
Abstract
Adhesion of composite pavement plays a significant role in the durability and maintenance of this type of pavement. The present research aims to assess the bonding and fatigue performance of rigid–flexible composite pavements through laboratory testing at different tack coat application rates. Three types of modified bitumen, crumb rubber-modified bitumen containing hydrated lime (CR/HL), crumb rubber-modified bitumen containing natural zeolite (CR/NZ), and crumb rubber-modified bitumen (CRMB), were selected as the tack coat. Shear fatigue and direct shear tests were utilized to assess the bonding properties of tack coats. The study also examines the behavior of modified bitumen by examining its viscosity, rheological properties, and performance grade. The results show that CR/NZ exhibits better performance in rheological behavior and at various temperatures compared to CR/HL and CRMB. Also, depending on the type of tack coat, shear strength tests show a range of 0.6–0.9 l m−2 as the optimal tack coat dosage. Finally, based on the optimal tack coat, shear strength ratings for various bitumen types may be classified as CRMB < CR/HL < CR/NZ.
Keywords
Introduction
In recent years, the use of concrete pavement as a base underlying a flexible asphalt layer has become popular. The rigid concrete base can largely meet the bearing capacity of the pavement structure, while the asphalt pavement can reduce thermal stresses and stresses caused by loading.1,2 Composite pavements have numerous advantages such as long service life, low maintenance requirements, and increased driving quality. Since the ideal function of a composite pavement can be observed only if all the pavements are monolithic to one another, 3 the interconnection between layers should be so strong that separation due to pavement stresses could not happen. It is well known that weak adhesion between pavement layers can lead to several problems. In this regard, slippage cracking, the most common problem, is the result of weak adhesion between pavement layers that can occur either from wheel movement at the intersection of asphalt pavement’s surface or from extreme horizontal forces (braking) exertion.4–6 Other causes of this type of problem include top-down cracking, early fatigue, insufficient compaction, and many other types of failure related to weak adhesion between layers. 7 Roffe and Chaignon assessed bonding properties between two layers using numerical methods by different adhesion values ranging from no adhesion at all to complete adhesion. They concluded that when there was no adhesion between pavement layers, service life decreased from 20 years to 7 years. 8 However, Collop et al. reported better results in the case of not applying a tack coat. 9 Canestrari et al. studied segregation occurring in multilayered pavements and found that the amount of tack coat between the layers and the type of bitumen utilized either on the surface or the interlayer of a rigid–flexible composite pavement were two factors that could lead to layer segregation. 10 Other factors studied by several researchers that might influence the performance of composite pavement include tack coat, temperature, mixture type, optimal tack coat dosage, appropriate treatment time, and surface characteristics.1,7,11–13 Hu et al. investigated the effects of tack coat type and temperature on the shear properties of the asphalt pavement interface. The results showed that the shear strength at the interface gradually decreases with increasing temperature. They also concluded that brittleness at low temperatures, fluidity at intermediate temperatures, and viscosity at high temperatures had the most significant effects on the shear properties of the asphalt pavement interface. 14 Huang et al. studied the effects of surface characteristics and different types of tack coats and reported that, for the optimal tack coat dosage, the shear strength reaches its maximum value and then decreases. The study also showed that in steel bridge deck pavement using epoxy bitumen as the tack coat resulted in the best adhesive performance. Meanwhile, emulsion bitumen or asphalt rubber achieved suitable performance in concrete pavement. 15 Sheng et al. used four types of tack coats including ordinary bitumen with penetrations of 50 and 70, crumb rubber-modified bitumen (CRMB), and styrene butadiene styrene (SBS) polymer-modified bitumen. According to their results, SBS polymer-modified bitumen and CRMB were ideal for use in the interlayer. Furthermore, other factors including fatigue resistance, viscosity, and performance at high temperatures were evaluated for appropriateness, and the optimum amount for SBS polymer-modified bitumen was stated to be 1.4 (Kg m−2). 2 Isailović and Wistuba studied adhesion properties of asphalt pavement interface layers under monotonic and cyclic shear tests. They found that shear strength due to the monotonic shear test could only be used as a roughness index for interface adhesion performance in the long term because differences in adhesive types could not be identified. The cyclic shear fatigue test can be used for determining interface fatigue because it differentiates well between tack coat materials. 16 Song et al. indicated the effects of mixture type of underlying layer, temperature, and tack coat application rate on the interface shear strength. The results showed that at intermediate temperatures, the tack coat application rate played a significant role in determining shear strength. In comparison, at intermediate to high temperatures, surface texture depth had a significant effect on shear strength. Finally, the effect underlying layer texture depth on the shear strength is influenced by tack coat rate. 17
Crumb rubber (CR) as an asphalt binder modifier has been used during the last decades. 18 The researchers have indicated that adding CR to asphalt binder can enhance its performance.19,20 CRMB improves the mechanical performance of pavement through reducing the fatigue crack. 21 In this regard, Wang et al. investigated the fatigue performance of bitumen modified with CR and warm mix additives. They concluded that the mixture of asphalt rubber with warm mix asphalt (WMA) additives had very good long-term fatigue performance. 22 Also, Kavussi et al. examined modified bitumen containing CR and sulfur. The results showed that bitumen containing CR and sulfur increased the fatigue life by up to 70% and led to an increase in the freeze–thaw cycles. 21 Various studies have shown that CRMB used as a tack coat can generate good performance,2,15 and in recent years using mineral additives such as natural zeolite (NZ) and hydrated lime (HL) has become a common method for enhancing mechanical properties of asphalt mixtures. Availability, reasonable cost, and easy mixing with asphalt binders and mixtures are the most important reasons for using HL and NZ. Also, HL can improve fatigue cracking resistance of asphalt concrete at low temperatures. 23 Further, Moon et al. concluded that adding HL to asphalt binder resulted in an increase in rutting parameter. 24 Sengul et al. reported that an increase in HL content from 2% to 6% leads to an increase in rutting resistance in asphalt mixture. 25 The amount of water in the NZ composition and its possible release at approximately 85°C is a significant feature of NZ. In fact, this increases the number of air bubbles in asphalt binder and thus reduces asphalt binder viscosity. 26 Moreover, NZ contains 18–21% water by mass and creates a very thin water film when added to the asphalt binder, therefore existing water in the NZ evaporates and the asphalt binder volume and thus it could be expanded, improving asphalt mixture workability.26,27 Topal et al. used natural and synthetic zeolites in asphalt mixtures. The results demonstrated that adding synthetic zeolite to asphalt mixture leads to a 0.44% reduction in optimum asphalt content. Natural and synthetic zeolite can also increase resistance to cyclic loading. In fact, resistance to permanent deformation is enhanced by the addition of zeolite due to increased stiffness of the asphalt binder. 26
The purpose of this study is to measure and compare various factors leading to the achievement of the maximum shear strength between reinforced concrete pavement and asphalt overlay. For this purpose, bitumen containing CR, HL, and NZ was used as the tack coat at five application rates. Moreover, the temperature sweep and viscosity of modified bitumen in the tack coat were investigated by performing the Superpave tests such that to determine the rheology of modified bitumen. Finally, shear strength tests were performed using direct shear and shear fatigue tests on cylindrical specimens.
Methodology
Experimental program
In the present study, we investigate the effects of different tack coats, including CRMB, crumb rubber–hydrated lime (CR/HL), and crumb rubber–natural zeolite (CR/NZ), on the durability and maintenance of composite pavements. For this purpose, shear fatigue and direct shear tests were conducted using application rates of 0.3, 0.6, 0.9, 1.2, and 1.5 l m−2. In addition to CR, HL with 1, 3, and 5 wt% of the asphaltic mixture and NZ with 3, 5, and 7 wt% of the bitumen were used as variables. CR content was assumed to be constant through the tests. Performance grade, high-temperature properties, and viscosity of the three modified bitumen were tested in a series of experiments to evaluate their performance. The reported results are the average of two replicates when the difference between them was less than 15%; otherwise, a third experiment was conducted.
