
Abstract
This study was to investigate sepiolite clay nanofibers (SCNs) on some physical, mechanical, and thermal properties of wood-plastic nanocomposites. To meet this objective, pinewood flour with maleic anhydride polypropylene (PP), sepiolite nanofibers (0, 1, 3, 5, and 7 wt%), and PP were compounded in a twin-screw corotating extruder. The mass ratio of the wood flour to PP was 50/50 (wt%/wt%) in all compounds. The test specimens were produced using an injection molding machine from the pellets. Flexural and tensile properties, thickness swelling, water absorption, thermogravimetric analysis, and morphology of the manufactured nanocomposites were evaluated. Based on the findings in this study, flexural and tensile properties of the wood-plastic nanocomposites increased with increasing the content of the sepiolite nanofibers. By increasing the amount of SCNs, thickness swelling and water absorption properties of wood-plastic nanocomposites were improved. Increasing the loading of SCNs increased the amount of residual ash and thermal stability.
Introduction
Composite materials are defined as engineered products that are advanced materials with new and improved properties, obtained by homogeneously mixing two or more materials with different structures and characteristics within each other. The preparation of composite materials from different species or phases enables the improvement of the properties that each one cannot possess alone or the weaknesses of each other, thereby obtaining new high technology products with superior properties. The new product produced in this way exhibits characteristics of a synthesis product different from its constituent features and behaves like a new and different material by removing the undesirable properties of its constituent components.1,2 The main components of the composites consist of polymers, metals, and ceramics. The main components can form a matrix structure all together or individually. The polymers have properties, such as low density, high chemical resistance, and especially, easy formability. However, low mechanical (modulus of elasticity, etc.) and thermal endurances seriously limit their application areas. Ceramics also have low density compared to metals. Resistance to very high temperatures is one of their most important features. The major disadvantages are their brittleness, fragility, and difficulty in forming. On the other hand, metals, in addition to their good mechanical properties, are heavy materials because of their high density. Due to these properties, the preparation of composite materials by combining different types of materials allows to achieve ease of use and superior properties.3–6
Wood-plastic composites are a generic name given to composites formed by mixing lignocellulosic materials with plastics. The word “wood” here does not have a narrow meaning, such as “a piece of wood” but covers all agricultural waste and ligneous material with a fibrous structure. These materials are used in manufacturing in the form of fibers or flours. The popularity of wood-plastic composites has increased over the last 20 years and has begun to find application areas in many parts of our daily lives. Wood-plastic composites are usually a type of material that has the usage potential in the areas, such as flooring, automotive panels, fences, garden furniture, exterior façades, frames, and so on.7–11
Nanocomposites are defined as multiphase structures that have at least one component in nanometer size. In general, the size of nanofillings used in composite production ranges between 1 nm and 500 nm, and this can increase from 10 µm to 1 cm in conventional fillings. Generally, improvement in composite properties provided by 3–5% nanoparticle additions by weight is higher than composite structures reinforced by 30% conventional micron-sized filler material. 12 This is explained by the high slenderness ratio and specific surface area of the nanomaterials. Today, mostly, natural nanoclay and synthetic carbon nanotubes (CNTs) are used for the production of nanocomposites. Synthetic CNTs are known to be costlier materials compared to nanoclay. Except for CNTs and nanoclays, the use of nanosized oxides, such as titanium dioxide (TiO2) and silicon dioxide (SiO2), is becoming increasingly widespread in the production of nanocomposites. These chemicals have been accepted quickly since they are less costly, easily obtainable, thermally stable, and environmentally friendly.13–16 The use of lignocellulosic fibers as reinforcing fillers in nanofilled plastic nanocomposite production draws considerable interest due to their numerous advantages, such as specific resistance and elasticity, relatively low density, low cost, renewability, and biodegradability.17,18 Based on the definition of nanocomposites, wood-plastic nanocomposites can be defined as follows: Nanomaterial refers to the material group obtained by mixing plastics and lignocellulosic filler using conventional wood-plastic composite methods. Here, the term “nanomaterial” describes materials in sizes ranging between 1 nm and 500 nm with high slenderness ratio and high surface area. Wood-plastic nanocomposites are materials that have high added value special usage areas compared to conventional wood-plastic composites. The nanomaterials used in the production of wood-plastic nanocomposite significantly improve the physical, mechanical, and thermal properties of composites. However, the biggest obstacle in front of wood-plastic nanocomposite production is the inability of the homogeneous dispersion of the nanomaterial. Despite the modification of nanocomposites with different surface chemicals and the many efforts to improve nanocomposite production techniques, the properties of nanocomposites still have not been able to reach the expected level. That is why for the wood-plastic nanocomposites to gain commercial value and to succeed in the market, the effect mechanism of nanomaterials needs to be clearly determined.19–21 Although satisfying results were achieved in wood-plastic composites reinforced with nanoscaled materials, the majority of wood-plastic nanocomposites are currently made using TiO2, SiO2, nanoclay, and CNTs. Consequently, the main goal of this study was to examine the effect of sepiolite clay nanofibers (SCNs) on some physical, mechanical, and morphological properties of wood-plastic composites.
