
Abstract
The PET/PBE blends with a good balance between toughness and stiffness were prepared via a novel elongational rheology extruder. In the light of the thermodynamic factors, EGMA as an interfacial modifier was selectively localized at the interface. When the weight fraction of Ethylene/Methylacrylate/Glycidyl Methacrylate copolymer (EGMA) was 6 wt%, the impact strength of the PET/EGMA/PBE blend soared to 35.00 KJ/m2, which is nearly seven times higher than that of its un-compatibilizer counterpart. Furthermore, compared to the un-compatibilized counterpart, the tensile strength and tensile modulus of the PET/EGMA/PBE blend are only reduced by 10% and 13%, respectively. The improvement of mechanical properties of the compatibilized blends can be attributed to the enhanced interfacial reactive compatibilization between PET and PBE, and the fine dispersion of dispersed phase. The in-suit reaction between carboxyl or hydroxy group of PET and epoxy group of EGMA was confirmed by Fourier-transform infrared (FT-IR) spectroscopy. In addition, both morphology and rheology characterization results suggested that the improved interfacial combination between PET and PBE was obtained with the inclusion of EGMA.
Keywords
Introduction
Since the successfully synthesis of polyethylene terephthalate (PET) by Whenfield JR and Dikson JT in the 1940s, 1 PET has gained growing interests owing to its outstanding electrical and chemical resistance, higher mechanical properties and lower cost, and so on. Nevertheless, the brittleness and notch sensitivity are the primary weaknesses of PET, which restrict its application in high toughness materials fields. Hence, the improvement of toughness was one of eternal theme of PET modification. 2 Generally speaking, loading soft elastomers into the brittle matrix was a feasible method to enhance the impact resistance of brittle thermoplastics. However, such polymer blends were always immiscible system owing to the polarity difference between the non-polarity elastomer phase (like POE and EPR) and polarity matrix phase (like PET and PA). 3 So, it is necessary to introduce compatibilizer into the matrix in order to acquire fine dispersed morphology, good interfacial interaction and enhanced mechanical properties.
Classic techniques to promote the compatibility of the blends include the use of graft or block copolymers,4–6 non-bonding interactions7–9 and reactive compatibilizer.10–14 And utilization of reactive compatibilizer is a facile method among these techniques. This method allows the reactive compatibilizer to react with one or more functional group of the matrix during melt mixing process, and form graft copolymers to improve the interfacial compatibility, thereby improving mechanical properties. Usually, reactive compatibilizers that can react with polyester are copolymers with acid anhydride groups,2,15–19 epoxy groups13–14,20–24 or isocyanate groups.25–27 Sánchez-Solís A and his co-workers 28 investigated the influence of SBR-g-MAH on the rheological properties of the PET/SBR blends. Due to the occurrence of the compatibilization reaction and the formation of graft copolymers, compared with PET/SBR binary blends, PET/SBR-g-MAH/SBR ternary blends have higher viscosity, better dispersion and higher mechanical properties. Loyens and Groeninckx 29 studied the compatibilizing effects of EPR-g-MA, glycidyl methacrylate grafted EPR (EPR-g-GMAx) and ethylene-glycidyl methacrylate copolymers (E-GMAx) on the PET/EPR blends, and the impact behavior of corresponding PET/EPR blends were also investigated. It turns out that the best compatibilizer for PET/EPR blend system was the E-GMAx copolymer. Seong HP and his colleagues 26 have been successfully compatibilized PET/LDPE blend by utilizing a self-made isocyanate functional group compatibilizer. Obviously, the addition of compatibilizer can improve the interfacial adhesion and increase the impact strength significantly. However, the annual output of self-made compatibilizer is extremely lower, so it will not be suitable for our study on the grounds of the fact that a large batch of compatibilizers were needed for a large-scale production of PET blend materials.
In our case, a polypropylene-based elastomer (PBE) composed of isotactic polypropylene and randomly distributed ethylene, which has excellent toughness, durable performance and good sealing performance, was used in this study. Obviously, PET/PBE blends have high commercial value, but there are few studies on PET/PBE blends at present. Therefore, PBE was used as impact modifier. Ethylene/Methylacrylate/Glycidyl Methacrylate copolymer (EGMA), which was identified to be the best compatibilizer 30 for polarity PET and non-polarity elastomer, was chosen as the compatibilizer for PET/PBE blend. In addition, the interfacial interaction, mechanical properties, morphology and dynamic rheological properties were investigated so as to get an insight into the effect of EGMA on the structure and properties of PET/EGMA/PBE ternary blends.
Experimental section
Materials and sample preparation
All materials used in this work are commercially available. PET (FY1002, Pan-Asia Guangzhou) with a melt flow index (MFI) of 30.4 g/min (260°C, 2.16 kg) and a density of 1.38 g/cm3 was used as matrix. Polypropylene-based elastomer (PBE, Vistamaxx 3980FL, ExxonMobil Chemical) with a melt flow index (MFI) of 8 g/10 min (230°C, 2.16 kg) was selected as impact modifier. Random terpolymer (LOTADER® AX 8900, Arkema lnc, France) of 68 wt% ethylene, 24 wt% methyl acrylate and 8 wt% glycidyl methacrylate was used as compatibilizer.
