
Abstract
High flow (hf)-modified polypropylene (PP) fibers and glass filaments (GFs) were made into webs, which were then laminated orthogonally and needle punched to make GF/PP-hf preforms. These preforms were then hot pressed to produce GF/PP-hf composites. Similarly, GFs and nonmodified PP were made into GF/PP composites with the aforementioned process to serve as the control group. The structure, morphology, and mechanical performances (i.e. tensile, bending, and impact strength) of GF/PP and GF/PP-hf composites were characterized and tested using differential scanning calorimeter and dynamic mechanical analysis. The test results showed that the GF/PP-hf composites are composed of reinforcing filaments at a weight ratio of 43.40% and an average length of 22.9 mm. Consequently, they had advantages of high fiber content, long fiber length, and adjustable fiber orientation. Compared to GF/PP composites, GF/PP-hf composites exhibited good dispersion of GFs in the matrices, good bonding between filaments and the matrix, and a relatively lower porosity factor of 2.92%. Moreover, the glass transition temperature and crystallinity were improved by 15.2°C and 10.42%, respectively. When the temperature was lower than 160°C, GF/PP-hf composites preserved a higher energy storage modulus and a lower loss factor. Furthermore, GF/PP-hf composites exhibited good static mechanical properties, including the tensile strength of 118 MPa, the tensile modulus of 5830 MPa, the bending strength of 180 MPa, the bending modulus of 780 MPa, and the impact strength of 33 KJ m−2, which are 30, 29.6, 78.2, 68.3, and 32%, respectively, higher than those of the control group.
Keywords
Introduction
Polypropylene (PP) is a semicrystalline thermoplastic material, and in addition to low production cost and electrical insulation, PP is also odor-free, toxicity-free, impact resistant, light-weighted, organic solvent resistant, and acid/alkali resistant. Subsequently, PP has been most commonly used in the fields of automobiles, electronics, and household electric appliances.1,2 Filament-reinforced PP composites have significantly improved mechanical properties, a reduced molding shrinkage rate, and a higher thermal deformation temperature, thereby ensures the size stability of composites and considerably expands the applications. The reinforcement can be attained using staple fibers,3,4 filaments,5,6 and continuous filaments. 7
Filament-reinforced PP composites are composed of PP fibers and reinforcing filaments with a fiber length longer than 10 mm. As a result of their long length, filaments perform well in terms of mechanical strengths, rigidity, impact strength, creep resistance, and resistance against fatigue. Therefore, filament-reinforced PP composites have greater properties than staple-reinforced PP composites and easier modeling than continuous-filament-reinforced PP composites.8,9 Accordingly, filament-reinforced PP composites are made into components such as panel board holders, front ends, seat cases, and battery trays that are used in the automobile and transportation fields.10–12
Owing to having a high melt flow rate (MFR), the high flow (hf) PP helps to reduce the number of defected or eliminated products, and it is thus a good candidate for injection molded products with a complicated structure. In this study, both of the processing temperature and required pressure were decreased to diminish the energy consumption and as such to shorten the production time and elevate the quality and quantity of products. Therefore, using the employment of hf PP attracted great attention in recent years.13,14 High flow PP outperforms traditional PP because the latter is highly viscous, and its mobility is too low to permeate fibers. Moreover, hf PP can be firmly combined with fibers to enhance the performance of the resulting composites. The studies on and development of composites reinforced with hf PP fibers engage both academia and industries. 15
As to reinforcing fibers, glass fibers are widely used in composites due to a lower raw material cost with respect to carbon fibers. 16 Some works on GF/PP laminate composites have been published that concerned with the impact response of GF/PP laminate composites by use of compatibilized PP to manage the interface strength. Simeoli et al. 17 investigated the low-velocity impact behaviour of composites made of PP as matrix and glass fiber fabric as reinforcement. Two PP grades of different melt flow index were used as matrix and maleic anhydride was used to manage the polymer/glass fiber interface strength. They showed that managing the interface strength by the use of compatibilizer can be a viable option to design thermoplastic-based composites with improved impact damage tolerance and balanced quasi-static properties. Sorrentino et al. 18 developed a new design of PP/glass fiber-reinforced composites. Laminates were prepared by properly alternating layers of woven glass fiber fabrics with layers of compatibilized PP (maleated PP) or not compatibilized PP films. Maleated PP was used to manage the interface layer by layer. They proved that the use of grading the interface strength through the laminate thickness allowed to prepare composites with both high flexural properties and high impact resistance, without affecting the balance and type of the reinforcement configuration.
However, there are few studies exploring about the compound mechanism, features of material and structure, and property theories of composites reinforced with hf PP fibers. Therefore, this study aims to modify PP to provide a PP melt with greater mobility. At the same time, a longer length and a greater content of filaments were used to reinforce the composites. The compound mechanisms, structural features, static and dynamic mechanical properties, and thermal stability of the composites were explored and discussed accordingly.
Experimentals
Materials and equipment
Glass filaments (GFs, Beijing Nashengtong New Material Technology Co., Ltd., China) have the specifications introduced in Table 1. PP (trade code 560 H, spinning grade, Beijing Nashengtong New Material Technology Co., Ltd., China) and peroxide organic peroxide 2,5-dimethyl-2,5-bis (tetra-butyl-peroxy) hexane (DTBPH) were commercially available.
Specifications of GFs.
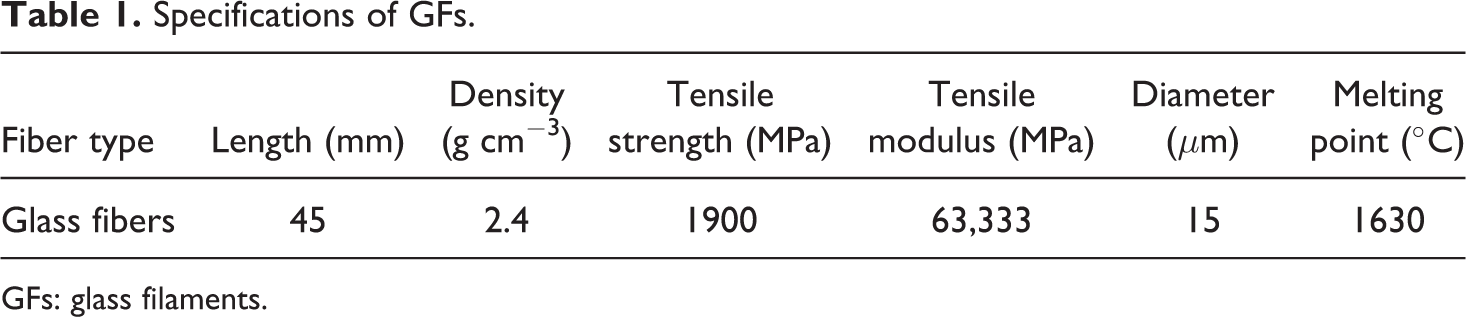
GFs: glass filaments.
The carding machine (FA203) and the plastic product hydraulic press (Y1071-100A) were purchased from Tianjin Tianduan Press Machine Co., Ltd., China. The spinning machine and the needle-punching machine were provided by Tianjin Polytechnic University, China.
Preparation of samples
First, 0.2 wt% of a chain scission agent (DTBPH) was added to PP, after which they are evenly mixed using a high-speed mixer and then dried at 80°C for 24 h. Pure PP and modified PP pellets were melt-spun into pure PP staple fibers and PP high flow (PP-hf) staple fibers, respectively. Different PP staple fibers and GFs were carded into webs in two batches. The webs were separately laminated orthogonally and needle punched to make the GF/PP and GF/PP-hf nonwoven preforms (Figure 1). The preforms were hot pressed at 190°C with a pressure of 1 MPa using a plastic product hydraulic press (Y1071-100A, Tianjin Tianduan Press Machine Co., Ltd., China), thereby obtaining GF/PP and GF/PP-hf composites.
Image of GF/PP-hf nonwoven preform.