Materials
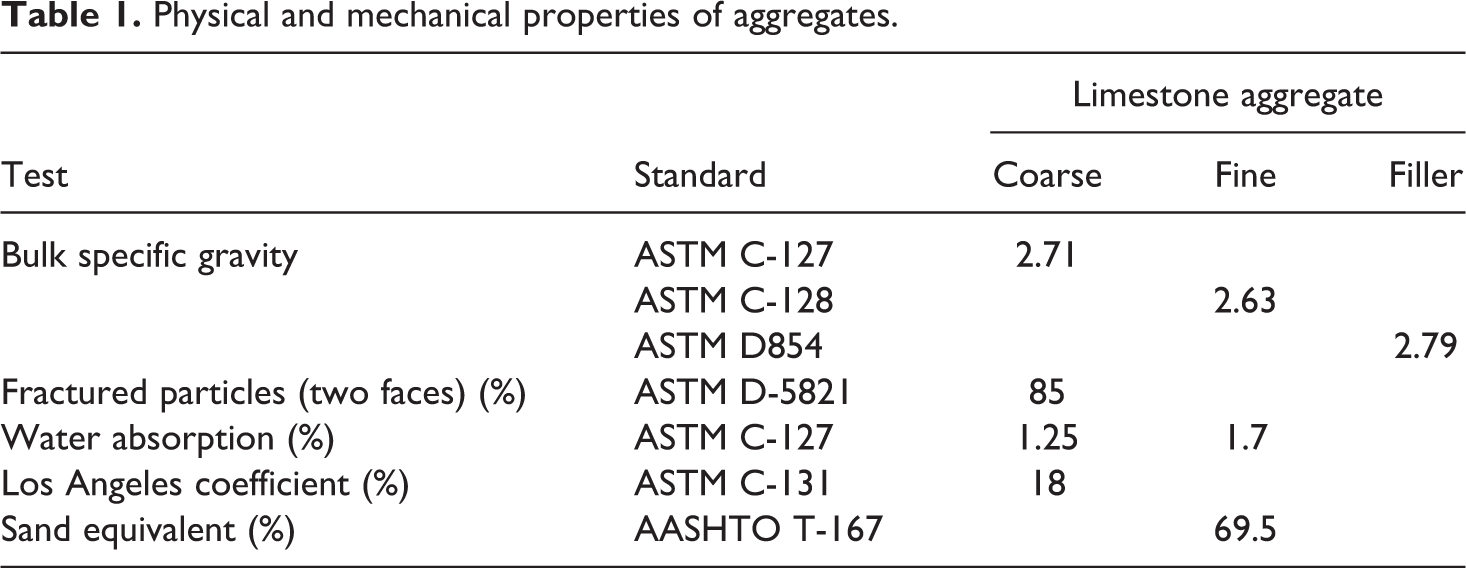
In this study, a PG 64-16 asphalt binder (provided by Akam Bitumen Co., Qom, Iran) was used to prepare the required laboratory specimens. In addition, siliceous aggregates with continuous gradation type 5 based on flexible pavement design manual of Iran 28 made up the overlay layer. The physical and mechanical properties of aggregates are given in Table 1. Othman used 3% of HL by weight of asphalt mixture and 15% of CR to modify the binder. 29 Therefore, the added HL contents in this research were equal to 1%, 3%, and 5% by weight of mixture. Sengoz et al. reported that 4–6% NZ (by weight of the binder) can be used as a modifier. 27 Additionally, according to the previous research conducted by PQ Corporation, the selected amount of NZ was equal to 5%. 30 In this regard, the utilized NZ content ranges from 3% to 7% by weight of the binder (incremented by 2%). The chemical composition tests on HL and NZ were performed and shown in Table 2. The CR was manufactured from waste tires by a grinding process at ambient temperature, which its particle size passes from 30-mesh (0.6 mm). The amount of added CR was considered to be 15% by weight of the asphalt binder.31,32 Asphalt binder was mixed firstly with 15% CR for 45 min using a high-speed shear mixer at a rate of 5000 r min−1. Then, HL and NZ added to CRMB both during 15 min at the same mix rating. It should be mentioned that the mixing temperatures of CR/HL- and CR/NZ-modified binders were 170 ± 5°C. The reaction time was considered to be high due to the specific surface area of materials and the irregular shapes of the CR particles.
Physical and mechanical properties of aggregates.
Chemical composition of HL and NZ.
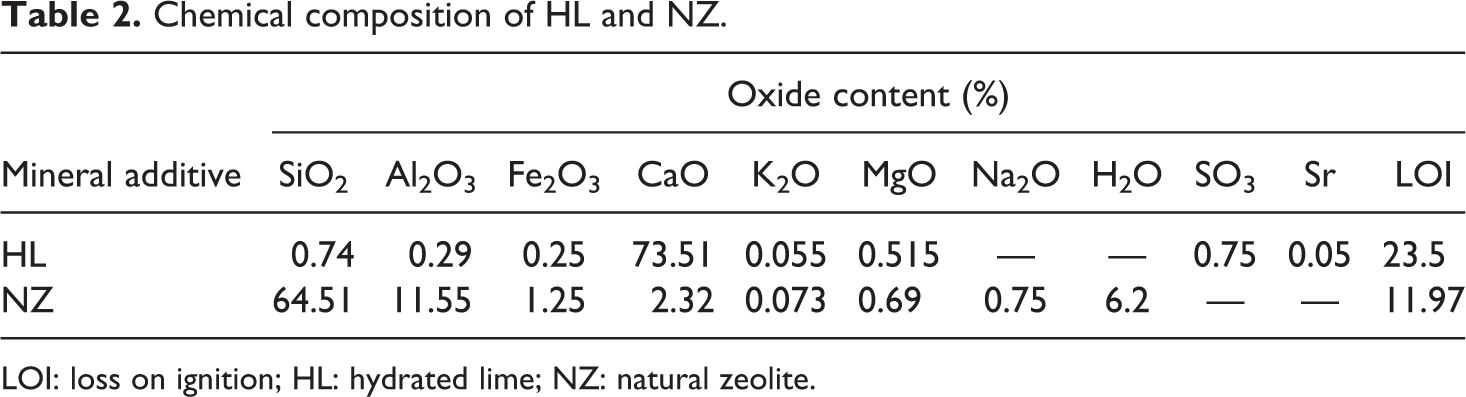
LOI: loss on ignition; HL: hydrated lime; NZ: natural zeolite.
Specimen preparation
Marshall test specimens were designed in compliance with the ASTM D6926 standard. For this purpose, mixing and compaction temperatures are initially determined using the temperature–viscosity curve of the asphalt binder. The specimens are compacted at 135°C with 75 Marshall impacts to the sides of the 102-mm specimens to simulate heavy traffic conditions at 135°C and the optimum asphalt binder content is determined.
Two-layer composite pavement specimens were designed using a special mold with a height and diameter of 120 mm and 100 mm, respectively. In this mold, a concrete specimen with a height of 76.2 mm and a diameter of 100 mm was placed on the lower part. Next, tack coat materials of CRMB (PG 70-16) as the control, and CR/NZ and CR/HL in amounts of 0.3, 0.6, 0.9, 1.2, and 1.5 l m−2 were spread on the interface between the two layers using a brush. The asphalt mixture was then immediately poured on the concrete specimen inside the special mold and the upper layer was tapped by 150 impacts using a Marshall Hammer to reach the required air percentages corresponding to 98% of the Marshall density. 33 Figure 1 shows the construction of a two-layer composite specimen and a view of composite specimens after the opening of the mold.

Preparing composite specimens of concrete and asphaltic pavements.
Test method
Viscosity
The viscosity properties of bitumen were investigated at a relatively high temperature such that to ensure the bitumen pumping capacity in the refinery, the loading station, and the asphalt plant. A rotational viscometer with coaxial cylinders, known as a Brookfield Viscometer, is used in accordance with ASTM D4402 to measure the viscosity of various types of bitumen. According to Superpave viscosity criterion, 3 Pa·s is considered as the maximum allowable viscosity for easy pumping of bitumen at 135°C.
Rheological properties
Both loading time and temperature are effective factors in determining bitumen behavior. For this purpose, a device called dynamic shear rheometer (DSR) is utilized. Regarding the specifications of the Superpave performance grading (PG), a frequency of 1.59 Hz is applied to simulate traffic speed and a strain-controlled mode is applied in the temperature sweep test. The temperature sweep range is 46–88°C in rising steps of 3°C min−1. The shear stress of the complex modulus (G*) is computed from the bitumen resistance to deformation when subjected to repeated shear stress while the phase angle (δ) represents the relative reversibility to irreversible deformation.
Bending beam rheometer
The bending beam rheometer (BBR) test is conducted according to AASHTO T313. This test is used to determine the binder resistance to low-temperature cracking. It should be mentioned that this test is conducted on pressure aging vessel (PAV)-aged binders.
Direct shear and shear fatigue tests of composite specimens
The two-layer specimens were placed in room temperature to be cooled. After 24 h of treatment, they were placed in an environment of 25°C in a direct shear mold device. The interface of a double-layered specimen was carefully arranged in the gap between the specimens and fixed in place. After assuring the correct placing of the specimens, a vertical force was applied at a speed of 50 mm min−1. Figure 2 describes the test device and the procedure. Finally, the device plots the applied force in terms of a fixed-frequency displacement and produces graphs of calculated shear strength.

The test procedure of composite specimen rigid–flexible pavement.
The direct shear fatigue apparatus consists of four semicircular steel rings installed on the Universal Testing Machine device used as the shear force source. Here, the shear force loading and displacements are recorded at a specified frequency during each cycle. During the test, it is tried to ensure that specimen failures occur in the interface between the layers. This test is loaded using a sinusoidal cycle based on a stress control mode and performed at 10 Hz frequency and 25°C on composite specimens. This test is performed in triplicate in a specimen at two stress levels of 0.4 and 0.8 MPa based on the shear strength test of direct shear specimens. 34
Results and discussions
Rotational viscosity test results
Viscosity is a key factor in predicting the performance of bitumen against shear deformation resistance. Increasing the viscosity in the range of SHRP criteria (3 Pa·s) cannot significantly increase the adhesion between the layers, but improves the shear strength of asphalt concrete.35,36 The viscosity of the bitumen specimen was measured with and without additives at temperatures of 100, 135, 160, and 180°C using spindle SP-27 (Figure 3(a) and (b)). The shear rate is considered fixed (68 S−1) and the viscosity graph is plotted to estimate the temperature required for mixing and compaction of the asphalt mixture. As shown in Figure 3, the viscosity of the bitumen either with or without additive is expected to increase as temperature declines through the test. However, bitumen viscosity is increased in all temperatures after adding CR/HL and CR/NZ compared to the control bitumen. It can be seen that the viscosity at 135°C was equal to 2.6, 2.1, and 2.4 Pa·s for CRMB, CR/HL 3%, and CR/NZ 5%, respectively. Increased viscosity of modified asphalt binders leads to better performance and improved adhesion capacity at high temperatures. Because high viscosity diminishes the mixing performance and rigidity of the bitumen, the amounts of HL, NZ, and CR in the modified bitumen should be carefully controlled. Also, the modified bitumen described in this article meets the Superpave viscosity criterion of 3 Pa·s at 135°C and consequently meets the performance and pumping requirements during asphalt mixing. Based on Figure 3, at 150°C the viscosity reduction is at a minimum level and the CR/NZ- and CR/HL-modified bitumen viscosity at 180°C is approximately equal to that of the PG 64-16 asphalt binder.
