
Abstract
The rheology of the polymer matrix plays a crucial role in determining the quality of thermoplastic laminates. To highlight this aspect, we prepared laminates based on polyamide 11 (PA11), a bio-based matrix with tricky rheology, and basalt fiber fabrics. The PA11 viscosity rapidly increases over time due to degradation phenomena. Samples were prepared by two procedures differing in terms of duration and intensity of the hot compaction step. Morphological analyses revealed that the fast procedure ensures a better impregnation of the fabrics, with a substantial reduction of the volume of voids (1%, against 9% of the slow procedure). This reflects in considerable increases of the flexural modulus (ca. + 20%) and strength (ca. + 60%) and a significant reduction the extent of impact damage. This study provides useful guidelines for a correct selection of the processing parameters based on the knowledge of the rheological behavior of the polymer matrix.
Introduction
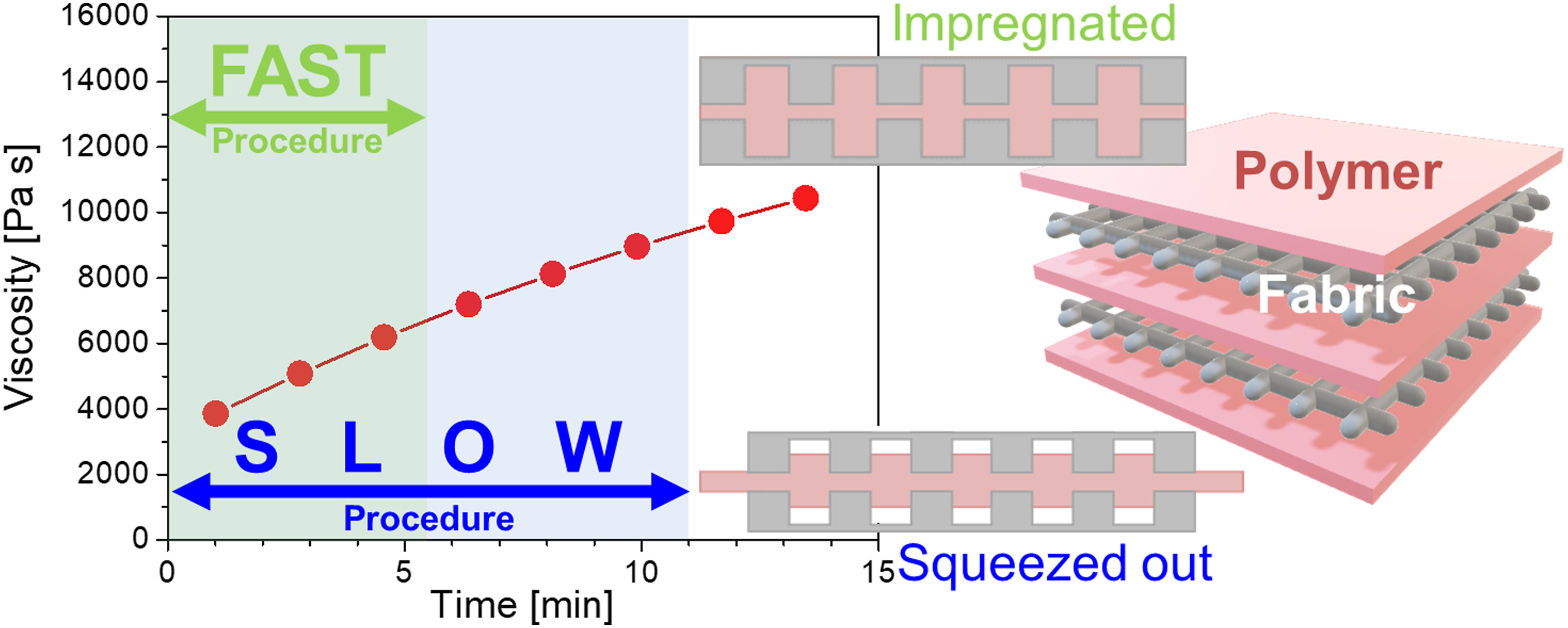
Thermoplastic laminates (TLs) are composite materials made by stacking layers of fibers and thermoplastic polymer and compacting them to get the desired thickness and strength.1,2 Compared to other lightweight structural materials, TLs are receiving a great deal of interest in different industrial sectors due to high specific stiffness and strength, excellent fatigue resistance, and good corrosion resistance.3,4 They also offer numerous advantages over their thermoset counterparts because of their toughness and practically unlimited shelf-life of the raw materials. 5 Several techniques can be used for the manufacturing of TLs.6,7 One of the simplest methods is “film stacking,” which consists in superimposing polymeric films and fiber fabrics and compacting the resulting stack above the melting temperature of the polymer using a hydraulic press.8–11 The key parameters of film stacking are temperature of the mold, pressure, and duration of the compaction, and their correct definition is crucial for the success of the process.12–14 TLs with good mechanical performances are only obtained when the molten polymer permeates the fiber fabrics fillings all the voids and producing a fully consolidated laminate. This ensures an efficient stress transfer from the matrix to the fibers, and the absence of stress concentrators such as (micro)voids further strengthen the TL. The ability of the molten polymer to permeate the fabrics is dictated by the structure of the fabric, which defines the length scales over which the flow of the polymer takes place. In general, two main dimensions can be identified: the gap between fiber bundles of weft and warp (“inter-bundle porosity”), and the tiny space between contiguous fibers in the single bundle (“intra-bundle porosity”). Inter-bundle flow occurs first and is easier, ensuring the elimination of large-scale dry spots. After this step, intra-bundle flow starts to occur. This process is more difficult because of the very small gaps through which the polymer must penetrate.15,16 Nonetheless, intra-bundle flow is extremely important as it eliminates micro-porosity and enhances the quality of fiber-matrix stress transfer. The high viscosity and complex rheological behavior of thermoplastic matrices make difficult to achieve full impregnation of the fabrics. This is especially true in case of tightly knit fabrics and/or high fiber volume fractions,17–19 or in case of fibers that promote matrix degradation. 20 Scarce fiber-matrix affinity further complicate the delicate impregnation phase, making necessary chemical treatments of the fibers or functionalization of the matrix to enhance the interfacial adhesion.21–23 The processing challenges related to the high viscosities of thermoplastic polymers could discourage the use of this class of matrices , 24 and focused studies to tackle this issue are particularly desirable. In this context, a good starting point to describe fabric impregnation is the Darcy’s law, which expresses the flow of a fluid through a porous medium.25–29 Applying this law to the case at hand, the volumetric flux of polymer permeating the reinforcing fabric can be explicitly correlated to the polymer viscosity and the applied pressure. This allows highlighting the key-role of the processing parameters, which are often left to the operator’s experience when instead a conscious design of the molding cycle could allow saving time and money. The present study goes in this direction, focusing on the key-role of polymer rheology. TLs based on bio-derived polyamide 11 (PA11) reinforced with woven basalt fiber fabrics were selected for this purpose. The use of a biopolymer complies with the need of replacing petroleum-derived polymer matrices with lower environmental impact alternatives. 30 More importantly, PA11 exhibits a peculiar rheological behavior that enabled us to highlight how changes in the matrix viscosity during the process can compromise impregnation. This was proved by comparing laminates obtained through two different molding cycles, one “slow” and the other “fast.” The latter ensured better impregnation due to the peculiar degradation mechanism of PA11, which experiences a rapid growth of viscosity over time. As a result, the laminate prepared with the fast procedure exhibits superior mechanical response in both static and impact tests.
