIR spectrum of the PP/CF/CCA mixture by FTIR. FTIR spectrum of the PP/CF/RTPU mixture. Characteristic bands of FTIR spectra of PP-Fibers compounds.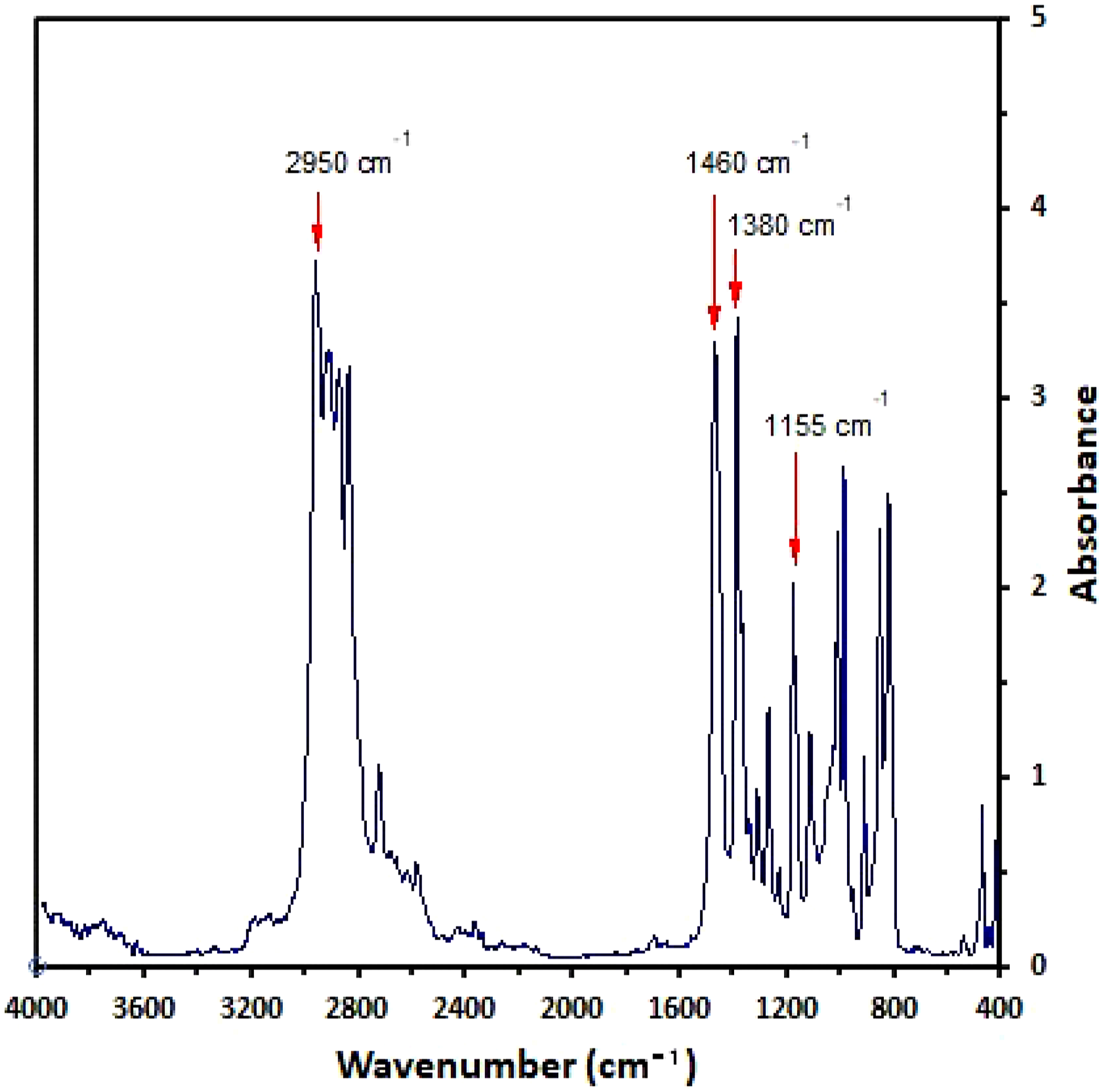
PP/CF/CCA mixtures
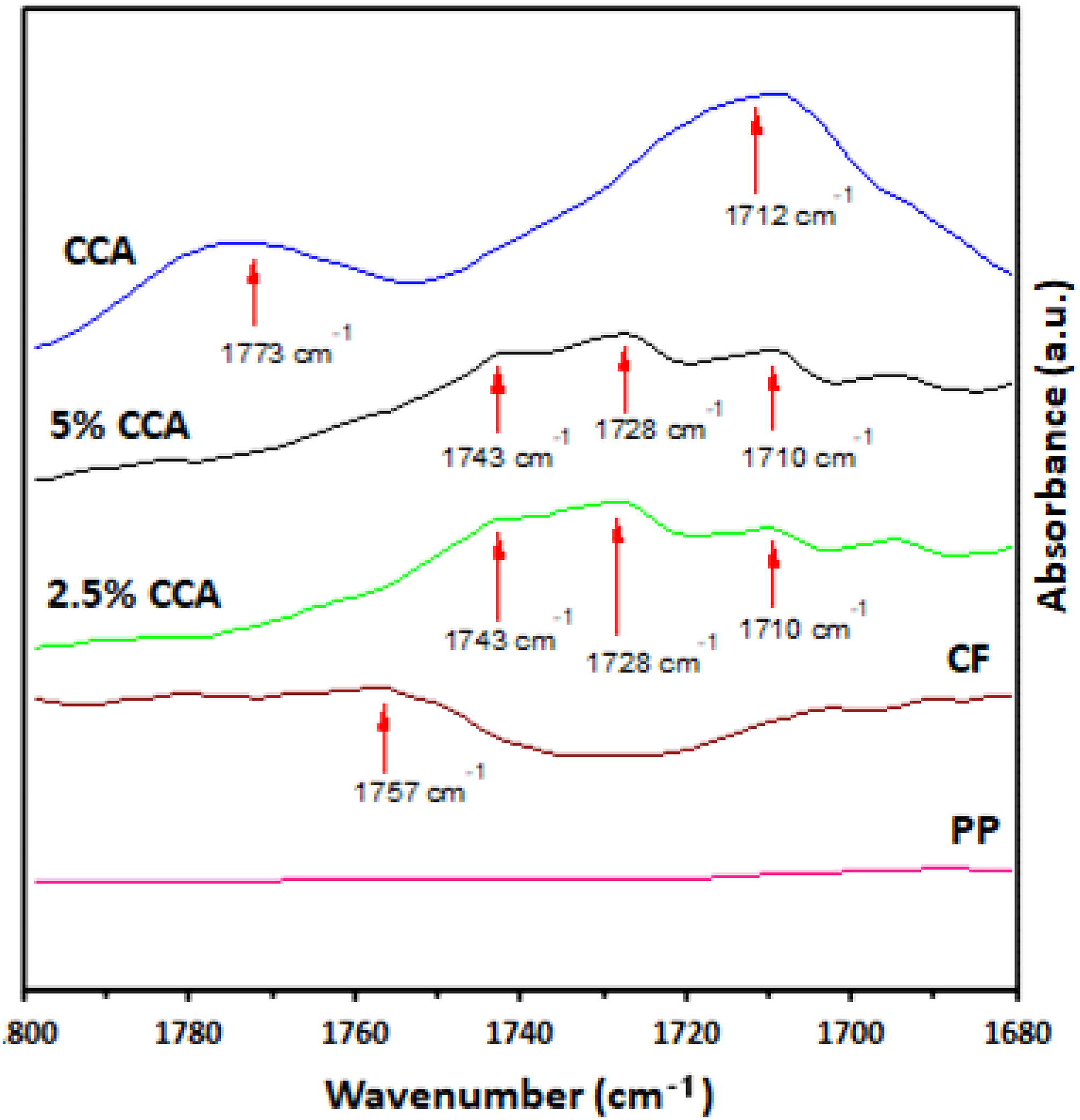
The existence of covalent bonds between CCA and coconut fibers is confirmed by FTIR spectroscopy in Figure 12. Shown here are the spectra in 1680–1800 cm−1 region of CCA and the PP/CF/CCA mixtures with 2.5 and 5% CCA. The CCA spectrum and the spectra of the PP/CF/CCA mixtures show the absorption bands close to 1712 cm−1 attributed to the tensile vibrations of the carbonyl group, and close to 1773 cm−1 of the symmetric and asymmetric vibrations of the carbonyl group of the anhydride. A new band is formed at 1728 cm−1 which is attributed to the formation of the possible covalent bond by esterification. The foregoing is given by CCA, which is a MAPP that provides anhydride-type functional groups that interact with the hydroxyl of cellulose and lignin on the surface of the coconut fiber and of the new phase (PP + L). The presence of these links from the new 1728 cm−1 band has also been verified by FTIR in similar studies of composites of lignocellulosic fibers and PP where the lignin was removed from the fibers.
25
The possible reaction mechanism between lignocellulosic fibers and CCA is shown in Figure 14 which shows the chemical and physical interactions that occur between coconut fiber, CCA, and PP. Proposed mechanism of the reaction of CCA (MAPP) with lignocellulosic fibers.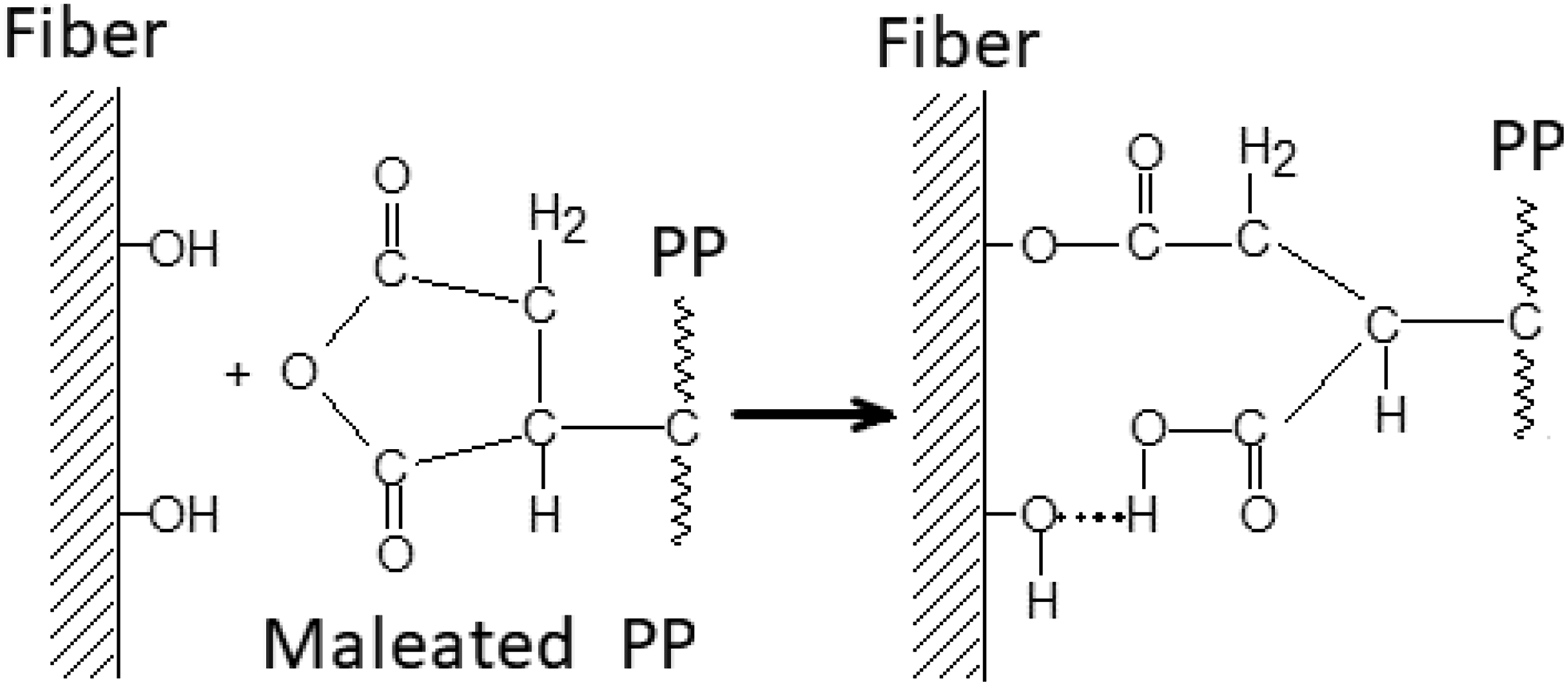
PP/CF/RTPU mixtures
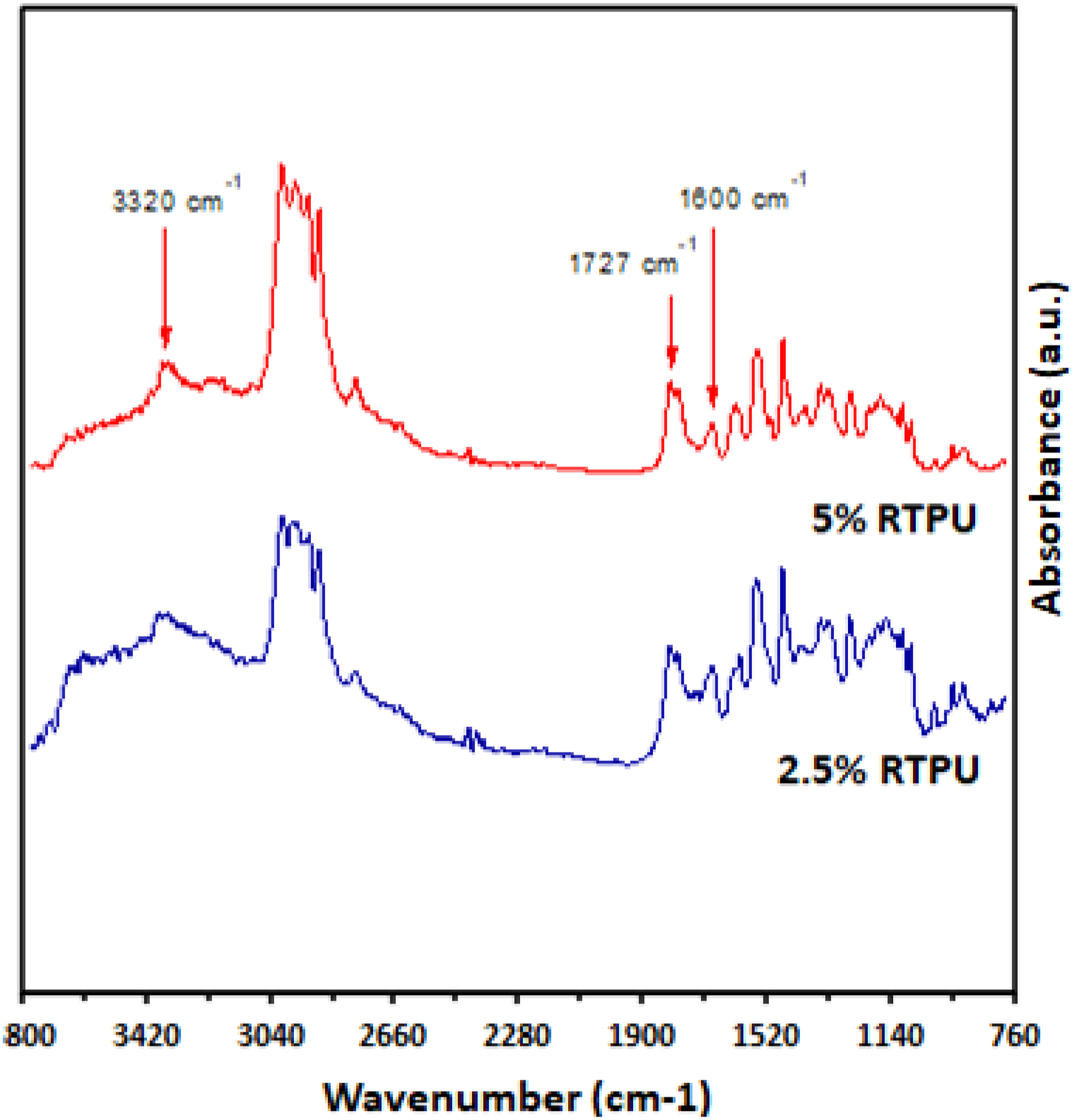