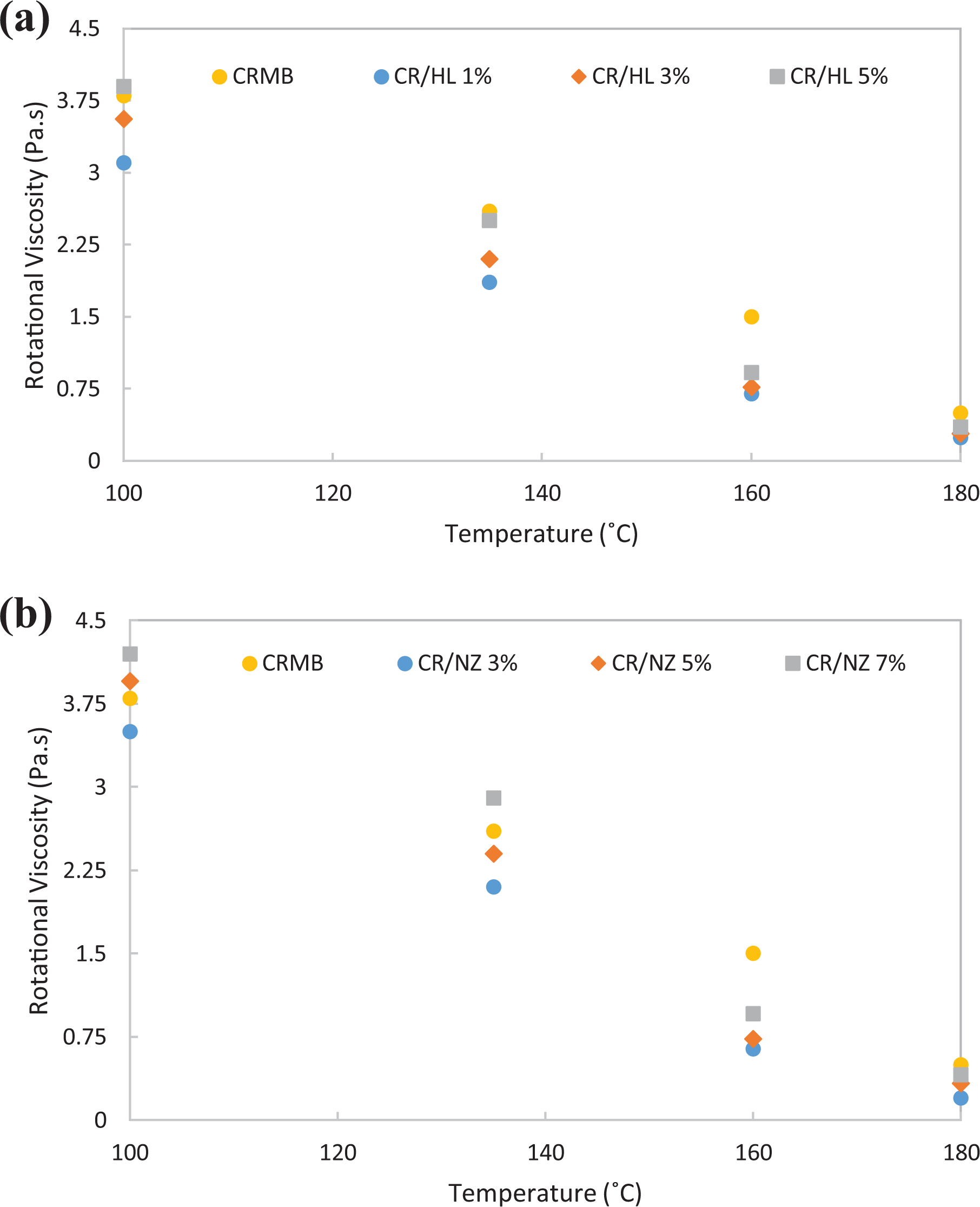
Viscosity versus temperatures for (a) CR/HL-modified bitumen and (b) CR/NZ-modified bitumen.
Three mechanisms are known to increase the viscosity of polymer-modified bitumen: (1) absorption of bituminous oil (lightweight molecules) using polymers, (2) short-term aging of bitumen during the mixing process, and (3) interaction or reaction of polymers with bitumen. 37 The swelling of rubber in bitumen as a diffusion-induced volume expansion process originates from absorbing light fractions of bitumen by rubber particles. 38 The degradation of rubber network may occur after achieving the swelling equilibrium during the high shear mixing at elevated temperatures over time. Rubber network degradation as a chain disentanglement/scission process of the swollen rubber that breaks down the polymer chain bonds or crosslinking bonds consequently could reduce the molecular weight of rubber. 39 The raw material properties such as bitumen microstructure and composition, rubber composition, morphology, and particle size were also reported to greatly impact the interaction process of rubber and bitumen. It can also be pointed out that NZ and HL act as fillers and thus raise the viscosity of bitumen; so, materials with a filler nature increase bitumen viscosity. 40
Results of DSR for modified bitumen
Evaluating the properties of modified bitumen through the temperature sweep test method
Assessment of dynamic shearing rheological characteristics may help understand the bitumen’s viscoelastic response to varying strains or stresses and understand the resistance of bitumen against deformation under loading by defining a dynamic complex modulus. 41 The values of CR/NZ- and CR/HL-modified bitumen complex modulus and their phase angle are shown as functions of temperature and additive percentages in Figures 4 to 7.
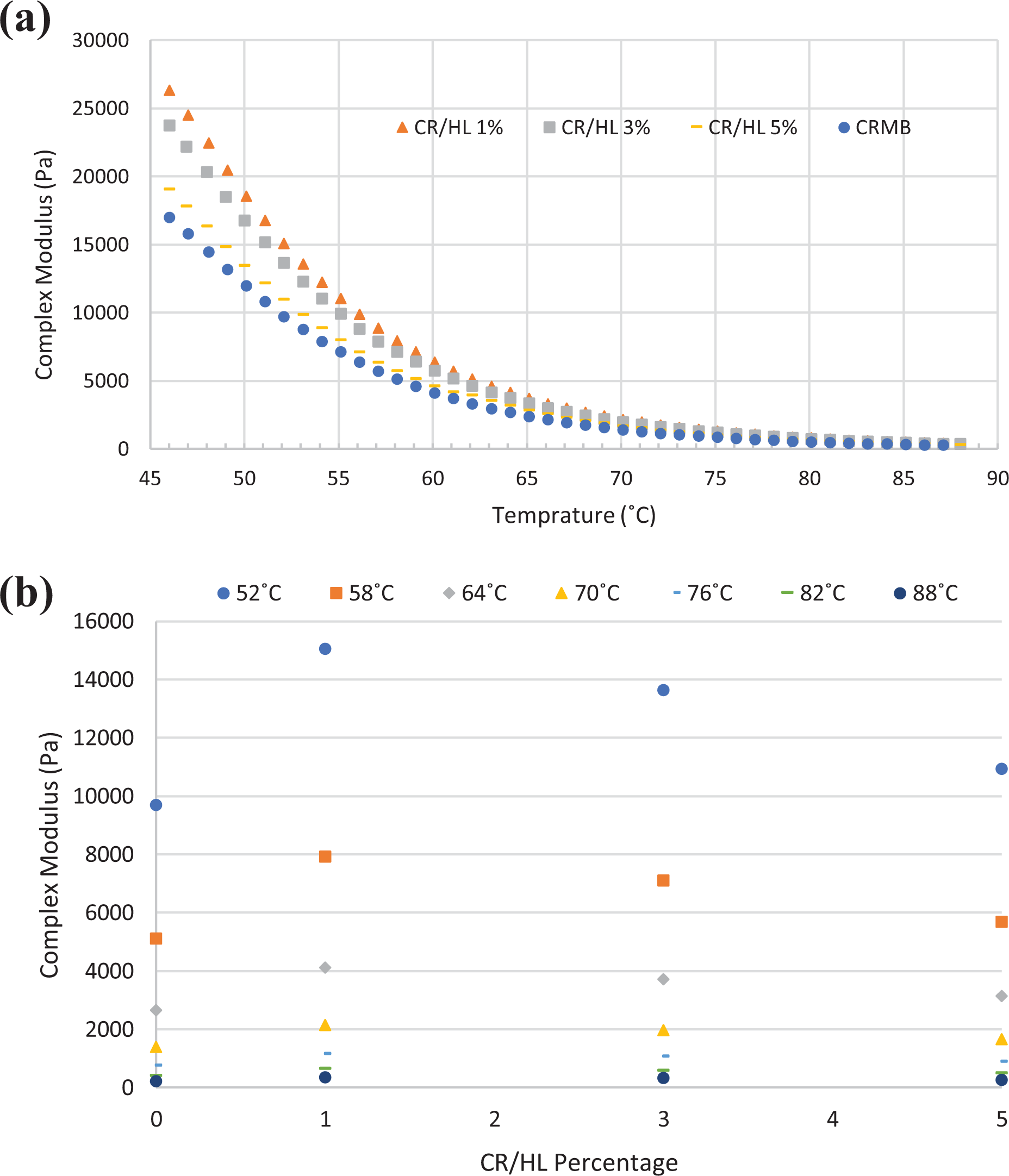
Complex modulus versus (a) temperature and (b) CR/HL percentage.
