
Abstract
The fusion of additive layers is the primary concern, which affects the mechanical properties of the three-dimensional printed structures prepared by material extrusion-based additive manufacturing (MEAM) process. To promote the fusion and strength between the thermoplastic layers during MEAM process, the metal spray in between the additive layers is used as a novel approach. In this study, aluminium (Al) spray has been deposited in between the polylactic acid structures to enhance the bonding of the additive layers. The methodology includes deposition of 1, 3 and 5 Al spray layers at periodic time intervals with varying infill percentage (40%, 70% and 100%) and bed temperature (60°C, 80°C and 100°C). The structures have been subjected to flexural testing for investigation of the role of each input process parameter followed by fracture morphology analysis through scanning electron microscopy and energy-dispersive spectroscopy. The results of the study suggested that the maximum flexural strength is possible with five spray layers, 70% infill and 100°C bed temperature.
Introduction
Three-dimensional (3D) printing is an additive manufacturing process in which customized products are prepared with layer-by-layer addition of materials. The technology came into existence in the early 1980s. In 1983, the idea to harden photopolymers with ultraviolet light was conceived by Charles Hull, the cofounder of 3D Systems, USA. The patent was granted in 1986 and this technology was commercialized as stereolithography, which emerged as a pioneer in 3D printing technologies. 1 In 3D printing, the digital model of desired product is made using CAD software and saved in Standard Tessellation Language file format. 2 As the product is designed using CAD software, any complex and intricate objects can be easily fabricated using 3D printing techniques. 3 The 3D printing is an economical process, specifically for part and batch production, with minimum material wastage. 4 As more and more research is going on in 3D printing materials, some advanced engineering materials also came into existence for 3D printing like biomaterials, 5 food materials, 6 electrochemical electrodes, 7 piezoelectric materials 8 and so on, which can also be printed using 3D printers. The 3D printing technique is applicable in biomedical, 9 aerospace, 10 automotive, 11 civil, 12 food, 13 electronics industry 14 and also in education. 15 Nowadays, reinforcements can also be used with various materials that can be printed using 3D printers. 16 Although reinforcements can be used in subtractive or conventional type of manufacturing, 17 the composites prepared using additive manufacturing have different surface structure, grain size and characteristics. 18 Additive manufacturing techniques can be used for different infill parameters and orientations, which result in a change in properties like tensile strength and compressive strength. 19 Changes in printing parameters like nozzle speed, supports and number of layers can also change the part accuracy. 20 The 3D printing is gaining popularity and becoming the necessity for rapid prototyping in every industry. 21 In 3D printing, polymers are widely used and have a wide range of applications. For thermoplastics like acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA), the most commonly used 3D printing technique is material extrusion-based additive manufacturing (MEAM). 22 Researchers have used number of metal reinforcements in thermoplastics to enhance the mechanical strength and other properties for specific applications.
Metal powder dispersion as filler in the thermoplastic matrix is the way to enhance the thermal conductivity, electrical conductivity, melt flow index, specific heat capacity, melting point and so on. As reported, the addition of tin particles (10% by volume) in high-density polyethylene (HDPE) matrix has exponentially increased the thermal conductivity. 23 Carbon black is one of the conductive fillers that help PLA material to modify its resistance. The PLA solenoid printed and coated with carbon black has resulted in a drop of resistance from 3 KΩ to 18.7 mΩ. 24 Polymer composites of polyvinylidene fluoride reinforced with hydroxylated titanium dioxide, and graphene nanoplates have reported an increase in wear strength and thermal stability. 25 Some of the studies have reported that the addition of metallic fillers also increases the mechanical properties of the thermoplastic composites. HDPE and low-density polyethylene reinforced with iron (Fe) metallic filler using single screw extrusion resulted in 36.66% enhancement in hardness. 26 It has observed that Young’s modulus increases by increasing the addition of metal fillers (aluminium (Al), copper and Fe) in HDPE. 27 The hybrid filament prepared by tin–bismuth alloy powder in ABS and PLA matrix depicts an increase in ultimate tensile strength. 28 The sensing ability can also be enhanced by the addition of the highly conductive material in thermoplastic. A fluidic sensor made using ABS with silver/silver chloride and gold line electroplating showed good sensitivity and electrochemical behavior. 29 It has reported a 135% increase in tensile strength and a 93% increase in thermal conductivity by copper ferrite addition in ABS thermoplastic. 30 The thermal conductivity can also be increased by the addition of copper, zinc, Fe and bronze fillers in HDPE. 31 In some of the studies, similar results were observed for improvement of thermal conductivity and other material properties by the addition of fillers, such as Fe, stainless steel powders and so on.32,33
The literature survey reveals the studies related to MEAM and their novel approaches for the preparation of 3D composite structures have vast applications in various engineering fields. It has been observed by various researchers that fusion is the most common issue in the processing, which limits the strength and surface quality of the final product. The addition of nano- and microsized particulates in thermoplastic matrix enhanced the thermal conductivity and mechanical properties.24,25,27–29 The present study highlights the methodology to solve the fusion issues in the deposited layers by hybridization of metal spray in MEAM process. The structures prepared by hybrid MEAM process have further subjected to mechanical, thermal and morphological analysis for the selection of the optimum set of input process variables of the MEAM process.
Materials and methods
In this study, feedstock filament of PLA with 1.75 ± 0.05 mm diameter (Shenzhen Sunhokey Electronics Co., Ltd, Shenzhen, China) has been used for fabrication. The Al spray (Wurth India Ltd, Delhi, India) with 50-µm dry layer thickness and 1.15 mm cm−3 density has been used for spray between additive layers. The metal spray consists of 99.9 pure Al particles mixed with acrylated alkyd resin and the maximum temperature limit for metal spray is 250°C, as recommended by supplier. 34 The Al is deposited between the layers in the form of microfilm (dry layer thickness: 50 µm claimed by the manufacturer in one complete back and forth movement). The spray has been deposited on the PLA surface by maintaining the distance of 150 mm during the process. Figure 1 shows the schematic of hybrid spray layered additive manufacturing process in which the spraying was being performed after the defined interval of 3D printing. It should be noted that the spray of Al is deposited on the surface of PLA structures in one complete expel. The deposition on the PLA surface in one back and forth movement of spray has been weighted 60 mg in pilot experimentation. The spraying is being performed in such a way that it covered the whole horizontal surface of the 3D printed part.
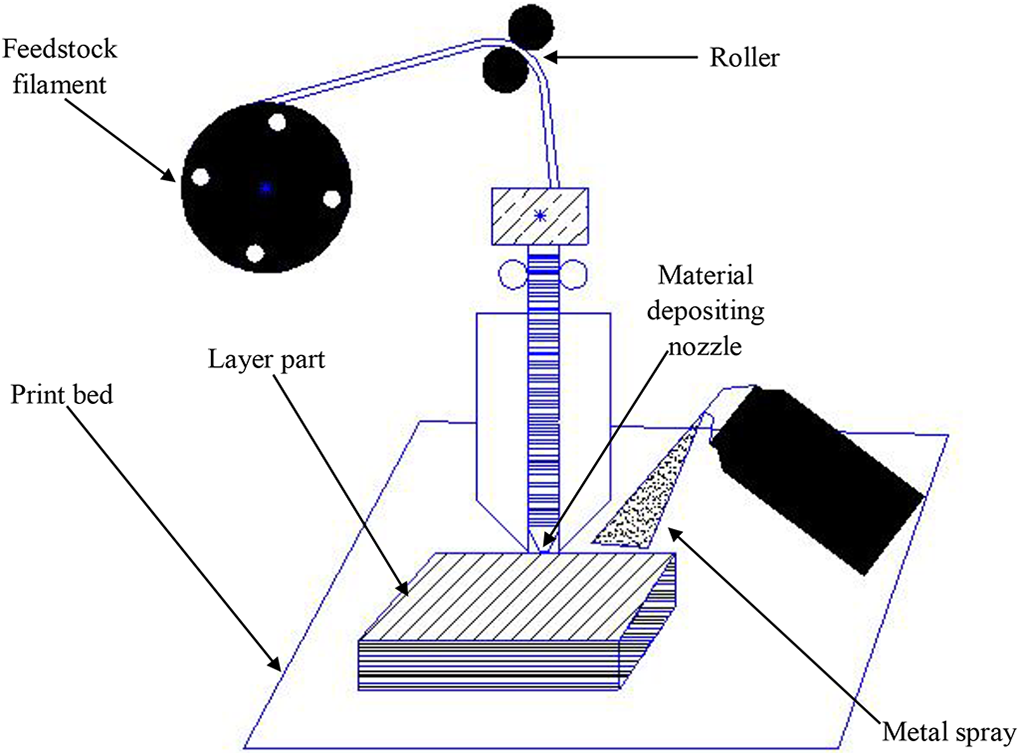
Schematic of metal spray layered additive manufacturing.