Figure 13 shows the spectra of the PP/CF/RTPU mixture at 2.5 and 5% RTPU. A band at 3320 cm−1 is observed from the N-H stretch of the urethane group. At 1727 cm−1, the characteristic band belonging to the tension and stretching of the carbonyl group of the urethane group is observed. It can also be observed that there was an increase in the intensity of the 3320 cm−1 band belonging to the N-H of the urethane with increasing the concentration of RTPU. 27 This spectrum does not show the characteristic band of isocyanate groups (-N=C=O) characteristic of RTPU close to 2250 cm−1, so the reaction of the formation of urethane bonds when reacting the hydroxyl present in the compound with the isocyanates is possible. In other words, RTPU isocyanates can be covalently linked to coconut fibers through carbamate-type bonds 28 where the reaction involves the passage of one hydrogen from the alcohol to the nitrogen of the isocyanate group and the formation of a new C-O bond. In this spectrum, the absorption bands of the OH- of the lignin and cellulose that are found on the surface of the fiber, as well as the lignin present in the new phase (PP + L), also disappear. However, narrow and less intense N-H bands appear with the same position of the OH- bands and the carbonyl group signal appears, indicating the possible formation of the urethane group. 29
Coconut fiber has a characteristic band of 1757 cm−1 that corresponds to the C=O vibration of esters due to the lignin it contains.
30
The interaction of the lignin remaining on the surface of the fiber, after thermo-compression molding, or in the new phase (PP + L) formed, with the coupling agent RTPU, causes this band to shift to lower wavenumber as can be seen in the new band, much more intense, at 1727 cm−1. This is attributed to the traction vibration of the carbonyl group of the urethane group formed by the reaction of the hydroxyl groups of cellulose and lignin found on the surface of the fiber, as well as the lignin present in the new phase (PP + L). Here, the isocyanate reacts with the hydroxyl and polyols of the lignocellulosic fiber, according to the reaction proposed in Figure 15. Possible reaction mechanism of RTPU with lignocellulosic fibers.
