
Abstract
Fused filament fabrication (FFF) is one of the most common 3D printing techniques having considerable potential in various fields such as pharmaceutical, medical, aerospace, and automotive. One of the impediments of FFF components is their lower mechanical performance compared with those from conventional fabrication methods. This work aims to investigate the effect of adding nanoclay due to being nontoxic to the biodegradable polylactic acid (PLA) polymer matrix for medical applications. PLA granules were melt-compounded by a twin-screw extruder with nanoclay at 2 and 4 wt.%, and then, PLA and PLA/nanoclay filaments were produced using a single-screw extruder. An L9 orthogonal array of the Taguchi approach was utilized as the design of the experiment tool to study the process in detail considering nanoclay content, nozzle temperature and raster angle as material and processing parameters. The dispersion of nanoclay in the PLA matrix was assessed by X-ray diffraction test. The results indicated that the tensile strength was enhanced by 4.6% and 15.3% using the addition of 2 and 4 wt.% of nanoclay, respectively. The microscopic observations showed that the bonding between the rasters and between the contours and rasters was improved by increasing the temperature, and consequently, led to higher tensile strength values. The results revealed that the tensile strength of 38.9 MPa was obtained at the optimum condition.
Introduction
Three-dimensional (3D) printing is one of the most important methods of additive manufacturing in which 3D parts are made layer by layer. One of the most well-known and common 3D printing methods is Fused filament fabrication (FFF). 1 –3 The raw material is in the form of filament in this method. The filament is heated in the nozzle and gets the flowing capability. Afterward, the melted filament exits continuously from the nozzle. In the final step, the melted thermoplastic filament is deposed on a bed according to the defined pattern. Acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) filaments are among the most applicable materials in the FFF. 4,5
Biodegradable polymers have received increasing attention in recent years due to environmental concerns and have been used in various applications such as biomedical products and packaging. 6,7 PLA, linear aliphatic thermoplastic polyester, is a biodegradable and biocompatible polymer. Due to its advantages such as biodegradability, good dimensional accuracy, odorless, and good UV resistance, 8 PLA has a wide application range in biomedical and industrial applications. 7 PLA is produced from the starch obtained from renewable sources such as sugarcane, corn, potatoes, sugar beets, and more. 6,9,10
Manufacturing of custom-made medical parts such as scaffold, screw and bone-plate fixation and implants for bone fixation using biodegradable polymers has accelerated significantly. 9 –14 One of the most applicable bio-polymers is PLA because of its non-toxic, non-inflammatory properties towards the human body and biocompatibility. However, fabricating a PLA custom-made biomedical part is in its stage of infancy and has different challenges. PLA has a relatively small window for processability and relatively low mechanical properties that can be undesirable for certain biomedical applications. There are different techniques such as cross-linking, copolymerization, and blending 6 that can be used to reduce these restrictions on the use of PLA. Polymer blending is a method of physical modification to generate novel properties. By mixing the polymers or by mixing them with other materials such as nanoparticles, a material with desired properties can be obtained. Adding nanoparticles have attracted much attention in scientific and industrial communities due to their unique properties especially for improving mechanical, 15 –18 physical, 19 barrier, 20 and thermal 20 properties of polymers.
The effects of the addition of aluminum (Al) fibers and raster angles on the mechanical properties of 3D printed PLA samples were investigated by Zhang et al. 21 Their results showed that the Al fiber-reinforced PLA (Al/PLA) had lower tensile strength and elastic modulus compared to pure PLA. It was also revealed that the Al/PLA samples presented larger values of elongation-at-break. The observations on the effect of the raster angle indicated that the highest tensile strength was observed in the case of a raster angle of 0°. The lowest mechanical properties were at a 90° raster angle. Patanwala et al. 22 investigated the mechanical properties of 3D printed PLA reinforced by carbon nanotubes (CNT). They observed that the inclusion of 5 wt.% CNT into the PLA increased the elastic modulus by 30%. Their results indicated that 11% and 22% reduction was observed for PLA/5 wt.% CNT compared to the pure samples, respectively. Influences of bamboo and flax fiber-reinforced PLA filaments on the mechanical properties of the printed parts were assessed by Depuydt et al. 23 They investigated the effects of different fiber length/diameter ratios (l/d) on the final filament properties before and after blending. The elastic modulus was improved by 91–230% using the fibers with l/d of 4–5. This improvement was only 39% in the case of dust-like fractions. The effects of nozzle temperature and infill line orientations on the tensile properties for the FFF part made with short carbon fiber (CF)-reinforced PLA were studied by El Magri et al. 24 Their study indicated that PLA-CFs had better tensile properties due to the effect of high modulus CFs compared to pure PLA. They also investigated the effect of nozzle temperature in the range of 190–240°C. Their findings illuminated that the nozzle temperature of 230°C presented the highest tensile strength. They also showed that the infill line orientation plays an important role in the mechanical properties. Murphy and Collins 25 studied the effect of surface-modified microcrystalline cellulose (MCC) on different properties of 3D printed PLA samples. 1, 3, and 5 wt.% of titanate coupling agent modified MCC was incorporated into the PLA by solvent casting and twin-screw extrusion. The highest crystallinity was observed for PLA/MCC samples with 3 wt.%. An increasing behavior in the storage modulus was observed for all samples containing MCC compared to pure samples. Wang et al. 26 investigated influence of FFF 3D printing process parameters including extrusion temperature (200 and 250°C), printing speed (45 and 90 mm/s), and layer height (0.1 and 0.3 mm) on the mechanical properties of polypropylene (PP) printed parts. The results clearly showed that the FFF with the proper processing control of the parameters is capable of producing components of the same strength as those produced by the injection molding. The FFF printed PP parts had a flexural modulus equal to or even greater than the PP injected parts. The optimization study of FFF process parameters respect to the mechanical properties of ABS was performed by Vishwas and Basavaraj 27 Studied parameters included orientation angle, layer thickness, and shell thickness. They used the Taguchi method to design experiments. Their research showed that the highest tensile strength is obtained when the orientation angle is 15°, the shell thickness is 0.4 mm, and the layer thickness is 0.3 mm. The results illustrated that the orientation angle, shell thickness, and layer thickness had the most influence on the final tensile strength of the printed samples, respectively. The effect of nanoclay addition on the mechanical properties of the ABS printed part was investigated by Francis and Jain. 28 They used the Taguchi method and studied the effect of two parameters including temperature and the percentage of nanoparticles on the mechanical properties of the printed parts. The addition of nanoparticles improved the tensile strength, tensile modulus, and compressive strength by 14.5%, 21%, and 24%, respectively. They showed that temperature had even a more significant effect on the results compared to the nanoparticle percentage. Jiang et al. 29 examined the mechanical properties of polyetherimide (PEI) printed parts. Their results showed that the mechanical properties of the printed parts were closely related to the filament orientation and nozzle temperature. The results revealed that the orientation of 0° had the highest storage modulus, followed by 45° and 90°, respectively.
Nanoclays are nanoparticles of layered mineral silicates and Montmorillonite (MMT) is one of the types of nanoclay widely used due to facile availability, simple processability, cost effectiveness and remarkable improvement in performance. Nanoclays have been commonly used to reinforce different polymers to improve both the mechanical and barrier properties of the polymer matrix. 30 –33 Nanoclays have superior properties among all minerals due to having one dimension approximately in the range of 1–100 nanometers and a large surface area to volume ratio. 34 Also, due to the antimicrobial properties, adsorption of toxins and sterilizing effect of nanoclays, they are widely used in biomedical applications such as tissue engineering, preparation of scaffolds and bone cement, wound healing, and drug delivery. 35 –38
According to the mentioned properties for nanoclay, various researches have been done for their use in FFF method. Weng et al. 4 commissioned a comparative analysis of the effect of organically modified montmorillonite on the ABS properties produced by 3D printing and compared them with samples produced by injection molding. They composed 5 wt.% organically modified montmorillonite into the ABS using the melt intercalation method. The effect of organically modified montmorillonite on the tensile strength of ABS was more significant in 3D printing compared to injection molding. The tensile strength was enhanced by 43% and 29% in 3D printing and injection molding, respectively. Their findings revealed that organically modified montmorillonite also improved flexural modulus, flexural strength, and tensile modulus. Paspali et al. 39 fabricated PLA/nanoclay composite samples using the FFF method. They used three types of nanoclay consisting Cloisite 5, Cloisite 20 and Cloisite 116. The mechanical properties of samples with nanoclay content of 1 wt.% and 5 wt.% of Cloisite 5 and Cloisite 20 and also 1 wt.% of Cloisite 116 were compared with pure samples of PLA. The results showed that the tensile strength of all composite samples was lower compared to pure PLA samples. The tensile strength of pure PLA samples was 55 MPa while the tensile strength of samples with 1 wt.% of Cloisite 5 and Cloisite 20 was 54 MPa and this value was 47 and 46 MPa at 5 wt.%, respectively. Also, one of their valuable results was showing the greater effect of increasing the clay intercalation than raising the total clay content. Another study by Paspali et al. 40 on FFF samples printed with PLA/nanoclay composite showed that neat PLA samples had higher tensile strength than PLA/nanoclay composite samples. Coppola et al. 41 investigated the effect of printing temperature on the FFF process of PLA/clay nanocomposites. For this purpose, they used two PLA grades, each containing 4 wt.% nanoclay. The dynamic mechanical analysis results showed that the storage modulus of PLA/clay filaments were higher than that of pure PLA filaments at ambient temperature and above the glass transition temperature. Different mechanical behavior was observed for two different grades of PLA and their nanocomposites when the printing temperature increased. Nanocomposite samples showed higher elastic modulus than pure PLA samples, while the tensile strength of neat PLA samples was higher than that of nanocomposite samples. They attributed this behavioral difference to the different nanocomposite morphology and different polymer macromolecular structure.
Numerous experiments are needed to investigate and optimize the process. This increment in the experiment numbers leads to increasing the cost, time, and consumed materials. The design of experiments (DOE) is a useful method to overcome the aforementioned issues. 42 –44 Taguchi approach is one of the most applicable methods of DOE especially in engineering problems such as investigating the mechanical properties of friction stir welded polycarbonate parts reinforced by aluminum oxide nanoparticles, 45 studying the morphological properties of foamed PP parts reinforced by Fe2O3 nanoparticles, 46 and assessing the mechanical properties of ABS parts reinforced by Al2O3 nanoparticles produced using injection molding process. 47 In addition to reducing costs, Taguchi experimental design improves quality and offers robust design solutions. Another advantage of this method over other methods is that numerous factors can be simultaneously optimized and more quantitative information can be extracted from fewer experimental trials.