The description and basic information of elongational rheology extruder (ERE) used in this work were introduced in our previous report in detail. 31 Prior to blending, PET (8 h at 120°C) was dried to avoid possible moisture-induced degradation. All samples were prepared through an ERE, self-made, at a rotor speed of 30 rpm. And the temperature profile was 180–240–260–265–265–265–265°C from hopper to die. The extrudates were promptly quenched in cold water bath and pelletized and dried prior to injection molding. Specimens for Fourier-transform infrared spectroscopy (FT-IR), contact angle measurement, mechanical test, scanning electron microscope (SEM) and dynamic rheological measurements were prepared by using an injection molding machine (Sumimoto SE50 s). The screw speed was set to 100 rpm and the temperature profile was 230–260–265–265°C from hopper to nozzel.
Mechanical testing
According to ISO 527-2:1993, tensile stress-strain measurements were conducted by using an electronic universal testing machine (model 5566, USA), The crosshead speed was 50 mm/min. In order to calculate the mean value, at least five specimens were tested.
The impact strength measurements were conducted by using an Izod Impact Tester (Zwick5117, Zwick GmbH, Ulmer, Germany), following the IDT ISO 180:2000.
Contact angle measurement
The contact angle was measured by using a contact angle measurement system (OCA40Micro, Dataphysics, Stuttgart, Germany). And contact angle data was collected using a OCA40Micro measurement system. At least five different positions on each sample were tested and the mean value was calculated
Fourier-transform infrared spectroscopy (FT-IR)
To confirm the functional group reactions between PET and EGMA, FT-IR spectrometer (Nicolet Nexus 670) was used in the range of 400 to 4000 cm−1 for 64 scans. The degree of reaction was calculated by the following equation.

Scanning electron microscope
The morphology of cryo-fractured surfaces of each specimens was observed by SEM (SEM, FEI Quatan 250, USA). To obtain the morphology of cryo-fractured surfaces, the rectangular specimens were fractured after 1 hour immersed in liquid nitrogen, and then spray-gold treatment was carried out. The accelerating voltage was 5 KV and gold spraying time was 4 minutes.
As we all know, the morphology of dispersed phases is associated with the compatibility between dispersed phases and matrix. The Image-Pro Plus 4.5 software was applied to calculate the weight-average particle size 32 (Dw) and at least 400 particles were collected from five independent SEM images. Dw was determined using the following equation (2).

where, ni is the number of particles having the diameter di.
Dynamic rheological measurements
Dynamic rheological measurements were performed using a strain-controlled rheometer (model MCR302, Anton Paar). The samples, with thickness and diameter of 1 mm and 25 mm, were tested at the oscillatory shear mode, at 270°C with a scanning frequency range of 0.01–100 rad/s. The strain amplitude is 1%, which is within the linear viscoelastic range of the materials.
Results and discussion
Mechanical properties analysis
The impact strength of PET/EGMA/PBE blend with different EGMA contents are shown in Figure 1a. The un-compatibilized PET/PBE blend exhibited an extremely low impact strength of 5.0 KJ/m2 owing to the low interfacial adhesion between PET phase and PBE phase. Hence, EGMA was added into the matrix in order to resolve this problem. When the EGMA content was less than 4 wt%, the PET/EGMA/PBE blends have a slight increase in the impact strength in comparison with the un-compatibilized PET/PBE blend. However, when the content of EGMA increased to 6–8 wt%, the impact strength of PET/EGMA/PBE blends is dramatically enhanced to 35–44 KJ/m2, which is seven or nine times higher than that of un-compatibilized PET/PBE blend. The substantial improvement of impact strength may be ascribed to the enhanced interfacial interaction between PET phase and PBE phase. However, the impact strength declined suddenly with the further increase of EGMA contents from 8 wt% to 10 wt%. As our considering, the increased particle size may responsible for the decrement of impact strength, which is caused by the excessive compatibilizers. In detail, when the content of compatibilizer reaches a critical value, the excess compatibilizer is equivalent to the third dispersed phase in the blends, which will lead to the decrement of impact strength. Furthermore, the tensile strength and tensile modulus of PET/EGMA/PBE blends with different EGMA contents are depicted in Figure 3b. The tensile strength and tensile modulus of PET/EGMA/PBE blends mildly decrease with the increase of EGMA contents, indicating that the stiffness of the PET/PBE blends slightly decreased with the increase of EGMA contents. And on the basis of the results of impact test and tensile test, we noticed that when the matrix ratio was 80/6/20 (PET/EGMA/PBE), the blends reach a well balance between toughness and stiffness. At this matrix ratios, its impact strength was improved sharply, and its tensile strength and tensile modulus were maintained 90% and 87% of those in un-compatibilized PET/PBE blend.
