
Abstract
Polyoxymethylene (POM)-based composites with polytetrafluoroethylene (PTFE) filler and silicone gum have been prepared by melt extrusion to enhance the wear resistance and friction lubrication of POM without compromising the other desired properties such as modulus, toughness/impact strength, notch insensitivity, and thermal stability. The compounded material was injection molded to prepare test specimens, and their physico-mechanical properties were evaluated. In addition, thermal and tribological characteristics of the composites were also studied. The addition of silicone into POM/PTFE composites could enhance the formation of stable transfer film on the mating surface during sliding contact, thus improving the friction and wear performance, as silicone forms synergistic mixture with PTFE. It was found that the tensile, flexural, and notched impact strength remained almost constant for all the formulations. The use of PTFE improved the unnotched impact strength (from 35.5 to 42.9 kJ m−2). The toughening effect can be attributed to the dissipation of impact energy through soft PTFE and ductile silicone phase. Differential scanning calorimeter results revealed that there are no negative effects on POM crystallinity due to the presence of PTFE and silicone. The wear behavior of composites has been investigated under dry sliding conditions at different normal loads and sliding velocities at room temperature. The POM/PTFE/silicone (90/8/2 wt/wt%) formulation exhibits better wear-resistant behavior in the present study.
Introduction
In recent times, the polymeric composites are increasingly used for tribological applications in comparison with metallic components due to their inherent advantages of lightweight, high specific strength, and low processing/machining cost. Polyoxymethylene (polyacetal, POM) is an important crystalline engineering polymer commonly used in making complex, precision parts such as gears, bearings, bushings, thrust washers, impellers, cams, and valve seals due to its unique properties like high stiffness, creep resistance, good fatigue strength, low friction coefficient, and high oil resistivity along with excellent machinability. It is a close competent for polyamides in such applications, but scores high when it comes to water resistance. However, POM exhibits poor abrasion and wear resistance, leading to early failure and leakage problems in the seals. 1 Friction and wear properties of the materials are the critical factors for the moving parts. In many of these applications, polymeric materials are used under sliding conditions against metallic counterparts without any external oil or grease, so self-lubrication of the material itself is of great importance. In such cases, it is desirable for polymeric materials to produce a durable transfer film on the metallic counterparts. The present study aims at development of self-lubricating composite materials that can accommodate shock loading, shaft misalignment, bending, and better wear resistance than the metallic counterparts. The wear resistance of polymer composites could be improved by the addition of fillers such as bronze, carbon, graphite, polytetrafluoroethylene (PTFE), glass, aramid, and carbon fiber. Fillers in general are effective in impeding large-scale fragmentation, thereby reducing the wear rate. 2 – 4 In general, the transfer film formed on the metallic counterpart is mainly composed of wear debris of the polymeric matrix, broken pieces of the reinforcement, and tiny particles of the counterpart asperities. Their combination largely decides the mechanism of wear protection.5,6
POM is known for its good surface lubricity and better synergy with flame retardants. 7 It is therefore often used as an alternative to metals in moving parts. However, to keep pace with the modern technological developments, ever increasing demands are being placed on advanced lightweight tribomaterials for enhanced performance under stringent conditions of speeds, temperatures, loads, and extreme environments. To improve the friction and wear behavior of polymeric materials, one typical concept is to reduce their adhesion to the counterpart material and to enhance their stiffness, hardness, lubricity, and compressive strength. This can be achieved quite successfully by using fillers such as solid lubricants that provide lubrication under essentially dry conditions between two surfaces moving relative to each other. The wear resistance is increased further when fillers decompose and generate reaction products which enhance the bonding between the counterface and the transfer film.8–12 PTFE is often a component of blends and composites where low friction is sought. Many researchers have studied the friction and wear behavior of PTFE-filled polymers.13–16 It has been reported that high-sliding velocity and loads promote the formation of a compact transfer film at the early stage of contact. This film formation is believed to be the predominant mechanism giving rise to excellent wear-resistant performance of the solid lubricants with high load-carrying capacity.17–19
In the present study, PTFE and silicone were used to have synergistic lubricating effect with the formation of thin, uniform, and continuous transfer film that would contribute to the increase in wear resistance of polyacetal-based composites along with good flame retardancy. Silicone resin acts as a migratory lubricant which tends to migrate to the surface of the composite to continuously regenerate the wear surface. Together PTFE and silicone forms high-temperature grease which will give better lubrication than individual components particularly at high speeds and during start-ups. PTFE acts as a thickening agent as well as an extreme pressure additive to form transfer film at the interface.20–22
The addition of the second/third component or the filler in tribocomposites can perform a variety of roles depending upon the choice of filler materials and the matrix. Some of these roles are improvement in the subsurface crack-arresting ability (molybdenum disulfide), strengthening of the matrix (silicone), high load-carrying capacity (carbon/aramid fibers), lubricating effect at the interface by decreased shear stress, and the enhancement of the thermal conductivity (carbon black) to dissipate the generated heat.23–28 In the present study, POM was compounded with varying amounts, that is, 5.0, 7.0, 8.0, and 9.0 wt% of PTFE and 1.0, 2.0, 3.0, and 5.0 wt% of silicone. The fabricated POM/PTFE/silicone composites have been evaluated for wear-resistant behavior along with physico-mechanical, thermal, and morphological characteristics.
