
Abstract
Proteins are unique biopolymers extensively used for food and non-food applications. In addition to animal proteins such as poultry feathers that are generated as byproducts, plant proteins such as wheat gluten and soy proteins are also available in large quantities at reasonable cost. Since proteins are inherently non-thermoplastic, they cannot generally be processed by thermal treatments. Further, most proteins do not dissolve in common solvents either. Hence, most of the non-food applications of plant proteins require extensive chemical and physical modifications which increases cost and also reduces the biodegradability of the products developed. However, studies have shown that proteins including wheat gluten and keratin can become thermoplastic under specific conditions, when adequate pressure, heat and moisture are applied. Similarly, proteins can be made thermoplastic after physical or chemical modifications or by using plasticizers and compatibilizers. Based on such modifications, completely biodegradable composites with proteins as matrix and natural fibers as reinforcement and even all protein composites have been developed. Proteins as matrix offer new avenues to obtain sustainable, green composites with unique properties. Wheat gluten is a novel protein that has many distinct properties and characteristic behavior. Wheat gluten has been used for several non-food applications mostly by dissolving and solution casting which is a cumbersome process and restricted to only a few types of materials that can be developed. Alternatively, wheat gluten has been made thermoplastic using chemical, physical modifications or a combination of both. Several organic and inorganic additives, crosslinkers and plasticizers have also been added to ensure thermoplastic processing of wheat gluten and to obtain products with properties suitable for commodity applications. In this review, we discuss the processes and possibility of converting wheat proteins into thermoplastic products and as matrix for composites and the properties and applications of the wheat gluten based thermoplastics.
Introduction
Wheat gluten is a composite and complex protein consisting of monomeric gliadins and polymeric glutenins. Gliadins are made of peptides with molecular weights between 30,000 and 80,000 whereas glutenins have molecular weights in the range of millions of Da (daltons). Although inherently non-thermoplastic, several studies have shown that plant proteins such as soy proteins, wheat gluten and corn zein can be made thermoplastic through chemical and physical modifications and used as binders or resins with both natural and synthetic fibers as reinforcement.1–4 Such chemically and/or physically modified proteins have also been used to develop biocomposites and biobased products. Among the common plant proteins, soy proteins are studied to a larger extent than wheat gluten, particularly for composite applications. However, wheat gluten has several advantages over soy proteins and is also less expensive. For instance, wheat gluten is available at less than $2 per kilogram compared to $3–$5 per kilogram of soy proteins. Also, unlike soy proteins which contain up to 90% proteins, gluten is composed of 80% proteins and about 15–20% starch. Gluten is also a composite protein made of gliadins and glutenins and the ratio of gliadin to glutenin in gluten is reported to affect the rheology, melting behavior and properties of thermoplastics developed. 5 Glutenin has higher moduli and lower loss factor and addition of glutenin to gluten was found to improve the elasticity and extensional deformation stress but decreased the extensibility of gluten-based materials. A schematic representation of the processing techniques and potential applications of wheat gluten based bioproducts is shown in Figure 1.
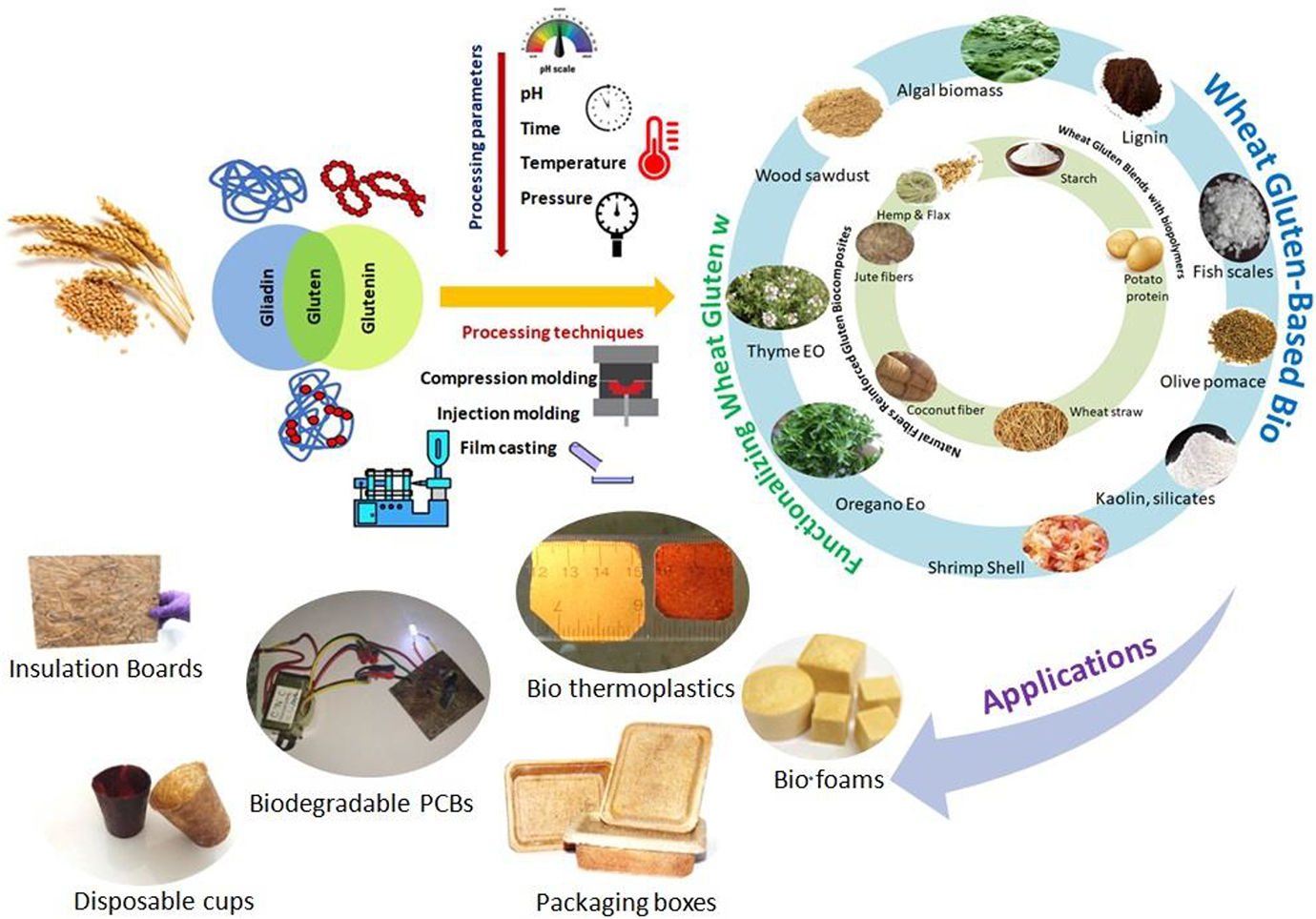
Wheat gluten can be processed into various shapes with unique properties for a multitude of applications.
Although glutens are inherently non-thermoplastic, application of heat, pressure and/or chemical treatments causes considerable changes to the structure and properties of gluten and converts the proteins into thermoplastics. Exposing proteins to heat and alkali treatment leads to β-elimination reactions and formation of dehydroalanine (DHA). DHA forms crosslinks with the proteins leading to a network that will be stabilized by disulfide bonds along with Maillard cross-linking and iso-peptide bonds. Glutenins were reported to be more susceptible to thermo molding than gliadins and moisture content could accelerate the network formation.6–8 Network formation could also happen due to disulfide interchange reactions after heating and is dependent on the type of wheat proteins. Typically, crosslinking and network formation occurs at a lower temperature (60–70°C) for gluten compared to gliadins (90°C). In addition to processability, the water vapor permeability, sorption and diffusion are affected by temperature during thermo forming. Higher temperatures provided better resistance to swelling due to the higher degree of crosslinking and decreased chain mobility and rearrangement.9,10
Structural changes in wheat proteins are related to the glass transition (Tg) temperature which varies from 120°C to 180°C depending on the type of gluten proteins (gliadins, glutenin or gluten). Also, the Tg was found to decrease with the addition of plasticizers and the extent of moisture in the proteins. 11 Depending on the temperature and on the moisture content, glutenin and other gluten proteins were found to have three distinct phases or states that included a glassy state, a rubbery state and the third state where the polymers could flow and react.12,13 The state diagram of gluten (Figure 2) shows the relationship between temperature, moisture and thermal transitions occurring in wheat gluten.14,15 It was suggested that plasticized wheat gluten behaves as an adhesive that is sensitive to pressure. Increasing temperature from 100°C to 130°C decreased the adhesiveness. It has also been reported that shear strain experienced during thermo processing of wheat gluten affects protein aggregation and polypeptide degradation and hence properties of the products obtained. At high shear strain, degradation reaction dominates activation energy but high shears were suggested to be essential to process gluten due to their high viscosity. 16 During high shear thermal processing, extensive formation of disulfide bonds occurs and covalent and other bonds are also formed.17,18 Addition of crosslinkers such as aldehydes, particularly glyoxal promotes network and aggregate formation and improves the properties of the gluten based plastics. 19 Hence, appropriate processing conditions particularly temperature should be chosen to obtain wheat gluten based biomaterials with desired microstructure and properties.12,20,21
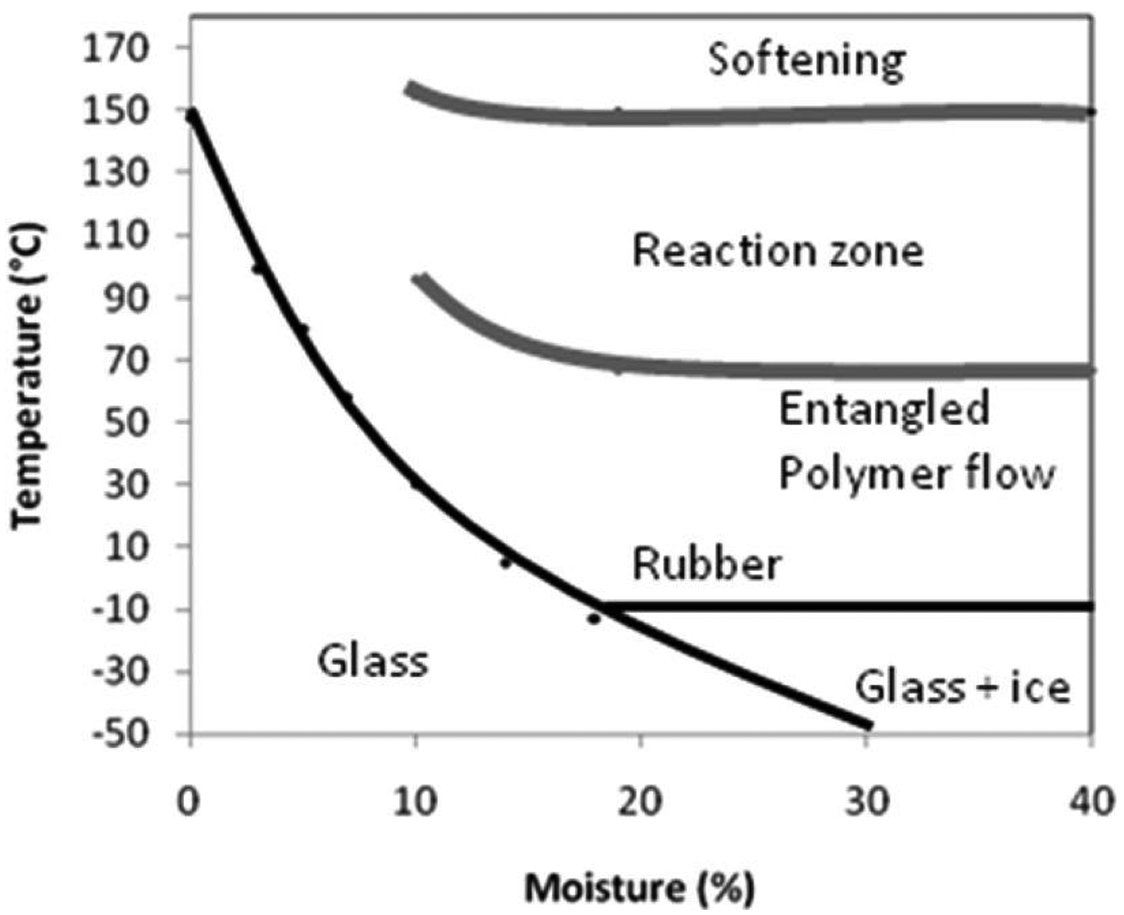
Changes in the physical states of wheat gluten when subject to processing at different temperatures and moisture content. 12 Copyright (2010) Reproduced with permission from American Chemical Society.