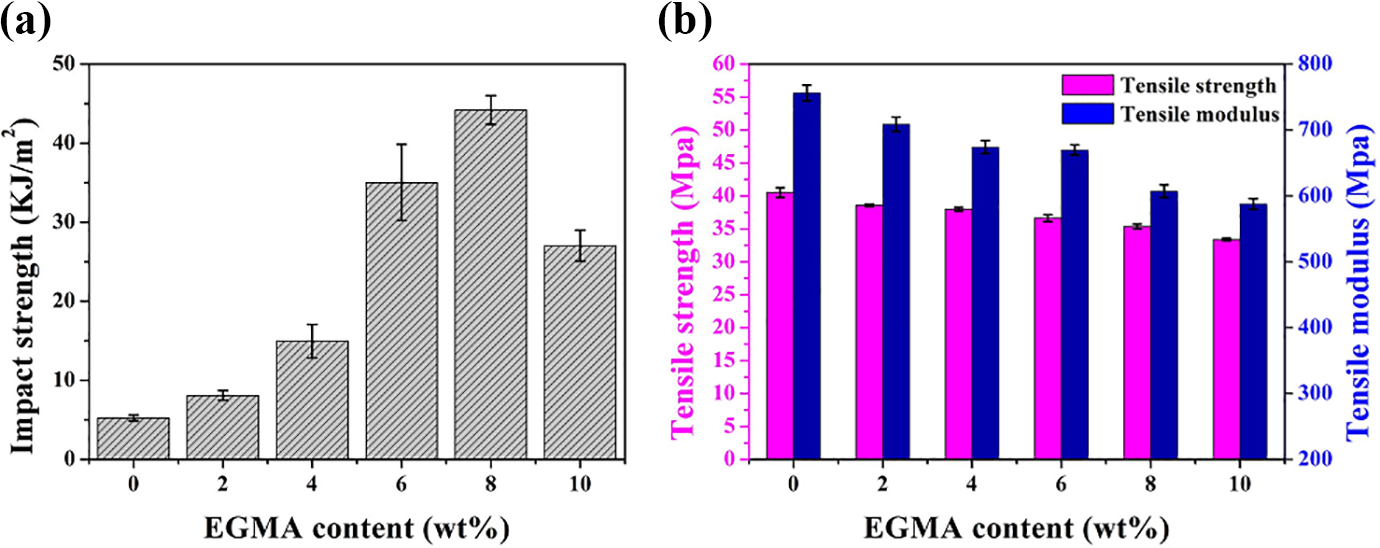
Impact strength (a), tensile strength and tensile modulus (b) as function of EGMA content.
Prediction of the localization of EGMA in the ternary blends
It is known that the properties of polymer composites are greatly influenced by composition, flow field, processing condition, interfacial interaction, viscosity ratio, and other factors. 33 In this study, it is expected that a compatibilization reaction would take place between EGMA and PET, and forms graft copolymer during melt mixing, so the compatibility between EGMA and PET was improved. Favis and his colleagues 34 attributed the selective localization of polymer phases to the thermodynamic effect of each component and consequently employed spreading coefficient to estimate the distribution of each phase in polymer blends. On the basis of their research, for a ternary blend composed by A, B and C, the spreading coefficient can be calculated according to the formula introduced by Harkins in early 1920s.35–36

where, λ is the spreading coefficient, γ is the interfacial tensions between two different phases.
Later, Torza and Mason 37 generalized the Harkins formula and summarized them into equations 4, 5 and 6. The distribution of each phase of the ternary blend was successfully predicted using those equations by Favis and our previous research.34,38



where



in which γ is the surface energy, γd and γp are the surface energy of dispersion and polar component.
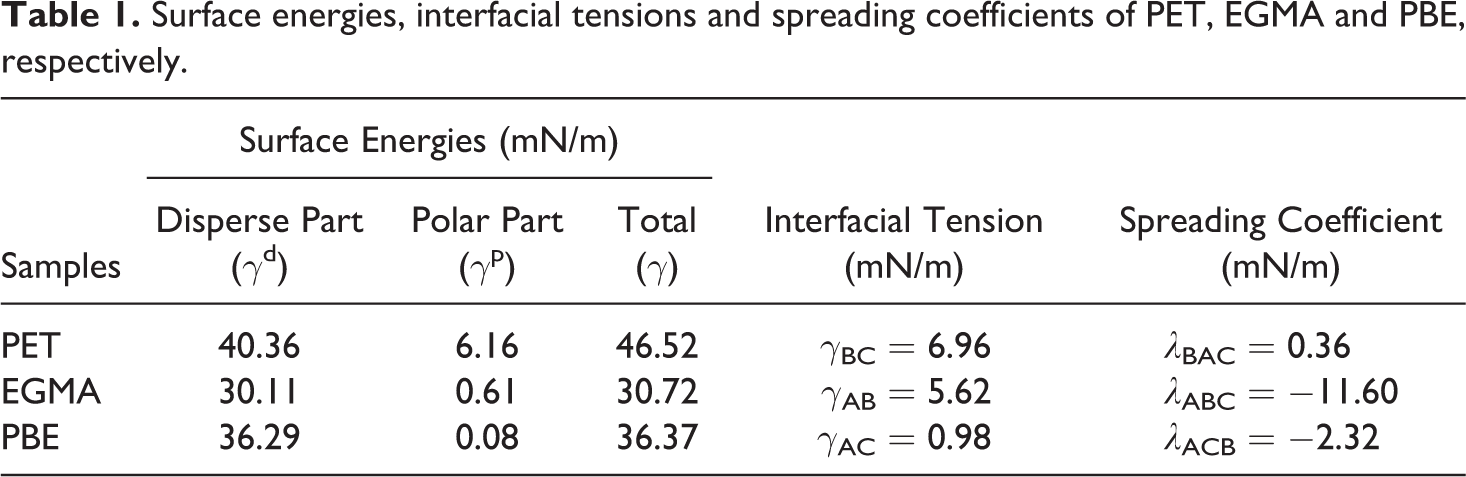
Based on the information above, the interfacial tension and spreading coefficient were calculated and presented in Table 1. Surprisingly, it is found that λBAC value was positive, while λABC and λACB were negative. According to the theoretical prediction proposed by Favis and his co-workers, this result suggesting that EGMA was located in the boundaries of PET and PBE phase as banded form.