Experiment
Materials
Polyacetal (Celcon M90) was procured from Celanese Corporation (USA) and used as the major component of the composite. Crystalline thermoplastic POM was selected as it gives lowest coefficient of friction due to linear molecular architecture that helps molecules to stretch easily in the direction of shear giving least frictional resistance. Polytetrafluoroethylene (INOFLON 630) of average particle size of 33 µm was purchased from Gujarat Fluorochemicals Limited (Gujarat, India). Silicone (GENIOPLAST) pellets were purchased from Wacker Chemie AG (Germany). This particular grade of silicone acts as a processing aid/flow promoter and improves antifriction properties/lowers the coefficient of friction without decreasing the mechanical properties.
Compounding and specimen preparation
Predetermined quantity of PTFE powder was premixed with silicone pellets and then mixed with small part of POM in a tumbling mixer for 15 min. This dry blend and the remaining part of POM is melt blended using a co-rotating intermesh twin-screw extruder (Berstorff ZE 40) at a screw speed of 250 r min−1. The varying compositions of silicone, PTFE, and POM are controlled through the gravimetric feeding of dry blend and POM by using gravimetric K-tron feeders. The extruder used has a screw diameter of 40 mm, with 11 segmented barrels. The barrels are maintained at temperatures ranging from 45°C at feed zone to 205°C at the die zone. The melt is extruded in the form of strand which is then quenched in cold water bath to solidify and then pelletized using rotary cutter. The pellets so produced are then dried in hot air oven at 85°C for 3 h. The dried pellets were injection molded to produce the test specimens in accordance with the American Society for Testing and Materials (ASTM) standards. The test specimens for tensile, impact, and flexural strength were prepared using R.H. WINSOR India, SD-75 automatic injection molding machine with 70 ton clamping pressure at 195–210°C and an injection pressure of 80 bars. After molding, the test specimens were conditioned at 23 ± 2°C and 50 ± 5% relative humidity for 40 h according to ASTM D618 prior to mechanical testing.
Characterization techniques
Density measurements were made using Mettler Toledo electronic balance (Model AG 204, Switzerland) according to the ASTM D792 standard. The hardness value was measured using shore D durometer. Melt flow index (MFI) was measured using Dynisco D400 model according to the ASTM D1238 standard. The tensile behavior of the composites was measured using JJ Lloyds Universal Testing Machine (Model Z20, 20 kN, USA) according to the ASTM D638 test method at a crosshead speed of 50 mm min−1. Izod impact strength was measured in a WinPEN (CEAST S.P.A., Italy) according to the ASTM D256A standard. The thermal behavior of the composites was examined using differential scanning calorimeter (DSC) model DSC-Q200 (DuPont TA Instruments, USA). All samples for DSC were sealed in hermetic aluminum pans. The DSC scans were recorded at the heating rate of 10°C min−1 from ambient to 350°C under nitrogen gas flow of 60 mL min−1. The tribological properties of POM/PTFE/silicone composites were studied by conducting surface wear tests using a pin-on-disk wear testing machine (Model Ducom LR20E, India) according to the ASTM D3039 method. The counterface disc was made of stainless steel (AISI 314). The disc of 150 mm diameter, 8 mm thickness, 25 µm surface roughness, and 62 HRC hardness was used for evaluating the sliding wear frictional properties of the composites. The initial weights of test specimens were recorded using a high-precision digital electronic balance after thorough cleaning, and then the specimen was fixed to the holder such that the flat face of the specimen comes in contact with the rotating hardened steel disc. The setup has an arrangement to vary the motor speed and consequently the revolutions per minute of the disc. The wear tests were conducted for 10 min at a sliding radius of 100 mm. The wear tests were performed at different sliding velocities of 3, 5, and 8 m s−1 and at varying applied loads of 10, 30, and 50 N. The final weights of the specimens were recorded, and the wear loss and the specific wear rate were calculated. Generally, the specific wear rate is defined as the wear volume normalized by the normal load and the sliding distance. The specific wear rate (KS) was calculated from the below equation:
where, W is the volume loss in centimeters, 3 FN is the normal load in newton, and d is the sliding distance in meters. The worn surfaces were cleaned with acetone and dried thoroughly and then observed under a scanning electron microscope (SEM; JSM5600LV, JEOL Co., Japan) to elucidate the wear mechanism. All the worn surfaces were gold coated prior to SEM analysis for rendering electrical conductivity. The number of replicates tested is three for physico-mechanical properties, and the average of three is reported as the final value.
