
Abstract
Although several reports can be found in the literature about the recycling of plastic materials, only a few focus on recovering and molding them in a new process. Plastic material blends can be fabricated using several techniques, which allows the molding of a compound adaptable to each needed performance. This fact favors the recycling by allowing the use of mixed wastes without major processes, avoiding expensive treatments. This research work analyzes the mechanical properties of a material conformed by 100% recycled plastics: polyethylene terephthalate and low-/high-density polyethylene without previous separation or washing and drying pretreatments. Its macro and microscopic structure was studied and described, and formulations of different compound rates were analyzed. Mechanical resistance was around 60% of a material composed of virgin materials in compressive, flexural, and tensile strength tests. Its potential application to building components manufacture is analyzed.
Introduction
The recycling of plastic, which is a waste available in massive quantities, for building component production, is an important subject of research in the present, due to the abundance of that waste nowadays, 1 and the prediction of its increase in the future. 2 At present, the most used plastic in bottle production is polyethylene terephthalate (PET). 3 The reasons for this use are its superior properties, such as mechanical and chemical resistance, high durability with relatively low cost, and low permeability of gases.4,5 PET use has been increasing in the last decades in several industrial fields as production of beverage bottles, containers, packaging films, and textile fibers.6,7
In this aspect, many methods have been developed for the PET and other plastics such as polyethylene (PE) and polypropylene (PP) grinding, to include them on cement mortars and concrete. One of the most notable reports in this matter is the production of reinforcing plastic fibers of different kinds for concrete which showed good technical behavior, especially for shrinkage resistance.8,9 Another example is the production of synthetic aggregates with plastic debris through different processes, for the use in concrete matrix.10,11 The mechanical recycling of plastics produce materials for new molding processes, with similar properties than those based on raw ones. 12
The mechanical recycling of PET debris consists of plastic collection, classification, wash for contaminant elimination, heat dry, grind, and finally pellets production of the material. 13 It is a complex and expensive process, with high-energy consumption. 14
Many reports about the recycling of plastic blends, without classification, for industrial uses with simple and robust processes were carried out. 15 In that sense, research about PP matrix composites with different origin fibers reinforcement, 16 and also PET matrix,17,18 showed positive effects and properties. The authors proved that good results in the materials behavior can be obtained, with simple processing systems. For that reason, blending is considered as a positive technique to manufacture polymer products with complex performance demands.3,19
In this work, we present the study of a recycling PET process, with simple extrusion technique 20 with the addition of recycled PE to conform a polymer composite material (CM). The materials were obtained from differential disposal, without classification or additional processes. PET and PE were used in different rates, varying extrusion temperature. The material mechanic behavior was analyzed for each assayed condition. Compression, tensile, and flexural strength tests were carried out to explore the potential application of the material for building components production.
Experimental
Materials
PET, obtained from disposed bottles, shredded in two stages up to a maximum particle size of 3 mm, without classification. High-density polyethylene (HDPE) or low-density polyethylene (LDPE) commercial recycled plastic obtained from silo bags scrap, combined HDPE and LDPE, washed, shredded, extruded, and pelletized by local producers from Córdoba. Lubricant: Commercial engine oil SAE 15W-40 (YPF company, Argentina).
Specimens manufacture
For the molding of the CM specimens, two different methods were used.
Extrusion/injection for lineal molding of 40 × 40 × 160 mm3 square samples and ϕ 50 × 100 mm2 cylinder samples. Extrusion/molding for regular 300 × 300 × 10 mm3 plate samples.
Equipment
Extruder: Single-screw extruder, with three heating zones, engine power 2.2 kW, speed 82 r/min, die size 30 × 30 mm2, and flow 500 cm3/min. Universal Press Machine for compressive and flexural test, according to IRAM 1546-1622 normative, maximum load of 30 ton, speed 0.5 MPa/s, registering the maximum sustained load for each specimen. IRAM is the Argentine Institute of Materials Rationalization. Tensile testing machine: For tensile test according to ASTM D638-14 (Instron Series 5900) performed at INTI (National Institute of Industrial Technology of Argentine).
Physical analysis
The macroscopic morphological description of the specimens was performed by CEVE’s laboratory image method. Images were obtained with a stereo zoom microscope equipment (Arcano XTJ5400D, 20× to 40×) with a Motic Cam 1.3MP digital photo camera. The pictures were digitally processed to obtain a binary image. Finally, contrast tests were determined with software tools (ImageJ 1.49i program). Microscopic analysis was carried out by scanning electron microscope (SEM; Carl Zeiss Sigma) and the material fine structure was analyzed. The mapping atomic percentage of carbon (C) and oxygen (O) determined by energy-dispersive X-ray spectroscopy.
Results and discussion
Exploratory research
Different ratios of PET/PE blends were extruded, analyzing its fluidity by the extrusion time of the materials (Table 1).
Extrusion times of composite blends at three heating zone temperatures (225°C, 235°C, and 245°C).
PE: polyethylene; PET: polyethylene terephthalate.