The FFF method has a wide application in medical fields such as scaffolds. For this purpose, the materials used must be compatible with the human body. PLA is one of the materials that have good biocompatibility and biodegradability and is commonly used in the FFF method. But due to its relatively low mechanical properties, it needs reinforcement. One way to improve and reinforce their properties is to use nanoparticles. Nanoclay is the most suitable choice due to its suitable price, easy access, and non-toxic. Also, owing to different cationic modifiers present on the clay surfaces and due to the polar nature of PLA, and better affinity of nanoclay with PLA, PLA/nanoclay composite was selected. 48 On the other hand, due to the effects of process parameters of FFF method on the properties of the parts produced by them, it is necessary to investigate their influences. However, owing to a large number of parameters, examining all of them is time-consuming and costly, and therefore, using the Taguchi method can be very helpful. In the few studies on the PLA/clay nanocomposites used in the FFF method mentioned above, the tensile strength is often reduced, and also the influence of the effective parameters of the FFF technique has been ignored. In the present investigation, the interaction effect of considered parameters on the tensile strength is studied in detail. Due to the effect of the distribution of nanoparticles in the PLA matrix on tensile strength, the X-ray diffraction test and microscopic observations are utilized to evaluate the structural properties. Also, the effects of nano content and FFF processing parameters on the tensile strength of 3D printed samples are studied using the Taguchi orthogonal array design. The analysis of variance and signal to noise ratio analyses are conducted to assess the most effective parameters and optimize the response variables which present another novelty for the present study.
Aims and objectives
This research work has the following aims and objectives in summarized: Investigation of the effects of FFF processing parameters and nanoclay content on the tensile strength of PLA/nanoclay nanocomposite using the Taguchi approach Analysis of dispersion of nanoclay in PLA matrix using XRD test Investigation of morphological properties using microscopic observations Conducting the analysis of variance to assess the most effective parameters Optimization of FFF process variables and nanoclay content using signal to noise ratio analysis Assessing the interaction effects of considered parameters on the tensile strength
Experimental procedure
PLA purchased from Chemiekas GmbH (Vienna, Austria) with a density of 1.25 g/cm3 and the melt flow index (MFI) of 1.2 g/10 min (190°C, 2.16 kg) was used as the matrix. Nanoclay with the trade name of Montmorillonite K10 purchased from Sigma-Aldrich (St. Louis, Missouri, USA) with an average diameter of 1–2 nm, the density of 0.5–0.7 g/cm3, and surface area of 220–270 m2/g was utilized as the reinforcement agent.
Due to the high importance of good dispersion of nanoclay particles in the PLA matrix, a twin-screw extruder was used. Twin-screw extruders allow the extent of shearing/mixing rate to be precisely adjusted due to the broad diversity of specialized screw designs and the interpenetration of the screws. Therefore, it leads to controlling the degree of mixing in terms of mixing intensity and mixing quality (dispersion versus distribution). For this purpose, ZSK-25 twin-screw extruder (Werner & Pfleiderer, Dinkelsbühl, Germany) with a 48 length to diameter ratio was used for melt compounding PLA and naoclay at desired levels. The screw speed of 250 rpm and temperatures of 160°C, 165°C, 170°C, 175°C, and 180°C (from hopper to nozzle section, respectively) were the extruding conditions. Firstly, a masterbatch of PLA/10 wt.% nanoclay was prepared and then, the masterbatch was diluted to desired weight percentages. PLA granules before compounding were dried at 65°C for 4 h in a laboratory oven to remove any possible moisture. PLA and PLA/nanoclay granules were dried again at 65°C for 4 h in the drier unit of an injection molding machine, NBM-HXF128 (Nekoo Behine Machine Co., Tehran, Iran). PLA and PLA/nanoclay nanocomposite filaments were produced using a single screw extruder (Iran-technic, Tehran, Iran) at a screw speed of 4 rpm and processing temperatures of 150°C, 170°C, 190°C, and 200°C (from hopper to nozzle section, respectively). The diameter of the extruder die was 2 mm. A filament maker designed and developed by the authors was used to produce the filaments with a diameter of 1.75 ± 0.20 mm.
The delta 3D printer was designed and developed by the authors depicted in Figure 1. A tensile standard of DIN53504-S3A (50 × 8.5 × 2 mm) 49 was used for printing the pure and nanocomposite samples. Figure 2 shows the schematic of the standard used for printing the samples. The benefits of this standard include high geometry stability and small injury risk. The shape and dimensions of the samples were designed in SolidWorks software and an STL format was imported into simplify3D software.
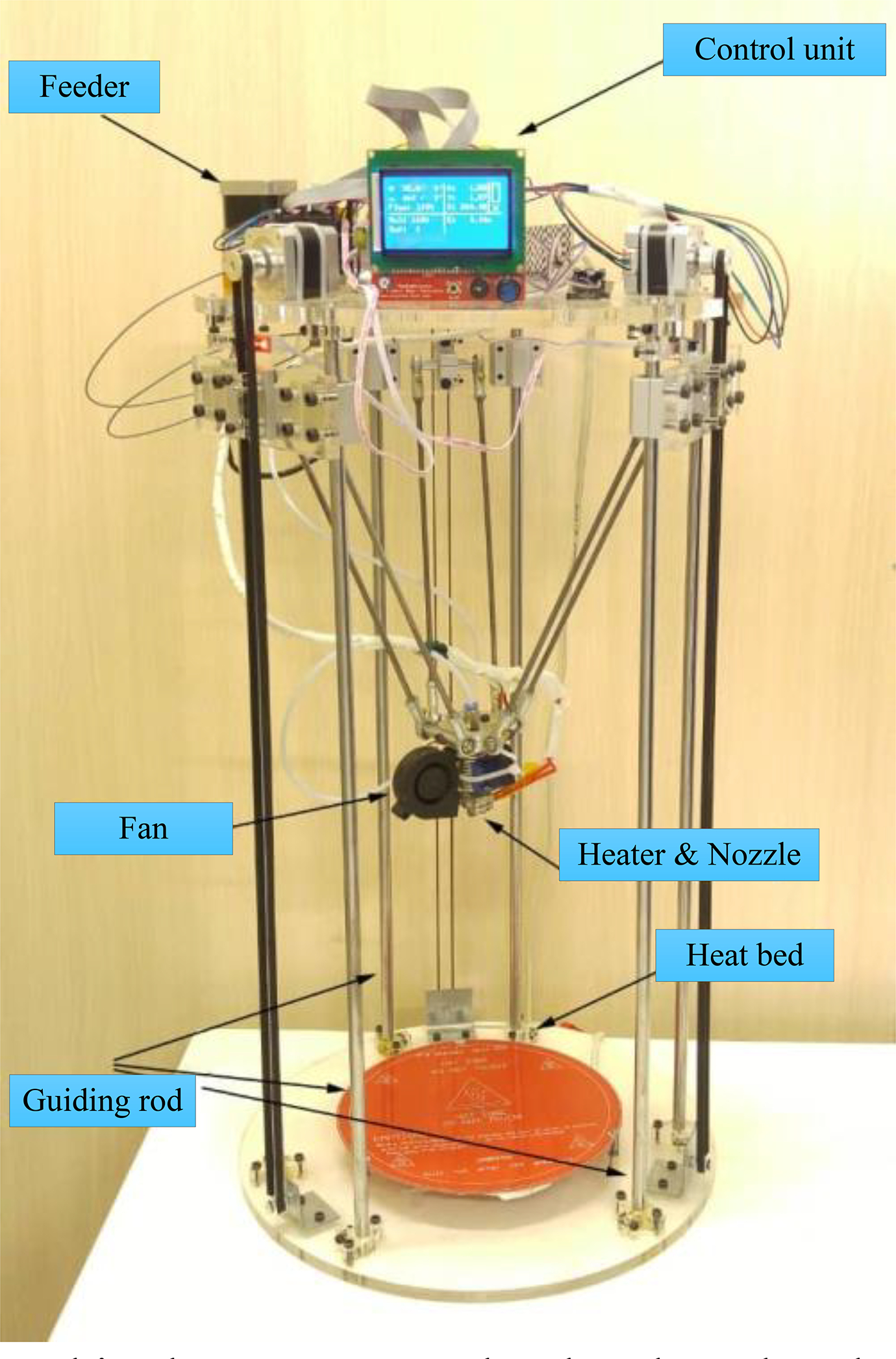
Delta 3D printer used in the present study, developed and manufactured by the authors.