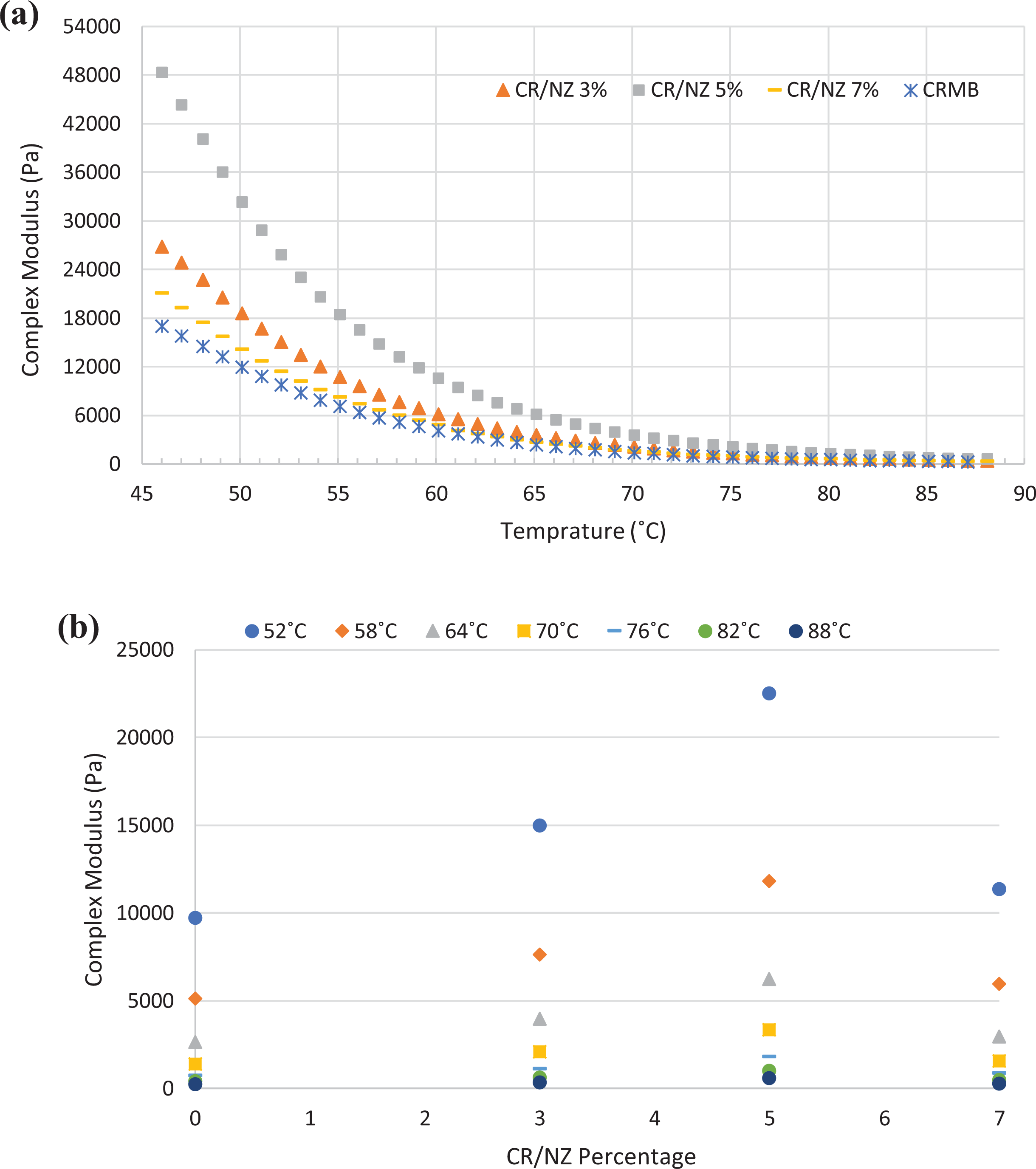
Complex modulus versus (a) temperature and (b) CR/NZ percentage.
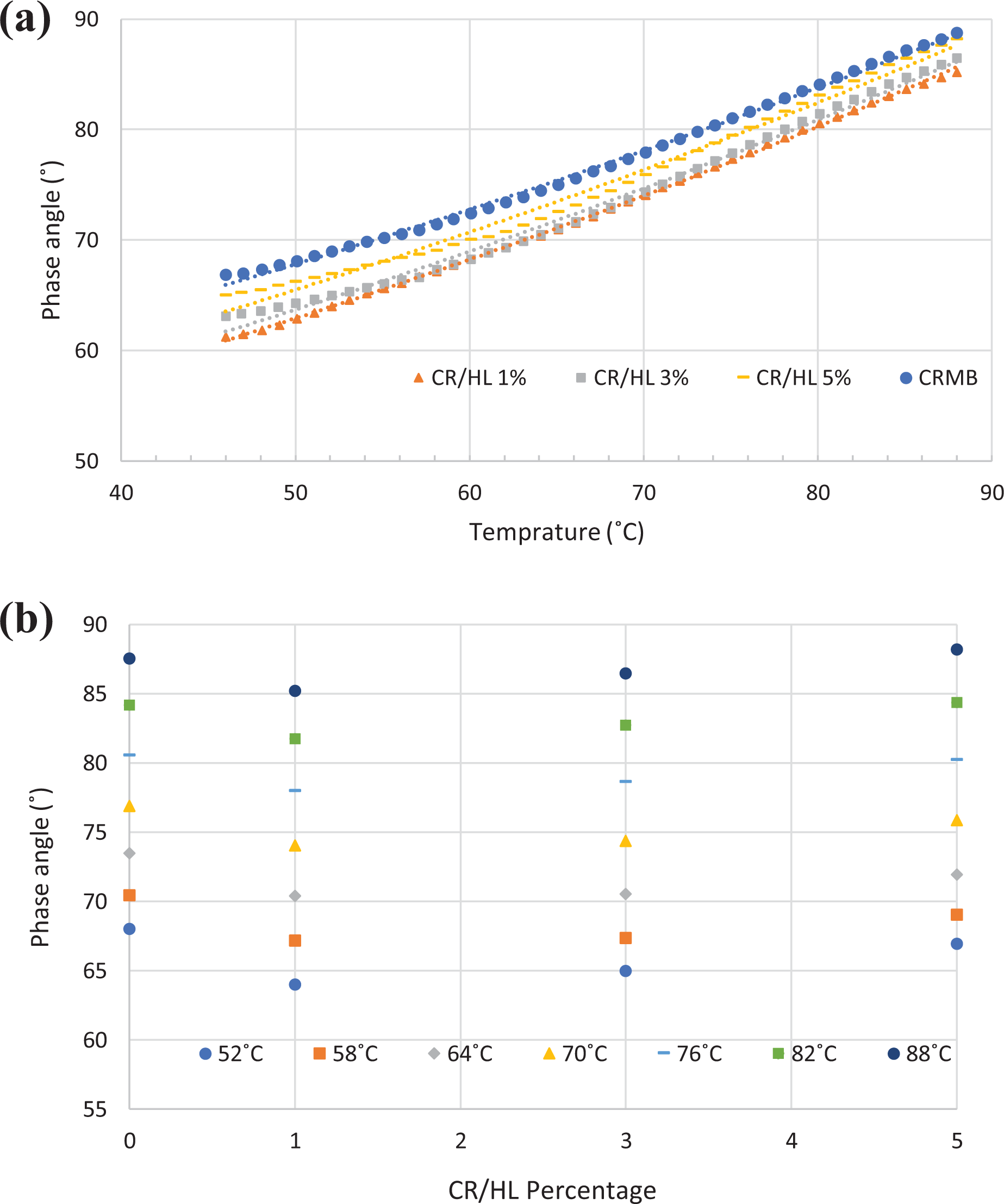
Phase angle versus (a) temperature and (b) CR/HL percentage.