Surface energies, interfacial tensions and spreading coefficients of PET, EGMA and PBE, respectively.
Fourier-transform infrared spectroscopy (FT-IR)
As mentioned above, the excellent mechanical properties of PET/EGMA/PBE (80/6/20) blend could be ascribe to the effect of interfacial reactive compatibilization between EGMA and PET. To determine the interfacial reaction, FT-IR experiment was performed for neat PET, neat PBE and PET/EGMA/PBE blends. As shown in Figure 2, the characteristic absorption peak of epoxy group located in EGMA molecular chains is around 910 cm−1 and it was confirmed in our previous research. 38 The peak in 910 cm−1 disappears in the spectra of the PET/EGMA/PBE blends as indicated in Figure 2, suggesting the occurrence of reaction between EGMA and PET. Moreover, the absorption peak around 1096 cm−1 can be regarded as the stretching vibration of aliphatic ether (-C-O-C-) and absorption peaks around 1600 cm−1, 1580 cm−1, 1500 cm−1 and 1450 cm−1 can be regarded as the characteristic absorbance peaks of benzene ring. In addition, a new aliphatic ether bond will be formed in the compatibilization reaction, and a peak around 1096 cm−1 is clear detected in neat PET and PET/EGMA/PBE blends. Increasing the content of EGMA brings about a gradual increase in the ratio of the area of 1096 cm−1 peak and the area of 1500 cm−1 peak (A1096/A1500), suggesting that the reaction degree between EGMA and PET is increased. The area of C=C double bond was taken as the internal standard 41 considering that the area of C=C double bonds on the benzene ring in the blends is a constant value. As a result, for PET/EGMA/PBE blends, the reaction degree can be expressed by the value of A1096/A1500.
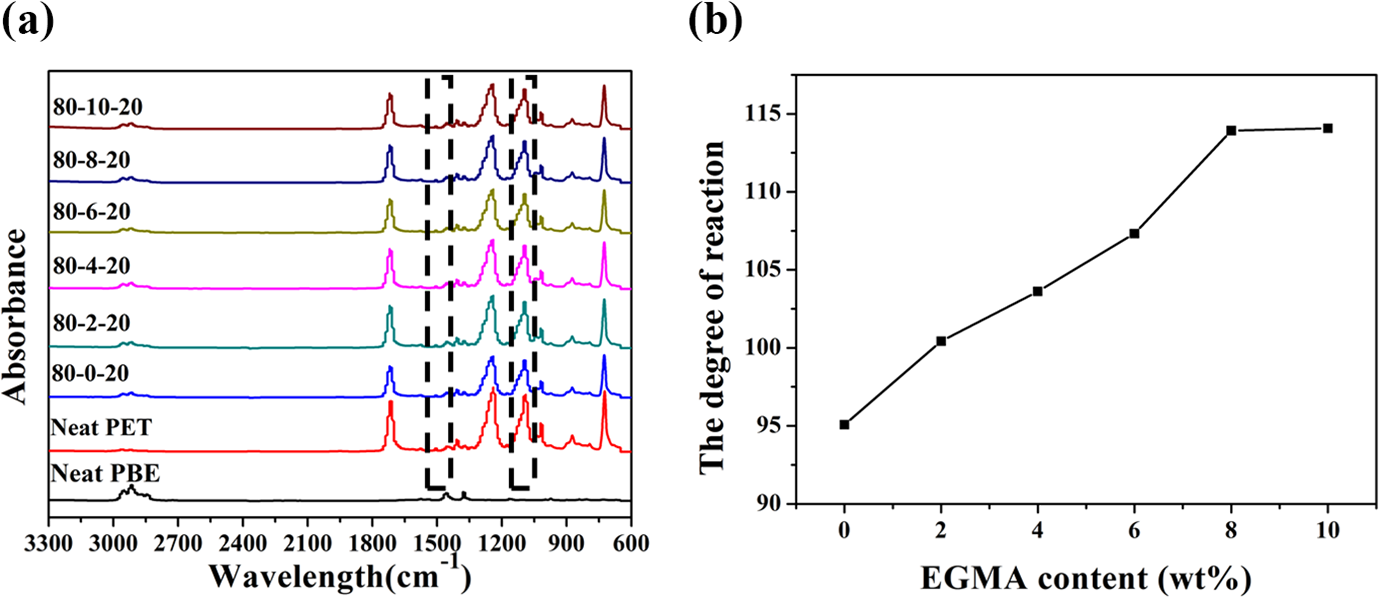
FT-IR spectra of neat PET, PBE and PET/EGMA/PBE blends with various EGMA contents.
