
Abstract
In-situ manufacturing of thermoplastic composites using the automated fiber placement (AFP) process consists of heating, consolidation and solidification steps. During the heating step using hot gas torch (HGT) as a moving heat source, the incoming tape and the substrate are heated up to a temperature above the melting point of the thermoplastic matrix. The convective heat transfer occurs between the hot gas flow and the composites in which the convective heat transfer coefficient h plays an important role in the heat transfer mechanism which in turn significantly affects temperature distribution along the length, width and through the thickness of the deposited layers. Temperature is the most important process parameter in AFP in-situ consolidation that affects bonding quality, crystallization and consolidation. Although it is well known the convective heat transfer coefficient h is not constant and has a distribution, most studies have assumed a constant value for h for heat transfer analysis which leads to discrepancy between numerical and experimental results. In this study a new function is proposed to approximate the distribution of the convective heat transfer coefficient h in the vicinity of the nip point. Using the proposed convective heat transfer coefficient distribution, a three-dimensional finite element transient heat transfer analysis is performed to predict temperature distribution in the composite parts. An optimization loop is employed to find the free parameters of the distribution function so that the predicted temperature match experimental data. It is shown that, unlike other studies assuming constant h value, not only maximum temperature can be well predicted, but also predicted heating and cooling curves agree well with experimental results. The cooling rate is of significant importance in crystallization behavior and residual stress calculation.
Keywords
Introduction
With increasing use of composites in aircraft and automotive structures, automated composite manufacturing techniques have become essential and are attracting much interest from industry. In particular, the automated fiber placement (AFP) process provides a new approach to the manufacturing of large-scale complex composite structures in comparison to traditional manufacturing techniques. It has many advantages such as fast rate of material deposition, reducing materials waste, repeatability in lamination process, reliability etc. With its unique capability to steer narrow tape during layup, AFP has many potentials in manufacturing of high-performance structural components.1–5
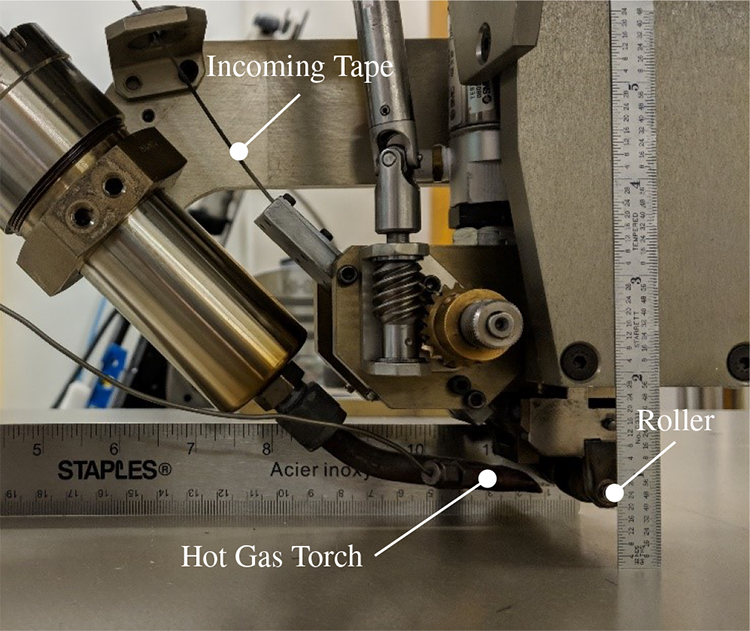
AFP is a process in which composite tapes are laid onto a tool surface in a layer-by-layer manner. During the AFP process an incoming composite tape and certain area of the substrate are heated using a heat source and pressure is applied using a compaction roller to bond the composite tape to the substrate (Figure 1).1,6,7
AFP can be used in manufacturing both thermoset and thermoplastic composites. Thermoplastic composites, in comparison with thermoset composites, are of special interest due to their superior properties, especially with regard to fatigue and impact issues, infinite shelf life, weldability, toughness, chemical resistance etc. A unique advantage of thermoplastic composites is the possibility of in-situ consolidation that can be achieved using the AFP process alone thus avoiding secondary processes such as autoclave treatments which leads to significant manufacturing cost/energy savings.1,8–10 Over the past few years the AFP process for in-situ consolidation of thermoplastic composites has been continuously improved. However, many quality issues arise due to fast heating and cooling nature of AFP in-situ consolidation process, especially in composite parts with free edges. Among these issues is development of temperature gradient in different direction as a moving heat source passes on the part to deposit martials. This uneven temperature distribution leads to variation in crystallinity, and give rise to formation of residual stress and deformation. In fact, the most important process parameter in AFP in-situ consolidation that affects the quality is temperature. Material properties (density, specific heat capacity, and thermal conductivity), crystallization behavior, and consolidation all depend on temperature.6,11,12
There are different types of heat source used in AFP machines including hot gas torch (HGT), laser, heat lamp and infrared heating elements. HGT and laser are the two most common heating source used in in-situ consolidation of thermoplastic composites using AFP. Recently, laser-assisted AFP of thermoplastic composites has attracted much interest from industry, mainly due to high energy density, more focused and more effective heating, faster processing rates and better surface finish. Moreover, better bonding quality and consolidation have been reported in some samples made by laser-assisted AFP. For example, a comparative survey of relative inter-laminar strengths vs. placement rate for CF/PEEK composites made by laser-assisted and HGT-assisted AFP are reported in the study of Stokes-Griffin and Compston. 12 However, there are some limitations in using laser heating system; laser cannot be used in manufacturing of glass fiber composites. This is due to the fact that glass fibers do not absorb the laser energy and therefore, glass fiber composites cannot be heated by laser. Moreover, there are safety concerns involved with implementation of laser; where the laser heating system is used, it should be enclosed to prevent operator exposure to the direct and reflected laser beam.12–14 On the other hand, HGT has been used since 1986 as a heat source for manufacturing thermoplastic composites in many applications.8,14,15 HGT has some advantages over laser; first it does not have the safety issues coming with the implementation of the laser. Second, HGT provides more distributed and effective heating in joining areas. Third, as it heats both polymer and fibers, it can be used in processing glass-fiber-based composites. Moreover, in comparison with laser, HGT heating system is less sensitive to and less challenging in positioning of the nozzle outlet. 15
Looking at heat transfer mechanisms in AFP process using HGT, heat flux is transferred to the incoming tape and the substrate from HGT through heat convection and then heat diffuses inside the composites in all three directions (length, width and thickness directions) through heat conduction. Furthermore, the laid-up layers are subjected to the surrounding ambient temperature which cools down the layers. The convective heat transfer is modeled by the Newton’s law of cooling as
Thermoplastic automated fiber placement head.
Sonmez and Hahn
21
modeled heat transfer and crystallization of thermoplastic composite tape placement process and investigated the effect of different process parameters. They assumed a constant convective heat transfer coefficient h of
Several researchers15,24,27–29 have used an experimental method to determine the h coefficient in which the temperature distribution is measured experimentally (often using embedded thermocouple) and then the value of h coefficient is found in an iterative process so that the maximum temperature predicted by thermal analysis matches the maximum experimental temperature. However, all studies so far using this technique to estimate h coefficient assume a uniform distribution (constant value) for h and only match the maximum temperature obtained experimentally (not the whole temperature distribution including heating and cooling sections). Using this technique, the convective heat transfer coefficient h to be in a range of
Most studies to date have assumed a uniform distribution for the convective heat transfer h of HGT in the AFP process. As it was shown in previous studies,15,24 this simplified assumption leads to discrepancy between the experimentally measured temperature and numerically predicted temperature, especially when it comes to heating and cooling portions of the temperature distribution. This means that cooling rate, which has a significant effect on crystallinity of the thermoplastics and residual stress formation in in-situ consolidation of thermoplastic composites using HGT-assisted AFP, cannot be accurately predicted if uniform distribution (i.e., constant value) is assumed for the convective heat transfer h of HGT in the vicinity of the nip point.
In this study, a 3D distribution function is proposed to estimate the convective heat transfer coefficient h of HGT-assisted AFP process. Using the proposed distribution function for h, a 3D transient heat transfer analysis is performed through FE analysis considering moving HGT as a heat source. It is shown that the heating and cooling portions of temperature distribution can be accurately predicted using the proposed h distribution and results agree well with experimental ones. The parameters in the proposed distribution function for h may be determined based on experimentally measured temperature for different AFP configurations to accurately predict not only maximum temperature, but also heating and cooling rates.