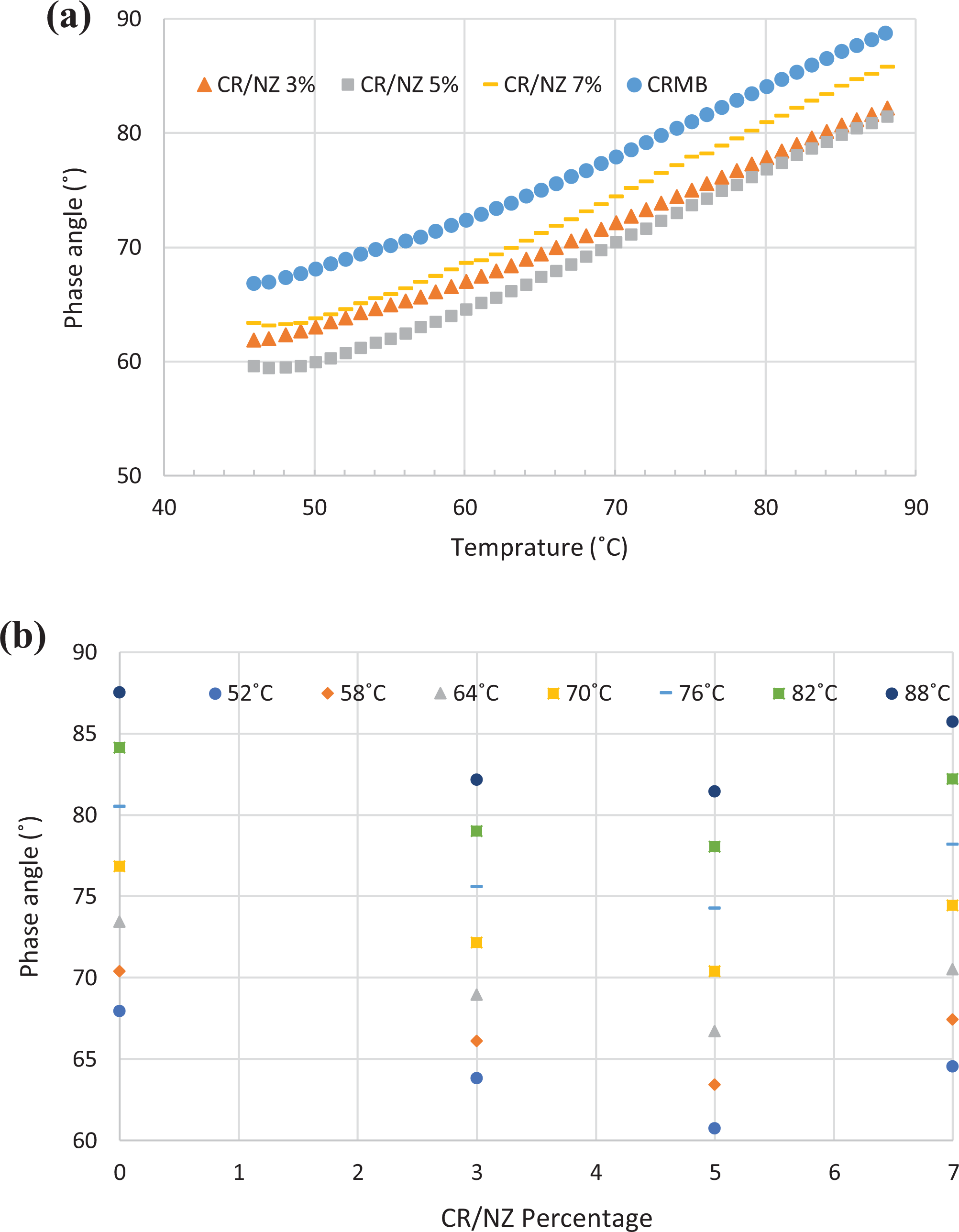
Phase angle versus (a) temperature and (b) CR/NZ percentage.
The complex modulus (G*) computes the bitumen stiffness. G* is inversely dependent on the temperature (i.e. it declines as temperature rises), meaning that the bitumen becomes softer as the temperature rises. Figure 4(a) shows that as the temperature rises, the G* value decreases exponentially due to the formation of larger molecular chains and decreases in molecular friction at high temperatures. 42 At lower temperatures, the rate of decrease in G* is higher and G* of CR/NZ- and CR/HL-modified bitumen is higher than that of CRMB. To provide a clearer explanation, Figure 4(b) shows the complex modulus plotted versus HL percentages at different temperatures. As can be seen, G* increases sharply with an increase in HL percentage and then declines with a gentle slope. It can be seen from Figure 5(a) that with an increase in the NZ percentage, the G* trend is upward and steeply increasing with a much lower slope of 5–7%. Additionally, as can be inferred by bitumen’s stiffness, the increased rate of G* decreases as the temperature rises. According to Figures 4 and 5, since the effects of CR/HL and CR/NZ additives at temperatures below 60°C are greater than at higher temperatures, CR/HL 1% and CR/NZ 5% exhibit the same trend and significantly better performance at 46–60°C compared to the other additive percentages.
To assess the viscoelastic response of bitumen to a specific frequency or temperature, the phase angle (δ) should be determined. This parameter is an indicator of the relative contribution of the G* between an elastic phase and another viscous phase. 43 Since the elastic phase represents the stored energy for each loading cycle, a lower phase angle is associated with a more elastic part of bitumen. The phase angle data of CRMB, CR/HL-, and CR/NZ-modified bitumen over a temperature range of 46–88°C are shown in Figures 6 and 7. As can be seen, for all bitumen specimens, the phase angle increases gradually as temperature rises. The phase angle versus additive percentage is also plotted for different temperatures in Figures 6(b) and 7(b). As can be seen, the lowest phase angle for CR/HL and CR/NZ occurs at 1% and 5%, respectively. Then, it increases such that when the additive content is increased to 1% and 5%, the phase angle declines significantly. This can be interpreted as an increase in the elastic part of the asphalt binder. Comparing these two additives, it can be seen that CR/NZ-modified bitumen has an overall better performance and a greater effect on reducing the phase angle. In conclusion, the modified bitumen described in this article has a higher complex modulus and a lower phase angle at high temperatures. More specifically, increasing the temperature increases the free flow of the bitumen and the bitumen elastic part (at low temperature) is transferred to the bitumen viscous part (at high temperature). As a result, the shear stress of the bitumen declines and the shear strain becomes larger, leading to a decrease in the complex modulus and an increase in phase angle with an increase in temperature. The Superpave bitumen specification defines the rutting parameter (G*/sinδ) as the resistance of bitumen to permanent deformation at high temperatures. It can be seen that CR/NZ- and CR/HL-modified bitumen outperform CRMB at high temperatures of pavement service. Therefore, the hardening effects of modified bitumen using mineral additives, which depend on the microstructure of this material, cause interactions in bitumen and consequently increase the bitumen contact surface. However, it can be observed that CR/NZ is stiffer and has lower phase angles than for CR/HL, leading to a better performance at the pavement service temperature.
Evaluation of fatigue parameter
Fatigue cracks in asphalt pavements due to repeated traffic loading occur after several years of pavement life. The bitumen should be sufficiently elastic and capable of returning to its initial state without cracking. Fatigue cracks can be tested in a strain-controlled manner. In the Superpave bitumen specifications, fatigue cracking (G*·sinδ) after aging is controlled for intermediate temperatures. Therefore, to obtain modified bitumen with good fatigue performance, an appropriate bitumen matrix with suitable compatibility with the modifier should be selected. 2 For example, bitumen PG 64-16 is ideally compatible with CR, HL, and NZ and guarantees a minimum increase of 1–2 grades in bitumen’s performance for high, intermediate, and low temperatures. As shown in Table 3, CR/NZ-modified bitumen improves bitumen fatigue performance more than CR/HL-modified bitumen and CRMB. Therefore, when a modifier is added to the bitumen, it absorbs some soft asphalt and thus increases the spatial molecular gap and molecular chain rotation. 2
Test results of fatigue performance of modified bitumen.
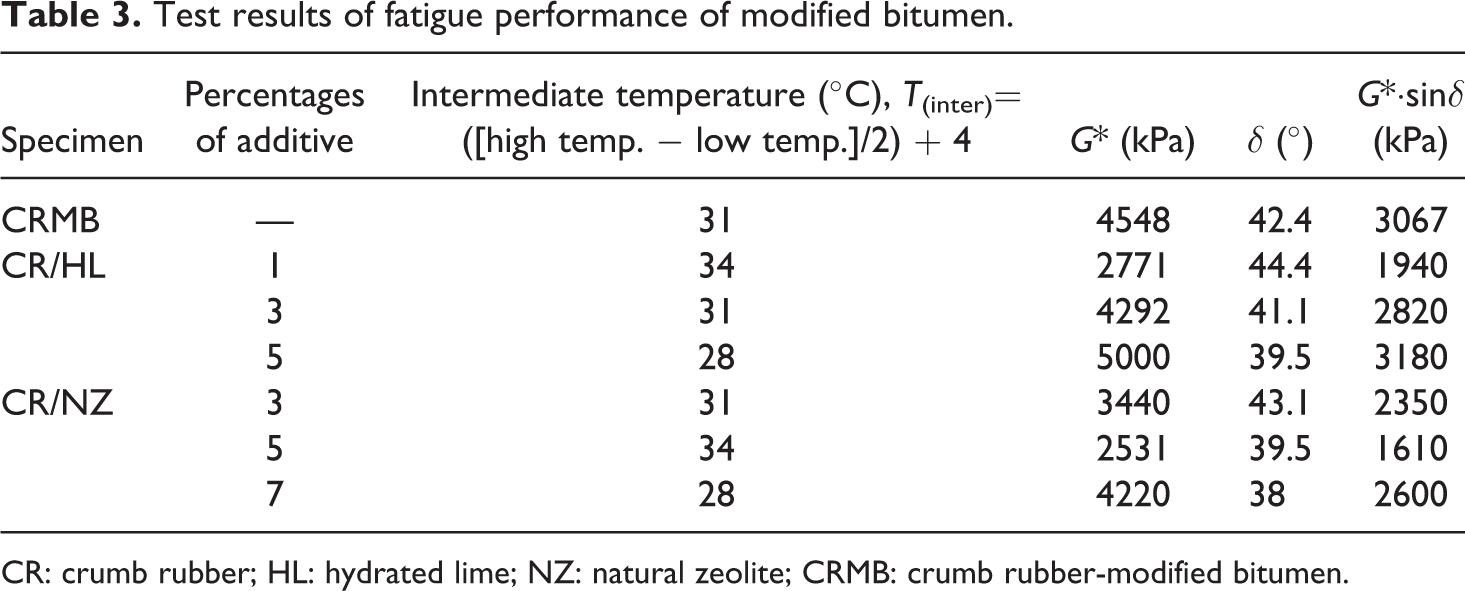
CR: crumb rubber; HL: hydrated lime; NZ: natural zeolite; CRMB: crumb rubber-modified bitumen.
