
Abstract
The use of laboratory testing has become more significant to assess abrasion resistance in flexible reinforcement of armour and car structural components. In this study, compliant composite with constituents as woven jute fabric and natural rubber encapsulated in an NR-based B stage cured prepreg were tested for wear due to abrasion under two- and three-body conditions. Flexible composites are fabricated in three different configurations namely Jute/Rubber/Jute, Jute/Rubber/Rubber/Jute and Jute/Rubber/Jute/Rubber/Jute. The present study makes use of abrasive paper with a grit size of 60 and silica sand with size 250 μm as the abrasive medium for two- and three-body abrasion tests, respectively, and the specific rate of wear is calculated. Though the wear trend of the composites follows a similar pattern in the case of two- and three-body wear, the mechanisms governing the wear are found to be different. The morphology of the worn surface is studied with the aid of a scanning electron microscope.
Introduction
Composites have emerged as a replacement for conventional materials in practically all technical applications, with the goal of reducing component weight and cost. Natural fibres are extensively used as reinforcements in polymer matrix composites (PMCs) owing to their advantages over synthetic based fibres. Thus, natural fibres have emerged as potential replacements to synthetic fibres.1–4
In comparison to other forms of composites, PMCs are more commonly employed.5–23 Polymers are widely employed in various engineering applications involving tribological importance24,25 due to the huge advantages that PMC bring. During their working conditions, polymer matrix composite components are exposed to abrasion.
The mechanism where solid abrasives progress on surfaces that are soft thereby resulting in material removal is termed as wear due to abrasion. 26 During material removal, wear due to two bodies happens when abrasives are attached and glide over the surface to remove the substance, whereas three-body wear occurs when the abrasive particles are free and are in motion in relation to each other and may also spin while sliding across the surface where the material is removed. This kind of wear has more prominence than two-body wear in engineering applications. High-stress abrasion occurs when the abrasive substance splits throughout the process, resulting in the formation of new sharp edges. Even if the abrasive does not break and stays sharp during the process, sandpaper abrasion is still called high-stress abrasion. 26 A good example of high-stress abrasion is two-body wear. During tribological testing, two-body abrasion is common, but three-body abrasion is more common in actual applications.27,28 Unfortunately, three-body wear have been given less attention to date compared to two-body wear. 27 There are just a few research on the three-body wear behaviour of PMC, particularly flexible composites.
A number of research on composites exposed to abrasive wear have been published in recent years.29–34 Dynamic mechanical analysis and three-body wear of carbon-epoxy composites were investigated, and it was discovered that wear volume loss increased with increasing abrading distance, but specific wear rate decreased with abrading distance/load and depended on filler loading. 29 The inclusion of filler in carbon-epoxy, on the other hand, demonstrated a favourable trend. When the worn surface characteristics were studied using scanning electron microscopy, they revealed distinct patterns for unfilled and filled carbon-epoxy composites. Metal matrix composites subjected to three-body abrasion showed that they can be effectively used to resist abrasion against ore particles and also can be used as liners in cylinders and in brakes. 31 Abrasion resistance of 21 different materials under three-body wear was studied, where it was discovered that polyurethane had superior resistance to abrasion compared to its counterparts. 27 The abrasive wear resistance of the filled epoxy composite system revealed that adding filler to the epoxy matrix improved the composite’s abrasion resistance. 34 It was suggested by researcher 35 that polymer coating can be used for tilting pads subjected to abrasion.
Various researchers36–39 have studied the wear behaviour of various types of PMCs under different conditions. Friction and wear behaviour of PA6 thermoplastic composite reinforced with carbon fibre showed that fillers improve the wear behaviour of the PMCs. 36 The wear behaviour of reinforced Multi Walled Carbon Nano Tube (MWCNT)-filled PEEK composites was studied using the pin-on-disc apparatus under dry sliding conditions at different applied loads, sliding speeds, temperature and wt% MWCNTs. Experiments were conducted using response surface methodology-based central composite design. The specific wear rate and coefficient of friction were considered as wear performances of MWCNT-filled PEEK matrix composites. The second-order models are developed to optimise the wear parameters using the genetic algorithm technique. 38 The study revealed that MWCNTs can effectively decrease the adhesive wear, which was a benefit of forming a thin transfer film, thereby effectively decreasing the Coefficient of Friction and improving the wear resistance.
As compared to conventional materials, polymeric composites are good in terms of working under reduced friction and wear. Material factors like the type of reinforcement, type of matrix, filler and nanoparticles and their characteristics have a major dominance on friction and wear of polymeric composites. Natural reinforcements have proved to be more competent than synthetic fibres considering the reduction of friction and wear in components. In the same way, almost all the nanoparticles have a positive effect on the tribology of composites. 39 Though extensive work has been carried out on the wear behaviour of PMCs including natural fibres and synthetic fibres, the wear behaviour of the flexible green composite comprising of all-natural constituents remains untouched. Thus, the present work focuses on exploring the wear behaviour of completely green flexible composite comprising of jute and natural rubber subjected to wear under both two- and three-body abrasion and establishing the wear mechanism of flexible composite
Experimental
Materials and methods
Jute, a natural fibre, is utilised as reinforcement in the form of woven cloth, and an NR sheet is also employed. To bind the jute and NR sheet, an NR-based B stage cured prepreg is used. Local vendors provide the jute and rubber sheets, while Manjunath Tyres, Baikampady, Mangaluru, India, provides NR-based B stage cured prepreg. The raw materials used for fabricating the composite are presented in Figure 1. Raw materials used to fabricate flexible composite.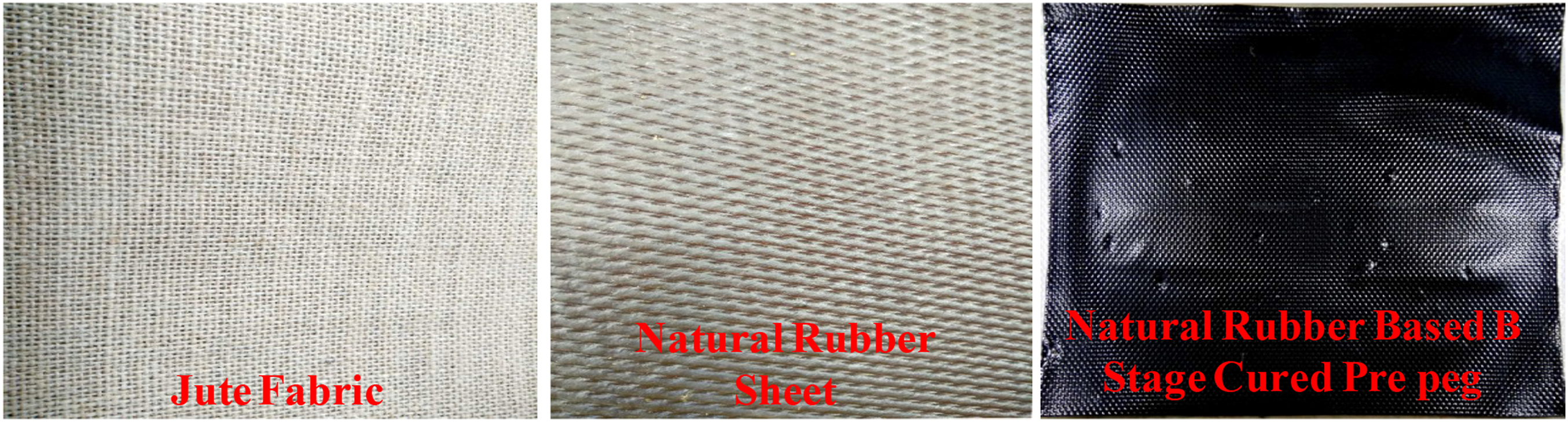
Properties of natural rubber and bonding gum.