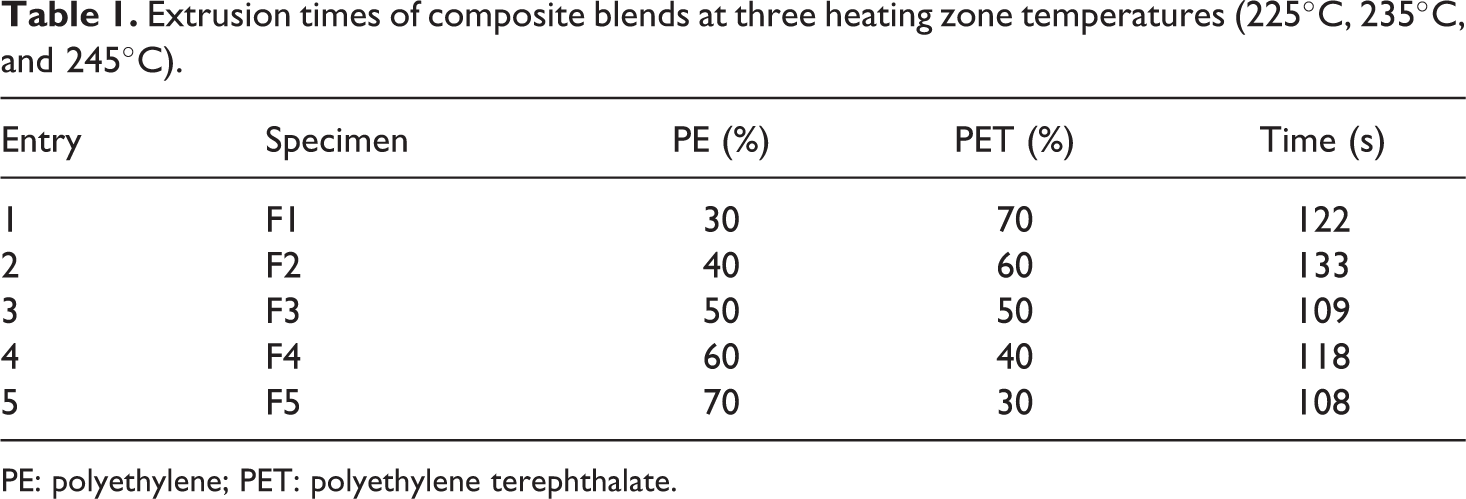
As tabulated in Table 1, the higher PET ratio in blends raises the extrusion time. This fact is an expected behavior considering that PET has higher viscosity than PE; for this reason, viscosity is reduced using PE. 13 Also as shown in Figure 1, the composite blend material is a heterogeneous mix, composed of PE layers and a variable quantity of PET fibers organized in two phases, an expectable effect for this kind of polymer blends, which was described as a microfibrillar CM 15 or two immiscible polymer layers.
(a) Molded blend after extrusion and (b) ×2 magnification, zoom to fibers ×4 magnification.
Extrusion temperature at three heating zones was set up to 225°C, 235°C, and 245°C according to PET required processing conditions, to minimize degradation processes and incorporate the polymer, as the reinforcing phase.5,21 In that temperature range, melted PE which has low viscosity is distributed homogeneously and it can be considered as a continuous phase. In addition, during the extrusion, PE flows outside in contact to the mold walls, allowing a better blend flow.
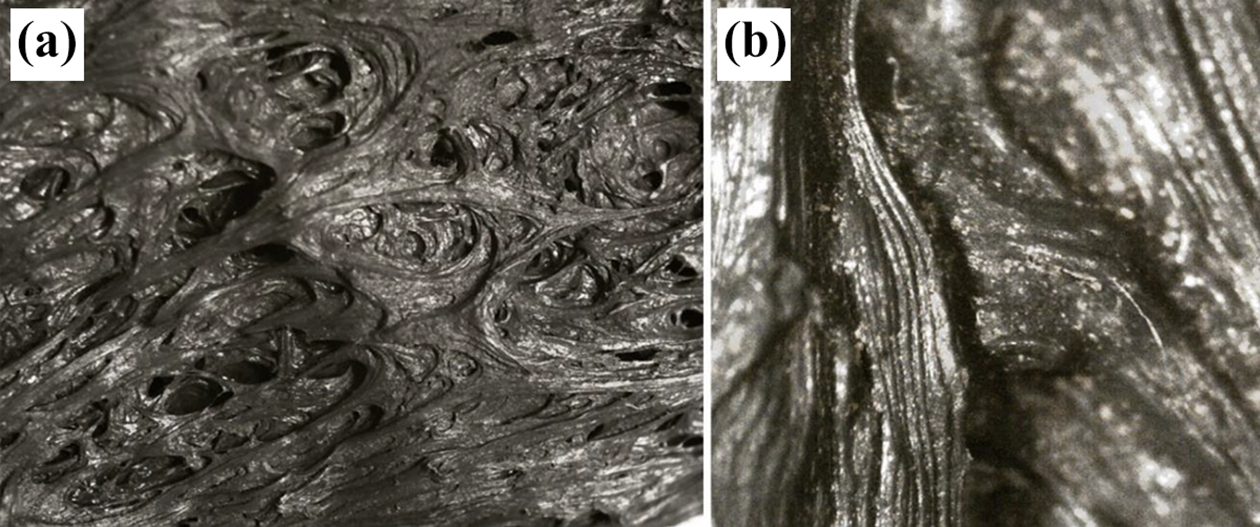
The material structure is closely related to the extrusion temperature, so different processing temperature sets were used to evaluate its effects in compressive strength. It was observed that temperatures between 220°C and 245°C allow a correct miscibility of the materials in the CM, with higher results with higher processing temperature. Compression strength is considerably reduced as can be seen in the chart in Figure 2.
Compression strength versus extrusion temperature of F3 blend.
Compression strength values were analyzed using square-shaped specimens of 40 × 40 × 160 mm3 dimensions, molded by extrusion/injection method, according to IRAM 1622 normative.