A recent study also reports that the polymerization of wheat gluten increases with increasing thermo mechanical treatment. Increase in polymerization generally results in the formation of anisotropic products and increase in hardness and Young’s modulus. Gluten thermoplastics with varying properties could be obtained by changing the ratio of gluten, processing temperature or time during thermo-processing of wheat glutens. 22 Mechanical properties were directly related to the molding temperature, tensile strength and elongation showing substantial increase with increasing temperature (Figure 3). Tensile strength increased from 0.5 to 6.7 MPa compared to elongation increasing from 174% to 290% and modulus from 1.2 to 36 MPa as the molding temperature was increased from 25°C to 125°C. It was suggested that compression molding of wheat gluten should be done at temperatures below 130°C to promote the formation of disulfide bonds and achieve good tensile properties. 23 Even after modifications during compression molding, bioplastics made from gluten were highly biodegradable and showed complete degradation within 50 days when buried in soil. 24
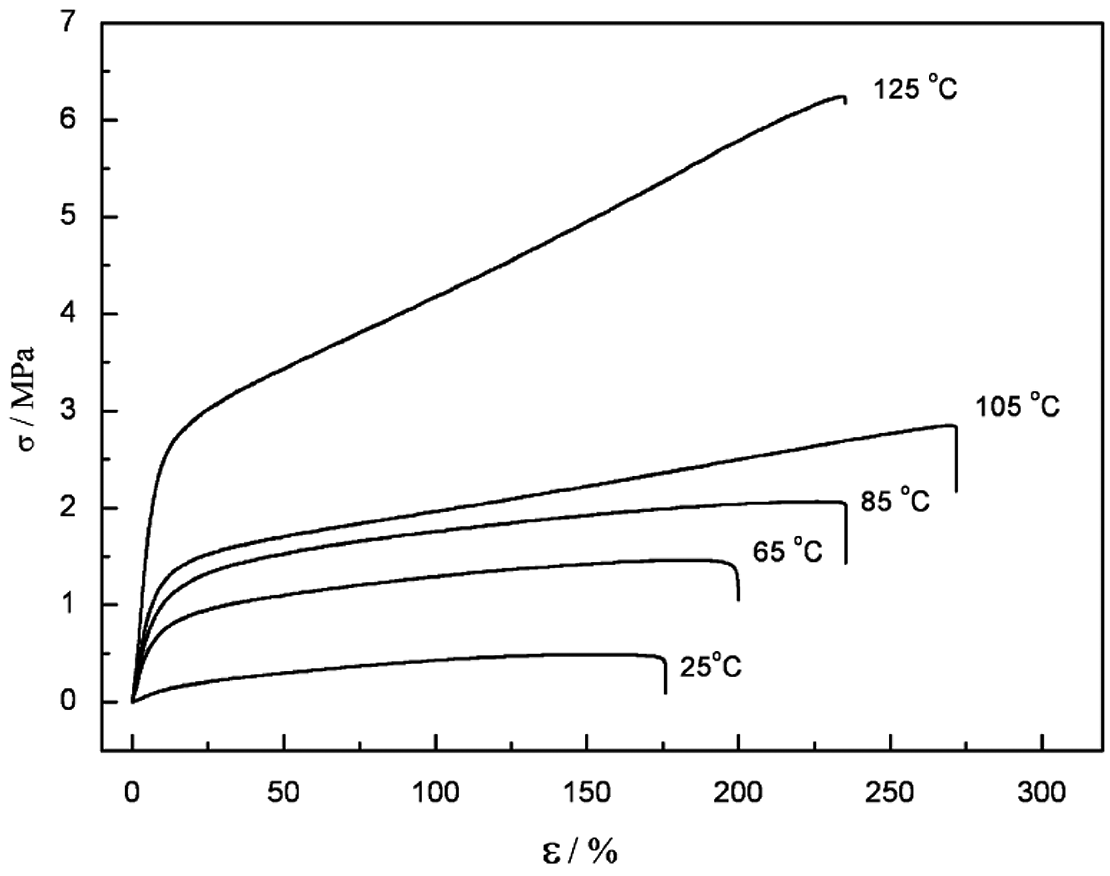
Relationship between stress and strain at varying temperatures for wheat gluten thermoplastics containing 35% glycerol and after being conditioned at 75% relative humidity. 23 Copyright (2008) Reproduced with permission from Elsevier.
Pure gluten thermoplastics
Since gluten is inherently non-thermoplastic, plasticizers have been used to make gluten thermoplastic and enable developing gluten based thermoplastic products. Glycerol is the preferred plasticizer used for developing thermoplastics from wheat gluten. Glycerol interacts closely and changes the physiochemical properties of wheat gluten. For instance, the polymer-polymer interactions in gluten are replaced with the polymer-glycerol interactions leading to a decrease in rubbery modulus. Extent of plasticization required can be controlled by varying the molar ratio of the plasticizer with respect to the protein and the temperature during processing. Aggregation of gluten and high volatility occurs if excess plasticizer is present. 25 It has also been reported that the plasticization and compatibility of glycerol with gluten depends on the temperature, time and mechanical inputs during mixing. Up to 45% glycerol was reported to be compatible with gluten for developing thermomoulded products through extrusion processing. 26 Formation of white residues (bloom) on the surface of thermoplastics has been reported when the plasticizer concentration exceeds its biocompatibility with the polymer. 27 Such blooming effect has not been reported for wheat gluten plasticized with glycerol.
Thermoplastic wheat gluten products are typically developed by combining 15–25% glycerol and compression molding at 80°C or 100°C for 10 min. The physical properties of the films are directly dependent on the amount of glycerol and processing conditions. For example, tensile strength increased from 15 to 23 MPa and elongation decreased from 58% to 40% when compression temperature was increased from 80°C to 100°C. Similarly, tensile strength decreased from 326 MPa to 23 MPa and elongation increased from 21% to 40% when glycerol content was increased from 15% to 25%. Wheat gluten combined with glycerol as plasticizer and L-cysteine, glutaraldehyde or formaldehyde as crosslinker was thermo molded into plastics at 100°C for 12 min at a pressure of 10 MPa. Disulfide crosslinking by cysteine caused high phase separation and increased the glass transition temperature of gluten whereas crosslinking with aldehyde restricted phase separation and decreased the glass transition temperature. Also, aldehyde crosslinking increased tensile strength but decreased elongation and modulus. 28 Considerable decrease in glass transition temperature occurs due to the plasticizer which enables compression molding gluten into various shapes as shown in Figure 4. 29 No major change in Tg was observed when compression was done below 170°C. Although increasing temperature increases chain mobility and favors thermoplastic behavior, hydrophobic interactions and aggregation of molecules restricts chain movement and decreases thermoplasticity when proteins are processed at high temperatures.30,31 Similar decrease in the glass transition temperature was observed with increase in moisture content because moisture could act as a plasticizer. However, higher moisture caused faster degradation and poor mechanical properties. The properties of compression molded wheat gluten materials are also related to the density of disulfide bonds and extent of cross-linking. Heating during molding leads to SH-disulfide interchange reactions which converts intramolecular disulfide bonds into intermolecular disulfide bonds causing larger protein aggregates and decreased protein extractability. 32 However, excessive heat degrades the peptides and the disulfide bonds which may decrease the tensile strength. Controlling the degree of crosslinking was suggested to be the best approach to obtain wheat gluten bioplastics with desired properties. Not only gluten, the pure constitutive proteins (glutenin and gliadin) could also be made into thermoplastic films. Wheat gluten, gliadin and glutenin were combined with 15% glycerol and compression molded into films at different compression temperatures. Gluten and gliadin could be converted into transparent films after compression molding at 150°C (Figure 5) whereas glutenin was relatively non-thermoplastic and required higher compression temperature of 180°C to form films. The substantially higher molecular weight of wheat glutenin provides higher thermal stability and hence glutenin needs higher temperature for converting into plastics. Films with higher glycerol content (up to 30%) became weak and disintegrated in water whereas those made using 15% glycerol and higher temperature were considerably stable (Figure 6). 33 Addition of 5–10% of ammonium hydroxide to wheat gluten and compression molding with glycerol as plasticizer resulted in highly transparent films.
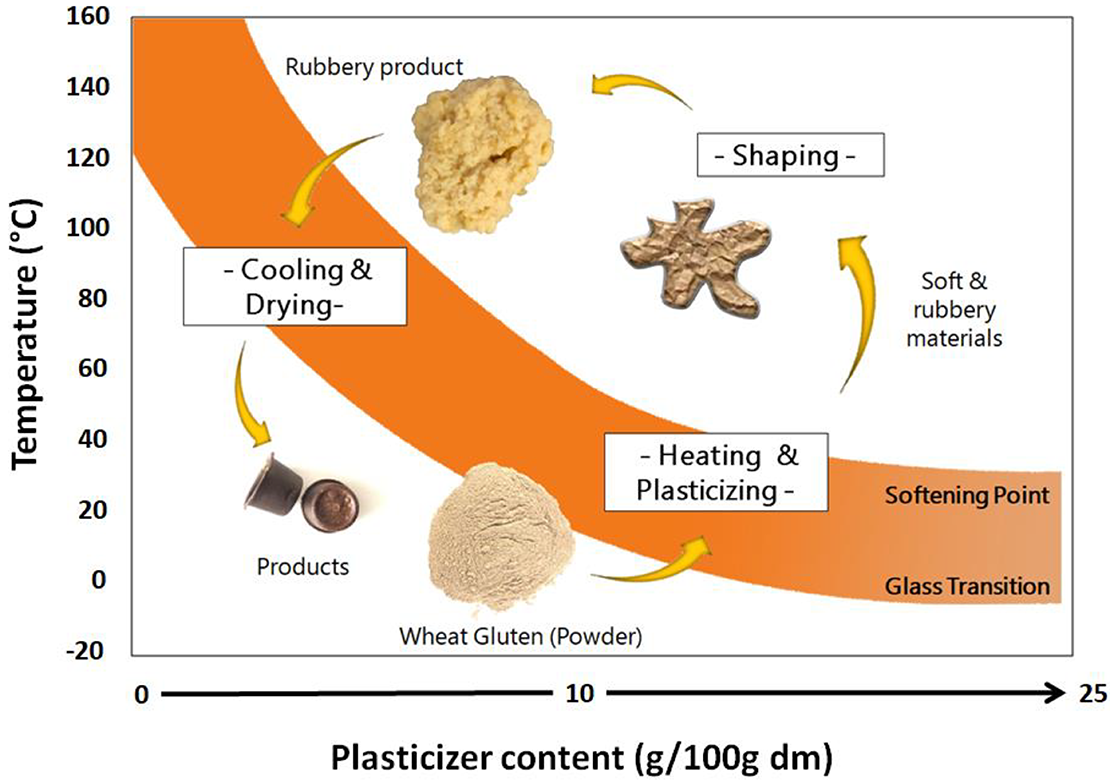
Thermoplastic processing of wheat gluten to form agro-packaging materials.
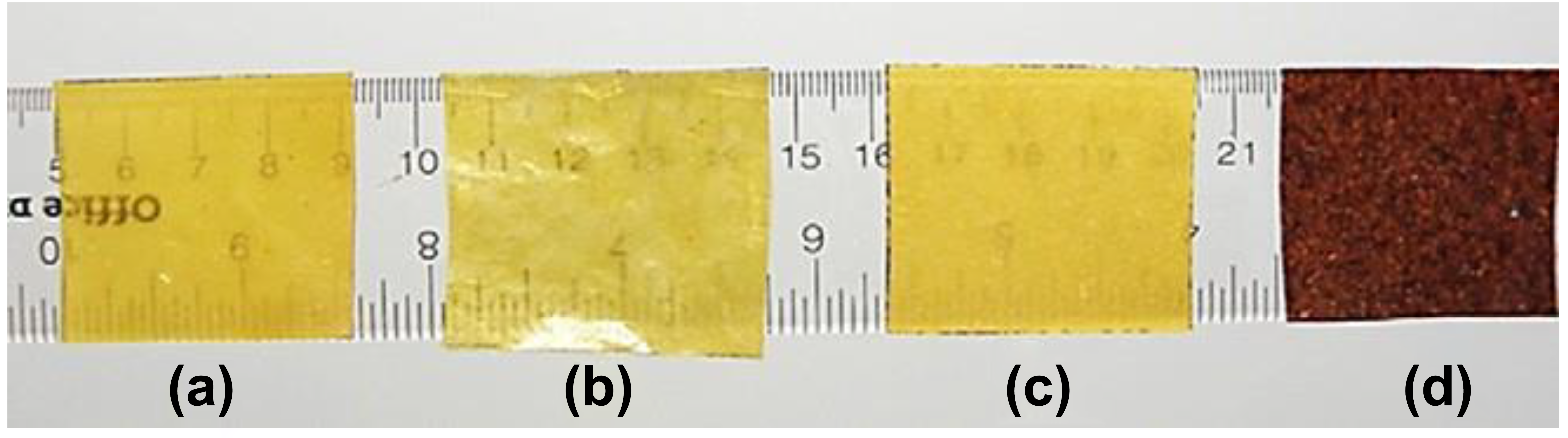
Digital images of thermoplastic films developed from gluten (a), gliadin (b), glutenin (c) and glutenin purified after removing starch (d). 33 Copyright (2012) Reproduced with permission from Elsevier.