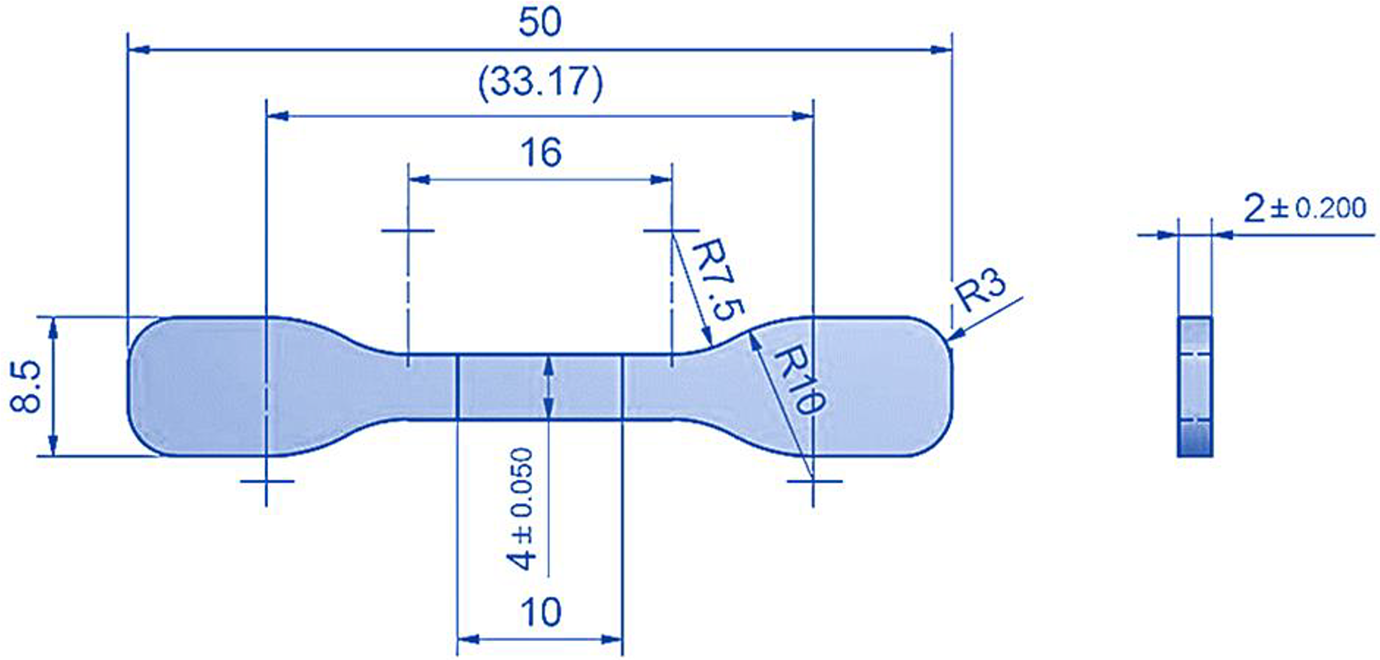
Schematic of the standard used for printing the samples (all dimensions are in mm).
The tensile strength of the printed samples was considered as the response variable. In the FFF process, different parameters affect the response variable. The effect of the addition of nanoclay particles, nozzle temperature, and raster angle were selected as input parameters. The temperatures of 190°C, 210°C, and 230°C were selected as the nozzle temperature. The lowest level was selected in a way that the filament can be printed with appropriate viscosity. The highest level was selected based on the maximum limit of the printer. The angle between the path of the nozzle and the X-axis of the printing heat bed during FFF is called the raster angle. The raster angle affects the mechanical performance and the forming accuracy of the printed samples. Generally, the raster angle can be selected from 0° to 90°. For example, selecting a 45° creates a raster tool path that is inclined at 45° to the x-axis in the first bottom layer, and then in each consecutive layer up, the tool path direction will be alternating. Three common angles of 0°, 45°, and 90° were selected to perform the experiments. These raster angles and other idioms are schematically presented in Figure 3.
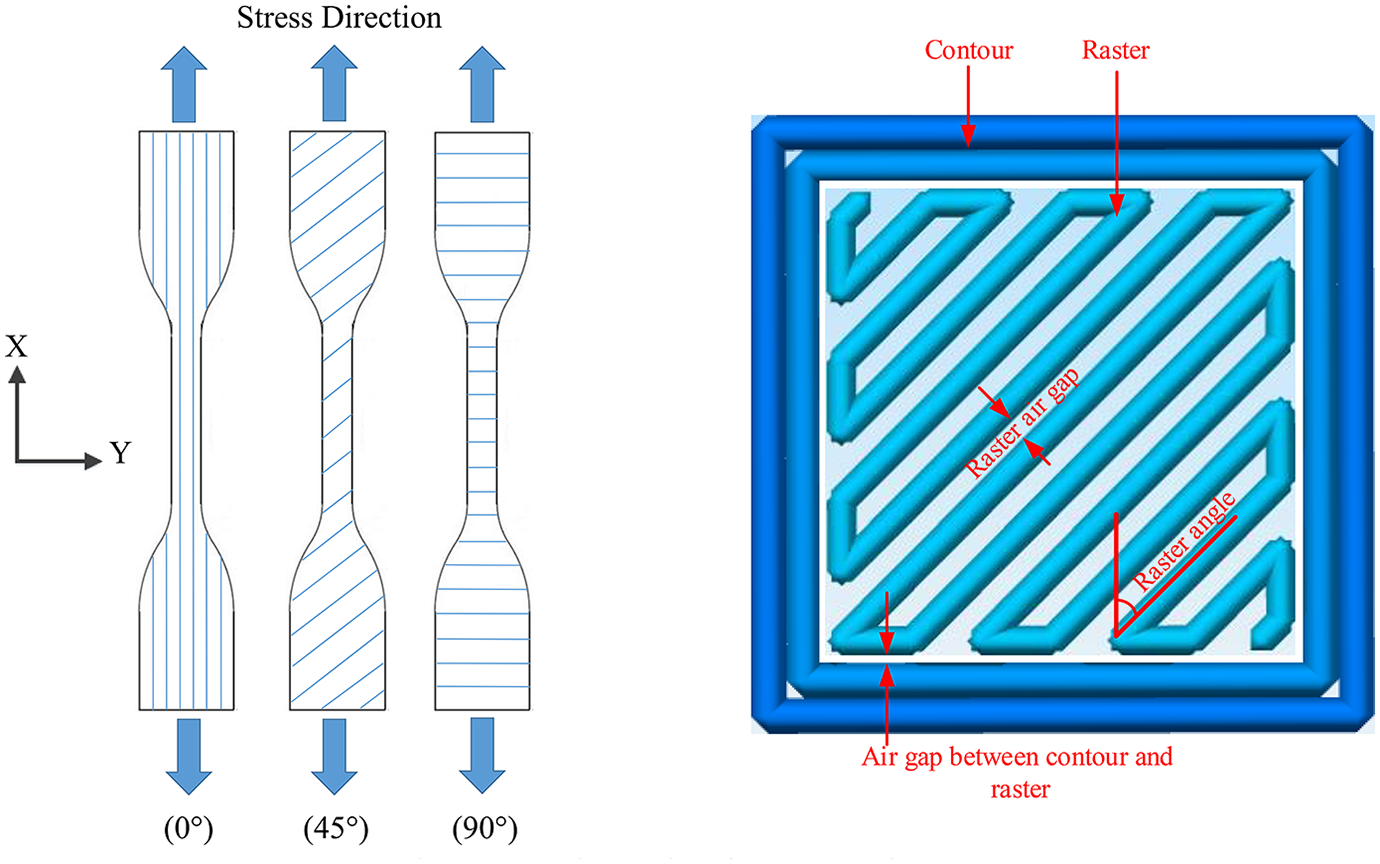
Schematic of raster angles.
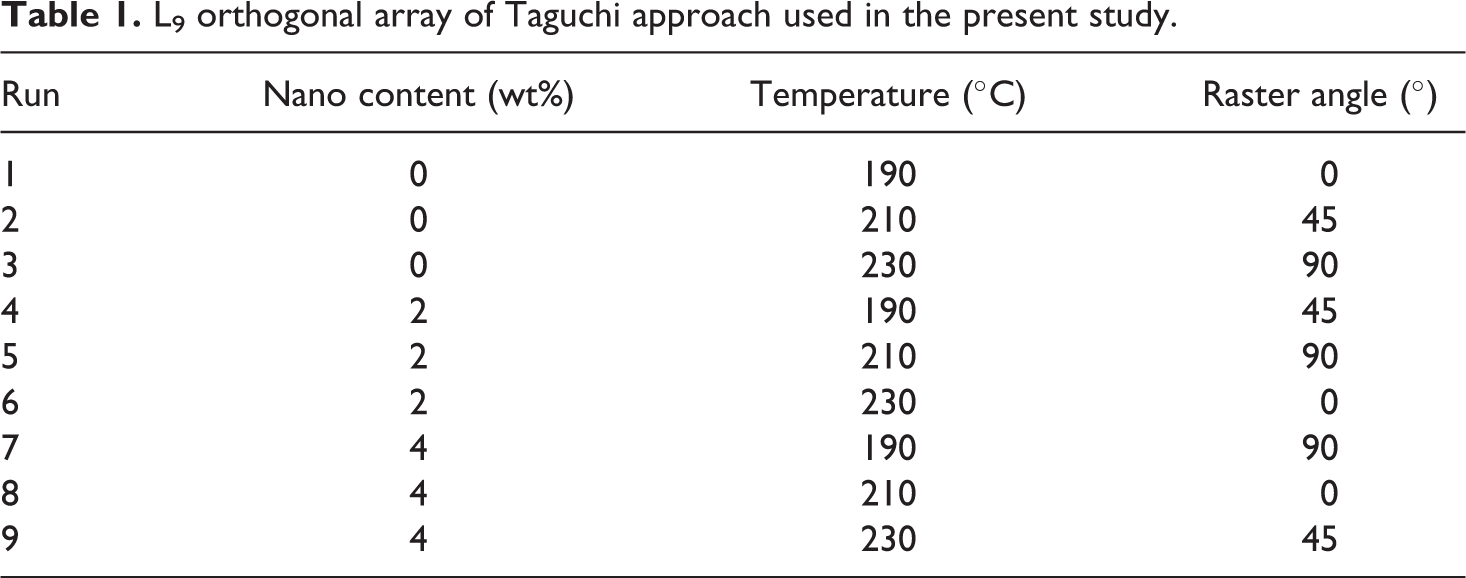
The levels of the nanoclay were selected based on the literature review 50,51 as 2 and 4 wt.%. Other processing conditions were selected at a fixed level as the infill density of 100%, the infill pattern of rectilinear, the layer height of 0.15 mm, the extrusion width 0.4 mm, the speed printing 60 mm/s and the nozzle diameter of 0.3 mm. There were 27 (3 3 ) possible combinations of experiments that are not time and cost-effective. Therefore, the L9 orthogonal array was selected based on the Taguchi approach to the design of experiments in Table 1.
L9 orthogonal array of Taguchi approach used in the present study.
The schematic of the experimental procedure of the sample production is shown in Figure 4.