It can be affirmed that the relation between the strength of blends and the extrusion temperature up to 245°C is practically of a linear type. Above 245°C, the degradation of polymers, probably PET, determines a significant decay of the values obtained. For temperatures greater than 260°C, the behavior remains almost constant, with a significant reduction. This is in agreement with the findings of other authors. 22
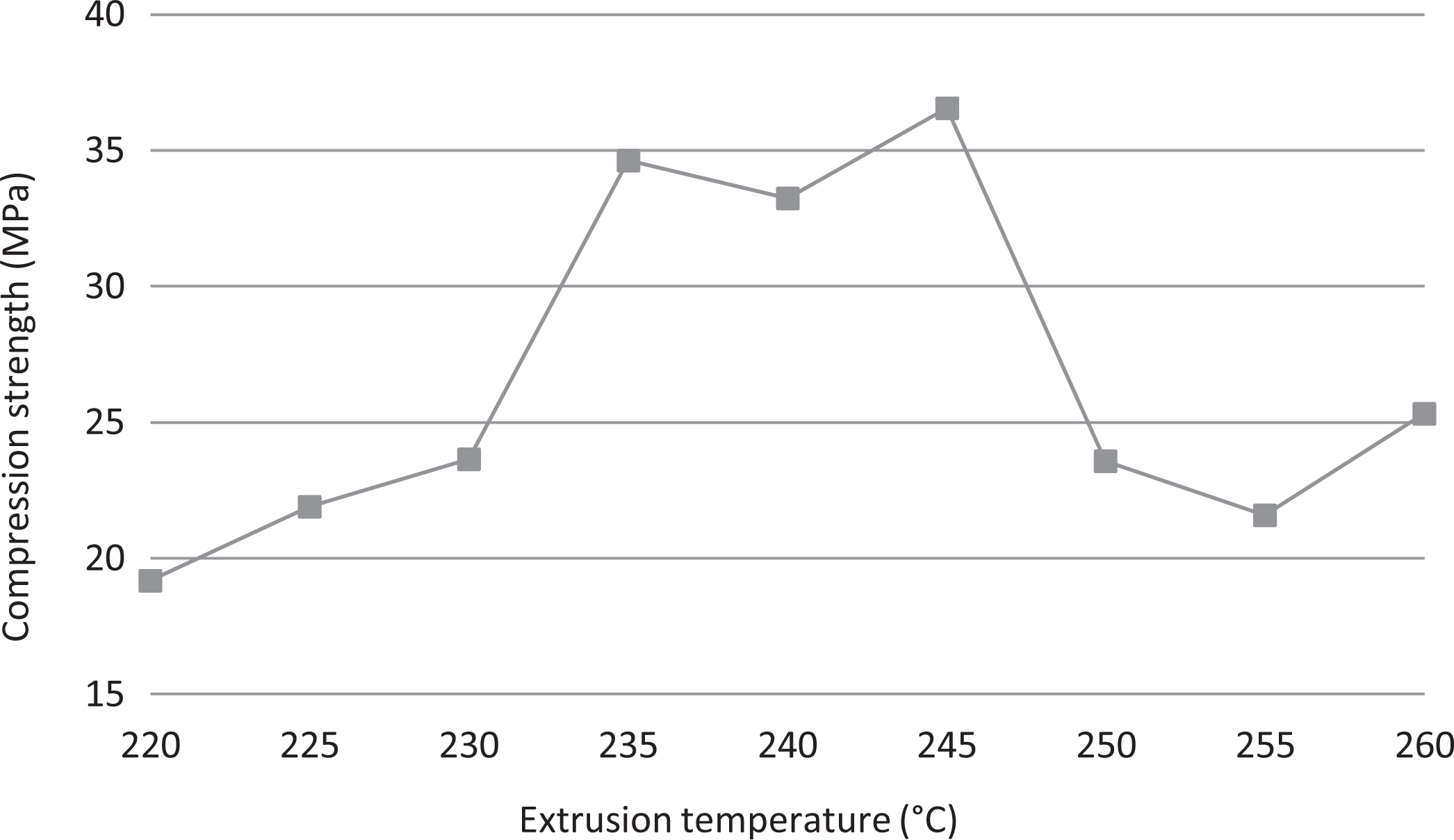
That relation between the processing temperature and the compression strength can be related to what is observed, in images of extruded specimens in different temperature sets. In Figure 3, it is shown that the morphology of number of totally melted PET flakes (a solid heterogeneous mix) with extrusion temperature set up to 225°C. Above 245°C, the complete mix of the blend was achieved and the material is homogeneous. That temperature limit was taken as a reference to extrusion specimens molding to achieve a complete mixing without complete melting of PET, but in a mild condition. With a lower temperature a homogeneous material can be obtained, reducing degradation effects.
Composites obtained by processing the temperature set up between (a) 195/225°C and (b) 225/245°C. Digital images ×4 zoom.
The image analysis also contributes to the conclusion that although the PET plastic degradation temperature is normally above 380°C, from 260°C some degradation processes take place in the material. 23
Morphological characterization
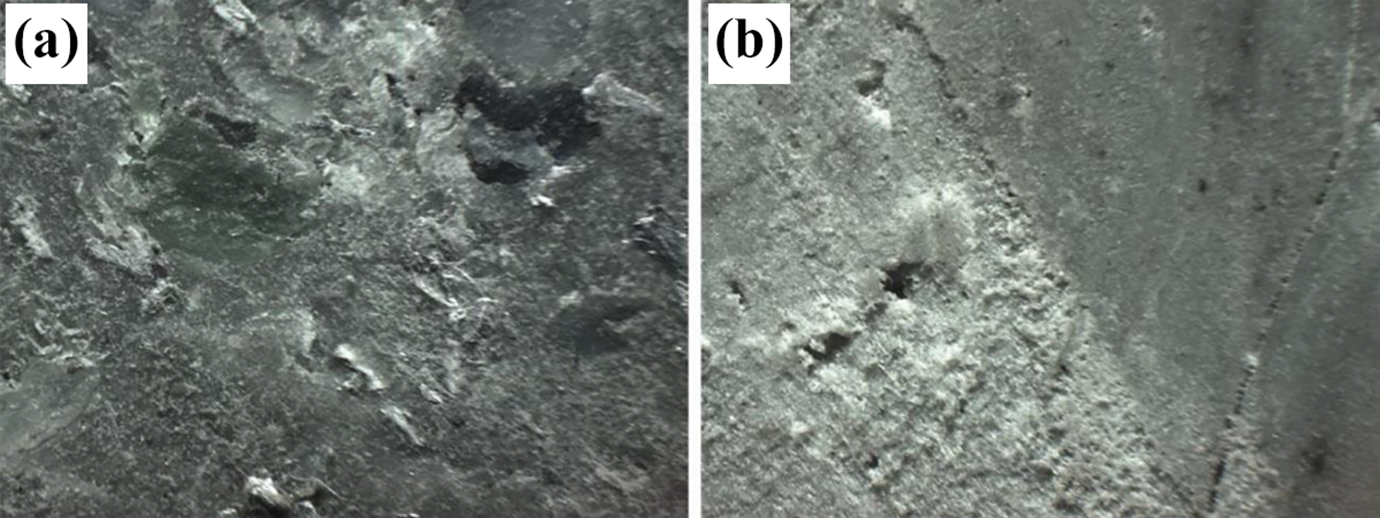
Morphological characterization through SEM images allows to study its structural organization and composition. The internal structure of the composite can be seen in Figure 4.