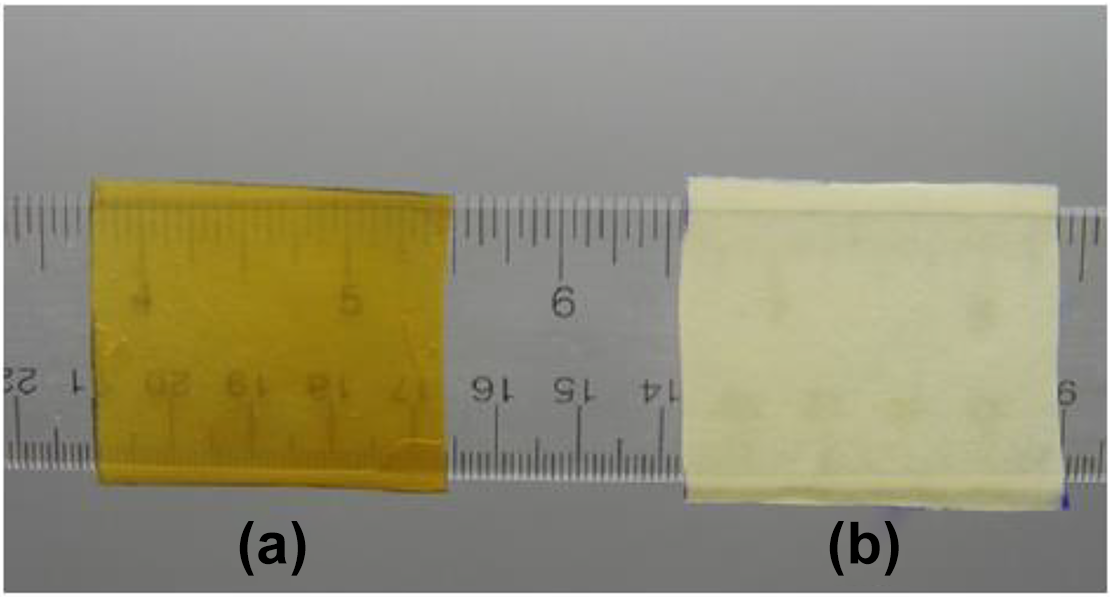
Changes in appearance of wheat gluten films containing 15% (a) and 35% (b) glycerol after immersion in water for 20 min. 34 Copyright (2012) Reproduced with permission from Elsevier.
Nearly five times increase in strength, six times higher modulus but lower elongation was obtained when ammonium hydroxide was used to treat gluten. The alkali treatment lead to protein aggregation and networking and hence considerably lower solubility of proteins and lower oxygen permeability (Figure 7).32,35 In another study, wheat proteins were combined with 30–40% glycerol and compression molded at 120°C for 3 min at 15 MPa. Addition of glycerol increased the susceptibility of wheat gluten to water and also decreased modulus. It was suggested that the plasticizers could cause a hierarchical arrangement and affect the relaxation of the proteins. Such relaxation was found to occur in three (low, middle and high) relaxation phases, which determined the properties of wheat gluten bioplastics. 33

Transparent films obtained when ammonium hydroxide was used to compress wheat gluten and glycerol into thermoplastics. 32 Copyright (2010) Reproduced with permission from Sage publications.
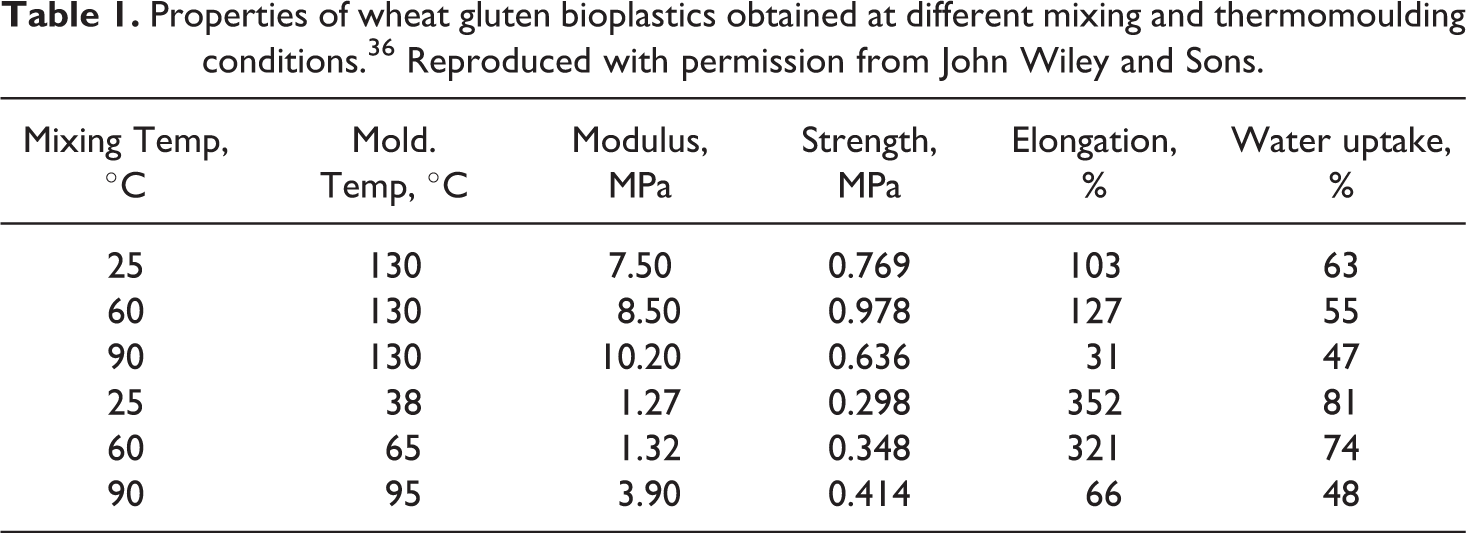
In addition to glycerol, addition of water has been found to improve the processability and provide wheat gluten thermoplastics with better properties. A blend of 500 g of gluten, 180 g of glycerol and 1000 g of water were combined in a mixer using three different temperatures (ambient, 60°C and 90°C). The protein blend was compression molded between 35°C and 145°C at a pressure of 9 MPa. 36 Mixing gluten, glycerol and water and heating at 90°C was found to decrease activation energy, induce crosslinking network that was found to be beneficial for thermo-molding. Properties of wheat gluten obtained were dependent on the temperature with compression molding at 130°C providing the most optimum properties. Water uptake decreased with increasing mixing temperature but increased at lower compression temperatures (Table 1). Processing wheat gluten at high shear and high temperature also helped in improving crosslinking and protein stability in aqueous conditions. Molding time and glycerol content did not have a major effect on the solubility of proteins in SDS but compression at higher temperatures reduced solubility, significantly. Mechanical properties increased with increasing molding temperature but addition of glycerol decreased the strength and modulus as observed in other studies. These plasticizing effects lead to higher water sorption and also improved the resistance to methanol diffusivity. 37 Gluten plastics for controlled release of potassium chloride were prepared using water and glycerol. These bioplastics were considered suitable for applications where high-water sorption was necessary and the extent of water sorption (up to 164%) could be controlled by varying the amount of citric acid used. 38 Wheat gluten thermoplastics with improved tensile strength and water resistance could be obtained by chemical modifications. Acylation of wheat gluten and addition of 10% glycerol allowed thermoplastic processing and developing of bioproducts. 39 The possibility of forming extruded products from wheat gluten without using solvents was demonstrated by Türe et al. 40 In this approach, wheat gluten was combined with urea (10%) as a protein denaturant and extruded at 130°C using 30% glycerol as plasticizer. Urea increased formation of β-sheets and hydrogen bonding and also acted as plasticizer. The films formed had good barrier properties but were softer and weaker than the films formed using ammonium hydroxide as the solvent.41,42
Properties of wheat gluten bioplastics obtained at different mixing and thermomoulding conditions. 36 Reproduced with permission from John Wiley and Sons.
Despite the varied options available to develop thermoplastic products from wheat gluten, commercial availability of wheat gluten-based products are almost non-existent. Relatively weaker mechanical properties, poor resistance to aqueous conditions and exposure to environment are some of the major limitations of wheat gluten-based bioplastics. Chemical and physical modifications and/or blending with other polymers partially improves the performance and properties of the wheat gluten-based products. New approaches to decrease hydrophilicity of wheat gluten, avoiding the use of plasticizers or including novel additives are necessary to improve the properties of wheat gluten-based bioplastics. Nevertheless, ready availability and considerably lower cost of wheat gluten makes it an attractive choice to develop protein-based bioproducts. One option to consider would be to blend wheat gluten with other protein byproducts such as wool and chicken feathers which are relatively hydrophobic and available at considerably lower cost and in large quantities.
Wheat gluten blends with biopolymers
Starch
A blend of gluten and starch grafted (SG) with methyl methacrylate (MMA) and used as a wood adhesive after including several other additives. For instance, Titanium Dioxide (TiO2) was added along with the modified MMA-g-SG and treated for 6 h at 70–80°C. This mixture was added into soft wood along with citric acid as the cross linker and glycerol as the plasticizer. Samples were prepared by compression molding the gluten-starch-wood composite at 125°C for 30 min. 42 Considerable chemical interactions were observed between MMA, proteins, starch, wood and additives. MMA and gluten and gluten and citric acid were linked together with C–N bonds. TiO2 increased thermal stability whereas decreased surface roughness. Gluten formed three-dimensional networks through hydrogen bonds and disulfide linkages leading to increased strength. Similarly, presence of TiO2 further increased the tensile and flexural values due to reinforcing effect. Composites obtained using 50/50 ratio of starch and gluten and 3% TiO2 provided highest increase in thermal stability, mechanical properties (33 MPa tensile strength and 55 MPa flexural strength) and resistance to water. 39 Combining potato starch with wheat gluten under shear and heat increased viscosity whereas break down and setback values decreased. Also, starch granules disrupted and diluted the gluten network which assists in thermal processing.43,44 In another study, gluten was combined with dialdehyde starch and made into thermoplastics. Samples were prepared by blending different ratios of gluten, starch and amount of glycerol and compression molding at 110°C for 5 min at 10 MPa pressure. Dialdehyde starch had smooth particles which did not blend completely with gluten and there was limited interaction between the two polymers. Tensile strength showed an increase from 2.0 to 3.6 MPa when 3.6% of starch was used alongwith increase in elongation. Higher starch content (14.3–28.6%) decreased both strength and elongation (Figure 8).