AFP HGT convective heat transfer coefficient distribution
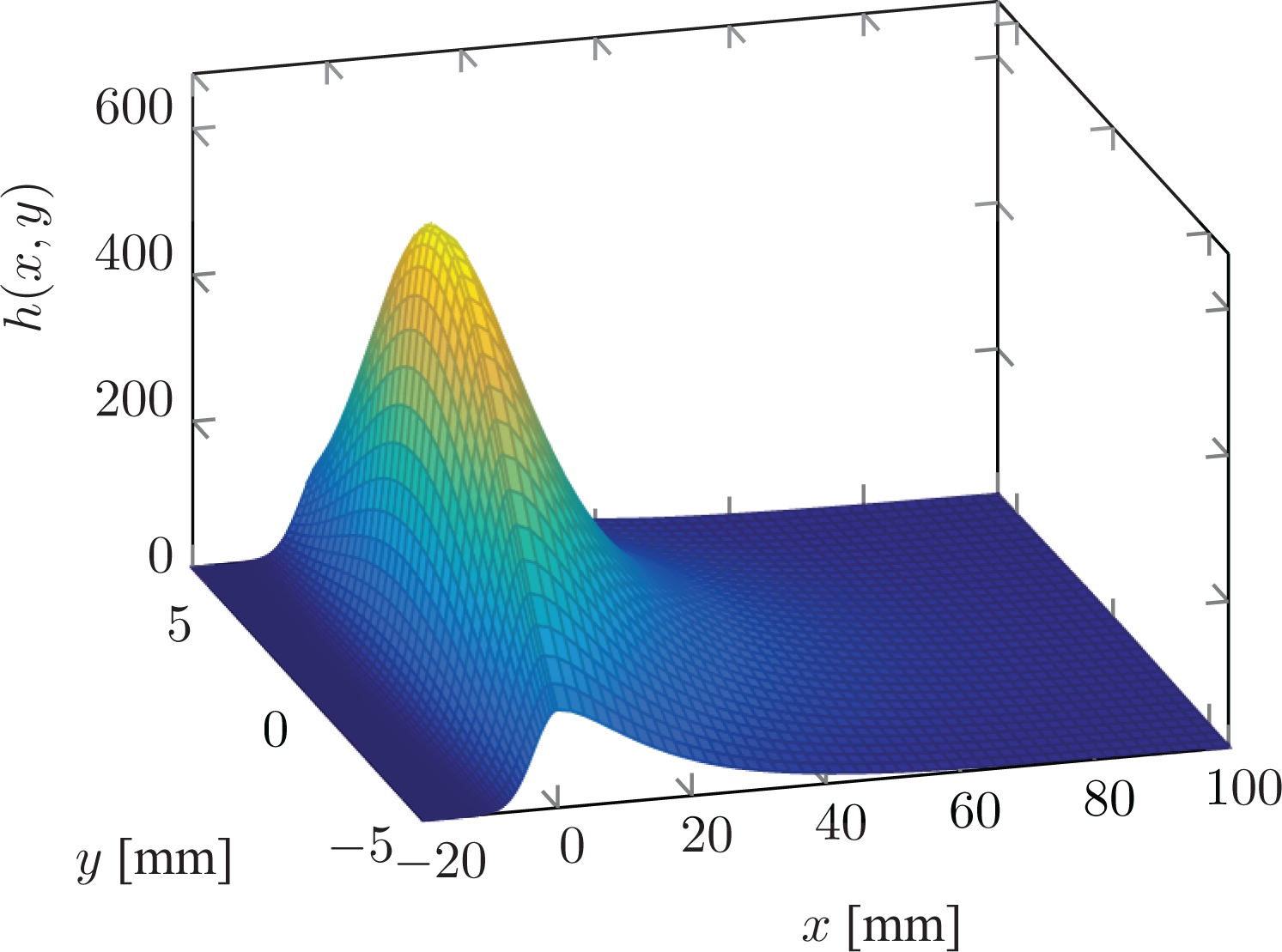
Previous studies have shown that the convective heat transfer coefficient h has a significant influence on the temperature distribution during the AFP process and is dependent on various number of parameters such as nozzle geometry, gas flow rate, nozzle temperature and type of the gas etc. Accurate prediction of the temperature distribution within the laminate is mandatory to subsequently calculate stresses and displacements properly. Therefore, for heat transfer analysis and/or thermo-mechanical analysis, it is important that h distribution can be described as accurately as possible by a function. Kim et al. 20 estimate the distribution of the heat transfer coefficient during the HGT-assisted AFP process along the surfaces of the composite via a three-dimensional flow analysis and two-dimensional heat transfer analysis for a specific machine configuration using finite element method (FEM). It was shown that h has an unsymmetrical distribution, sharply rises in the vicinity of the nip point (with maximum value at the stagnation point) and falls more gradually after the stagnation point. Similar distribution of h is also observed from impinging jet calculation for an inclined torch impinging the surface at an angle. 19 These results are the basis for the new proposed distribution function for the heat transfer coefficient h of HGT-assisted AFP process. The proposed distribution function is plotted in Figure 2 in which x is the layup direction (moving direction of the HGT) and y is along the width direction. The steep rise in the x direction (Figure 2(b)) is explained by the fact that the HGT is inclined and the hot gas is blocked by the roller at the nip point and therefore the stagnation point, where h is peaked, is slightly distanced from the nip point. After the peak the decline in h value is more gradual compare to the sharp rise before the peak. It can be seen that the distribution function for the heat transfer coefficient h has three parts: left shoulder, peak and right shoulder. While the distribution of h is unsymmetrical along the layup direction x, along the width, h has a symmetrical distribution as shown in Figure 2(c).
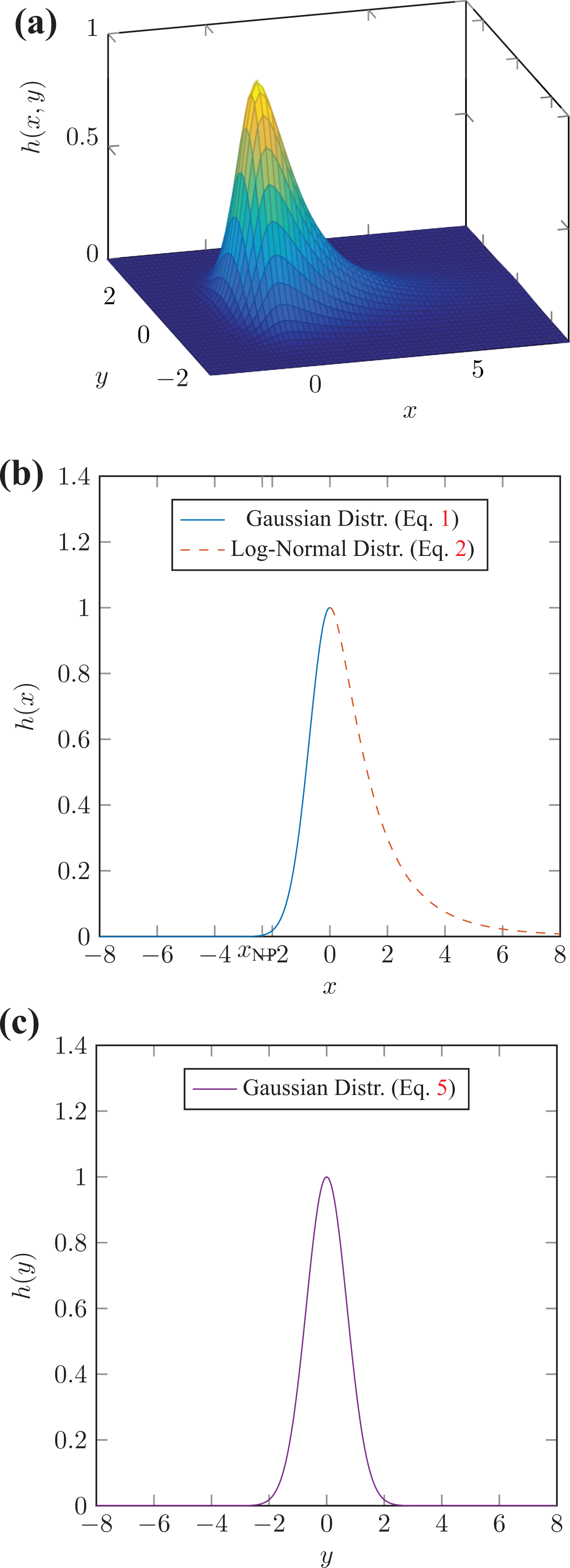
Distribution function for the convective heat transfer coefficient h. The peak position is at
In our approach to approximate the convective heat transfer coefficient h, a two-variable distribution function is defined in which the value of h is a function of x and y coordinates. The moving direction of the HGT is denoted by x (layup direction), and the direction perpendicular to it by y along the width of the tape. Two different functions are used to approximate the distribution of the h coefficient. Two base functions are used to estimate unsymmetrical nature of h distribution in the x direction and the symmetrical h distribution in the y direction. The first base function is a Gaussian normal distribution in the form of equation (1) which is inspired by metal welding process simulations. 30 This function contains three free parameters needed to be determined. Al determines the magnitude of the peak while the parameter kl is a concentration coefficient and defines the slope of the curve. The index l represents “left,” because the function gl approximates the h distribution on the left side of the peak. The variable x0 determines the location of the peak in the x direction.