Experimentation
The experimentation in the present study includes 3D printing of composites structures by hybrid MEAM process, observations of flexural properties of printed structures and fracture morphology by scanning electron microscopy (SEM), energy-dispersive spectroscopy (EDS) and differential scanning calorimetry (DSC) for thermal properties.
Hybrid 3D printing process
The commercial MEAM-based 3D printer (Prusa i3 model: MK2; maximum nozzle temperature 400°C and maximum bed temperature: 110°C) is used in the present study. The 3D printing is being carried under some static parameters, such as infill angle (45°), fill pattern (rectilinear), number of outer perimeters (3), 0.1 mm layer height and 0.4 mm nozzle diameter. There are nine different types of 3D structures that have been 3D printed in the present study by varying the process parameters, such as the number of spray layers (1, 3 and 5), infill percentage (40%, 70% and 100%) and bed temperature (60°C, 80°C and 100°C), according to Taguchi L9 orthogonal array. Figure 2 depicts the spray fashion for 3D printed composite structures.
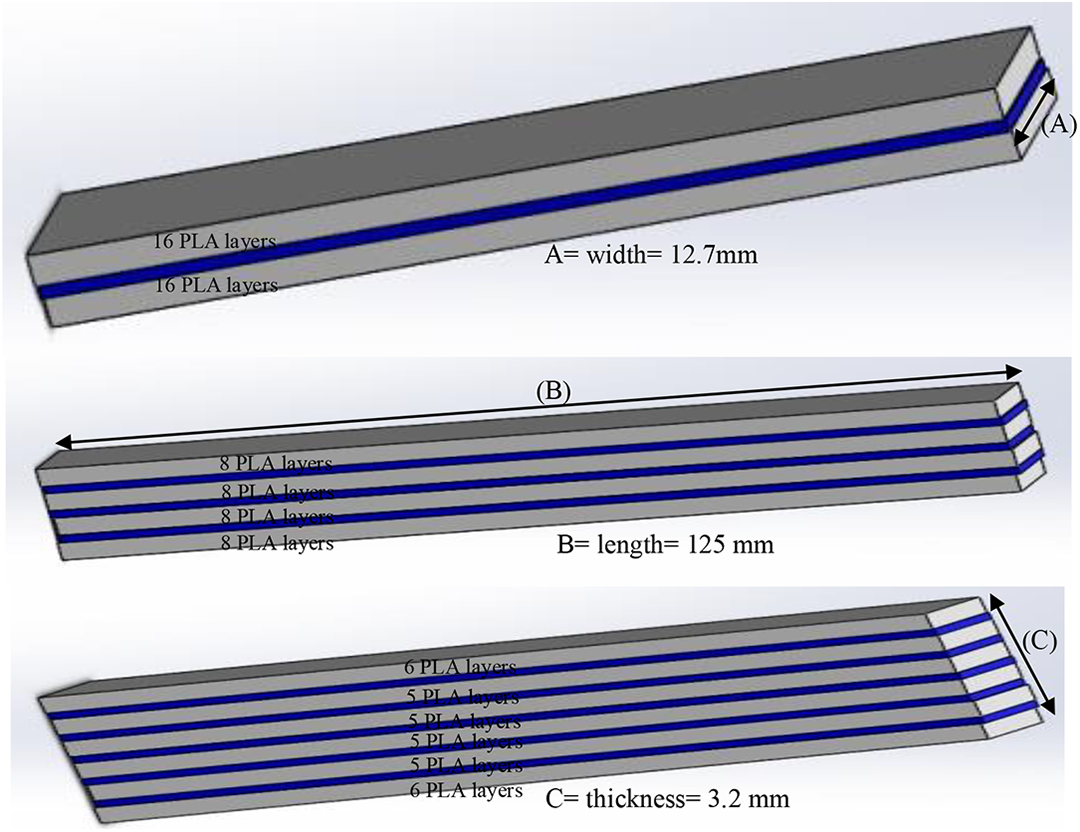
Dimensions and sprays fashion in prepared parts.
In this study, layer height has been kept fixed at 0.1 mm, which means that total 32 layers are formed considering the structure’s total thickness of 3.2 mm. In case of the sample having 1 in-between metal spray layer, the spray is performed after depositing 16 layers. In the case of samples having 3 in-between spray layers, the spraying is being performed after eight layers of deposition. In case of the sample having 5 in-between spray layers, the first spraying is being performed after depositing 6 layers, second after 11 layers, third after 16 layers, fourth after 31 layers and fifth after 26 layers.
During experimentation, the infill percentage and bed temperature during printing have been varied along with the number of in-between spray layers. The strategy of varying infill percentage is based on the fact that entrapment of spray layers is co-related with variation over infill percentage. On the other hand, it has been assumed that bed temperature regulates the heat flow to the layer of printed structures that provide sufficient fusion. The bed temperature is varied above the glass transition temperature of PLA (60–100°C) so that fusion between the metal spray and PLA should be proper.
Table 1 presents the design of experiment, according to Taguchi L9 orthogonal array.
Experimental design for hybrid MEAM process.
MEAM: material extrusion-based additive manufacturing.
Flexural testing
The flexural specimen prepared according to ASTM D 790 is subjected to three points bending testing under 50 mm min−1 strain rate. The universal testing machine (make: Shanta Engineering, Maharashtra, India, maximum capacity: 5000 N and strain rate: 5–200 mm min−1) has been used to evaluate the flexural properties. The output of the flexural test is obtained in the form of flexural strength at the peak, flexural strength at break, percentage elongation at the peak, percentage elongation at break and modulus of toughness. Three samples are prepared for each test to reduce the experimental errors. Figure 3(a) shows the 3D printed flexural specimen and Figure 3(b) shows specimen after fracture during flexural test. The percentage deflection is the difference linear measurements of sample before and after deflection. The percentage deflection at the peak is the deflection, where maximum flexural strength has been obtained, whereas flexural strength at break is the deflection when the sample is failed by flexural stress. It is observed by the images of the actual prototype that samples failed by interlaminar shear between layers, as shown in Figure 3(b). It should be noted that during the bending of additively manufactured structures, the shear forces also acted between the layers. This may be possible that PLA structures in the present case may have weak shear strength between the layers so that the delaminated layers have been formed after the flexural failure.
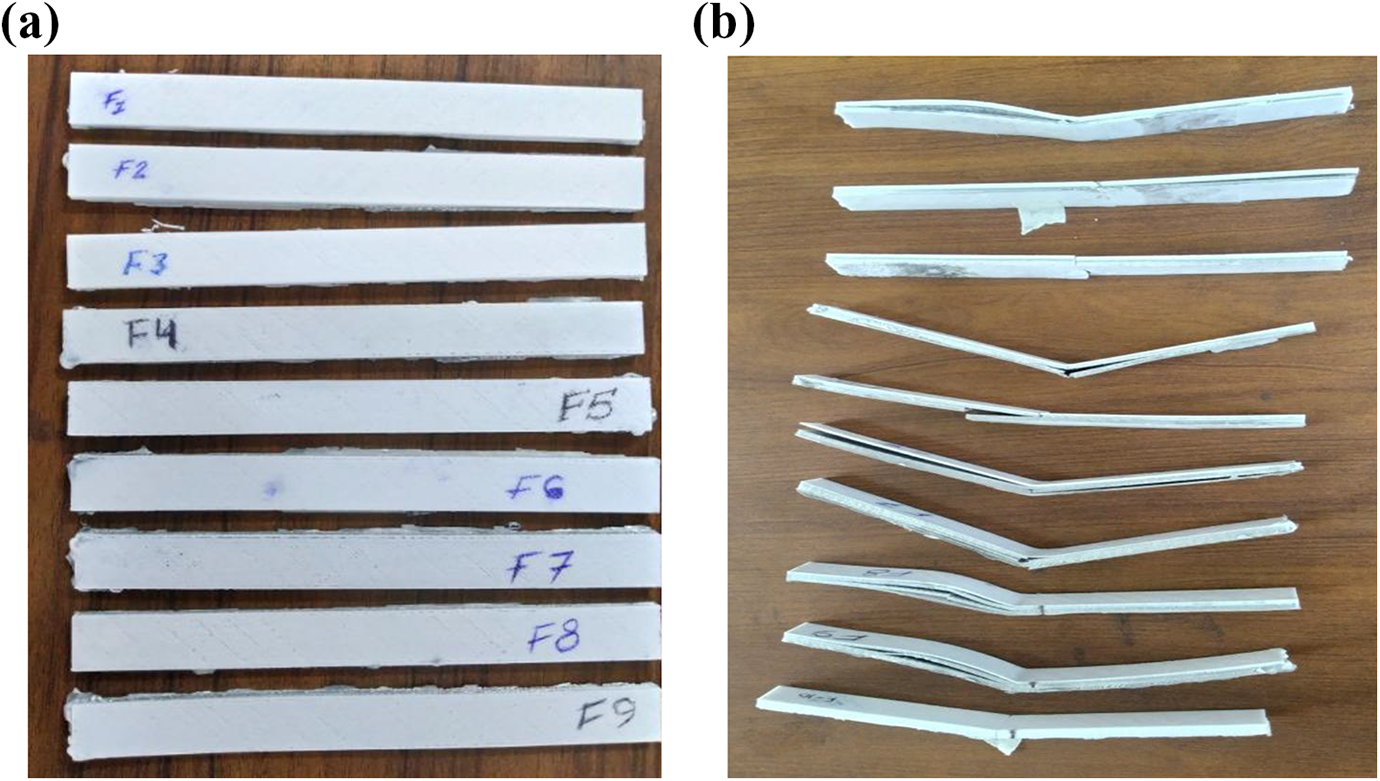
(a) The 3D printed flexural specimen and (b) specimen after fracture by flexural test.