PG of modified bitumen
DSR was used to determine the high service temperature and BBR was applied for analyzing low temperature properties of asphalt binders. In this regard, to determine the high service temperatures, the minimum acceptable G*/sinδ value should be equal to 1 kPa for unaged asphalt binders and 2.2 kPa for rolling thin film oven (RTFO)-aged asphalt binders, 44 as well as to determine the low service temperature, the creep stiffness values (i.e. maximum 300 MPa and creep rate 0.3 min) were calculated on PAV-aged samples in the 60th second of the loading. 45
After adding CR, HL, and NZ to asphalt binder, the changes in asphalt binder performance grade should be checked. Changes in performance grade values of the specimens are obtained by RTFO to verify short-term aging and also using PAV to confirm the long-term aging of asphalt binders. In this research, the performance grade of the CRMB was PG 70-16. Table 4 specifies the performance grade values of modified asphalt binders. As it can be seen, for the CR/NZ 3% and CR/NZ 5%, the performance grade of asphalt binder changed from PG 70-16 to PG 76-22 and PG 82-22, respectively. Nonetheless, by increasing the NZ content to 7%, the upper performance grade temperature decreased to PG 70-22. Additionally, in specimens containing CR and HL, the high service temperature is increased by at least a single grade for 1% and 3% of HL, changing values from PG 70 to PG 76. However, except for the 1% HL specimen that did not exert improvements in lower temperature grade, using 3% and 5% HL change lower temperatures from −16°C to −22°C.
Performance grading of CR/HL- and CR/NZ-modified bitumen.
CR: crumb rubber; CRMB: crumb rubber-modified bitumen. PG: performance grading; HL: hydrated lime; NZ: natural zeolite.
Generally, high service temperature is used as the permanent deformation criterion for the performance grade, and as the asphalt binder’s high service temperature increases, the rutting resistance also increases. In addition, lower temperature in PG system is considered as the thermal cracking resistance. Consequently, CR/NZ 5% could be used in areas which are prone to rutting failure, and when the pavement’s high service temperature is 70°C and lower temperature may reach to −22°C. Further, CR/HL 5% or CR/NZ 7% can be used, depending on economic conditions and geographical locations.
Testing the interlayer adhesion of the modified bitumen
Pavement surface characteristics, asphalt overlay characteristics, temperature, and amount of tack coat materials are among the most effective factors related to adhesion conditions between layers in a rigid–flexible composite pavement. 46 Hence, in this study, CR/NZ- and CR/HL-modified bitumen were also analyzed in terms of the Superpave PG specification, viscosity, and the rheological behavior of modified bitumen. In this section, the performance of the modified bitumen as tack coat was studied in terms of shear strength and shear fatigue of the composite pavement.
In this stage, it is tried to measure and compare various factors related to the shear strength of layers of between concrete and asphaltic pavement, including tack coat type, application rate, and percentages of bitumen modified with CR/HL and CR/NZ.
The tack coat used in the intermediate layer consists of CRMB (PG 70-16) and CR/HL 1% (PG 76-16), CR/HL 3% (PG 76-22), CR/HL 5% (PG 70-22), CR/NZ 3% (PG 76-22), CR/NZ 5% (PG 82-22), and CR/NZ 7% (PG 70-22).
In this section, the tack coat materials used between the asphalt and concrete layers are analyzed and the adhesion performance for different percentages of each type of tack coat is evaluated. Figure 8 shows the shear strength of specimens with different applications of tack coat of CR/HL-modified bitumen. As can be seen for all percentages of CR/HL, by increasing the application rate of bitumen, the shear strength increases and then declines. Generally, the most important factors influencing the bond strength of a pavement layer are friction, the binder adhesive strength, and the aggregate interlock. 2 In this article, because the lower and upper layers were composed of two different types of material, concrete and asphalt, the bond strength is much greater than that of friction and aggregate interlock between the two layers. Based on the results obtained, the shear strength between layers does not necessarily increase with an increase in the tack coat application rate. The explanation for this result is that the modified bitumen layer in the range of 0.7–0.9 l m−2 causes the saturation of concrete pavement while the additional amounts remain as free bitumen on the surface and reduce the shear strength. Hence, if an extra tack coat is used on the lower surface, shear slip is created at the interface between the two layers and the shear strength will drop significantly. As can be seen in Figure 8, CR/HL 1% produces a significant reduction in shear strength for all percentages, suggesting that CR/HL-modified bitumen may have not been appropriately mixed. Assuming a 0.6–0.9 l m−2 of CR/HL-modified bitumen as a tack coat between layers, the shear strength was compared for different percentages, yielding CR/HL 1% < CRMB < CR/HL 3% < CR/HL 5%. Notably, the addition of filler like lime increases the thermal conductivity and the mixture melts better, and consequently a tack coat CR/HL 5% with an optimum value of 0.9 l m−2 should be used to achieve the best shear strength.
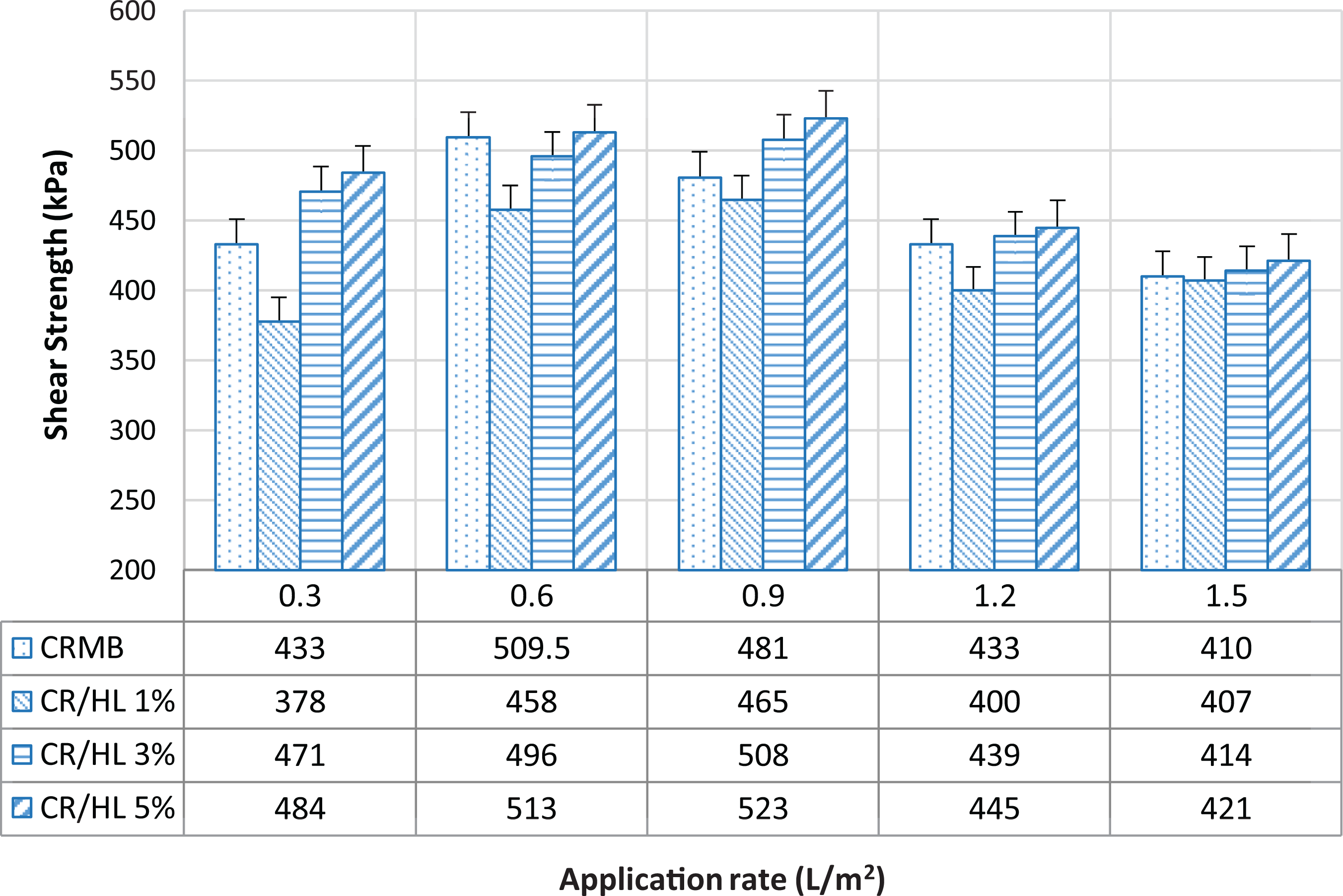
Shear strength bituminous interlayer containing CR/HL.