The natural rubber exhibits Mooney viscosity in the range of 68–90 units and contains 84% proteins and 16% lipids
Two-body abrasion test
Abrasive study under two-body making use of ASTM D5963/ISO4649 is the most popular technique of evaluating the abrasive characteristics of rubber-based compounds. With this process, the specimen to be inspected is moved on a rotating drum covered in abrasive paper. Specimen for the two-body abrasion tests had a diameter of 16 mm and were obtained using a hollow drill. The samples used for the abrasive test and the scanning electron microscope image of abrasive paper used is presented in Figure 2. Two-body abrasive machine along with its schematic arrangement is presented in Figure 3. Samples used for two body abrasion tests and SEM image of abrasive paper. SEM: Scanning Electron Microscope. Two-body abrasive machine along with its schematic representation.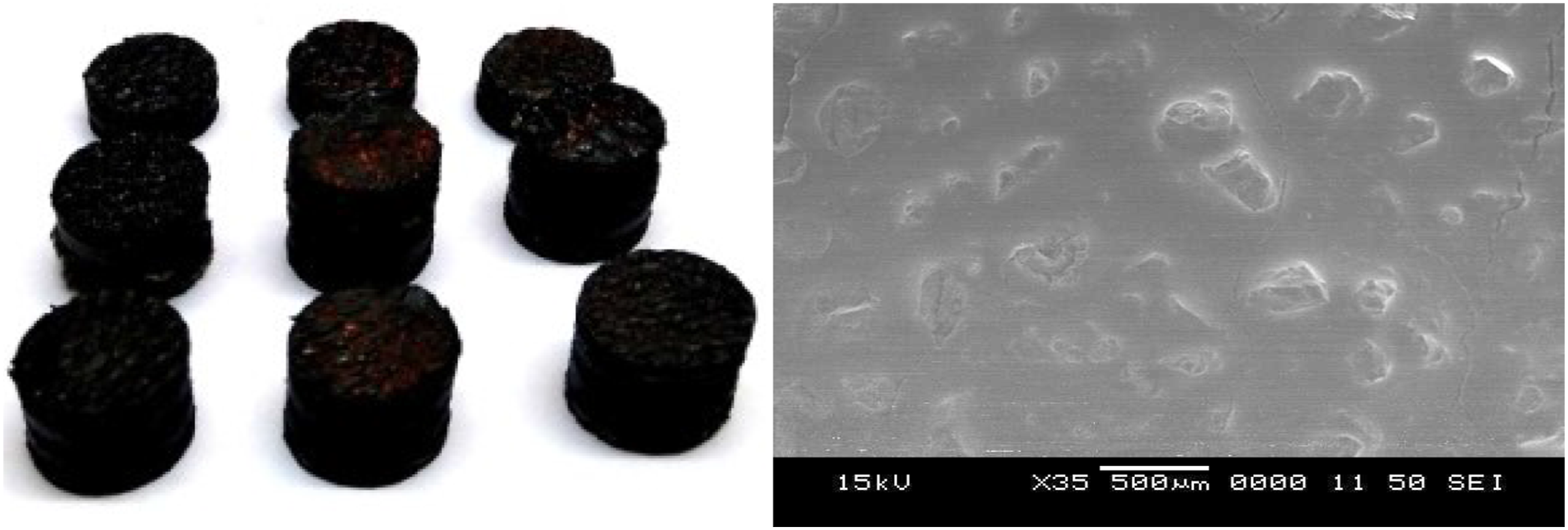
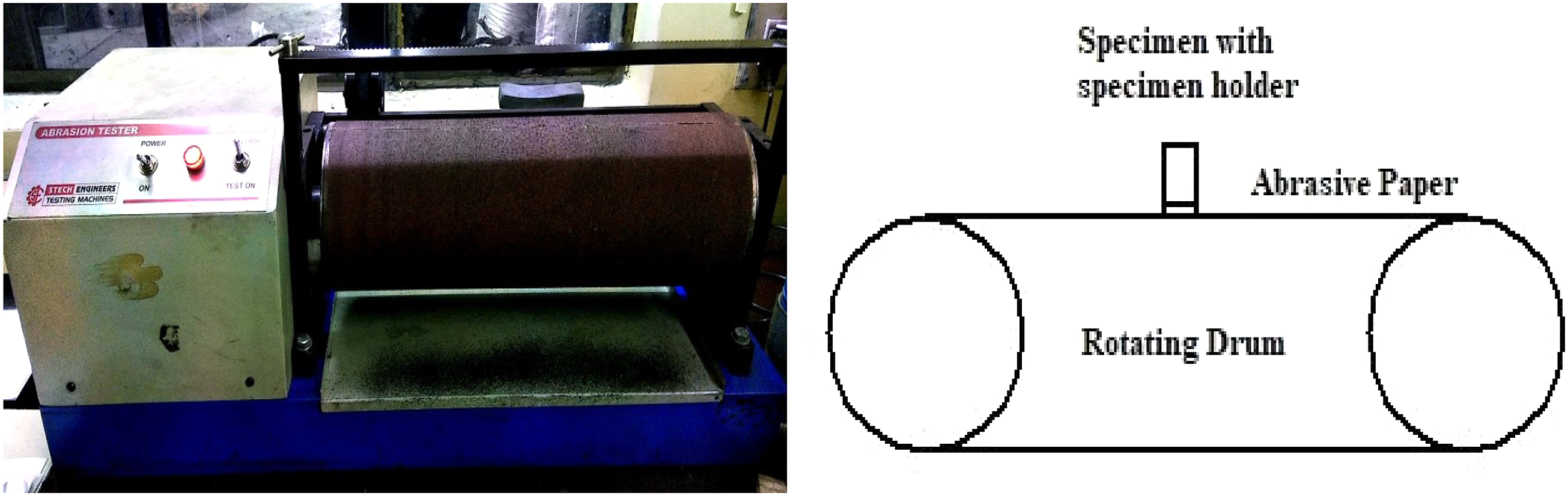
The hollow drill samples are placed in a position of the abrasion testing machine and can be moved laterally as the abrasive tester’s drum spins. The cylindrical drum has a diameter of 150 mm and a length of 500 mm. It rotates at a pace of 40 revolutions per minute. The grit 60 abrasive sheet has a length of 400 mm and is glued to the revolving drum. The test is carried out following ASTM Method B. A precision weighing scale is used to weigh the specimen before and after the test, and equations (1) and (2) are used to calculate the mass and volume loss. The experiment was carried out with a single pass at a weight of 4.9 N. (0.4 m). The composite densities are obtained using a conventional water displacement technique.