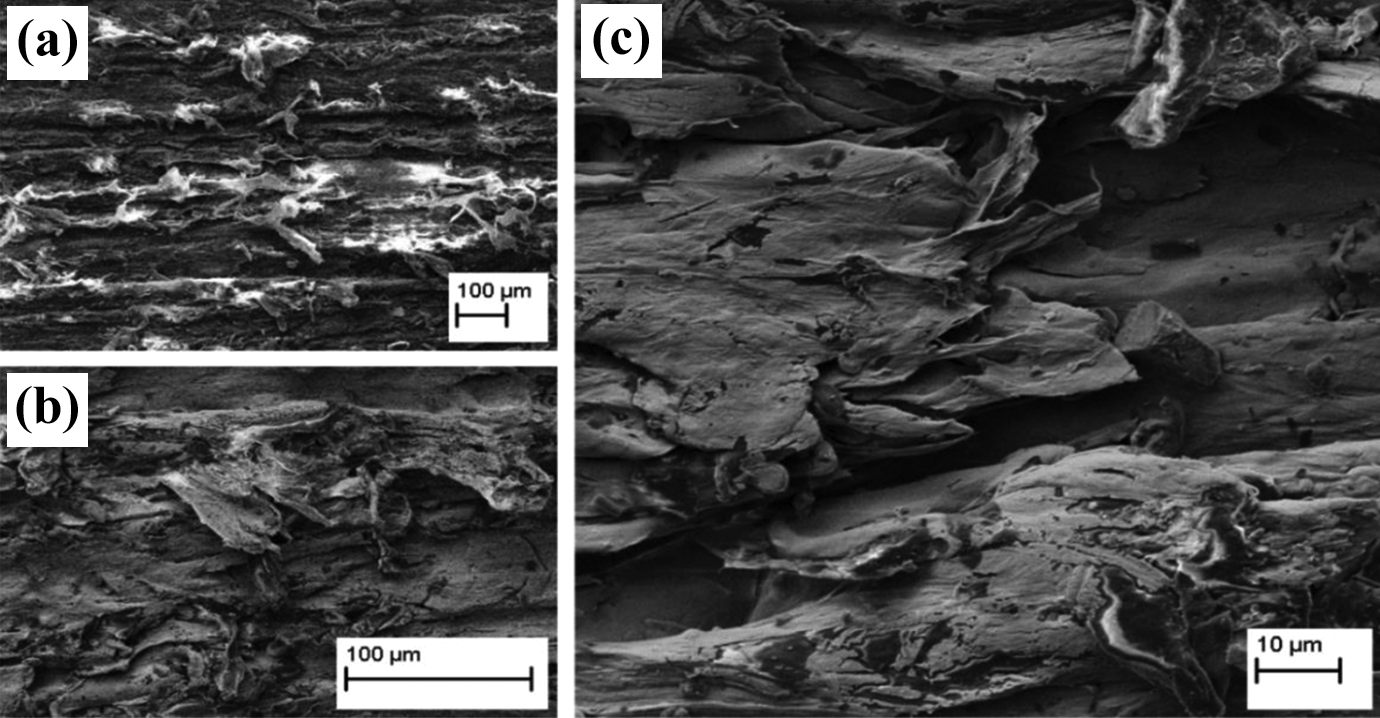
SEM micrograph of CM internal structure: general view ((a) and (b)) and zoom to a layer (c).
The material has two different phases with a layered structure. Also that effect is produced from the central section to the outside, and a lamination effect in those two geometrical directions happens. Although in polymers production this effect could result in a reduced mechanical strength, in construction components the flexibility of materials could be a desired characteristic.
Materials with a reduced resistance but sufficient flexible behavior are often applied, for instance, for wood replacing. 24 . That is the case of many plastic or plastic composites used in construction and building components. In addition, plastics have been used in construction in the past few years as a good material for windows profiles production, reliable for its impermeability, sufficient mechanical resistance, and no maintenance needed.
According to the morphology observed, it can be expected a more flexible behavior, diminishing the fragility at break, in comparison with virgin PET. Also, differential compression strength tests made in perpendicular or parallel to the injection direction is expectable, an anisotropic behavior.
Thermogravimetric analysis (TGA) and differential scanning calorimetry showed PE and PET blends thermal behavior. The PE melting point is observed in the range of 115°C–124°C, while the PET melting point is detected in the range of 250°C–260°C. Above 300°C, there is a great decay in blend flowing and at 400°C its degradation starts. These data are in agreement with the material behavior in extrusion process, as seen in Figure 5, where below 220°C fragments of unmelted plastic are detected. After 240°C, this observation disappears, indicating that this range of temperature could be an adequate processing temperature for extrusion.