Pull-out testing of a fiber
Figure 16 shows the average interfacial shear strength for each of the formulations. It can be seen that the interfacial shear strength is higher for the PP/CF compounds containing RTPU (2.5 and 5%), demonstrating a greater adherence between the coconut fiber and the thermoplastic matrix. Here, the sample with 5% RTPU reaches a value of 2.66 MPa, and the sample with 5% CCA reaches a value of 1.77 MPa. The RTPU favored the wetting of the coconut fiber when the matrix was flowing during thermo-compression molding, thus increasing the interfacial adhesion between the surface of the coconut fiber and the matrix, promoting an increase in mechanical properties. In these PP/CF/RTPU mixtures, this greater interfacial shear strength is mainly because the isocyanate groups present, as observed in the spectroscopy section with Figure 13, react with the hydroxyls of lignin and cellulose present on the surface of the coconut fiber, as well as of the lignin present in the new phase (PP + L), forming covalent bonds and constituting an interface. This causes a greater interfacial interaction than is observed in SEM micrographs in Figures 7 and 8 for PP/CF/RTPU mixtures, compared to the PP/CF mixture without a coupling agent (Figure 4), and with the samples of PP/CF/CCA (Figures 5 and 6). On the other hand, the chemical and physical interactions produced by the addition of CCA are made evident by the possible formation of covalent bonds by esterification between the anhydrous acid with the hydroxyls of lignin and the cellulose on the fiber surface, as well as of the lignin present in the new phase (PP + L). Moreover, they are also notorious for the hydrogen bonds between urethanes formed and hydroxyl of lignin and cellulose on the fiber surface and hydroxyl of lignin present in the new phase (PP + L). Effect of coupling agents on interfacial shear strength.