
Abstract
The aim of the work was to examine properties of hybrid composites reinforced with basalt fiber (BF) and polytetrafluoroethylene (PTFE) particles based on a polyoxymethylene matrix modified by silicon oil. In the experimental part the basic physico-mechanical properties were determined. Thermal and tribological properties were also investigated. To refer to the effects of reinforcement and determine the structure characteristics SEM images were taken. The addition of basalt fibers and PTFE particles in the amount of 7.5/7.5 wt% reduces the coefficient of friction (from 0.36 to 0.12) and the wear rate (from 0.61 to even 0.37) in relation to neat POM and increases the strength properties. An increase in the filler content to 12.5/12.5 wt% results in an almost twofold raise in stiffness from 2800 MPa to 5120 MPa for tensile, and from 2500 to 4944 MPa for flexural and causes a further reduction in wear rate without affecting on the friction coefficient. Studies have shown that the addition of filler allows to provide excellent tribological properties while maintaining high strength properties.
Introduction
Over the years, more and more modern materials are replacing conventional materials. The development of materials and techniques of their production is a dynamic process. Metals in engineering applications such as machine parts have been replaced by polymers because of their ease of manufacturing as well as their good mechanical and tribological properties. The multitude of manufacturing forms, types of composites depending on the type of matrix, the type of reinforcement and the arrangement of the reinforcement in the composite provide great possibilities for modifying traditional materials. Polymer hybrid composites were created because of striving to obtain materials with increasingly higher properties. The term hybrid composite refers to composites in which different types of reinforcing fibers/particles have been combined. 1
Hybrid materials have been researched for many years. The most widely described in the literature are hybrid laminates based on thermosetting polymers. Examples of hybrid materials produced and tested include materials based on epoxy resin with polyethylene and carbon fiber, carbon fiber bonding with basalt fiber and fiberglass–carbon fiber. The mechanical properties of hybrid materials reinforced with fibers such as basalt fiber, glass fiber, linen, sisal and jute fibers were also compared. Natural fibers such as sisal, banana, kenaf, jute and oil palm are widely available; they are cheap and have excellent mechanical properties.2–6 The introduction of particles and fibers (metal, polymers, ceramics) as a second or next type of reinforcement results in the possibility to obtain a huge range of different properties not only additional or new as in the case of composites, but also variable during exploitation time hence the concept of hybrid gain. The analysis of hybrid materials is carried out both on mathematical models and on real advanced materials modified with graphite, natural and artificial fibers or metal particles.7–11
Polyoxymethylene is a thermoplastic, partially crystalline, obtained from formaldehyde by homopolymerization (POM-H) or copolymerization (POM-C). The copolymer (POM-C) of acetal relative to the homopolymer (POM-H) of acetal is more resistant to hydrolysis, strong alkalis and thermal and oxygen degradation. However, the homopolymer has higher mechanical strength, creep and abrasion resistance. It also has a lower coefficient of thermal expansion, is stiffer and harder. The mechanical properties of acetal materials depend on the content of the crystalline phase, the value of which reaches 70%–75%. 12
Polyoxymethylene as a construction material is modified with many fillers to make the best use of the potential for this material. The translation of the modification was fiberglass, which provided higher strength and stiffness of the material as well as positively influenced on the tribological properties and ability to suppress sound.13–16 Another reinforcement used in polyoxymethylene-based composites is aramid fiber, which, despite of its price, was also used because it provided higher strength properties and reduced the coefficient of friction.17–19 Carbon fiber, characterized by very high strength indexes, apart from strengthening, also reduced the wear of POM-based composites.17,19–21 Other fillers used to improve the properties of polyoxymethylene composites were low density polyethylene (LDPE) and wood flour, copper particles or basalt fibers, all these additives modify POM composites toward the development of its strength, thermal and tribological properties.22–26
In this paper the effect of silicon oil addition and basalt fiber/PTFE particles as a hybrid reinforcement in polyacetal composites is presented.
Basalt is a natural material that is found in volcanic rocks originated from frozen lava. Basalt fiber is produced by putting raw material into the furnace where it is melted at 1450°C–1500°C. The melted material is forced through a platinum or rhodium crucible bushings to create fibers. The basalt has a low density from 2.8 g/cc to 2.9 g/cc, which is much lower than metal (steel) and closer to carbon and glass fiber. From the economic and material properties point of view basalt is cheaper than carbon fiber and has a higher strength than glass fiber. Basalt fiber is an inorganic fiber with an extremely good modulus, high strength, improved strain to failure, a high temperature resistance, excellent stability, good chemical resistance, it is nontoxic and eco-friendly. The fiber diameters are generally in the range of 10–20 μm. Compared to glass fibers (E-type) basalt fibers have better thermal properties and can easily withstand the temperature of 1100°C–1200°C for hours without physical damage. Based on the facts discussed above, basalt fibers can be successfully compared to glass and carbon fibers.27–29
Polytetrafluoroethylene (PTFE) is a semi-crystalline polymer, which is used in a range of engineering applications because of its excellent properties. PTFE has a very low coefficient of friction, good electrical insulation properties and resistance to corrosion. The mechanical and chemical properties of PTFE are dependent on the method of manufactured processing of polymer. 30
The influence of basalt fiber, PTFE particles or hybrid reinforcement on composites based on polyoxymethylene has been presented in the literature. The effect of addition of basalt fibers (10–50 wt%) on the mechanical and tribological properties of the POM matrix was investigated. The mechanical properties depended on the fiber content. The addition of 10 wt% of basalt fiber increased the tensile strength by 70%, while 40 wt% content of basalt fiber led to three times higher tensile strength. Basalt fiber also positively affected the reduction of friction coefficient and material wear rate. 31 Composites of POM modified with micro and nano PTFE particles were also analyzed. The tribological studies showed that the addition of PTFE nanoparticles reduced the friction coefficient and the abrasive wear of the composite. The best properties were obtained at 2 wt% of PTFE. Above these values the mechanical properties were rapidly decreasing, which might be due to the formation of agglomerates of particles that block interactions between POM chains. 32 Mechanical and tribological properties of hybrid composites POM/Basalt fiber/PTFE were tested. The highest mechanical properties were obtained with 20 wt% basalt fiber content. The addition of basalt increased the properties such as tensile strength, flexural and impact strength. However, the tribological properties were deteriorated. The addition of PTFE to the manufactured composite reduced the coefficient of friction and the abrasive wear of the material slightly worsened its mechanical properties. 33 To improve the tribological properties of polyoxymethylene, POM composites with aramid fibers (20 wt%) and PTFE (13 wt%) were prepared. Both additives reduced the coefficient of friction and abrasive wear of the material but also reduced the breaking energy. 18 The influence of addition of copper and PTFE particles on thermal conductivity and tribological properties of POM composites was determined. The results showed that the addition of 3% by weight of Cu to polyoxymethylene had little effect on thermal conductivity and slightly decreased the coefficient of friction and abrasion rate, while the PTFE addition significantly reduced both friction coefficient and material wear.24,34 To increase the lubricity, lower the friction coefficient and increase the abrasion resistance, POM/polytetrafluoroethylene (PTFE) and polyethylene oxide (PEO) composites were prepared. Samples were prepared by melt extrusion. Tribological studies showed that PTFE additives with PEO lowered the coefficient of friction and abrasive wear. The addition of PTFE also increased the impact strength of the composite in relative to unmodified POM. An addition of dispersed PEO domains into the composite matrix positively influenced the dissipation of heat. 35 As it was pointed very range of additions is used as a modification in composites based on polymers. It is very important due to provide possibilities of creation completely new or for special applications materials.
The aim of the study was an investigation of the silicon oil effect on the mechanical and tribological properties of POM composites reinforced with basalt fiber and PTFE particles. In the literature, there are composites of polyoxymethylene modified with silicone oil or with PTFE particles, however, the synergistic effect of these components has not been tested. Addition mentioned above will provide high mechanical and better tribological properties of composites based on polyoxymethylene.