Materials and methods
Yellow pine (Pinus sylvestris) wood flour is used as a lignocellulosic filler. The yellow pinewood flour, which was used as lignocellulosic filler, was obtained by a way of purchasing from a wood-plastic composite deck manufacturer operating in the province of Tekirdag. In this study, 40 mesh of yellow pinewood flour have been used. To eliminate the incompatibility between the polypropylene (PP) and the pinewood flour and to increase the bonding, maleic anhydride polypropylene (MAPP) (Optim-425/Pluss Polymers Pvt Ltd, India) was used. As reinforcing filler, SCNs (Grafen Company, Ankara, Turkey) were used. The physical and technical properties of the reinforcing fillers are given, respectively, in Table 1.
Specification of the SCNs.
SCN: sepiolite clay nanofiber.
Among the raw materials used in the study, plastic granules, wood flour, SCNs, and MAPP are used as purchased from the manufacturer. The readymade wood flour was subjected to a 24-h drying process prior to the extrusion process. For this purpose, an oven set to temperature values of 103 ± 2°C was used. The drying of wood flour has an important place in the production of wood-plastic nanocomposites. Moisture in lignocellulosic fillers causes bubbles to form during the extrusion and injection molding processes and thus leads to performance loss.
Production of wood-plastic nanocomposites
The production of wood-plastic nanocomposites has been carried out in two phases: pellet production and nanocomposite production. In the first phase, pellet production was carried out, while in the second phase, samples were produced by injection molding method.
Wood-plastic nanocomposite production can be summarized as follows: Prior to the production, the wood flour was subjected to drying process and the moisture was reduced to below 1%. In the next step, the dried wood flour was melted in the extruder by premixing together with the PP, SCNs, and MAPP according to the production prescription (see Table 2) and pushed into the die with the screw in the double screw extruder.
Composition of evaluated formulations.
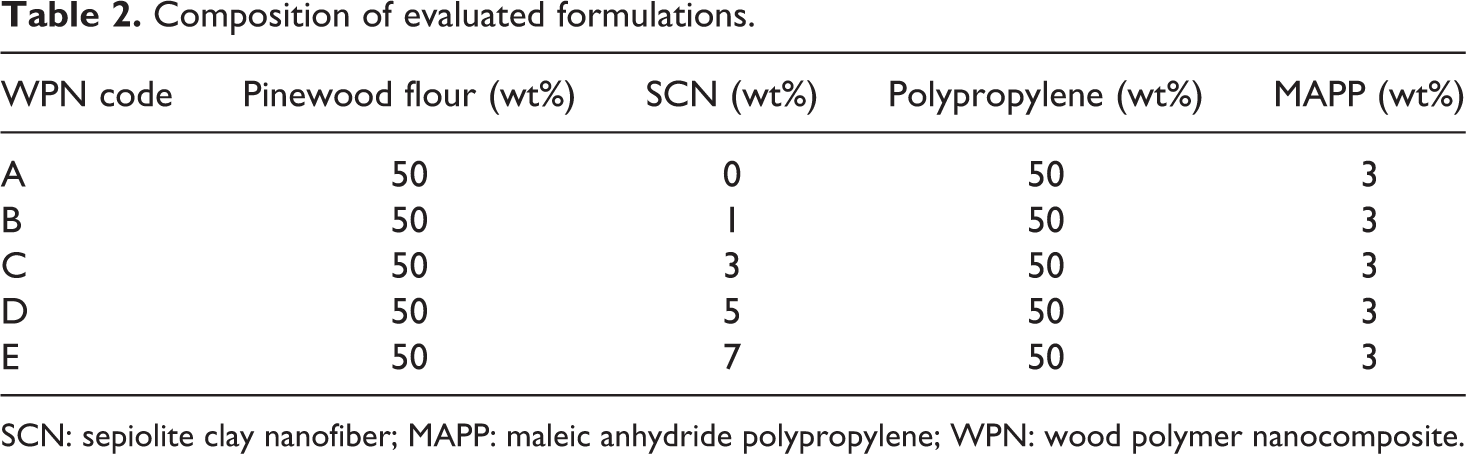
SCN: sepiolite clay nanofiber; MAPP: maleic anhydride polypropylene; WPN: wood polymer nanocomposite.