Mechanisms of Hot Pressed GF/PP-hf Composites
The carding process was used to mix and disperse of GFs and PP staple fibers preliminarily, during which GFs were aligned along the carding direction. The lamination angle can be adjusted based on the material properties and as such manages the orientation of the reinforcing filaments. GF/PP webs were laminated orthogonally and then hot pressed, during which PP fibers were melted to saturate the unwrapped GF bundles. Subsequently, PP melt permeated the intact GF bundles. The relationship between the permeation time and permeation distance is presented using equation (1). Additionally, two factors that relate to the permeation are the viscosity of PP melt and the exerted pressure. Due to low viscosity, hf PP melt can efficiently permeate and saturate the interior of GF bundles simultaneously. Thereafter, the PP-saturated GF bundles are unwrapped when the PP melt flows. The bubbles from the interior are also easily removed because of the good mobility and low viscosity of the PP melt. Figure 2 shows the process of the formation of cooled and solidified GF/PP-hf composites.
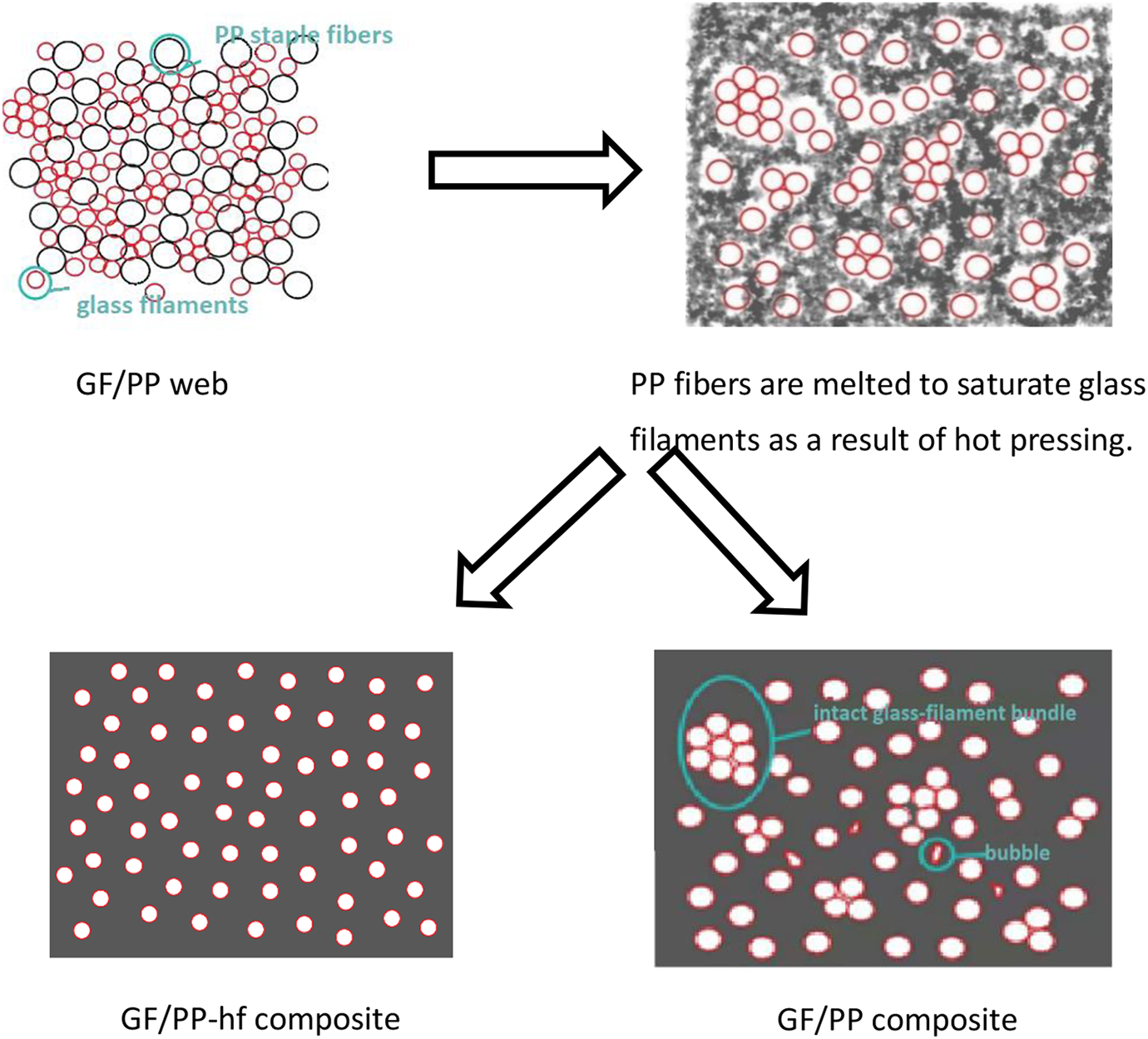
Formation of the composites.
Figure 3 shows the modified PP melt and fibrous webs that are jointly exerted with a pressure. 19 In an initial stage, the resin bears a greater pressure than the webs. With the webs being compressed constantly, the pressure that the webs bear rapidly increases. That is, the pressure that the resin withstands instantly reduces, which also signals the end of the permeation of PP in the filament bundles. Conversely, nonmodified PP exhibits greater viscosity and lower mobility, which restricts the PP melt from saturating GF bundles. As a result, the filament bundles are not immersed completely and filament bundles remain intact. There are voids in the interior, and nonmodified PP melt with low mobility cannot expel the bubbles from the matrix. Figure 4 is a diagram of the infiltrating fiber bundles of PP. The time that the PP flows to a radius (r) is computed using equation as follows. 20

where tcir is the time required by the resin to flow to the radius (r), r0 is the original fiber radius, r is the radius that PP flows, ϕ is fiber bundle void volume fraction, μ is PP’s viscosity, K is the fiber bundle permeability, and P is PP’s pressure.
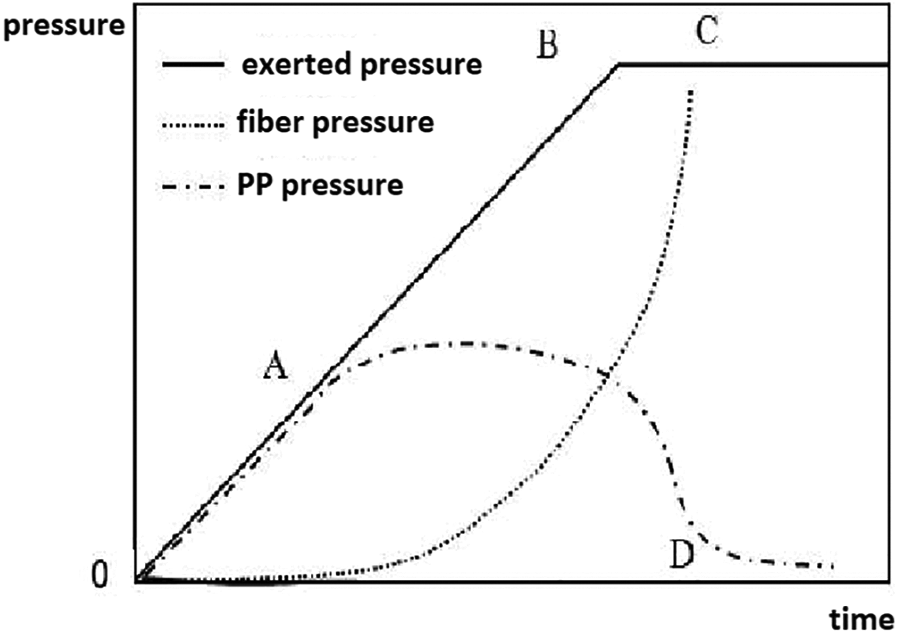
Curves of pressures.