Experimental part
Materials and methods
Materials
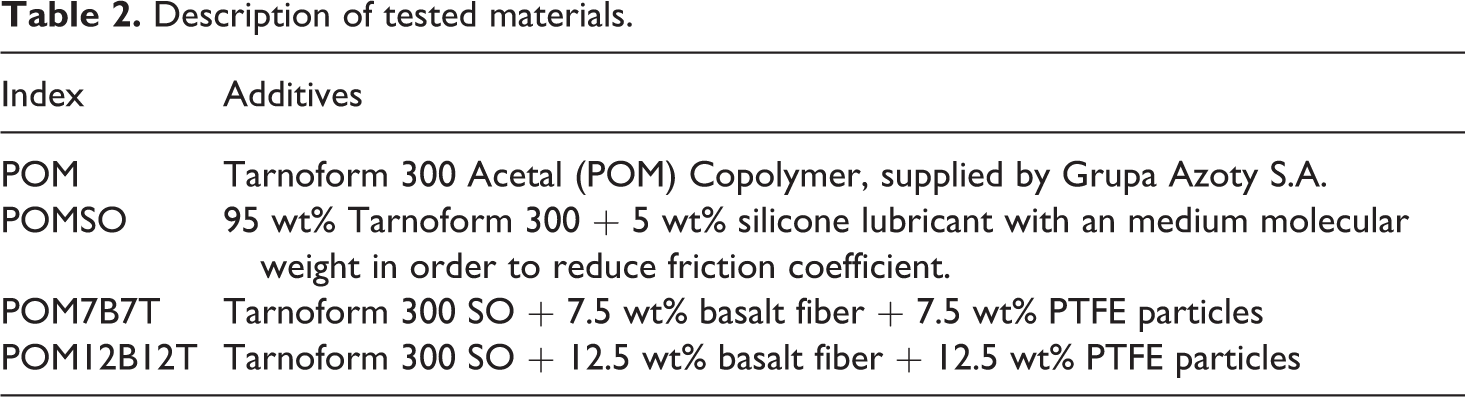
In this work hybrid composites based on polyoxymethylene (Tarnoform T-300) were investigated. The standard dumbbell samples and bars were made at the Plastics Laboratory of Azoty Group SA in Tarnow using the Engel ES 200/40 HSL injection molding machine at temperatures indicated by the manufacturer for Tarnoform T-300. The temperatures in the subsequent zones ranged from 180°C to 230°C, injection pressure 90–110 MPa and the injection speed ranged from 70 to 90 mm/s. Tarnoform® 300 commercialized by Grupa Azoty is an easy flow (MFI = 9 g/min) high quality POM (polyoxymethylene)/acetal copolymer grade present as natural/black colored granules, produced by cationic polymerization of trioxane. The granules of the composition were prepared by twin-screw extrusion with cold granulation using a line of compounding. As a reinforcement basalt fiber (Basaltex BCS17-6.4-KV 16 with a diameter of 7 µm and length 3.2 mm, Wevelgem, Belgium)/PTFE particles (particle size of 200–300 nm, Polysciences, Microdispers-200) and medium molecular weight silicone lubricant (Polish Silicones—Nowa Sarzyna POLSIL OM, with molecular weight of 17000 and viscosity of 500cSt) were used. Anhydride maleic PP (SCONA TPPP 9112 GA) supplied by Byk (Altana Group) was applied as a compatibilizer with the amount of 5%by weight. Table 1 presents mechanical properties of basalt fibers and manufactured materials for the experiment are described in Table 2.
Properties of basalt fibers.
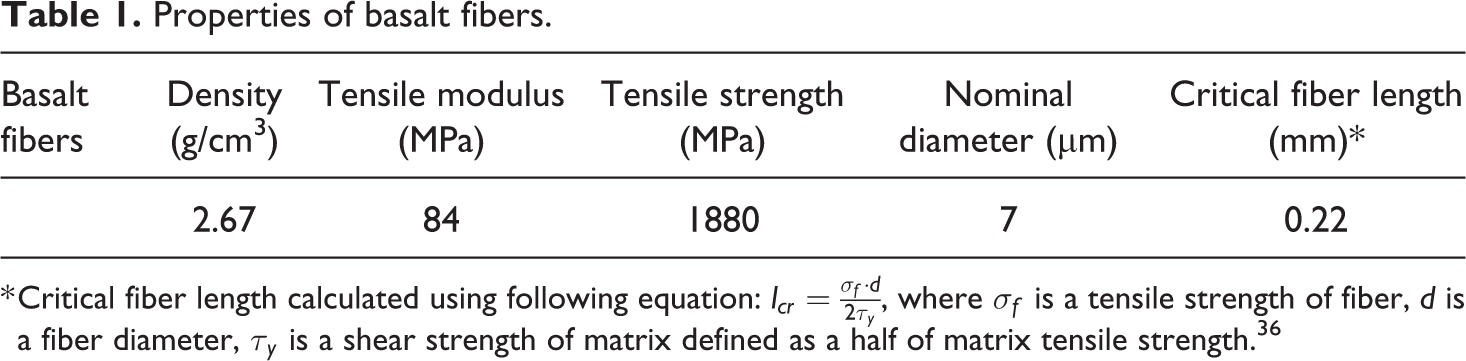
* Critical fiber length calculated using following equation:
Description of tested materials.
Method of testing
Physico-mechanical characterization
Density was determined by the hydrostatic method by scale RADWAG WAS 22 W (Radom, Poland) the minimum number of test samples was five. The mechanical properties were tested by a static tensile test (PN-EN ISO 527-1:20100) and the three point flexural test (PN-EN ISO 178:2011) with a MTS Criterion Model 43 universal testing machine (MTS System Corp., Eden Prairie, MN, USA), with a measuring range up to 30 kN using the MTS axial extensometer. The test speed was set to 10mm/min. Charpy impact test (PN-EN ISO 179-1:2010) was examined on unnotched specimens using a Zwick HIT 5.5P (Zwick Roell Group, Ulm, Germany). Tests under variable loading to determine the initial mechanical hysteresis loops for the analyzed compositions were investigated using the MTS Criterion 43 universal testing machine with the MTS software TestSuites 1.0 to analysis of dissipation energy. The speed of load and unload specimens was 100 mm/min, which is translated into a low frequency of cycles and allows to visualize viscosity phenomena. The values were obtained from an average at least of five specimens. Water absorption measurement was carried according to ASTM D570-98. Samples were weighed periodically using an electronic balance (RADWAG WAS 22 W). At first, samples were conditioned at a temperature of 23 ± 2°C and a humidity equal to 50 ± 5% for 24 h. The water aging process was done in distilled water at 23 ± 2°C. Before weight the samples were dried by the tissue. Water absorption was calculated using the following equation:
where W0 is the initial weight of the sample, Wn is the weight of the saturated sample, and %W is the percentage increase in weight.
The work also investigated the influence of temperature on the change of mechanical properties. The tests were performed at −24, 21 and 80°C on the MTS Criterion Model 43 testing machine with an installed temperature chamber (Instron, Norwood, Massachusetts, USA) to perform test at reduced and elevated temperature.
Tribological characterization
Friction coefficient and specific wear rate were estimated by the method “ball on disk” using Tribometer T-01 M. The tests were conducted under various conditions of speed sliding (0.2, 0.3, 0.4m/s), load was adjusted to 40 N, wear terrace was equal 500 m. Material of the ball was steel 100Cr6 according to ISO/EN 683-17. Abrasive wear was also investigated on Schopper–Schlobach apparatus according to ISO 4649:1985. The test consisted in the fact that a sample of the material under 10 N load was pressed against abrasive paper with gradation No.100 which was wound on a roller with a diameter of 150 mm, the distance was set up to 20 m. Figure 1 represents a schematic diagram of “ball on disk” and Schopper–Schlobach methods. The values were obtained from an average at least of five specimens.
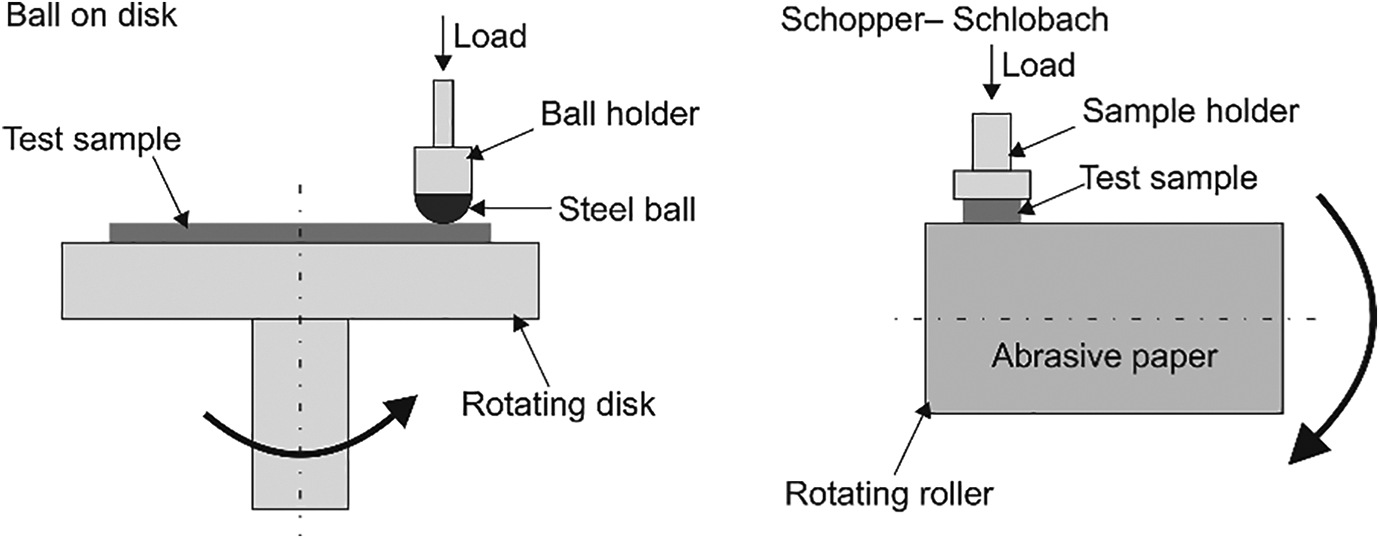
Schema of “ball on disk” and Schopper–Schlobach methods.
The wear rate was calculated from the relationship:
where V is the volume loss in cubic millimeters, L is a the sliding distance in meters, and F is the applied load in Newtons, Δm is a change of mass, and ρ is a density of the material. 37
Scanning electron microscopy (SEM)
The microstructure observations were made on the gold-sputtered tensile-test fracture surfaces. The micrographic images were taken in high vacuum mode with 10 kV accelerating voltage and 13.7 mm working distance using a Scanning Electron Microscope JEOL JSN5510LV (Japan).