Based on the analysis above, the probable reaction routes in compatibilized PET/EGMA/PBE blends during melt blending were proposed. As presented in Figure 3, the graft copolymers were formed at the interface between PET and PBE. And as a result, the interfacial adhesion between PET and PBE was improved significantly with the inclusion of EGMA. Furthermore, the reaction degree between EGMA and PET increases with the increase of EGMA contents and thus resulting an enhanced compatibility, which was good for the transmission of forces at the interface. In another word, when the external force was applied, the dispersed elastomer phase is easy to deform, and dissipates more energy. As a result, the impact strength of compatibilized PET/EGMA/PBE blends was enhanced with the inclusion of EGMA.
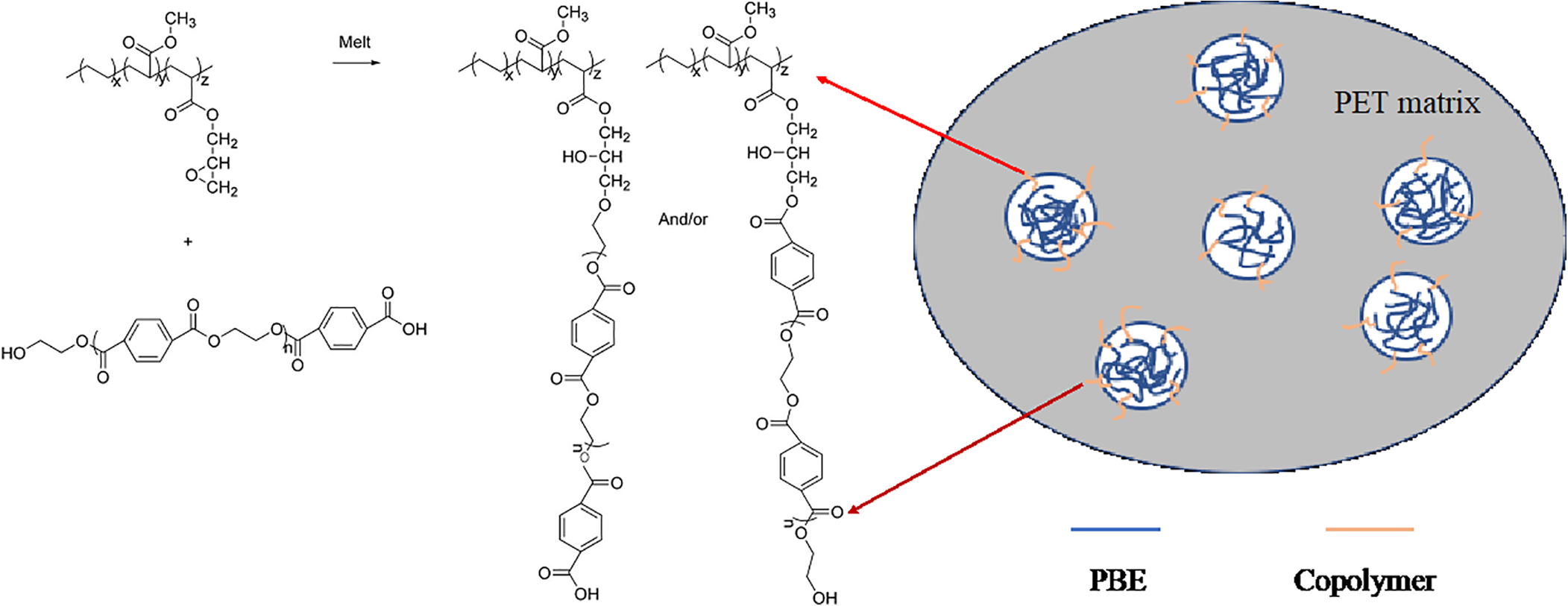
Schematic diagram of probable reaction routes in compatibilized PET/EGMA/PBE blends.