The molten material exited through the die in the extruder end was cooled with cold water and then left to dry. Composite samples in the shape of fine rods dried at 80°C for 3 h were made into small granules (pellets) with the help of a plastic crusher.
The granules were then dried in a drying oven until reaching a rate of 1–2% moisture before the injection molding process. In this way, moisture-induced problems in the injection molding process have been removed. The dried granules were made into a test sample by the injection molding method. Injection molding process was carried out with a TSP TSPX 60 model injection molding machine. During this process, 40 r/min screw speed and 185–200°C temperature were used. The injection pressure was set to 5–6 MPa, the injection speed was 80 mm/s, and the cooling rate was 30 s.
Measurements
Physical properties
Water absorption and thickness swelling tests were carried out according to ISO 62. For this purpose, 5 × 5 mm2 size samples were used. The samples that were conditioned to 23 ± 2°C and 50% ± 5 were measured after leaving in water for 1, 7, 14, and 28 days.
Mechanical properties
The flexural properties of the specimens with dimensions of 80 × 10 × 4 (thickness) mm3, flexural modulus, and strength were measured in three-point bending test using a standard material testing system (Shimadzu Corporation, Kyoto, Japan) at a crosshead speed of 1.3 mm/min in accordance with ISO 178. Tensile strength and modulus of the specimens (dogbone shape) were tested with a crosshead speed of 5 mm/min in accordance with ISO 527. Ten replicate specimens were tested for the tensile and flexural properties of each composite formulation. Seven replications were tested for both flexural and tensile strength measurements.
Thermogravimetry and morphological properties
Seiko SII Exstar 6200 (Japan) was used for thermogravimetric analysis (TGA). Nitrogen gas was used at a flow rate of 20 mL/min for TGA in these tests, where samples were in quantities of 5–10 mg. The temperature during this test was increased from room temperature to 500°C with a heating rate of 10°C/min. To obtain the result, the thermal degradation temperatures and the amount of waste were taken into account.
The fracture surface of the samples was studied by using scanning electronic microscope (Quanta-FEG 250, USA) under an acceleration voltage of 10 kV. The specimen was first dipped into liquid nitrogen and snapped to half to prepare the fractured surfaces. The morphology, such as filler dispersion and interfacial adhesion of the components, was investigated.
Results and discussion
Physical properties
The results of thickness swelling and water absorption properties wood-plastic nanocomposites reinforced with SCNs are provided in Table 3. With SCN loading, the properties of thickness swelling and water absorption of wood-plastic nanocomposites improved. Adequate interaction results in strong dispersion of wood particles and sepiolite nanofibers in the matrix and in satisfying physical and barrier properties of the final product. As can be directly seen, water absorption and thickness swelling of wood-plastic nanocomposites reinforced with SCNs increased with increasing immersion time. In addition, Table 3 presents that the maximum water absorption and thickness swelling values of wood-plastic nanocomposites were different for all formulations. The thickness swelling values of wood-plastic nanocomposites were significantly affected by the amount of SCNs. As given in Table 3, the maximum thickness swelling values were found to be 1.48% in nanocomposite control groups. Similarly, the minimum thickness swelling was found to be 0.97% in nanocomposite groups containing 7% of SCN. A similar tendency can be seen in the water absorption properties of wood-plastic nanocomposite samples.