Results and discussion
Mechanical investigation
Knowledge of tensile and bending strength makes it possible to assess the suitability of composite materials in construction materials. Research on plastics and composites based on a polymer matrix during stretching is practically used to compare materials between each other. Currently, in the era of the increasingly common use of composites based on a polymer matrix as construction materials, the flexibility module gains increasing importance. Table 3 summarizes the selected physico-mechanical properties determined in the static tensile test and three point flexural test.
Mechanical properties of the tested materials.
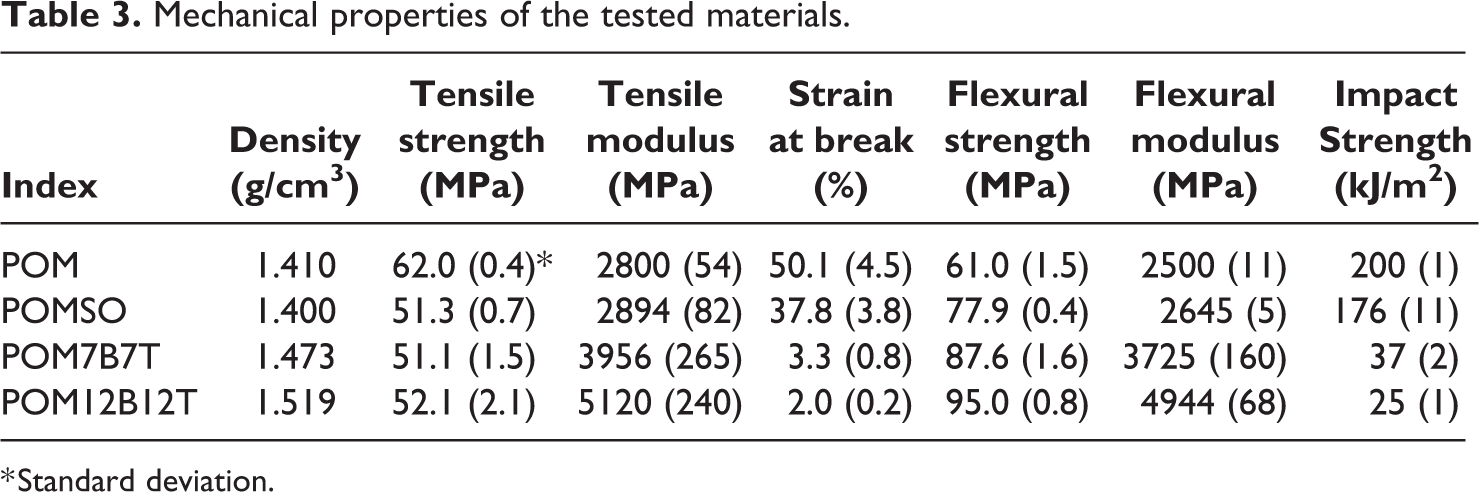
* Standard deviation.
The addition of basalt fiber and PTFE particles affected on the density of the produced composites, as the filler content increased the density also increased. The introduction of silicone oil slightly reduced the density of the material, although the density of silicones is higher. A possible reason for this is that the addition of silicone causes a decrease in the crystallinity of the polymer matrix, influenced on mechanical properties which was also investigated by Long and Hua and Zhang et al. The study on polyoxymethylene composites with Ekonol, solid lubricant and PTFE partcles pointed that the crystallity increases but only to certain content of additives and then decreases.38,39 Analyzing values obtained by static tensile test an increase in deformations for the composition with the addition of silicone and an extreme decrease for that composition with BF/PTFE fillers can be observed. Tensile strengths ware lower for all compositions in comparison with unmodified POM (over 10%). The other parameters such as tensile modulus, flexural modulus and flexural strength raised. Differences in tensile strength versus bending strength as well as determined modules from strength tests result from the structure of the composite. Composites modified with short fibers are characterized by higher bending strength in relation to tensile strength, as well as higher values of the tensile modulus to that determined during the bending test. This phenomenon is related to the injection process, where very often mechanical properties of SFRP composites are normally orthotropic due to partial fiber misalignment in molded parts. The fiber orientation pattern is the dominant structural feature of injection molded short fiber reinforced polymer composites. The composite is stiffer and stronger in the direction of the major orientation while much weaker in the transverse direction. Fiber orientation can be strongly influenced by processing condition and mold geometry. Fiber orientation is dependent on mold geometry and hence specimen geometry. For samples make by injection molding, the composite has a typical skin–core–skin structure with two skin layers where the Fibers are highly oriented in the flow direction and a core layer where fibers are mainly aligned transversely to the flow direction. 40 The lowest influence on properties of neat POM had composition with only silicon addition. Composite POM with silicon oil (5 wt%), basalt fiber and PTFE (7/7 wt%) caused 40% increase in tensile modulus and 49% increase in flexural modulus, the flexural strength increased by 43% in comparison with unmodified POM. Doubling content of fillers in the composite POM12B12 T did not effect on the tensile strength in comparison with POM7B7 T. Flexural strength of POM12B12 T rose by 55% while the stiffness raised by 82% for tensile and 97% for flexural modulus in relation to neat POM. Investigations of others scientists pointed that addition of PTFE fiber/particles to polyoxymethylene caused decrease in tensile and flexural properties but the addition of PTFE particles provide better properties due to the fact, that particles can limit the mobility of polymer chains. The specific surface area of PTFE particles is larger than that of PTFE fiber. Therefore, more POM chains can be constrained around the PTFE, thus leading to a relatively higher flexural strength. 39
Strength tests indicate the average adhesion between reinforcement and matrix. The amount of adhesion forces between components depends on many factors. Most of them often are physical forces depending on the chemical structure of the matrix and the material of the reinforcement. Chemical interactions related to the functional groups of individual components of the composite may also arise. The properties of the composite depend on the behavior of macromolecules in thin layers on the surface of the filler. The flexibility of the macromolecule chain and changes in the conformation of the macromolecule affect the amount of adhesion because they largely determine the number of contact points between macromolecule chains and fillers.
Plastics as well as composites based on a polymer matrix, exhibit not only elastic but also viscoelastic deformations under vary low stresses. Viscoelastic deformations cause that composites based on polymers behave differently at periodically changing loads than materials, including elastic materials such as metals under stress below the yield strength. During cyclic loading of the elastic material, stresses remain in the phase with deformations, and energy dissipation is negligible. With the same load of composites on the polymer matrix, two effects can be revealed: the stresses are shifted in phase by a certain phase angle to deformations, and in each load and unload cycle part of the supplied energy when the sample is loaded is dispersed. Mechanical hysteresis loops are created by recording the dependence of the external variable force applied to one end of the sample from the displacement of the same end of the sample, while the other end is attached. The graph is in the form of a loop, the area of which represents dispersed energy during one cycle. The changes in the hysteresis peaks are most evident in the first few dozen cycles, and then they strive to a stable cycle.
To understand the viscoelastic properties of the manufactured materials, mechanical hysteresis loops were investigated. This test allows for comparison between materials in terms of dissipated energy during load–unload cycle (Figures 2 and 3). Analyzing the hysteresis loop and the determined parameters, it should be noted that the composite with addition of silicon had the highest elastic energy and dispersed energy from the all tested composites which was also confirmed by the impact test. Energy dissipation coefficient was on the similar level for all composites.
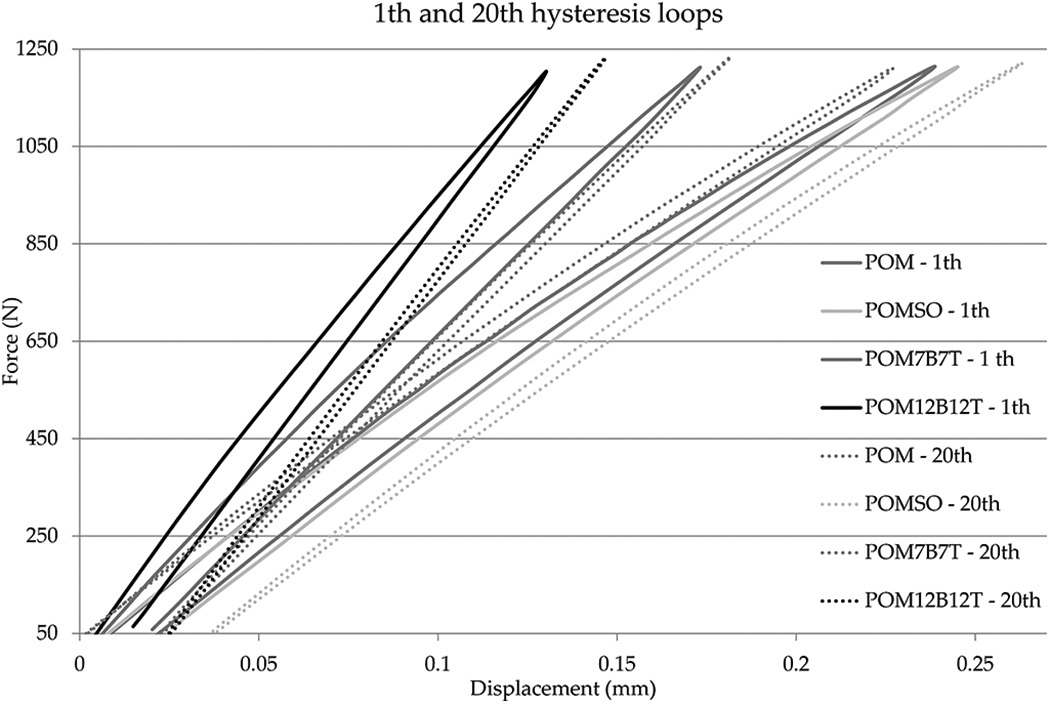
Examples of changes in the position of the first and twentieth hysteresis loop of POM and its composites.