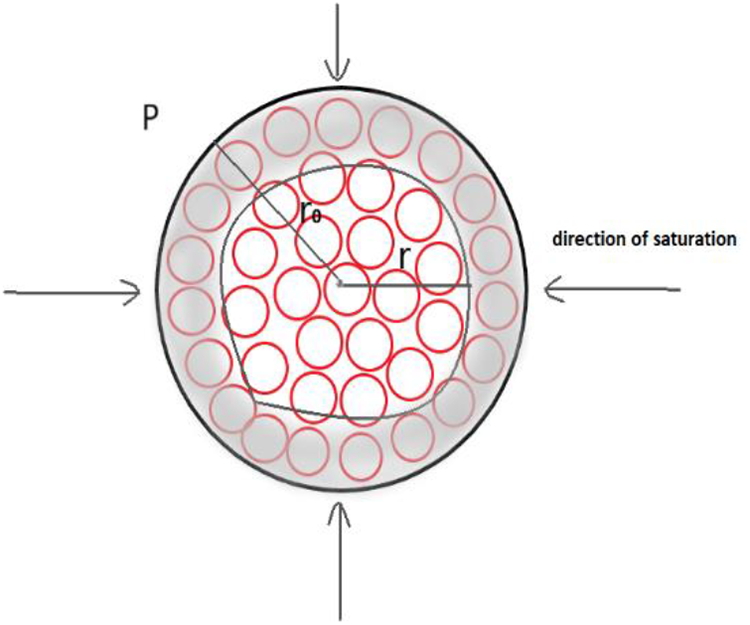
Diagram of a PP-saturated fiber bundle.
Characterizations
Scanning electron microscopy
The fractured GF/PP and GF/PP-hf composites were collected from the tensile tests to observe their cross sections by using a scanning electron microscope (SEM, TM-1000, HITACHI, Japan) to determine the distribution of GFs.
Density, content of fibers, porosity, and fiber length measurements
PP planks, PP-hf planks, GF/PP composites, and GF/PP-hf composites were tested using a glycerine solution (analytical pure, Tianjin Kemiou Chemical Reagent Co., Ltd., China), muffle furnace (SG-XL1800, Shanghai Institute of Optics and Fine Mechanics, China), electronic balance (TIANMA-JA5003, Shanghai Haoyu Hengping Scientific Instrument Co., Ltd., China), and a stereomicroscope (WV-CP504D, PANASONIC, Japan)
GF/PP and GF/PP-hf composites that are dried at 80°C for 2 h are first weighed and then heated at 600°C in the muffle furnace. Thereafter, the GF residues were weighed to compute the weight ratio of fibers. Subsequently, GFs were dispersed in a glycerine solution on a glass slide. A microscope was used to observe the filaments to measure the length. A total of 50 fibers were used to have the mean. As specified in ASTM-D792, the density of PP planks, PP-hf planks, GF/PP composites, and GF/PP-hf composites were measured. The porosity of GF/PP and GF/PP-hf composites is computed using the following equation:

where GF is the weight percent of GFs (%), GR is the mass percent (%) of PP, ρF is the density of GFs (g cm−3), ρR is the density of PP matrix (g cm−3), and ρM is the density of composites (g cm−3).
Melt flow rate
The MFR of PP and PP-hf pallets was measured using an MFR tester (XNR-400A, Xi’an precision testing equipment Co., Ltd., China).
DSC measurement
PP planks, PP-hf planks, GF/PP composites, and GF/PP-hf composites were evaluated using the differential scanning calorimeter (DSC) measurement where the DSC (204F1, NETZSCH, Germany) in a nitrogen environment was used. Samples were heated at increments of 10°C min−1 and the temperature range was set to be −40–250°C.
Dynamic mechanical analysis
The dynamic mechanical properties of PP planks, PP-hf planks, GF/PP composites, and GF/PP-hf composites were tested using a dynamic mechanical analysis (DMA) tester (242C, NETZSCH, Germany). Employing a three-point bending deformation pattern, samples that were trimmed into strips of 60 mm × 10 mm × 4 mm were tested in a nitrogen environment at a frequency of 5 Hz in a temperature range of −40–250°C at increments of 10°C min−1.
Static mechanical analysis
GF/PP and GF/PP-hf composites were tested for static mechanical properties using an electronic strength tester (INSTRON 3369, Instron, Norwood, Massachusetts, USA) and a plummet impact tester (Shandong Wanchen testing machine Co., Ltd., China). The test standard is GBl447-2005 for the tensile strength test, GBl449-2005 for flexural strength test, and GB/T1843-2008 for the notch impact strength test.
Results and discussion
Melt flow rate
The MFR of PP and PP-hf pellets is 3.16 g 10 min−1 and 96.9 g 10 min−1, respectively. With an identical temperature, a higher MFR means that the melt has lower viscosity and greater mobility. Modified by a chain scission agent, the modified PP melt demonstrates an MFR that is 30 times that of a traditional PP melt, which indicates a significant increase. Moreover, the molecular weight and distribution of modified PP are reduced, which in turn decreases the viscosity but increases the mobility of the modified PP melt. At a high temperature, PP and organic peroxides interact via free radicals as Figure 5. Due to the thermal decomposition, the organic peroxide generates free radical peroxide that derives hydrogen atoms from the carbon atoms of PP molecular chains and as such form PP molecular chains with free radicals. Subsequently, PP molecular chains with free radicals exhibit the β broken chain reaction. In turn, this forms a PP molecular chain with carbon–carbon double bonds and a PP molecular chain with free radicals at its ends. Finally, the interaction stops when two PP molecular chains with free radicals at both ends exhibit a dismutation reaction.
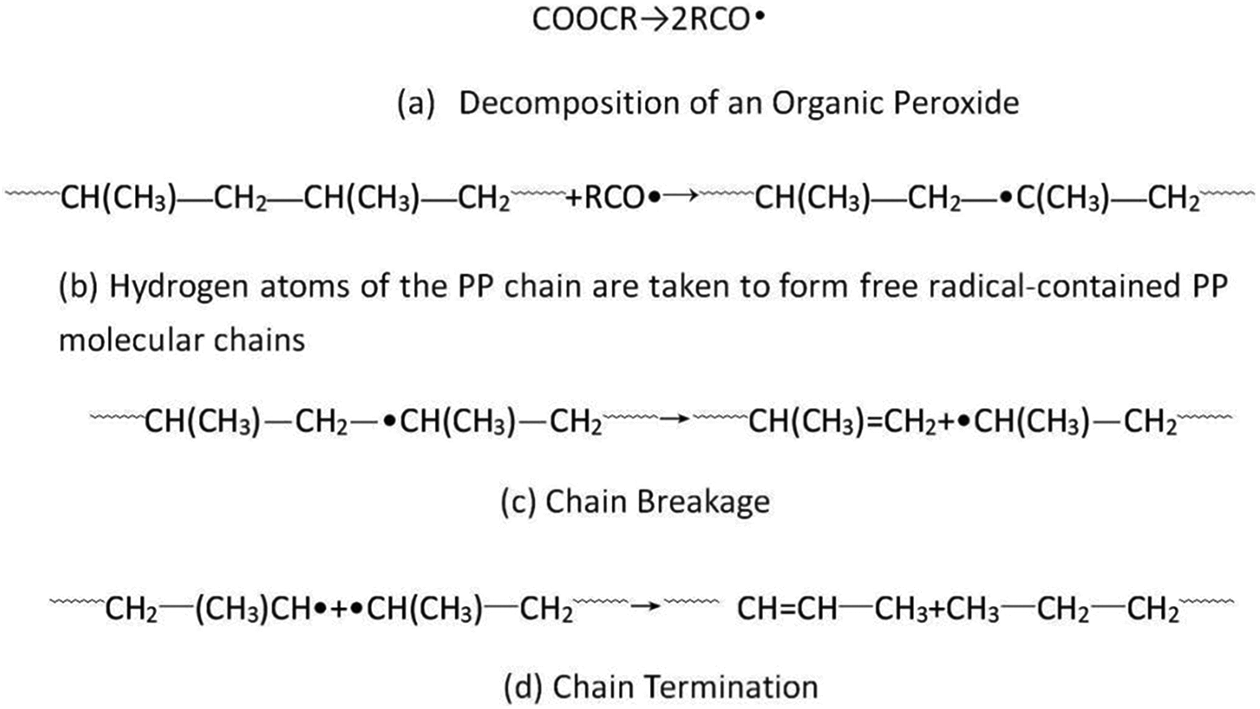
Steps of the chain breakage of PP.
SEM observation
Figure 6 shows the SEM images of the cross section of GF/PP and GF/PP-hf composites. The surface of GF/PP composites has a rugged surface with pores. The GFs are presented unwrapped in bundles. Figure 6(b) shows that GF bundles are totally unwrapped and saturated and thus evenly dispersed in the matrix evenly. Therefore, there are no voids in the PP matrix.