The Gaussian distribution tends quickly toward zero and thus is not suitable to represent the unsymmetrical distribution characteristics of the h coefficient, especially in the right shoulder. Therefore, a second function which is a modified log-normal distribution function, equation (2), is proposed for the right branch (i.e., upstream region).

In this function, r is the distance between the variable x and the location of the peak located at x0 and is defined by Euclidean norm (equation (3)), kr is a concentration coefficient and the index r represents “right” branch. The result is a symmetrical distribution, which is also defined in the negative number range. In Figure 2(b), this modified log-normal distribution is plotted together with the Gaussian normal distribution. The modified log-normal distribution function has a flatter slope compare to the Gaussian normal distribution function.

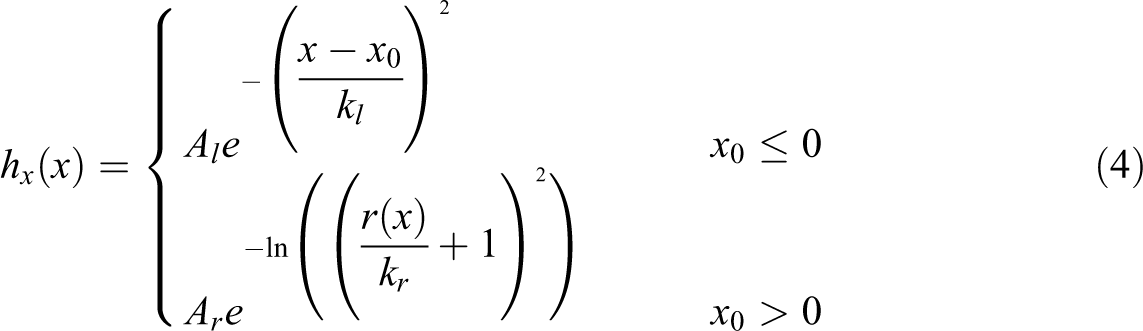
If the amplitudes Al and Ar are assumed to be equal, a continuous piecewise function can be constructed from equations (1) and (2), as shown in equation (4). The gradient of the equations (1) and (2) is zero at the position of the peak (i.e.,
For the distribution of the convective heat transfer coefficient h in the width direction of the tape, a function dependent on the variable y is needed. For this the variables x and x0 in equation (1) are exchanged with y and y0.

Finally, a combination of the two introduced distribution functions (equations (4) and (5)) is used to propose the distribution of the heat transfer coefficient
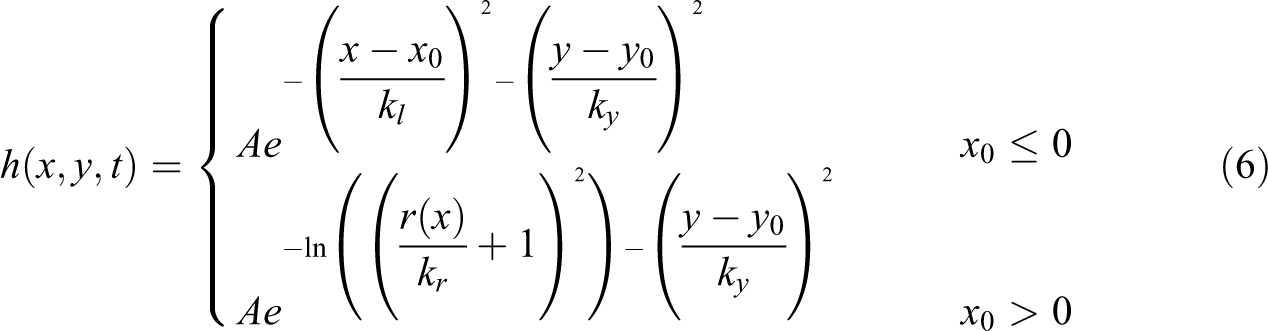
This function has a peak that is defined by the variable x0 and y0. The moving heat source (hot gas torch) is mounted on the robot head and moves at a constant speed v in the x direction. This means that the position of the peak at x0 and thus the whole distribution function

where
The proposed HGT convective heat transfer coefficient distribution, equation (6), has four parameters, namely A, kl, kr and ky, needed to be determined for any AFP configuration based on matching experimentally measured temperature with the predicted one via FE analysis. This parameter fitting procedure is explained in the following sections.
Parameter fitting
Determination of parameters A, kl, kr and ky in HGT convective heat transfer coefficient distribution
FE model
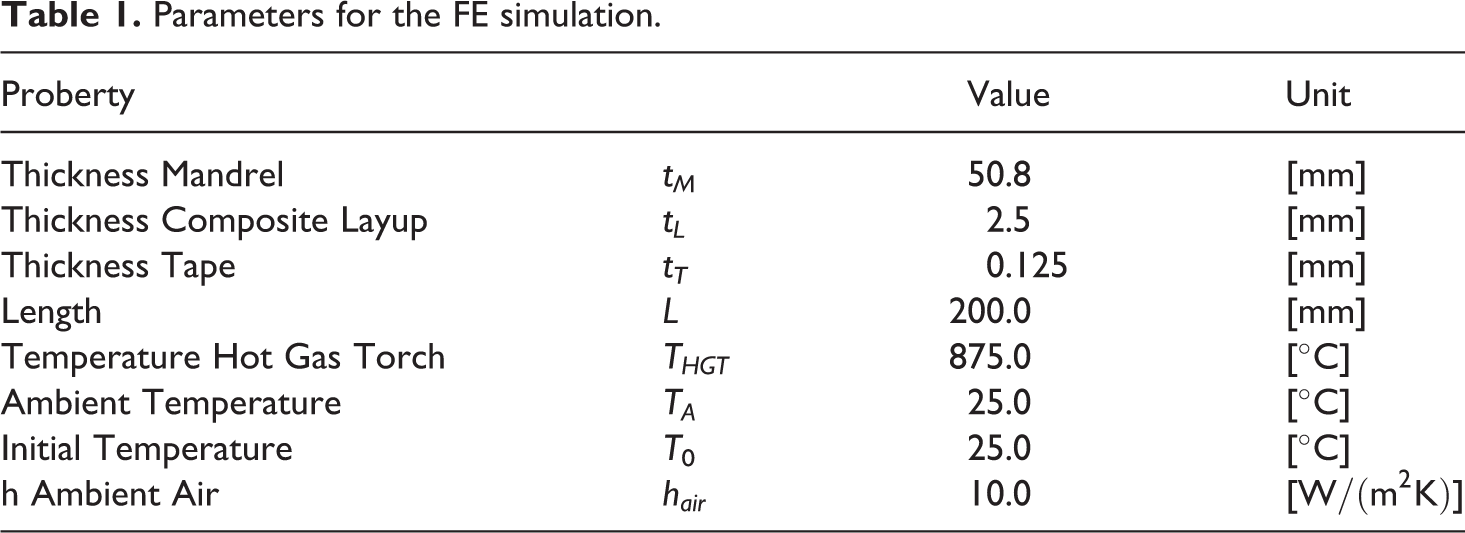