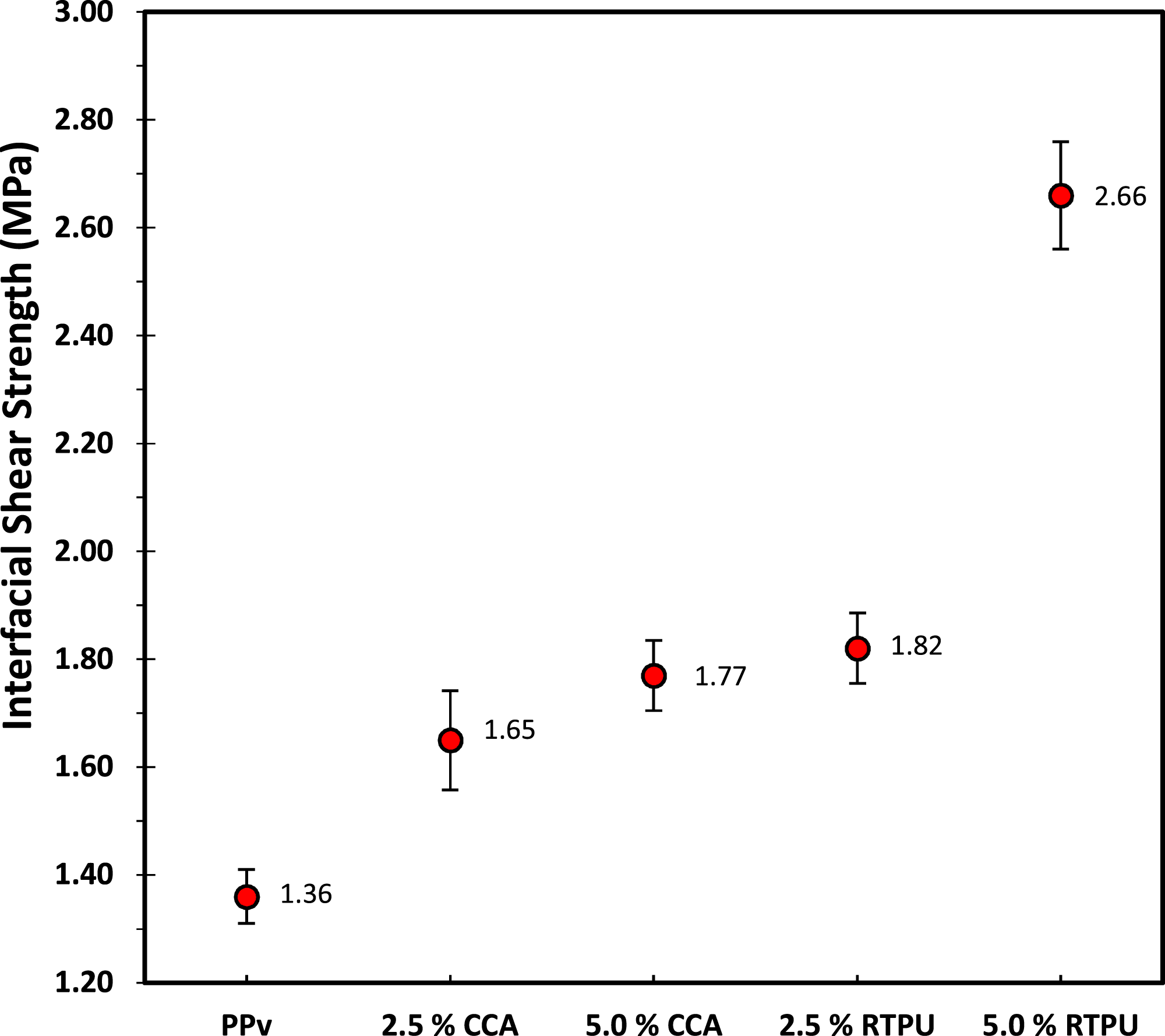
Coconut fiber tension test.
Table 3 shows the values of tension and elongation at the break of the coconut fiber. Analyzing the results shows that the tensile strength values remain without significant change when varying their diameter. The values observed range from 176 to 220 MPa and from 38 to 42% elongation at break, values within the range reported for coconut fibers.2,13,31-33 This difference is explained by the maturity of the fiber, test conditions, the origin of the fiber, and chemical composition, among other factors. 34
Critical length
The critical length of the coconut fiber for different formulations is reported in Figure 17, where it varies from a minimum value of 10 mm for the PP/CF/RTPU mixture with 5% RTPU to a value of 23.2 mm for the PP/CF mixture. This critical length was less than the length of the long coconut fibers, so some reinforcing capacity can be expected when this size of fibers has been used in PP/CF/RTPU mixtures and PP/CF/CCA mixtures. However, this fiber reinforcement capacity will not occur when short coconut fibers (4.87 mm) were used, since in all cases, the fibers’ critical length was greater. In the SEM micrographs, this greater reinforcement of the long coconut fibers (series “b” of Figures 4 to 8) is appreciated than when short coconut fibers (series “a” of Figures 4 to 8) were used in the mixtures PP/CF, PP/CF/RTPU, and PP/CF/CCA. The greatest reinforcement of long coconut fibers is increased by the presence of RTPU and CCA, where the greatest reinforcement occurred for the mixture PP/CF/RTPU with long coconut fiber and 5% of RTPU (Figure 8(b)), demonstrating increased fiber wetting with the PP matrix. Influence of the critical length of the coconut fiber with the different formulations.