Results and discussion
Physico-mechanical properties
The measured physical properties such as density and MFI of all the compositions were tabulated in Table 1. The density was slightly affected by the presence of PTFE as it was counterbalanced by the lightweight silicone. The hardness decreases with increase in silicone content in the composition. Although MFI did not follow the definite trend, with the increase in silicone content, it is increasing as the silicone acts as a flow promoter/lubricant.
Physical properties of POM/PTFE/silicone composites.
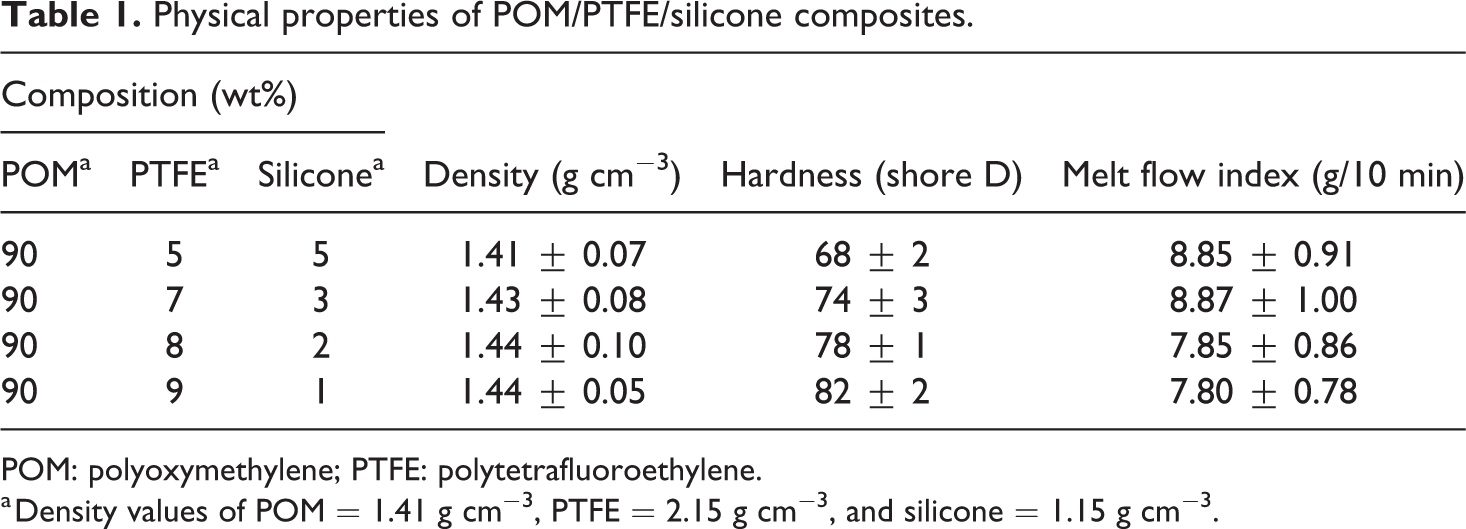
POM: polyoxymethylene; PTFE: polytetrafluoroethylene.
a Density values of POM = 1.41 g cm−3, PTFE = 2.15 g cm−3, and silicone = 1.15 g cm−3.
The tensile properties of composites are presented in Table 2, and it is evident from the table that tensile strength does not vary much for the compositions tested, whereas the modulus and elongation at break decreased as the PTFE content increased. Modulus decrease can be attributed to the soft nature of PTFE and silicone fillers. High elongation at failure implies that the shear stress during sliding event can be drastically reduced due to extensive plastic deformation of the polymer within a very thin layer close to the interface. This interfacial layer accommodates almost all of the energy dissipation and thus bulk of the polymer undergoes very minimal deformation or wear.29–34 In the present case, silicone being incompatible with POM might have formed a layer on the surface resulting in the above effect.