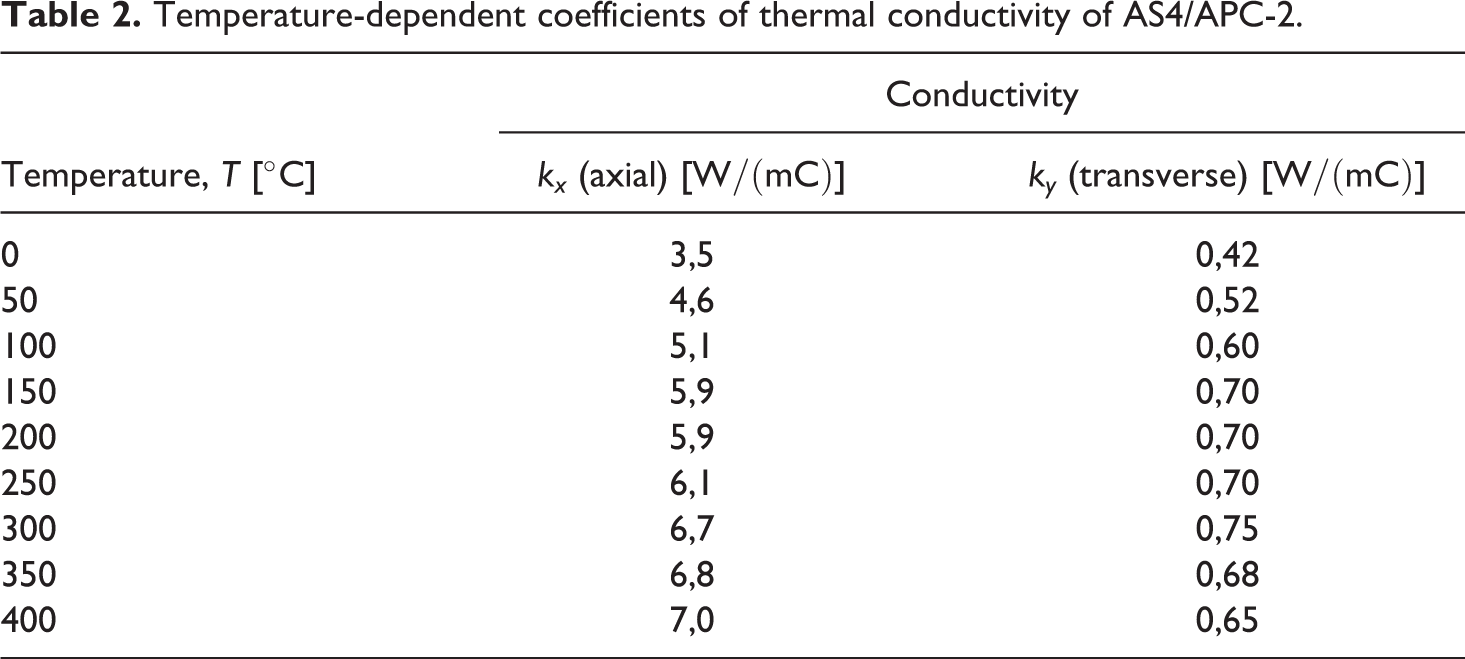
For thermal analysis via FEM, Abaqus solver 2016 is used. Abaqus FEA is a commercial software package that solves problems of solid-state statics and dynamics, heat conduction, electromagnetism and fluid dynamics. A 3D FE model is developed in which the HGT is modeled as a convective moving heat source. The schematic model is shown in Figure 3 and geometrical parameters along with material properties and model parameters are listed in Table 1. The dependency of the coefficients of thermal conductivity on temperature and direction are considered in the analysis (temperature-dependent properties are listed in Table 2). The “DC3D20” element, a 3D 20-node quadratic isoparametric element for heat transfer is used from the Abaqus element library for meshing both composite layers and aluminum tool. The model is divided into two regions: the composite layers and the mandrel. Mesh convergence analysis was performed by reducing the element size of the mesh until the temperature did not change within ±1°C. The final element size of the composite layers in both x and y directions is 0.6 mm and in z direction the element size is 0.0625 mm. The size of the elements of the mandrel in x and y direction is the same as the composite layers, however, along the thickness direction (z) the model is built based on adaptive mesh strategy in which the mesh refinement is applied from the mandrel region toward the top composite layer (Figure 4). This way one can take advantage of the fact that thermal gradients are attenuated from the top layer toward the mandrel. Attention is paid to the fact that there should be a node at the respective position of the thermocouple under the first composite layer measuring the temperature experimentally. A transient thermal analysis is performed using Abaqus Standard Solver. The temperature is calculated for each time step on the position of the thermocouple. Thus, a thermal profile can be determined as a function of time. The heat flux of the moving heat source (HGT) through the upper surface of the composite layup is calculated using the proposed convective heat transfer coefficient distribution
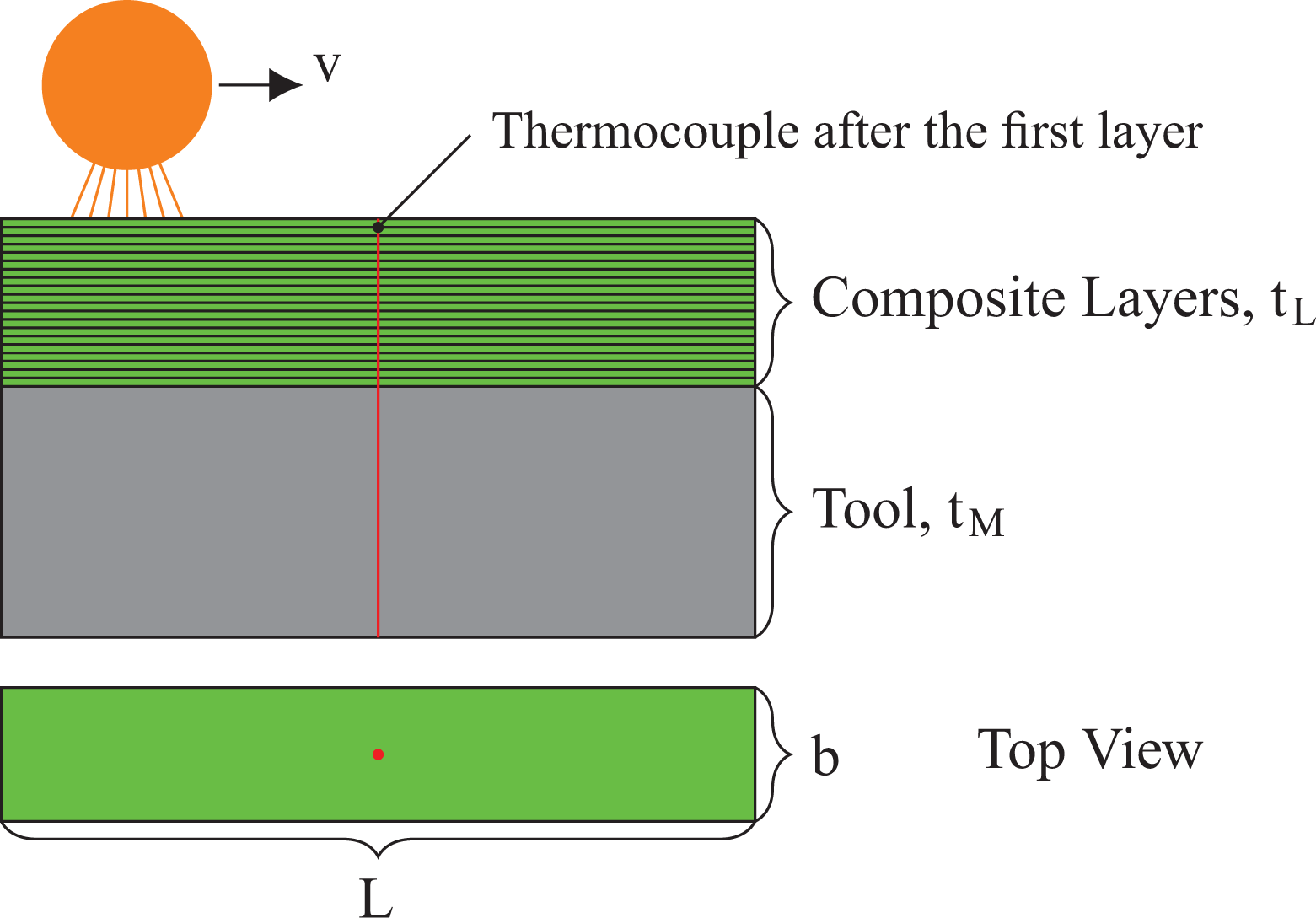
Schematic illustration of the composite laminate with embedded thermocouples, the aluminum mandrel and 20 tapes.
Parameters for the FE simulation.
Temperature-dependent coefficients of thermal conductivity of AS4/APC-2.