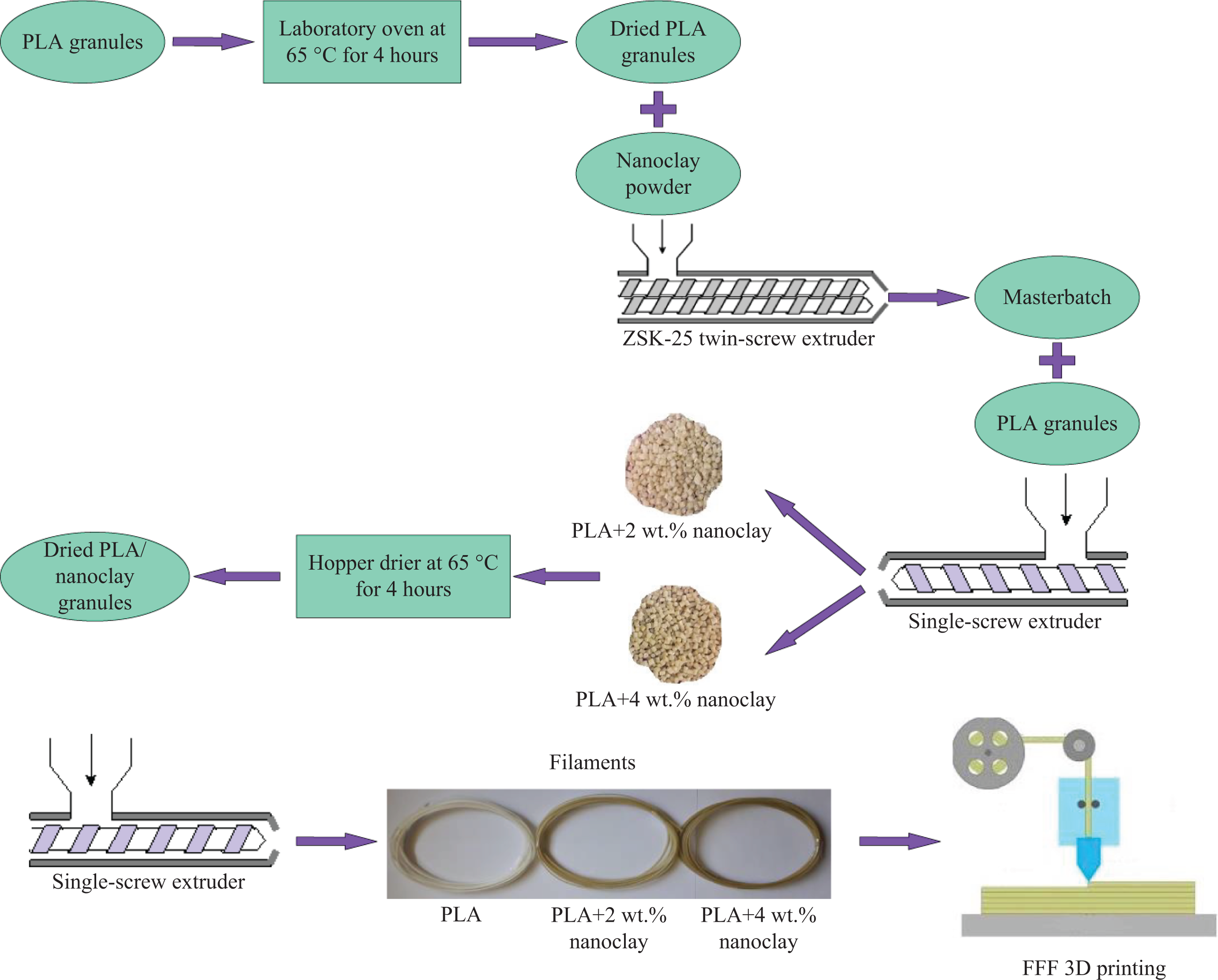
Schematic of the experimental procedure.
A SANTAM STM-150 tensile machine (Tehran, Iran) was used to measure the tensile strength of samples at a tensile speed of 10 mm/min. Three samples were tested and the average values were reported as mean ± standard deviation.
Bruker X-ray diffractometer (D8 ADVANCE, Germany) was used to perform X-ray diffraction (XRD) tests with a scanning rate of 2°/min. XRD test was used to examine the structure and dispersion morphology of the nanoclay. The distance of clay layers is obtained by Bragg’s law as follows 52 :
where n is an integer, λ is the wavelength of the incident X-ray beam, d is the distance between atomic layers of nanoclay, and θ is the angle between the incident X-ray and the scattering planes. Three samples were tested and the average values were reported.
A Dewinter Model DMI Victory Inverted Metallographic Microscope (New Delhi, India) was used to observe the bonding between the raster.
As indicated previously, the Taguchi approach is utilized to investigate the process. The normal probability analysis is performed to assess the distribution of the results with a confidence level of 0.05. The analysis of variance analysis is conducted to evaluate the significant parameters and the contribution of the parameters on the response variable. A P-value smaller than 0.05 is considered significant. 53 In the following, the signal to noise ratio analysis is performed to optimize the response variable.
Results and discussion
XRD results
Figure 5 shows the XRD patterns of clay, pure PLA, and nanocomposites. For nanoclay, the diffraction peak around 2θ = 26.85° was observed. Hence, the distance between the nanoclay layers is 1.705 nm according to Bragg’s law. By comparing the results with the literature, 50 it is revealed that the diffraction peak and the layer distance are close together. The results revealed that there is a diffraction peak around 2θ = 16.75° for pure PLA. According to the diffraction peak obtained for pure PLA and comparing with the essay by Teixeira et al., 54 which acquired the diffraction peak for pure PLA close to 16.80°, the accuracy and proximity of the results can be verified. The diffraction peak of the nanoclay disappeared in the nanocomposite samples, probably due to the appropriate dispersion of nanoclay in the PLA matrix.
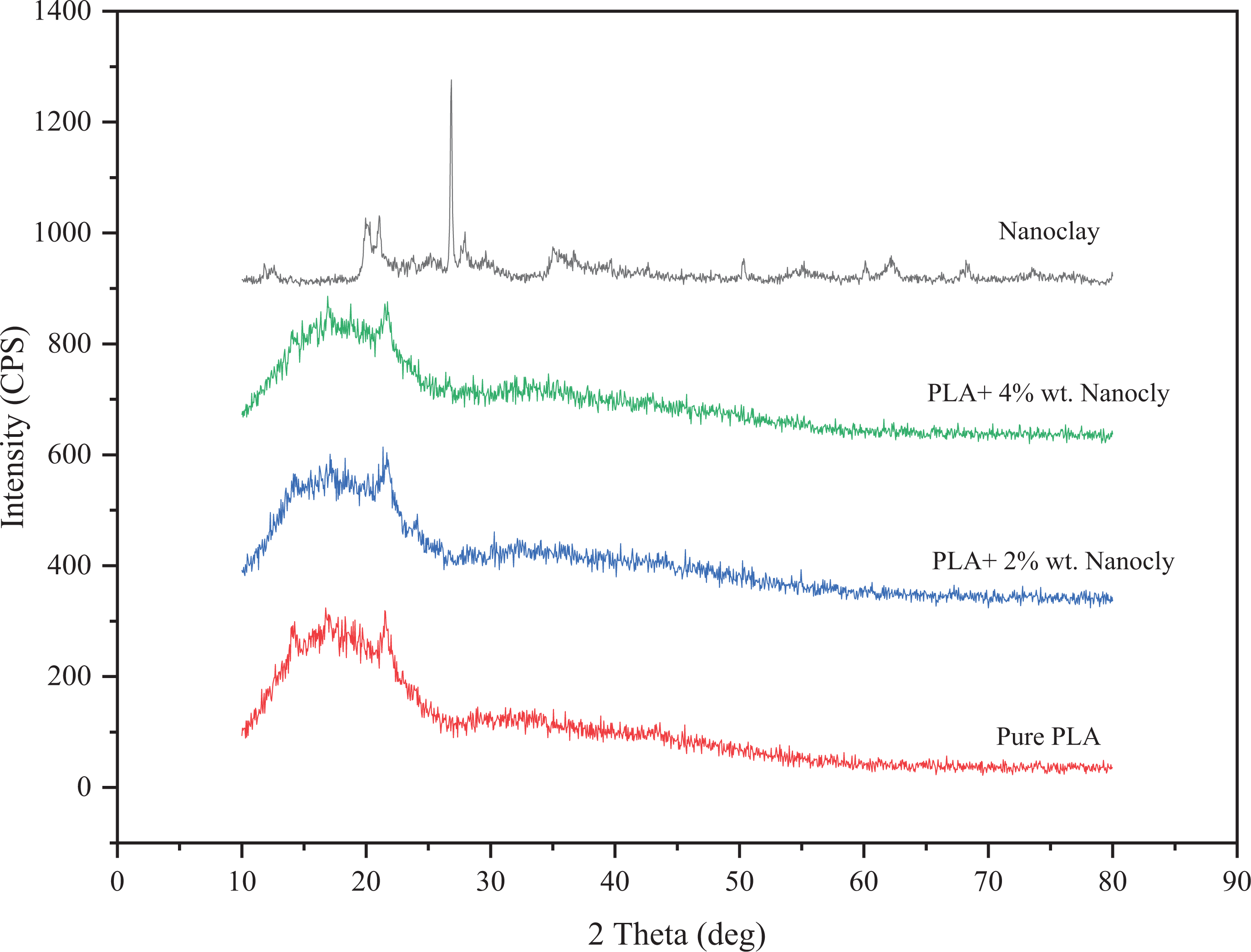
XRD patterns.