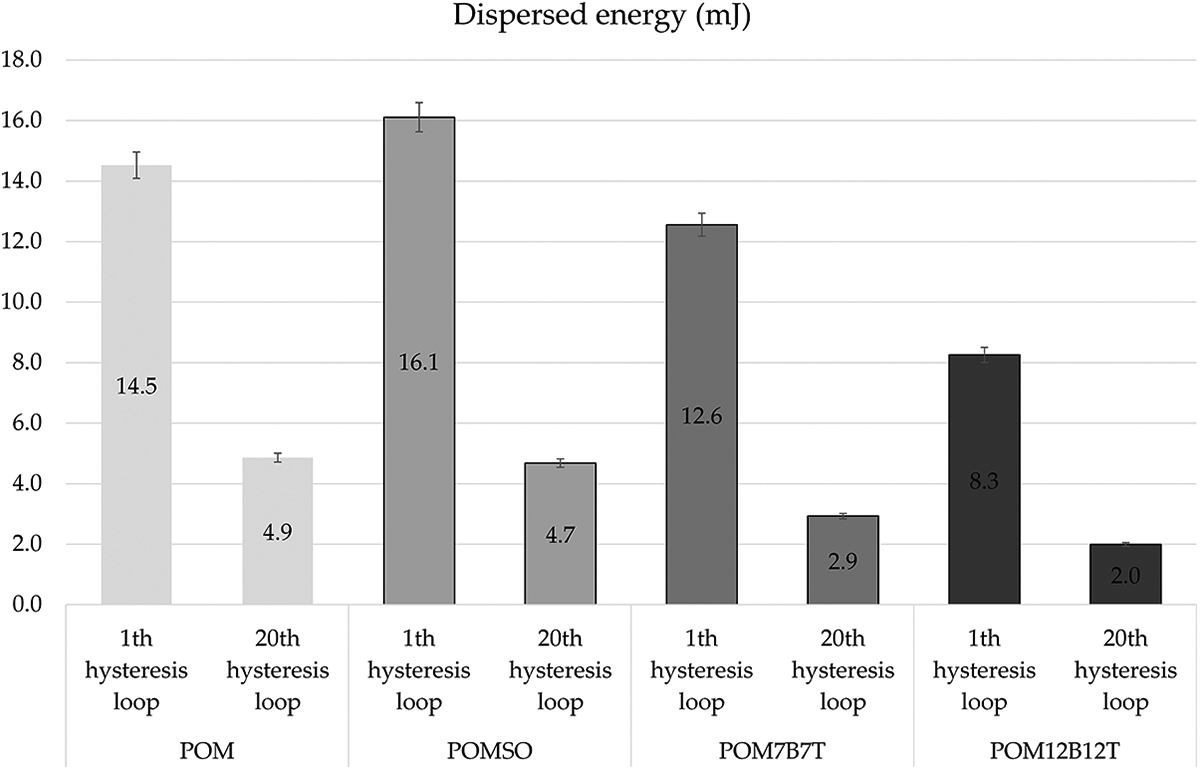
Changes of dispersed energy in relation to neat POM and its composites.
By comparing the energy changes that occur in energy dissipation, a decrease in energy dissipation with increasing fiber content can be seen. It is related to the fact that part of the energy is used to overcome friction forces between the reinforcement and the matrix, which arise during forced deformation. This suggests the need for some plasticizing of the polyoxymethylene matrix, e.g. through the addition of plasticizers, which are aimed at reducing interactions of polar forces (van der Waals), attracts macromolecules to each other, reducing intermolecular friction between them, increasing the free volume in the polymer matrix, lowering Brittleness temperature, which all increase the mobility of macromolecules, increases polymer flexibility, facilitates processing and increases the ability to introduce fillers.The produced composites were subjected to water absorption tests. The study of water absorption in the case of polyoxymethylene is very important, because it is one of the few plastics that absorbs water up to 2%, which of course translates into the possibility of a number of physical and chemical changes and thus the aging processes that effect on material properties. Water can have a positive and negative effect on the material. Very important water interactions on the material include: diffusion of molecules into the material causing its swelling and introduction of tensile stresses between the components of the composite, hydrolysis, matrix plasticization by reducing friction between the components of the composite, breaking or the formation of new chemical bonds between the components. Analyzing the results (Figure 4 and Table 4), it was found that each of the additives caused greater penetration of water into the material, because in the absence of chemical adhesion, the fibers acted as capillaries, transporting water into the material. As the content of ingredients increased, the water absorption increased.
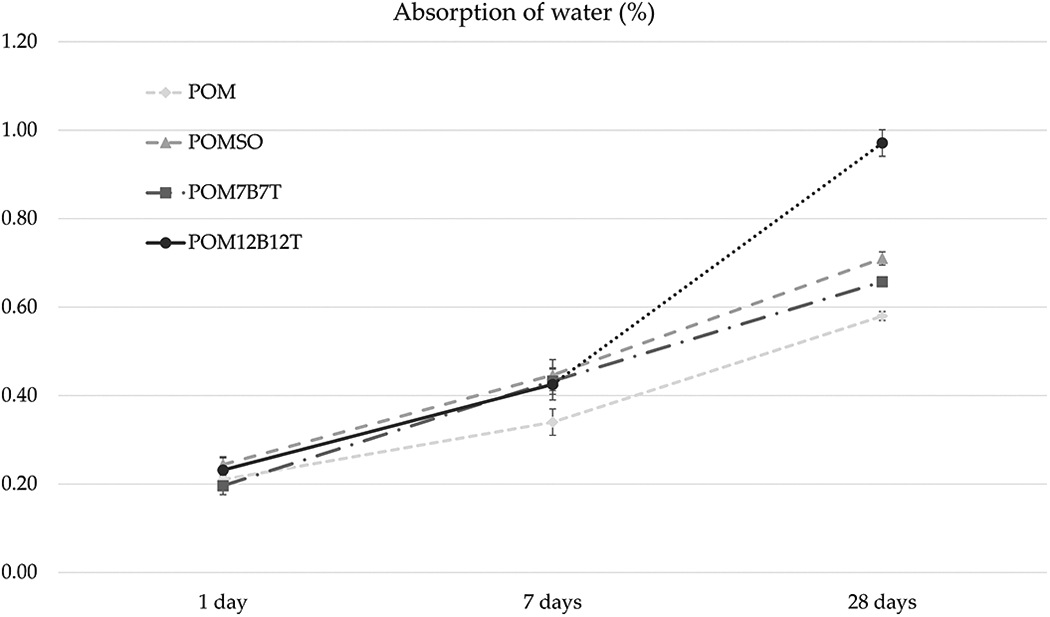
Water absorption of tested materials.
Mechanical properties obtained after 1, 7 and 28 days of incubating samples in water.
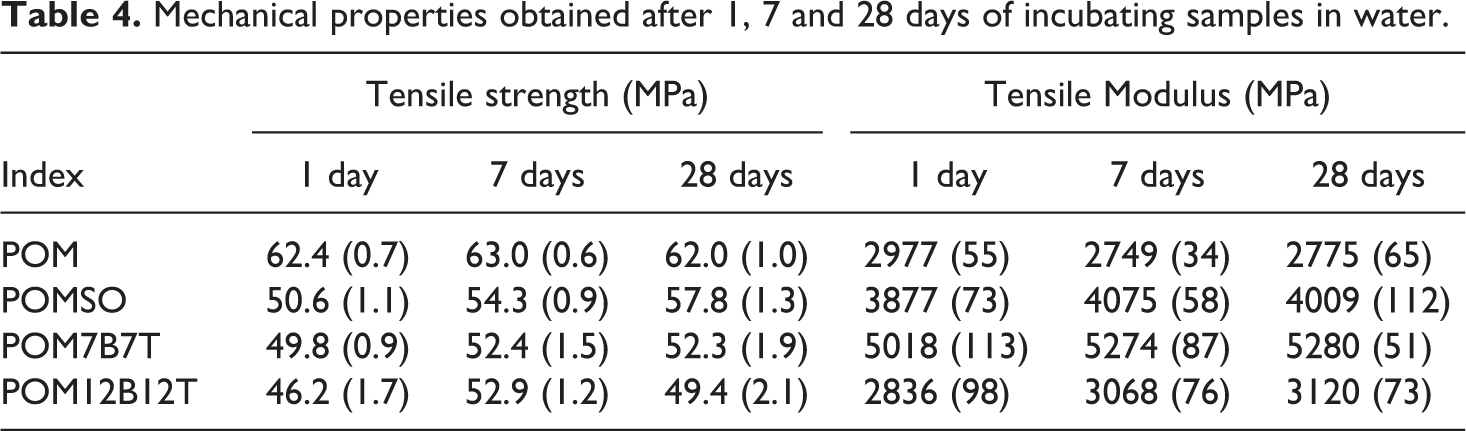
The effect of water on tensile strength, showed that water had a plasticizing effect on the tested materials with basalt fiber and PTFE particles, this is associated with the formation of larger free spaces, and thus easier movement of the polymer chains relative to each other. An interesting thing was the effect of water on the material modified with silicone oil, because this material was characterized by an increase in tensile strength and Young’s modulus with an increase in incubation time, which may suggest the appearance of side chains or so-called cross-linking, or secondary crystallization, resulting in an increase in molecular weight which consequently increased the strength of the material.