Experimental
Materials
PA11 (Rilsan® P40TL, kindly supplied by Arkema S.A., Puteaux, France) was used as the matrix. It has density ρ = 1.04 g cm−3 and melt flow index MFI = 4.06 ± 0.61 g/10 min at 235°C/2.16 kg. PA11 is a semicrystalline polymer with melting temperature T m = 195°C (offset of melting peak from differential scanning calorimetry). 19 A plain weave fabric based on woven basalt fibers (Incotelogy, GmbH) was used as reinforcement. It has surface weight of 210 g m−2, nominal thickness of 0.19 mm, and yarn count of 10 ends cm−1 in warp and 9.5 ends cm−1 in weft.
Preparation of the composite laminates
85 μm-thick films of PA11 were extruded and calendared using a flat die extruder (mod. Teach-Line E20T by Collin GmbH, Ebersberg, Germany) equipped with a calender (mod. CR72T by Collin GmbH, Ebersberg, Germany). The polymer was dried in a vacuum oven at T = 70°C overnight before extrusion. The process was conducted at a screw speed of 60 rpm setting the following temperature profile: 170–210–220–220–200°C. Afterward, composite laminates were obtained by film stacking using a hydraulic press (mod. P400E by Collin GmbH, Ebersberg, Germany). Twenty plies, each consisting of a layer of basalt fabric placed between two PA11 films, were superimposed and compacted following two molding procedures described in the Design of the Molding Cycles section.
Characterization
Rheological tests were performed using a stress-controlled rotational rheometer (mod. AR-G2 by TA Instruments) in parallel plate geometry (plate diameter 25 mm). The time evolution of the complex viscosity,
The cross-section of specimens was inspected with a field emission Scanning Electron Microscope (Hitachi TM 3000 SEM) operating in high vacuum conditions at the voltage of 20 kV. The specimens were sputter coated with a thin layer of a gold-palladium alloy prior to SEM observations. The cross-section area of the bundles, assumed as elliptical, was measured using the open source ImageJ software. About 50 bundles per sample were measured to get average values.
Three-point bending tests were carried out according to ASTM D790 using a universal testing machine (MTS Alliance RT/50) equipped with a load cell of 50 KN. Measurements were carried out at room temperature with a span length of 70 mm and a constant crosshead speed of 1.7 mm/min, monitoring the behavior of composites up to a strain of 3%. Flexural stress (σ) and strain (ε) were evaluated according to the following equations


Impact tests were carried out by a falling weight machine (Ceast Fractovis Mk4). Complete penetration measurements were performed by setting impact energy U = 200 J to collect the entire load-displacement curves. This enabled us to gain information about their dynamic response under low-velocity impact events. Further indentation measurements were conducted at lower energy levels (U = 10, 20, 30 J) to study the beginning and the evolution of involved damage phenomena. Practically, rectangular specimens (100 x 150 mm) cut with a diamond saw from the original panels were centrally loaded by an instrumented cylindrical impactor with a hemispherical nose (diameter 19.8 mm). Tests were conducted using an impactor with a mass equal to 3.640 kg placed at fixed heights to obtain each selected impact energy. Three independent tests were performed in each condition.
Results and discussion
Permeation of the polymer into a reinforcing fabric during film stacking
In a film stacking process, the permeation of a thermoplastic matrix into the fabrics can be depicted as a diffusion process through a porous medium.
25
The Darcy’s law models this phenomenon for Newtonian fluids, but it can be simply readapted to non-Newtonian polymers by introducing a temperature- and shear rate-dependent effective viscosity

PA11 exhibits a complex rheological behavior characterized by viscosity dependence on both shear rate and time. The latter dependence is due to degradative phenomena, which cause a progressive increase of η due to post condensation reactions.
32
We look at the time evolution of the complex viscosity η*, which can be confounded with η by invoking the Cox-Merz rule.