Tensile results
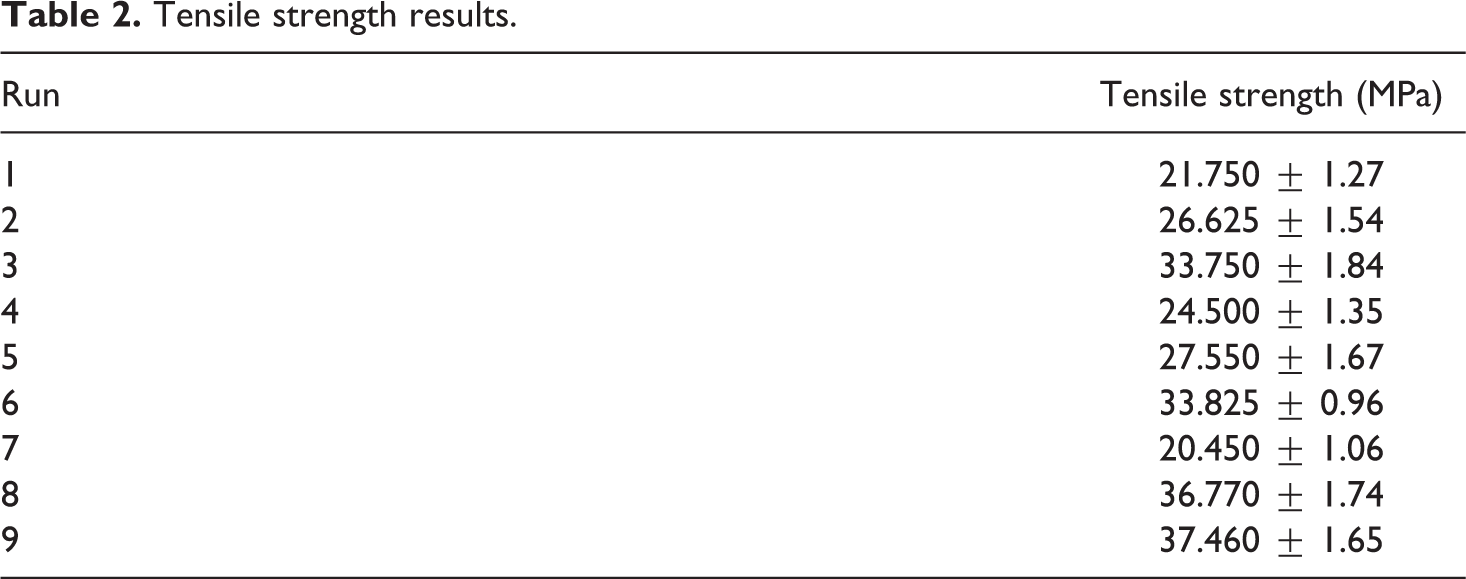
The results of the tensile strength are presented in Table 2.
Tensile strength results.
The normality graph of the data based on the Anderson-Darling method is demonstrated in Figure 6. As it is evident, the P-value is 0.415 which is greater than the significance level of 0.05. This indicated that the data follows the normal distribution and therefore, the analysis of variance (ANOVA) can be applied to the data.
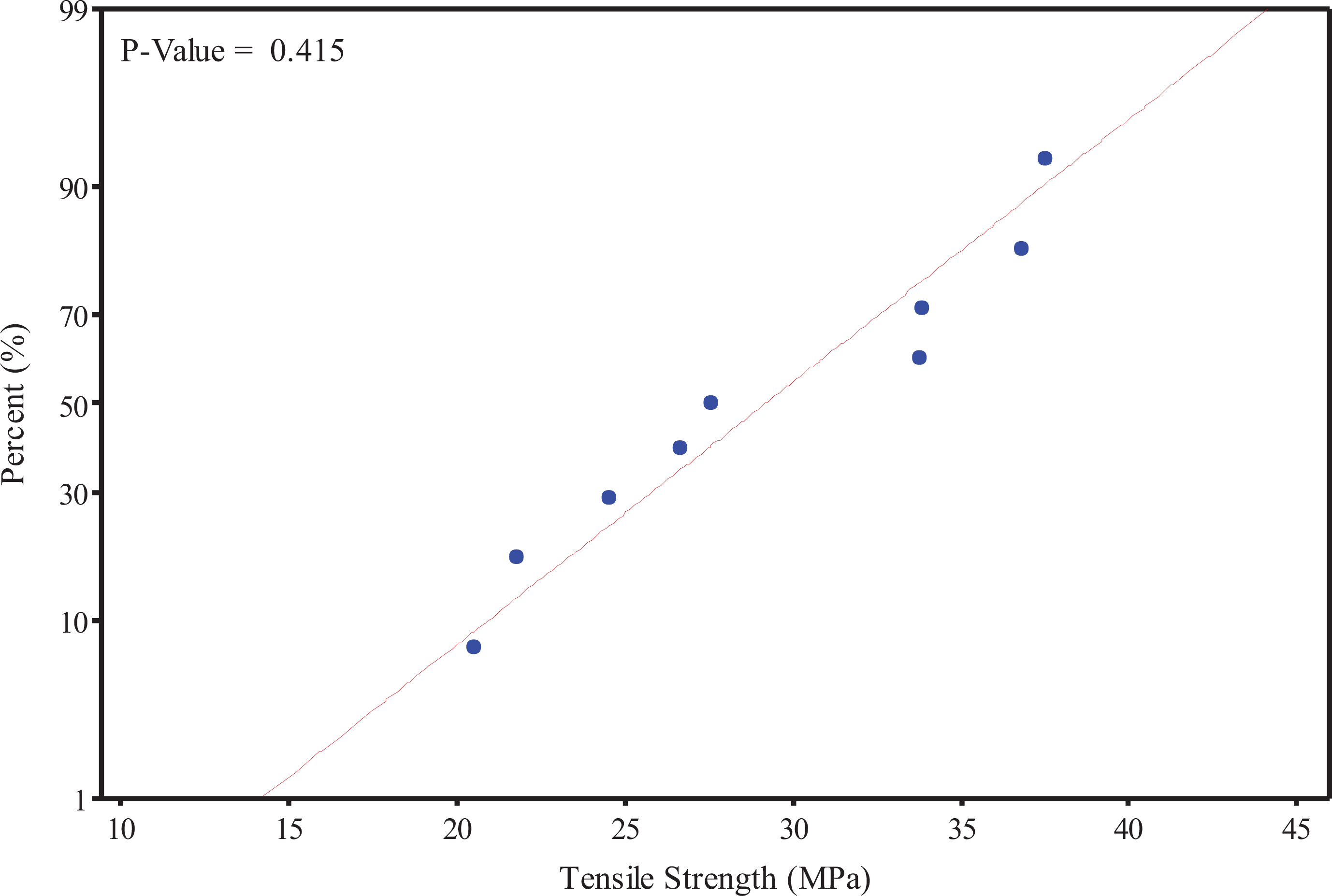
Normal probability results.
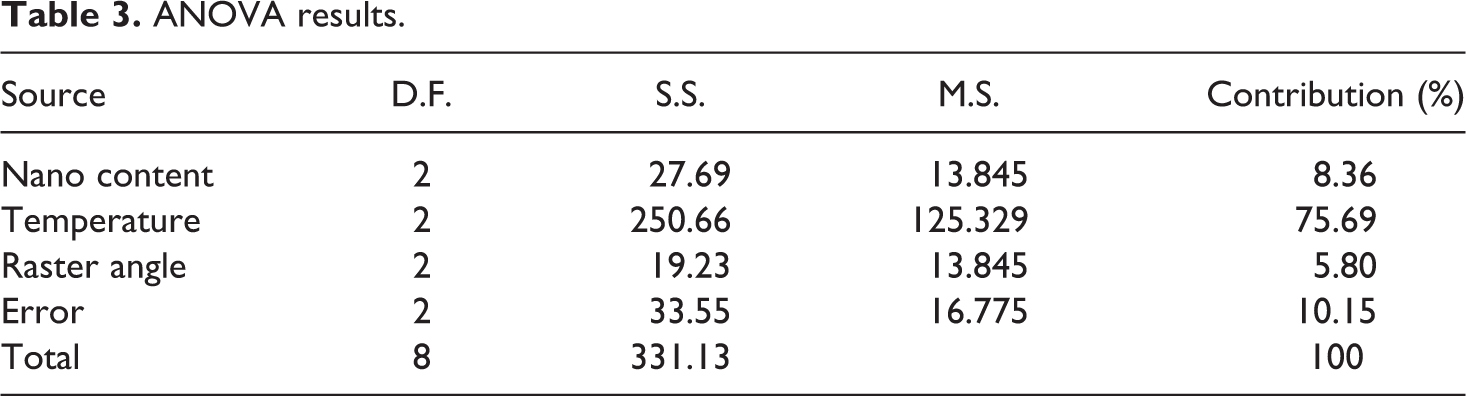
Table 3 shows the ANOVA results for tensile strength data. According to the variable’s contribution percentage, nozzle temperature is the most effective parameter with a 75.69% contribution percentage on the tensile strength, followed by the weight percentage of the nanoparticles and the raster angle with 8.36% and 5.80%, respectively. The error involves in response quality characteristics with the contribution percentage of 10.13% that could be due to the effective process parameters which were not considered in this research.
ANOVA results.
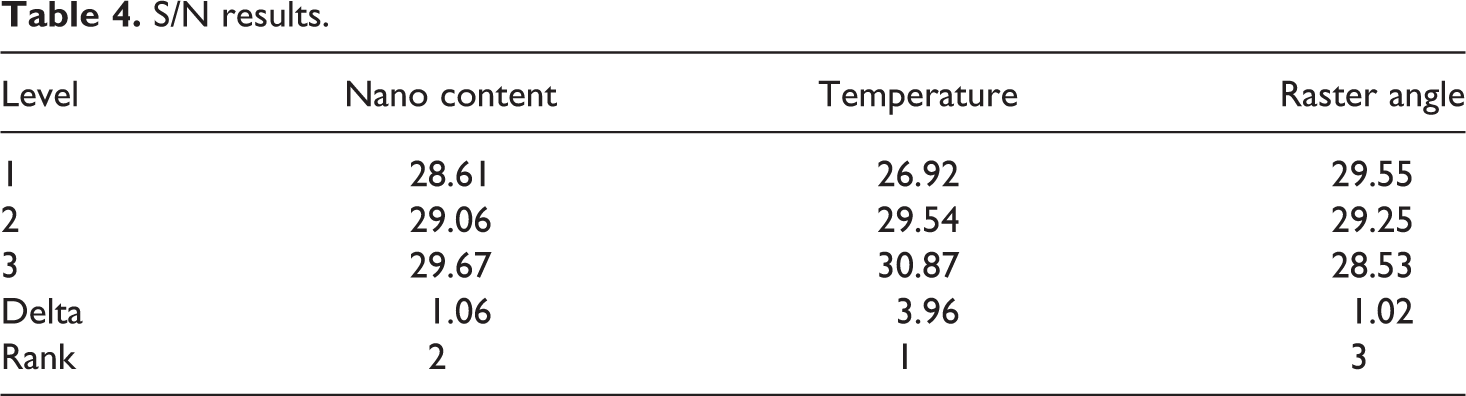
Signal to noise ratio (S/N) results are presented in Table 4. One of the valuable results of S/N analysis is the ranking parameters from the effectiveness viewpoint. This sequence is based on the delta value which is the difference between the highest and lowest values of S/N. The results demonstrated that the nozzle temperature is the most effective parameter on the tensile strength. This result is in agreement with the ANOVA results. Nano content and raster angle are in the second and third ranks. Similar results were reported using the ANOVA results. Another valuable result of S/N analysis is to obtain the optimum level for each parameter. Regardless of the type of the problem, the level with the highest value of S/N is the optimum level. Therefore, the third level of the nano content, the third level of the nozzle temperature, and the first level of the raster angle are the optimum conditions. In other words, 4 wt.% of nanoclay, the nozzle temperature of 230°C, and the raster angle of 0° are the optimum situations. Table 1 shows that this condition is not in the design of experiments. Therefore, the result is estimated using the prediction tool of the Taguchi approach. According to the prediction results, the tensile strength is 38.980 MPa in the optimum condition.