Tensile properties of POM/PTFE/silicone composites.
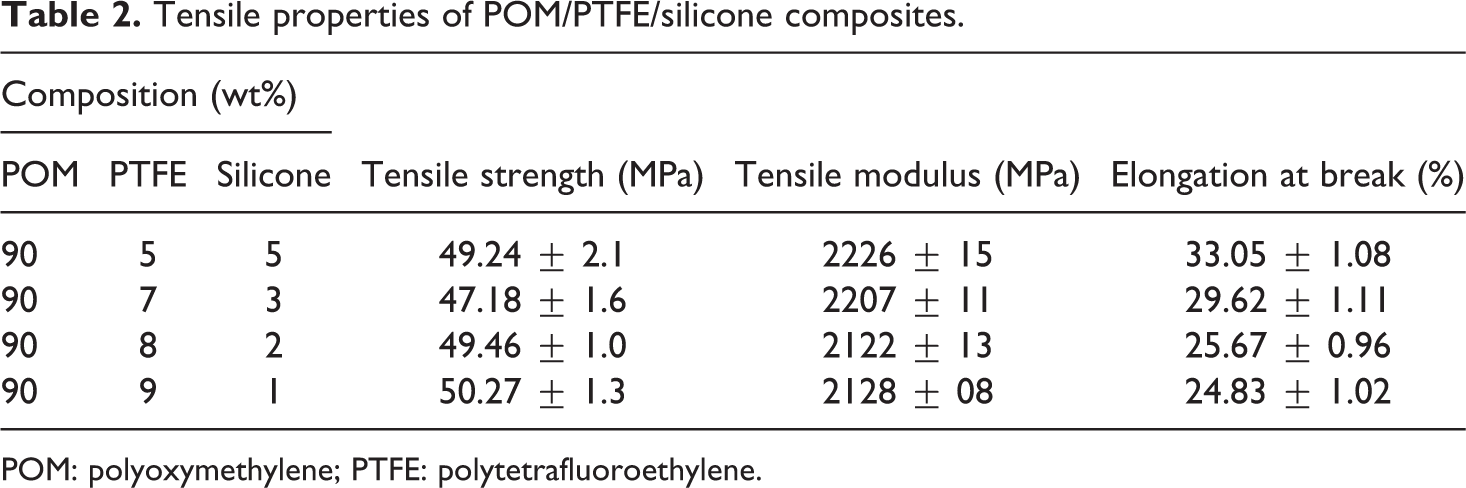
POM: polyoxymethylene; PTFE: polytetrafluoroethylene.
As shown in Table 3, the flexural strength did not show any regular trend, but not much variation was noticed. Flexural modulus decreased with increase in PTFE content and decrease in silicone content. Notched impact strength is slightly higher at higher silicone content due to toughening effect. The unnotched impact strength steadily increased with increase in PTFE content. This may be due to crack bridging effect of PTFE filler, which is an added advantage to inhibit crack propagation.
Impact and flexural properties of POM/PTFE/silicone composites.
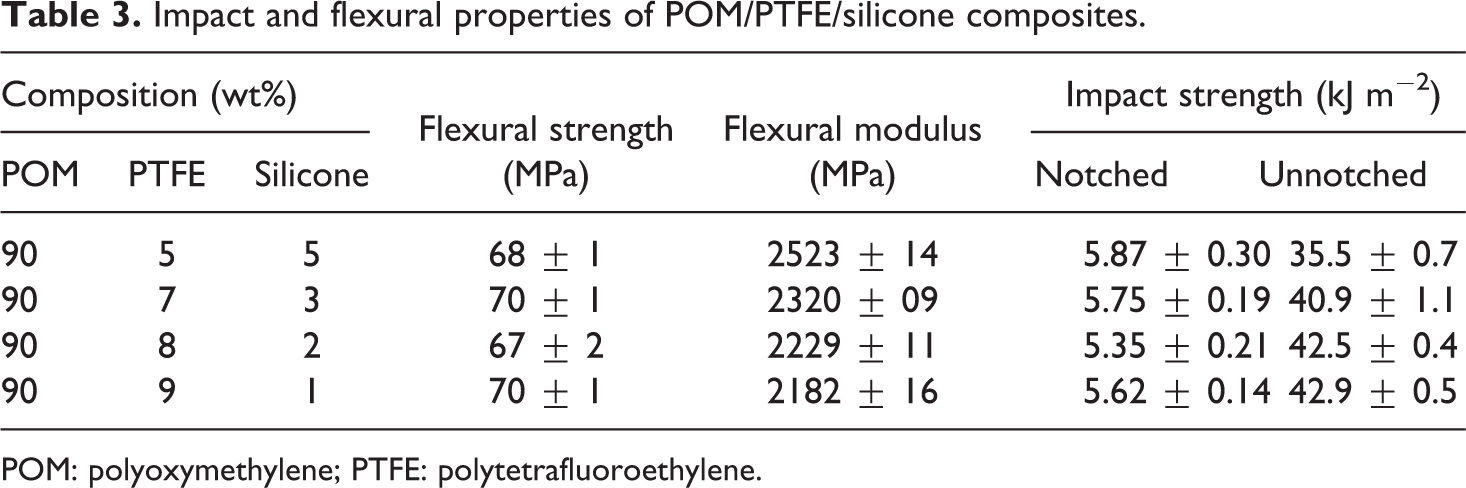
POM: polyoxymethylene; PTFE: polytetrafluoroethylene.