33
The latter, which was proved to apply for PA11 (see Section S1 in the Supporting Information), predicts that η
The time evolution of η*
10
is shown in Figure 1 at three different temperatures. Time evolutions of the complex viscosity of PA11 at 10 rad s−1 for three temperatures. Lines are second-degree polynomial fittings to the experimental data.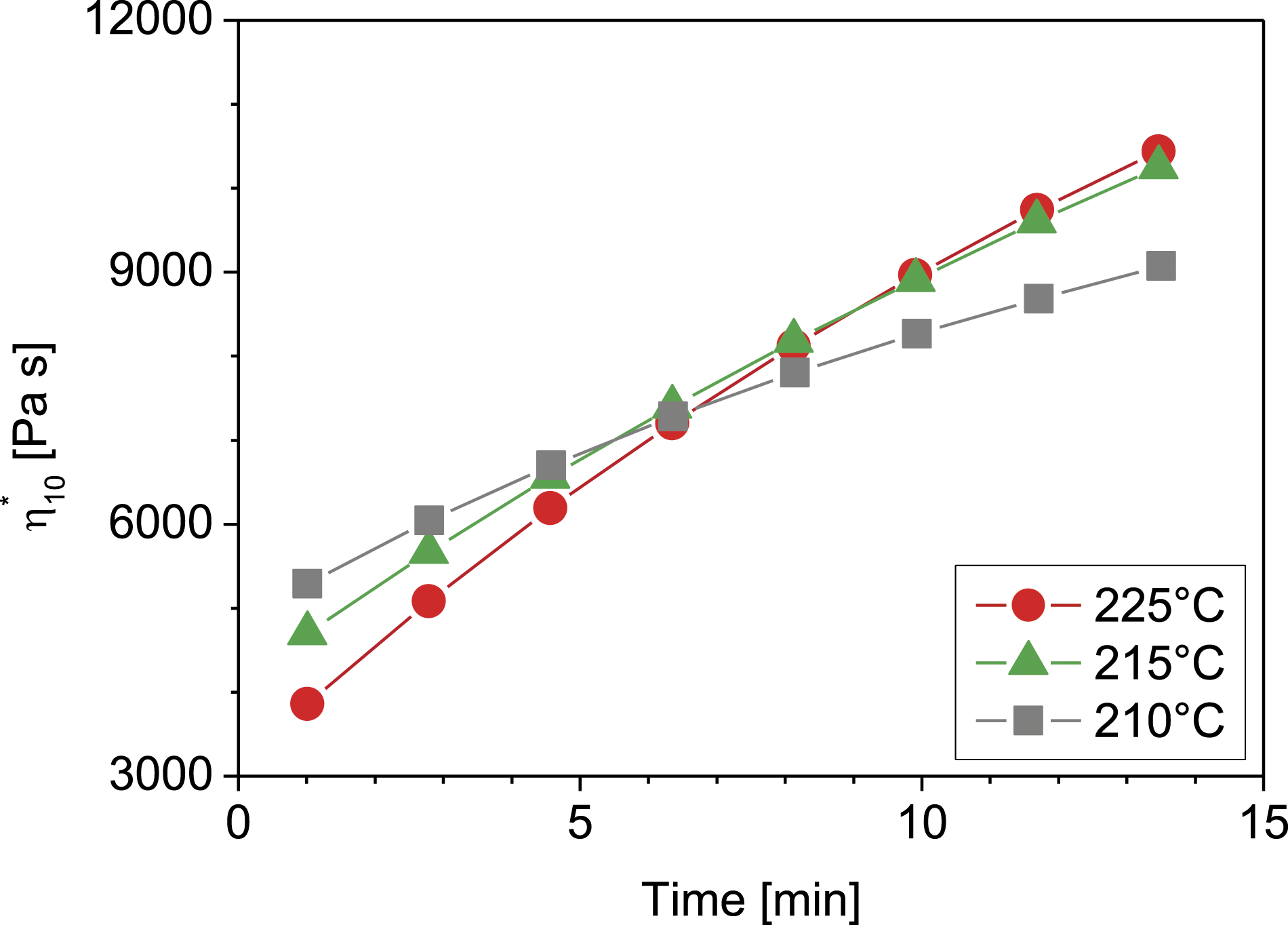
In the earliest stage of tests, the viscosity decreases with temperature as expected for thermoplastic polymers. Nevertheless, since the grow rate of the viscosity due to degradation increases with temperature, the curves cross each other and, after ∼7 minutes, the temperature dependence of viscosity reverses. According to equation (3), the higher the viscosity, the lower the penetration rate of the polymer in the reinforcing fabrics. To preserve low viscosity and favor fabric impregnation, temperature, duration, and pressure of the various steps to realize the laminate must be properly designed. Two molding cycles were hence defined to highlight the relevance of the processing parameters to obtain high-performing thermoplastic laminates.
Design of the molding cycles
The film stacking process can be divided in two phases: the melting phase, needed for the polymer sheets to reach the melting temperature; the impregnation phase, during which the molten polymer permeates the fabrics driven by the applied pressure. Being interested in minimizing the overall duration of the manufacturing step, the minimum duration of these two phases must be sought.
The first step consists in defining the processing temperature. We decided to work at T = 225°C since a high temperature accelerates the melting of the polymer and ensures low viscosity in the early stages of the impregnation phase (see Figure 1). Once the temperature has been set, the single phases can be analyzed separately to quantify their durations.
The minimum duration of the melting phase, t
melt
, corresponds to the time needed to reach T
m
in the coldest point of the laminate. If, as in our case, the latter is symmetric and the plates of the press are set at the same temperature, the coldest point is at the center of the laminate. Practically, t