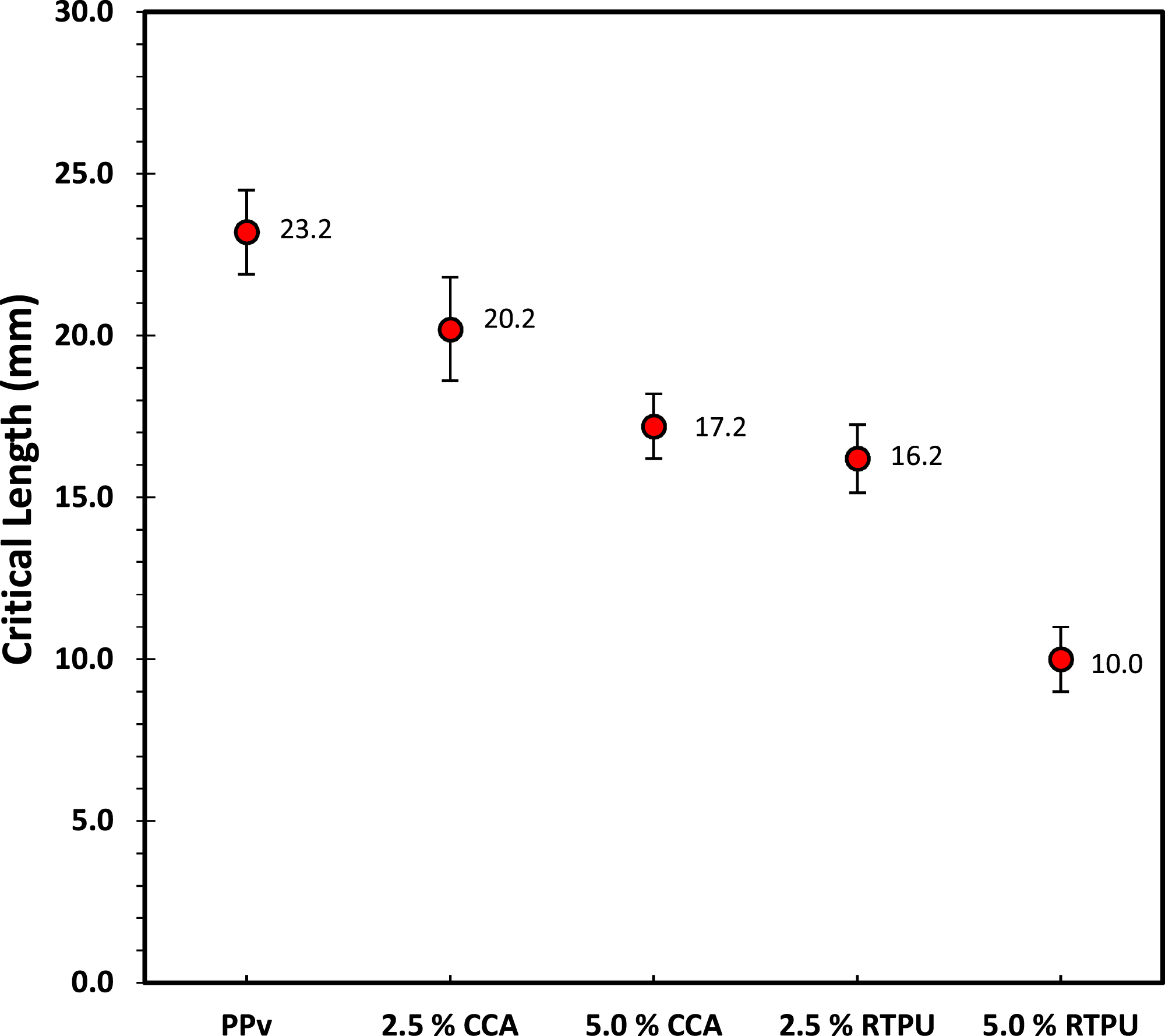
Izod impact test
The impact resistance results can be explained as a function of the adhesion between the polymeric matrix and the coconut fibers, characterized by a critical length for each mixture. This is due to the different physical, mechanical, and chemical interactions between its components. This affects the performance in Izod impact tests, where bending events (tension-compression) are established. This is because the failure mechanism of the sample is involved matrix fracture, fiber separation and detachment from the matrix, and fiber breakage. Here the adhesion of matrix-fiber produces an anchorage of fibers in a matrix that is dependent on the degree of adhesion that the fiber and the polymeric matrix have, such that there is a greater anchorage of fibers in the compounds with a shorter critical length and vice versa, there is a lower anchorage for compounds with greater critical length. Thus, during the impact test, this mainly affects tensile deformation, and to a much lesser extent and indirectly, compression deformation, affecting the failure mechanism of the polymeric compound. Additionally, the orientation and distribution of coconut fibers in polypropylene composites affect their performance during impact testing.
The coconut fibers of the samples prepared from polypropylene composites by compression molding generally show a random orientation and a homogeneous distribution when the prepared specimens are observed (Figure 3), both in composites with short fibers and long fibers. However, there is a certain