The effect of temperature on the change of mechanical properties was also determined. The measurements were carried out at temperatures of −24, 21 and +80°C, which corresponds to the working temperatures of thermoplastics. These studies play an important role due to the relatively high thermal expansion of plastics. The results are shown in Figures 5 and 6. Analysis of mechanical properties at three temperatures showed that the properties at lower temperatures increased quite proportionally, because the glass transition temperature of the polyacetal is about −50° C. The results obtained for the modulus of elasticity and tensile strength tended to decrease with increasing temperature, however, temperature had a greater impact on modulus value than strength, which is associated with the increased mobility of atoms and macromolecules in the material. It should be noted, however, that each additive increased the stability value at elevated temperature.
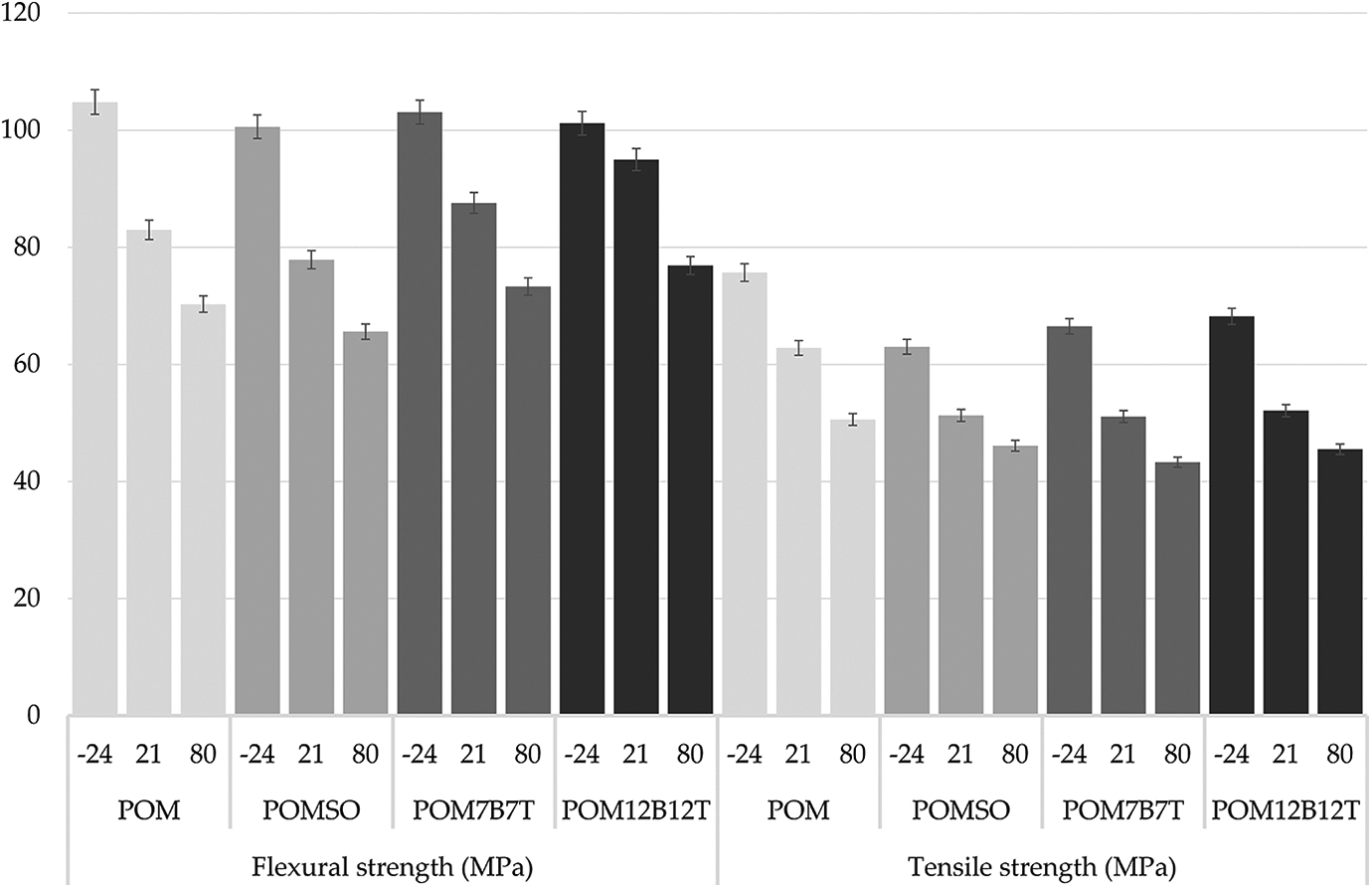
Influence of high range of temperature on mechanical strength.
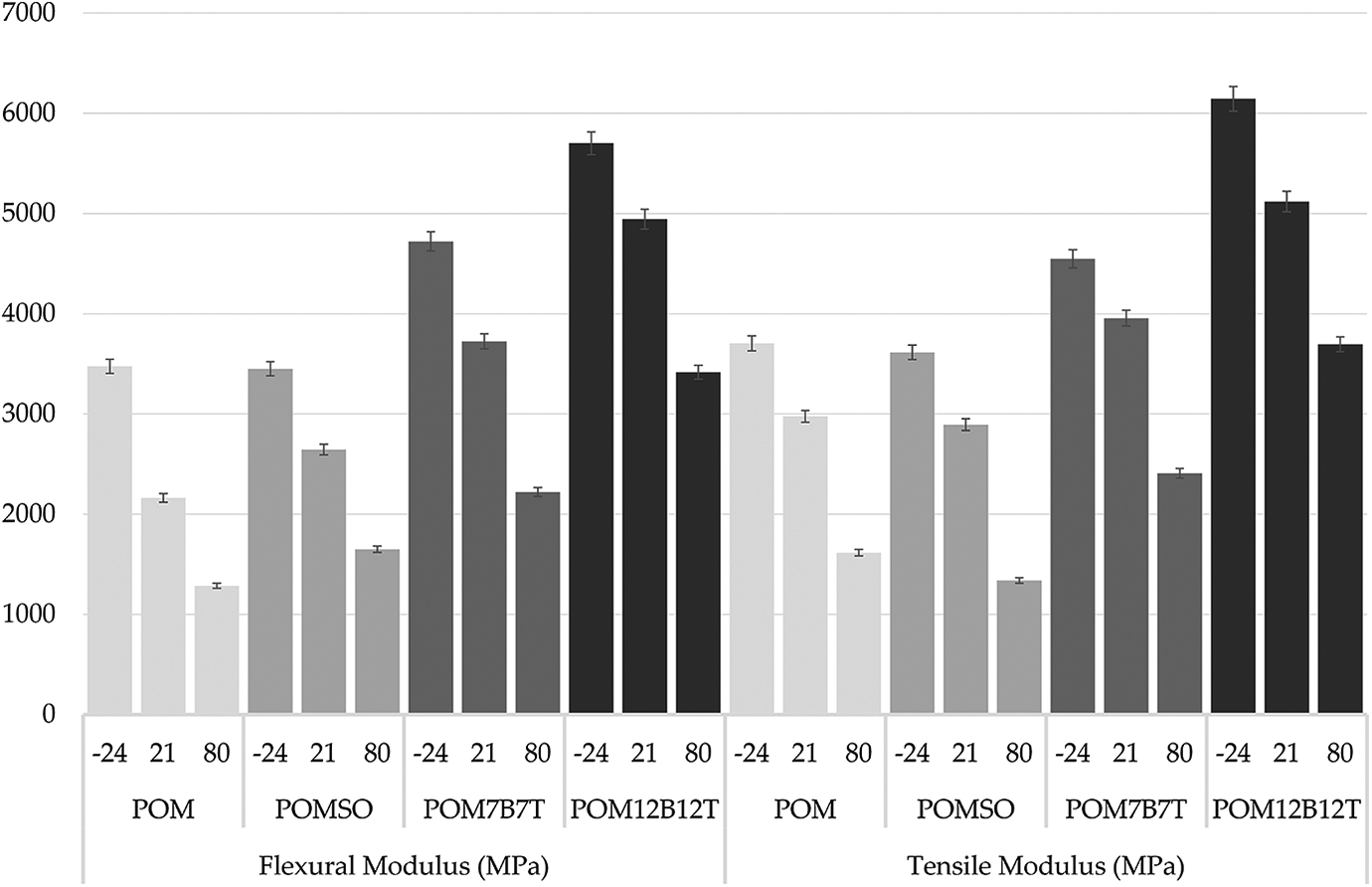
Influence of high range of temperature on stiffness of tested materials.