melt
can be obtained by solving the energy equation
35

Now we consider the impregnation phase. In most of the cases, the molding cycle of TLs (i.e., the temperature and pressure history) is presented as the result of a pre-optimization phase and can last up to tens of minutes.37–39 Here, being interested in comparing the effect of the process, we designed two molding cycles, named “fast” and “slow” (see Figure 2). Pressure (solid line) and temperature (dash line) history of the molding cycles for the fast (a) and slow (b) procedure. Gray and light red area indicate the melting and impregnation phase, respectively. The growth of viscosity (circles) during the process is also reported (same data as in Figure 1).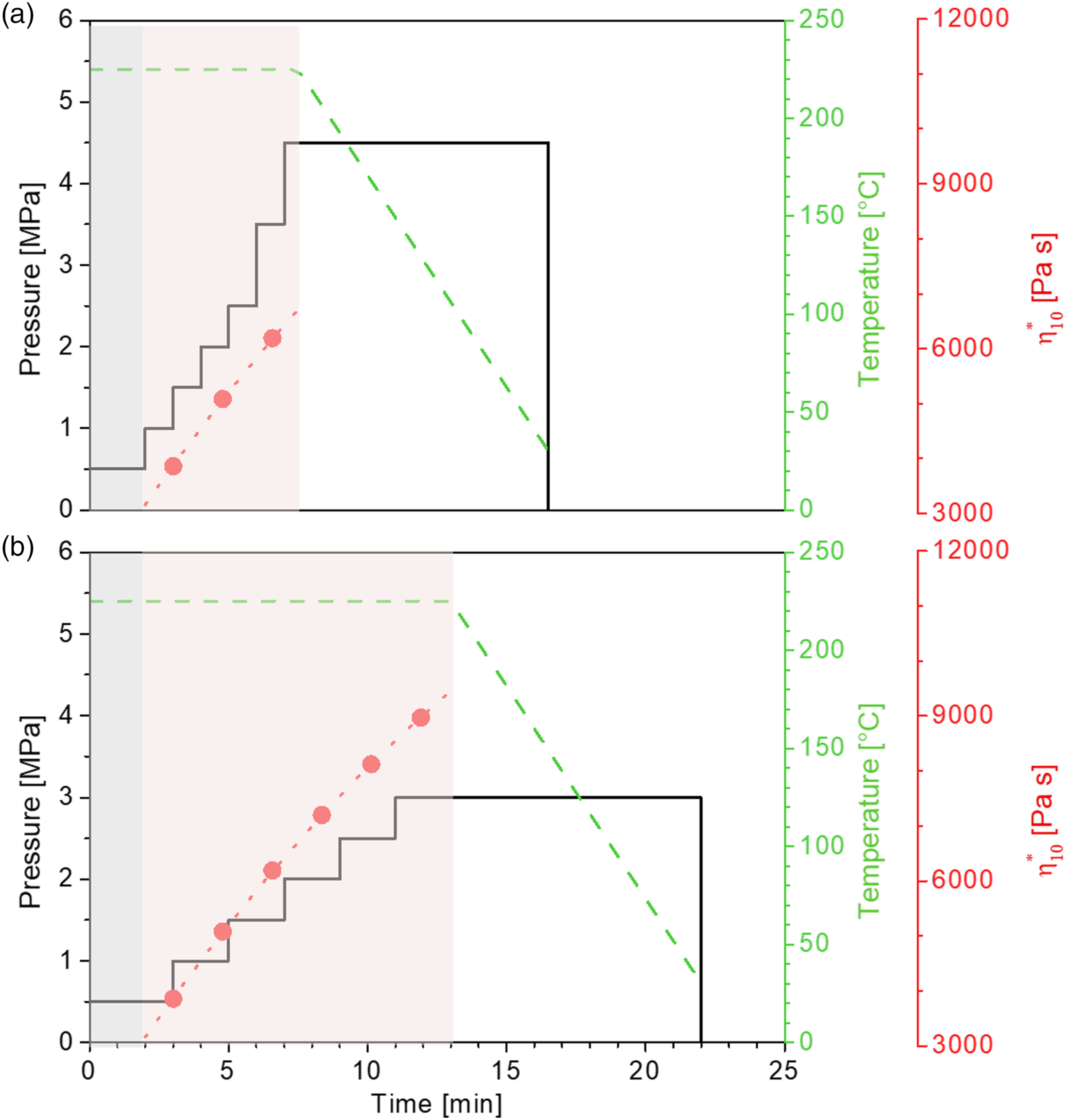
The fast procedure was defined to meet two criteria: (i) keeping the polymer viscosity as low as possible by reducing the duration of the cycle; (ii) applying the highest possible pressure without causing misalignment of the fabrics. Once the pressure history has been defined, the nominal penetration length of the polymer into the fabric, L
p
, can be computed from equation (3) as


This allows to account for the growth of the viscosity during hot compaction. The function
This allows for a meaningful comparison between the samples prepared via the two procedures, enabling us to highlight the role of the matrix viscosity: the fast procedure applies high pressure at short times, that is, when the polymer viscosity is low; with the slow procedure the laminate is compacted at lower pressure and for longer times, suffering from the growing viscosity of the matrix.
Fabric impregnation
Thickness of the laminates and percentage volumes of matrix, fibers, and voids.
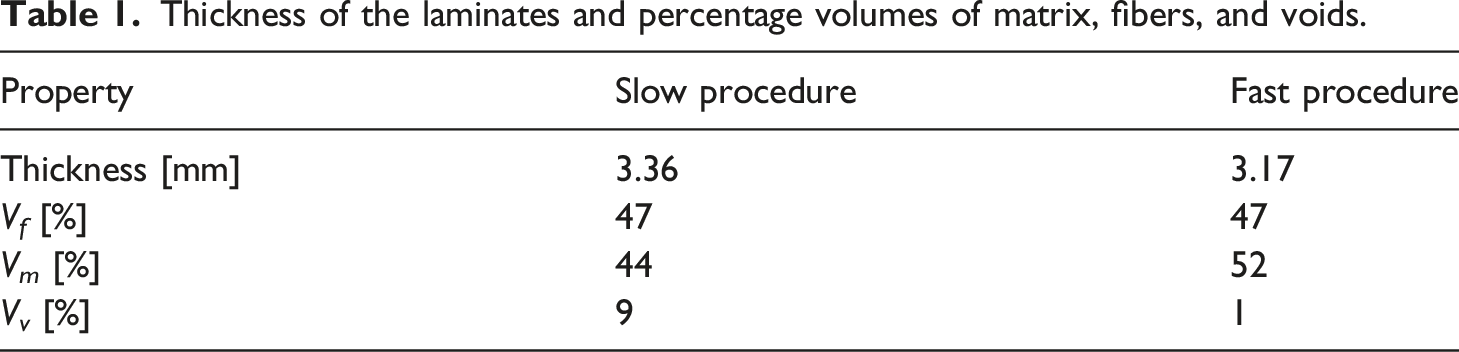