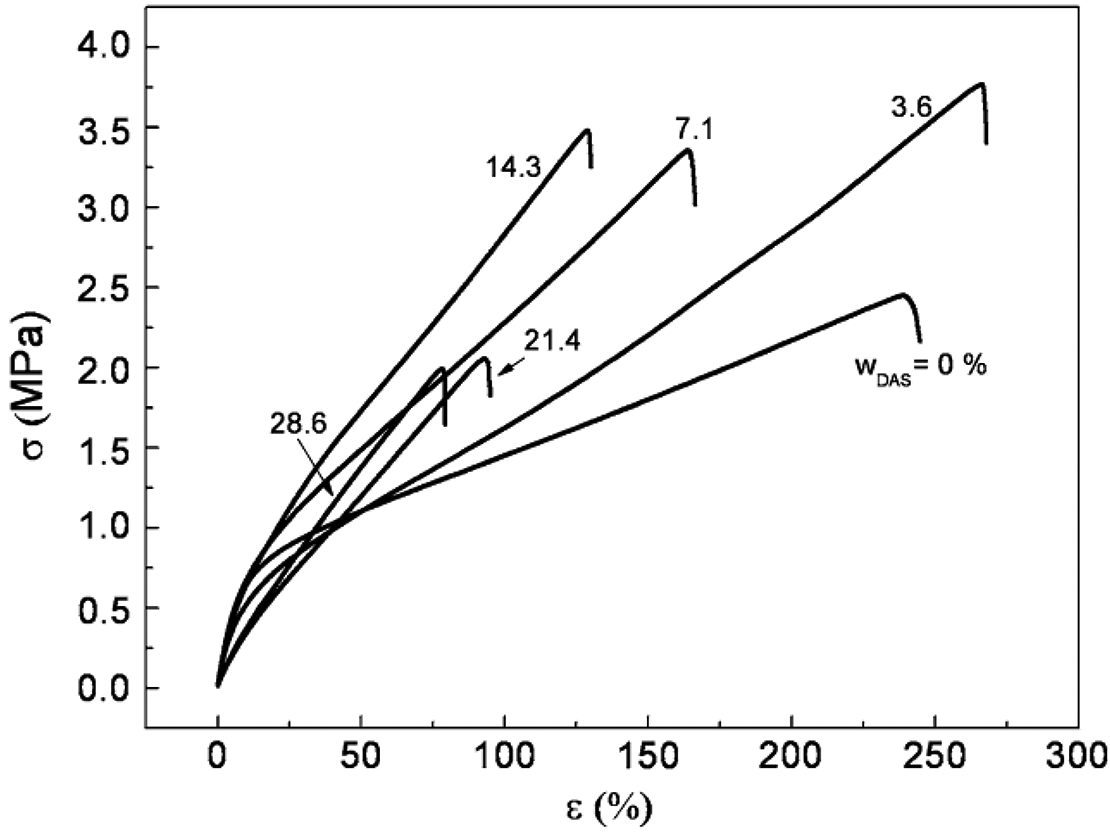
Strength and elongation relationships for the wheat gluten/dialdehyde starch (WG/DAS) composites. 45 Copyright (2010) Reproduced with permission from Springer.
Blending of up to 32% of hydroxyethyl cellulose in the form of fibers into wheat gluten reduced water sorption from 14% to 10% and progressively increased tensile strength up to 2.3 MPa with corresponding reduction in elongation. 44 In addition to amount of fibers, the temperature of processing also affected tensile properties when the extent of crosslinking was varied. The added fibers were able to decrease the mobility of the protein molecules and hence improve glass transistion. 45 Addition of hemp fibers into gluten matrix was supposed to avoid protein aggregation and increased glass transistion temperature. Increase in Tg was suggested to be due to the migration of the plasticizers from the matrix to the fibers. Such migration was termed “matrix deplasticization” and led to the improvement in mechanical properties of the composites. Variations were observed in the experimental and theoretical modulus of wheat gluten composites reinforced with various levels of fibers. 46
In another study, wheat gluten was combined with methyl cellulose and carboxymethyl cellulose to develop biodegradable polymeric materials. The polysaccharide content in the proteins was controlled between 0% and 4.5% and the blend was thermomoulded at 130°C and 9 MPa pressure. 47 The polysaccharide enhanced network structure particularly when the pH was close to the isoelectric point of the proteins whereas lower pH increased moisture sorption. Extrusion processing of wheat gluten at pH 9 promoted bonding between molecules and increased tensile strength of bioplastics. 48
Potato protein
Pure wheat gluten and blend of wheat gluten and potato protein were used to develop composites at different pHs. 49 Individual proteins or a blend of the two proteins were dispersed in water and pH was adjusted to 10 and the materials heated for 30 min at 75°C. After treatment, the proteins were lyophilized to form a powder. The powder was combined with glycerol (70/30% ratio) and compressed into films either at 130°C or 150°C at 200 bar pressure for 5 min. Composites obtained exhibited different colors depending on the type of proteins (Figure 9). Similarly, mechanical properties of the composites varied depending on the protein, amounts in the blend and processing temperature (Figure 10). Potato proteins provided the highest strength and modulus whereas wheat gluten had high extensibility. Compression molding at 150°C was able to provide enhanced properties but no major advantages were seen in blending the two proteins. Potato proteins were found to have higher β-sheets whereas wheat gluten had increased cross-linking after heating. Disulfide bonds were broken due to the alkaline treatment which enabled compression molding of the proteins. 49
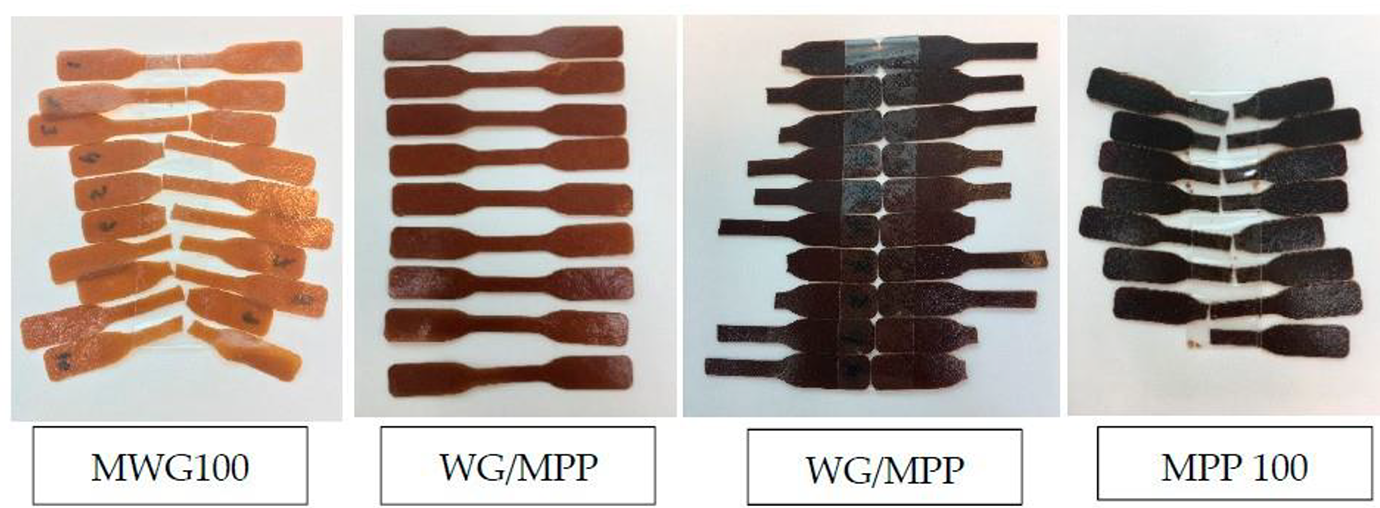
Tensile test sample of modified wheat gluten (MWG), modified potato protein (MPP) and their blends had varying color after compression molding at 130°C. 49 Reproduced with permission from MDPI through open access publishing.
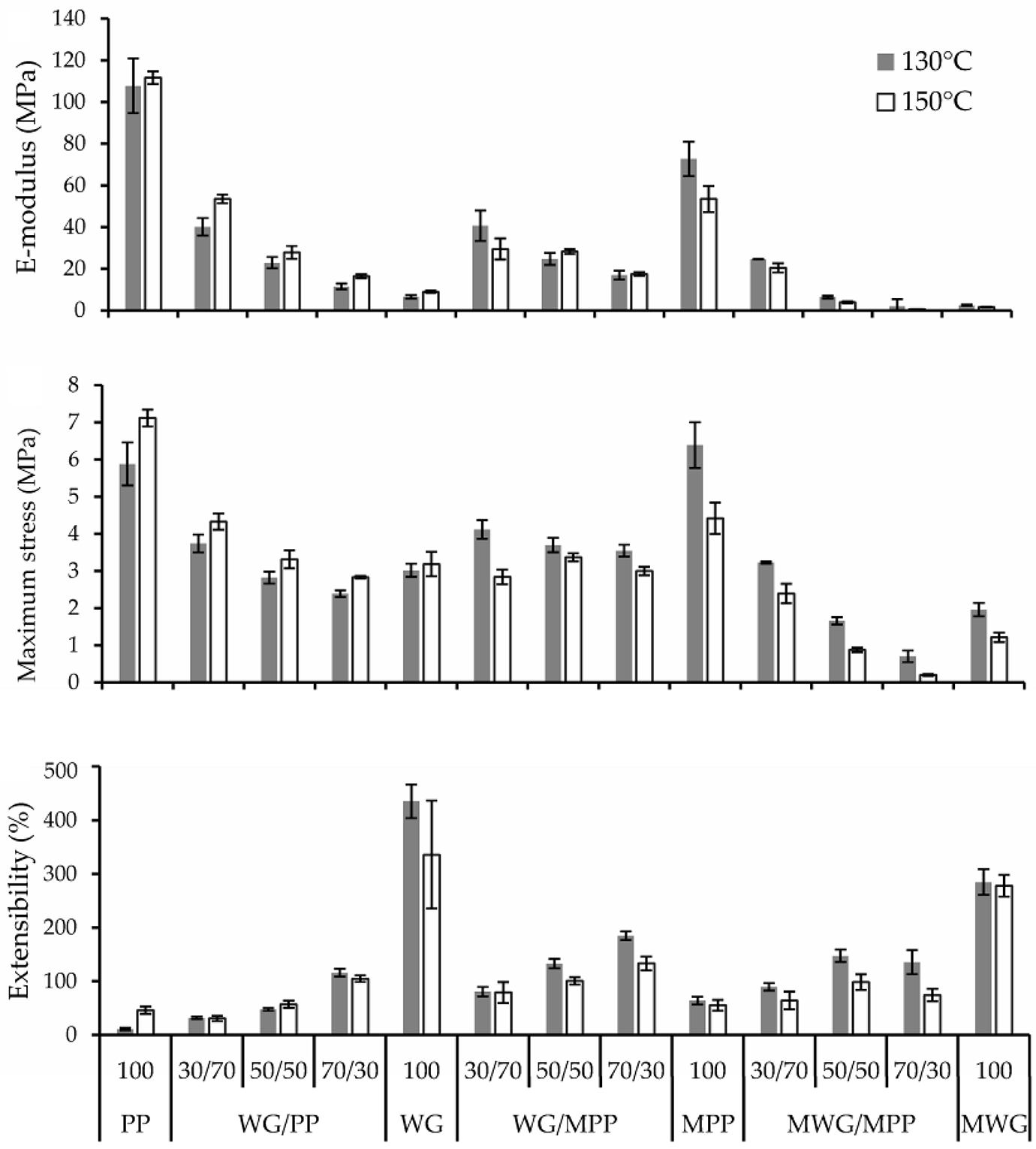
Tensile properties of wheat gluten and potato protein composites at different blend ratios and compression molding at 130°C or 150°C. 49 Copyright (2019) Reproduced with permission from MDPI through open access publishing.