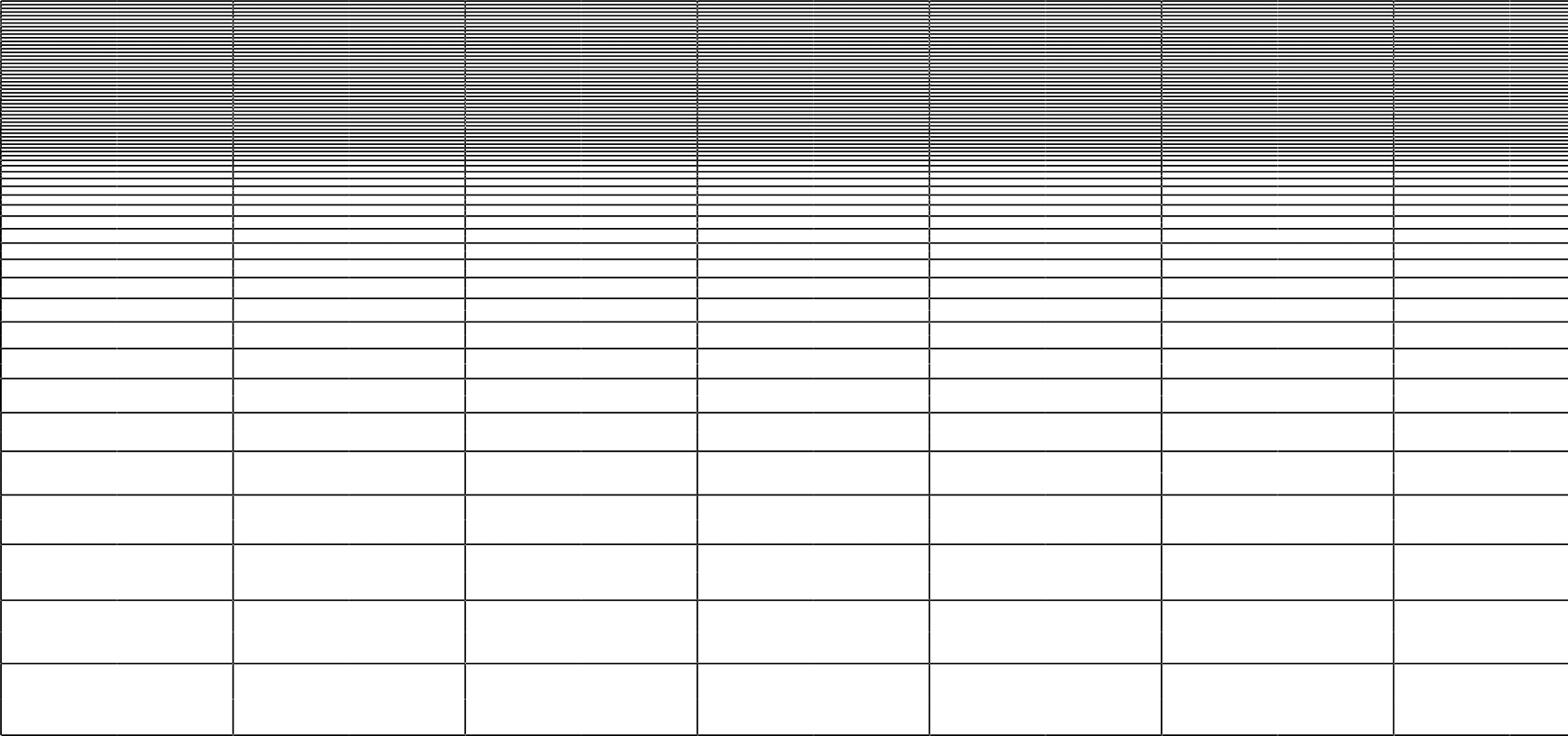
Adaptive mesh through the thickness of the model.
Experiment
To measure the temperature during the HGT-assisted AFP process, flat unidirectional composite strips were made using a robotic-type AFP machine and flat paddle tool available at the Concordia Centre for Composites (CONCOM) shown in Figure 5. The AFP machine is equipped with a HGT system that employs hot nitrogen gas to melt the thermoplastic matrix and a 12.7 mm (0.5 inch) diameter steel roller to consolidate the materials. The samples were made using 6.35 mm (0.25 inch) wide carbon fiber/PEEK (AS4/APC-2) tape supplied by Solvay Group. The details of the experiments were described by Tafreshi et al.
29
and is briefly summarized here. Thermocouples were embedded between composite layers to measure the thermal profiles through the thickness of the composite unidirectional strip subjected to a moving heat source (HGT). The main focus was on t how temperature gradient develops by time during the AFP process through the thickness of the composite laminate. The test specimen and experimental setup is illustrated in Figure 3. Unidirectional composite strips of 508 mm long making up 20 layers were manufactured on the aluminum mandrel. Temperature measurements recorded using a thermocouple mounted under the first composite layer are used in this study for fitting procedure. Before the temperature measurements begun, the composite body was cooled down to ambient temperature. No materials deposition was done during the temperature measurement trials. The AFP head with the HGT and the roller moves with speed
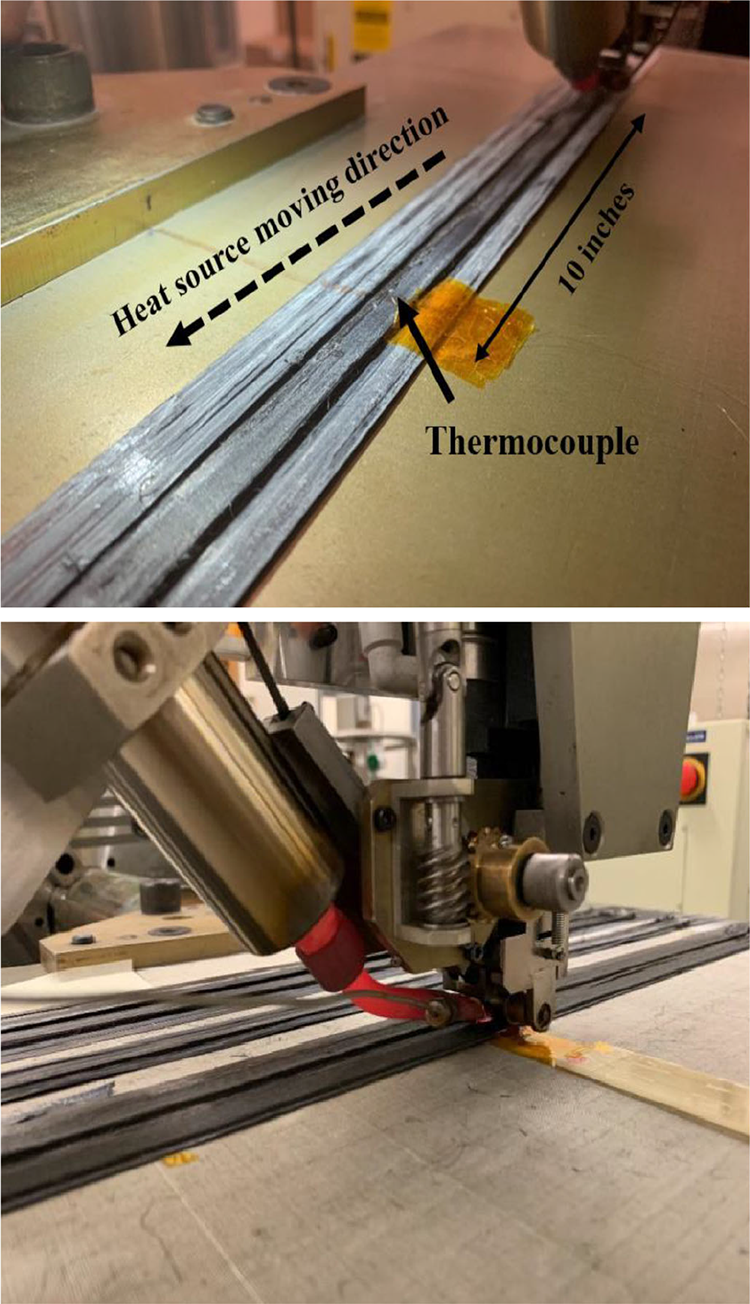
Experimental setup; location of AFP head (left) at the beginning of the pass (right) over the embedded thermocouples. 31
Fitting procedure
The four parameters (kl, kr, ky and A) for the convective heat transfer coefficient distribution function
An optimization with all four parameters at the same time is not recommended, as this proved to be very time-consuming and inefficient. So the optimization process for fitting the parameter is divided into three sub-steps as seen in Figure 6. The fitting procedure presented in Figure 7 is applied for each of the sub-steps. In the first sub-step, the error in the peak is minimized by adjusting the amplitude value A. In the second sub-step, the error on the right side of the peak related to the downstream region is minimized by adjusting the concentration coefficient ky and kr. In the third and last sub-step, the left side of the peak related to the upstream region is fitted using the parameter kl. These three steps can be repeated as often as required until the maximum difference between experiment and FEM is acceptable. In this study, the aforementioned sub-steps are repeated twice and the results of each of three sub-steps are plotted in Figure 8(a) to (d), respectively.