Tribological investigation
Tribological properties are depend on many factors such as structure of materials, additives and working conditions. Changes in the structure of the composite are related to the chemical composition and the initial structure of the composite. The size of the fillers and their surface have also significant influence on tribological properties. In this paper tribological properties of manufactured hybrid composites were examined. Figures 7 to 9 present comparison of friction coefficients and specific wear rate under different sliding speed for all tested materials.
The basic mechanism of wear of polymeric materials during dry sliding at moderate loads is adhesive wear. This type of wear is influenced by two factors—the amount of work done on the surface of the material, and the internal strength of the sliding interface. The speed of material surface wear depends on the abrasion speed, and later on the formation and replacement of the film layer formed during the friction process. External or internal greases are often used to increase tribological performance. The disadvantage of external lubricants is that they must be topped up or replaced during service life. The use of internal lubricants such as silicone oil eliminates this problem. Silicone oils are released gradually and continuously in the material where it is needed.
Abrasive wear is a decisive wear mechanism in the early stages of the process. The adhesive action gradually develops and the steady state wear process occurs, during which adhesion is the dominant mechanism. The well-known process of shearing surface irregularities is complemented by the formation of strokes and smudges. Transfer foil is formed opposite the surface. The speed of transfer film formation depends on the material and also on the slip conditions.
Figure 7 presents the nature of the curves recorded during the friction coefficient test at a sliding speed of 0.3 m/s. The chart shows a significant reduction in the coefficient of friction for materials modified with silicone oil. In addition, it should be noted that despite of the introduction of fibers into the polymer matrix, the friction coefficient remained unchanged, which is interesting because very often materials that contain short fibers are characterized by a higher coefficient of friction and greater wear during the sliding process. This phenomenon is associated with the removal of the fibers from the matrix, which remain in the friction zone and act as an additional abrasive. This effect was not observed during testing examined materials, which also confirmed the plane nature of the curve registered during the test presented in Figure 7. Similar effect was presented by Wei. Author investigated polyamide hybrid composites with carbon fibers and PTFE particles. Results showed positive hybridization effect on tribological properties. 41
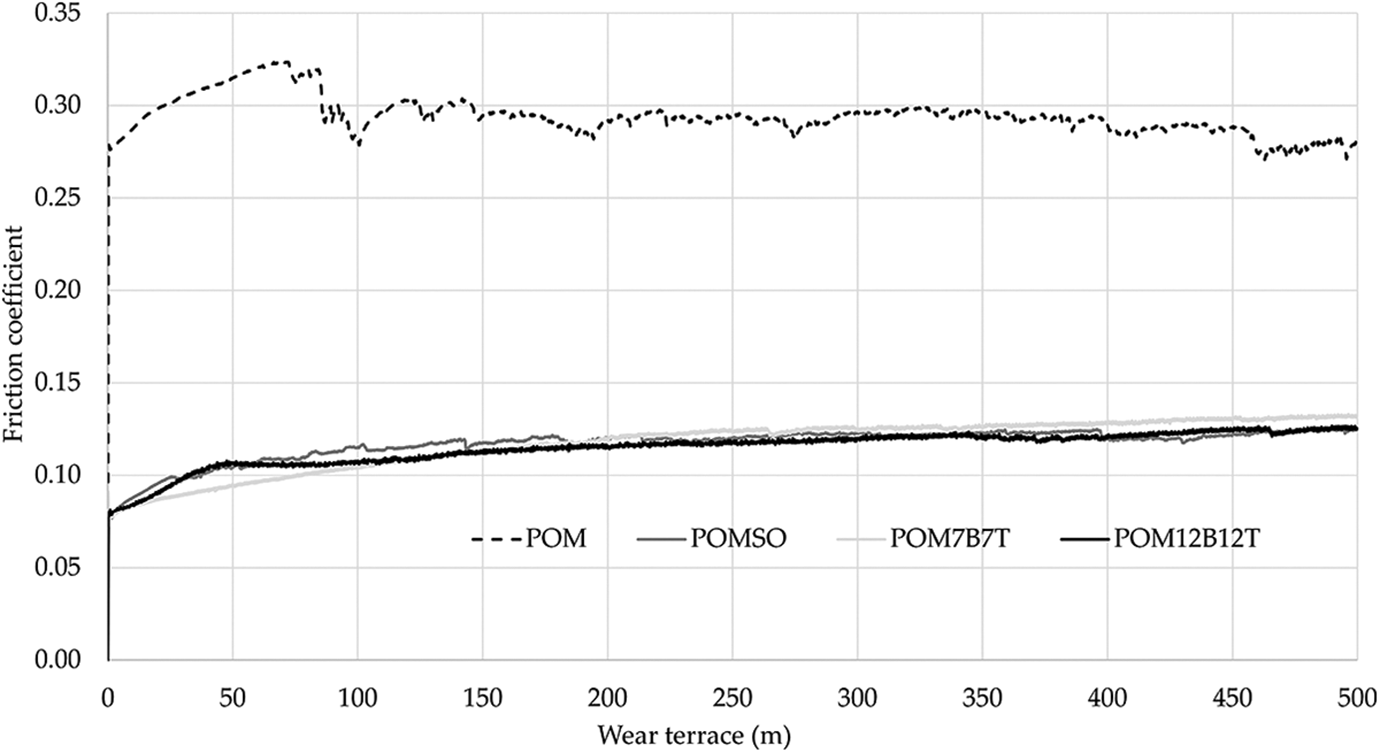
Friction coefficient curves recorded at sliding speed of 0.3 (m/s).
Analyzing the parameters obtained from the tribological tests, the addition of 7% by weight basalt fiber and PTFE did not effect on the coefficient of friction can be noticed, but compared to the material only with silicone addition reduction of specific wear rate can be observed. The increase in fillers content to 12% by weight affected on both the coefficient of friction and wear rate reducing specific wear rate and increasing friction coefficient in comparison with POMSO. This phenomena is related to the PTFE particles. PTFE parts embedded in the plastic matrix create well-lubricating film on the contact area which has a particularly low surface tension. The addition of PTFE reduced the wear rate of cooperating elements but it also caused an extreme decline in strength properties which was widely described by many researchers, for example in.18,32,42 Zhang et al. investigated influence of PTFE particles and fibers on tribological properties. Research proved the positive effect of PTFE additive on friction coefficient and specific wear rate. Composites with the amount of 5 and 15% of PTFE particles or fibers reached friction coefficient between 0.15 and 0.20, while the friction coefficient of neat POM was above 0.27. 39 In this work, the highest coefficient of friction was 0.12, which, according to the authors, is related to the synergic effect of the addition of PTFE particles and silicone oil.
Sliding speed has an influence of both measured properties. As a sliding speed rose the friction coefficient and specific wear rate also raised. The best properties were obtained under sliding speed equal 0,3m/s. Determination of the influence of sliding speed is quite difficult due to the accompanying increase in temperature, which in plastics is of great importance due to the limited thermal conductivity. From the scientific literature there is no definite influence, which is also related to different measurement methods and various test parameters. The change of friction coefficient in polymers at variable sliding speed is determined by rheological properties that are related to the temperature and the influence of fillers addition. Two opposing dependencies are met: it is time-temperature equivalence and the dependence of mechanical properties on temperature. The increase in the sliding speed considered as the load causes an increase in the elastic modulus, whereas the increase in temperature caused by the increase of the sliding speed and low thermal conductivity causes a drop in the elastic modulus, and with the decrease of the module the wear indicator decreases. The influence of the sliding speed is therefore the sum of the opposing effects that can be seen in Figures 8 and 9. Additionally, during friction in the POM surface layer, the spherulites increase in size as the temperature increases, and the value of crystallinity decreases which may increase the coefficient of friction and wear.
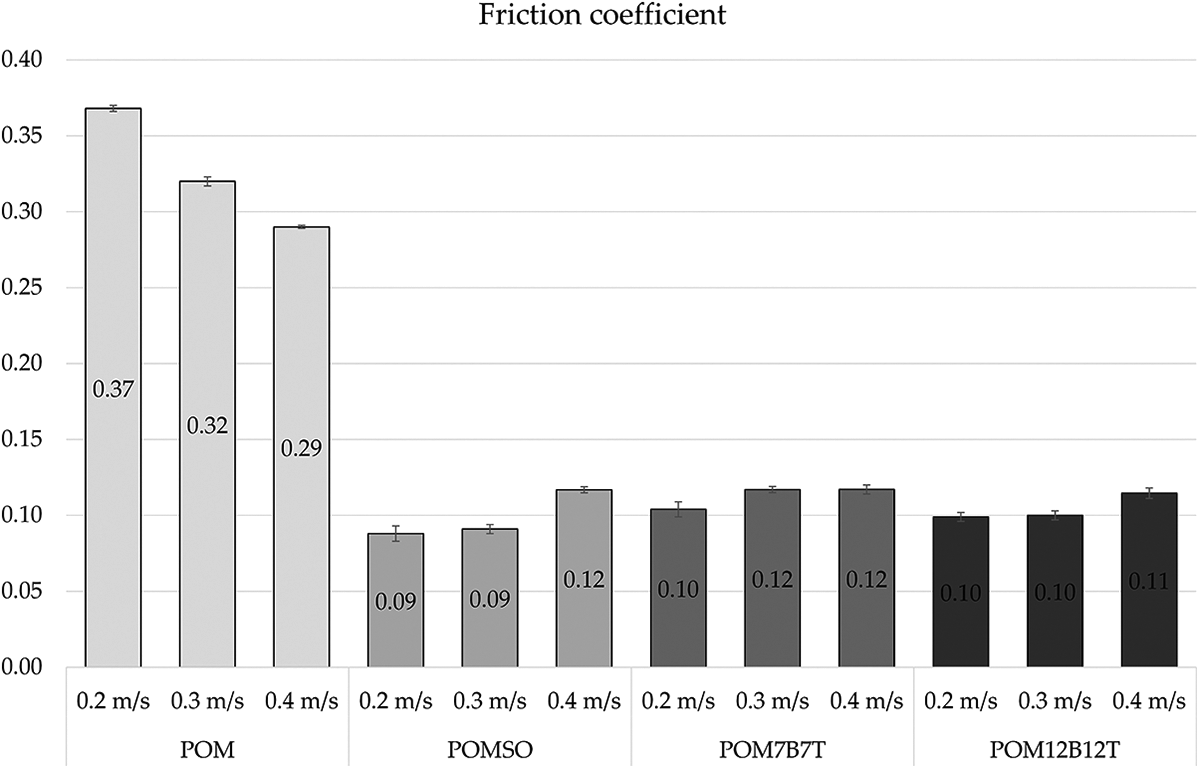
Comparison of friction coefficient obtained at three different sliding speed.