Although the two procedures lead to laminates with comparable thickness, significant differences emerge in terms of volumes of their constituents. The samples have the same volume of fibers, but the slow procedure results in a higher volume of voids. The latter are the most harmful defects in laminates and should not exceed 1 vol% in order not to compromise mechanical properties.40–43 This goal is achieved with the fast procedure, while a worst fiber impregnation occurs with the slow procedure because of the higher viscosity of the matrix. Keeping in mind the comparable thickness of the laminates, it is possible that a fraction of polymer has been planarly squeezed out from the edge of the laminate produced with the slow procedure without penetrating the tiny space within fiber bundles. To verify this picture, SEM analyses were performed on the cross-section of the laminates. Representative micrographs are shown in Figure 3. Cross-section of the sample prepared with the fast (a) and slow (b) procedure.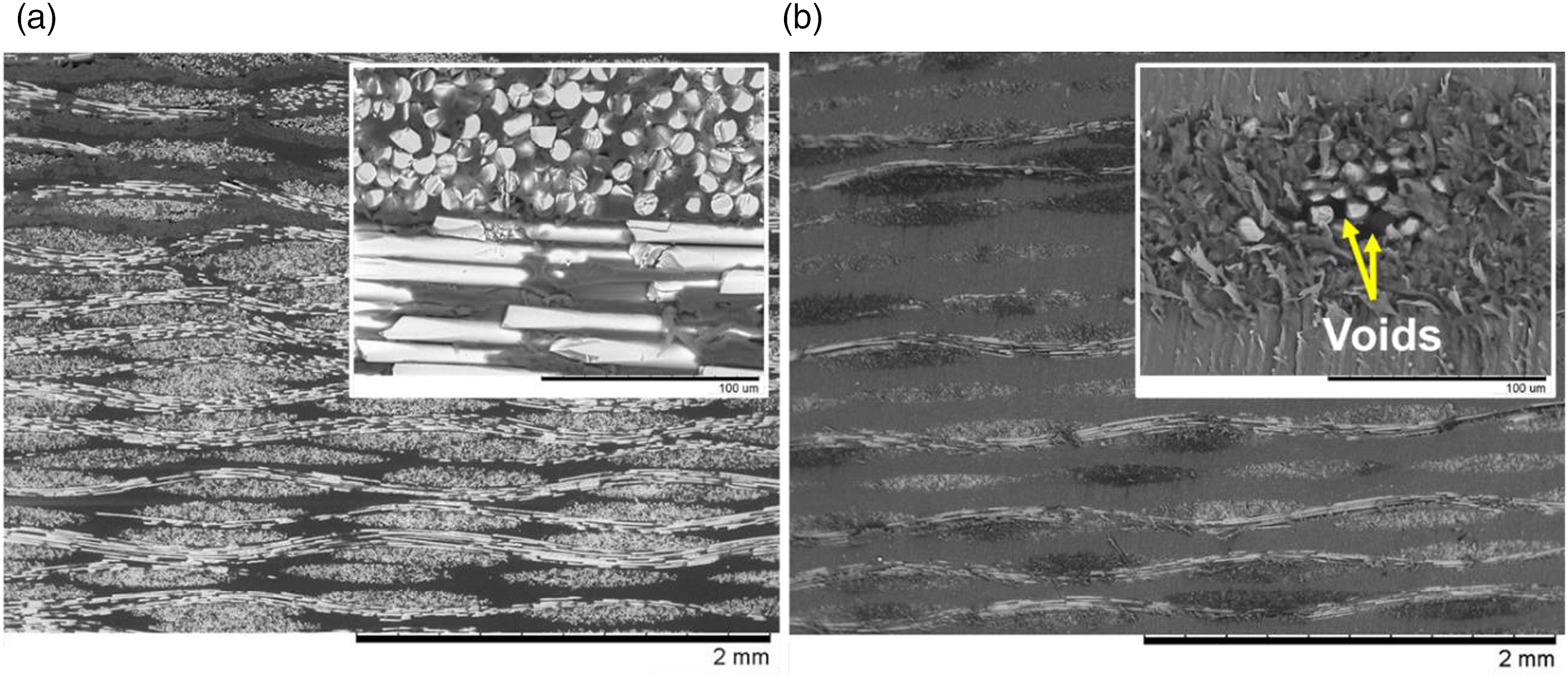
The fabric used as reinforcement is constituted by bundles of individual basalt fibers (yarns) crossed at right angles (warp and weft) to form an interconnected network. Pores and channels exist among the yarns, where the polymer flows through (inter-bundle porosity). A second sub-domain to be filled is the tiny space between individual fibers within the single yarn (intra-bundle porosity). 44 Basalt warp and weft appear as bright threads and dots in the SEM micrographs. The polymer is dark and fills in the space between the fabrics, but differences emerge when looking inside the bundles: voids are clearly visible in the laminate realized with slow procedure (see inset of Figure 3(b), while the polymer wets the individual basalt filaments in the one obtained by the fast procedure. Another indirect indication of better impregnation of the latter sample is the swelling of the yarns due to the inter-bundle penetration of the polymer, which was quantified by image analysis of several SEM micrographs. The average cross-section areas of the bundles in the fast procedure sample is ∼73 ± 10 µm2, that is, ∼25% larger than that in the slow procedure one. It can be hence concluded that the worst impregnation attained in the slow procedure sample is mainly due to the incapacity of the high viscosity matrix to penetrate the intra-bundle porosity. As discussed in the next section, the uncorrect definition of the processing parameters during laminate manufacturing reflects in a drop of mechanical performance.