DSC testing
The DSC is an analytical approach of evaluating the thermal properties of the polymers, metals, composites and alloys. In this study, there are two cyclic thermal reactions (endothermic reaction and exothermic reaction) performed under the controlled environment of nitrogen gas supply of 50 ml min−1. The endothermic heat reaction has been performed between 30°C and 250°C and exothermic reaction ranges between 250°C and 30°C. The heating and cooling rates have been maintained at ±10°C min−1. It should be noted that preheating of polymeric samples has been performed up to 100°C in the oven for 10 min to exhaust any thermal history associated with the samples. The study is conducted in two repeated thermal cycles to determine the thermal stability of the polymeric composite samples.
Morphological analysis Tokyo, Japan
To investigate the role of spray layers, bed temperature and infill percentage, the SEM (Jeol, Tokyo, Japan; model: JSM-IT500) has been used to take micrograph on the region of the fracture of the specimen. The SEM images of fractured surfaces have been taken at 30× magnification at 15 V power supply on vacuum mode (high vacuum). The EDS analysis has been used for investigations of mass and elemental fraction of the sample prepared by hybrid MEAM process.
Results and discussion
Mechanical properties
Bed temperature is one of the crucial process parameters when additive manufacturing with MEAM technique is performed. The previous study reported that varying bed temperature could play a significant role in modifying the mechanical properties of additively manufactured parts. 35 It has been reported that 3D printing performed by keeping the bed temperature above glass temperature of the thermoplastic material can lead to comparatively better adhesion between the layers. 36 On the other hand, MEAM with the lower bed temperature can result in lower mechanical strength. 37 Table 2 presents the observed values (average of three experiments) of flexural properties, which are compared with unsprayed PLA specimen printed without spray layers at 100% infill and 100°C bed temperature. The maximum flexural strength at peak (102.89 ± 0.64 MPa) and maximum flexural strength at break (92.6 ± 0.64 MPa) have been observed for sample 5, which is prepared by spraying three metal layers under 70% infill and 100°C bed temperature. These are larger than unsprayed PLA samples having maximum flexural strength at peak and break as 94.33 ± 0.57 MPa and 84.9 ± 0.57 MPa, respectively. The maximum values of flexural strength obtained in case of sample 5 are due to the fact that the combination of mid-range of spray layer and infill percentage with maximum bed temperature provided maximum heat transfer through the deposited layers, which increased the fusion. On the other hand, the combination of minimum spray layers (1 layer), minimum infill (40%) and minimum bed temperature (60°C) was unable to print the strong structures as the flexural strength at peak (32.11 ± 0.21 MPa) and flexural strength at break (28.9 ± 0.21 MPa) were minimum in case of sample 1. So, it can be deduced that parts prepared under lower bed temperature do not provide sufficient heat transfer for strong fusion between the layers. The maximum percentage deflection at peak (15 ± 1.0%) and maximum percentage deflection at break (52 ± 3.0%) were observed in case of sample 1 as lower infill density may have provided better flexibility due to larger interlayer spacing. Sample 2 and sample 5 have yielded a minimum percentage of deflection at break (8%).
Flexural properties of spray layered structures.
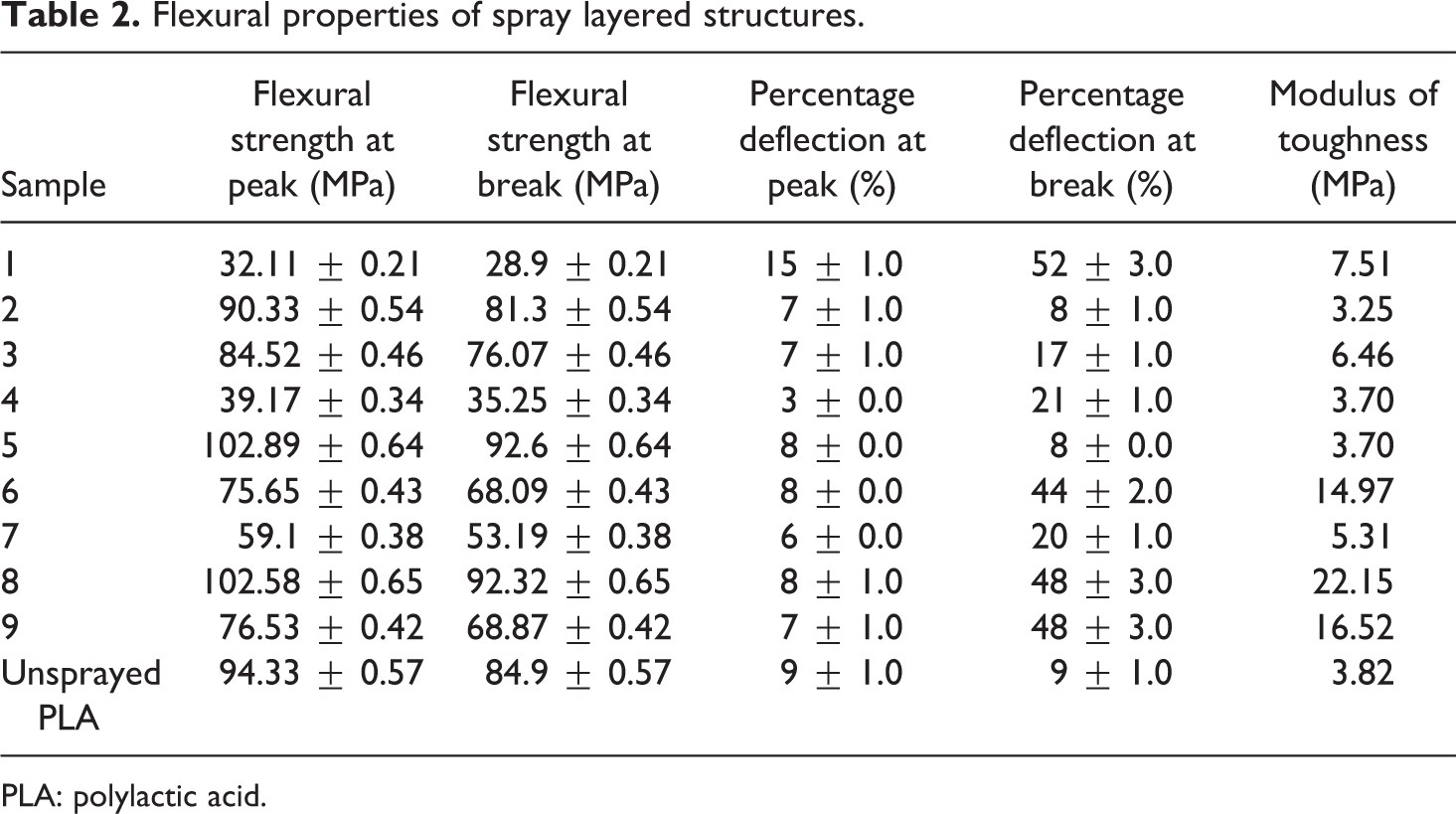
PLA: polylactic acid.