Three samples are examined and their mean value is taken into account in each composite arrangement.
Three-body abrasive test
Three-body abrasion of the proposed flexible composites is carried out according to ASTM G 65 standard. The specimen and the Scanning Electron Microscope image of the silica sand which is used as an abrasive in the present study are presented in Figure 4. The three-body abrasive machine along with its schematic arrangement is presented in Figure 5. Specimen and SEM image of silica sand used. SEM: Scanning Electron Microscope. Three-body abrasive machine and its schematic representation.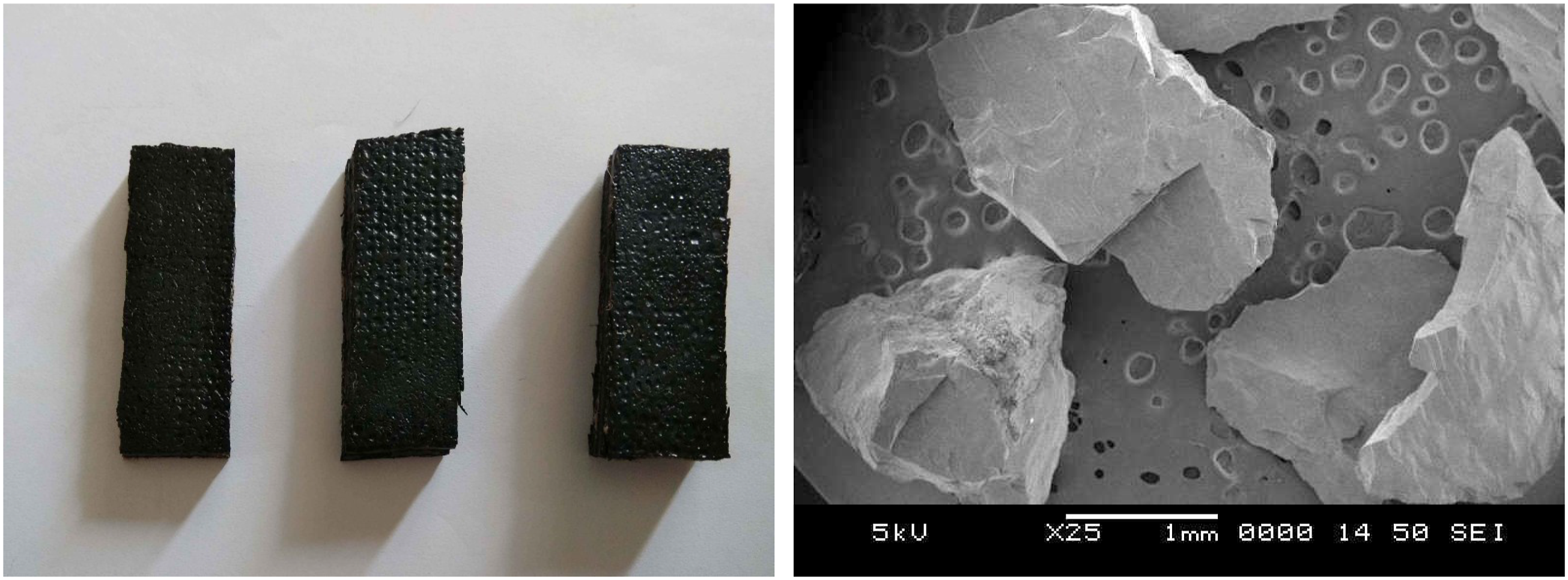
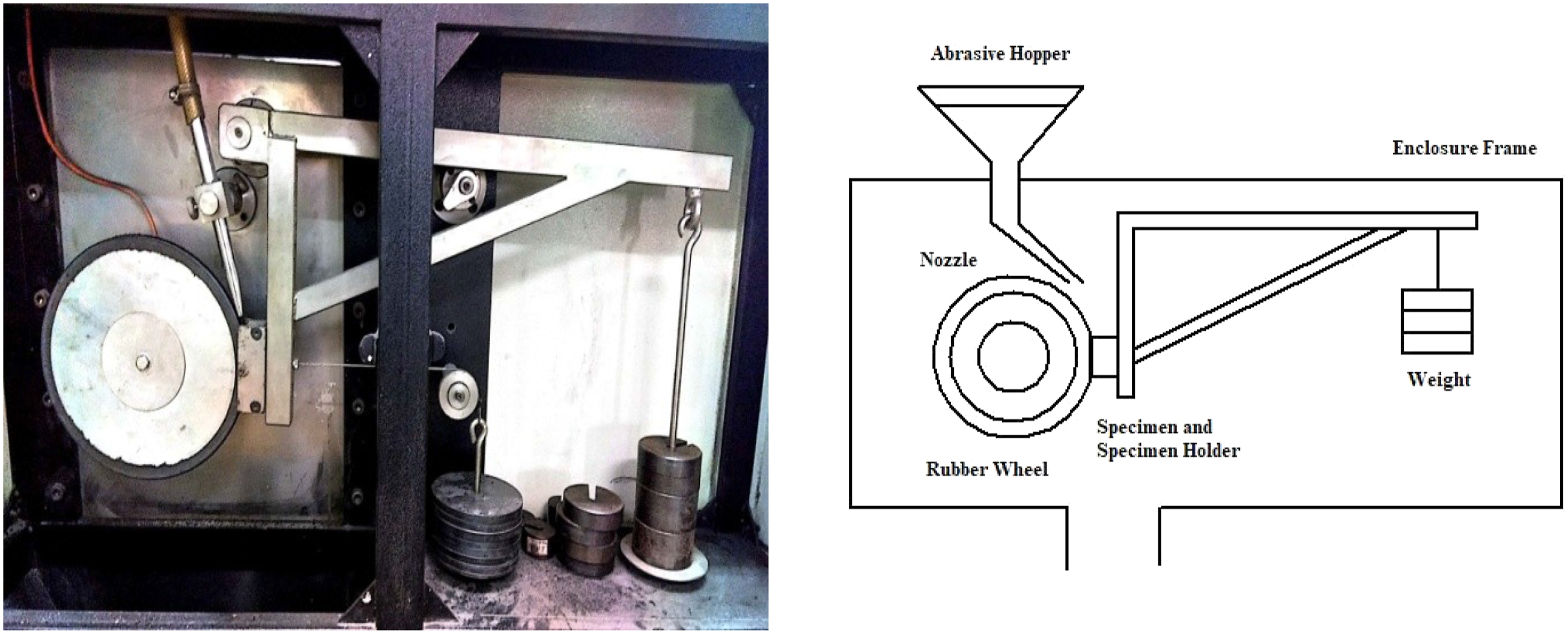
Before installation on the specimen holder, thorough cleaning of the specimen is carried out after which its weight before the test is measured. Silica sand with an abrasive finishing system grade of 60 is used as abrasive. The rubber wheel’s rotational speed is kept at 200 rotations per minute, and abrasive is fed in between wheels and specimen at speed of 300 g/min to facilitate abrasive mechanism. The specimen under test is pressed against the revolving wheel using a lever arm to produce a predetermined force, while the surface of the specimen abrades due to the flow of sand in between. Finally, after the test, the samples are taken from the holder and carefully cleaned before being weighed. Equation (1) is used to determine the loss of weight.