Flexural and impact properties
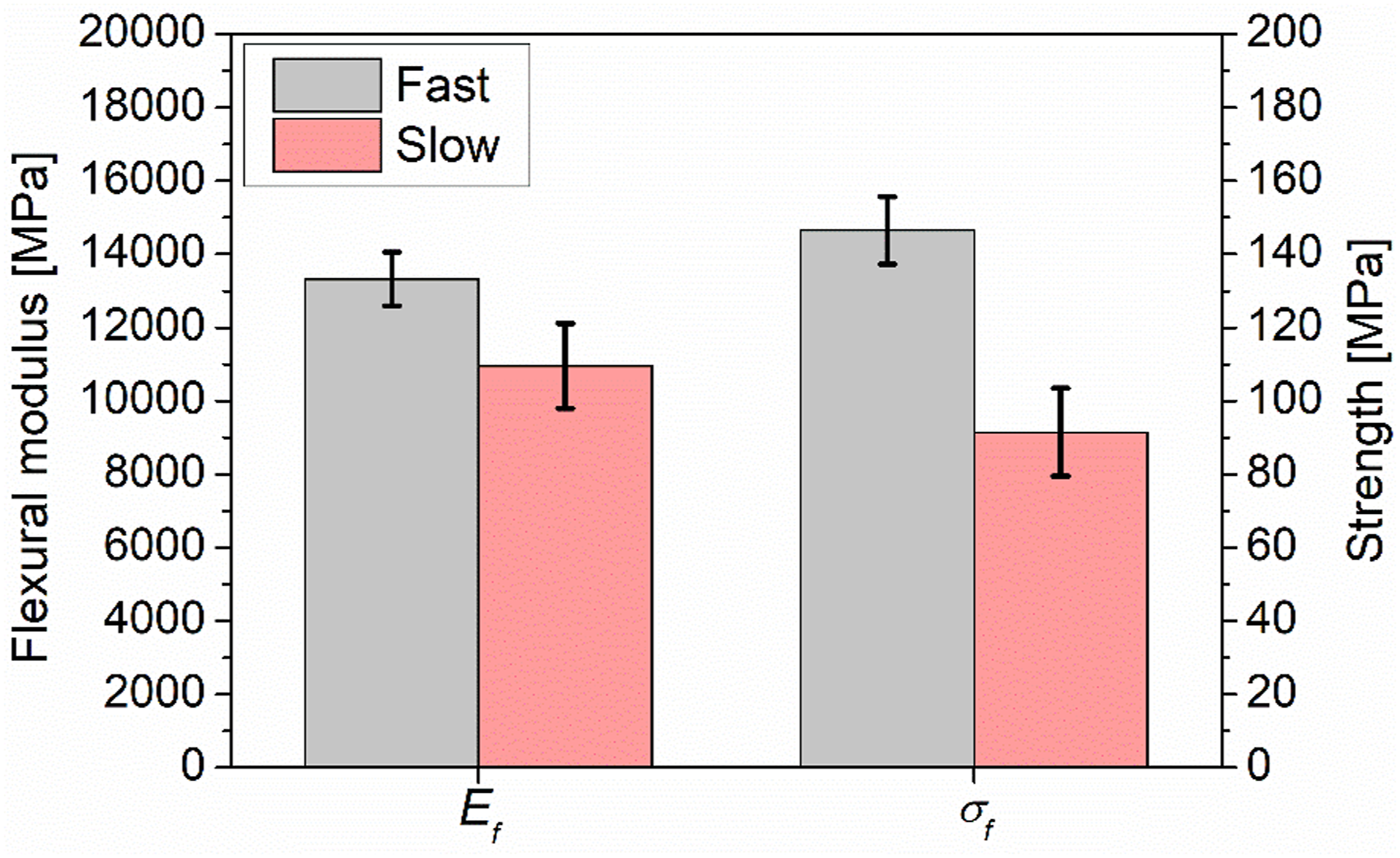
Flexural and impact tests were performed to assess the differences between the laminates prepared with the slow and fast procedure. Representative flexural stress–strain curves of studied samples are compared in Figure 4. Clearly, the fast procedure generates laminates with a much higher flexural stiffness than the ones compacted at lower pressures with a longer cycle. The slow procedure also involves a strong degradation of the flexural strength. These effects are better highlighted with the histograms of Figure 5 indicating the average values of modulus and flexural strength obtained by processing the aforementioned curves. Flexural stress–strain curves of investigated composite samples. Flexural modulus (E
f
) and strength (σ
f
) of the laminates manufactured with the slow and fast procedures.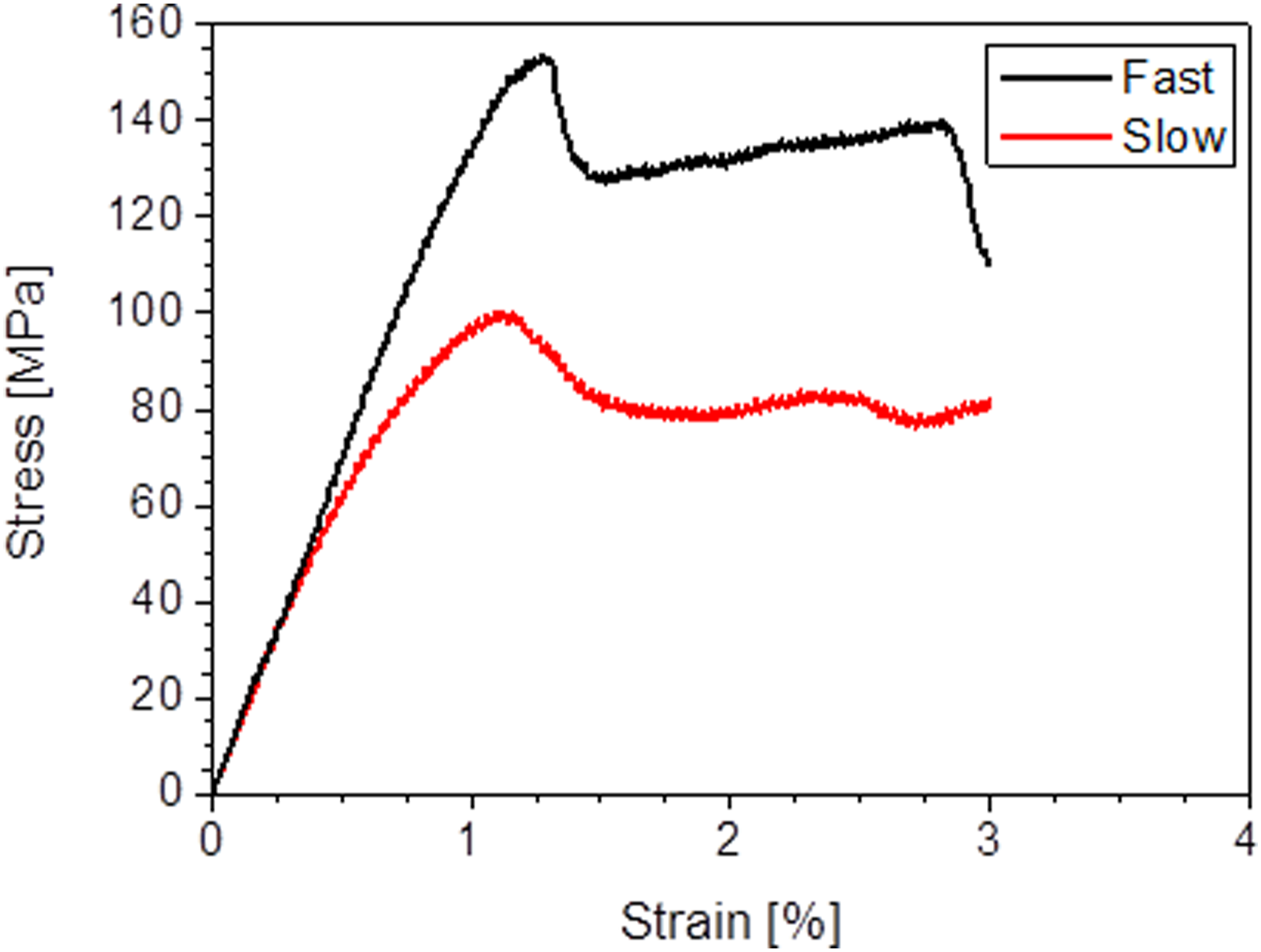
In both cases, a ductile behavior is noted with a significant decrease in flexural stress after the maximum point, more marked for the fast specimens. Even during the stage of plastic deformation, the trend of the curves of the two laminates studied appears significantly different. Specifically, samples compacted at high pressures for short times seem to undergo a sort of strain hardening followed by the collapse of the stress up to the final failure while, in the case of the specimens obtained with the longer procedure, the flexural stress appears to fluctuate around a value of plateau up to the failure point. Furthermore, in this stage, the flexural stress of the fast specimens is always greater than that of the slow specimens. All the above considerations support the triggering of more effective synergies between fibers and host matrix for the specimens obtained with the fast procedure, compared to those prepared with the slower one, presumably thanks to a better impregnation of the reinforcing fabrics in the former case.