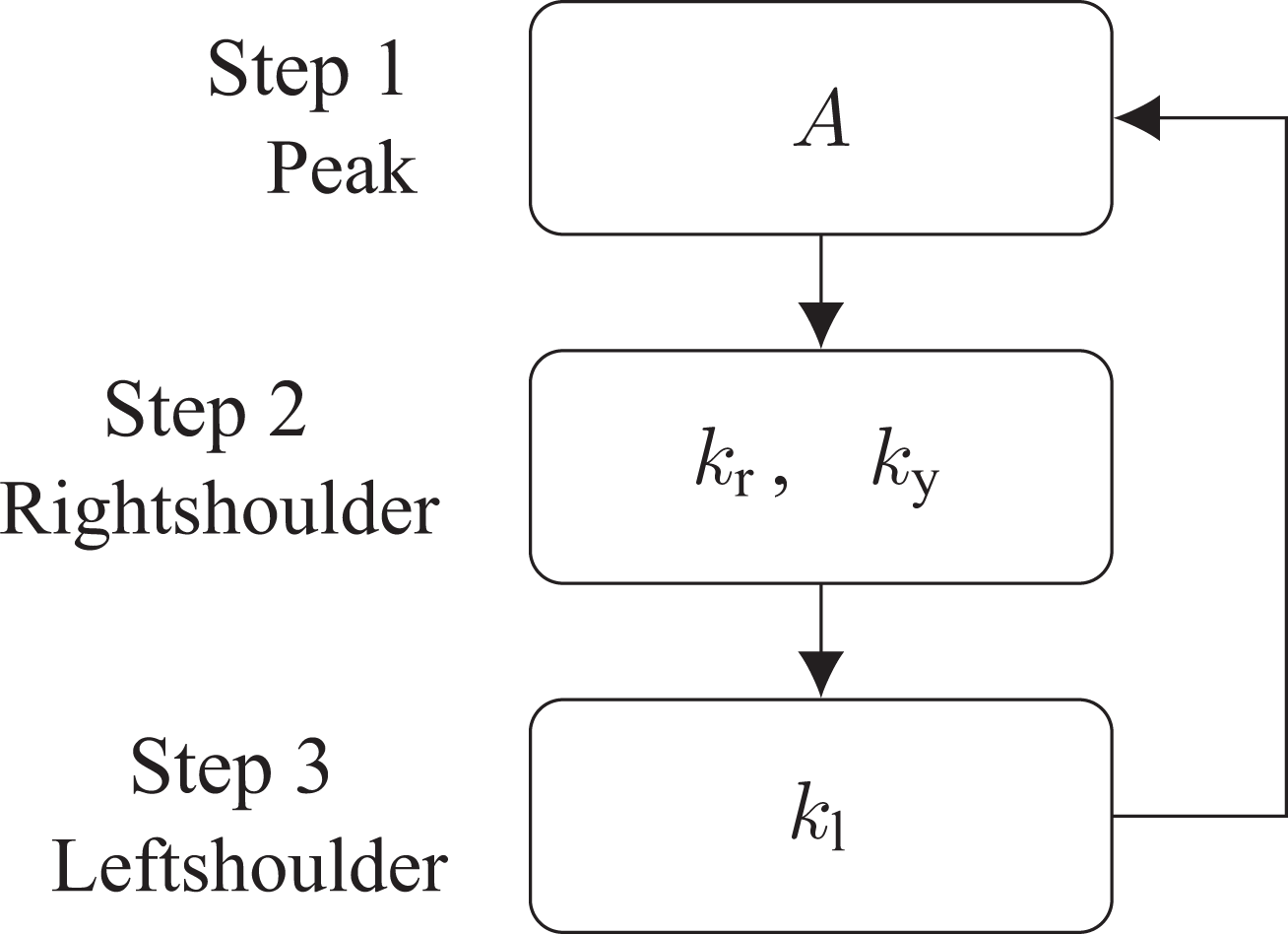
Three sub-steps for fitting the parameter (A, kl, kr, ky).
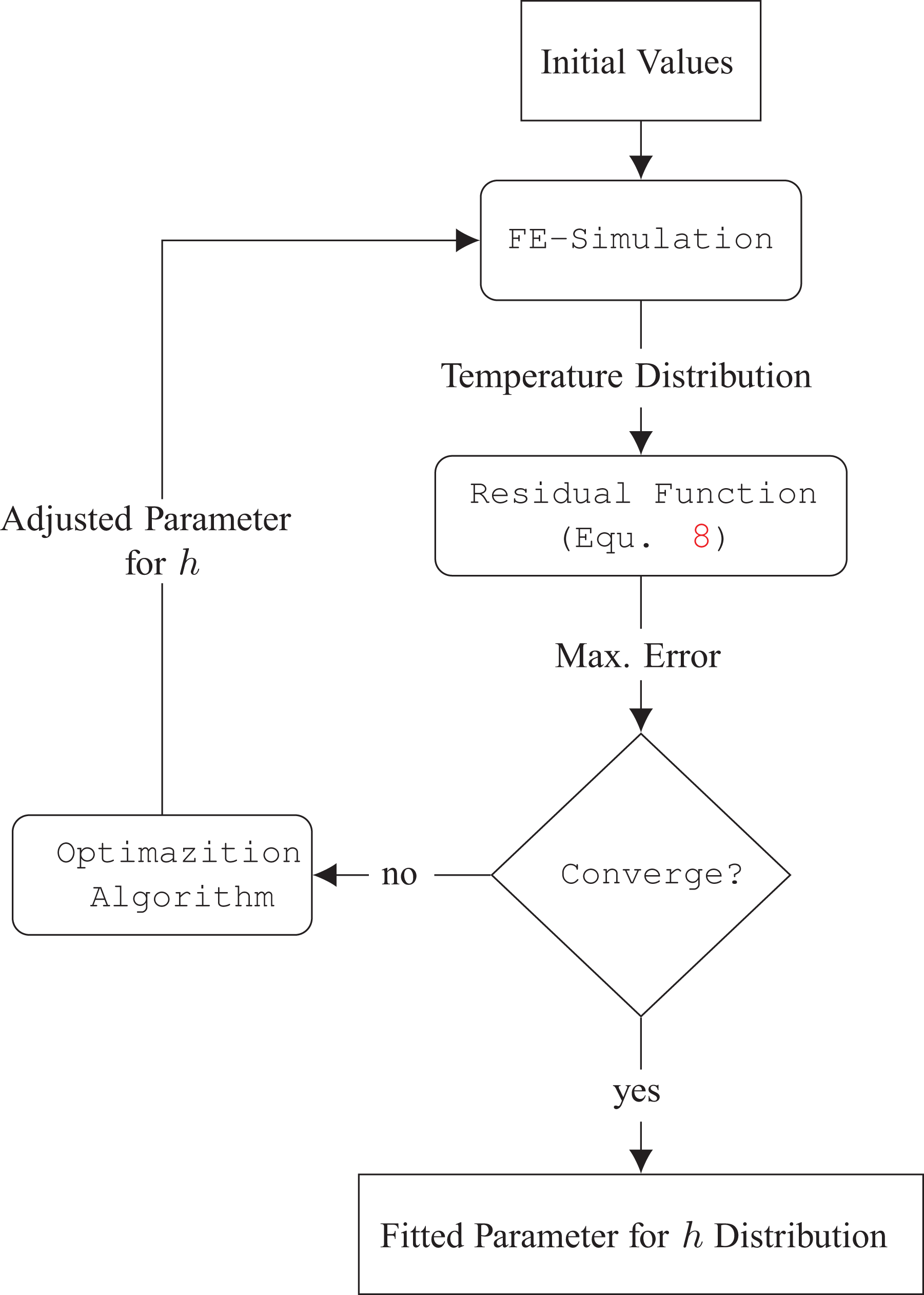
Optimization loop for fitting the free parameters to the experimental result.