Scanning electron microscope
Figure 4 shows the cryo-fractured surfaces of PET/EGMA/PBE blends with different EGMA contents. The size of dispersed particles are extremely different with the change of EGMA content in the PET/EGMA/PBE blends. As indicated in Figure 4(a), a typical two-phase morphology is clearly observed for the un-compatibilized PET/PBE blend, this is ascribed to the thermodynamic incompatibility between PET and PBE. The diameter of particle of different PET/PBE blends have been calculated by the Image-Pro 2.0 software and shown in Table 2. It is worth to note that the mean diameter of dispersed particles is rapidly decreased with the inclusion of a small amount of EGMA. However, the mean diameter of dispersed particles leveled off, when the content of EGMA is more than 4 wt%. In addition, the mean diameter increased to around 1.8 µm when the content of EGMA is over 8 wt%. It is well-know that the size and structure of the dispersed elastomer phase play a vital role in determining the final toughness of polymer blends. According to a new theory proposed by Bucknall and Paul, 42 this toughening behavior can be easily understand. The mean diameter of dispersed particles of PET/EGMA/PBE blends is more than 1.6 µm when the content of EGMA is less than 4 wt%, so it is easy to initiate unstable crazes and undergo brittle failure. In addition, under circumstances of 6 wt% and 8 wt% EGMA, the mean diameter of dispersed particles is around 1 μm, which is much larger than 0.1–0.2 µm for Dompas and Groeninckx 43 developed critical rubber particle size for internal cavitation of elastomer particles.
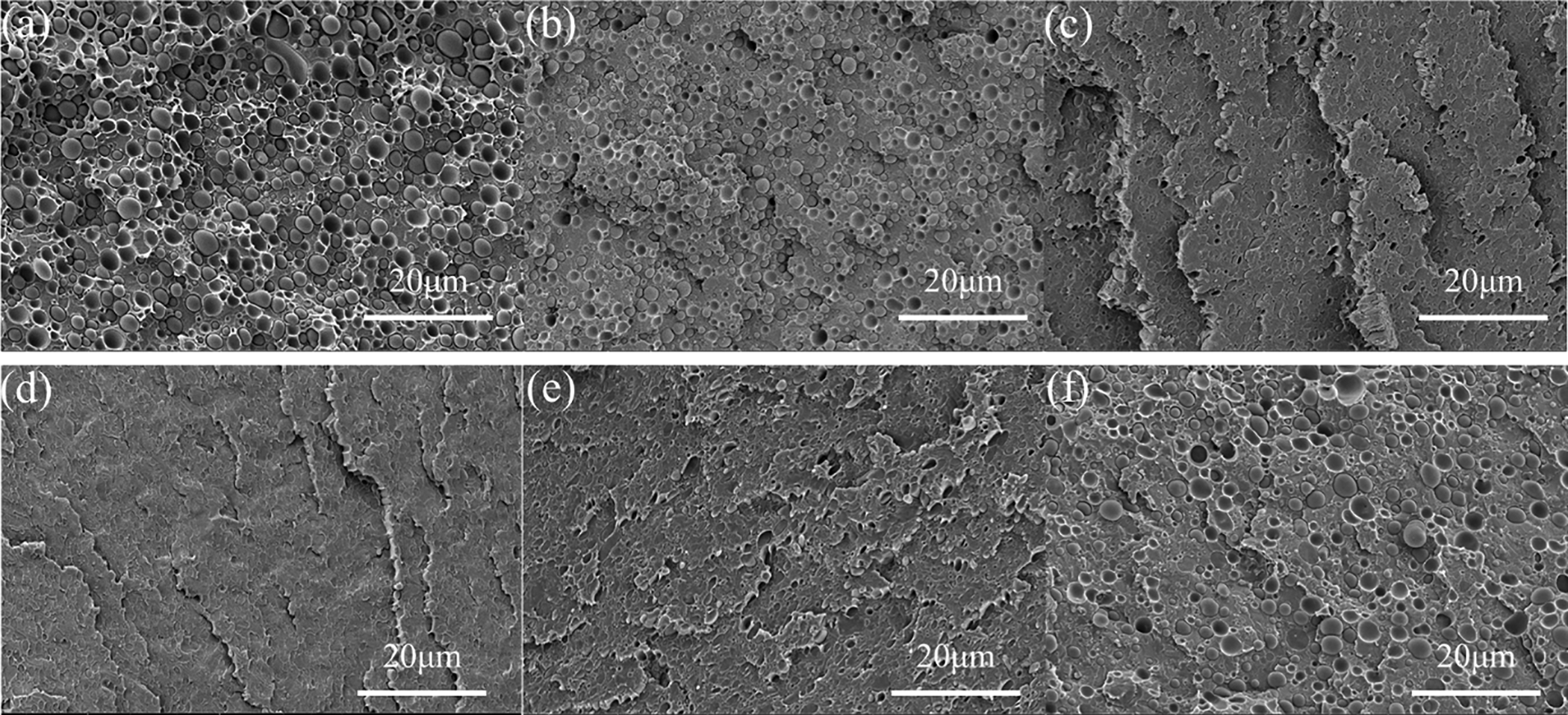
Microscopic morphology of PET/PBE Blends (where a, b, c, d, e, f corresponding to EGMA content 0 wt%, 2 wt%, 4 wt%, 6 wt%, 8 wt%, 10 wt%).