A not optimized compaction procedure results in a drop of both flexural modulus (−26%) and strength (−67%). The microvoids detected in the slow procedure sample compromises the efficacy of stress transfer between matrix and fibers (lower modulus), and they likely act as stress-concentrator that favor the reaching of critical conditions for failure (lower strength). In contrast, the flexural performance of the fast procedure sample is in line with those of conventional laminates based on petroleum-based resins, 45 which could be replaced with bio-composites manufactured with a well-designed procedure.
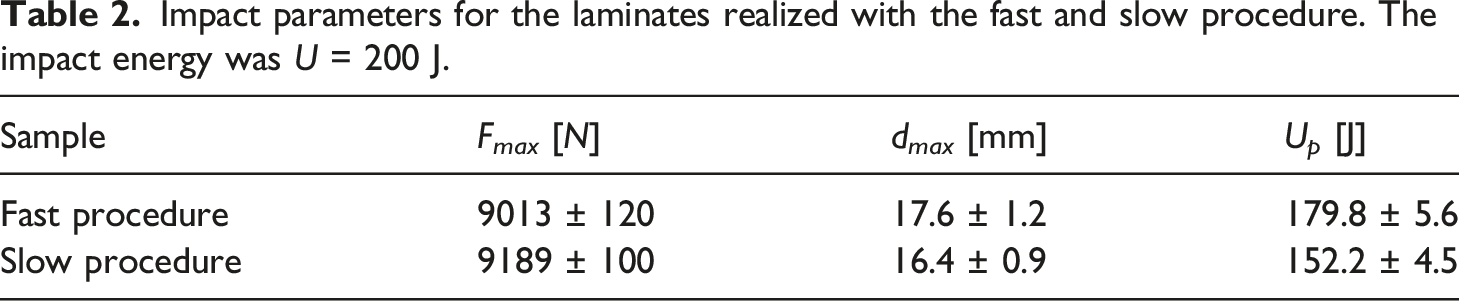
Impact parameters for the laminates realized with the fast and slow procedure. The impact energy was U = 200 J.
Indentation parameters at three different energy values for the laminates realized with the fast and slow procedure.
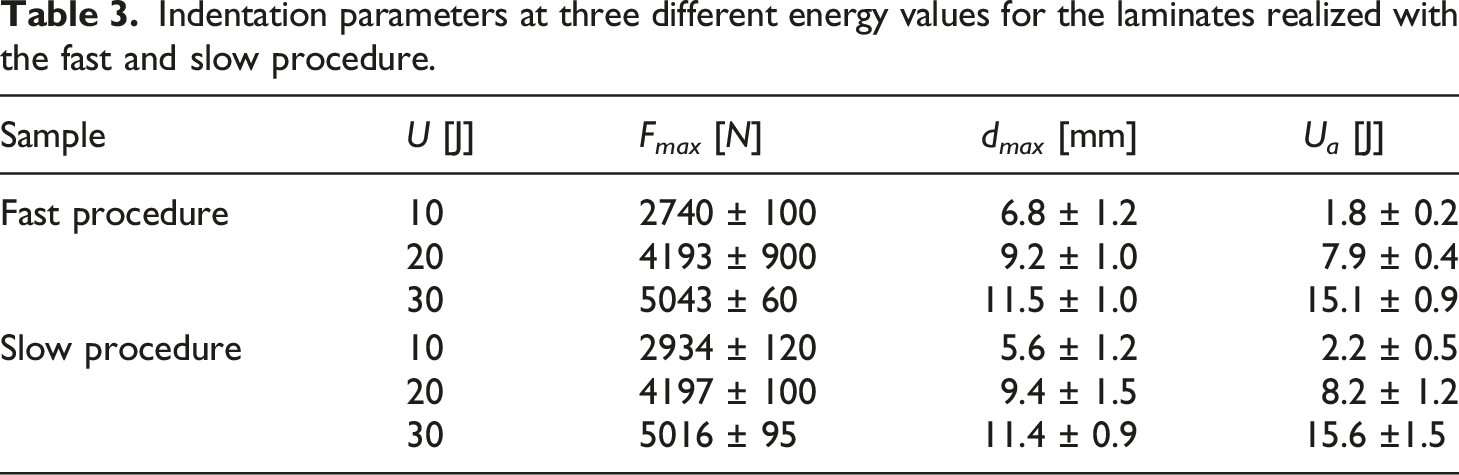
Negligible differences were recorded for maximum load value (F max ) and maximum deflection (d max ) inferred both at high (Table 2) and low (Table 3) energy levels. The effect of the film stacking procedure is, instead, more evident by looking at the penetration (U p ) and adsorbed energy (U a ). The former, which is the energy necessary to completely perforate the material, is higher for the fast procedure sample. This reflects the better interpenetration of the phases highlighted in the previous Section.