Figure 9 shows the effects of different application rates of a CR/NZ tack coat on the shear strength between concrete and asphalt layers. As can be seen, similar to CR/HL-modified bitumen, while the shear strength of the intermediate layer increased with increasing CR/NZ, exceeding a given level the strength started to decrease. Accordingly, it can be stated that when the amount of tack coat (CR/NZ) is low, the bitumen does not cover the whole surface and the shear strength is reduced. However, the shear strength can be enhanced by continuously increasing the tack coat until it becomes thicker than the normal level. More specifically, when exceeds 0.9 l m−2, the shear strength is severely reduced because the layers slide on one another. Figure 9 shows that the shear strength of the control specimen is approximately CR/NZ 3% for application rates between 0.3 l m−2 and 1.2 l m−2. Furthermore, CRMB compared to CR/HL- and CR/NZ-modified bitumen is capable of better penetration and consequently better adhesion because of the surface texture of concrete pavement and lower viscosity. In general, 0.7–0.9 l m−2 of a CR/NZ-modified bitumen was considered as a tack coat between the concrete and asphalt layers; that is, CRMB < CR/NZ 3% < CR/NZ 5% < CR/NZ 7%.
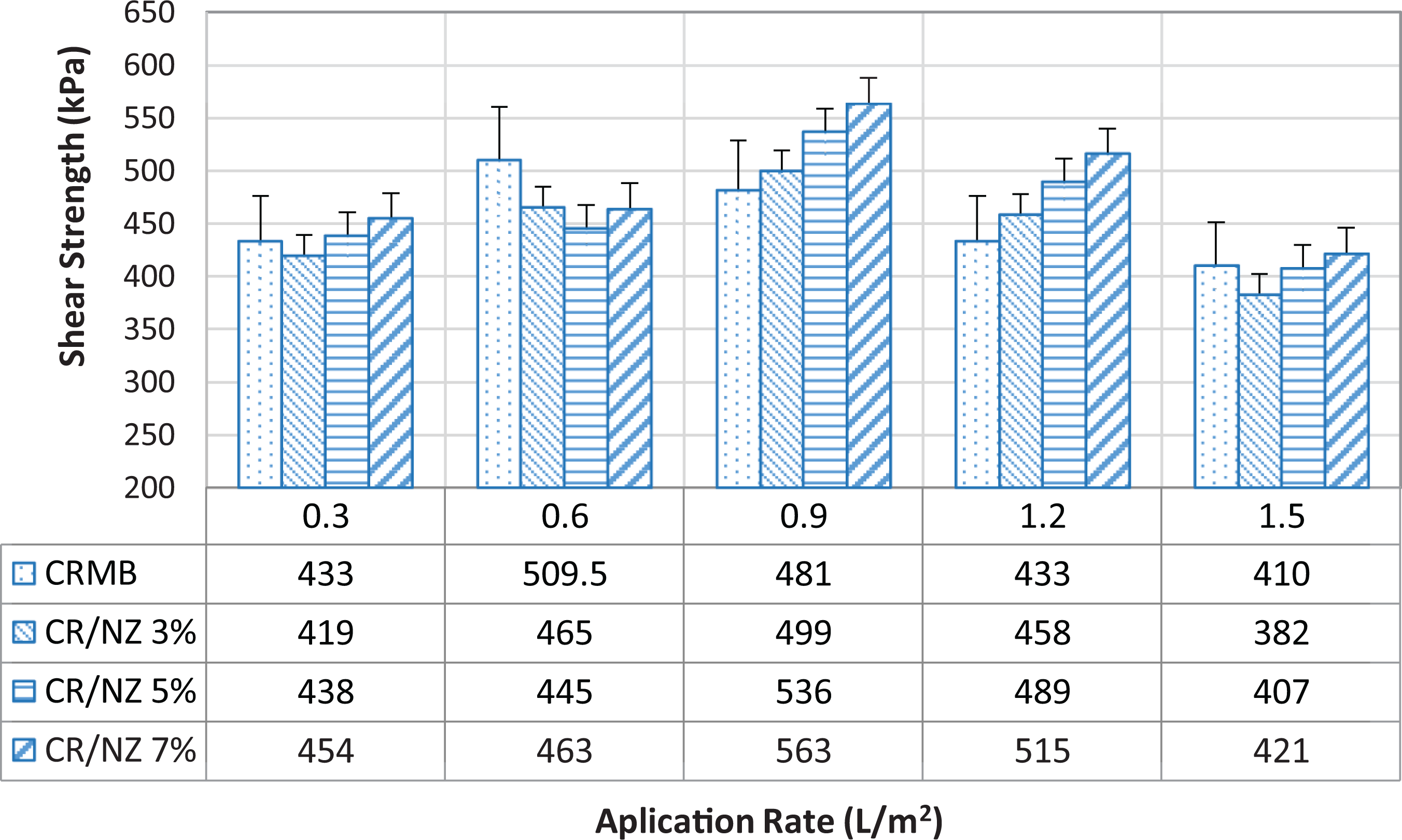
Shear strength bituminous interlayer containing CR/NZ.
Interlayer shear fatigue performance
The fatigue life of concrete–asphalt composite specimens was determined for different percentages of bituminous interlayers in accordance with a 50% stiffness reduction method. Figures 10 and 11 illustrate the fatigue life of concrete and asphalt specimens for both stress levels and different percentages of tack coat. As can be seen, the tack coat utilized for this purpose significantly affects composite pavement performance. For equal values of tack coats, the number of cycles leading to failure is increased in CR/HL- and CR/NZ-modified bitumen tack coats compared to the control specimen. The significant increase in the number of cycles led to failure in CR/NZ- and CR/HL-modified specimens, confirming the fatigue parameter (G*·sinδ) results for modified bitumen specimens obtained from DSR testing. According to Figures 10 and 11, after a significant increase in the number of cycles leading to failure at the optimal application rate, the between-layers tack coat temperature was raised due to the cyclic loading, making the tack coat more lubricant rather than a binder agent. 34 Certainly, the number of cycles leading to the failure was increased more in situ performance by increasing the amount of tack coat. This can be attributed to a longer rest period between traffic loads so that the atmosphere can overcome the generated heat between composite pavement layers. 34 The results show that an optimal value of 0.9 l m−2 is achieved at a stress level of 0.4. For example, according to Figure 10, in a composite specimen with a CR/HL 5% tack coat of 0.9 l m−2, the number of cycles resulting in the failure was 4746. Hence, fatigue life increased by 10% compared to that of the control specimen. The results also show that, for a stress level of 0.8, the optimum tack coat of CR/HL-modified bitumen varies from 0.6 l m−2 to 0.9 l m−2. As shown in Figure 11, while the number of cycles leading to the failure was steeply increased with increasing the CR/NZ tack coat, when the amount of tack coat between layers is increased, the specimens slide on one another and hence cannot withstand numerous cycles. The optimal level of tack coat is between 0.6 l m−2 and 0.9 l m−2. In general, this amount of tack coat provides sufficient adhesion between the asphalt and concrete layers. However, when this content is increased, the slip possibility is increased in the composite pavement. According to Figure 11, for a stress level of 0.4, the optimum tack coat value for CR/NZ 7% was obtained as 0.9 l m−2 and the number of cycles leading to failure also was increased to its maximum. The optimum tack coat value for a stress level of 0.8 was also found to be 0.9 l m−2, so the fatigue life was significantly increased compared to that of the other specimen. The stress level of 0.4 results for the optimum value of 0.9 l m−2 for CR/NZ 7% specimens and the failure cycles number of 5293, increasing the fatigue life by 19% in comparison to the control specimen. Also, the number of cycles leading to failure at a stress level of 0.8 and the optimum tack coat rate value of 0.8 l m−2 for CR/NZ 7% is 450, which indicates a 13% in fatigue life compared to the control specimen.