Some physical properties of WPNs reinforced with SCN.a
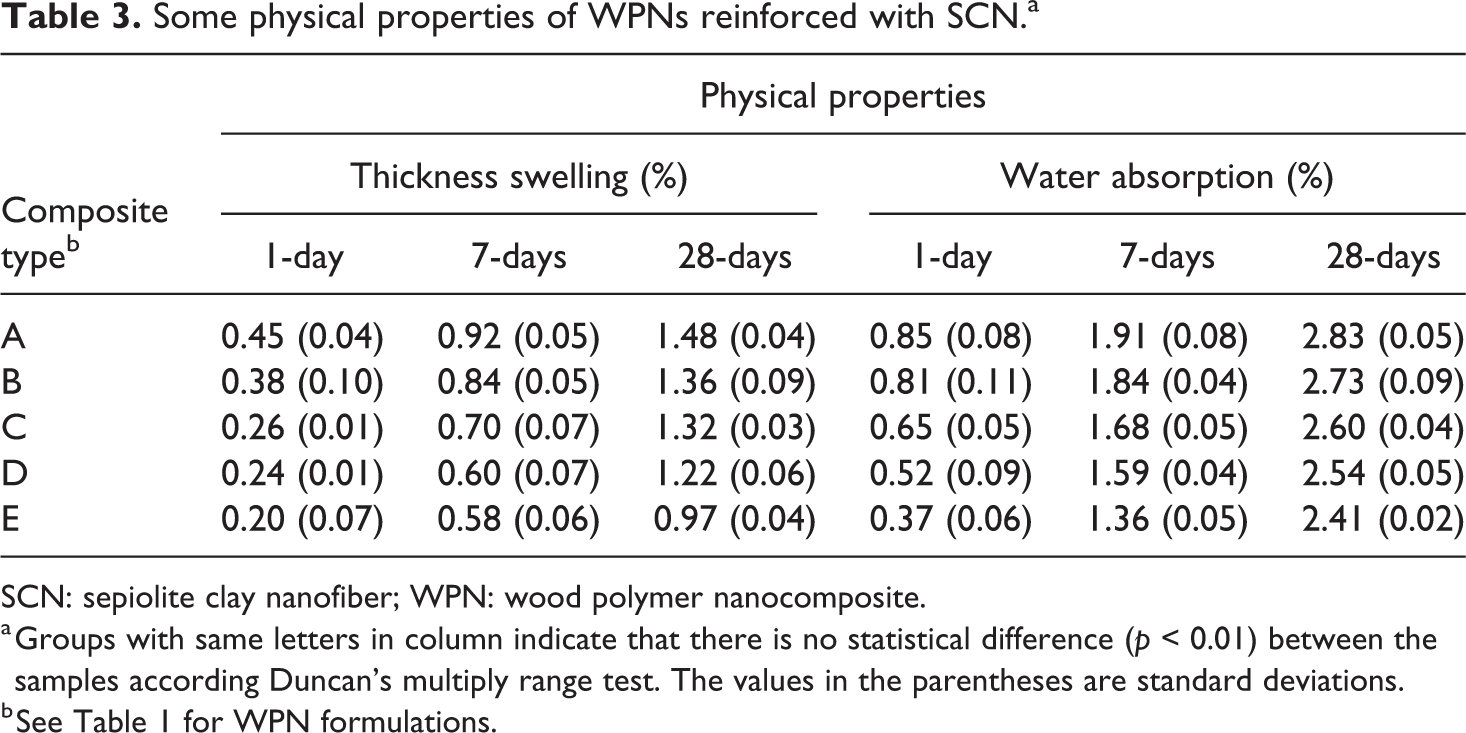
SCN: sepiolite clay nanofiber; WPN: wood polymer nanocomposite.
a Groups with same letters in column indicate that there is no statistical difference (p < 0.01) between the samples according Duncan’s multiply range test. The values in the parentheses are standard deviations.
b See Table 1 for WPN formulations.
As given in Table 3, the maximum thickness swelling values were found to be 2.83% in control group samples without SCN. Similarly, the minimum thickness swelling was found to be 2.41% in nanocomposite groups containing 7% of SCN. The water absorption and thickness swelling ratios of wood-plastic nanocomposites decreased with increasing SCN loading.
It seems that the barrier properties of SCN block the water penetration in the PP matrix. Two different opinions have been reported to explain this mechanism. The first is based on the hydrophilic nature of the clay surface that tends to immobilize some of the moisture; second, surfactant-covered clay platelets form a tortuous path for water transport.22–24 The latter barrier property hinders water from going into the inner part of the nanocomposite. It seems that both of the aforesaid mechanisms could be more efficient when the morphology is exfoliated. In other words, in the exfoliated morphology, there is more available surface area of organoclay (with hydrophilic nature) and surfactant-covered clay platelets (tortuous path), so the water transport goes down under the severe conditions. Another reason for less water uptake could be the ability of nanoclay to act as a nucleating agent. 25 Due to such nucleation, the crystallinity of the hybrid composite can be improved by the presence of the nanofiller as a nucleating agent. 26
Mechanical properties
The results of flexural strength and tensile strength properties applied to SCN-reinforced wood-plastic nanocomposite samples are provided in Table 4. With SCN loading, the properties of flexural and tensile strength of wood-plastic nanocomposites improved. SCN containing groups exhibit a more rigid structure than the groups that do not contain. The increase in flexural strength of wood-plastic nanocomposites is higher than the increase in the flexural modulus (Figure 1). For example, the flexural strength of the nanocomposite group with 7% SCN increased by 67%, while the flexural modulus increased by 26%. The flexural strength of wood-plastic nanocomposites was significantly affected by the amount of SCNs. As given in Table 4, the maximum flexural strength was found to be 73.9 N/mm2 in nanocomposite groups containing 7% of SCN. Similarly, the minimum flexural strength was found to be 44.1 N/mm2 in control group samples without SCN.