degree of the axial alignment of the specimens with long coconut fibers induced by the radial flow of the molten polymeric compound that is established when it was prepared by a compression molding process. The latter produces the presence of some aligned long coconut fibers that favor greater resistance in Izod impact tests than samples with short fibers. On the other hand, in an Izod impact event, the work of the fibers in tension during the impact is directly related to their critical length and contributes to establishing the difference between the values obtained.
Izod impact test with short coconut fiber.
In Figure 18, the impact resistance values of the mixtures of PP with short coconut fiber and RTPU or CCA. It is observed that the impact resistance values of the mixtures of PP with short coconut fibers are higher than the impact value of only the PP matrix. It is also observed that the values of PP/CF/RTPU mixtures are higher than the PP/CF/CCA mixtures, where the highest value was for the mixture with 5% RTPU, with a value of 24.4 J/m, which was higher by 68.2% for the PP matrix and 12.6% for the mixture with 5% CCA. Here, it is important to note that presence of RTPU and CCA improves the wetting of the fiber by the polymer, being slightly higher for RTPU. The presence of RTPU or CCA improves the adherence between the fiber and the PP matrix, and therefore, the dispersion of the fibers within the polymer matrix is also improved. The consequence of this fact is an improvement in the fiber-matrix stress transfer in the composite.25,26 The impact resistance values were lower than those reported in PP compounds with coconut fibers (10–35% content) without treatments, with fibers treated with different chemical substances,35,36 and higher for compounds similar (10–40% coconut fiber) with maleated PP.