Wheat gluten-based bioplastics reinforced with additives
Shrimp shell powder
Several additives have also been used to improve the properties of wheat gluten-based bioplastics. 50 Unmodified and calcined shrimp shell powder (250 µm size particles; 10% calcium, 41% carbon, 38% oxygen and 9% nitrogen) was combined with wheat gluten and compression molded into plastics. Glycerol (30%) was added into gluten along with shrimp shell powder (up to 10%) and compression molded into sheets at 130°C for 10 min. Pure gluten sheet had tensile strength of 3.4 MPa and elongation of 119%. Addition of 2.5% shrimp shell waste increased the strength to 6.5 MPa but further increase (5% and higher) lead to decrease in strength and substantial reduction in elongation. At the same level (2.5%) of addition, calcined shrimp shell powder increased strength to 16.5 MPa whereas elongation was only 12.7%. Calcined shrimp shell powder also reduced the weight loss from 14 to 4% after accelerated weathering for 120 h and increased the degradation temperature by 12°C. Higher mineral content and change in the structure of wheat gluten was suggested to be responsible for the improved properties. 51
Fish scales
Similar to using shrimp shells, fish scales (typically composed of 70% proteins, 7–25% inorganic components such as hydroxyapatite and calcium phosphate, 8% fat and 7% moisture) were also used as reinforcement for wheat gluten and the blend was compression molded into composites. Cleaned and powdered fish scales were combined with wheat gluten in 0–10 wt% with 30% glycerol on weight of wheat gluten as the plasticizer. The materials were thoroughly mixed and made into sheets in a two-roll mill. Later, the sheets were compression molded at 130°C for 10 min at a pressure of 250 kg/cm2. Fish scales used had rod-like and irregular shaped particles of 168 µm average diameter. Substantial increase in tensile strength of wheat gluten from about 3.8 to 7.8 MPa was possible by adding 2.5% fish scales. However, a reduction in elongation from 120% to 60% and decrease in storage modulus were also observed. The degradation of wheat gluten at high humidities and temperatures could be reduced and controlled by varying the percentage of fish scales used. 52
Lignin
Lignin from two different processes (kraft and ammonium lignosulfonates) was combined with gluten and 35% glycerol and compression molded into thermoplastics at 120°C for 3 min at a pressure of 15 MPa to obtain films with thickness of 0.5 mm. Interestingly, unlike in most studies, the tensile strength and modulus decreased whereas elongation increased with the addition of lignin. Presence of high content of sugars (12%) in the lignin were suggested to act as plasticizers resulting in an increase in elongation and decrease in strength. Kraft lignin provided better improvement in properties than lignosulfonates. However, it was also suggested that a blend of the two lignins would provide complementary effects beneficial to develop products. 53
Kaolin and silicates
To improve the thermal, barrier and mechanical properties, wheat gluten was combined with the widely available mineral kaolin and made into composites. 54 Kaolin (1–5% on weight of wheat gluten) and glycerol (45% on weight of gluten) were mixed together and probe sonicated at 130 W at 20 kHz for 1 min at 100% amplitude to ensure thorough blending. After blending, the material was compression molded into 1.5 mm thick sheets in three steps of 100 PSI for 2 min, at 250 PSI for 2 min, and at 350 PSI for 3 min. 54 Addition of 5% kaolin enhanced the strength of wheat gluten from 0.5 to 1.2 MPa and increased elongation from 114% to 123%. Sonication increased the strength of the blend to 3.48 MPa but elongation decreased to 82%. Agglomeration of kaolin particles was observed above 5% which caused decrease in tensile strength and modulus. Sonication assisted in uniform distribution of kaolin and formation of network which decreased surface water sorption and penetration of water through kaolin and hence increased resistance of wheat gluten to moisture and UV radiation. 54
Similarly, wheat gluten (WG) has been combined with silicates such as montmorillonite (MMT) and made into materials through compression molding and solution casting. Wheat gluten, montmorillonite (2% or 5%) and glycerol (35–42.8%) were combined in a twin-screw extruder and made into pellets which were later compression molded into films at 60–120°C for 5 min at 150 bar pressure. Addition of the silicate increased mechanical properties but marginally reduced the color. It was reported that compression temperature played a considerably larger role than glycerol in determining the moisture sorption and mechanical properties.55,56 In another study, urea was used as a denaturant and plasticizer for wheat gluten thermoplastics reinforced with MMT. Thermoplastics were prepared after compounding in a single screw extruder and extruding flat sheets at temperature of 130°C. Oxygen permeability showed more than 50% decrease and water vapor permeability decreased by about 23% when MMT concentration was increased from 0% to 5%. No major effect was observed on strength but elongation decreased by about 20%. Morphological analysis showed layered distribution of the clay in the wheat gluten matrix which was suggested to be responsible for the decrease in permeability and elongation. 57 It has also been reported that the performance of nanoclay in a wheat gluten matrix is strongly influenced by the pH. Although pH near the isoelectric point provided optimum properties, alkaline pHs considerably increased the tensile strength but did not affect modulus and elongation of wheat gluten thermoplastics in the presence of MMT. pH above 10 improved the interaction between clay and wheat gluten and provided better properties as shown in Table 2. 58
Influence of pH on the mechanical properties of wheat gluten thermoplastics containing nanoclay. 58 Reproduced with permission through open access publishing.
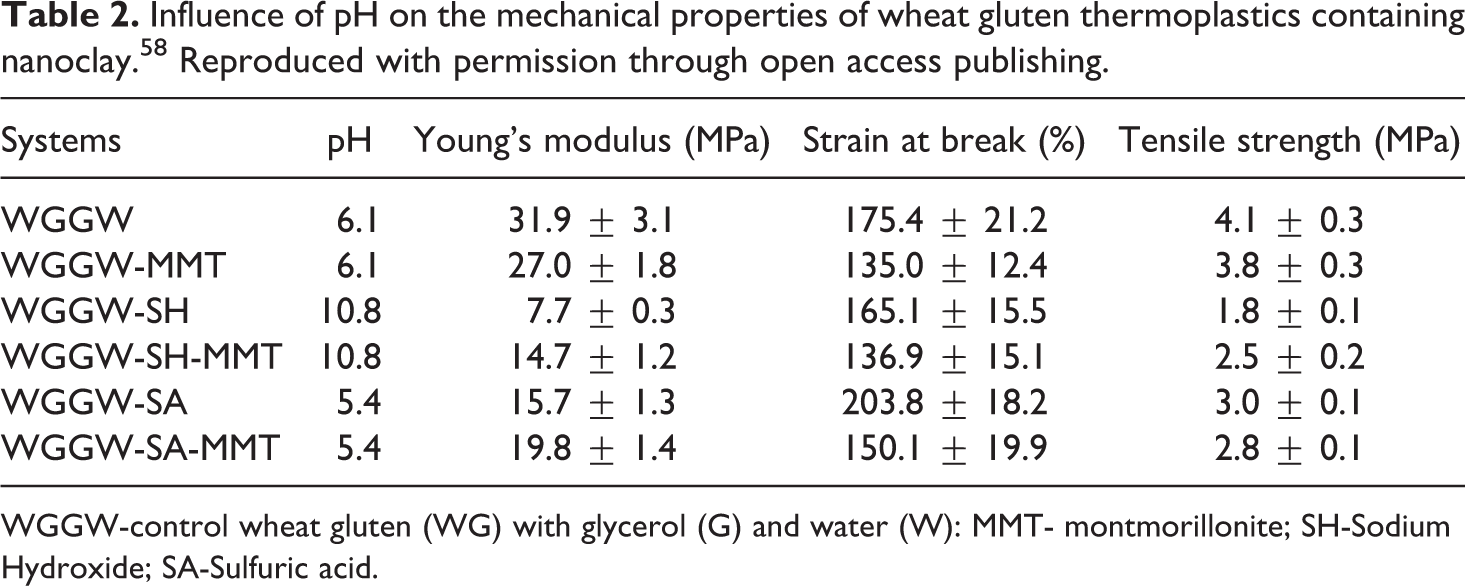
WGGW-control wheat gluten (WG) with glycerol (G) and water (W): MMT- montmorillonite; SH-Sodium Hydroxide; SA-Sulfuric acid.
Rubber wood sawdust
Wheat gluten was reinforced with different proportions of rubber wood saw dust and the changes in properties were studied. Blends of wheat gluten, saw dust powder and 30% glycerol were processed in a two roll mill to form sheets of 1.5 mm thickness which were later compression molded at 130°C for 10 min at 250 kg/cm3. Tensile strength of the processed wheat gluten increased up to 10% with the addition of saw dust but substantial decrease (60%) in strength was noticed with further increase in saw dust content. A steady decline in elongation and water sorption occurred due to the presence of saw dust which is considerably rigid and also hydrophobic compared to gluten. However, saw dust provided increased stability and showed slower degradation in soil. It was proposed that saw dust reinforced wheat gluten could be suitable for developing biodegradable products, particularly flower pots that could degrade in a reasonable time.59,60
Olive pomace
Boudria et al. have studied the possibility of improving properties of wheat gluten thermoplastics by reinforcing with up to 20% of olive pomace which are byproducts generated during processing of olives. 61 Wheat gluten combined with olive pomace was subject to high intensity ball milling in a planetary ball mill operated at 150 rpm for 10 h. The milled gluten pomace powder was combined with 35% glycerol and compression molded into films at 120°C for 3 min at 15 MPa pressure. Untreated gluten and olive pomace had particles with average diameters of 45 and 54 µm, respectively. Agglomeration of particles was observed due to the high energy created during milling. Addition of pomace powder increased strength linearly when the amount was changed from 5% to 20% but elongation decreased (Figure 11). Addition of milled particles further improved the strength and elongation of composites containing 5–15% powder but no major difference was obtained for the composite containing 20% powder. Milling also improved the resistance to water and decreased mass loss of composites when conditioned at high humidities (98%). It was suggested that milling of biomass based reinforcements could be considered to improve properties of wheat gluten and make them suitable for food packaging and other applications. To futher enhance the properties of wheat gluten plastics reinforced with olive pomace, several modifications such as esterification and mercerization were also done. 58 Olive pomace powder was treated with maleic anhydride to form esterified clean olive pomace (ECOP) or with 10% sodium hydroxide solution at 25°C for 24 h to obtain mercerized pomice powder (MCOP). The modified and unmodified pomace was combined with wheat gluten and 35% glycerol and molded into samples at 120°C for 3 min at pressure of 15 MPa. Unlike in most instances where reinforcing with fibers increased tensile properties, addition of modified or unmodified pomace decreased tensile strength, elongation and modulus. No significant influence was observed on the thermal behavior but the water sorption had decreased. Properties of wheat gluten composites were considered to be suitable for food packaging and other applications. 62
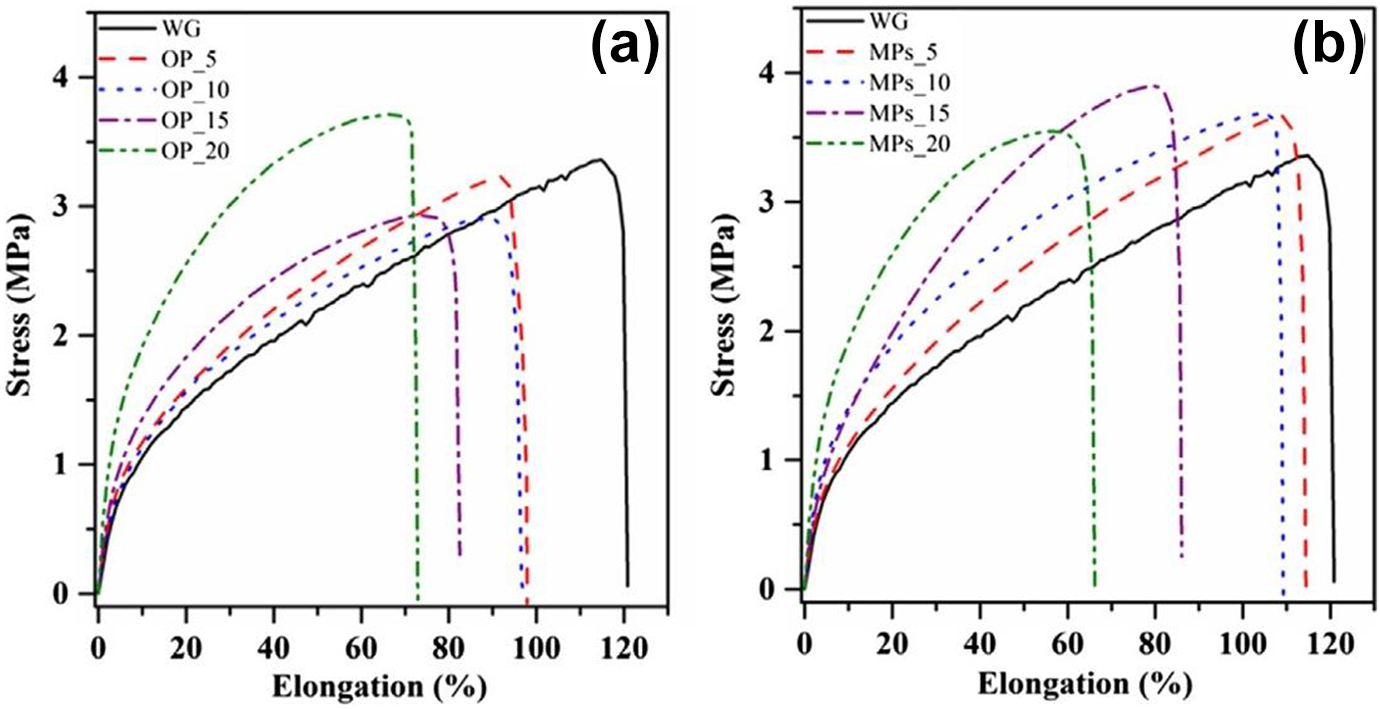
Changes in the strength and elongation of wheat gluten composites reinforced with 5–20% of unmilled (a) and milled gluten-olive pomace composites compression molded with 35% glycerol. 62 Copyright (2015) Reproduced with permission from Elsevier.