The experimentation is conducted at a load of 4.9 N with a sliding velocity of 2.38 m/s and the abrading distances of 142.8 m. The composite densities are obtained using a conventional water displacement technique. The volume loss is calculated using equation (2) and the specific wear rate in m3/Nm is calculated using equation (3).
Equation (5) converts the rubber wheel’s angular velocity in rotations per minute to linear velocity in metres per second, and equation (6) calculates the sliding distance.

Morphological studies
After the completion of the proposed tests, a minor part of the specimen subjected to the test is extracted and subjected to morphological studies.
Results and discussions
Two-body wear
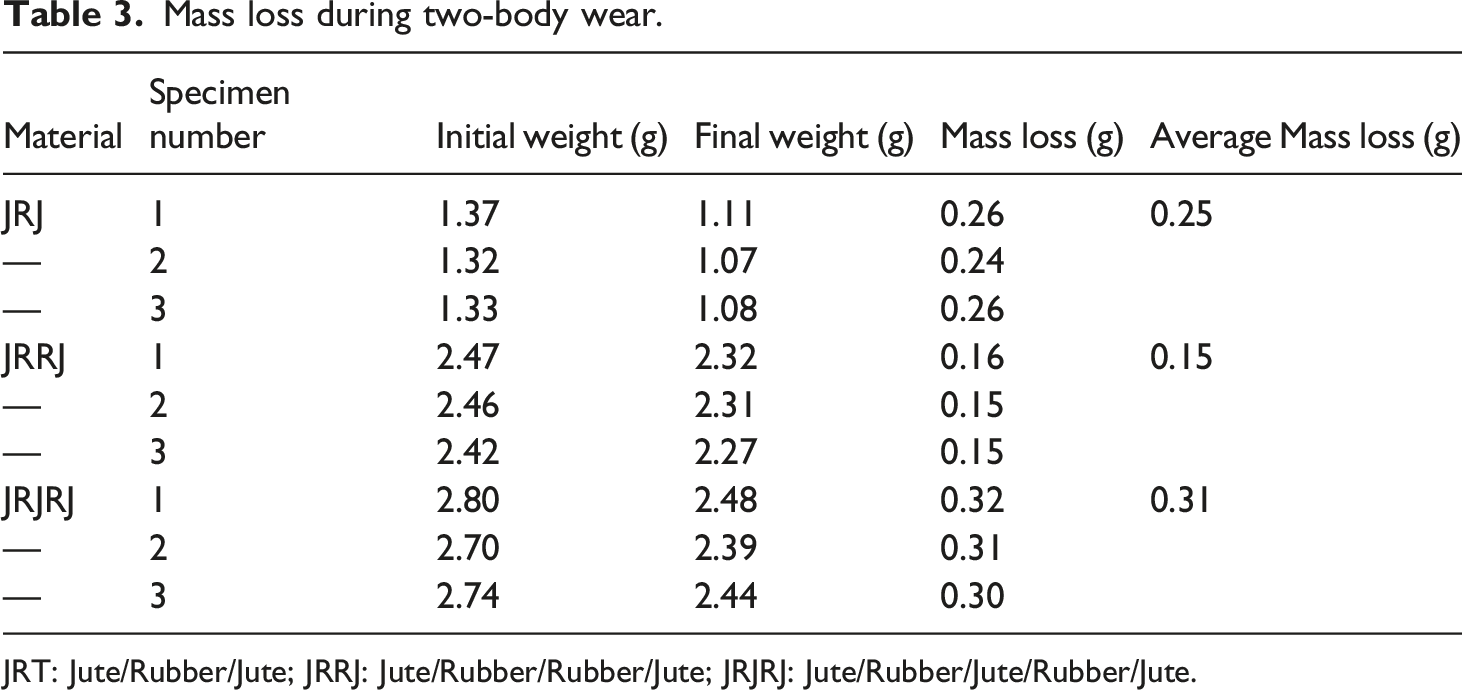
The worn-out specimen after the two-body wear test are shown in Figure 6. The mass loss of the composites subjected to wear is calculated using equation (1) and tabulated in Table 3 for a load of 4.9 N and sliding distance of 0.4 m. Worn-out flexible composites after two-body wear test. Mass loss during two-body wear. JRT: Jute/Rubber/Jute; JRRJ: Jute/Rubber/Rubber/Jute; JRJRJ: Jute/Rubber/Jute/Rubber/Jute.