Consider now the results of indentation tests, when lower impact energies are involved. The fast procedure sample adsorbs slightly lower energies, which indicates a higher resistance to damage for this laminate due to a better impregnation of the reinforcing fabrics. In contrast, the weaker fiber-matrix interactions in the laminate realized with the slow procedure prelude to interfacial debonding, with a surplus energy adsorption. This is consistent with the comparison of the indentation depths, I, shown in Figure 6: at each impact energy, I is significantly lower for the fast procedure sample, which confirms to be more compact due to a better designed film stacking procedure. Indentation depth at three different energy values for the samples realized with the slow and fast procedure.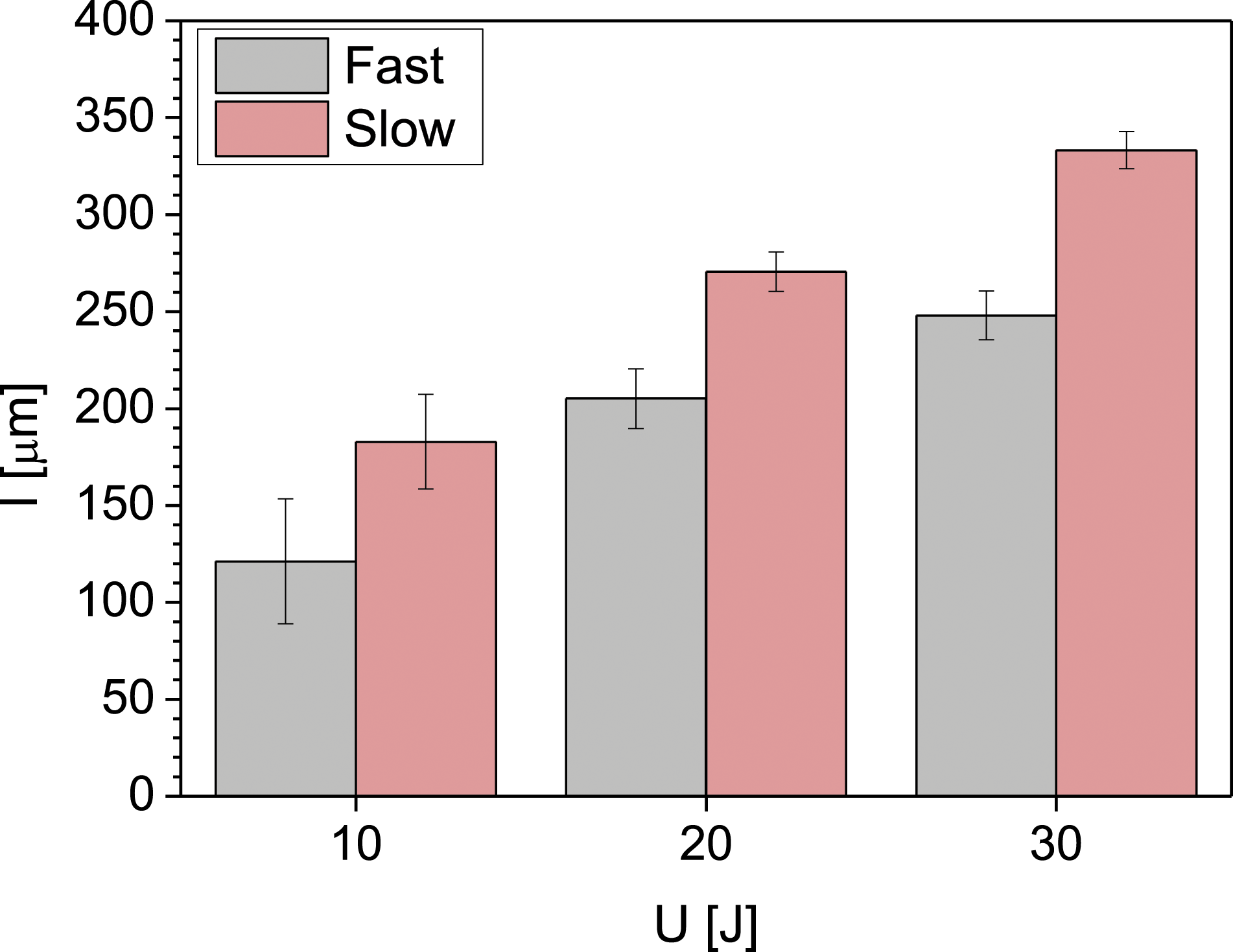
In the light of mechanical tests, it can be concluded that the correct definition of the processing parameters is mandatory for TLs to ensure an adequate impregnation of the fabrics and, hence, good mechanical performance. To reach this goal, a preliminary rheological analysis of the matrix is crucial to identify the best processing window. Apparently counterintuitive procedures, such as speeding up the molding cycle or decreasing the temperature, can lead to enhanced mechanical properties of the TL in both static and dynamic load conditions.
Conclusions
A rheological study was carried out on the polymer matrix of PA11/basalt fabrics composites to identify the optimal process parameters for the manufacturing of TLs by hot compaction starting from the study of the rheological behavior of the polymer matrix. The PA11 exhibited a rapidly growing viscosity at the processing temperatures due to degradation phenomena. This behavior complicates the impregnation phase of the laminates, which requires low viscosity of the matrix to favor its inter- and intra-bundle diffusion. We referred to the Darcy’s law to describe the permeation of the polymer into the basalt fabrics, assumed as a porous medium. This enabled us to optimize the hot compaction process by working at high temperature (T = 225°C) and defining a short (duration ∼7 min) and intense molding cycle (max pressure ∼4.5 MPa). The performance of the laminate produced with this “fast” procedure were compared with those of a “slow” process (T = 225°C, duration ∼13 min, max pressure ∼3 MPa) having the same penetration depth of the polymer into the fabrics. Burn-off tests returned volumetric percentage of voids of ∼1% in the laminate realized with the fast procedure, against ∼9% in the one with the slow process. SEM analyses showed that this difference is ascribable to an insufficient intra-bundle penetration of the polymer in the latter sample. The differences in fabric impregnation resulted in substantial differences in the mechanical properties of the laminates: the fast procedure sample exhibited higher flexural modulus (+20%) and strength (+60%), and even the damages following impact and indentation stresses were lower than those recorded in the sample realized with the slow procedure due to a better fiber-matrix stress transfer.
Overall, our study highlights how crucial is a careful preliminary rheological study to determine the optimal processing parameters in the realization of TLs for hot compaction. Owing to its generality, the proposed approach can be used to optimize the molding process conditions for any polymer matrix. For the case at hand, a fast procedure has been found to favor fabric impregnation; in the case of matrices whose viscosity decreases over time, a slow procedure could be preferable, at least for the impregnation step.
Supplemental Material
sj-pdf-1-jtc-10.1177_08927057211070232 – Supplemental Material for Manufacturing of bio-polyamide 11/basalt thermoplastic laminates by hot compaction: The key-role of matrix rheology
Supplemental Material, sj-pdf-1-jtc-10.1177_08927057211070232 for Manufacturing of bio-polyamide 11/basalt thermoplastic laminates by hot compaction: The key-role of matrix rheology by Libera Vitiello, Ilaria Papa, Valentina Lopresto, Davide Mocerino, Giovanni Filippone and Pietro Russo in Journal of Thermoplastic Composite Materials
Footnotes
Author contributions
L. Vitiello: Writing – original draft, Conceptualization, Methodology, Investigation, Formal analysis. I. Papa: Investigation, Formal analysis. D. Mocerino: Investigation, Formal analysis. V. Lopresto: Writing – review and editing, Resources. G. Filippone: Writing – original draft, Conceptualization, Methodology, Data curation, Supervision, Resources. P. Russo: Writing – review and editing, Resources.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.