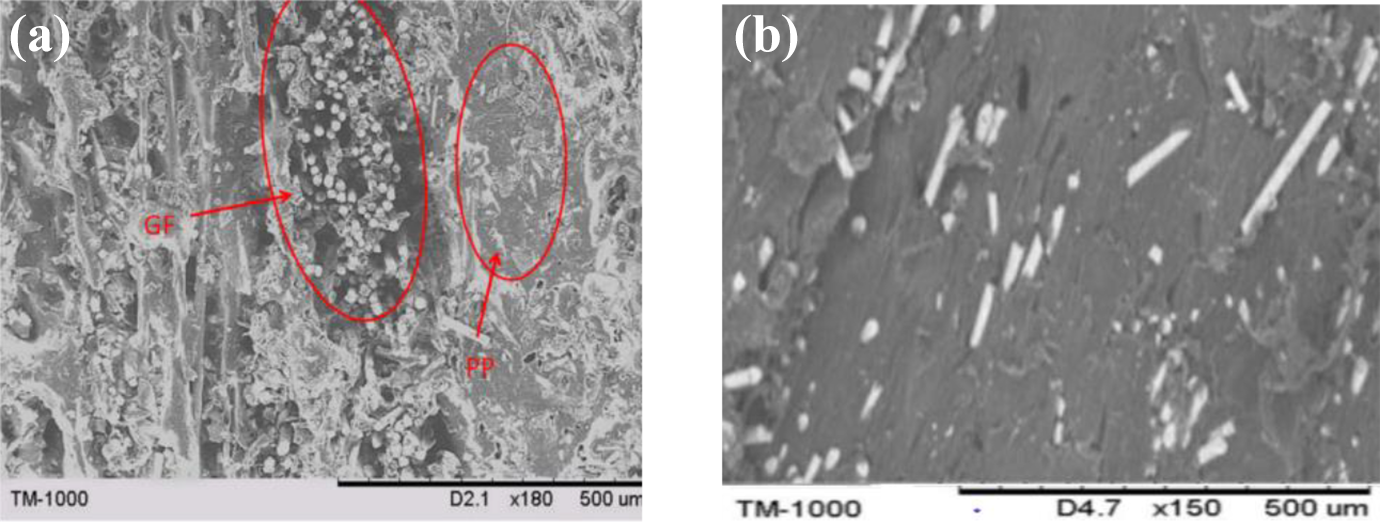
SEM images of the cross section of (a) GF/PP and (b) GF/PP-hf composites.
Figure 7(a) shows that the filament bundles are not saturated or unwrapped in the matrix of GF/PP composites. When being expanded by a tensile force, the GFs come off the PP matrix completely. In contrast, Figure 7(b) shows that the fractured surface of GF/PP-hf composites where the GFs are completely immersed in the PP matrix and are not pulled out from the matrix. Therefore, GFs exhibit fracture damage instead of slipping off.
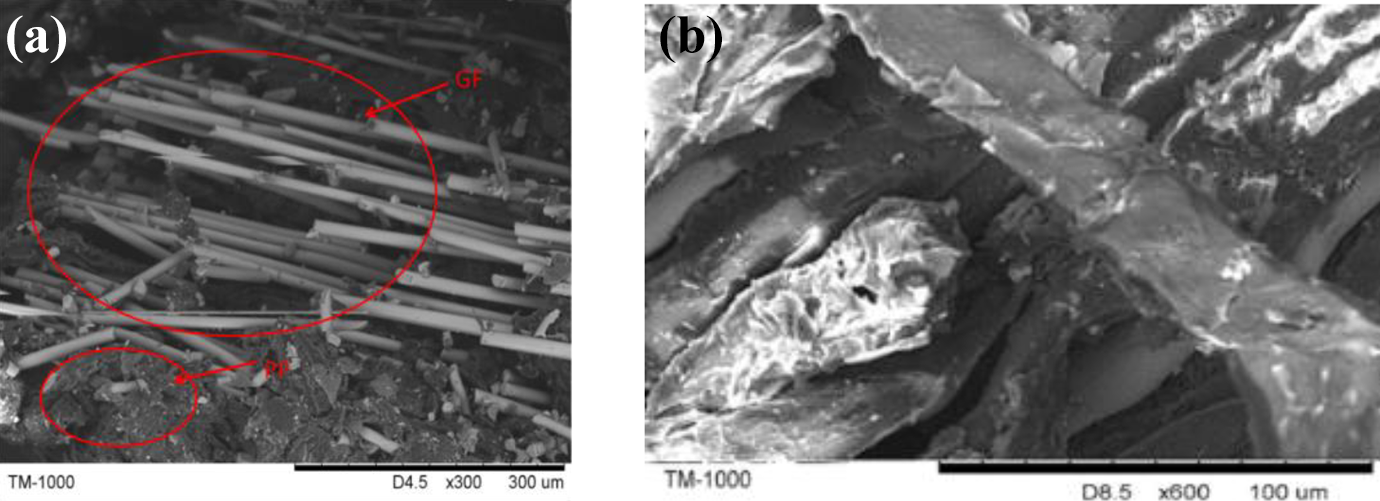
SEM images of fractured surface of (a) GF/PP and (b) GF/PP-hf composites.
Density, content of fibers, porosity, fiber length, and fiber length distribution
Table 2 presents the density, fiber weight content, and porosity of the composites. The porosity is computed using equation (2).
Density, fiber content, and porosity of composites.
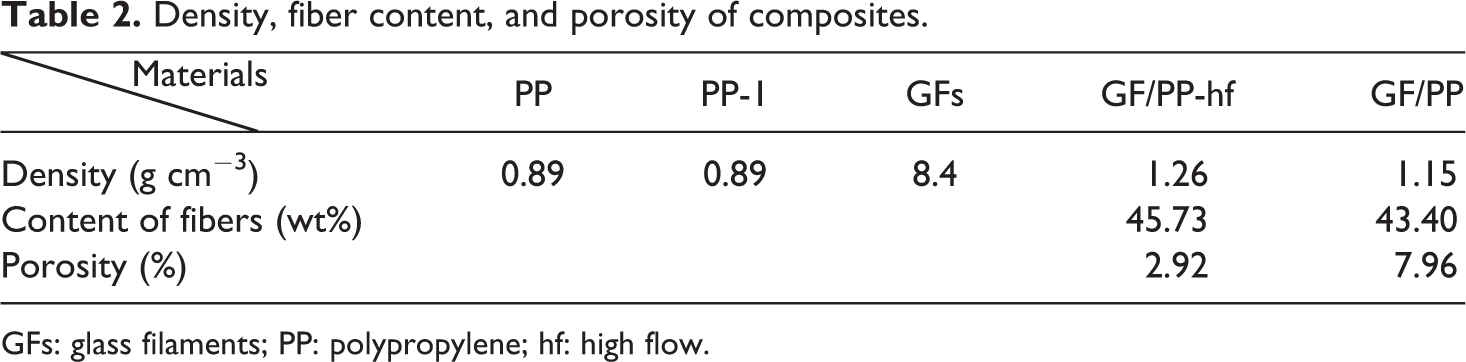
GFs: glass filaments; PP: polypropylene; hf: high flow.