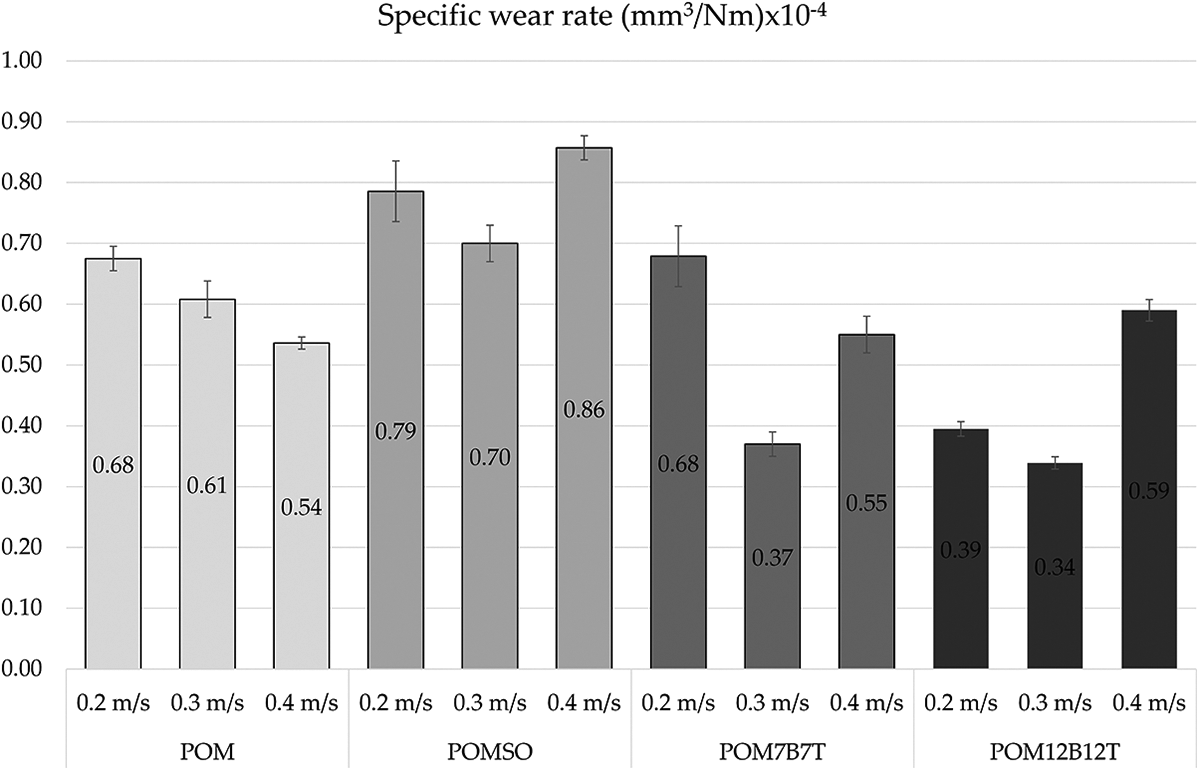
Comparison of specific wear rate obtained at three different sliding speed.
Slightly different results were recorded during the abrasive wear test on the Schopper–Schlobach apparatus. Figure 10 shows the percentage loss in mass for the materials tested.
All tested composites were characterized by a similar weight loss. However, as the filler content increased, abrasive wear also increased. This is due to the wear of the polymer matrix, abrasive wear of the fiber filler and cracking of fibers. The fibers removed from the composite matrix and remaining in the frictional area act as loose abrasive on both cooperating surfaces which it contributes to its increased wear.
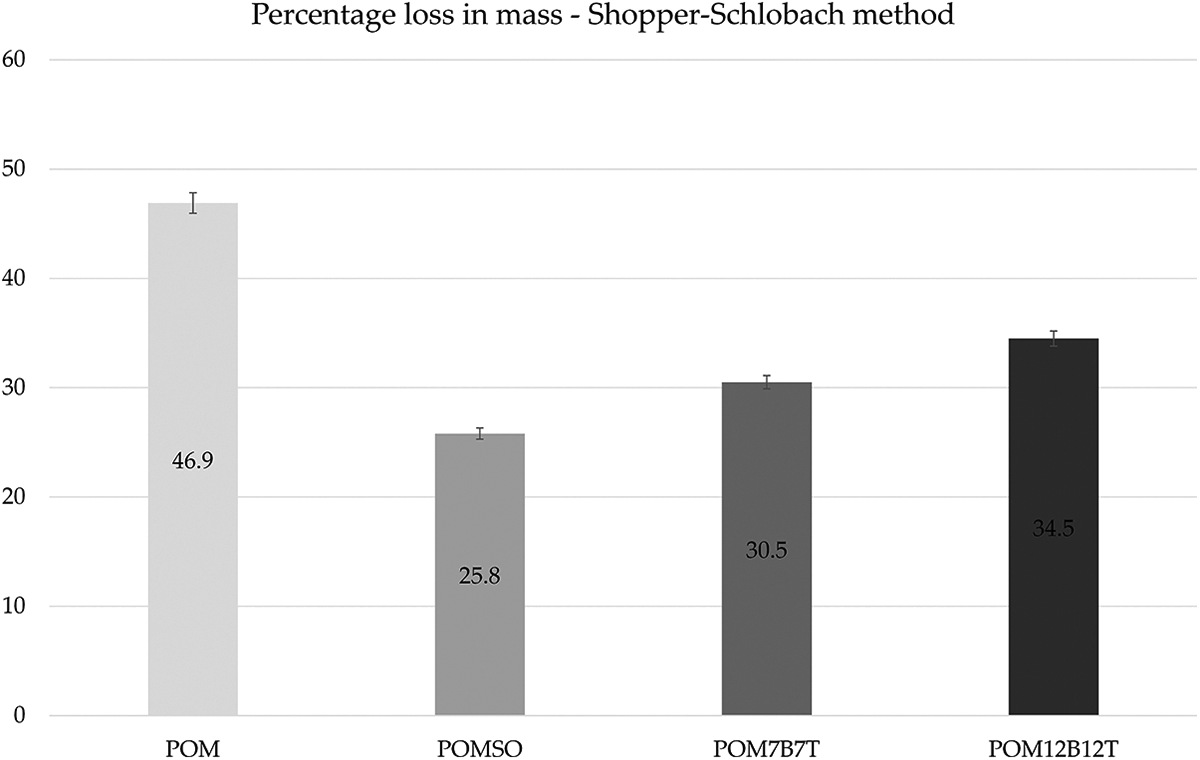
Wear rate of tested materials obtained from Schopper–Schlobach method.
Structural investigation
Figures 11 and 12 show the breakthrough recorded after the static tensile test. Lower magnification shows distribution of the additive in the polymer matrix, and the higher magnification shows the interfacial region between two phases with more details. In the microstructure images microparticles of silicon oil (black holes with a diameter about 1–2 μm) can be observed as well as basalt fibers with diameter about 18 µm which are evenly distributed with random orientation in the polymer matrix. It is possible that addition of silicone oil let to increase homogenization of other fillers in polyoxymethylene matrix. There are some holes observed on the fracture surfaces because of the fiber pullout, that indicates both the fiber pullout and fiber breakage are predominant mechanisms for the reinforcement of POM with basalt fiber. Moreover, the surface of basalt fiber looks smooth, and the polymer matrix does not wrap around the fiber which points to a moderate interfacial adhesion between the matrix and fibers. To quantify the adhesion force is relatively difficult, however, noticeable two opposing effects like cracking of the fibers and the pulling effect may be explained by the action of the silicone oil and PTFE particles. Additives improving tribological properties may act similarly to plasticizers, which weaken the intermolecular interactions of polar forces (van der Waals), reduce the processes of intermolecular friction between themselves and between components, increase the free volume in the polymer matrix, which increases the mobility of macromolecules, and the flexibility of the polymer and thus weakens the adhesion between the fiber and the matrix causing pulling out effect. 43 Figure 11(c) and 11(d) show microstructure of composite with silicon oil, Figure 12(a) and (b) present microstructure of composites with 5/7.5/7.5 wt% silicon oil/basalt fiber/PTFE, while Figure 12(c) and (d) display microstructure of composites with 5/12.5/12.5 wt% of silicon oil/basalt Fiber and PTFE particles content.