Some mechanical properties of WPNs reinforced with SCN.a
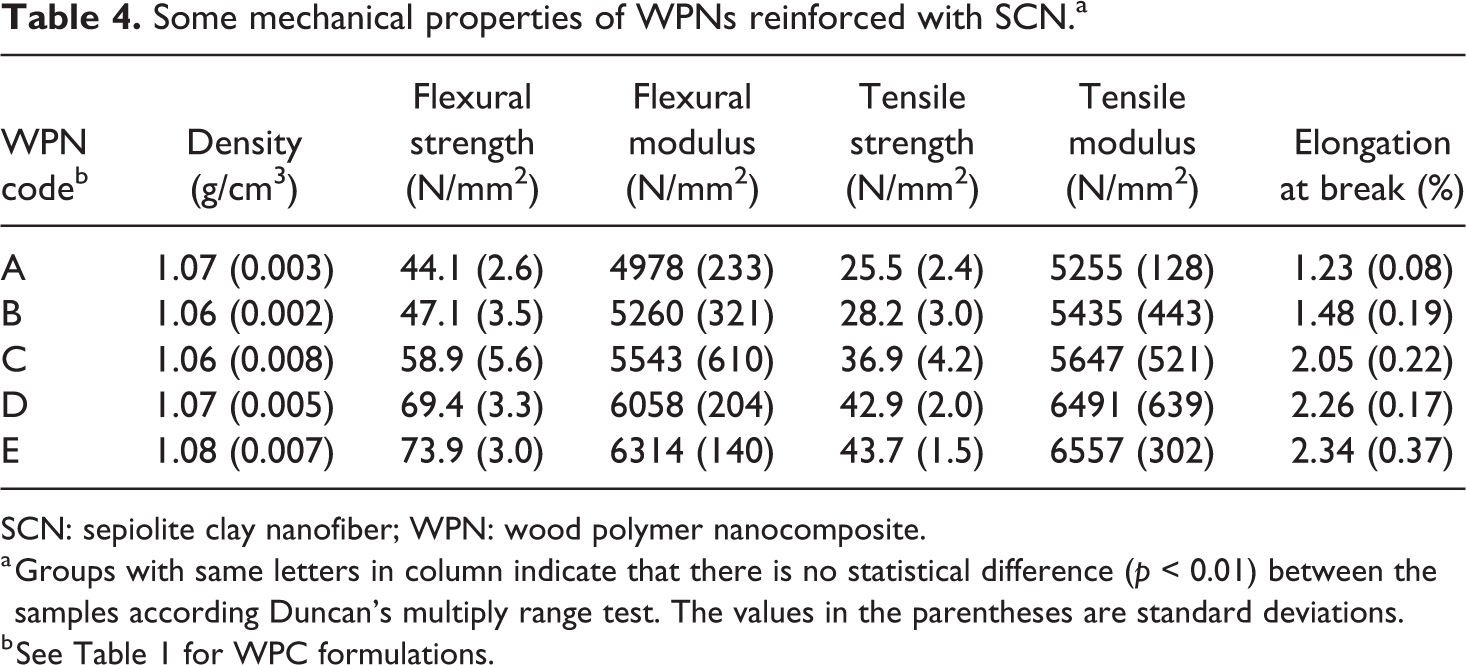
SCN: sepiolite clay nanofiber; WPN: wood polymer nanocomposite.
a Groups with same letters in column indicate that there is no statistical difference (p < 0.01) between the samples according Duncan’s multiply range test. The values in the parentheses are standard deviations.
b See Table 1 for WPC formulations.
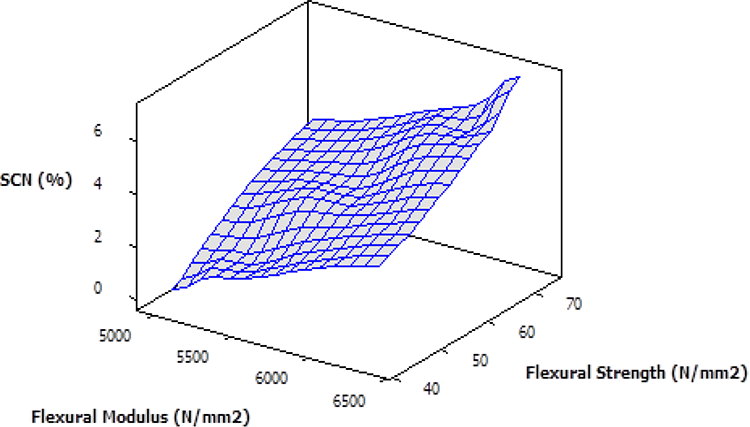
Plot surface of SCN versus flexural modulus and flexural strength.