Abrasive resistance index of proposed composites during two-body wear.
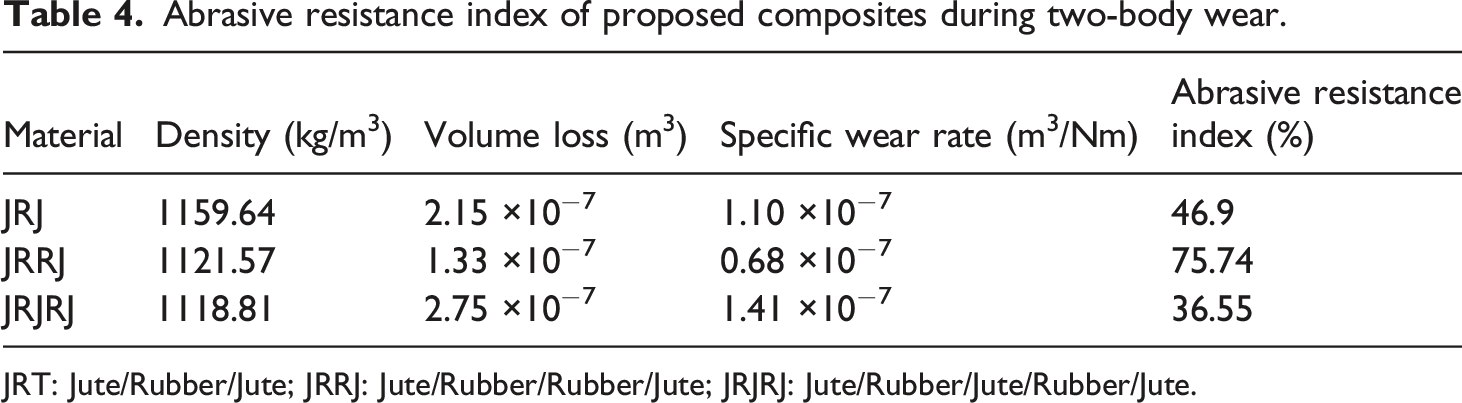
JRT: Jute/Rubber/Jute; JRRJ: Jute/Rubber/Rubber/Jute; JRJRJ: Jute/Rubber/Jute/Rubber/Jute.
Three-body wear
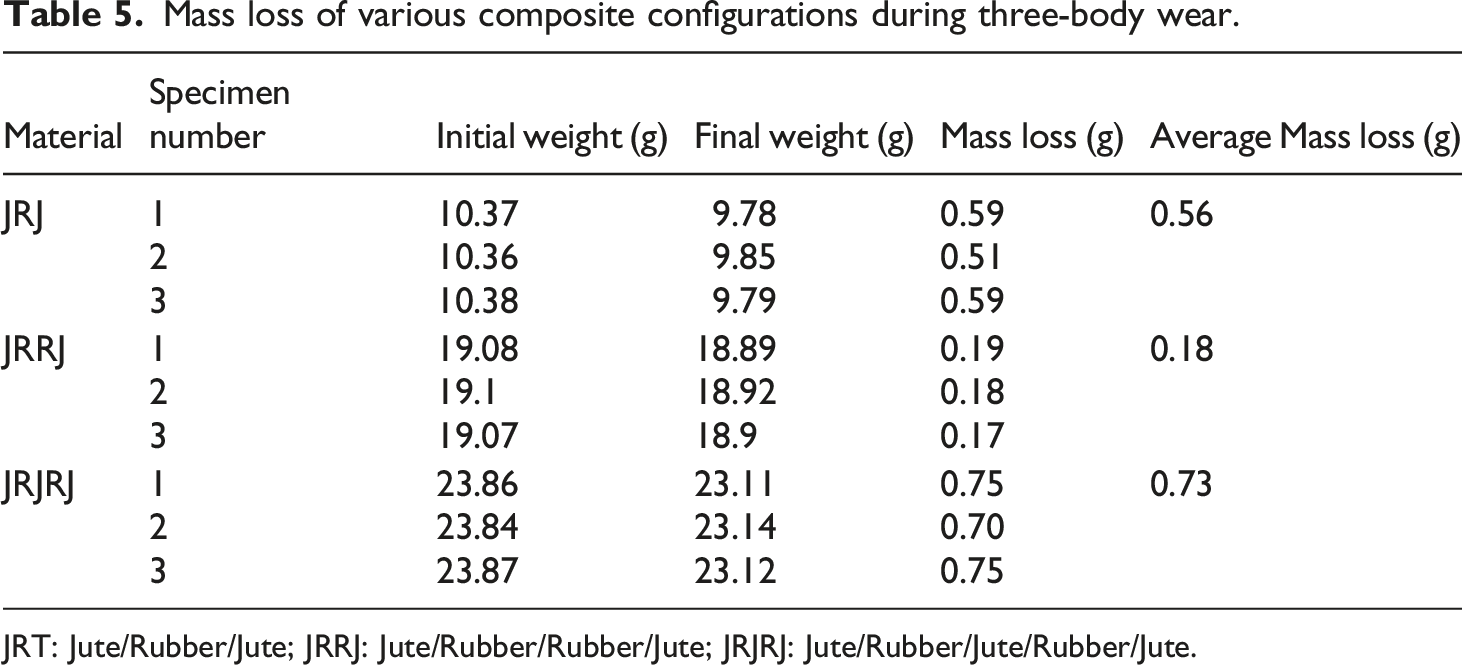
The worn-out specimen after the three-body wear test are shown in Figure 7. The mass loss of the composites subjected to wear is calculated using equation (1) and tabulated in Table 5. Worn-out flexible composites