Figure 4 shows the stress versus strain curves for flexural properties, according to data given in Table 2. The modulus of toughness is one of the material properties, which is very crucial when 3D printed parts are manufactured for engineering crash applications. The parts subject to crash loading must have high flexural strength as well as high deflection tendency. The modulus of toughness is the area under the curve up to elastic limit and can be calculated by given formula 38
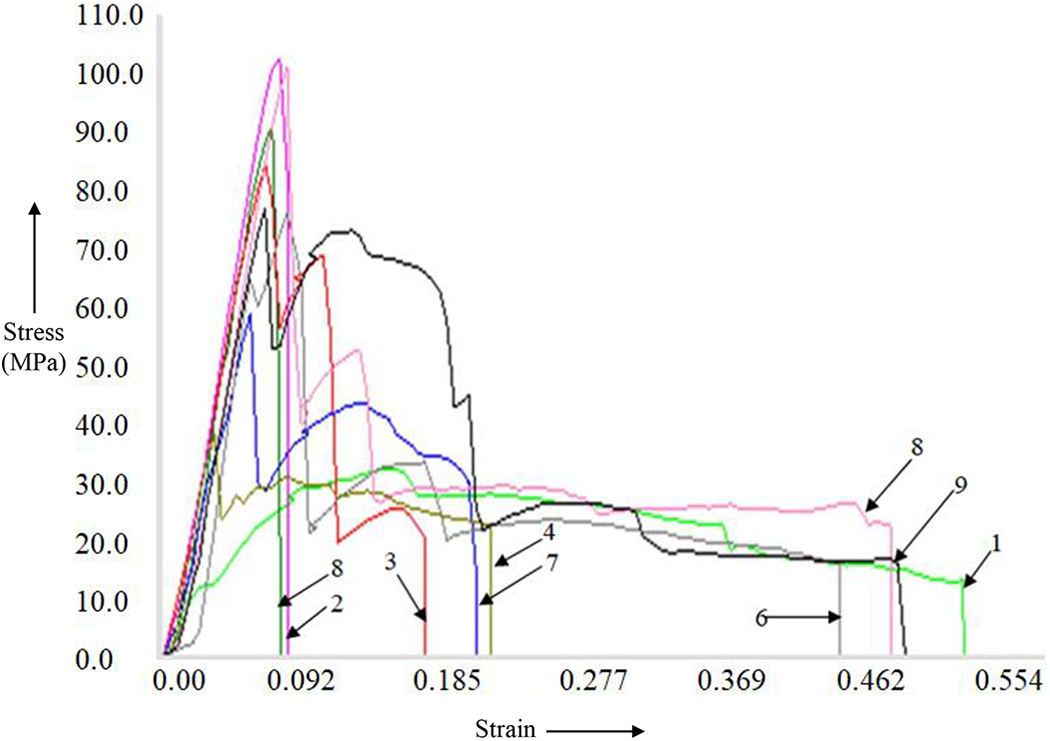
Stress versus strain curves for fractured flexural specimen.

It has been observed that the maximum modulus of toughness has been possessed by sample 8 (22.15 MPa), which is being printed with five spray layers, 70% infill and 60°C bed temperature (see Table 2). In Figure 4, it is clear that sample 8 has exhibited a maximum area under the curve. It should be noted that the modulus of the toughness of sample 8 is far greater than the modulus of the toughness of the unsprayed sample (3.82 MPa). Due to less resistivity to deflection, sample 2 exhibited a minimum modulus of toughness (3.25 MPa).
Morphological analysis
The previous studies suggested that the addition of soft and hard layers between the additive layer can modify the mechanical properties of the 3D printed structures. The bonding strength of the mechanical interlocking formed by silicone and thermoplastic was 5.5 times higher than the structures formed with the use of commercial primers. 39 It has been observed that the addition of soft interlayer of standard polypropylene (PP) and soft PP in mineral-reinforced polymeric matrix has led to an increase in fracture toughness almost 20 times. 40 The interlayer bonding characteristics depend on the fashion the additive layers are formed in 3D printing. The short carbon fibre (SCF) reinforcement has been studied in PLA. It was observed that mechanical strength of structure formed by PLA (2.69 MPa m2) is slightly comparable with interlayers of SCF-PLA (2.34 MPa m2), PLA/CF-PLA (2.54 MPa m2) and CF-PLA/CF-PLA (2.54 MPa m2). 41
Figure 5 shows the SEM morphology of fractured region of sample 1 (one spray layer), sample 5 (three spray layers) and unsprayed PLA (non-fractured). Since sample 1 possessed minimum flexural strength and maximum deflection and sample 5 possessed maximum flexural strength, these specimens have been selected for morphology analysis. It has been observed that sample 1 has deflected largely and the fracture occurred at the centre of the load applied. The impact of crack propagation is limited to only first bundle (16 layers) of the additive layer, and no sign of crack is observed in the case of the second bundle of layers. It can be concluded that the addition of metal spray layer has restricted the crack propagation to an adjacent bundle of layers. Also, the more deflection bear tendency of the lower bundle of additive layers provided the upper layers to crack only. It is clear from the morphological images that low infill is suitable for those loading conditions, where resistivity to deformation is desirable maximum with compromising the flexural strength.
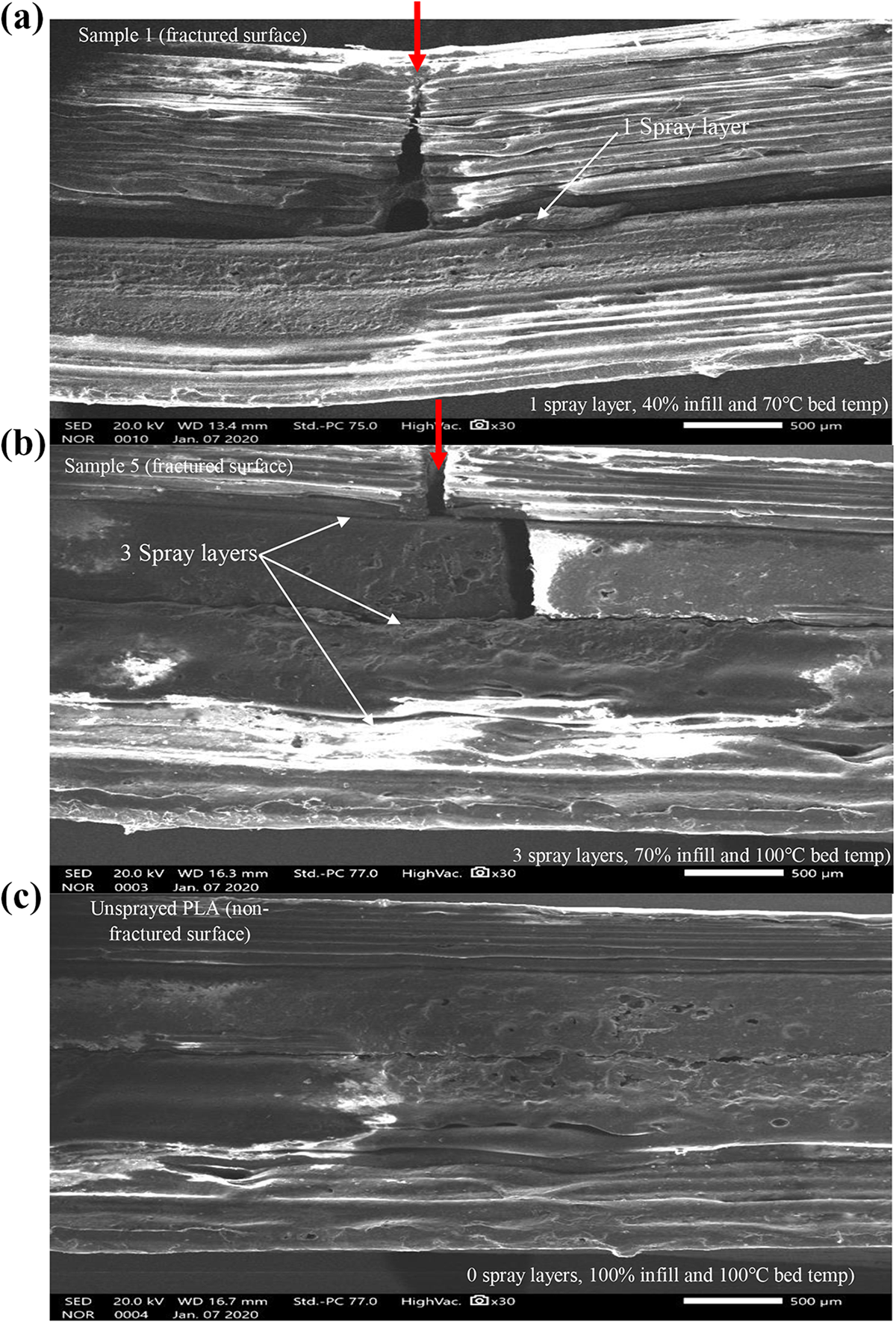
(a)–(c) SEM images of the fractured flexural specimen.
The fracture morphology of sample 5 is quite different from the sample 1 as the crack propagated to the second bundle of layers. It should be noted that sample 5 is prepared with three spray layers, 70% infill and 100°C bed temperature. It is clear from the observations of deflection at peak and deflection at the break that sample 5 has exhibited minimum resistivity to deflection. Due to minimum deflection provided by the supportive bundle of layers, the crack propagated into the second bundle of additive layers. In sample 5, the flexural strength has been obtained maximum due to the fact that 100°C bed temperature has provided the maximum heat transfer to the bundle of layers due to the spray of metal coating. In this case, the crack propagated only to the second bundle. It should be noted that layers of the sample 5 were more compacted and fused to their adjacent layers as compared to sample 1.
The samples prepared without a spray of PLA materials under 100% infill and 100°C bed temperature have also been observed under the 30× magnification to investigate the fusion morphology. It has been observed that layers formed without spray under the high infill percentage are well fused, but the tendency to resist the deformation is found less (according to the results of flexural properties). The observed flexural strength at peak (94.33 ± 0.57 MPa) and flexural strength at break (84.9 ± 0.57) are well in case of this sample due to the high bed temperature (which provided good fusion), but the deflection is found very less (9%) due to the maximum infill percentage.