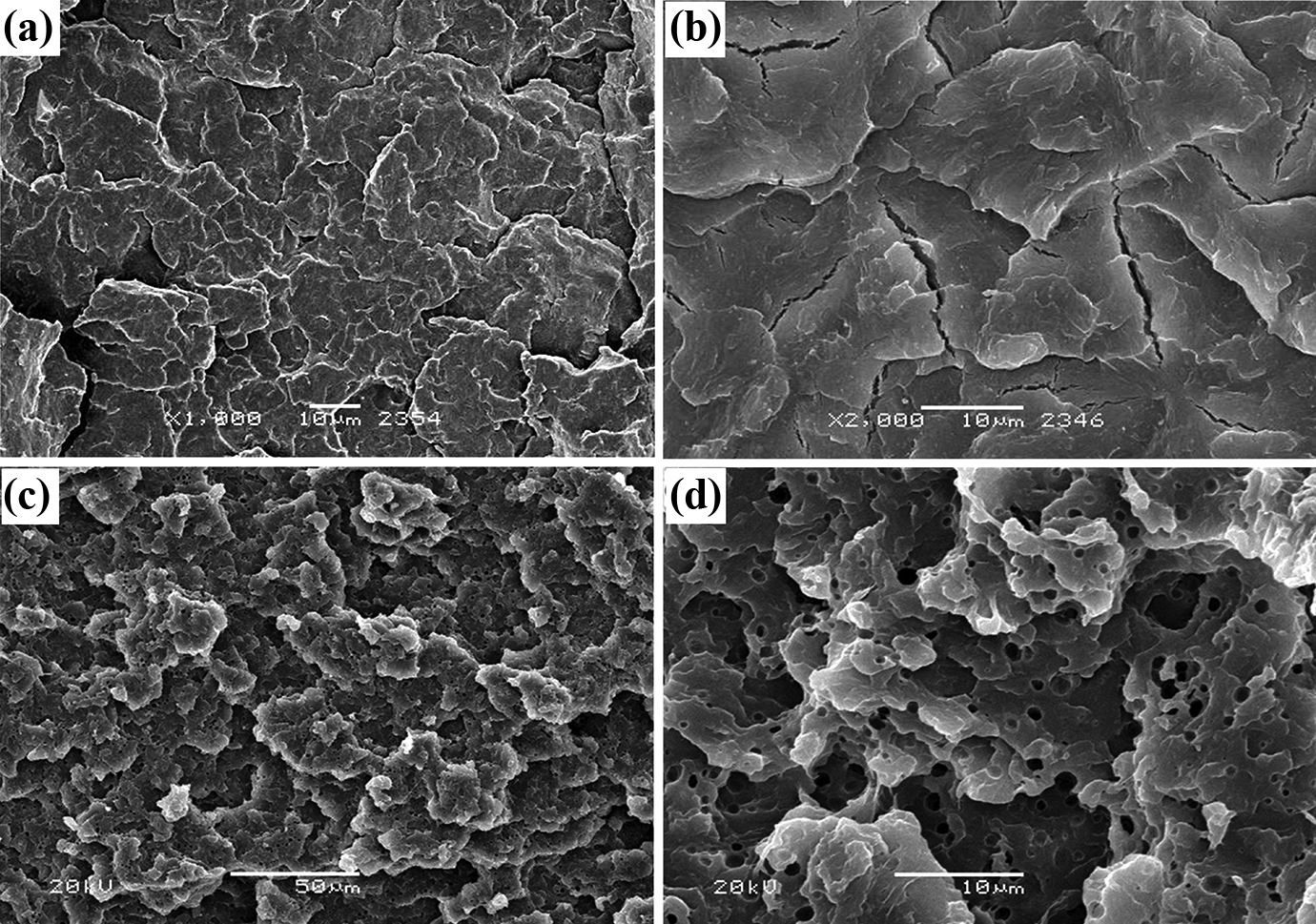
SEM microscopic images of POM and its composites (a) and (b) neat POM, (c) and (d) POM with silicon oil.
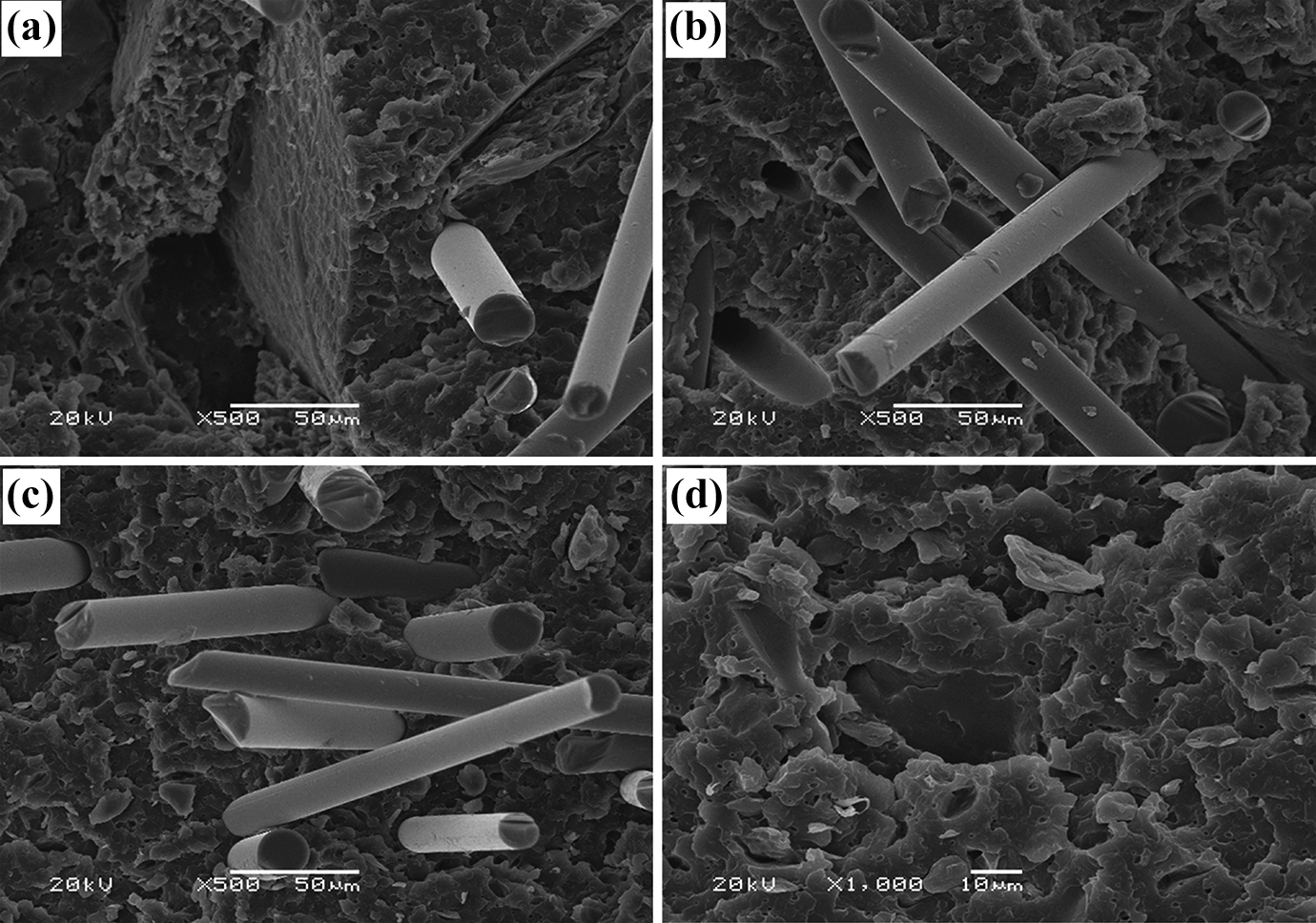
SEM microscopic images of POM composites (a) and (b) POM with 7.5 wt% of BF/PTFE, (c) and (d) POM with 12.5 wt% of BF/PTFE.
Conclusions
The conducted research allowed to determine the mechanical properties of the hybrid composites based on polyoxymethylene modified by silicone oil. Both the static tensile test and the static bending test provided information on the basic strength parameters, which enabled further mechanical analysis. The mechanical properties of the examined composites showed that the addition of fillers caused a decrease of the tensile strength, but properties such as flexural strength, flexural and tensile modulus increased while the fillers content increased. It is worth to notice that polymer matrix was modified with silicone oil already to increase a tribological properties. Mechanical hysteresis loops displayed that composition with silicon had the highest elastic energy and dispersed energy from the all tested composites. Addition of basalt fiber and PTFE reduced specific wear rate in comparison with POMSO. Abrasive wear estimated by test on the Schopper–Schlobach apparatus illustrated that all tested composites were characterized by a similar weight loss. All obtained results indicated that hybrid composites with a small amount of PTFE/BF modified by silicone oil have excellent tribological properties while maintaining high strength properties. Hybrid composites based on POM reinforced with basalt fibers let to produce lightweight application with low coefficient of friction and higher strength. These kinds of materials can be used for example on friction nodes in ultralight electric cars.