after three-body wear test. Mass loss of various composite configurations during three-body wear. JRT: Jute/Rubber/Jute; JRRJ: Jute/Rubber/Rubber/Jute; JRJRJ: Jute/Rubber/Jute/Rubber/Jute.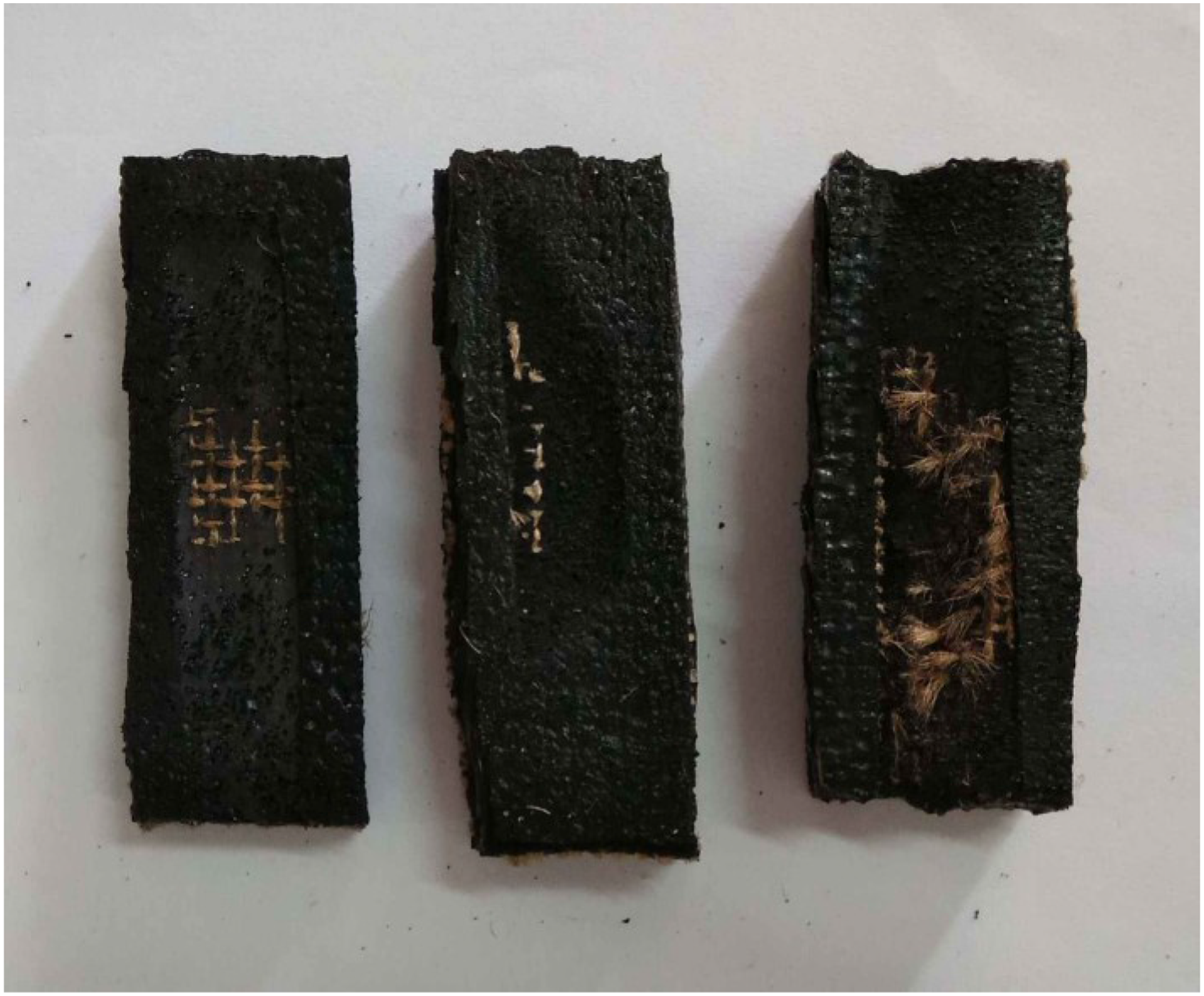
Abrasive resistance index of proposed composites during three-body wear.
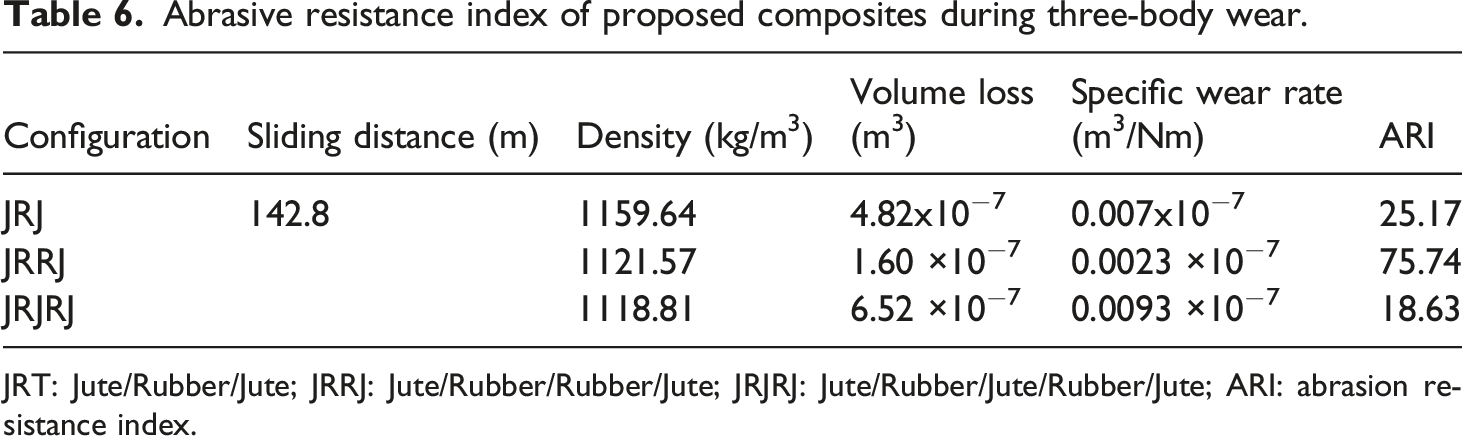
JRT: Jute/Rubber/Jute; JRRJ: Jute/Rubber/Rubber/Jute; JRJRJ: Jute/Rubber/Jute/Rubber/Jute; ARI: abrasion resistance index.