DSC studies
The thermal properties of the prepared composites were investigated by DSC technique to analyze the effect of PTFE and silicone content on the crystalline melting temperature (Tm), enthalpy of melting, and percentage crystallinity of POM. The DSC thermograms of the composites are shown in Figure 1. The data obtained from DSC analysis are tabulated in Table 4. From Table 4 it is noticed that the peak Tm of POM in all the compositions were lesser than pristine POM and it is independent of the concentration of PTFE and silicone. The percent crystallinity of the samples were calculated based on heat of fusion of 100% crystalline POM (326 J g−1). 35 The enthalpy of melting and percentage crystallinity of 90/5/5 and 90/9/1 compositions were almost in line with pristine POM, whereas for the other two compositions it was higher. This may be due to the nucleating effect of PTFE filler. During crystallization process, the nucleus formation is the rate determining step, when external media like filler is present, the crystallization may start quickly at such boundary as it acts as heterogeneous nucleus of critical size. 36 The above results clearly indicate that the incorporation of PTFE and silicone did not have any negative effect on the crystalline behavior of POM.
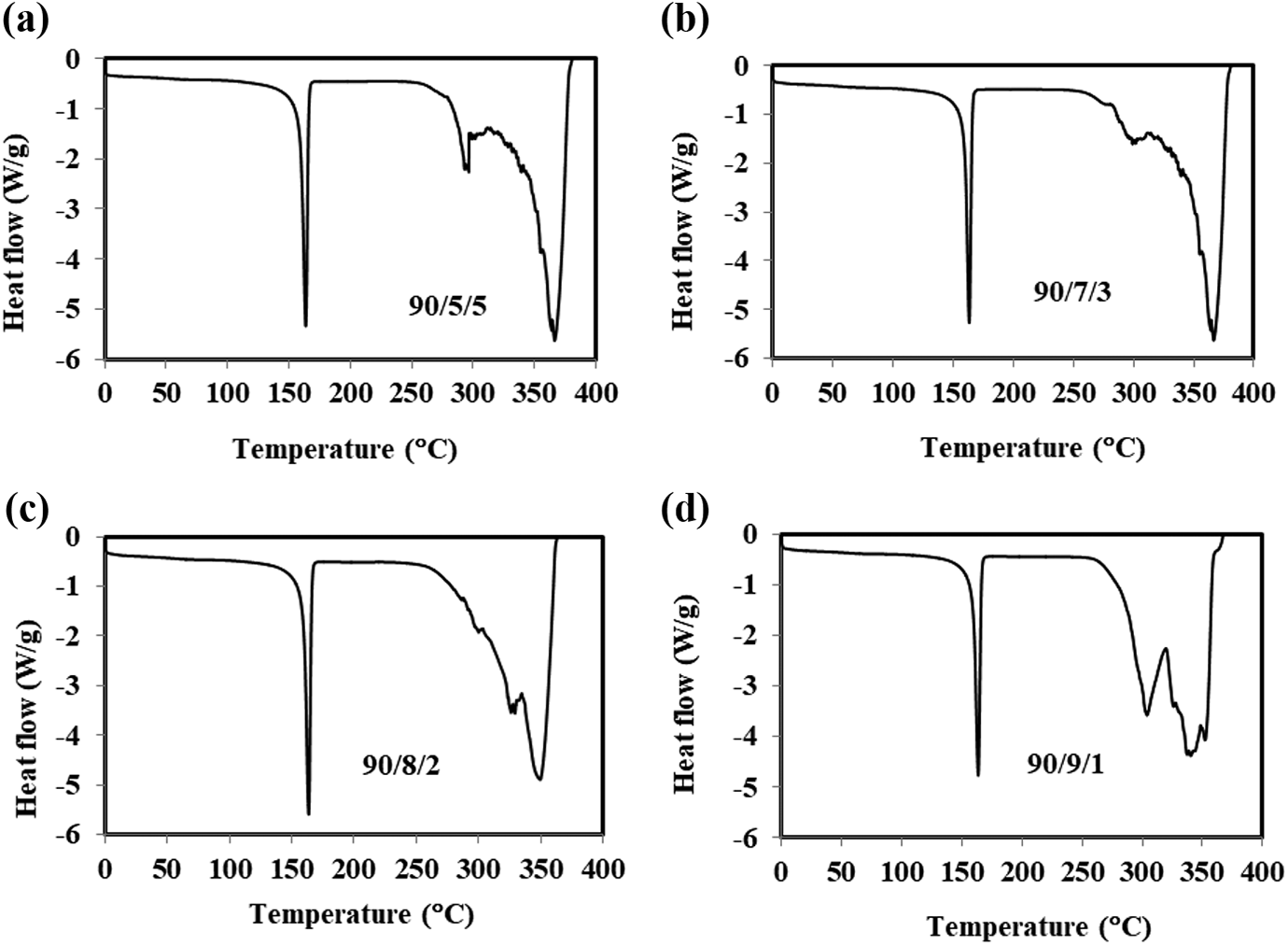
(a to d) DSC thermograms of different compositions.
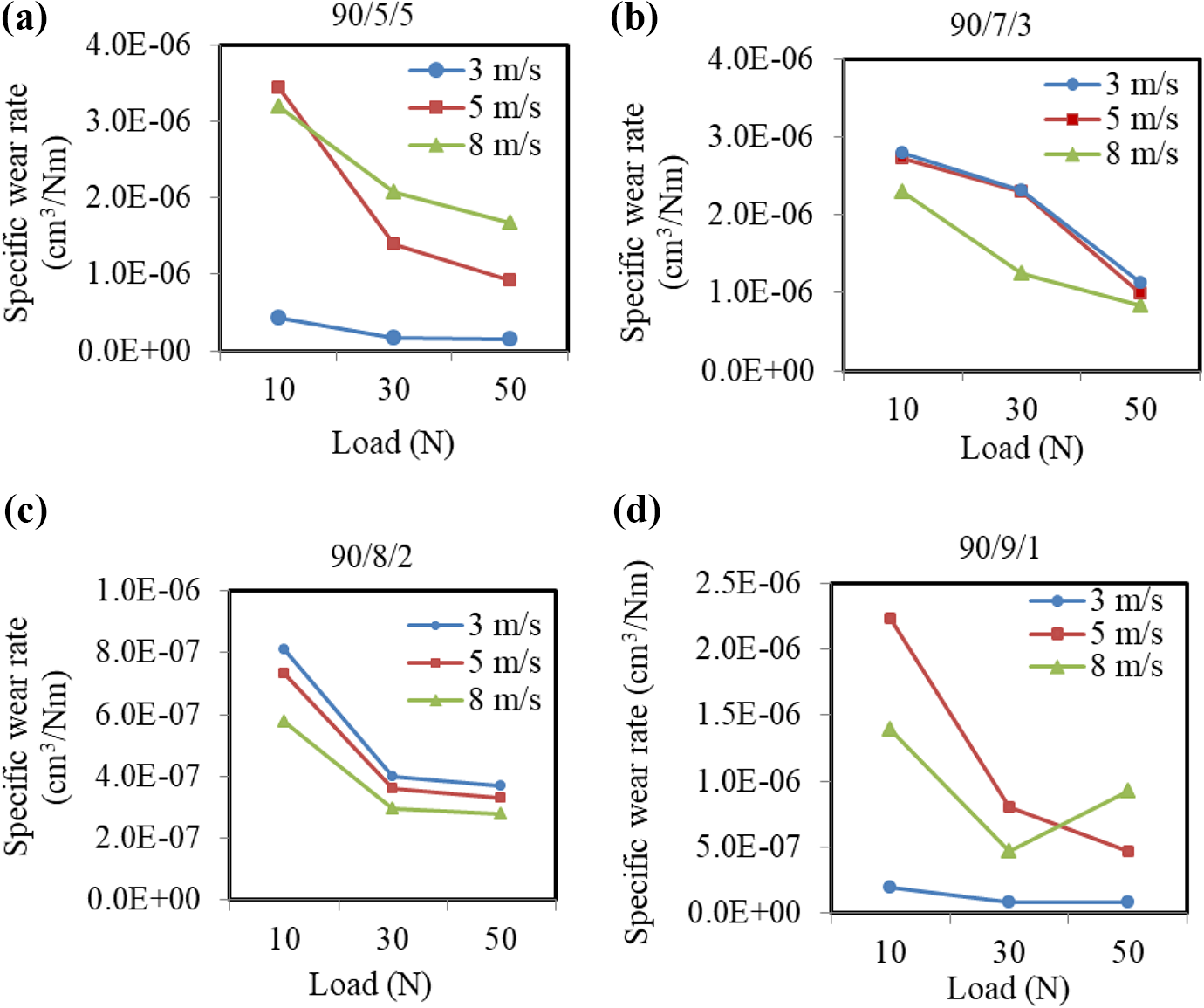
Thermal data obtained from DSC analysis of composites.