EDS of sample 1 (minimum flexural strength) and sample 5 (maximum flexural strength) is shown in Figure 6. The presence of Al concentration in sample 1 has been observed at 3.84% as the elemental as well as the mass fraction of 7.03%. Further, in sample 5, the number of layers is 3 so that the element and mass fraction are also observed almost three times, as compared to sample 1. The element concentration of Al is 12.12%, while the mass fraction is 21.46%.
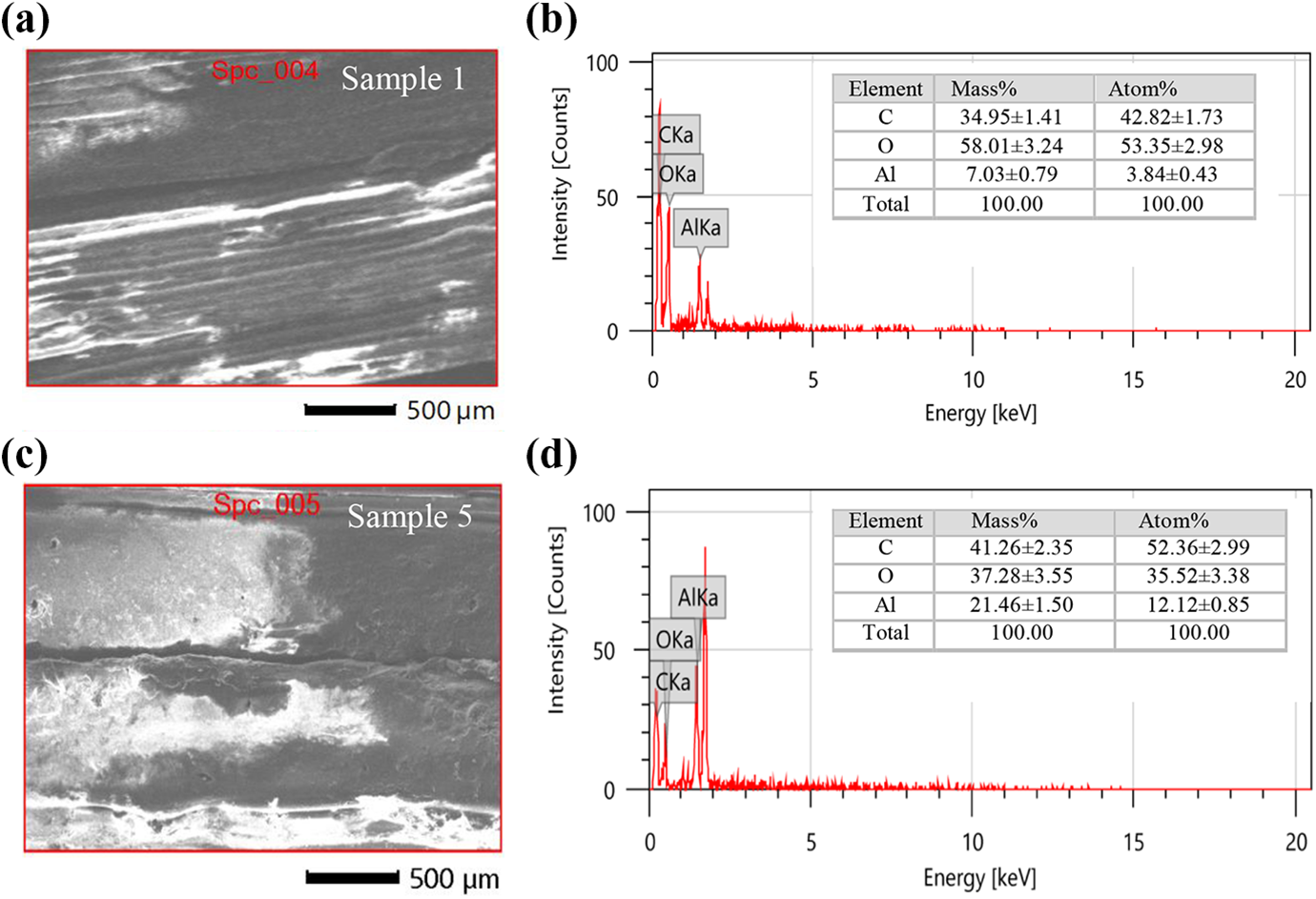
EDS plots for (a, b) sample 1 and (c, d) sample 5.
DSC analysis
The crystallinity of thermoplastic is the degree of regularity in the aligned chain structures. Increasing the degree of crystallinity can lead to an increased range of hardness and density. 42 PLA is one of the semi-crystalline thermoplastic and it can be improved by toughening, so that the mechanical properties, such as tensile strength, flexural strength and impact strength, can be modified. 43 The previous studies have suggested that the addition of plain-woven CF reinforcement with PP can increase the crystallinity. It has been found that the increased range of crystallinity by CF addition also increased its impact and flexural strength. 44
The DSC analysis has been performed to investigate the percentage crystallinity and melting point to study the impact metal spray inside PLA layers during MEAM. Figure 7 shows the DSC plot of the unsprayed sample (curve 1), the sample with one spray layer (curve 2), the sample with three spray layers (curve 3) and sample with five spray layers (curve 4). The crystallinity of unsprayed sample is found 1.31% in first thermal cycle, which increased to 3.63% in second thermal cycle. The increase in second cycle is due to the fact that heating in first cycle may reorient the carbon structure that provided enhancement in crystallinity. Similar trend is found in the case of samples with one spray layer, three spray layers and five spray layers in which crystallinity is enhanced to a significant amount. The crystallinity of sample with one spray layer has increased from 2.80% to 7.99%, sample with three spray layers from 3.32% to 9.46% and sample with five layers from 4.04 to 11.35% in second cycle. It is the most desirable, valuable and interesting fact that the addition of more Al layers in samples has increased the crystallinity percentage. In practical engineering applications of PLA structures, the number of spray layers can be further increased to achieve higher crystallinity. According to the results of the melting point, it has been observed that the addition of spray layers in PLA has increased the melting point. It is also observed that second heating cycle has led to stabilizing the material so that the melting point of every combination is found lower in second heating cycle. It has been observed that the melting point of the unsprayed sample is 155.51°C, the sample with one spray layer is 155.94°C, the sample with three spray layer is 156.47°C and the sample with five spray layers is 157.89°C, which is afterward stabilized and decreased to 150.47°C, 151.09°C, 151.48°C and 152.05°C, respectively, in second heating cycle.
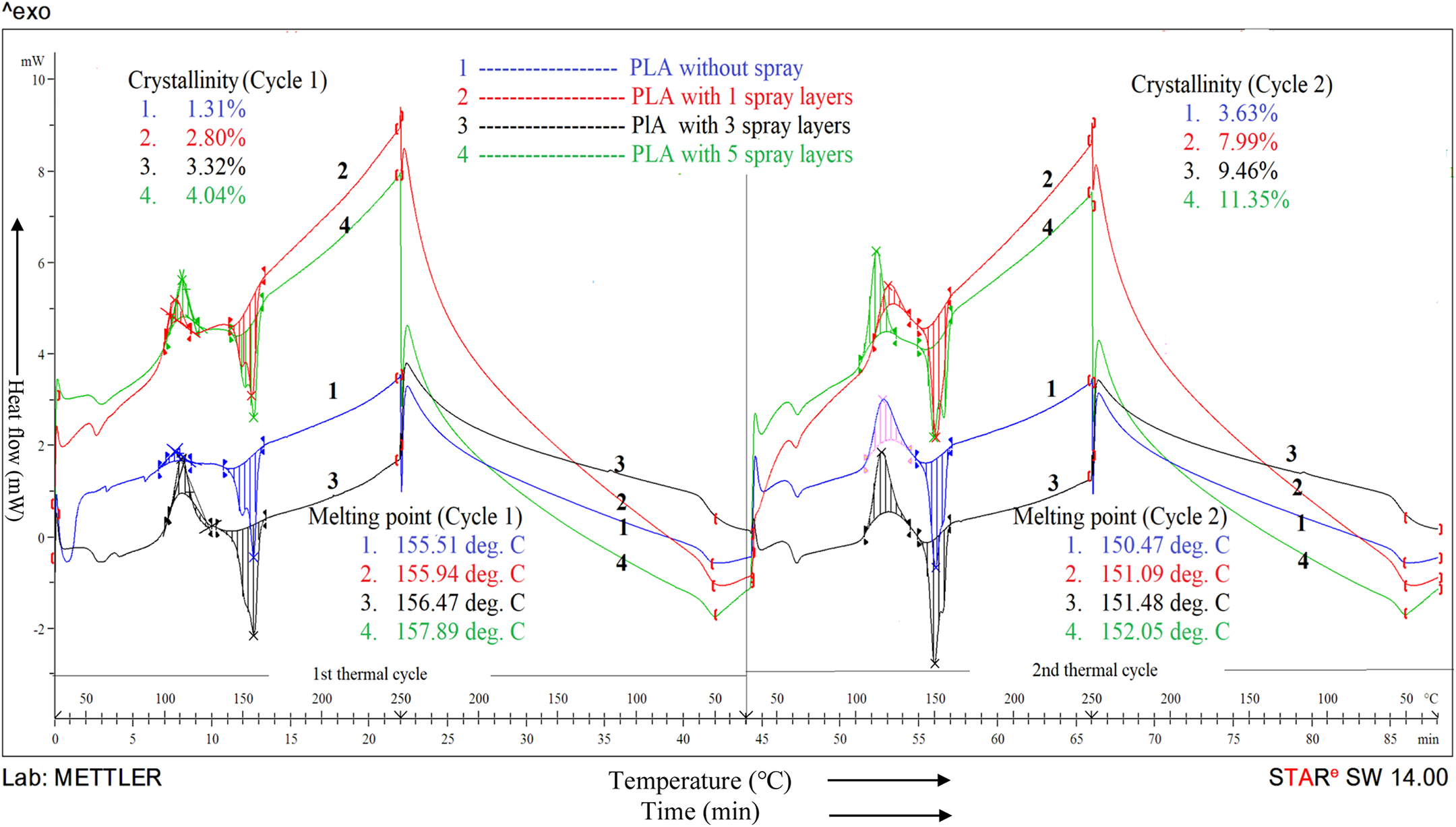
DSC plot of unsprayed and sprayed samples.