Algal biomass
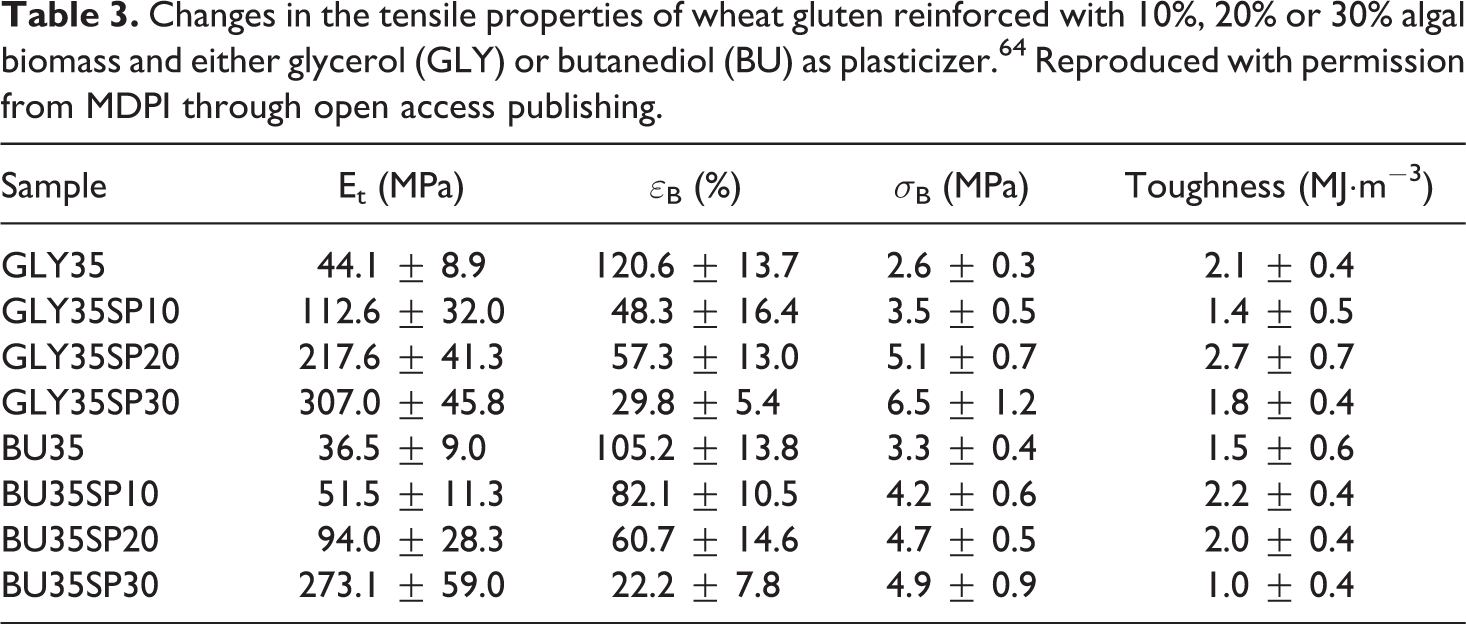
Ability of microalgal biomass to reinforce wheat gluten combined with three different plasticizers was studied by Ciapponi et al. 63 Gluten, plasticizer and algae (10–30%) were mixed together and later compression molded at 120°C for 10 min at 40 bar pressure. Changes in the mechanical properties of gluten with the addition of plasticizers and different amounts of algae are given in Table 3. Good interaction was observed between gluten and algae and hence the thermal and water resistance showed considerable increase (2.4–0.14% moisture sorption). 63
Changes in the tensile properties of wheat gluten reinforced with 10%, 20% or 30% algal biomass and either glycerol (GLY) or butanediol (BU) as plasticizer. 64 Reproduced with permission from MDPI through open access publishing.
Natural Fibers reinforced gluten biocomposites
Hemp and flax
Wheat gluten has also been reinforced with several natural fibers and made into composites using glycerol, water or other plasticizers. In one of the earliest studies on reinforcing gluten with natural fibers, three different grades of 5–20% hemp fibers and 30% glycerol were combined together. The blends were compression molded at 130°C at 100 bar pressure for 5 min. Mechanical properties of the gluten plastics were dependent on the amount and length of fibers used. Shorter fibers have uniform distribution in the matrix and hence were able to provide better strength. Similarly, increasing fiber content from 5% to 20% increased stress from 2.5 to 4.7 MPa and modulus from 24 to 199 MPa. However, substantial decrease in elongation from 147% to 6% had occurred and presence of glycerol also made the plastics susceptible to water and moisture. 64
Since plasticizers or chemical modifications increase costs and also affect the properties of wheat gluten, a study was conducted to develop hemp fiber reinforced wheat protein composites without using any plasticizers or chemical and physical modifications to gluten or the fibers. In this study, wheat gluten, gliadin and glutenin in powder form were added into hemp fiber mats and compression molded between 110°C and 130°C for 15 min at 400 bar pressure. 65 The type of wheat protein, amount of hemp fibers and compression temperature had considerable effect on the tensile properties of the composites as shown in Figure 12. Interestingly, gliadin provided the highest strength followed by gluten and glutenin when compression molded at 130°C. The composites showed 30–40% degradation after 90 days based on the amount of CO2 released due to microbial degradation when tested according to ASTM D5988. Wheat gluten and gliadin had higher degradation rates than glutenin. Possibility to use high amount (62%) of fibers, eliminating the need for plasticizers and high temperature processing were considered to be the beneficial aspects of this process enabling the development of true green composites.
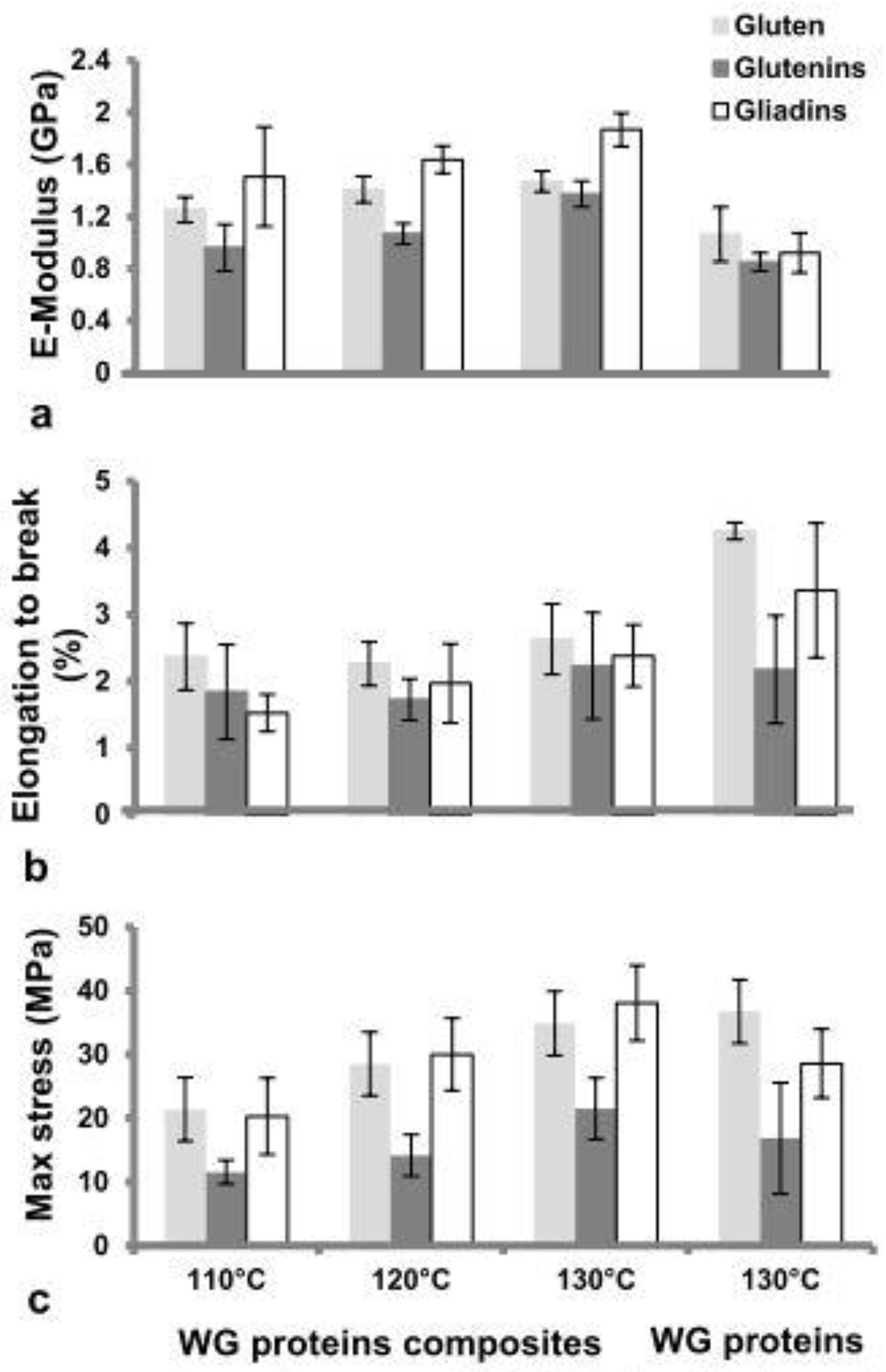
Tensile properties of hemp fiber reinforced wheat protein composites compression molded at three different temperatures in comparison to unreinforced wheat proteins. 66 Copyright (2015) Reproduced with permission through open access publishing.
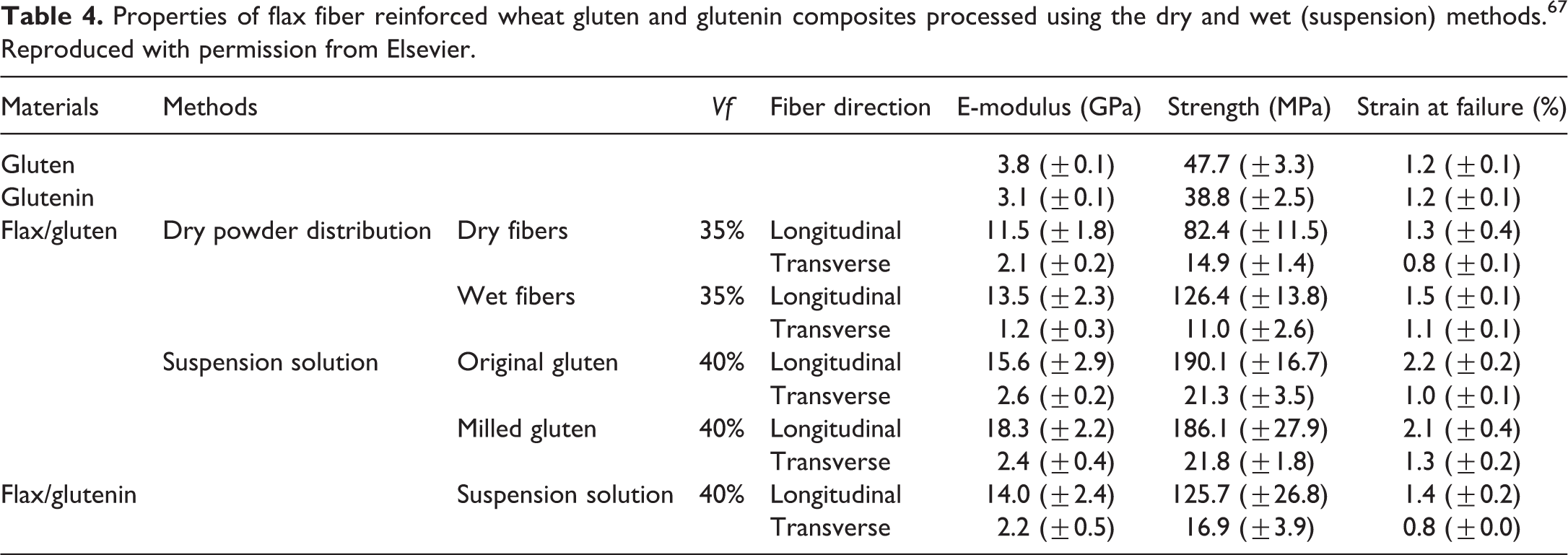
Toughened wheat gluten composites could also be obtained by controlling the amount and orientation of flax fibers added as reinforcement. 66 Two methods (wet and dry) were used to control the orientation of the fibers and wheat gluten was added on to the fibers as dry powder or after preparing a suspension in 70% ethanol. In addition to wheat gluten, wheat glutenin obtained after removing gliadin was also prepared using a similar approach. Pre-pregs prepared using the gluten proteins and fibers were placed in a mold and compression molded at 150°C for 15 min at pressure of 5 bar. 67 An efficiency factor for modulus and strength were proposed to determine the effects of fiber alignment, fiber-matrix adhesion and impregnation of the matrix in the fibers. Considerable increase in properties was observed due to the addition of fibers and major differences were observed between the dry and wet methods of adding gluten or even due to the longitudinal and transverse alignment of the fibers. Solution impregnation produced composites with less void content and hence higher tensile properties compared to adding dry powder (Table 4). Also, glutenin was unable to penetrate into the fibers resulting in composites with comparatively lower properties. It was suggested that plasticizers or gliadin was necessary to obtain composites with higher mechanical properties. 66
Properties of flax fiber reinforced wheat gluten and glutenin composites processed using the dry and wet (suspension) methods. 67 Reproduced with permission from Elsevier.