37
Izod impact resistance of mixtures of PP with short coconut fiber.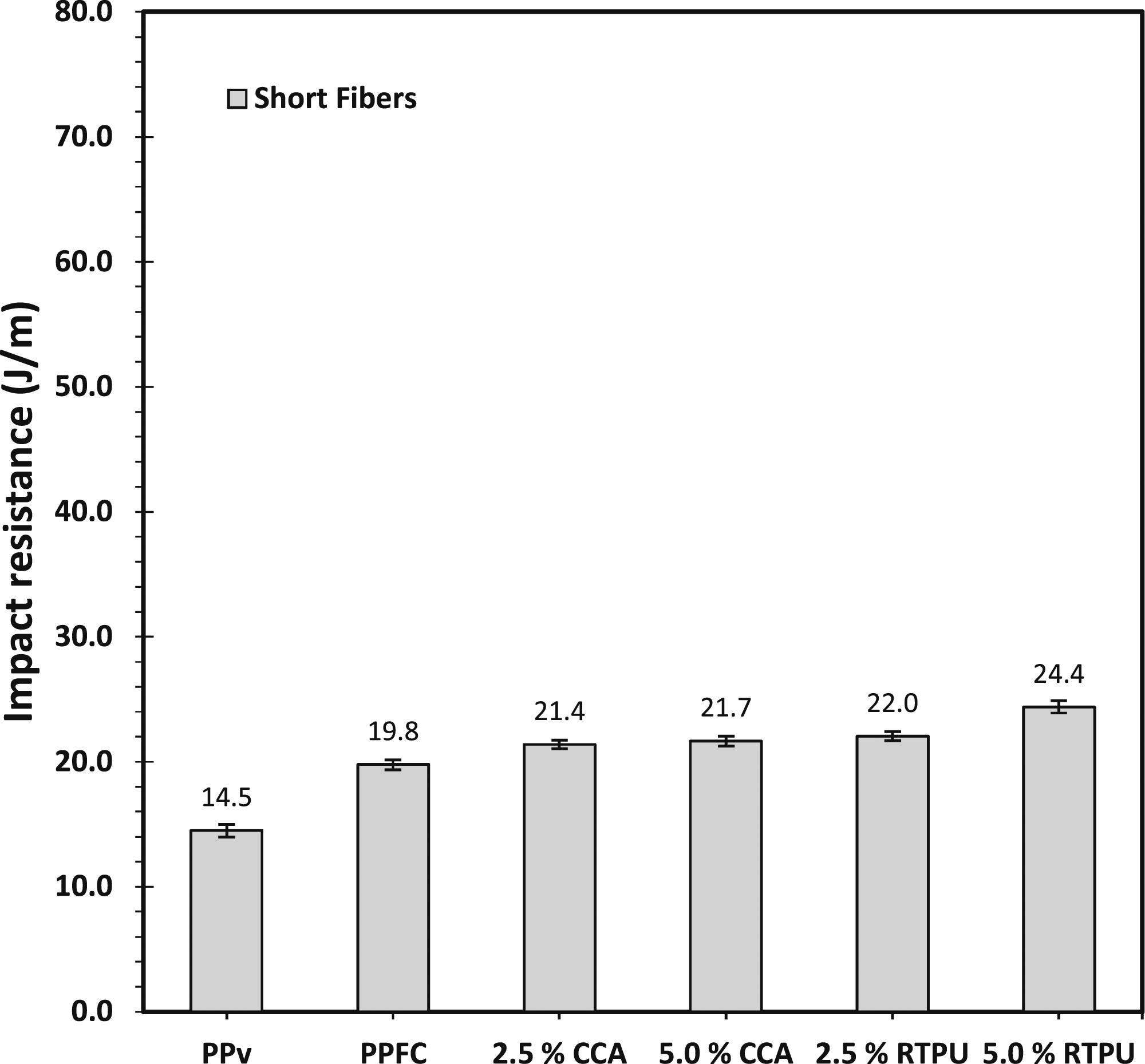
In Figure 19, the impact resistance values of the mixtures of PP with long coconut fiber and RTPU or CCA. Greater resistance to the PP mixtures’ impact strength with long coconut fiber is observed than the same mixtures with short coconut fiber (Figure 18). These higher resistance values for mixtures with long coconut fiber result from having a fiber length greater than the critical length determined for each formulation (Figure 17). Here the reinforcement that these fibers impart to PP/CF/RTPU and PP/CF/CCA mixtures is evident, and, therefore, they have a higher resistance to impact. As in mixtures with short coconut fibers, it is observed that the impact resistance values of the PP mixtures with long coconut fibers are higher than the impact value of only the PP matrix. It is also observed that the values of mixtures with PP/CF/RTPU mixtures are higher than the PP/CF/CCA mixtures, where the highest value was for the mixture with 5% RTPU, with a value of 71.7 J/m, which was higher by 395% for the PP matrix and 12.6% for the mixture with 5% CCA. This same mixture with 5% RTPU with long coconut fiber has an impact resistance value of 194% higher than the value shown by the same mixture with short coconut fiber. These impact resistance values are similar and even higher than those reported in PP compounds with coconut fibers treated in the concentration range of 10–35%,34,36 or up to 40%,
37
with the great difference that the samples in our work contain 50% coconut fiber, similar to the concentration used for other natural fibers in PP compounds for the automotive industry.