S/N results.
The effects of parameters on the tensile strength are depicted in Figure 7. The results indicate that the tensile strength is increased with the nano content. The tensile strength is improved by 4.6% and 15.3% using 2 and 4 wt.% of nanoclay, respectively. In fact, the reason for this tensile strength increase can be related to the transfer of loading to the nanoparticles. Virtually, the nanoclays can withstand more bear of the load than the PLA matrix. However, the nanoparticles must be well uniformly dispersed in the matrix. XRD results indicate good dispersion of nanoclay in the PLA matrix. On the other hand, because the samples with 4 wt.% of nanoclay in a constant volume of PLA contain more particles than the samples with 2 wt.% of nanoclay, they bear more load and have higher tensile strengths. Also, good dispersion of nanoclay can limit the mobility of PLA molecular chains, resulting in higher stiffness of nanocomposites. 4 Various studies also show that one of the most important factors that can significantly influence on the level of dispersion of nanoclays is the modifying structure of the clay. 48 By adding 2 and 4 wt.% of carbon nanotubes to the PLA, the tensile strength increased by 14% and 33%, respectively, as observed by Yang et al. 55 Liu et al. 56 investigated the mechanical characteristics of several different PLA-based composites fabricated by FFF. At 0°/90° raster angle, it was observed that the tensile strength was increased by 1.89%. However, the tensile strengths of PLA/copper and PLA/carbon fiber composites were decreased by 4.95% and 22.64%, respectively. For a 45°/-45° raster angle, the tensile strength of PLA/copper specimens was increased by 4.89% whereas was decreased by 1.49% and 32.77% for PLA/ceramic and PLA/carbon fiber, respectively. Meng et al. 57 showed that the tensile strength of ABS was increased by 17.1% by adding 1 wt.% nano montmorillonite.
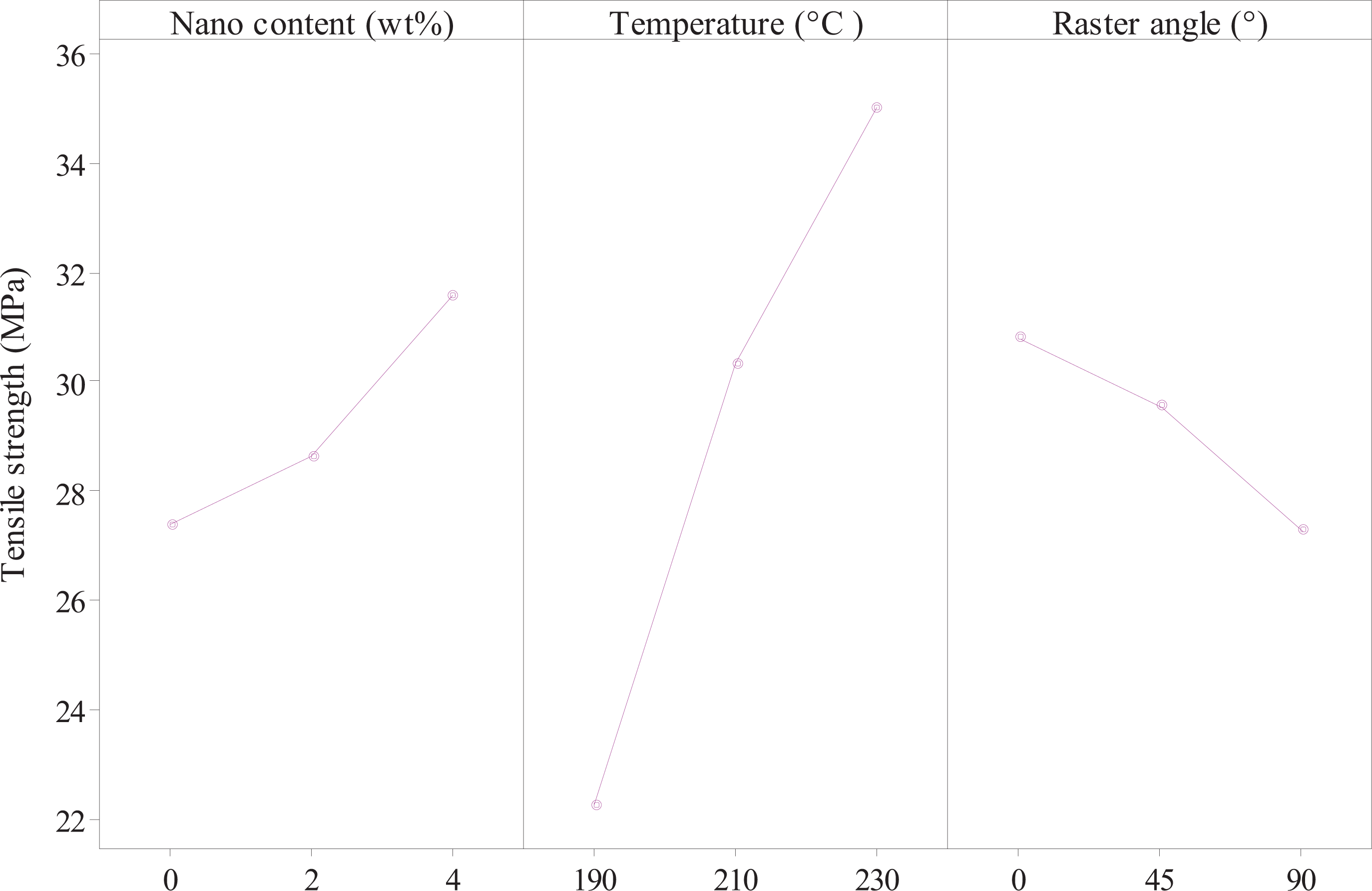
Effects of parameters on tensile strength.
Another important issue regarding the increase in the tensile strength of nanocomposite samples compared to pure PLA samples is the interfacial adhesion between PLA and the nanoclay that is very crucial, as weak adhesion will lead to the failure of loading transfer. One of the factors affecting the adhesion between particles with a polymer matrix as well as the adhesion between the rasters is the nozzle temperature of the 3D printer. Based on the results, it was found that the tensile strength was enhanced with the temperature. According to the microscopic images as Figure 8, it was observed that the bonding between the contours (rasters along the periphery of the layer) and rasters as well as the inter-bonding between the rasters was weak at the temperature of 190°C. In fact, due to the low temperature, good adhesion between the rasters did not occur and this reduced the tensile strength of the samples while the tensile strength was improved at 210°C compared to 190°C, the reason for this as shown in Figure 8, was good adhesion between the rasters. However, since there was no good adhesion between the rasters and the contours and the air gaps created between them led to the mechanical weakening of the samples at 210°C, and as a result, the samples at 210°C had less tensile strength than the samples fabricated with the nozzle temperature at 230°C. The relatively well-bonded interlayers between the rasters and between the contours and the rasters could be seen at the nozzle temperature of 230°C and thus led to better tensile properties at such elevated temperatures.
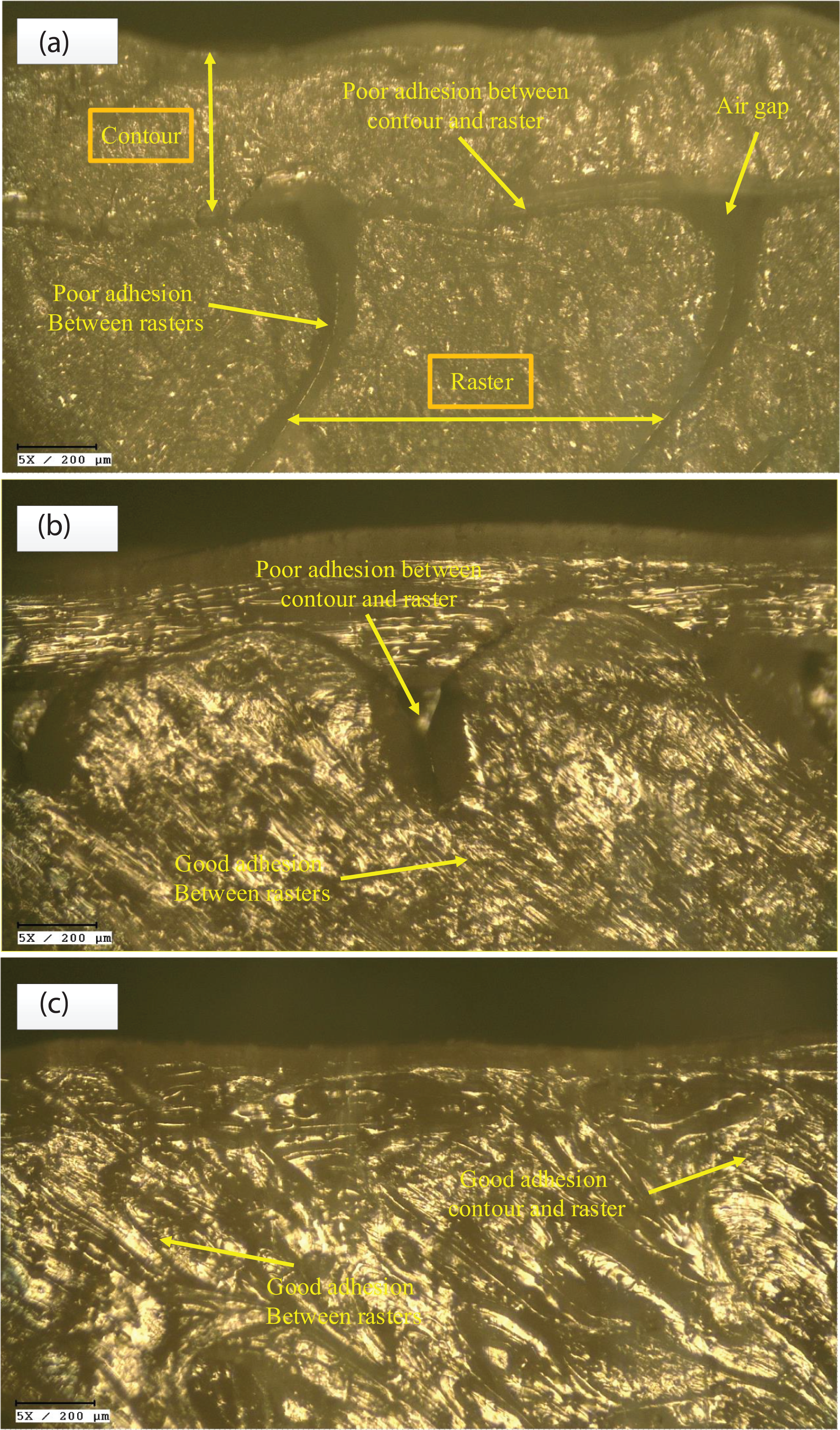
Microscopic images on the bonding of the contour and rasters at different nozzle temperatures (a) 190°C, (b) 210°C and (c) 230°C.