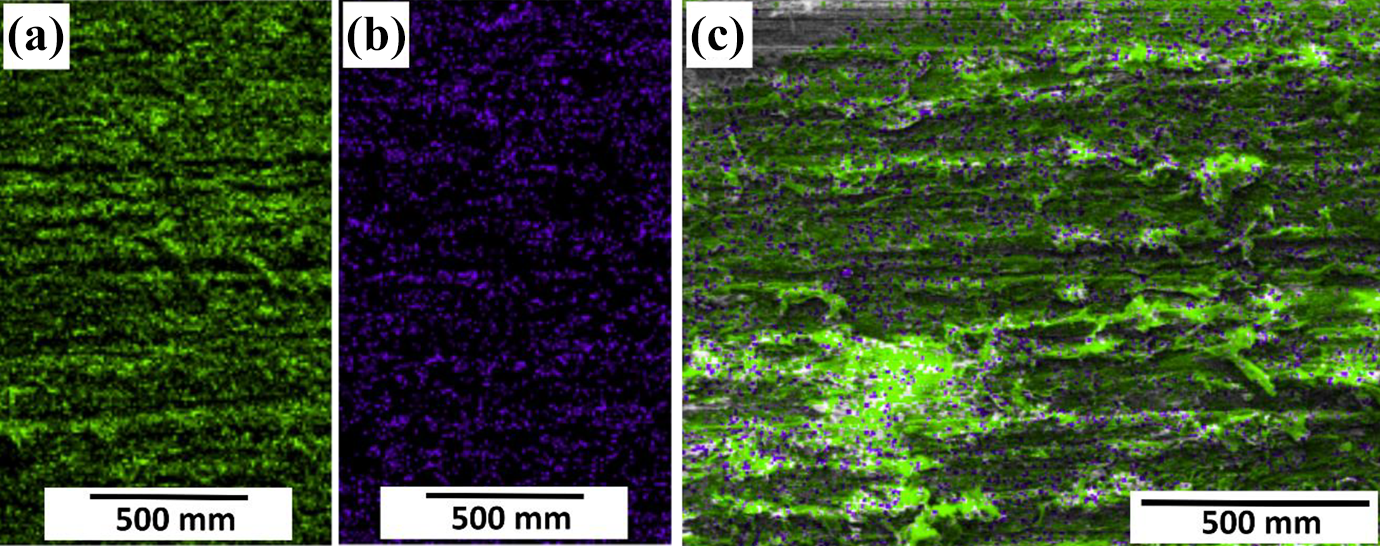
SEM micrograph with colored elements mapping: (a) green color for C containing plastic fragments, (b) purple color for O containing polymer fragments, and (c) segregation of PET fragments from PE, PET has both C and O atoms, while PE lacks O atoms.
The composition of specimens was filtered by colored elements mapping employing SEM analysis. Green color was assigned to C containing plastic fragments in the image, and purple for O containing polymer fragments. This strategy allows to segregate PET fragments from PE, since it contains C and O atoms in its chemical structure, while PE chemical structure lacks of O atoms, as can be seen in Figure 5. The composite has fibril structure, with certain PET clusters in a continuous phase of PE, forming two polymer blends or CM.
Compressive strength
Compression strength test was performed using cylinder-shaped specimens of 50 mm of diameter and 150 mm of length, molded by extrusion/injection method at 225°C, 235°C, and 245°C, according to IRAM 1546 normative.
As shown in the “Morphological characterization” section, the CM has two immiscible phases with an orientated distribution, so an anisotropic behavior can be expected. For that reason, compressive tests were performed, both in parallel and perpendicular to the extrusion direction as presented in Table 2.
Parallel and perpendicular to the fiber compressive strength.
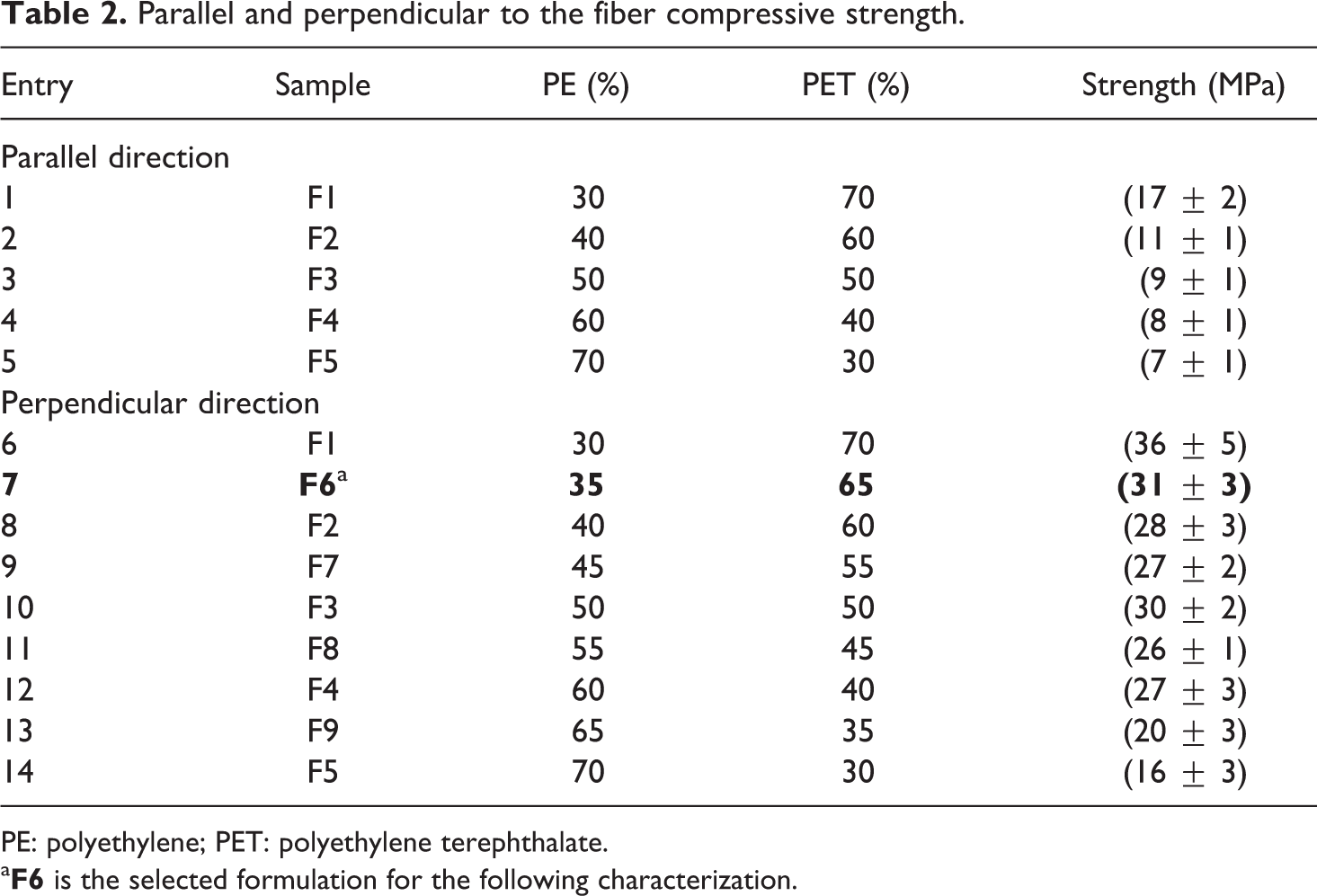
PE: polyethylene; PET: polyethylene terephthalate.