Process optimization
The contributions of input processes parameters involved in this hybrid spray layer additive manufacturing are not similar for all the output properties. This means the input process variables should be selected for mass production in such a way that it will give optimum results of mechanical properties.
For optimization of the input parameters, signal-to-noise (SN) ratios of each property at each experimental condition have been calculated, as provided in Table 3. The SN ratio (η) for larger is better type case has been calculated as
SN ratios of mechanical properties.
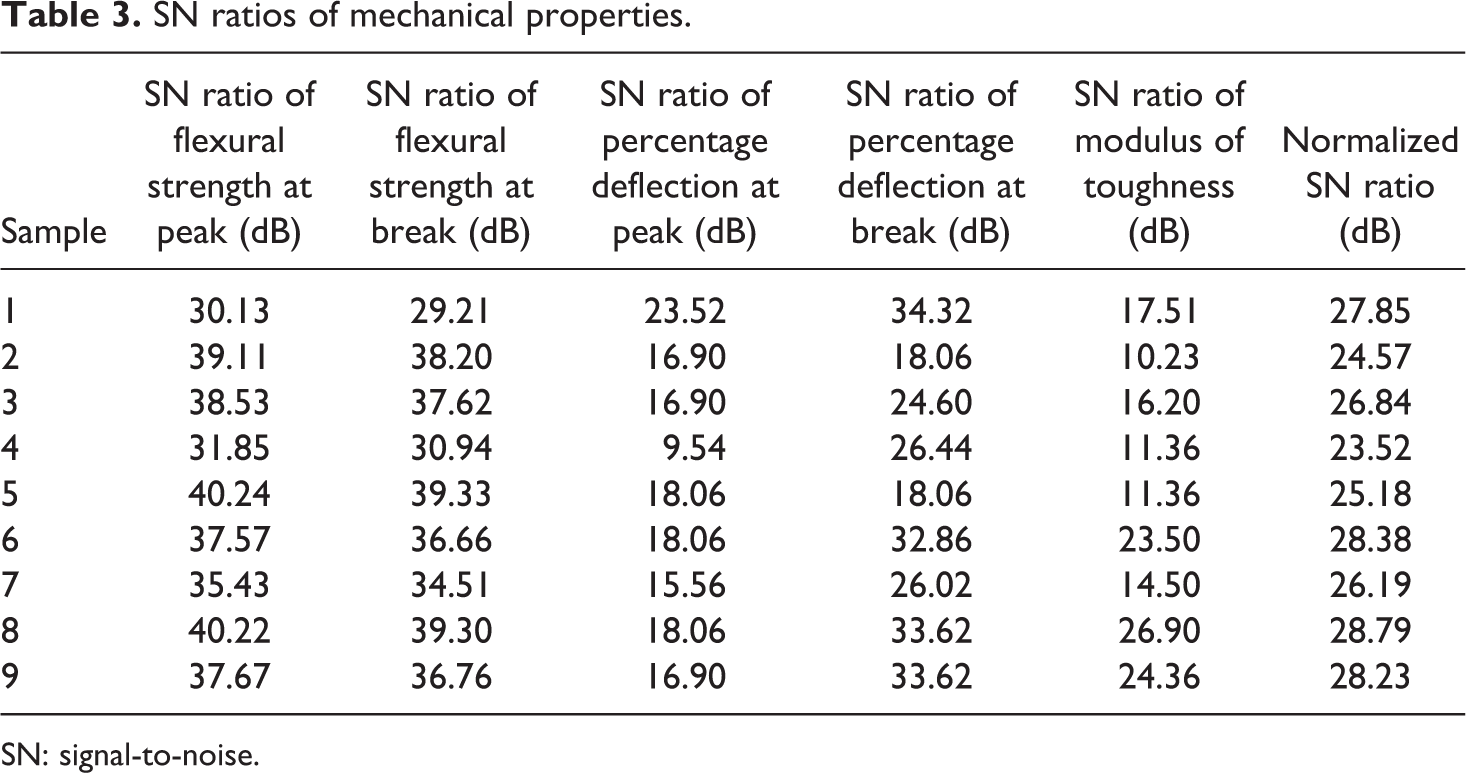
SN: signal-to-noise.
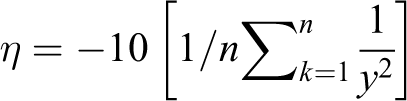
where n is the number of experiments and y is the material properties at experiment no. k.
Further, the values of SN ratios have been normalized by selecting all the specific properties as “the larger is better” type case (see Table 3).
Figure 8 shows the main effect plots of SN ratios of different mechanical properties of test samples. It can be observed that maximum SN ratio for each type of mechanical property can be achieved at different parametric settings. For example, it can be predicted that flexural strength at peak will give maximum values if MEAM is being performed by maintaining three spray layers, 70% infill and 100°C bed temperature.
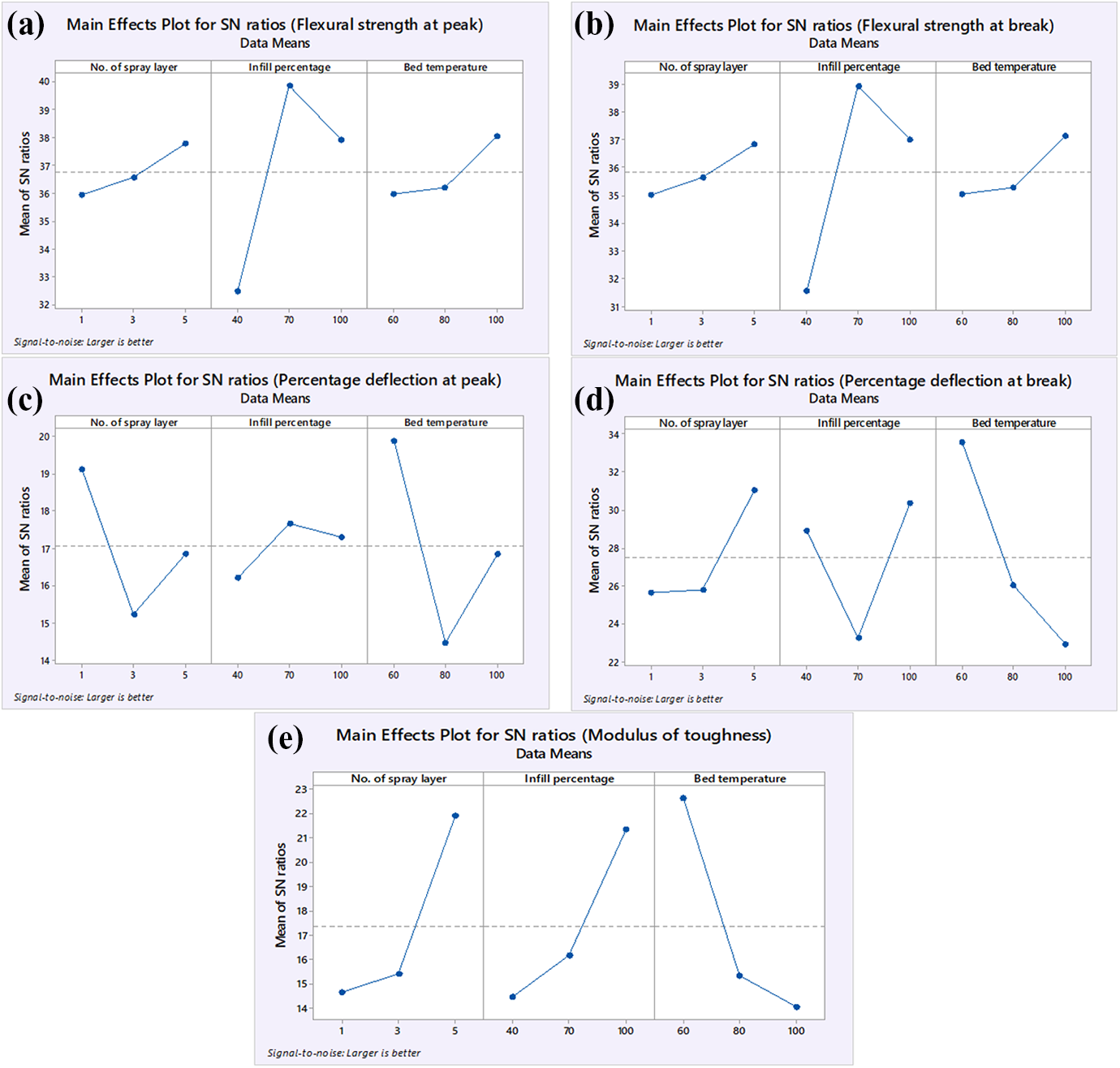
Main effect plots of SN ratio of mechanical properties. (a) Main effect plot for SN ratios (flexural strength at peak), (b) main effect plot for SN ratios (flexural strength at break), (c) main effect plot for SN ratios (percentage deflection at peak), (d) main effect plot for SN ratios (percentage deflection at break) and (e) main effect plot for SN ratios (modulus of toughness).