According to the results of Figure 7, the 0° of the raster angle endows the best performance from the tensile strength viewpoint. In fact, in this case, the deposition direction is aligned with the stress applied, and thus, the problems of adhesion between the rasters are minimized. Therefore, the interfaces between adjoining rasters are parallel to the applied force are not subjected to tensile forces. As can be seen in Figure 9, the angle of the rasters is exactly parallel to the angle of the tensile load, and the applied load requires the fracture of several rasters in each of the layers as well as the polymer chain molecules to break the sample. Fractures in this case occur along the rasters which require higher energy consumption. Therefore, samples fabricated with 0° of raster angle have a high degree of resistance to deformation and ultimately showed high tensile strength while the 90° of the raster angle show the least tensile strength as expected due to the perpendicular applied force to the deposition direction. In this case, only the bonding between the rasters can withstand the tensile forces. The fracture and separation occurred at the raster interface as shown in Figure 9.
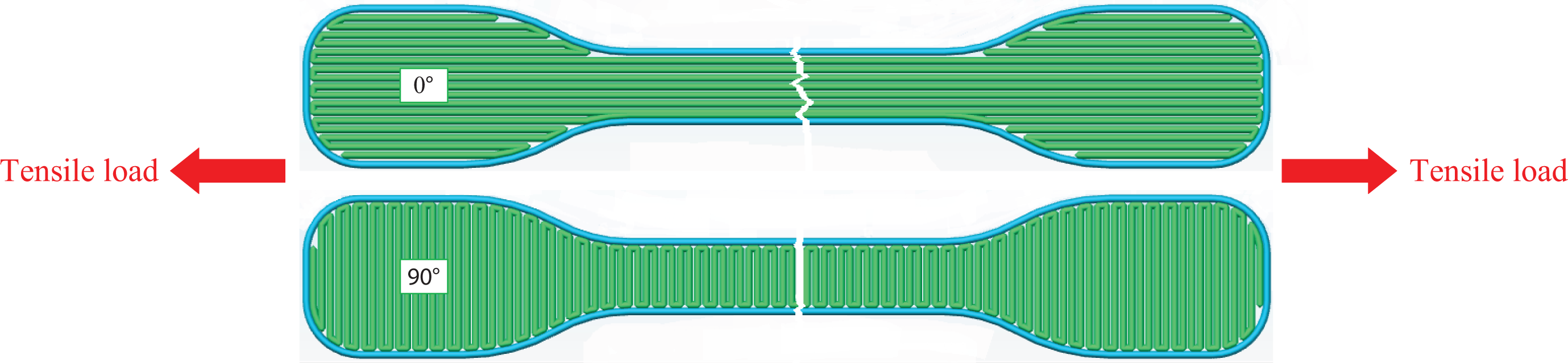
Schematic of fracture of rasters; 0° orientation: fracture along the rasters and 90° orientation: fracture along the interface of the rasters.
Interaction effects are used to investigate how two or more independent variables simultaneously affect the response variable. In fact, interaction effects are used to better present and understand the relationship between dependent and independent variables. In addition, it helps to further explain the variability of the dependent variable. Figure 10 depicts the interaction effect of temperature and nano content on tensile strength. This interaction effect indicates that the relationship between temperature and tensile strength depends on the nanoclay content. For example, the use of temperature of 230°C and 4 wt.% nanoclay is associated with the highest mean strength. On the other hand, the lowest tensile strength is observed for samples with temperature of 190°C and a value of 4 wt.%. nanoclay. In fact, these results indicate that the dispersion of particles may not have occurred well at low temperatures with increasing the percentage of nanoclay and has led to a decrease in the tensile strength of the samples. The tensile strength is improved with the temperature at all nano contents but this improvement is more significant in the case of 4 wt.%. The tensile strength of samples containing 2 wt.% is higher than the pure samples but their difference is reduced by increasing the temperature. The tensile strength of pure samples and samples containing 2 wt.% is equal at a temperature of 230°C.
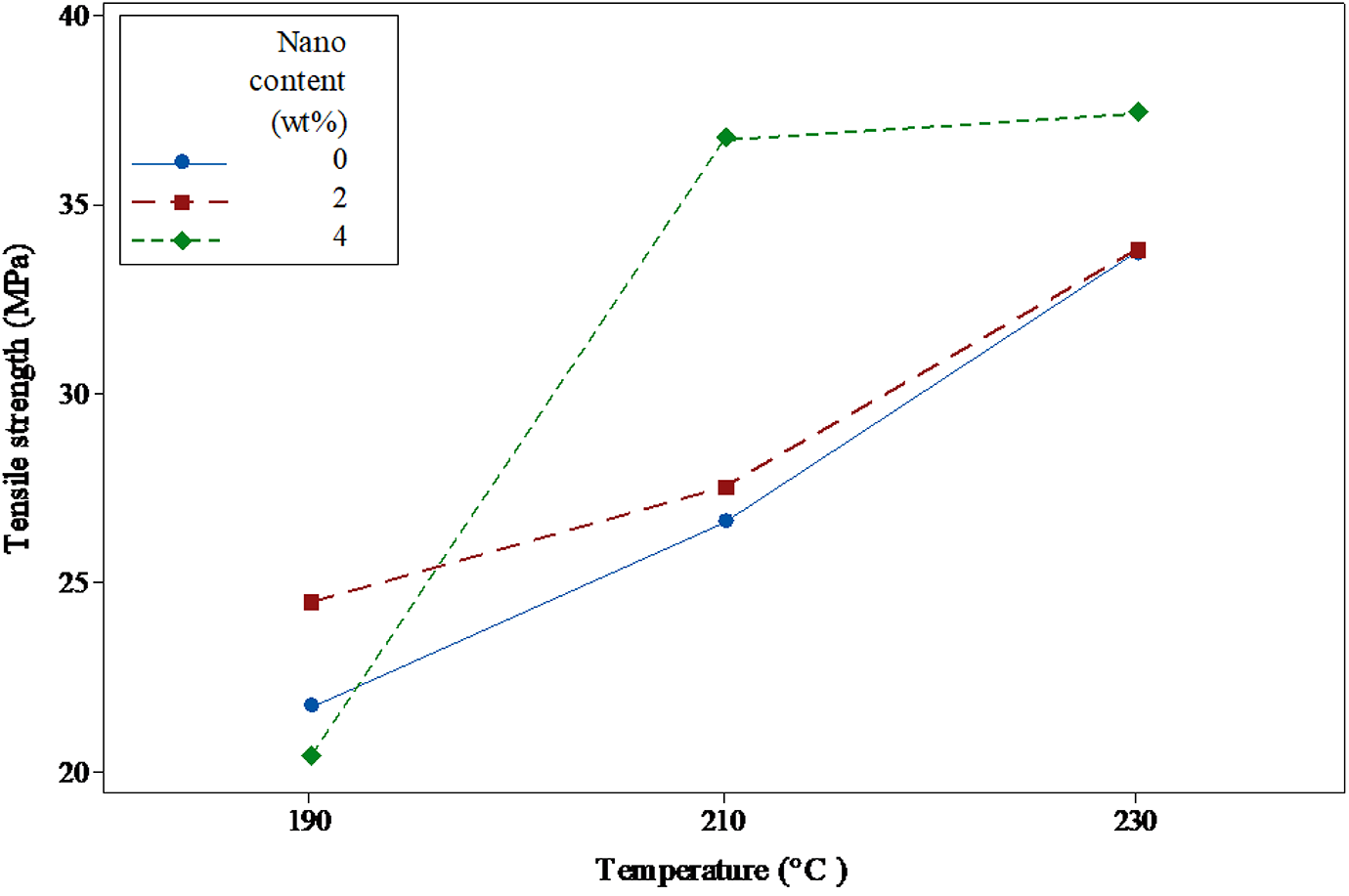
Interaction effect of temperature and nano content on tensile strength.
The interaction effect of temperature and raster angle on the tensile strength is depicted in Figure 11. The tensile strength is increased with the temperature at all raster angles except the raster angle of 0°. At the raster angle of 0°, the tensile strength of samples printed at 210°C is higher than the samples printed at 230°C. The minimum tensile strength was obtained for 190°C and the raster angle of 90°. This result confirms that the choice of the raster angle of 90° due to fracture along the interface and 190°C due to the lack of good adhesion between the rasters as well as between the rasters and contours is not suitable for increasing the tensile strength for medical purposes.