The flexural strength and elasticity modulus increased as the amount of SCNs in the nanocomposite structure increased. This can be attributed to the good compatibility among SCN, WF, and PP. These results show similarities to the studies in the literature. In their work, Ashori et al. investigated some physical, mechanical, and thermal properties of wood-plastic nanocomposites they produced using bagasse/high density polyethylene (HDPE) and multiwalled CNTs. However, in this study, flexural strength and flexural modulus values of wood-plastic nanocomposites were determined to improve due to the increase of multiwalled CNT amount. 27 This can be explained by the good coalescence between nanomaterials and nanocomposite structure.
The tensile strength and tensile modulus of the wood-plastic nanocomposites were significantly improved by the incorporation of the SCNs (Figure 2). The tensile strength of wood-plastic nanocomposites increased from 25.5 N/mm2 to 43.7 N/mm2 as the SCN content increased from 0 wt% to 7 wt%. The specimen treated with 7 wt% SCNs and 3 wt% MAPP showed the highest tensile strength values among the other types of wood-plastic nanocomposites. This result is consistent with the general observation that the introduction of nanosized particles into a polymer matrix increases its tensile properties. The improvement is clearly logical because the filler in the SCN form can carry more tensile load. Furthermore, the SCN is much stiffer than the polymer matrix, and as a result, it adds stiffness to the nanocomposites. The data obtained here correspond with the literature. Kord and Kiakojouri investigated the effect of nanoclay dispersion on the physical and mechanical properties of wood flour/PP/glass fiber composites. In this study, some physical and mechanical properties were determined using nanoclay in different ratios. As a result of this study, it was determined that the value of tensile strength increased depending on the increasing content of nanoclay. 28 In another study, Farsheh et al. investigated the mechanical and morphological properties of wood flour/PVC/multiwalled CNT nanocomposite foams. According to the results of their study, it has been determined that the tensile strength of nanocomposites increased based on the increase of the usage ratio of CNTs. Researchers attributed this increase to the high slenderness ratio and broad surface area that CNTs possess.
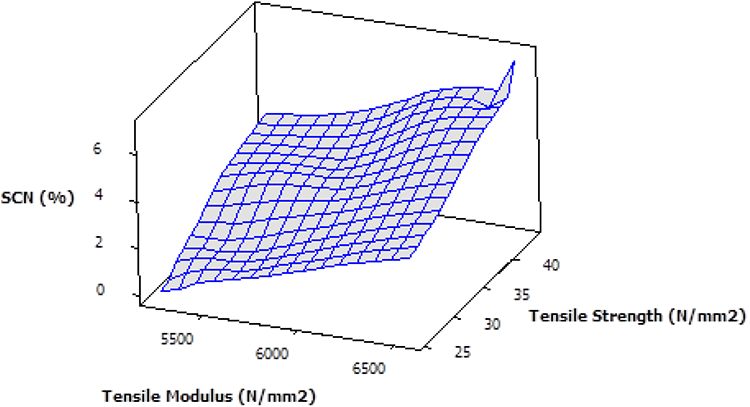
Plot surface of SCN versus tensile modulus and tensile strength.
Thermogravimetry and scanning electron microscopy
The significant data derived from each thermograms of SCN-reinforced wood-plastic nanocomposite samples are presented in Table 5.
Thermogravimetric analysis of WPNs reinforced with SCN.