To calculate the mechanical properties at optimum setting, the Taguchi-based process optimization mathematic modeling has been opted. The mathematical optimization modelling is based on the calculation of analysis of variance (ANOVA).
The ANOVA for flexural strength at the peak is given in Table 4. It has been calculated that the p value for infill percentage (0.031) is less than 0.05, which means the process is statistically controlled at 95% confidence level. For the contribution of input process variables in the spray layered additively manufactured parts, the infill percentage (contributed 84.62%) is the most contributing factor followed by bed temperature (contributed 7.58%) and number of spray layers (contributed 5.08%). The residual error of this process is calculated only 2.71%, which means the process is statistically controlled. In experiment 5, the combination of higher bed temperature and intermediate infill percentage possessed maximum flexural strength. So, on the basis of these results, it can be stated that the combination of bed temperature and infill percentage is the most valuable factor.
ANOVA for SN ratios of flexural strength at peak.
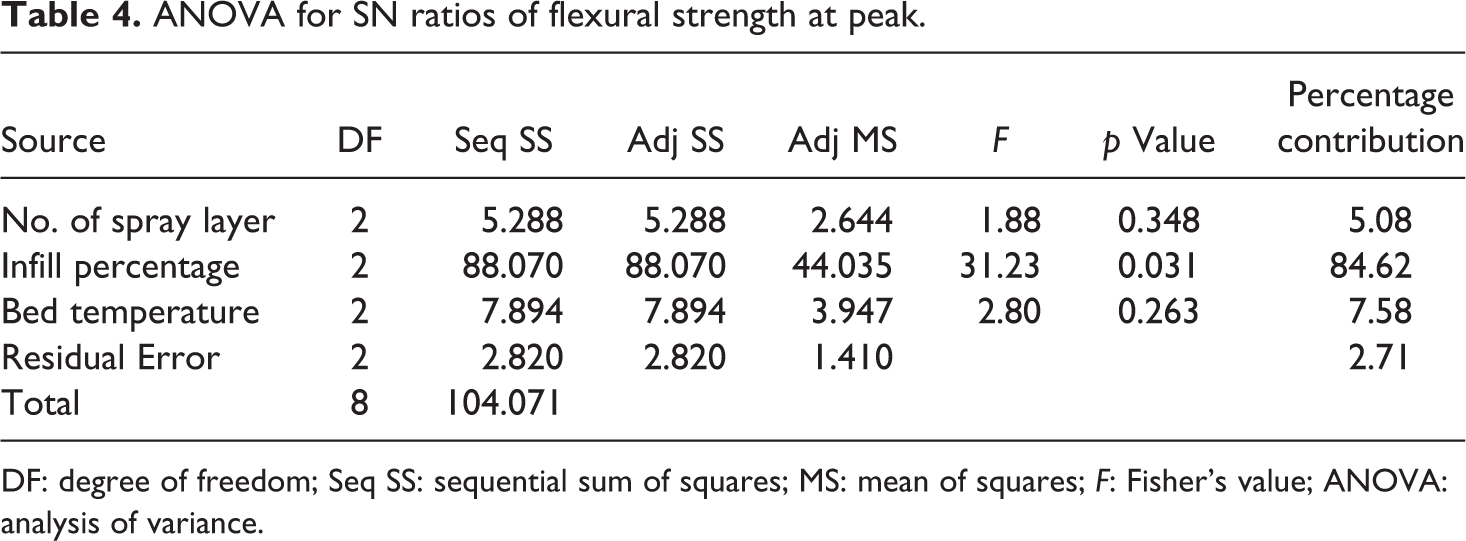
DF: degree of freedom; Seq SS: sequential sum of squares; MS: mean of squares; F: Fisher’s value; ANOVA: analysis of variance.
In relation to the ANOVA analysis, Table 5 presents the response table for SN ratio of flexural strength. For contribution in flexural strength at the peak, infill percentage is ranked 1, bed temperature ranked 2 and number of spray layer is ranked 2.
Response table for SN ratio of flexural strength at peak.
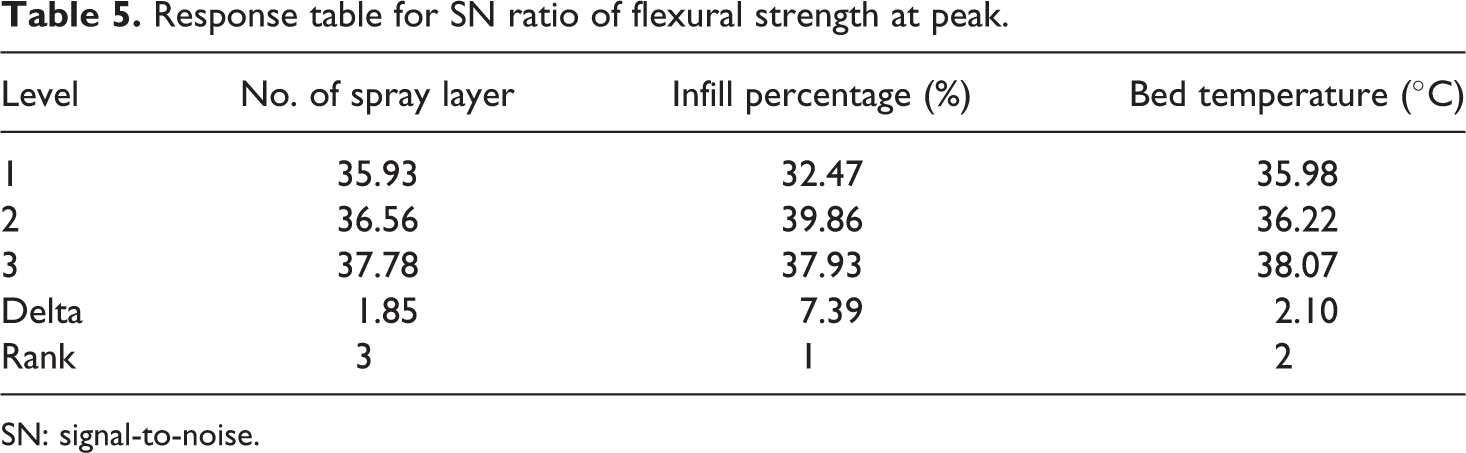
SN: signal-to-noise.
According to the predicted parameter setting observed in Figure 9, the value of mechanical properties is mathematically calculated, and cross-experimentations have been conducted for validation. In this case, the optimum flexural strength at the peak is observed by conducting an experiment by taking five spray layers, 70% infill and 100°C bed temperature.