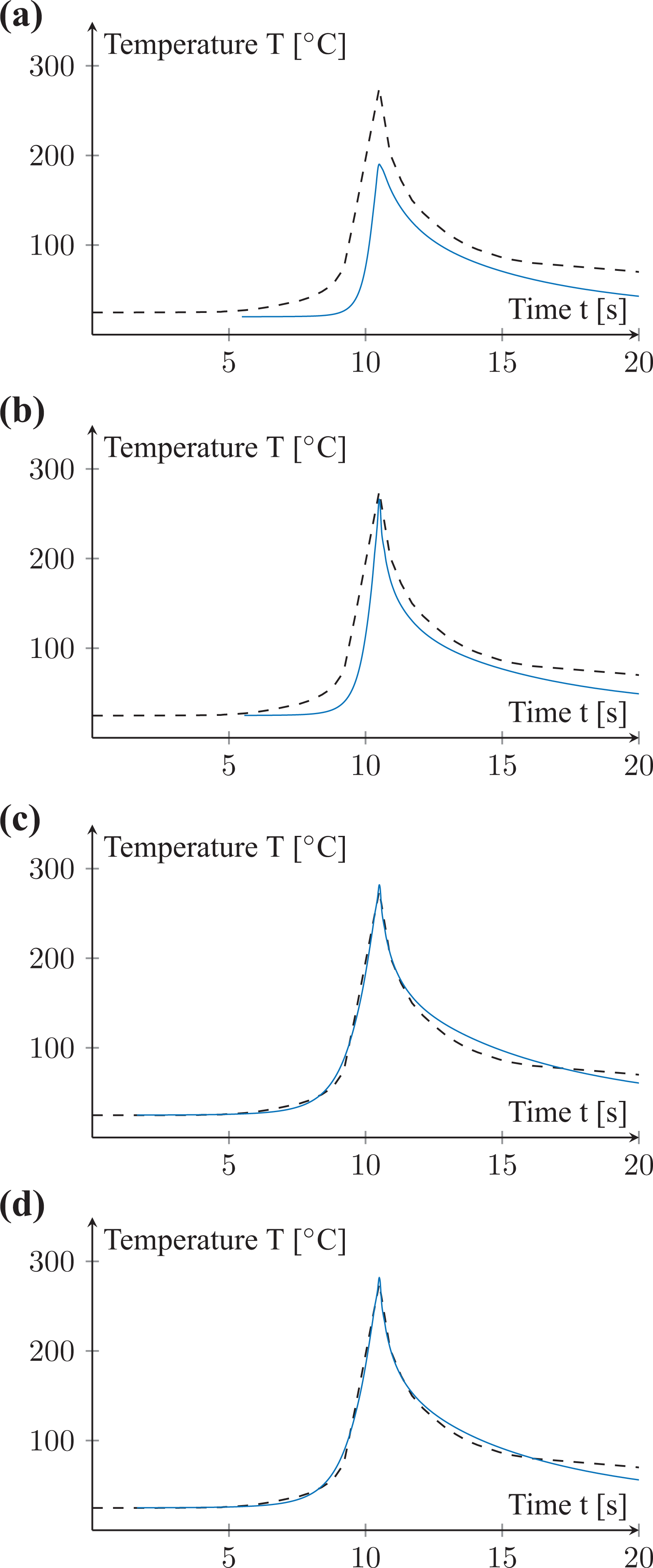
Plots of the temperature over time after the each fitting step. (a) Initial values for the parameter, (b) first step: fitting the temperature peak, (c) second step: fitting the left side of the temperature curve, and (d) third step: fitting the right side of the temperature curve.
The fitting of the process parameters in each of the sub-steps is done by an optimization procedure, which is sketched in Figure 7. As the first step, the temperature distribution is calculated in the FE simulation based on some initial values for the four parameters (i.e. A, kl, kr and ky). Then a residual function defined in equation (8) is considered as the objective function for the optimization problem.

where
The results from FE simulation and experiment are based on different time steps and do not match with each other. So the two data sets (i.e., FE-predicted and experimentally measured temperature) are sampled at the same N different points throughout the time using linear interpolation.
Results
The aforementioned procedure to find the HGT convective heat transfer coefficient distribution
Fitted parameter after the optimization procedure.
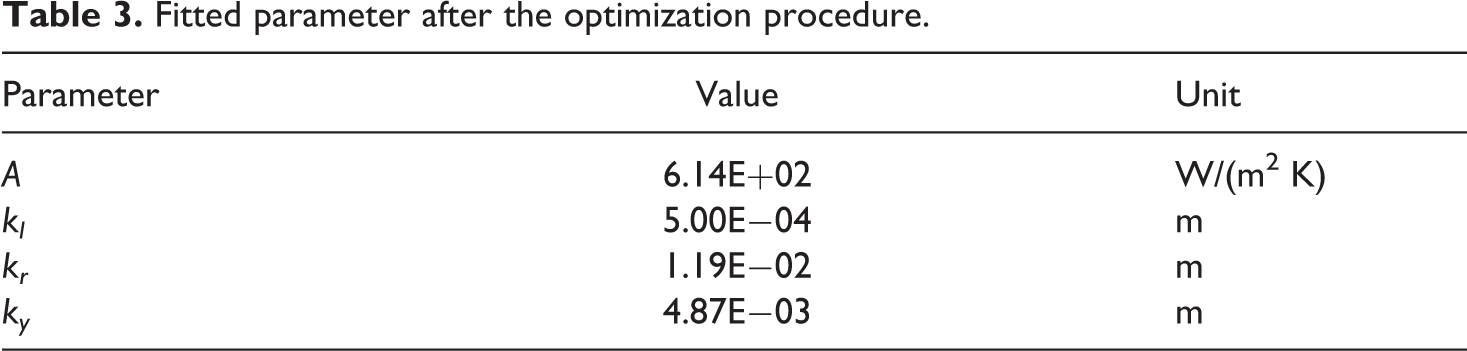
Distribution for
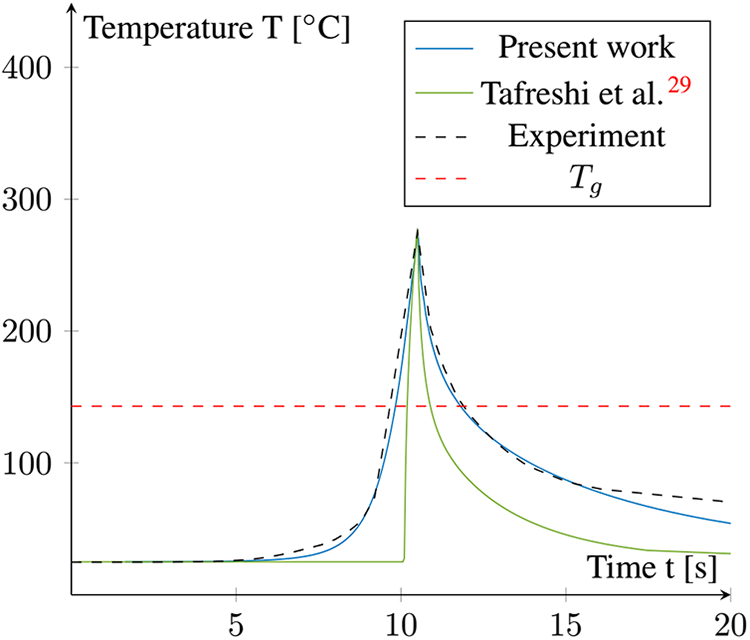
Comparison between FE simulation and experimental result.
Using the obtained
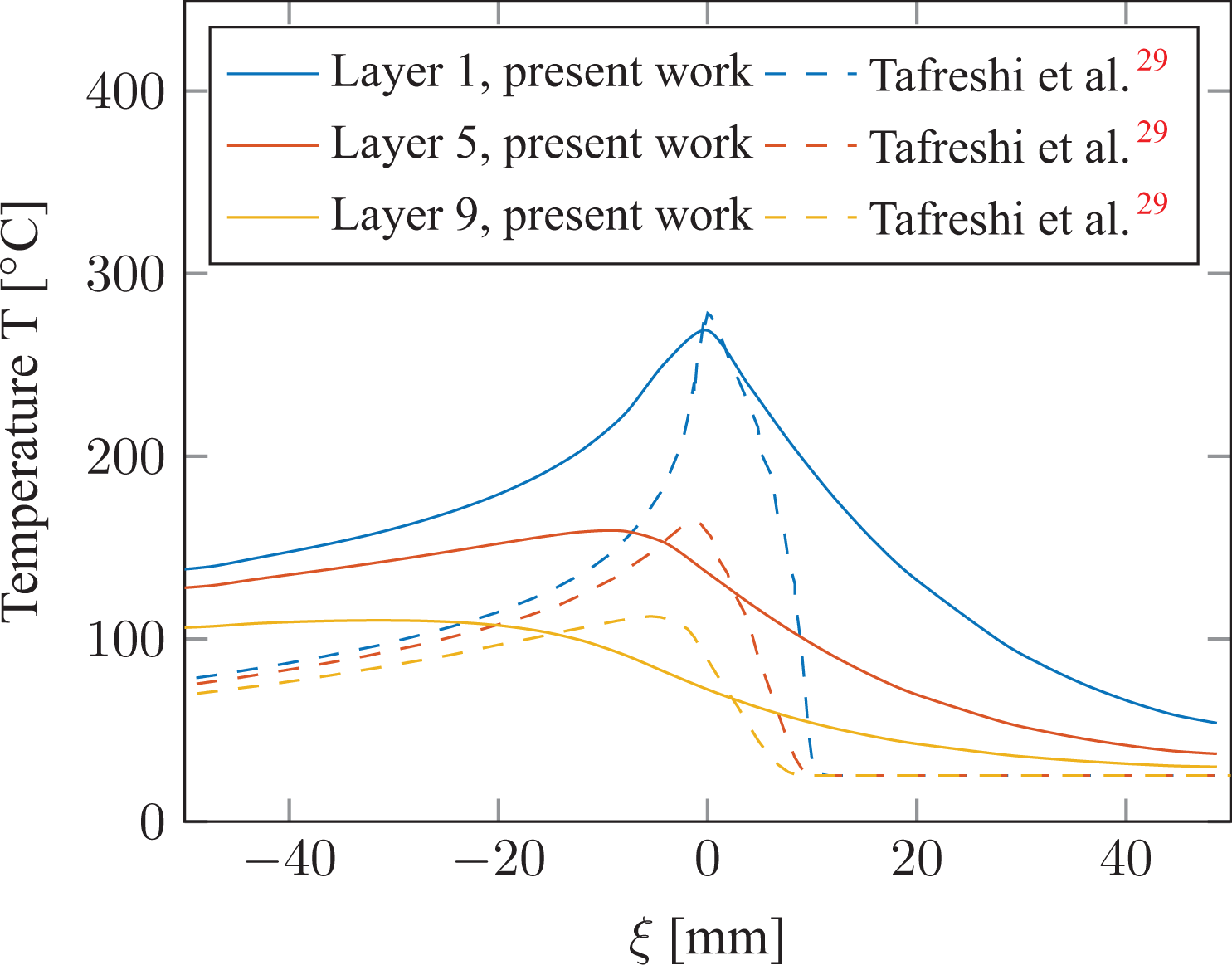
Temperature distribution in the vicinity of the heat source along the layup direction after 1, 5 and 9 layers.