Diameter of particle of different PET/PBE blends.

As discussed above, the impact toughness of PET increased significantly with the addition of EGMA. And the micrographs of impact-fractured surfaces are depicted in Figure 5. In Figure 5(a), the binary blend exhibited smooth surfaces and almost without matrix yielding deformation was observed, which reveals typical brittle fracture. The plastic deformation behavior and stretched micro-fibers were gradually increased with the addition of compatibilizer. This can be ascribed to the enhanced of interfacial interaction. Particularly, the best balance between toughness and stiffness was observed when the content of EGMA is 6 wt%, as presented in Figure 5(d). However, when the content of EGMA is more than 8wt%, this plastic deformation behavior seems to decrease as depicted in Figure 5(e–f), which could be attributed to the reduction of chain mobility because of the strong interfacial interaction between phases. For PET/EGMA/PBE (80/10/20) blends, the excessive compatibilizer considered as the third dispersed phase and will increase the thickness of the interfacial layer, so the dispersed particle debonding ratio was increased, and the reduced fiber-drawing phenomenon.
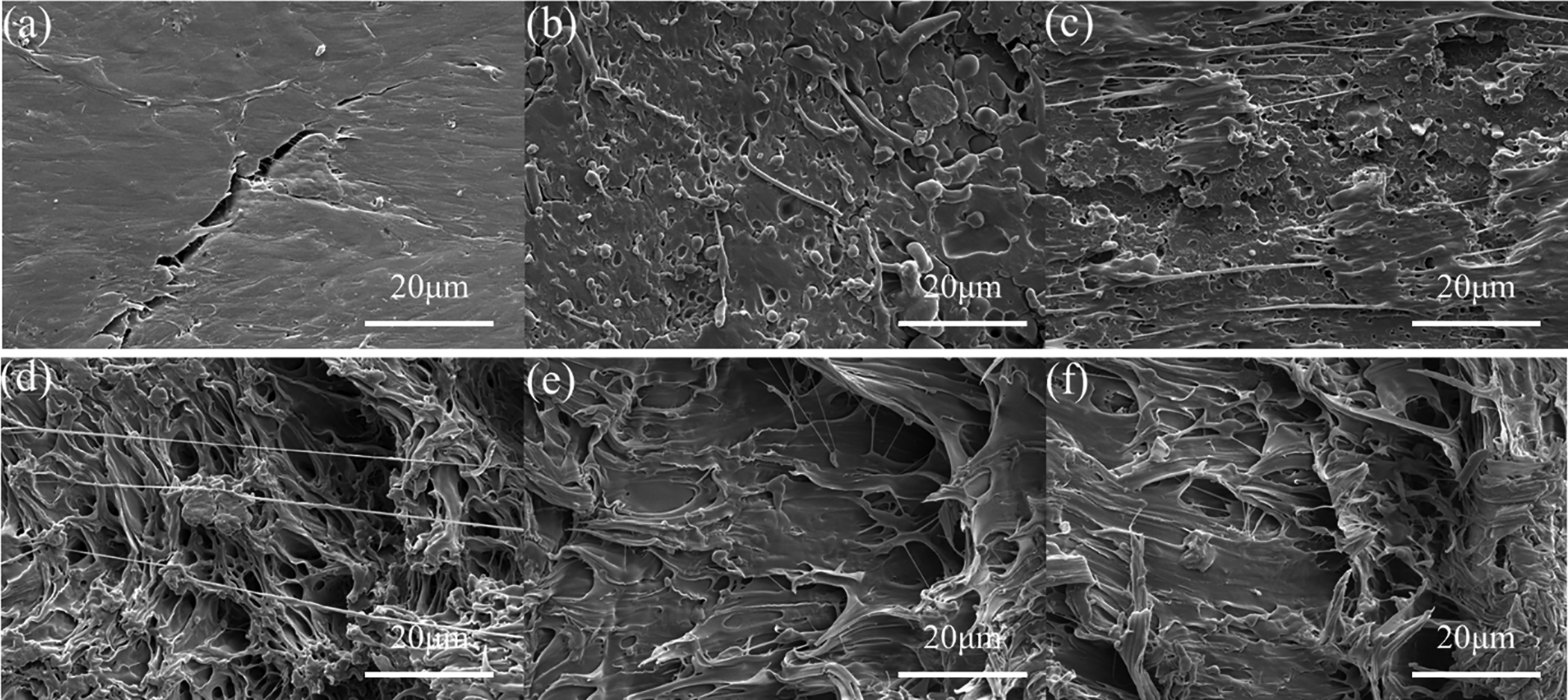
SEM micrographs of the impact-fractured surfaces of PET/PBE blends (where a, b, c, d, e, f corresponding to EGMA content 0 wt%, 2 wt%, 4 wt%, 6 wt%, 8 wt%, 10 wt%).