14
In other words, the inclusion of RTPU in PP compounds with 50% coconut fibers is working as a coupling agent with superior performance than the commercial coupling agent of MAPP used in this work. Izod impact resistance of mixtures of PP with long coconut fiber.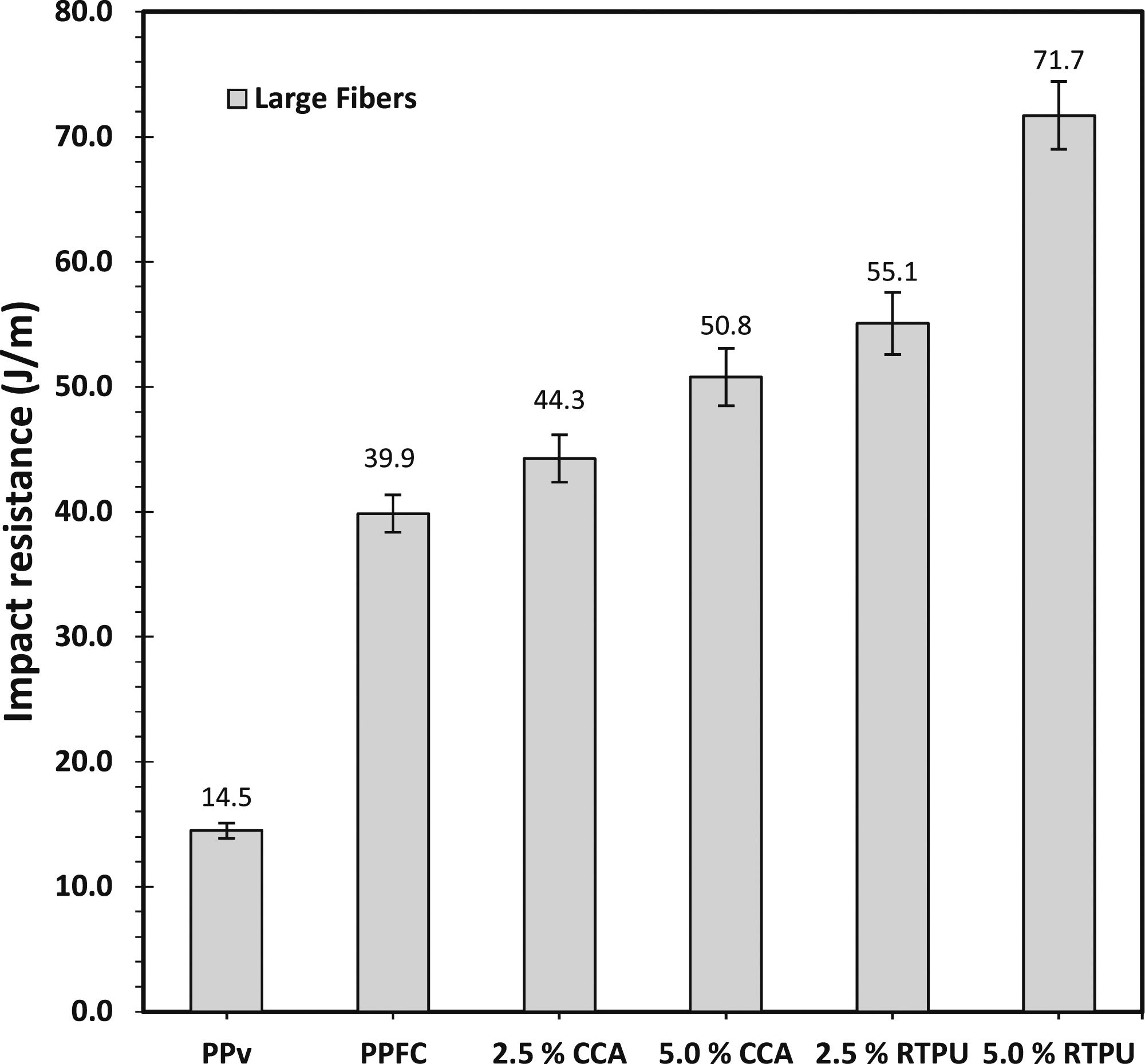
Conclusions
The effect of including a recycled thermoplastic polyurethane (RTPU) in polypropylene (PP) matrices with coconut fibers, short or long, in impact strength properties was evaluated. Its performance was better than similar mixtures with a commercial coupling agent (CCA) of the MAPP type. It was found that RTPU has a function of coupling agent and that its concentration, the length of the fibers, and the physical, chemical, and mechanical interactions established between fibers and the polymer matrix, determine the impact strength of their mixtures.
The best performance in impact resistance is for the PP/CF and RTPU mixtures, as they have greater interfacial shear strength in the micromechanical pull-out test. This was due to a
The mechanical interactions, established by the loss of lignin from the coconut fiber during thermo-compression molding, left a rough surface of the fiber, generating mechanical anchoring points. In the molten state during thermo-compression molding, lignin forms an immiscible mixture compatible with PP since its hydrophobic part physically interacts with this polymer. In turn, the hydrophilic part of lignin interacts with the cellulose of the surface of coconut fibers through hydrogen bonds. Therefore, it is also concluded that lignin functions as a compatibilizing agent between PP and coconut fibers.
The length of the fiber affects the final properties of the PP and coconut fiber composites. A fiber length greater than the critical length produces a greater reinforcing effect of the fibers in the composite. Thus, the blends of PP with long coconut fiber showed a notable increase in Izod impact resistance to the formulations with short coconut fibers. This was even higher for the 5% RTPU system with long coconut fiber.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.