Looking at through-the-thickness temperature distribution, it can be seen that up to five layer below the composite top surface, the peak temperature is above glass transition temperature (Tg). In comparison with results of Tafreshi et al., 29 it can be seen that the area predicted to be above Tg by assuming variable h distribution is bigger. For example, in layer 1, area between −43 mm < x0 < 24 mm is above Tg, while based on Tafreshi et al. 29 prediction, this area is between −5.7 mm < x0 < 5.7 mm. The areas with the temperature above Tg is of practical importance for repass treatment (reconsolidation pass) which leads to improvement in bonding quality, reduction of void content and improvement of surface finish of in-situ consolidated thermoplastic composites as reported in the literature.8,28 Furthermore, it can be seen that the peak temperatures for layers below the top surface are shifted more to the left compared to Tafreshi et al. 29 This shift is due to the fact that it takes time for the heat provided by HGT to diffuse from the top surface to the layers below and through the thickness of the laminate.
Using the obtained
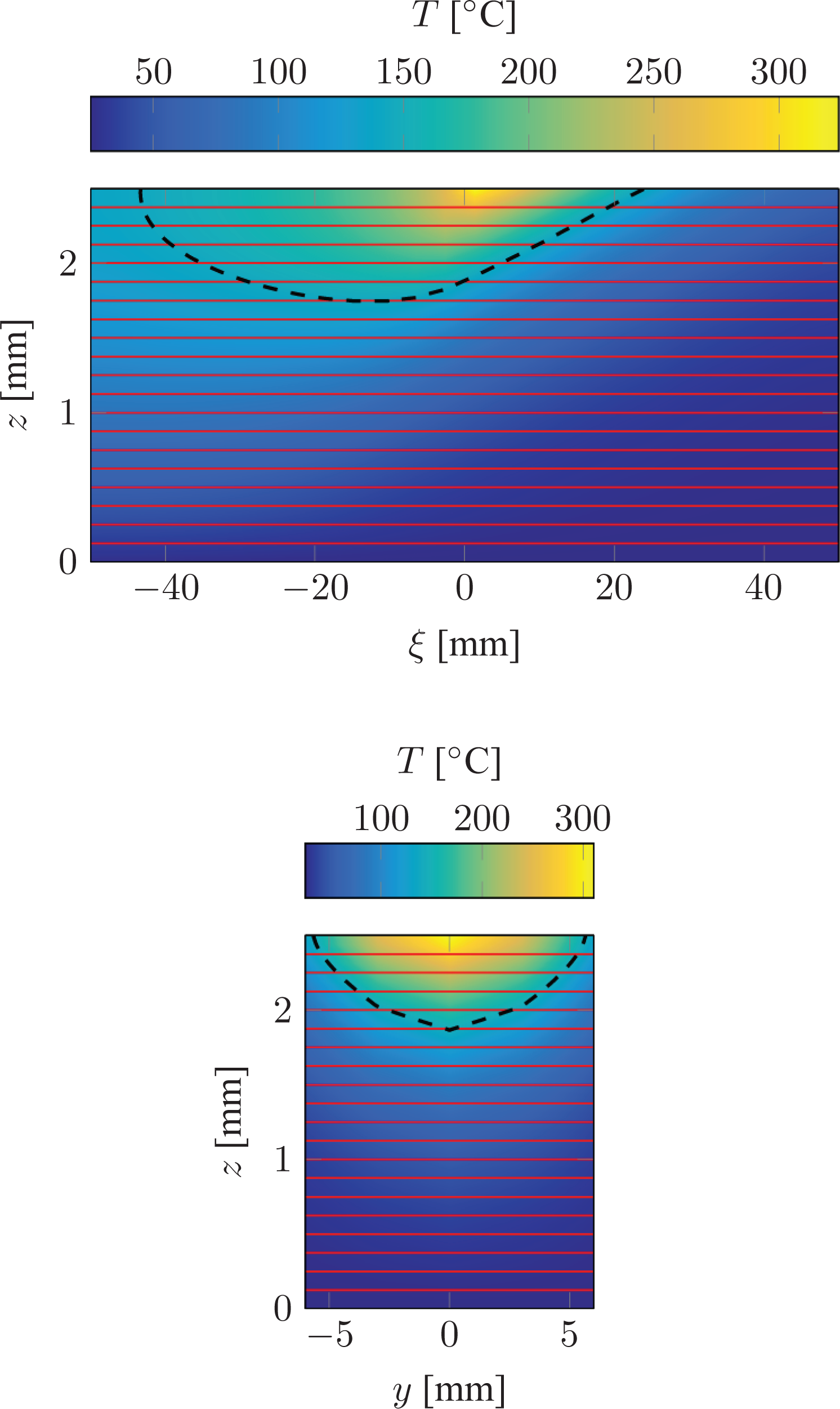
Temperature distribution in the composite layup. The position of peak is at
Sensitivity study
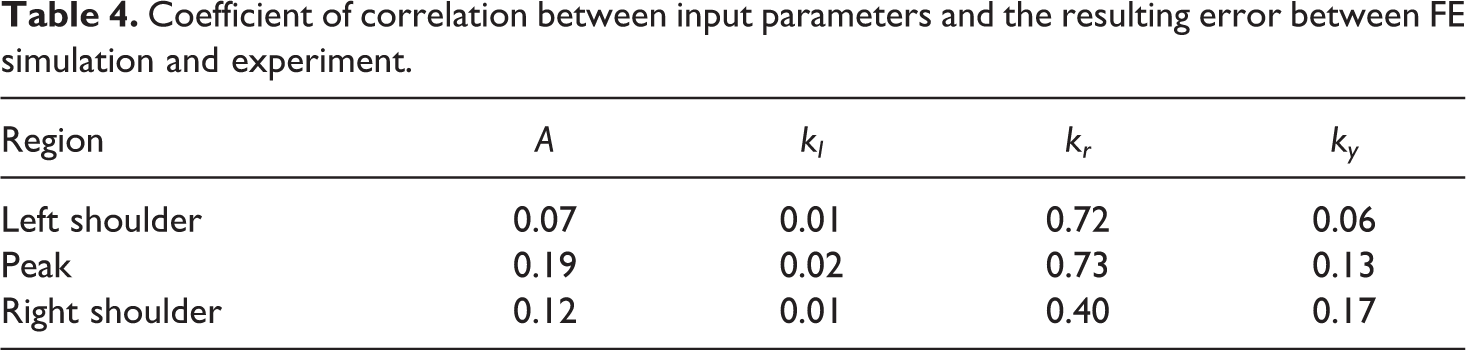
A global sensitivity analysis is employed to determine the coefficient of correlation (CoC) between input parameters, namely A, kl, kr and ky, and the output parameter which is the error between FE simulation and experiment. The CoC is the standardized covariance between two variables measuring the strength and the direction of a relationship between the two variables. If both variables have a strong positive correlation, the CoC is close to 1. For a strong negative correlation the CoC is close to −1. A value close to zero indicates that there is almost no correlation between the two variables under consideration.
33
For the sensitivity analysis, the software optiSLang, developed by Dynardo GmbH, and coupled with the Abaqus solver is used. In a range of
Coefficient of correlation between input parameters and the resulting error between FE simulation and experiment.
Conclusion
A new distribution piece-wise function is proposed to estimate the distribution of the convective heat transfer coefficient
Footnotes
Acknowledgment
Financial support from the Mitacs Canada through Globalink program is appreciated.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Mitacs Canada through Globalink program.