Dynamic rheological measurements
Shear frequency dependence of the complex viscosity and storage modulus were shown in Figure 6. It can be seen from Figure 6(a) that at low frequency region, the viscosity of the PET/EGMA/PBE blends are all higher than that of the un-compatibilized PET/PBE binary blend and neat PET, and increased with the increase of EGMA content. The increase of viscosity at low frequencies can be attributed to the relaxation of the secondary phase during slight deformation. 11 In addition, the increased viscosity of the PET/EGMA/PBE blends can be ascribed to the enhanced interfacial interaction, as well as the higher molecular segment (graft copolymers) formed via compatiblization reaction.
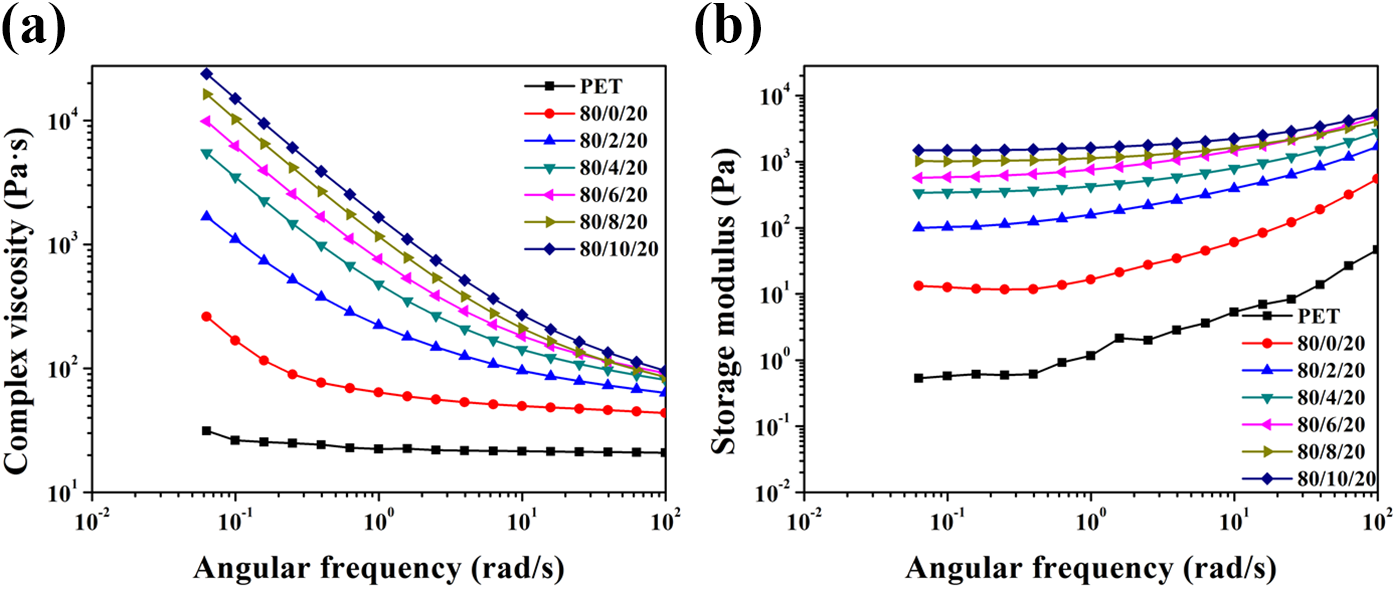
Plots of (a) storage modulus (G’) and (b) complex viscosity (η*) as a function of frequency for various blends studied.
The value of storage modulus (G’) for both the PET/EGMA/PBE blends and the un-compatibilized PET/PBE blend showing the same tendency at high frequency region. As depicted in Figure 6(b), the value of G’ of PET/EGMA/PBE blends was found almost frequency independent at low frequency region. Especially, the value of G’ of PET/EGMA/PBE blends was higher than that of un-compatibilized PET/PBE blend and increased with the increase of EGMA content. This is mainly due to the formation of graft copolymer at the interface between PET phase and PBE phase, as discussed in the result of the spreading coefficient. Meanwhile, the graft copolymers will link two immiscible phases and as a result leading to an increase in storage modulus and relaxation times.
However, the existence of third dispersed phase will increase the thickness of the interfacial layer, interfacial debonding ratio and interface sliding, and hence the increase rate of storage modulus decreased.
Conclusions
The PET/PBE blends with good balance between toughness and stiffness were prepared using a novel elongational rheology extruder. And it satisfied the requirement in some toughness field. The mechanical properties, interfacial interaction, morphology and dynamic rheological properties were studied. Mechanical properties test results suggested that the toughness of PET/EGMA/PBE blends with 6 wt% EGMA is increased by about seven times, but there is not much compromise on stiffness. An investigation on contact test and spreading coefficients indicated that the EGMA was distributed in the interface between PET and PBE phase as banded form, and the FT-IR spectra results confirmed the occurrence of compatibilization reaction between epoxy group of EGMA and the end groups of PET. These changes all in accordance with the obvious changes in particle size and interfacial adhesion observed by microscopic images and the viscosity and storage modulus of the PET/EGMA/PBE blends were higher than that of the un-compatibilized PET/PBE blends by dynamic rheological measurements.