a
Enough compression strength was observed in the tests, and it was 50% higher when the test was made perpendicular to the extrusion direction. This tendency is explained by the material internal structure that was observed in the characterization images obtained by SEM. As observed in the exploratory work, the addition of PE above 40% results in a significant drop of the resistance values in both directions.
Obtaining an averaged strength of 30–20 MPa in the perpendicular direction to the extrusion, combined with its low weight and fiber structure, compares the CM with softwoods used in the construction. 25 In addition, the properties are sufficient to achieve minimum levels of compression strength, which complied with the applicable regulations for nonstructural materials. 26
Other observed behavior was the different kind of break of specimens, brittle or elastic depending on the PE ratio of blends. Figure 6 shows the different behavior between high PET ratio blends of 70% and high PE ratio blends of 70%. High PET ratio blends with higher resistance present brittle behavior, while high PE ratio blends on the other hand with a ductile behavior show a decline in resistance. Otherwise the blend presented as F6 had a ductile behavior but with considerably high compression strength, for this reason, these specimens were selected for further analyses.
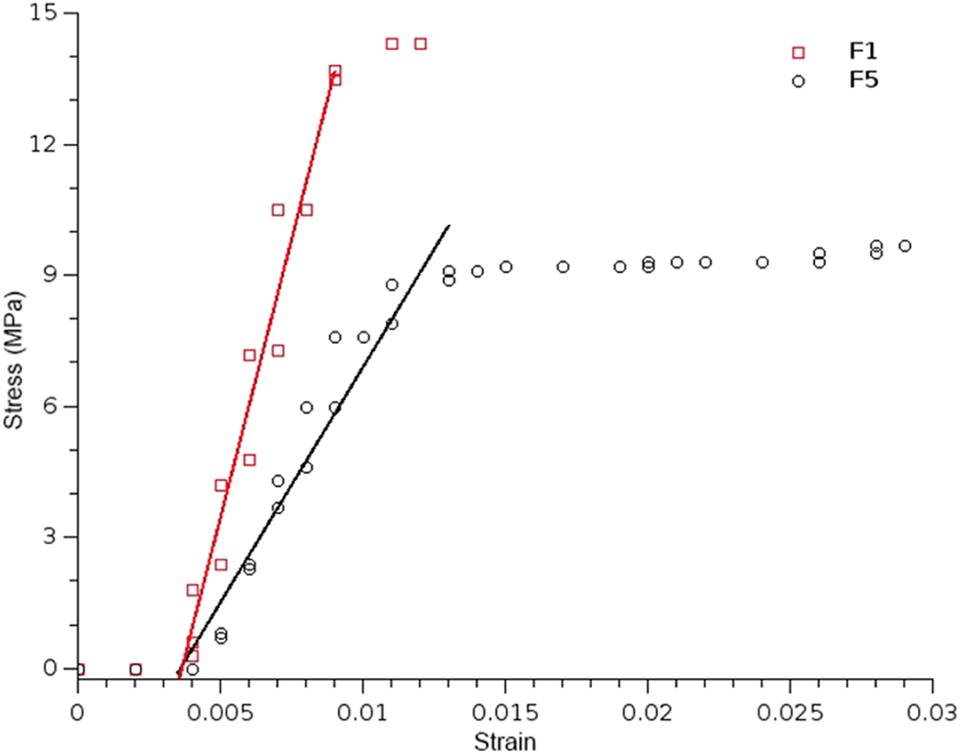
Comparative fragile (red) and ductile (black) specimen behavior F1–F5.
Also taking into account the effect of fragility associated with extrusion temperature, it is possible to define optimum extrusion/injection working temperature of 245°C for this strength condition. Not so distant from other temperature values already analyzed. By comparison of parameters of extrusion/injections made until today, we could analyze the process reliability using density values of molded samples (Figure 7).
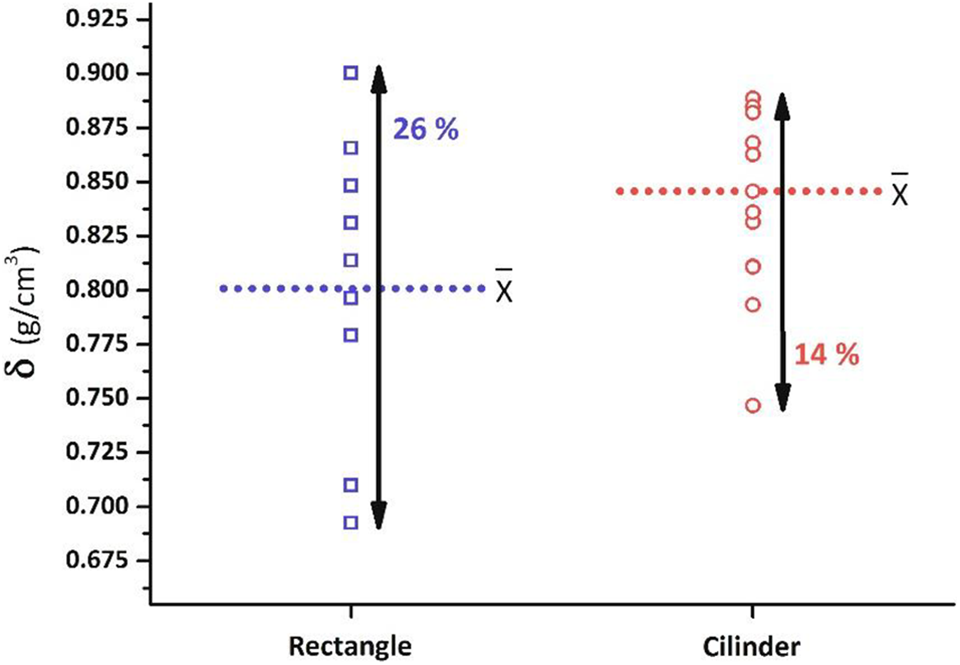
Density of rectangle-shaped (blue) and cylinder-shaped (red) specimens, average and percentile dispersion.