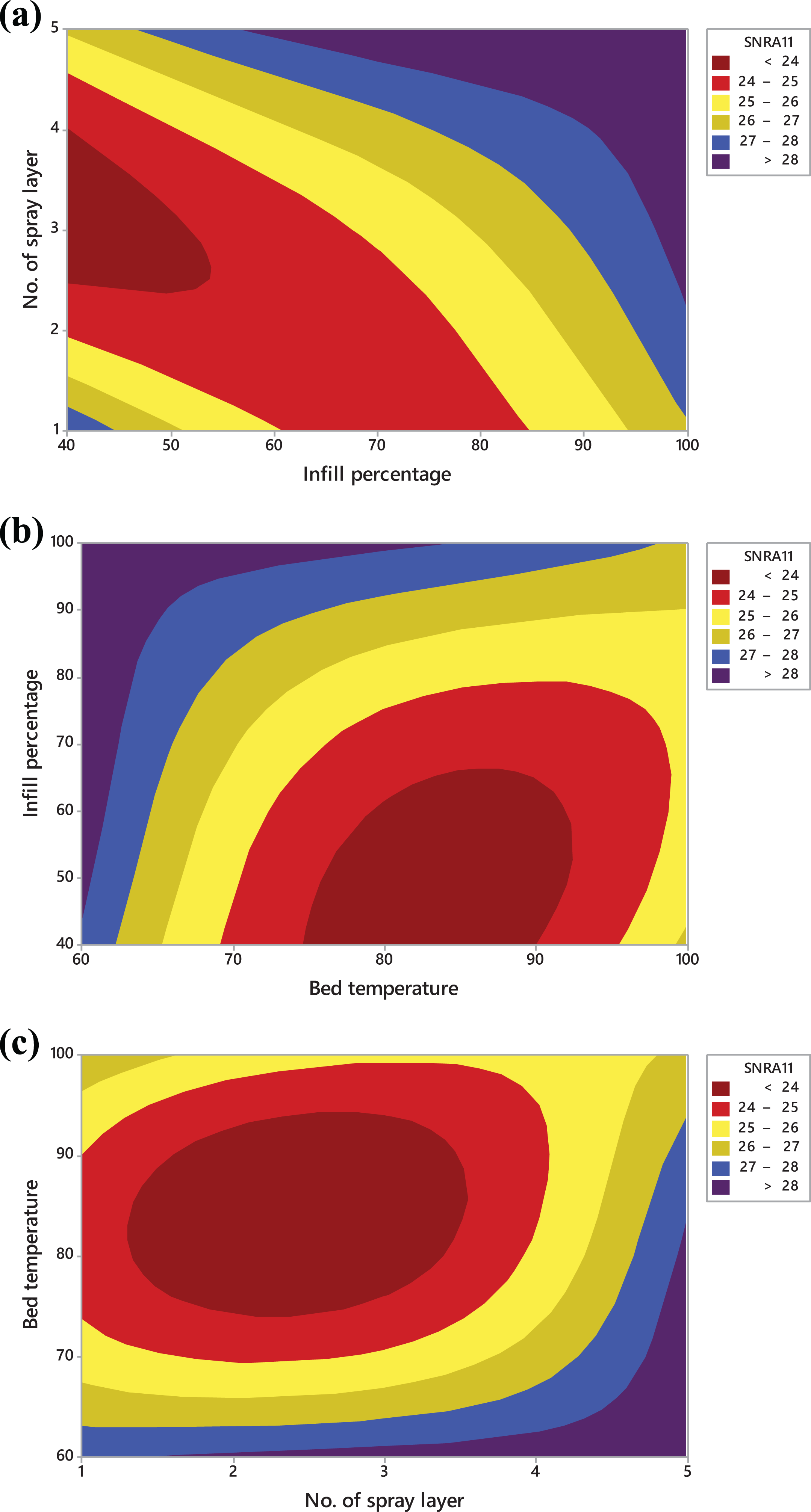
Contour plots normalized SN ratios of mechanical properties for optimum setting of 3D printing: (a) Contour plot of normalized SN ratio versus number of spray layer, infill percentage, (b) contour plot of normalized SN ratio versus infill percentage, bed temperature and (c) contour plot of normalized SN ratio versus bed temperature, number of spray layer.
The optimization strategy using this approach needs the calculation of optimum SN ratio (ηopt), which is calculated by given expression

where m is the mean of SN ratio, mA3 is the number of spray layers at level 3, mB2 is infill percentage at level 2 and mC3 is bed temperature at level 3. The value of mechanical properties at predicted setting has been calculated by given expression

where yopt is the optimum value of flexural strength at peak and m is the mean of SN ratios of flexural strength, which is calculated by data given in Table 3; m = 36.75 dB.
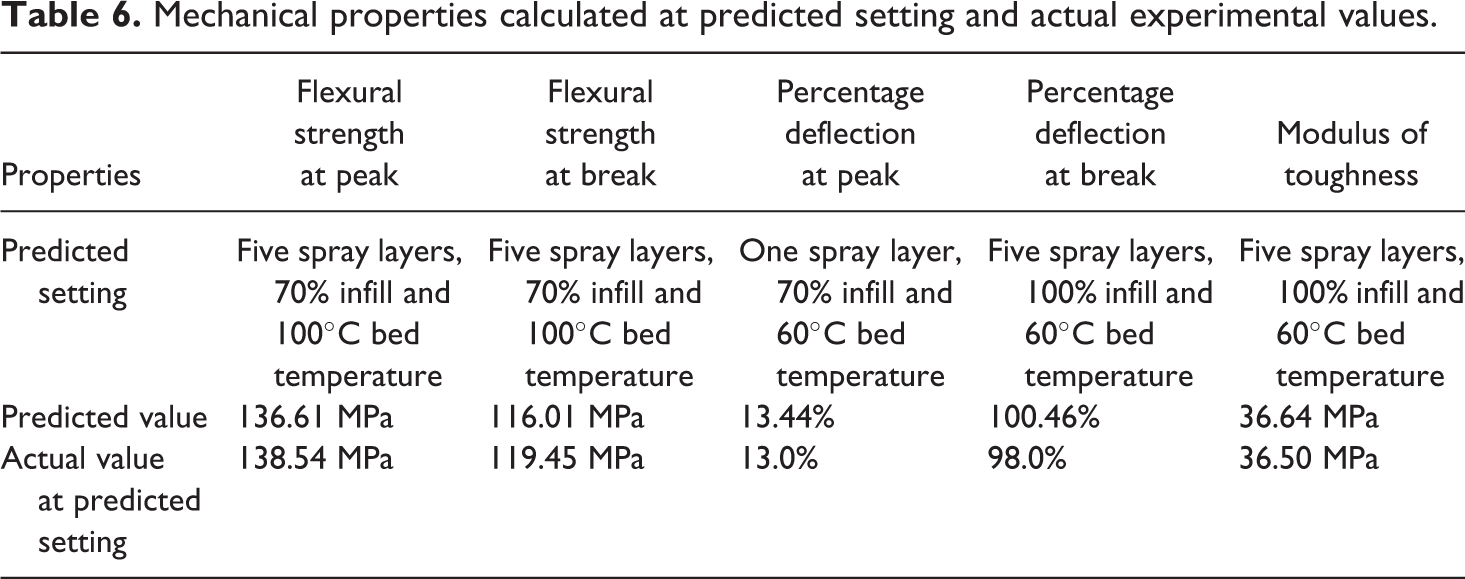
According to values given in Table 6, mA3 = 37.78 dB, mB2 = 39.86 dB and mC3 = 38.07 dB.
Mechanical properties calculated at predicted setting and actual experimental values.
The value of ηopt is calculated as

Putting the values of ηopt to find yopt
According to the calculation made, the value of flexural strength at break is 136.61 MPa. Using optimum parameter settings, the experimentation is again performed, and the flexural strength observed at the peak is 138.54 MPa, which is very close to the predicted value. Further, similar calculations have been made for the other properties, and actual experimentation has been performed. Table 6 compares the mechanical properties calculated at predicted setting and actual experimental values.
The contour plots of normalized SN ratio have been drawn to select the set of optimum process variables. The interaction of SN ratios versus input process parameters has been made (see Figure 9). In the interaction of number of spray layer versus infill percentage, the combination of five layers and 100% infill is declared as the better combination. Further, a combination of 100% infill and 60°C bed temperature has shown a better SN ratio. In the interaction of bed temperature and number of layers, 60°C bed temperature and five spray layers are good combinations. Overall, it has been observed that a combination of five spray layers, 100% infill and 60°C bed temperature is an optimized option for mass production of structures by 3D printing using the present technique.
Conclusions
The present study outlined the procedural methodology and analytical approaches of hybrid spray layered additive manufacturing for 3D printing of modified structures in various structural/non-structural applications. Following conclusions have been made from the present study: The maximum value for flexural strength is obtained for sample 5 (three metal spray layers under 70% infill and 100°C bed temperature) due to the fact that mid-range of spray layer and infill percentage under maximum bed temperature provided maximum heat transfer between the layers, which supported fusion and strong bonding. It has been observed that layers formed without spray under the high infill percentage are well fused, but the tendency to resist the deformation is found less (according to the results of flexural properties). According to the morphological analysis, low infill (40%) is suitable for those loading condition, where maximum flexibility is desirable while compromising the flexural strength. It is the most desirable, valuable and interesting fact that the addition of more Al layers in samples has increased the crystallinity percentage. In practical engineering applications of PLA structures, the number of spray layers can be increased to attain higher crystallinity. Also, according to the results of the melting point, it has been observed that the addition of spray layers in the sample has increased the melting point. Overall, it has been observed that a combination of five spray layers, 100% infill and 60°C bed temperature is an optimized combination for mass production of 3D printing structures with the present technique.
Footnotes
Acknowledgment
The authors are highly thankful to the University Centre for Research and Development, Chandigarh University and Centre for Manufacturing Research, GNDEC, Ludhiana, for providing financial/technical assistance to carry out the research work.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.