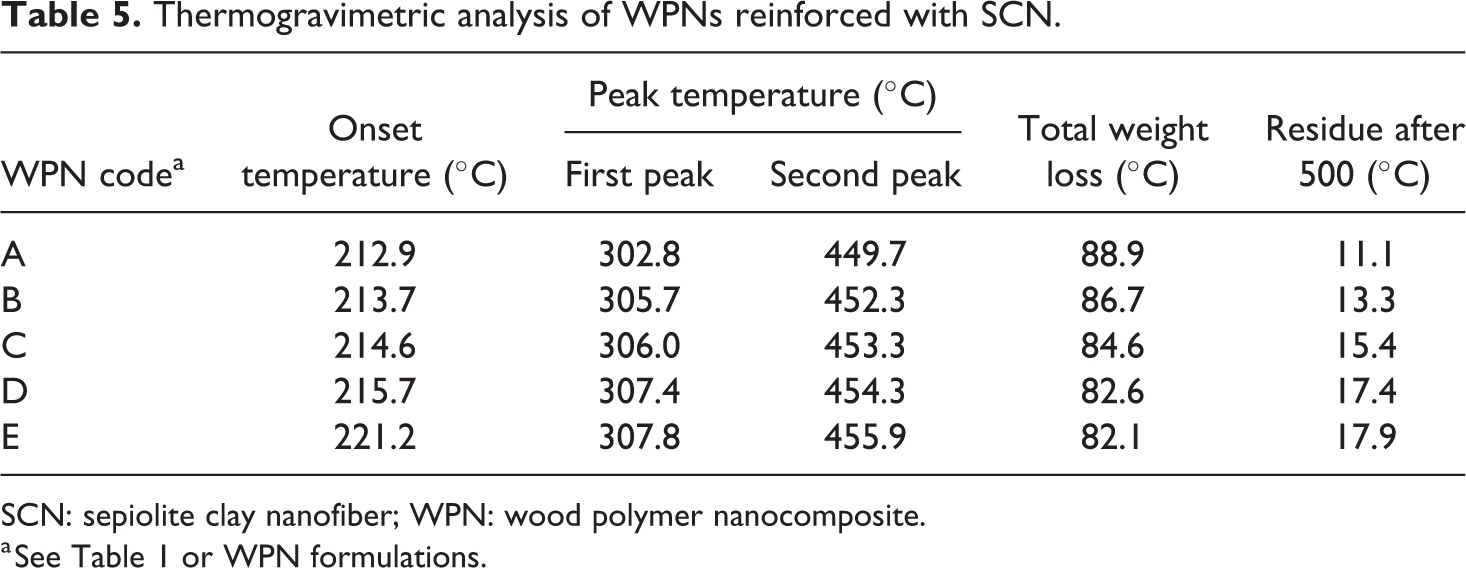
SCN: sepiolite clay nanofiber; WPN: wood polymer nanocomposite.
a See Table 1 or WPN formulations.
With SCN loading, the thermal stability of wood-plastic nanocomposites improved. As given in Table 5, the maximum onset temperature was found to be 221.2°C in nanocomposite groups containing 7% of SCN. Similarly, the minimum onset temperature was found to be 212.9°C in nanocomposite control groups. The total weight loss decreased with increase in amount of SCN in the nanocomposites. Total weight loss, for instance, decreased by 88.9%, 86.7%, 84.6%, 82.6%, and 82.1% when SCN loading (wt%) on the wood-plastic nanocomposites increased from 0% to 1%, 3% then to 5%, and finally to 7%, respectively. The obtained data show similarities with previous studies. Bunhu et al. investigated preparation and characterization of polymer-grafted montmorillonite-lignocellulose nanocomposites by in situ intercalative polymerization. According to their study results, it has been determined that the presence of nanoparticles in the lignocellulose matrix resulted in an increased thermal stability of the nanocomposite. Also, it has been determined that the percentage mass loss decreased with the increase in the amount of nanoparticles in the nanocomposites. Similar results also reported by other researchers.29–34
Morphology of the SCNs reinforced wood-plastic nanocomposite was also studied. Scanning electron microscopy (SEM) micrographs of all nanocomposite groups were shown in Figure 3. No obvious differences between the composites with reinforced and unreinforced groups but the adhesion can be said to be moderately better in the composite reinforced with SCNs. In Figure 3(d) and (e), the wood-plastic composite surfaces are smoother than the unreinforced groups because sepiolite clay particles are well intercalated in those system. No large gaps between the matrix and wood flour and SCNs could be seen in the images. The results confirmed the observed enhancement in