Both flax yarns and fabrics were used to reinforce wheat gluten in a dip-coating or compression molding approach. 67 Dip coating was done by immersing the flax fabrics (200 g/m2 density) in a gluten and glycerol solution. Up to three coatings were done by drying the fabrics after each coat and changing the orientation of the fabrics to vertical or horizontal. Wheat proteins were suggested to crosslink with the fibers without the need for any heat. Alternatively, films of wheat gluten were prepared by compression molding under mild conditions (70°C for 3 min at pressure 5.8 MPa). Sheets obtained were used to prepare a flax-gluten sandwich which were compression molded between 140°C and 160°C for 3.5–5 min to obtain the gluten composites. However, compression molded gluten reinforced with fabrics had considerbaly higher mechanical properties than those formed by dipping in the solution. Increasing compression temperature from 140°C to 150°C generally increased mechanical properties. Highest strength obtained was 29.6 MPa with corresponding energy at break being 248 mJ. Fabrics were able to provide better flexibility and crack resistance to gluten compared to using fibers. 67 Properties of wheat gluten reinforced with natural fibers (hemp and wood) was reported to be less sensitive to heat as the fiber content increased (Figure 13). Adhesion between matrix and fibers decreased as temperature increased and hence lower temperatures were preferable for compression molding gluten. 68
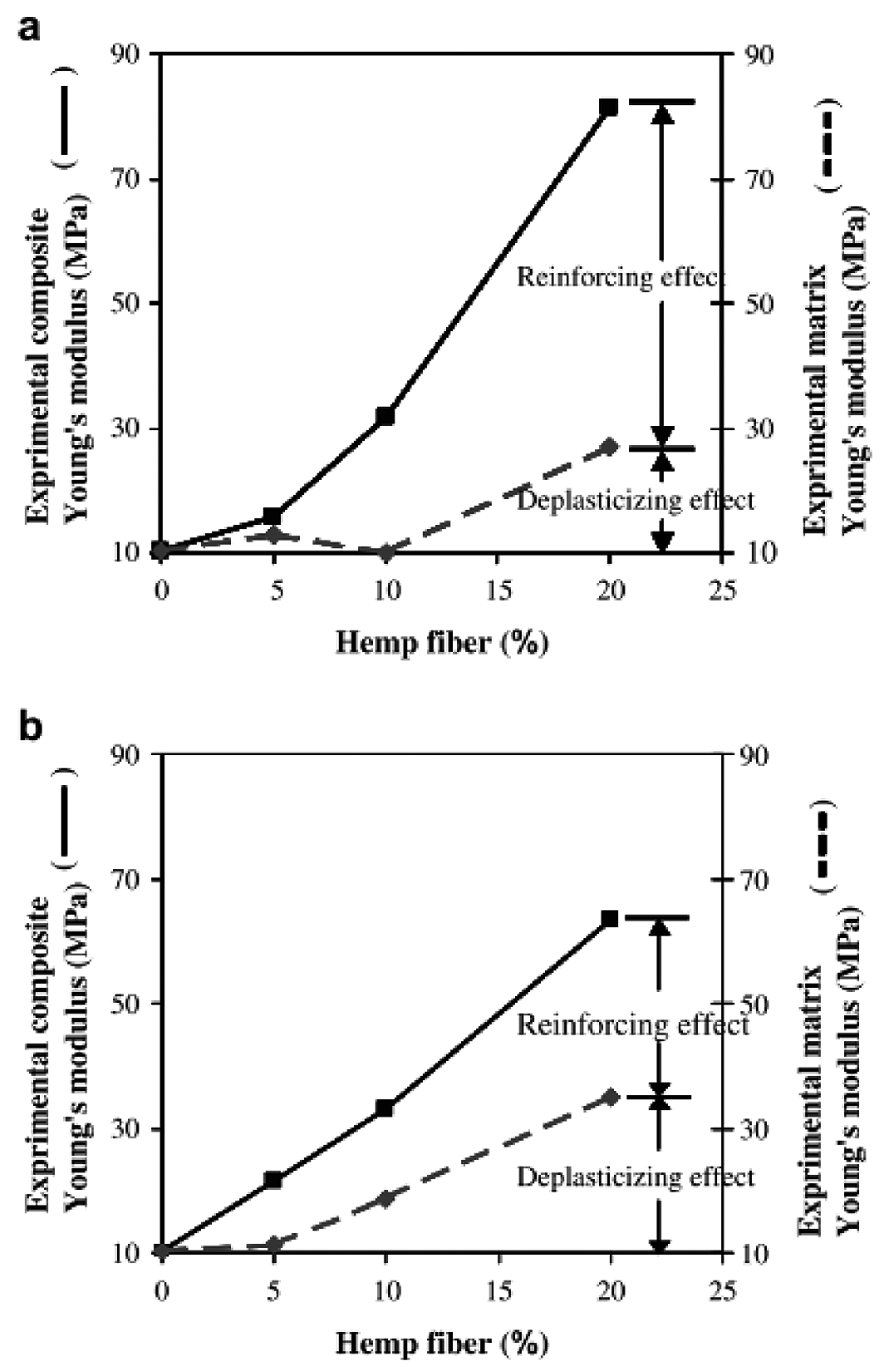
Experimental and estimated modulus of wheat gluten when reinforced with different levels of hemp fibers producing deplasticizing and reinforcing effects. 62 Copyright (2015) Reproduced with permission from Elsevier.
Wheat straw
In a unique study, all wheat composites were developed by combining wheat gluten with milled wheat straw containing 32% cellulose, 20% hemicellulose and 17% lignin as reinforcement. Wheat straw was made into particles of 2 mm and later milled to 0.2 mm diameter. Milled (cut milling, impact milling or ball milling) particles were combined with glycerol (30%) and gluten in a twin screw extruder to achieve uniform blending. The blended materials were compression molded at 120°C for 5 min at a pressure of 150 bars. Tensile properties of the composites were considerably different depending on the amount and type of milled particles used. Ball milled particles provided highest strength of 42 MPa compared to highest modulus of 26 MPa provided by the cut milled particles (Figure 14). Wheat straw powder and gluten had good interfacial adhesion. Higher surface area obtained after grinding also provided improved adhesion and resistance to water. Cut milling or impact milling rather than ball millling were found to be more suitable for achieving wheat gluten based bioplastics with high mechanical properties and functionality. 69
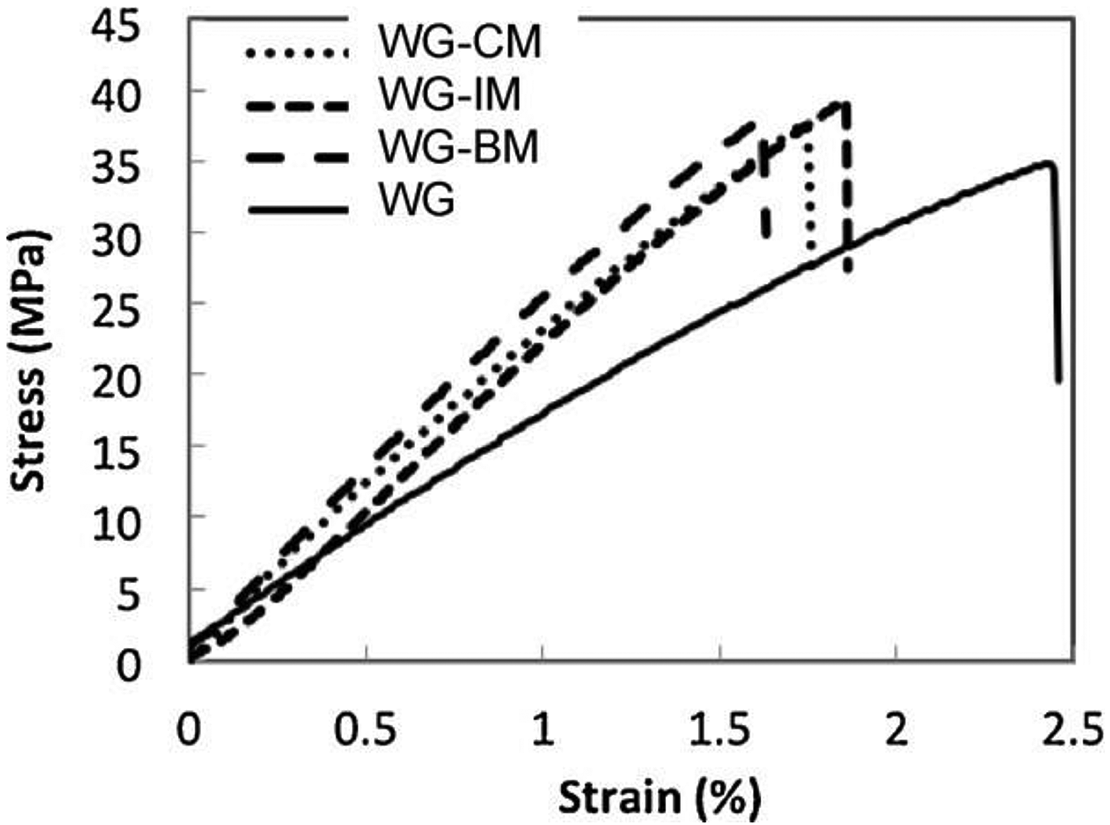
Effect of milling (cut milling-CM, Impact milling-IM and Ball milling (BM) on the stress-strain properties of wheat gluten (WG) reinforced with wheat straw particles. 69 Copyright (2013) Reproduced with permission from Elsevier.