Comparison of two- and three- body wear
The wear resistance of the proposed flexible composites under two-body and three-body wear tests performed according to ASTM D5963/ISO4649 and ASTM G65 standard, respectively, are compared in terms of volume loss and specific wear rate. The comparative results are presented in Figure 8. Comparison of (a) volume loss and (b) specific wear rate of composites during two-body and three-body wear.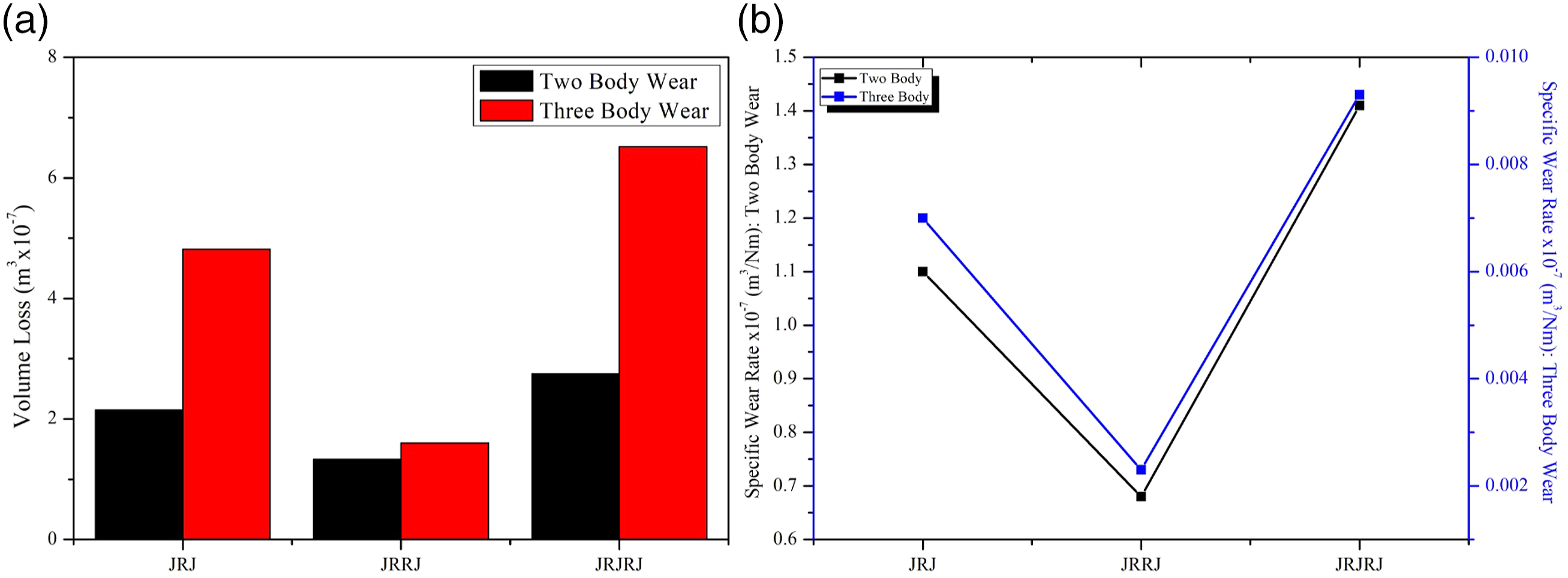
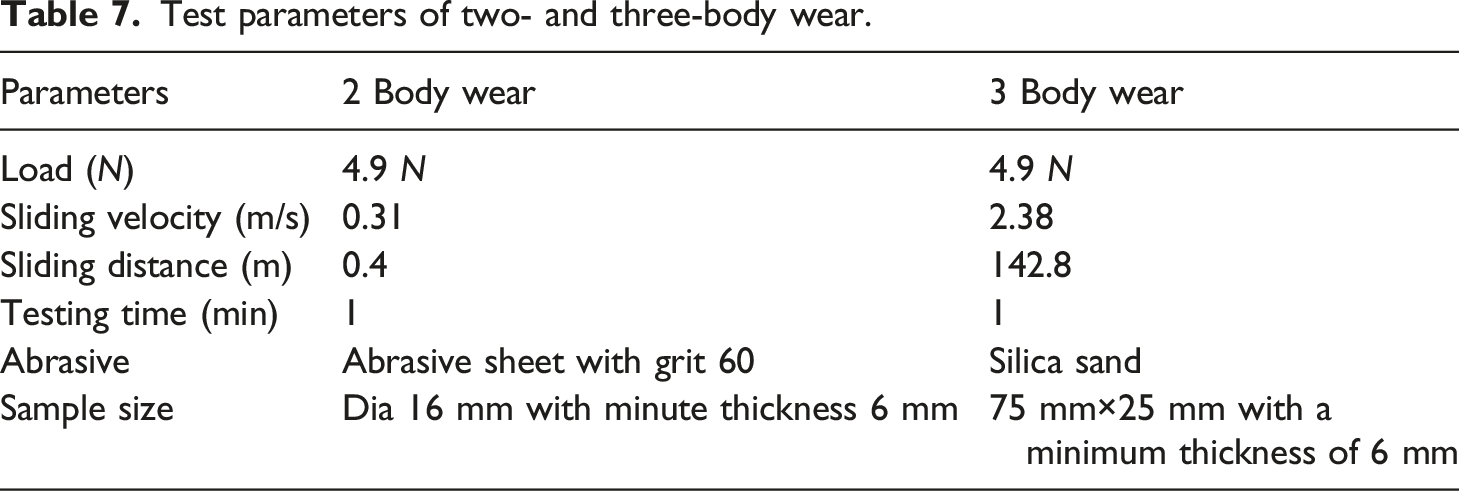
Test parameters of two- and three-body wear.
Samples tested with two-body wear tests exhibit volume loss between 1.33 ×10−7 m3 to 2.75 ×10−7 m3, whereas the samples tested with three-body wear exhibit volume loss between 1.60 ×10−7 m3 to 6.52 ×10−7 m3. The specific wear rate of samples in two-body wear tests ranges between 0.68 ×10−7 to 1.41 ×10−7 m3/Nm and in three-body wear tests, the same samples exhibit wear rate of 0.0023 ×10−7 m3/Nm to 0.0093 ×10−7 m3/Nm. Analysing these results, it can be said that the three-body wear test results in more volume loss compared to two-body wear due to the presence of the third body which is the silica sand in the present study. The volume loss of the proposed composites in three-body wear is 1.22–2.37 times more compared to the two-body wear test. In both the tests, JRRJ exhibits better resistance to wear compared to its counterparts revealing the wear resistance potentiality of elastomer.
The process parameters like abrasive, sample size, sliding distance and sliding velocity cannot be matched owing to requirements of respective standards. Both the 2-body and 3-body tests may be compared to typical sliding tests. 42 The abrasive in the abrasive sheet used in two-body wear can be seen as multiple sharp needles gliding over the sample. Tensile strength is the deciding element in this situation. The abrasive particles in three-body wear may be thought of as free-rolling balls gliding over the sample, with the coefficient of friction and modulus dictating the wear rate. In other words, the fatigue behaviour of the materials determines it.