Density values were obtained from 0.68 to 0.89 g/cm3, showing a more variable group of values in cylinder-shaped specimens than in square-shaped ones, probably due to the air contained in the material. This method also yields lower values than the extrusion/molding plate, probably due to no completely solid pieces with air contained, as shown in Figure 8, compared to the other molding systems with the extrusion/molding for square specimens, produced at 3 ton strength, density was ρ = 1.11 g/cm3, obtained from sixfold measurement average.
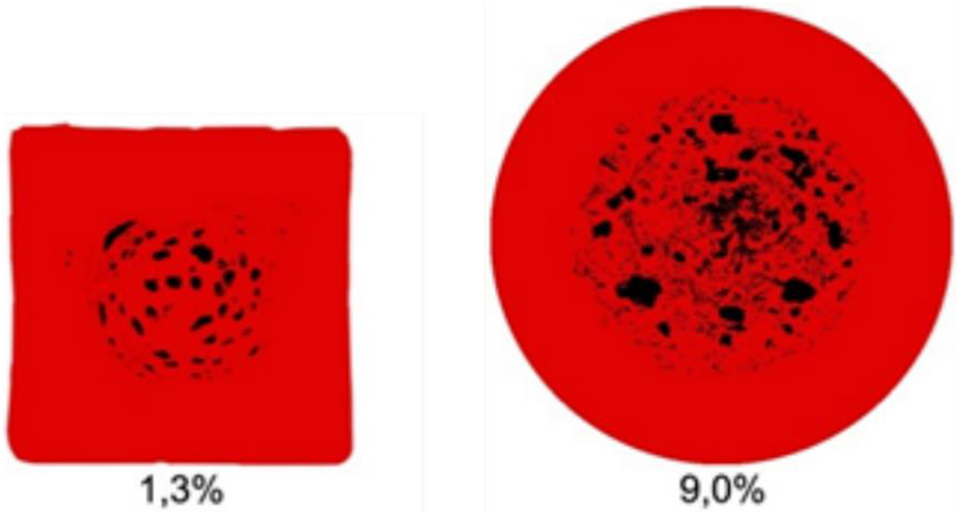
Percent of air contained in specimens.
Despite values that could show a decline in mechanical resistance, the extrusion/injection method seems to be an adequate technique to produce uniform and well-molded pieces. Its versatility is a significant advantage over other techniques for other morphological-type pieces that can be molded. Also air-containing state shown in Figure 8 could potentially present interesting thermal conductivity behavior. The thermal conductivity of stagnant air is very low. This effect was not considered in the discussion of the present work, but it will be analyzed for future reports.
Flexural strength
The CM shows good results of flexural strength with values over 20 MPa of averaged values. This is an important condition to achieve, especially for windows construction components production, because the flexion strength is the most common condition of the material. Obtained values are tabulated in Table 3.
Flexural strength values.
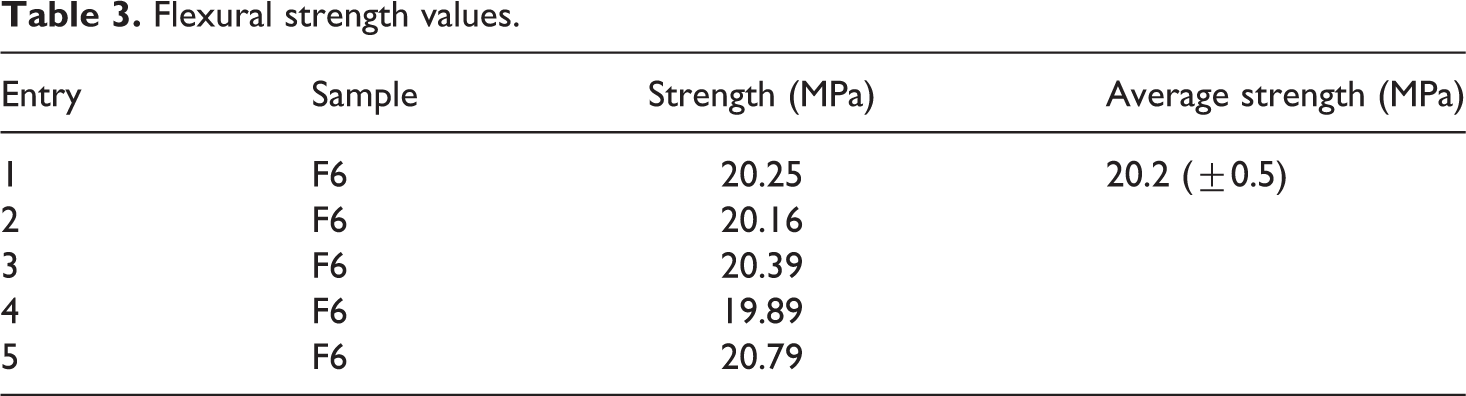
The focus of the research was to develop a simple technology without an addition of virgin materials for primary recyclers. Values around 20 MPa are enough for materials of nonbearing construction components. For values requested by CIRSOC normative 26 of 5 MPa and 20 MPa for masonry and concrete, respectively. CIRSOC is the National Safety Regulations for Civil Works Research Center.
Tensile strength
Tensile analysis is probably one of the more critical tests that can be performed on recycled plastics, due to the impact of degradation processes in that material performance. The used specimens were molded with two different processes, extrusion/injection, obtaining bars of 20 × 20 × 200 mm3 and extrusion/molding according to ASTM D638-14 normative specimens, as shown in Figure 9. ASTM is the American Society for Testing and Materials.