Coconut fiber
Coconut fibers (coir) cut into lengths of 40 mm and having diameters between 0.30 and 0.55 mm were modifed by treating with alkali and later with (3-triethoxysilylpropyl)-t-butylcarbamate to improve compatibility. Wheat gluten containing 15% of the unmodified and modified fibers were compression molded at 150°C for 10 min to form 4 × 0.5 × 0.2 cm bars. Morphology and composition of the fibers changed due to the alkali treatment and provided better adhesion. Alkali or the silane treatment did not have major influence on the modulus or elongation but strength increased from 46 to 58 MPa when alkali and silane treated fibers were used. 70 To further improve the properties of wheat gluten based bioplastics, gluten was modified by treating with thiolated poly(vinyl alcohol) (tPVA) to obtain toughened wheat gluten. Modified gluten was reinforced with alkali and/or silane treated coir fibers. Substantial improvement in strength from 46 to 106 MPa and modulus from 2.8 to 5.4 GPa which was considerably higher than polystyrene or epoxy was obtained when the modified fibers were used. 71 No fiber pullouts were noticed and the fibers were neatly embedded in the gluten matrix. Plastics obtained were suggested to be suitable for indoor and packaging applications. Since plasticizers such as glycerol reduces strength and increases susceptibility to water, a study was done to understand the feasibiity of developing wheat gluten biothermoplastics with water as plasticizer. Using water resulted in completely biodegradable composites with properties better than composites containing polypropylene as matrix. 71
Jute fibers
Gluten was sprayed onto jute fibers and later water equivalent to twice the weight of the matrix and reinforcement was added. The pre-preg was compression molded at 190°C for 90 s during which gluten melted and adhered the fibers together. It was reported that water could effectively plasticize gluten under pressure and temperature. Thermal analysis (Figure 15) showed a considerably large difference between gluten with and without water and a broad melting peak for gluten when water was present. 72
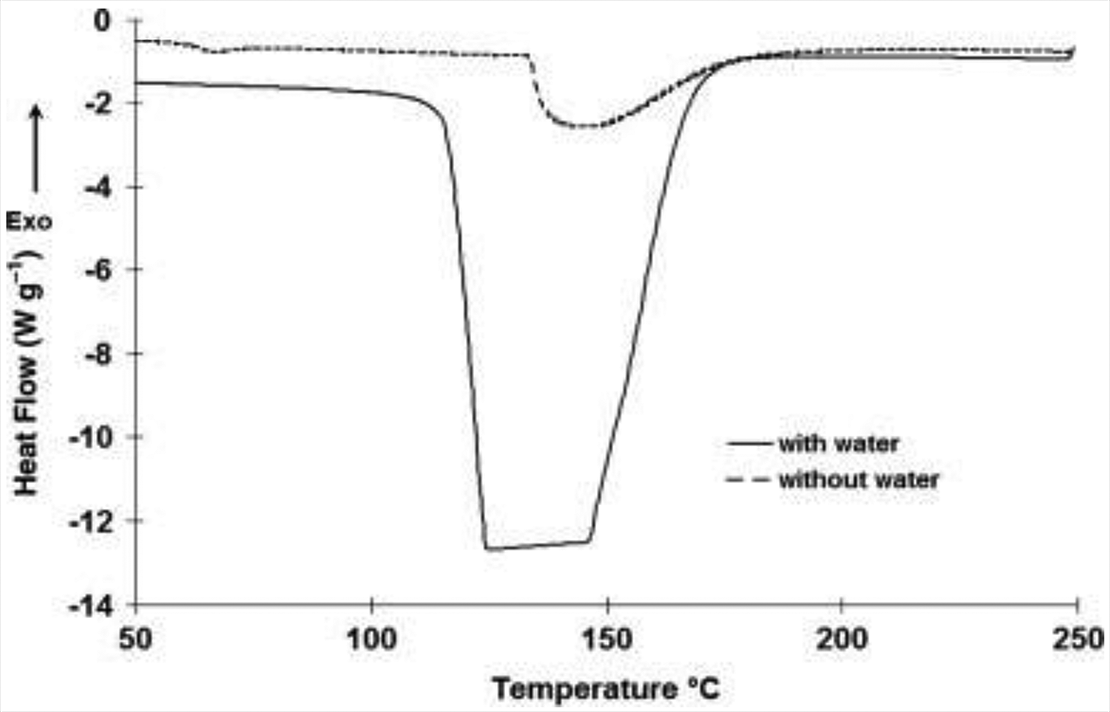
DSC thermogram of wheat gluten with and without water as plasticizer. 72 Copyright (2011) Reproduced with permission from John Wiley and Sons.
Miscellaneous fiber reinforcements
To develop green and completely biodegradable composites, fibers extracted from Posidonia oceanica waste having high cellulose content were used as reinforcement for wheat gluten. The gluten-fiber mix was compression molded with fiber content between 10% and 40%. Interestingly, it was reported that increasing wheat gluten content increased the water resistance of the composites. 73 To develop bioproducts suitable for commercial applications, wheat gluten combined with banana fibers were made into sheets by solution casting. The sheets formed could be compression molded into packaging boxes and other bioproducts for commercial applications. Further, the properties of the bioproducts were enhanced by crosslinking the proteins and fibers with citric acid. 74
Functionalizing wheat gluten with bioactive agents
Oregano essential oil (EO)
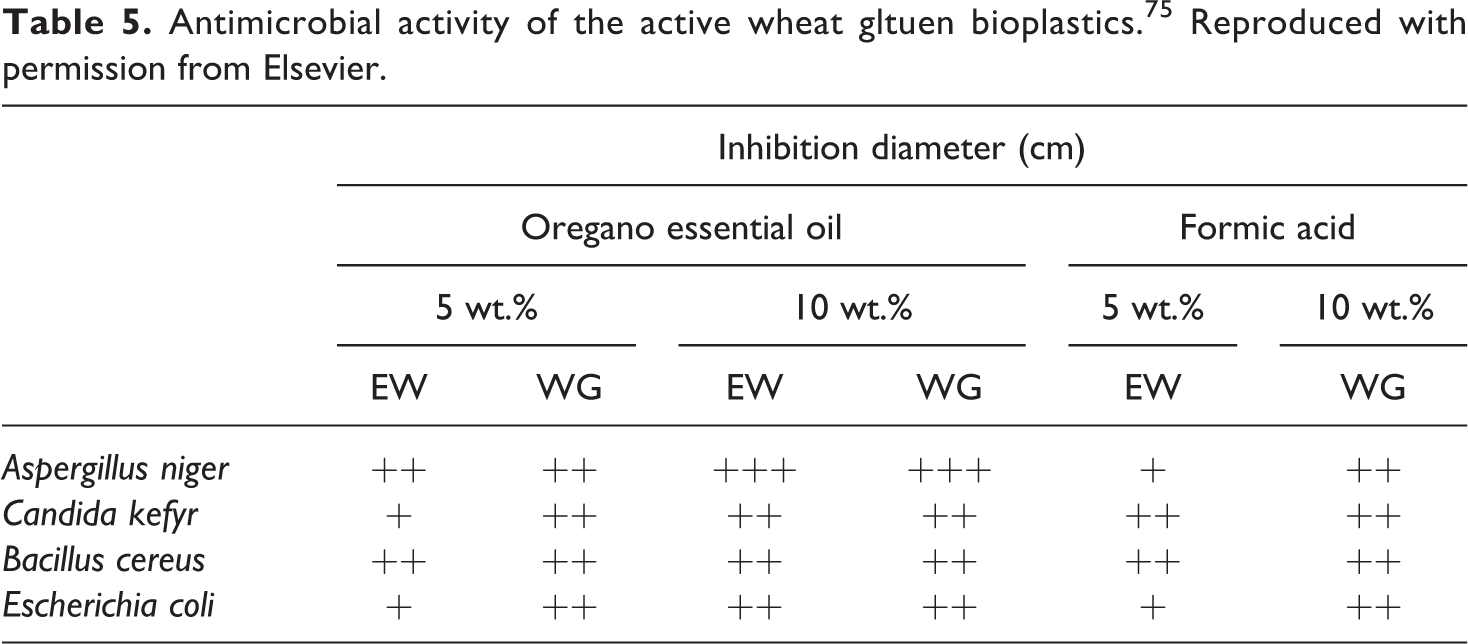
Addition of bioactive agents such as formic acid or orgeno essential oil imparted additional antimicrobial properties to wheat gluten based thermoplastics as shown in Table 5. Inhibition diameters greater than 50 mm for Aspergillus niger and between 50 and 20 mm for Bacillus cereus and Escherichia coli were obtained. Oregano oil provided better resistance and a slower release than formic acid. 75 In another study, it has been shown that wheat gluten films with antimicrobial properties were developed using potassium sorbate as the antimicrobial agent. 57 Extent of activity varied depending on the type of bacteria or fungi and the amount of antimicrobial agent present. Excellent inhibition of Fusarium incarnatum and A. niger was observed for 1 week with no spore formation. Addition of potassium sorbate also increased the mositure content and elongation but decreased strength and modulus significantly (24.3–2.6 MPa modulus and 4.2–1.8 MPa, strength). However, oxygen and water vapor transmission increased with increasing sorbate concentration. 57
Antimicrobial activity of the active wheat gltuen bioplastics. 75 Reproduced with permission from Elsevier.
Thyme essential oil
In a similar study, oil obtained from Thymus vulgaris (thyme oil, TO) was blended (0–15%) along with glycerol (20%) and made into thermoplastic films after compresson molding at 100°C for 10 min. 76 Inhibition zones with diameters as high as 11 cm were obtained for both gram positive and gram negative bacteria. Tensile strength of the films decreased drastically to 1.1 MPa with the addition of 15% oil compared to gluten films without oil which had strength of 4.9 MPa. Similarly, modulus decreased from 89 to 7.8 MPa whereas elongation had increased by 191%. Water vapor permeability and moisture resistance improved up to 3.5% oil content but decreased with higher oil incorporation . Thyme oil not only provided antimicrobial resistance but also prevents gluten from oxidative degradation and hence suggested to be useful for developing products. 76
Wheat gluten blend with synthetic polymers
In addition to the natural materials discussed above, wheat gluten has also been blended with several synthetic polymers. In one such attempt, gluten was blended with nylon along with Poly(ethylene glycol) diglycidyl ether (PEGDE) as the compatibilizer and made into composites. Blending of wheat gluten with nylon (Elvamide 8061 which is a copolymer of polyamide 666 and 610 and having a melting temperature of 156°C was done in 70% ethanol heated to 110°C to ensure uniform mixing and forming a suspension. The compatibilizer was added into the suspension and heated in a reactor with temperature up to 180°C for 60 min. Powder obtained after the reaction was compression molded at 150°C for 5 min at 50 bar into rectangular shapes of 12 mm × 50 mm × 2 mm for tensile testing. Morphological analysis showed that the nylon was present in the blend as large particles indicating poor compatability. The epoxy groups in PEDGE were found to react with the aminoacids and form intermolecular crosslinks with the wheat gluten. Such crosslinking leads to better strength and stability. 77 Wheat gluten and nylon were primarily incompatible and hence a compatibilizer was necessary for smooth processing and to obtain plastics with good properties. Similarly, poly(lactic acid) (PLA) alongwith citric acid or water as compatibilzer was combined with wheat gluten and made into thermoplastics.77–79 Toughness of the composites increased up to a citric acid content of 2% but decreased later. It was suggested that citric and PLA had good compatibility and assisted in improving the properties of wheat gluten.80,81 Thermoplastic elastomers were prepared by combining wheat gluten with low density poly(ethylene) and the addition of maleic anhydride grafted LDPE as compatibilizer. Considerable decrease in water sorption and tensile strength was observed. 81 Similar results have also been obtained when polyurethanes were blended with soyproteins and made into thermoplastics. 82 Addition of nanoclay affected the properties of wheat gluten and poly(lactic acid) blends depending on the type of clay used. Decrease in strength but increased elongation and modulus could be achieved due to the clay.83,84 In another attempt, wheat gluten was compounded with poly(caprolactone) (PCL) in a twin screw extruder and the tensile and flexural properties were investigated. Adding up to 75% gluten into PCL did not affect the tensile strenght but elongation decreased with the addition of gluten. Moisture sorption of the blends increased by about 40% but only about 0.5% oil was sorbed after 20 days. The blend samples were found to easily biodegrade under aerobic conditions.85,86 Several reports are also available on blending wheat gluten with poly(vinyl alcohol) (PVA) and modified PVA with or without various additives.87–90 Most synthetic polymers are inherently hydrophobic whereas wheat gluten is typically hydrophilic. Hence, combining wheat gluten with hydrophobic synthetic polymers would not only be difficult but will also not provide products with desire properties. Incompatibility between wheat gluten and synthetic polymers would also make it necessary to use compatibilizers which will lead to higher costs and reduced biodegradability.
Conclusions
Thermoplastic processing of wheat gluten provides a unique opportunity to develop green and sustainable bioproducts. Wheat gluten also provides considerable flexibility in terms of processing conditions and products that can be developed. Since wheat gluten is inherently non-thermoplastic, it is inevitable to use plasticizers and consequently compromise on the properties of bioproducts. In addition to the large decrease in mechanical properties at high plasticizer content, the aqueous stability is also a concern. Considerable efforts have been made to modify gluten and or use blends to improve the properties of the wheat gluten based bioproducts. Incorporating nanosilicates and natural fibers seem to provide the most optimum and cost-effective options for developing wheat gluten bioproducts. However, further research is necessary to improve the properties and convert wheat gluten into products suitable for commodity applications. Limited attempts have been made to combine with other protein byproducts such as poultry feathers and waste wool which are hydrophobic and also have unique properites and are available at low cost in large quantiities. Developing wheat gluten and synthetic polymer blends does not seem feasible due to the inherent differences between the two polymers. Considerable research in developing new modifications, reducing hydrophilicity of gluten, avoiding the use of plasticizers and novel additives should be considered to develop commercially feasible wheat gluten based bioplastics. Such efforts would also be beneficial and critical for a biobased and sustainable economy.
Footnotes
Acknowledgements
Authors thank CEFIPRA for their financial assistance to complete this work. NR and VK also thank the Center for Incubation, Innovation, Research and Consultancy for their help to complete this review.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.