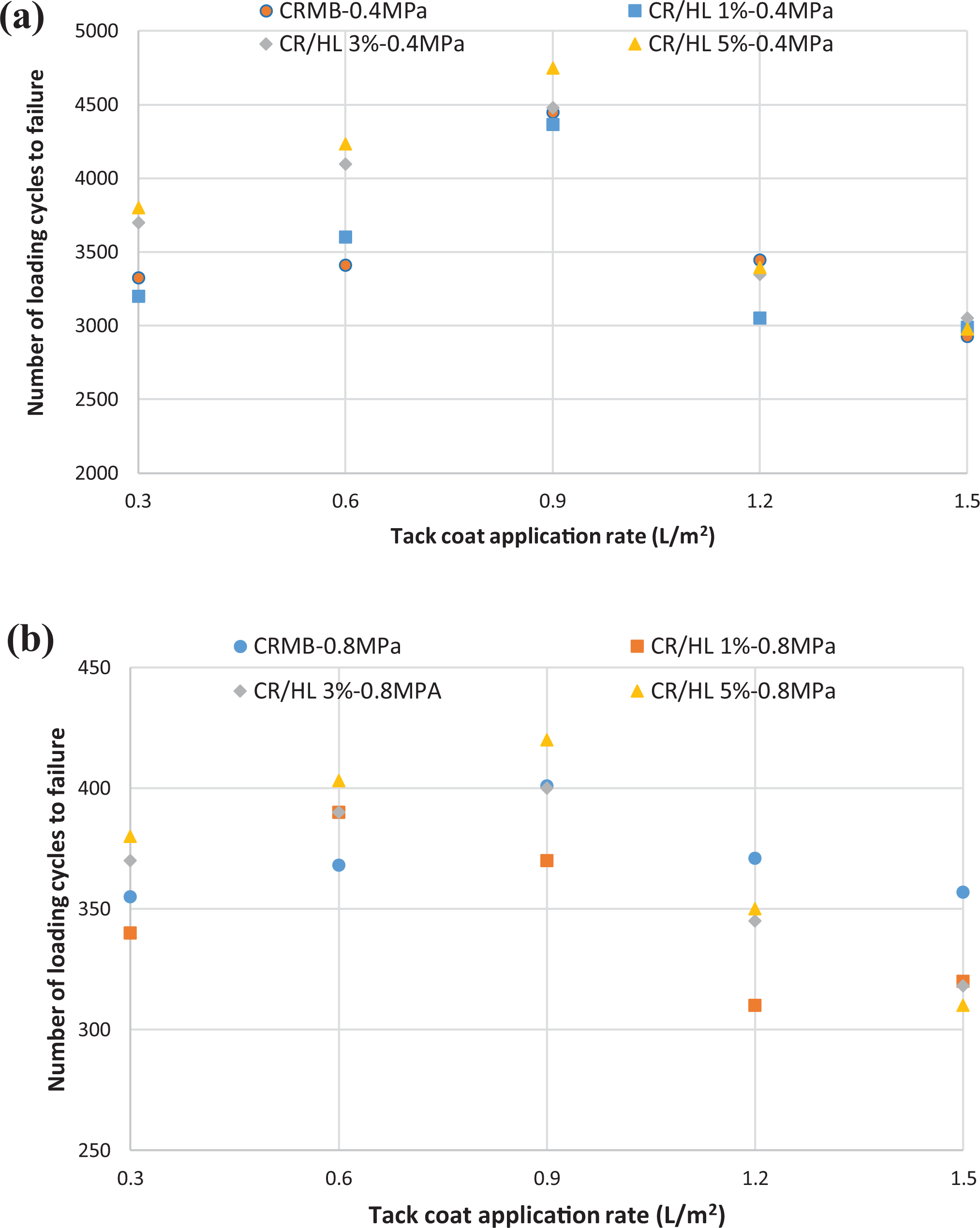
Fatigue lifetime results based on the 50% reduction method of composite specimens containing CR/HL (a) at 0.4 MPa stress level and (b) at 0.8 MPa stress level.
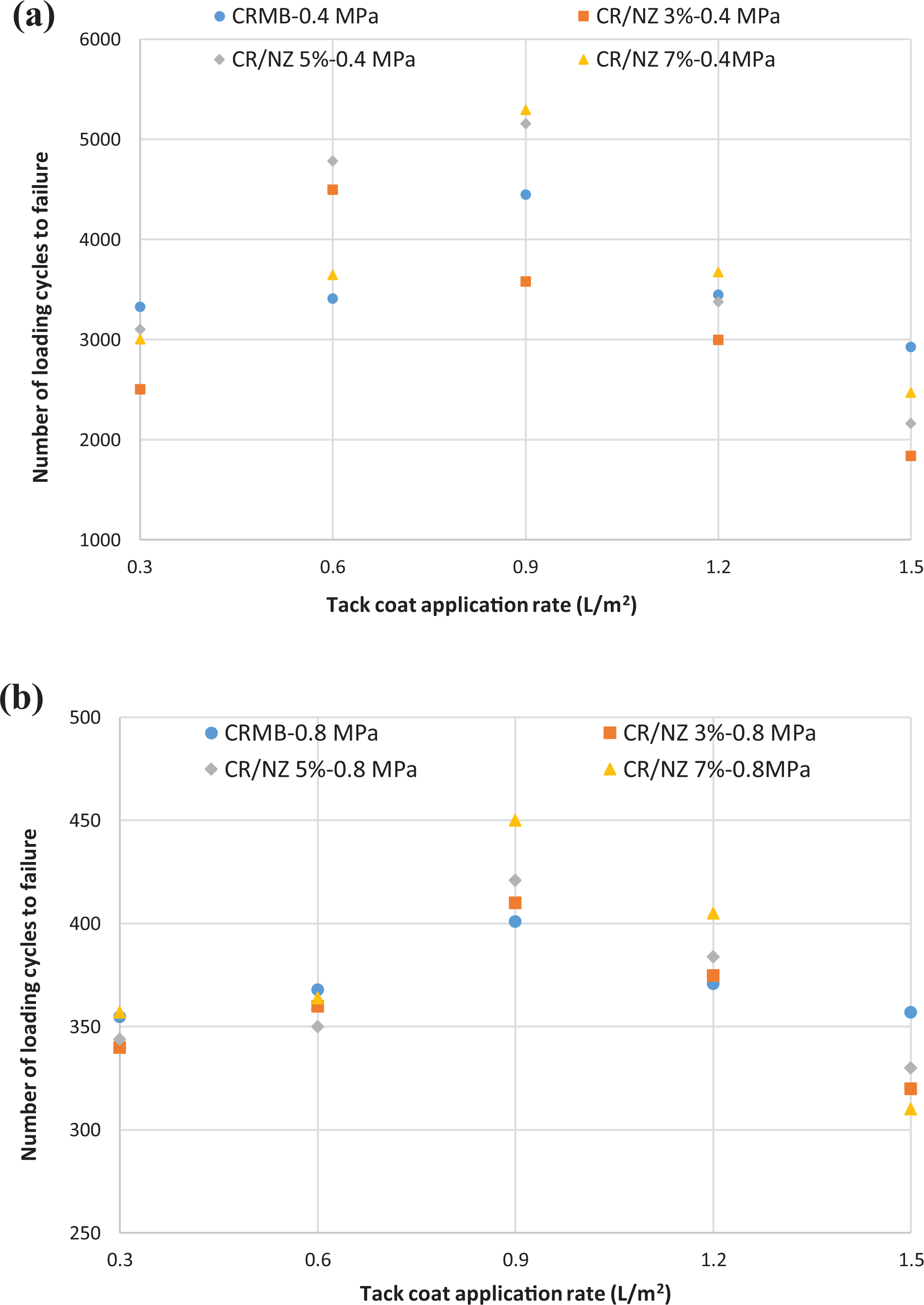
Fatigue lifetime results based on the 50% reduction method of composite specimens containing CR/NZ (a) at 0.4 MPa stress level and (b) at 0.8 MPa stress level.
Conclusions
In this study, Superpave tests were used to describe the rheological properties of modified bitumen in the presence of CR/HL- and CR/NZ-modified bitumen in the intermediate layers and to compare it with CRMB. Direct shear and shear fatigue tests were also conducted to analyze the effects of various factors on the bonding properties of the modified bitumen interlayers. Based on this research, the following conclusions can be drawn: The results of the rotational viscosity test showed that adding CR, HL, and NZ modifiers increase the viscosity of bitumen but do not meet the Superpave viscosity criterion (3 Pa·s). Moreover, according to the results of temperature sweep test, CR/NZ- and CR/HL-modified asphalt binders demonstrated higher complex modulus and lower phase angle compared to CRMB. Furthermore, increments in the performance grade from PG 70-16 to PG 82-22 were observed in sample CR/NZ 5%. Tack coat type and additive percentages are two key factors related to shear strength and shear fatigue at the interface between a concrete base and an asphalt overlay. In general, direct shear strength and shear fatigue results obtained for three types of asphalt binder for optimal applications revealed the following order: CRMB < CR/HL-modified bitumen < CR/NZ-modified bitumen. The tack coat application rate also plays an important role in the shear strength and shear fatigue of the interface between the concrete base and the asphalt overlay. By increasing the tack coat application rate, the shear strength and the number of cycles leading to failure of the interface between layers were initially increased and then decreased. The optimum value of the tack coat rate based on shear strength tests was 0.9 l m−2 for CR/NZ and CR/HL 0.6–0.9 l m−2. Also, based on the shear fatigue tests, the optimum tack coat application rate at stress levels of 0.4 and 0.8 was between 0.6 l m−2 and 0.9 l m−2 for CR/HL specimens and 0.9 l m−2 for CR/NZ specimens. In conclusion, CR/NZ-modified bitumen demonstrated good performance in terms of bitumen rheology behavior as well as in shear strength and fatigue strength. Therefore, it could be used as a suitable tack coat. Overall, according to the results of this study, CR/NZ 5% with an application rate of 0.9 l m−2 is recommended for shear strength and shear fatigue strength.