The porosity of GF/PP composites is 7.96% and that of GF/PP-hf composites is 2.92%, the latter is considerably lower. Porosity reflects the microdefect of composites, and the presence of pores significantly decreases their mechanical properties of composites, especially the shear strength as it accelerates the presence and expansion of cracks. The pores are generated due to two factors. One is that the GFs are not scattered or the manufacturing is not well conducted. Therefore, there are voids or gas in the fiber bundles and the number of pores is comparatively greater. The other is that the evaporated elements are generated during the manufacture, which subsequently causes a comparatively lower number of pores. 21 High flow PP has good mobility and thus can completely immerse and scatter filament bundles. With the same temperature and pressure, the bubbles in the matrices can be removed efficiently. An increase in the content of fibers has a positive influence on mechanical properties, size stability, and thermal resistance. However, an excessive amount of fibers render the melt with lower mobility, which hampers an even distribution of fibers. Therefore, an increase in the content of fibers triggers a mild increase in the mechanical properties of composites and some mechanical properties even decline. For the consideration of properties and manufacture, 30–40% of GFs were commonly used. 22 As for this test, 43.40% and 45.73% of GFs are separately used for GF/PP and GF/PP-hf composites. Subsequently, this design provides composites with more fibers than other filament-reinforced PP composites. The length of GFs is 45 mm and it subsequently becomes shorter because the carding process causes breakage of fibers. Because both of the GF/PP and GF/PP-hf composites are made of a similar amount of GF with an identical carding process, the GFs in GF/PP and GF/PP-hf composites are measured for the fiber length. Table 3 presents that filaments with a length over 21 mm take up 57% of the total fibers. The average length of filaments is 22.9 mm. When the filament-reinforced composites are composed of fibers with a longer length, the tensile, bending, and impact resistance of the composites are significantly improved, especially impact resistance. As a result, filament-reinforced thermoplastics have been commonly used in the transportation vehicles and impact-resistant cases, which require higher impact strength.23,24 To sum up, the proposed GF/PP-hf composites are proven to have a great content of fibers, a longer length of fibers, and low porosity.
Distribution of GF length.
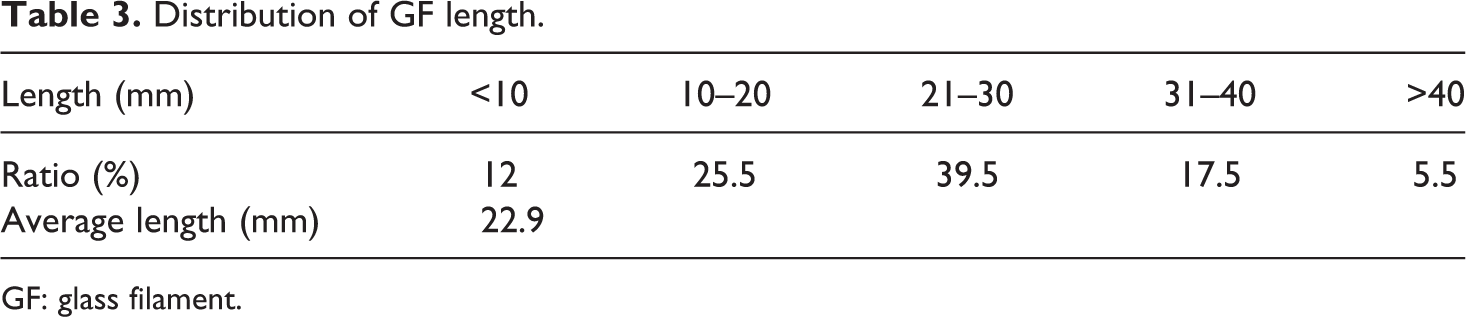
GF: glass filament.
DSC analyses
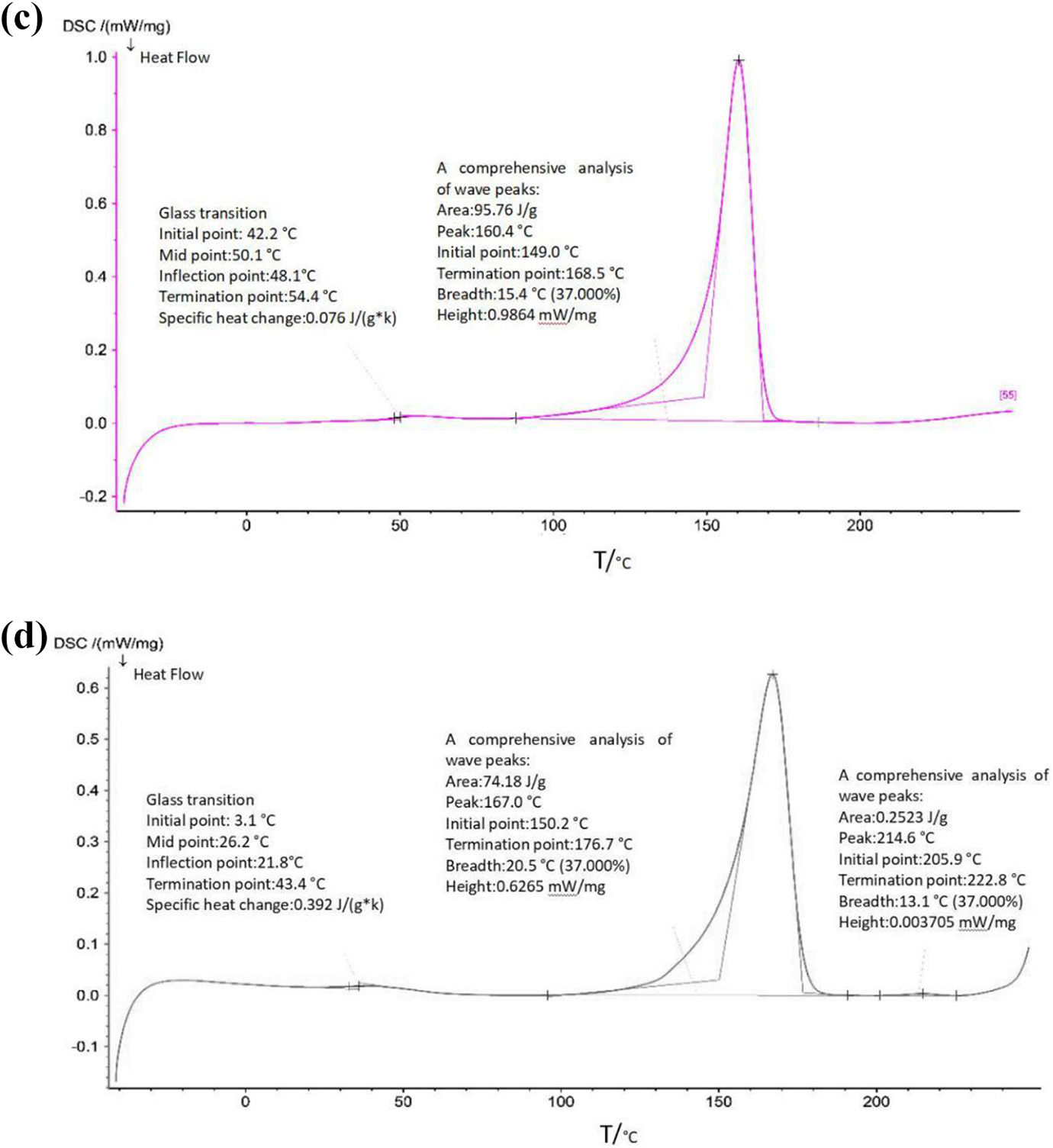
Figure 8 shows the DSC curves of PP-hf, PP, GF/PP-hf composites, and GF/PP composites. In Figure 8(a), there are two endothermic peaks between −40°C and 250°C, and the first one occurs between −20°C and 80°C where PP’s molecular chains start to be active. There is a smaller crystallization peak caused by the melting of purties and compatibilizers, which cover the glass transition peak of PP. Within the temperature range of 110–240°C, there is a significant endothermic peak. When the melting point (Tm) of PP is 166.6°C, PP converts into an amorphous state. The crystallinity can be computed based on the area of endothermic peak with equation (3).