DSC: differential scanning calorimeter; POM: polyoxymethylene; PTFE: polytetrafluoroethylene; Tm: melting temperature.
Tribological studies
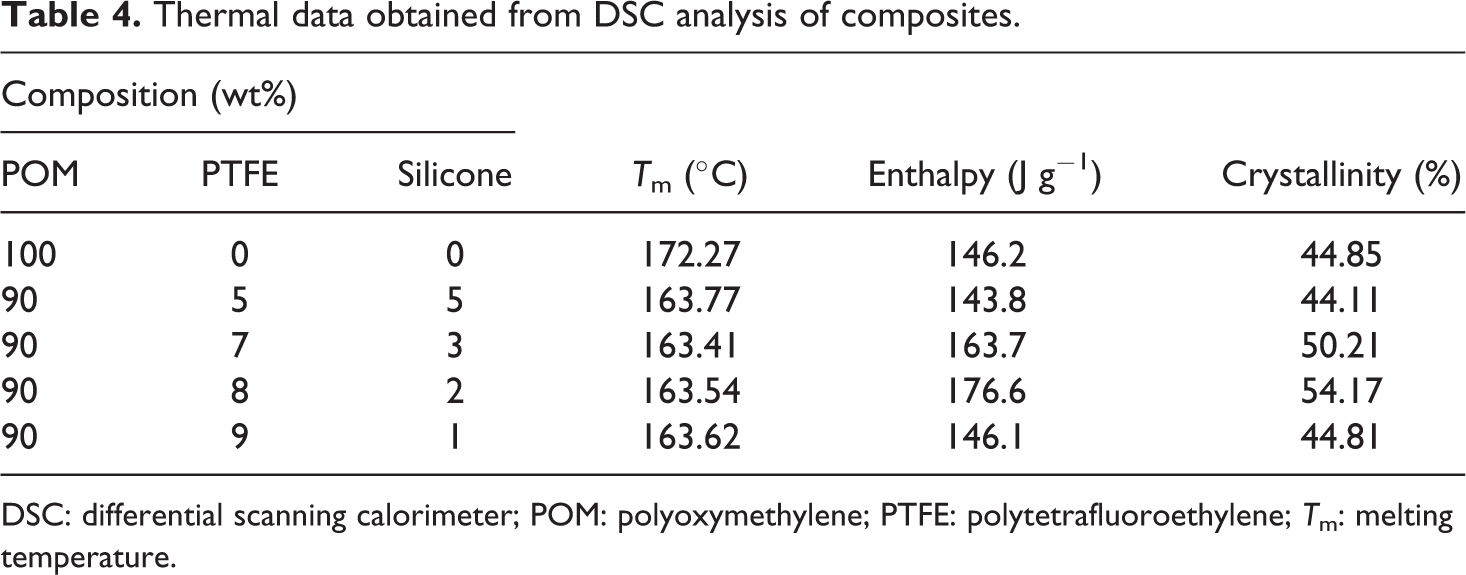
The wear behavior of composites has been investigated under dry sliding conditions at different normal loads and sliding velocities using a pin-on-disk tribometer at room temperature. After the wear test, the mass loss of each specimen was noted, and the specific wear rate was calculated. Figure 2 shows the weight loss as a function of load and sliding velocity for different compositions.
(a to d) Weight loss as a function of load and sliding velocity.