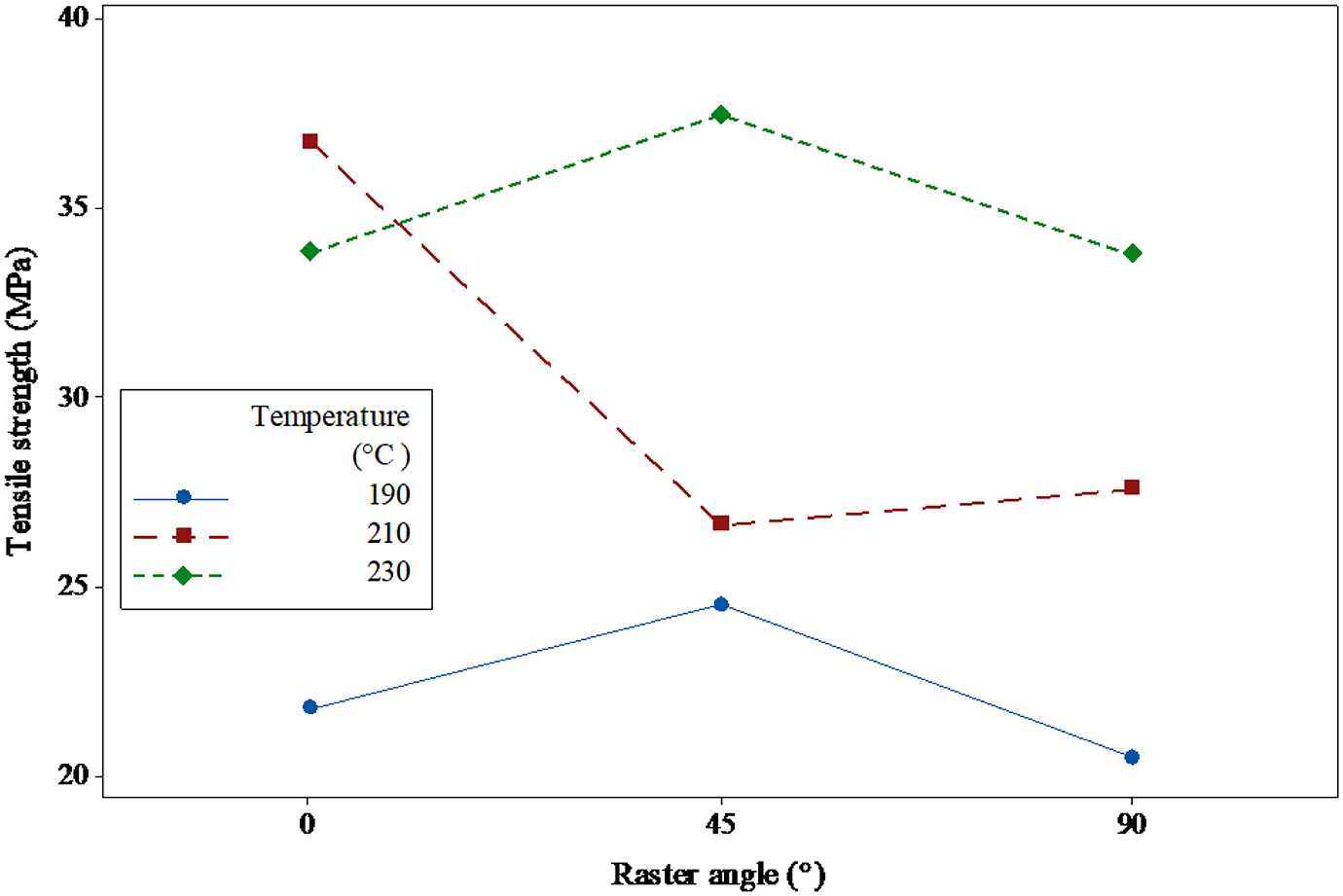
Interaction effect of temperature and raster angle on tensile strength.
Figure 12 shows the interaction effect of nano content and raster angle on the
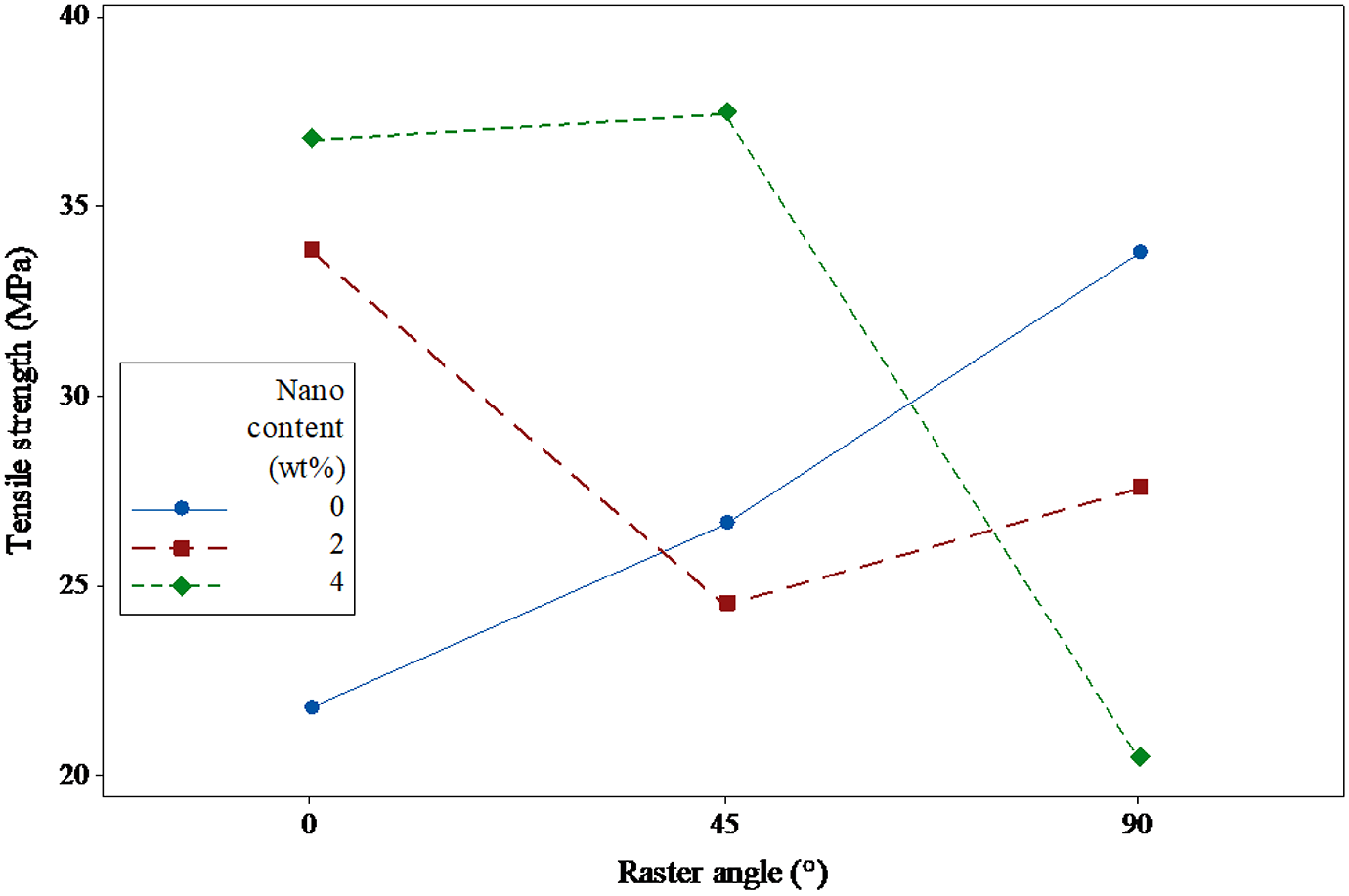
Interaction effect of nano content and raster angle on tensile strength.
PLA samples used for biomedical applications such as tissue-engineered scaffolds must have properties such as biocompatibility, appropriate biodegradability, non-toxicity, as well as good mechanical properties. There are many different tissues and organs in the human body, each of which varies depending on the individual’s genetics. Therefore, physical, morphological and mechanical properties of these tissues and organs are different from each other. For instance, the tensile strength of cortical tissue of bone, Cancellous tissue of bone, enamel, and skin is 89–144, 51–93.10, and 2.5–16 MPa, respectively. 58,59 Based on the above points and also the improvement of tensile strength occurred by incorporating nanoclay into the PLA matrix in the present study, it can be concluded that the use of these samples for medical applications is justified.
Conclusions
The most important properties for biomedical materials are biocompatibility, suitable biodegradability, and non-toxicity, as well as good mechanical properties. The use of the FFF technique for medical applications has increased dramatically. For this purpose, in the present study, the fused filament fabrication process of PLA/nanoclay nanocomposite samples was investigated in detail using the Taguchi approach. Nano content, nozzle temperature, and raster angle were considered as the variable parameters. L9 orthogonal array of the Taguchi approach was utilized to design experiments and analysis of variance and signal to noise ratio analysis was conducted on the results. The most essential findings can be summarized as follows:
The findings revealed that the nanoclay was dispersed properly in the PLA matrix using a twin-screw extruding procedure, which was confirmed by the XRD test results.
Nozzle temperature was the most effective parameter on the tensile strength. The tensile strength was enhanced significantly with the nozzle temperature due to the better bonding between the rasters and between the rasters and the contours. The nano content and raster angle were also identified as the effective parameters on the tensile strength.
According to the S/N results, 4 wt.% of nanoclay, the nozzle temperature of 230°C, and the raster angle of 0° were determined as the optimum conditions. According to the prediction too of the Taguchi approach, the tensile strength was 38.980 MPa in the optimum situation. However, the highest tensile strength obtained for the samples fabricated at the raster angle of 45° and the temperature of 230°C with 4 wt.% of nanoclay was 37.460 MPa.
Appropriate dispersion led to improve the tensile strength of 3D printed samples by 4.6% and 15.3% in the case of samples containing 2 and 4 wt.% of nanoclay, respectively compared to the pure samples.
Microscopic observations showed that good adhesion between the rasters as well as between the rasters and the contours caused more cohesion of the FFF samples and ultimately increased their tensile strength.
The raster angle of 0° presented the highest values of the tensile strength because in this case the deposition direction is aligned with the applied stress while in the case of 90° of the raster angle, only the weak bonding between the rasters can withstand the tensile forces, and therefore, showed the least tensile strength.
This research work confirms the improvement of the tensile strength using addition of the nanoclay and controlling the processing parameters in FFF approach, however, more studies are required for addressing the biodegradability and other mechanical properties of these samples.
Footnotes
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.