physical, mechanical, and thermal performance. Rahman et al. investigated clay dispersed styrene-co-3-trimethoxy silyl propyl methacrylate impregnated Kumpang wood polymer nanocomposites (WPNs): impact on mechanical and morphological properties. According to their study results, SEM results showed that ST-co-MSPM-clay-WPN had a smoother surface compared to other nanocomposites and raw wood. In another study, Kord et al. investigated effects of fungal decay period on the technological properties of PP/rice straw composites reinforced with different amount of CNTs. According to the SEM results of their study, it has been determined that the number of cavities on the surface of PP composites decreased with increasing CNT amounts.35-37
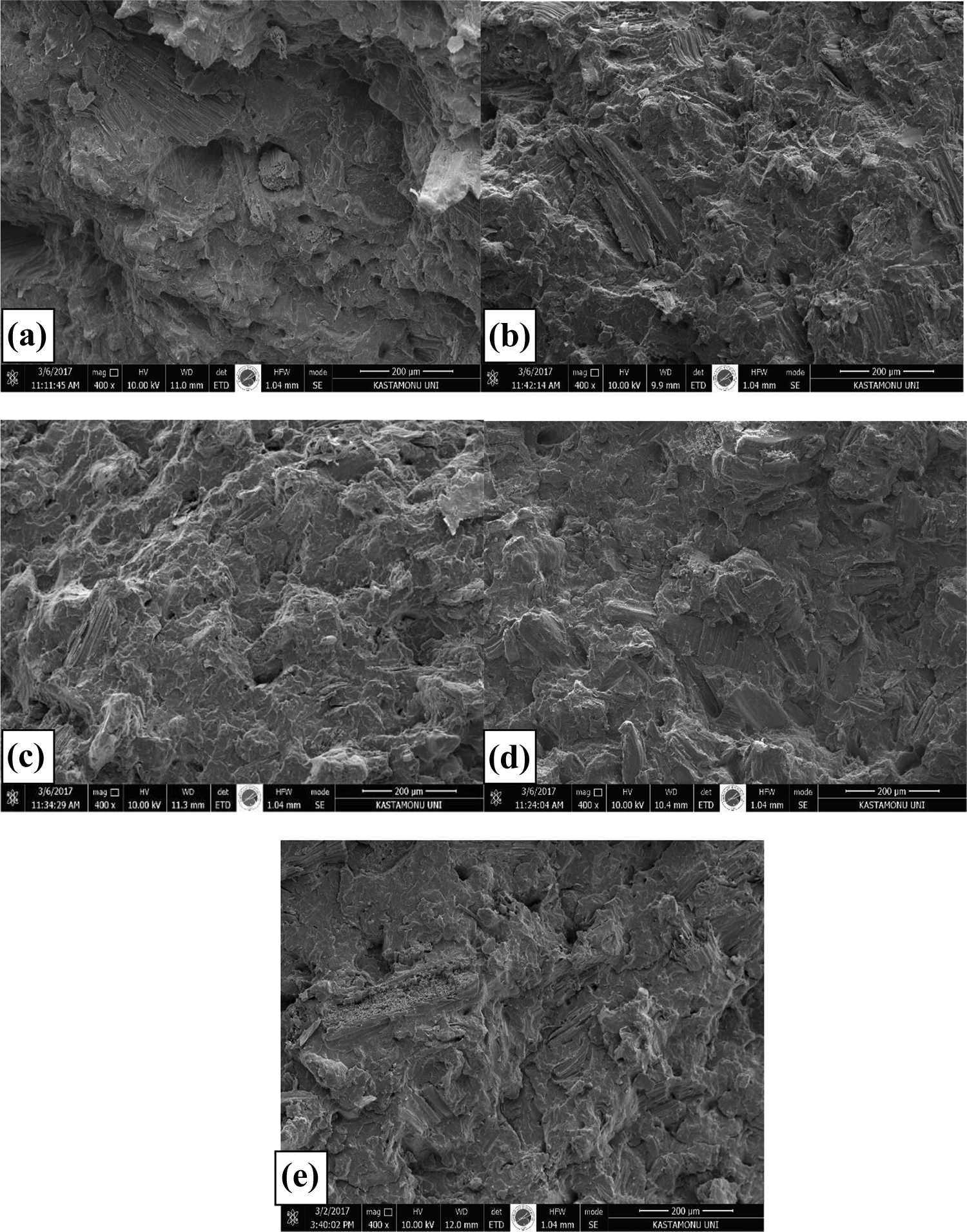
SEM micrographs of the wood-plastic nanocomposites: (a) 0 wt% SCN, (b) 1 wt% SCN, (c) 3 wt% SCN, (d) 5 wt% SCN, and (e) 7 wt% SCN.
Conclusions
The following conclusions could be drawn from the results of the present study: This study evaluated the effect of SCNs on some physical, mechanical, and thermal properties of wood-plastic nanocomposites. By increasing the amount of SCNs, thickness swelling and water absorption properties of wood-plastic nanocomposites were improved. The flexural and tensile properties of WPNs increased with increasing amount of SCNs. The obtained higher values could be due to good dispersion of SCNs in the wood polymer matrix. Increasing the loading of SCNs increased the amount of residual ash and thermal stability. In accordance with this purpose, the optimum physical, mechanical, and thermal properties for the wood-plastic nanocomposites were found for 50/50/7/3 formulation of PP, wood flour, SCNs, and MAPP, respectively.
Footnotes
Acknowledgement
The author is grateful to the Scientific Research Projects Council of Kastamonu University.
Funding
The author(s) received receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific Research Projects Council of Kastamonu University [KU.BAP-01/2016-58].