Analyzed specimens: extruded bars (a) and type ASTM D638-14 normative (b).
Even though the resistance declines from virgin plastics it can be expected, results were promising, reaching 14 MPa, almost 60% of those values. Studies by De Moura 27 inform the values of tensile strength between 24 and 30 MPa. Those values were achieved employing much more complex processing of the recycled materials and with fewer levels of PE addition. For that reason, it can be subtended that values obtained in this research work are acceptable.
In the construction field, compressive and flexural are the main forces which they are subjected to. Therefore, sufficient performance for compressive and flexural tests, with a reduction in tensile, could be promising results.
Values presented in Table 4 showed a sufficient tensile strength, with high elastic modulus. This behavior and also a reduction of elongation at break was expected as reported by Navarro et al. 28 It is also determined that the elongation at break, in this type of CM, is reduced by the fragility of recycled PET plastic. 29
Tensile strength of extruded bars and ASTM D638-14 type specimens of F6 formulation.
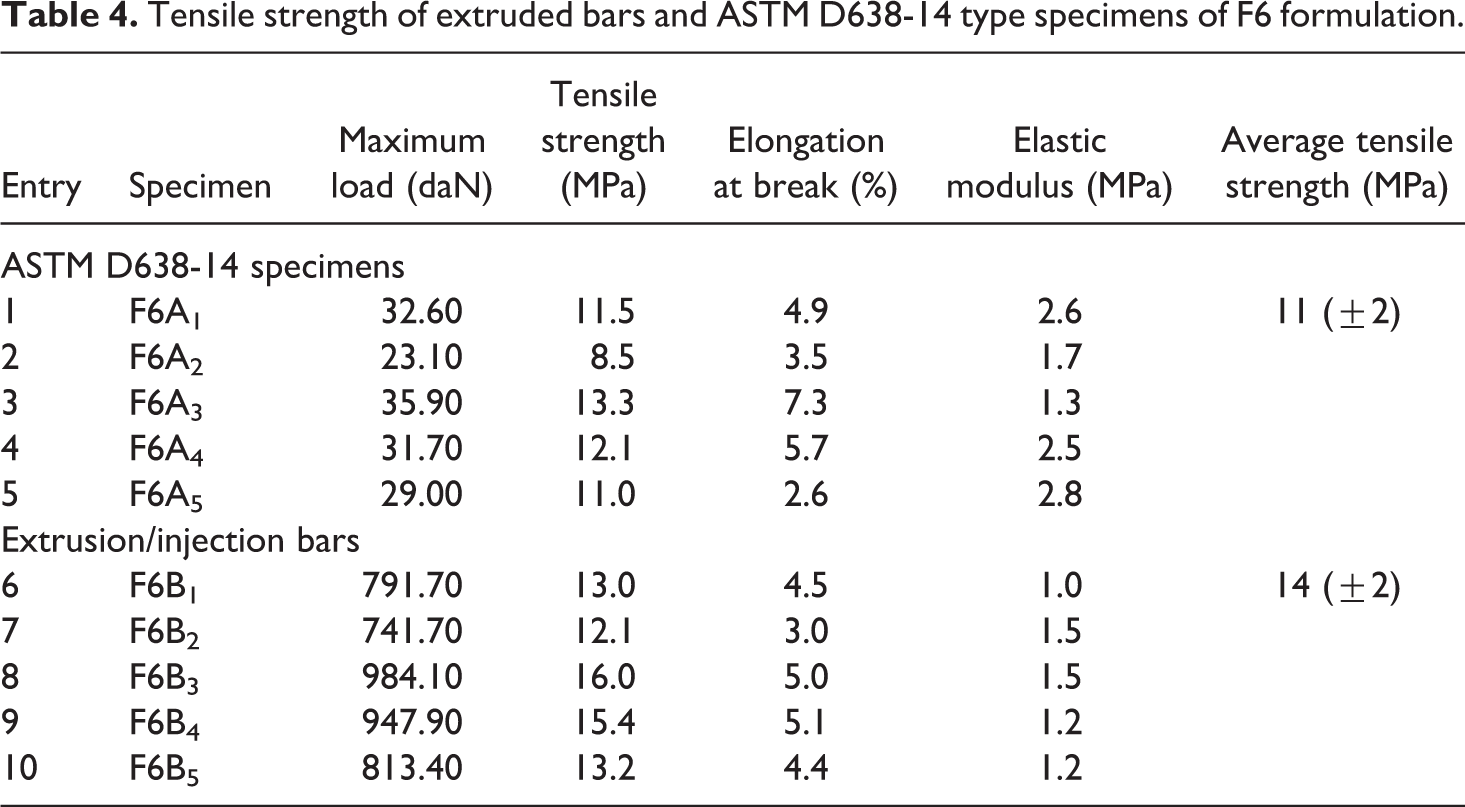
The amount of PE ratio on the developed blends reduces elastic modulus and produces a notorious decay of elongation at break. This effect could be considered as negative, but it is not critical in our opinion, even though it would be analyzed by further research studies.
Conclusions
A new technology to produce a novel CM based on two recycled plastics (PE/PET) with high availability was developed. The proposed procedure is simple to apply and low cost demanding. Main physical and mechanical properties were studied, and an acceptable decrease in compressive strength was found.
The components manufactured with this plastic composite complied with the regulations for nonstructural materials based on CIRSOC normative. And its use for the substitution of other raw or non-ecological materials is considered a possible future application.
Further studies about the thermal behavior and fire resistance properties must be carried out to establish the potential of these composites in the production of window frames.
Footnotes
Acknowledgements
The authors would like to thank the Experimental Center for Economical Housing (CEVE), Center for Research, Development and Transfer of Materials and Quality (CINTEMAC), and the National Council of Scientific and Technological Research (CONICET). JGL gratefully acknowledges the receipt of a fellowship from CONICET.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.