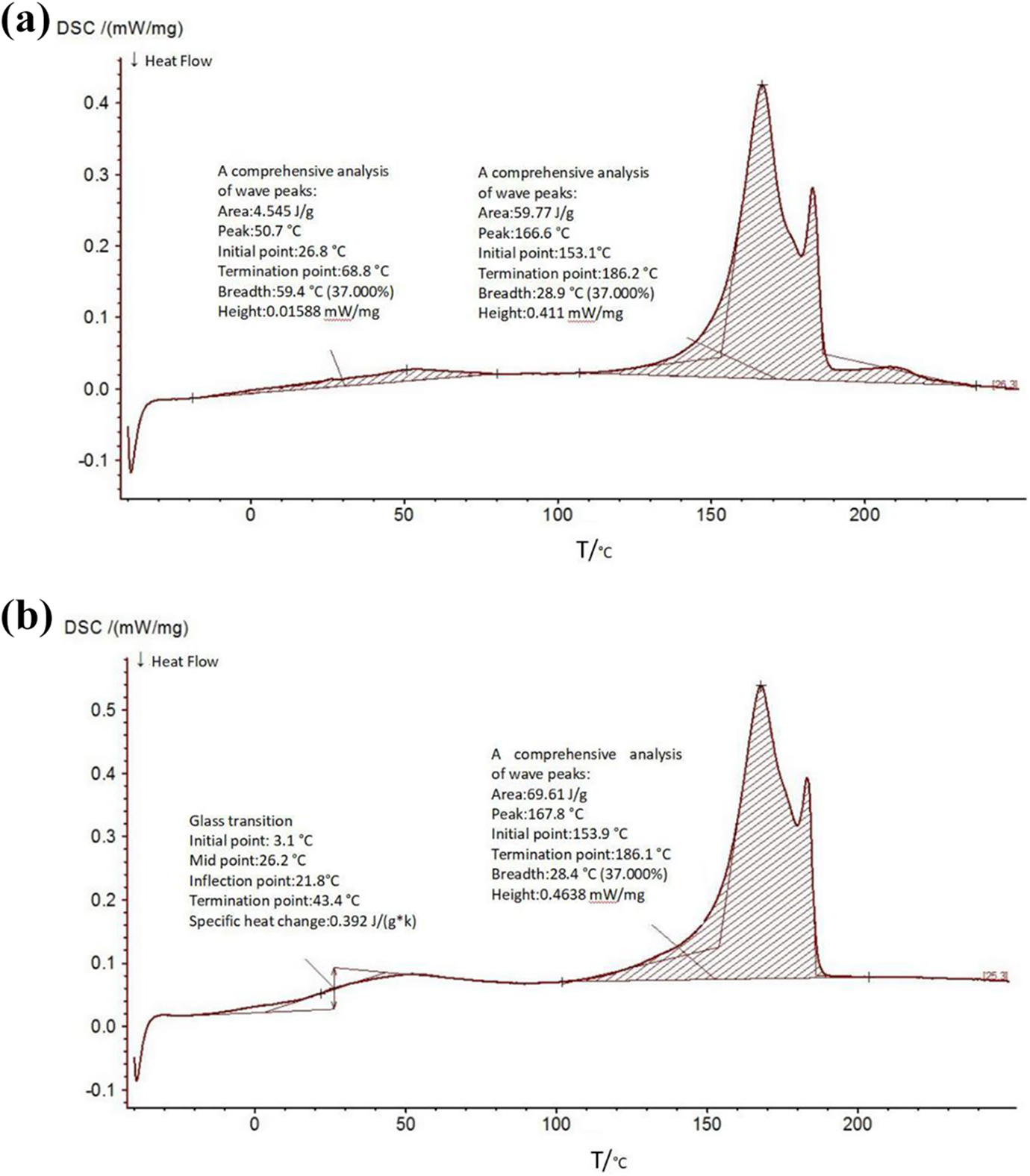
DSC curves of (a) PP-hf, (b) PP, (c) GF/PP-hf composites, and (d) GF/PP composites.
where ΔHf is the melting enthalpy (J g−1) of the polymer, ΔHf(100%) is the melting enthalpy (J g−1) of a polymer that has a 100% crystallinity. ΔHf is the area of endothermic peak (95.76 J g−1).
Based on a previous study, there is a significant difference in ΔHf(100%)of PP, which variants such as 138, 165, 195, 207, or 208 J g−1. 25 Hence, 207 J g−1 is used to compute the crystallinity of PP, which is 28.87%. 26 Figure 8(b) shows that the glass transition temperature (Tg) of PP starts at 3.1°C and ends at 43.4°C, and the temperature at the inflection (21.8°C) indicates the Tg. In addition, an endothermic peak is present at 100°C and becomes steady at 190°C, during which PP is melted at a Tm of 163.9°C. The area of the endothermic peak is 69.61 J g−1, according to which the crystallinity of 33.63% is computed and obtained. Figure 8(a) and (b) shows that greater mobility of PP-hf molecular chains improves the activity of molecular section, which, in turn, facilitates the melting process of the matrix. Hence, PP-hf has a lower absorbed heat quantity and a 4.76% lower crystallinity than pure PP; however, PP-hf and pure PP have comparable Tm. Figure 8(c) shows the DSC curves of GF/PP-hf composites where an insignificant endothermic peak is present at 20–80°C. Furthermore, the peak starts at 42.2°C and ends at 54.4°C, the period of which is the glass transition and determines the Tg to be 48.1°C. Moreover, there is a significant endothermic peak between 89°C and 190°C with a Tm being 163°C and a crystallinity being 46.26%. Besides, Figure 8(d) shows the DSC curves of the GF/PP composites and the glass transition occurs at 23.2–41.7°C, and Tg is at the inflection (32.9°C). There is a significant endothermic peak between 100°C and 190°C, which indicates that the Tm is 165°C with an area of endothermic peak being 74.18 J g with a crystallinity of 35.84%.
Compared with Figure 8(c) and (d), the Tg of GF/PP-hf composites is 15.2°C higher than that of GF/PP composites. As for GF/PP-hf composites, the GFs and matrix are firmly bonded. This restricts the movement of molecular chains of the matrix and increases the Tg of the composites. In addition, the crystallinity of GF/PP-hf composites is 28.9% higher than that of GF/PP composites. A high crystallinity has a positive influence on the tensile properties, thermal resistance, chemical solvent resistance, elastic modulus, and rigidness of the composites. Based on Figure 8(a)–(d), the combination of a PP matrix and GFs improves the Tg and crystallinity of GF/PP-hf composites, which suggest that the composites acquire greater thermal resistance and better mechanical properties at the same temperature.
Dynamic mechanical analysis
Figure 9 shows the DMA curves of the PP-hf, PP, GF/PP-hf composites, and GF/PP composites. The energy storage modulus and loss factor of DMA curves reflect the viscoelasticity of the materials at different temperatures. Polymers are one of the viscoelastic materials, featuring a viscous fluid and an elastic solid. When being used as a structural material, polymers contribute to the elasticity that yields a high-energy storage modulus at the required temperatures and frequencies. When being used for vibration reduction or sound insulation, polymers contribute to the viscosity that yields higher damping at the required temperatures and frequencies.