Surface morphology
The mechanisms responsible for the wear of the proposed flexible composite are presented in Figure 9. It can be seen that in the case of two-body wear, the wave-like pattern is formed due to stretching of the asperities. Whereas, in the case of three-body wear, the presence of a third body (silica sand) results in the wearing of elastomer and formation of the lumps. The abrasive cuts the rubber and rubber being an elastic material stretches to a larger extent. This results in lump formation. On the other hand, fibres are crushed in case of two-body wear as the fibre directly comes in contact with the abrasive medium. This further leads to the breakage of the fibre. In the case of three-body wear, the fibre comes in contact with the silica sand (abrasive) which results in fibre breakage and further the fibre is pulled out from the elastomeric matrix and crushed due to the forces developed due to the abrasive. Thus, the small fibre particles can be found detached from the elastomeric matrix in case of three-body wear. Wear mechanisms in two- and three-body wear.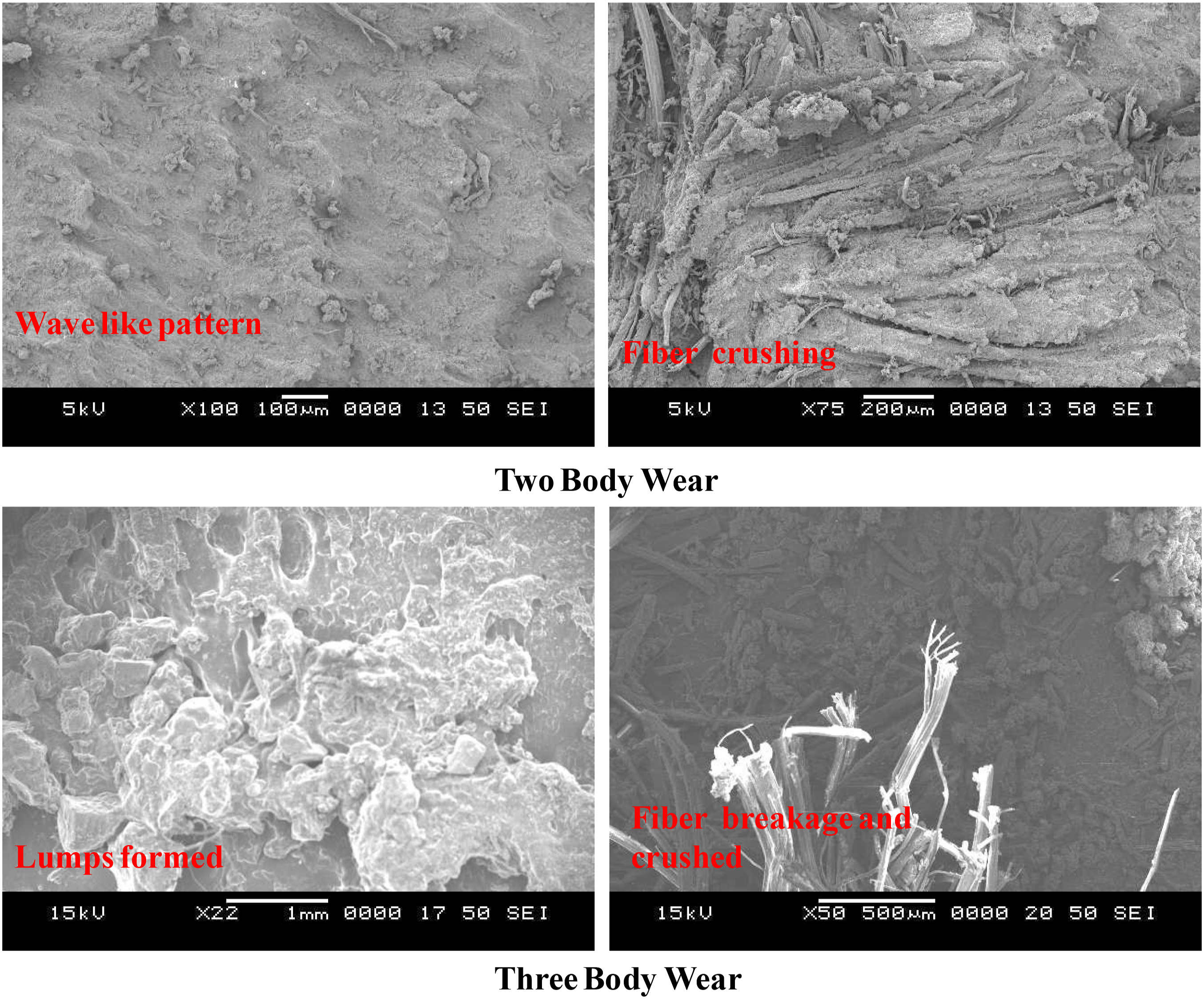
Conclusions
The current study compares the wear behaviour of bio flexible composites exposed to two- and three-body wear and draws the following findings: • It is found that in the case of both two- and three-body wear tests, the volume loss of the proposed flexible composites follows the order JRJRJ > JRJ > JRRJ and subsequently, the specific wear rate follows the same order. This reveals that JRRJ has the lowest specific wear rate, followed by JRJ and JRJRJ, implying that JRRJ has greater wear resistance than its rivals. • In the case of two-body wear, it is found that the specific wear rate of JRRJ is 61.76% and 107.3% better than JRJ and JRJRJ, respectively. It is also found that the ARI of JRRJ is highest indicating that JRRJ has better abrasion resistance compared to JRJ and JRJRJ. It is found that rubber has excellent resistance to wear. • It is found that three-body wear results in more volume loss compared to two-body wear due to the presence of the third body which is the silica sand in the present study. The volume loss of the proposed composites in three-body wear is 1.22–2.37 times more compared to the two-body wear test. • It can be seen that in the case of two-body wear, the wave-like pattern is formed due to stretching of the asperities. Whereas, in the case of three-body wear, the presence of a third body (silica sand) results in the wearing of elastomer and formation of the lumps. On the other hand, fibres are crushed in case of two-body wear leading to fibre breakage and in case of three-body wear, small fibre particles can be found detached from the elastomeric matrix after breakage.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by DST-SERB, Government of India, TAR/2021/000016 and The Royal Society of London, NIF\R1\212432.