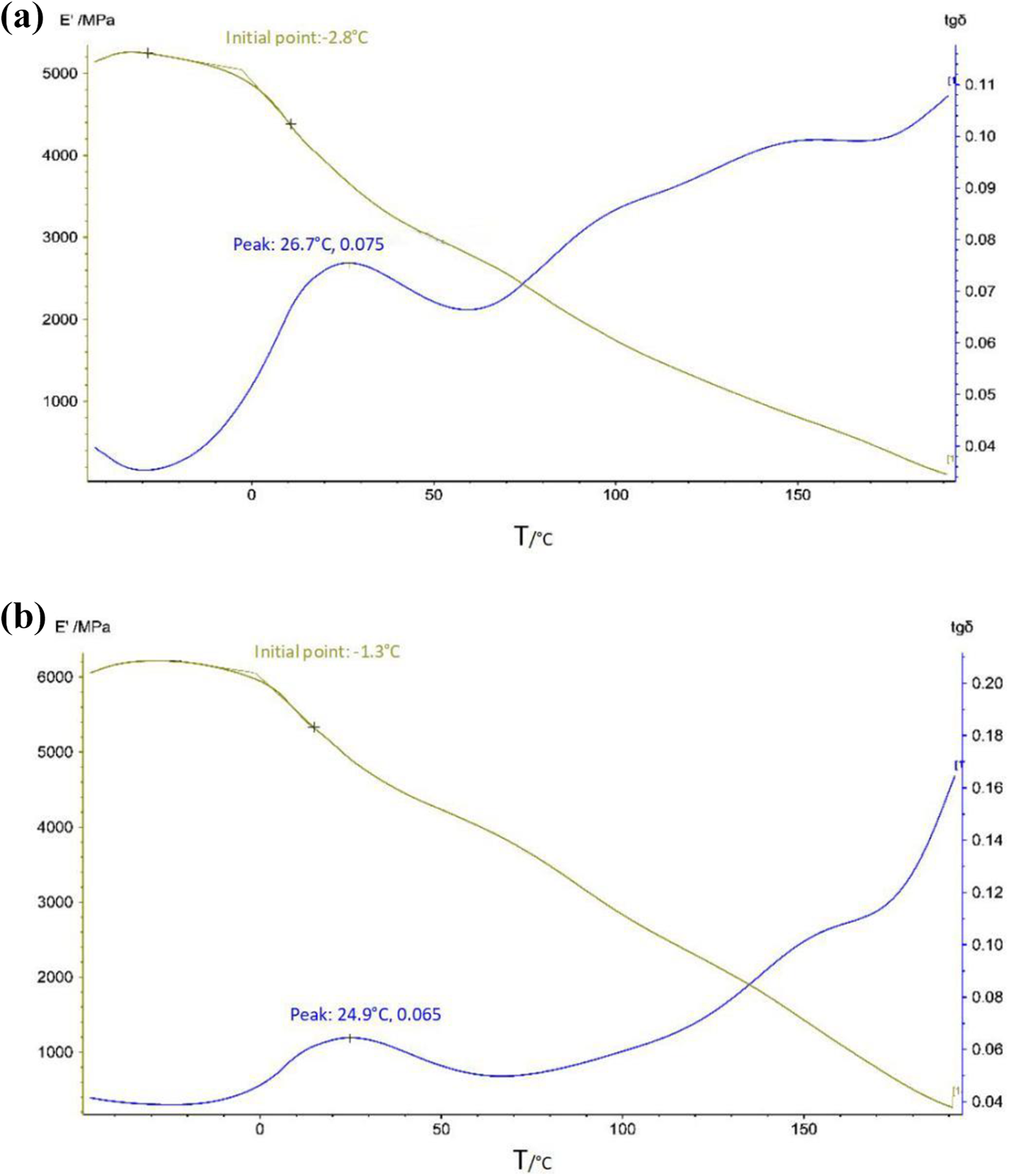
DMA curves of (a) PP-hf, (b) PP, (c) GF/PP-hf composites, and (d) GF/PP composites.
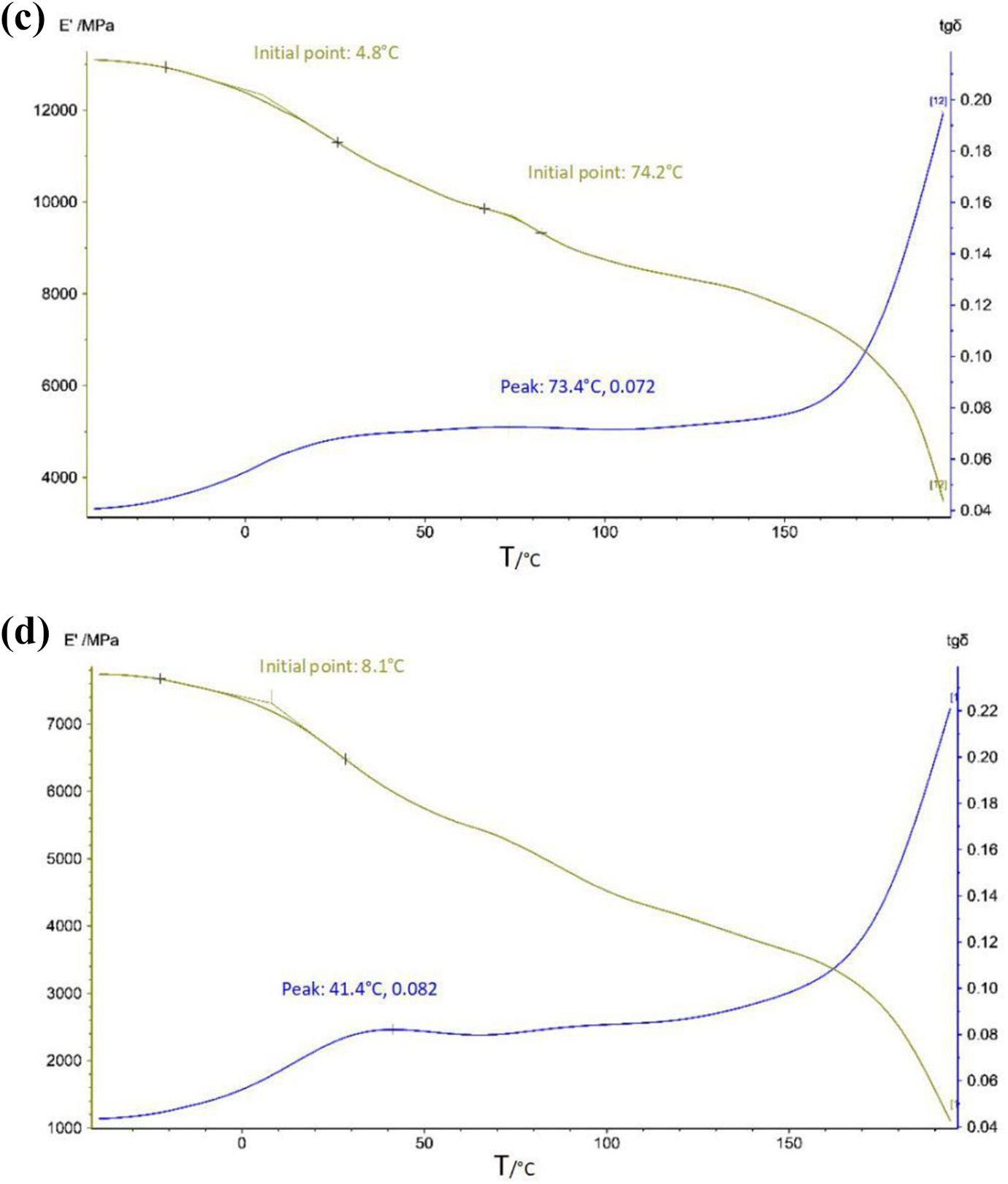
Figure 9(a) and (b) shows that the initial energy storage modulus is 5200 MPa for PP-hf and 6100 MPa for PP. Moreover, PP-hf has a lower inflection temperature of energy storage modulus than PP, and the monomolecular chains of PP-hf exhibit greater activity and the molecular movement is thus more drastic. As a result, the Tg is present at an earlier stage and shifts toward the low temperatures. Based on the loss factor curves, the loss peak occurs at 26.7°C with a loss factor being 0.075 (Figure 9(a)) and the loss peak occurs at 24.9°C with a loss factor being 0.065 (Figure 9(b)). By comparison, in the glass transition section, PP-hf has higher mobility, which causes a more drastic molecular movement and thus a higher loss. To sum up, the presence of PP-hf provides relatively lower thermodynamic properties.
Figure 9(c) and (d) shows the DMA curves of GF/PP-hf composites and GF/PP composites. At an identical temperature, GF/PP-hf composites have a significantly greater energy storage modulus than GF/PP composites; furthermore, it descends more slowly with the increasing temperature. In other words, GF/PP-hf composites possess greater thermodynamic properties. The loss factor curves show that GF/PP-hf composites and GF/PP composites have similar loss peaks, the former of which has a greater peak width and a lower peak height. That is, the reinforcing GFs have better distribution and there is a greater interfacial force between the filaments and matrices. Accordingly, GF/PP-hf composites have a better-bonded interface which restricts the molecular movement and delays the interior movement of the composites and eventually decreases the mechanical loss caused by friction among molecular chains. Subsequently, GF/PP-hf composites have a lower loss factor than GF/PP composites. When heated with a temperature higher than 160°C, PP will be melted into viscous fluid. The loss modulus of composites is increased whereas the toughness is compromised due to the increasing temperature. Based on Figure 9(a) to (d), regardless of whether it is a GF/PP-hf composite or a GF/PP composite, the presence of reinforcing GFs has a positive influence on the energy storage modulus. GFs are well distributed in the PP matrices, which, in turn, secures the matrices while improving the strengths and deformation resistance of the composites. The use of pure PP results in low mobility which adversely affects the strengths and toughness of the composites. In contrast, PP-hf and GFs are highly compatible and this yields an even distribution of GFs. Therefore, GF/PP-hf composites are mechanically stronger than GF/PP composites. Furthermore, Figures 8(d) and 9(c) show that both composites have a rapidly declining energy storage modulus at 160°C; this implies that when exceeding the Tm of PP, the mechanical properties of composites decrease rapidly.
Tensile properties
Figure 10(a) and (b) shows that the tensile strength is 118 MPa for GF/PP-hf composites and 79 MPa for GF/PP composites, the former of which is 30% higher. However, the tensile modulus is 4500 MPa for GF/PP composites and 5830 MPa for GF/PP-hf composites, the former of which is 29.6% higher. Figures 8(b) and 10 (a) show that the bending strength of GF/PP-hf composites is 180 MPa, which is 78.2% higher than that of GF/PP composites (101 MPa). Nonetheless, the bending modulus of GF/PP composites is 4560 MPa, which is 68.3% than that of GF/PP-hf composites (7780 MPa). Moreover, Figure 11 shows that the impact toughness of GF/PP-hf composites is 33 KJ m−2, which is 32% greater than that of GF/PP composites (25 KJ m−2). The proposed GF/PP-hf composites are composed of longer fibers, a great fiber content, and better distribution of fibers in the matrices.
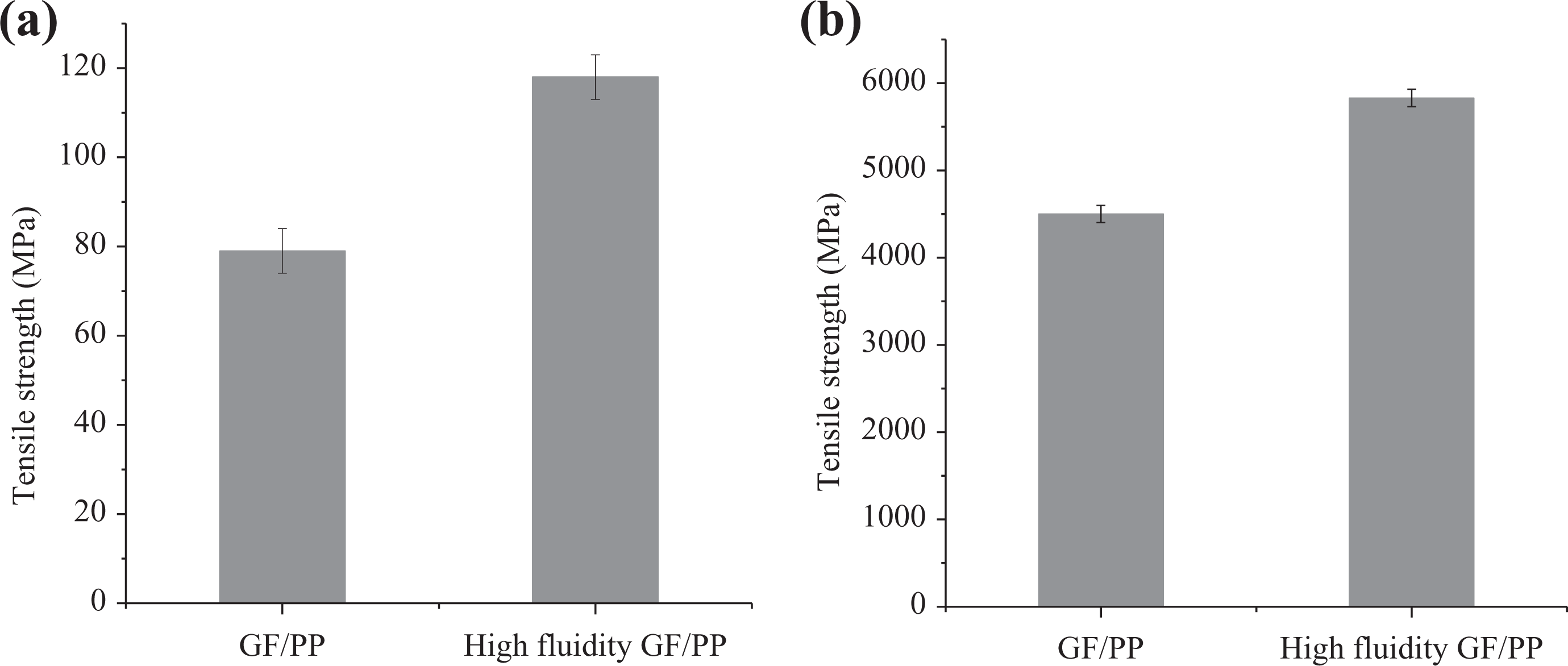
(a) Tensile strength and (b) tensile modulus of the composites.
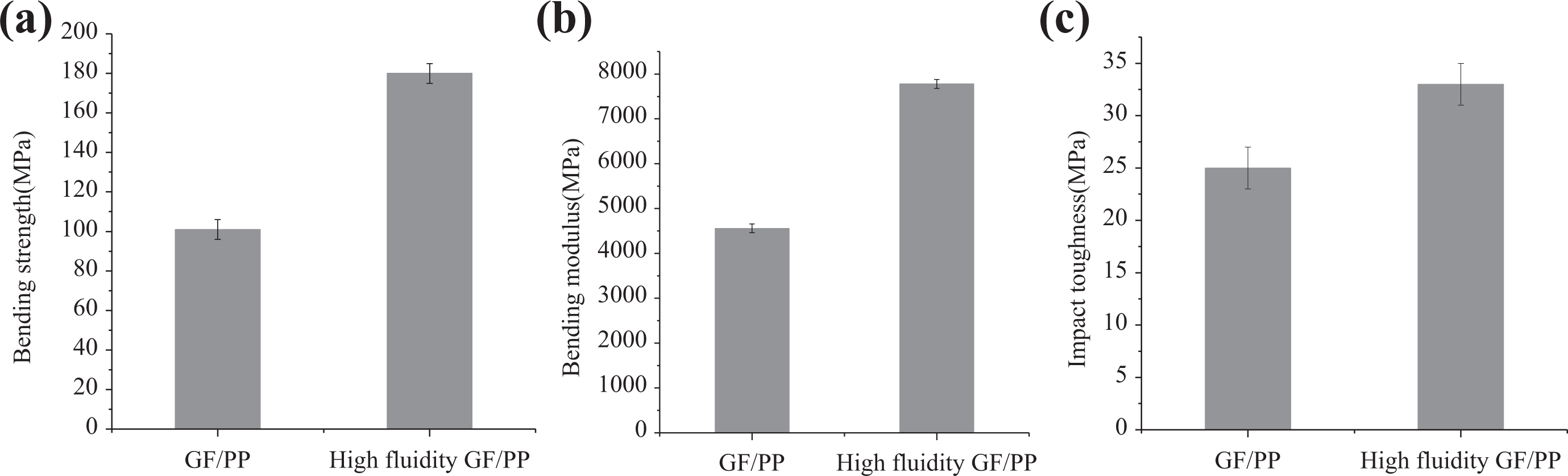
Impact resistance of composites in terms of (a) bending strength, (b) bending modulus, and (c) bending toughenss.
Conclusion
Webs composed of hf-modified PP fibers and GFs were laminated orthogonally and then hot pressed to form GF/PP composites. The composites were composed of 43.40% of reinforcing fibers, an average fiber length of 22.9 mm, and a porosity of 2.92%. As a result, the composites have advantages of high fiber content, long fiber length, and low porosity. In addition, the reinforcing fibers were distributed evenly in the matrices and bonded firmly with them. Compared with GF/PP composites, GF/PP-hf composites have 15.2°C higher Tg, 10.42% greater crystallinity, and significantly higher thermodynamic behaviors. When the temperature is lower than 160°C, GF/PP-hf composites retain a relatively higher energy storage modulus and a lower loss factor. Additionally, GF/PP-hf composites also have greater static mechanical properties than GF/PP composites. The tensile strength is 118 MPa, the tensile modulus is 5830 MPa, the bending strength is 180 MPa, the bending modulus is 7780 MPa, and the bending toughness is 33 KJ m−2, which are 30, 29.6, 78.2, 68.3, and 32% greater.