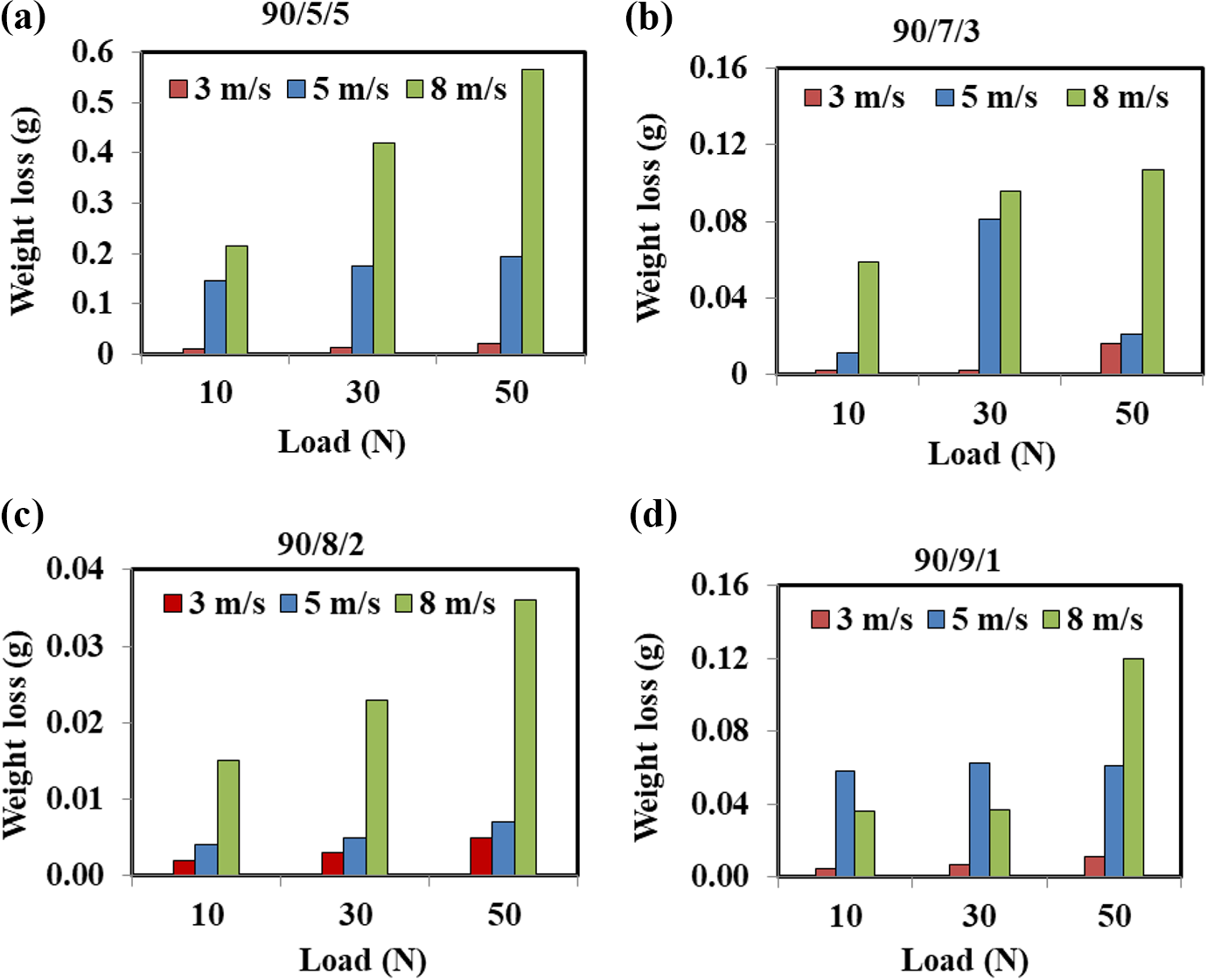
In all the compositions tested, the weight loss increased with increase in contact load and sliding velocity for 3 m s−1 and 8 m s−1 conditions but for 5 m s−1 sliding velocity except in 90/7/3 composition the weight loss is least varied with respect to increase in load and sliding velocity. In fact, for this particular composition at higher sliding velocity of 8 m s−1, the wear loss decreased which may be due to stable transfer film formed on the countersurface. The relative speed of the contacting surfaces does have an effect on wear loss. The wear loss may lead to the formation of smooth transfer film between the contact surfaces, which is an additional benefit in case of such fillers. Silicone presence might have assisted in the development of a uniform and coherent transfer film. Figure 3 shows the specific wear rate (weight loss per unit work done) as a function of load and sliding velocity for all the compositions. At higher sliding velocities, the subsequent temperature rises or slipping of transfer film might be the possible reason for higher wear loss. As the normal load increases, the contact pressure increases which in turn increases the shear stress leading to high friction and faster transfer film formation hence lesser specific wear rate. The wear mechanism depends mostly on the nature of transfer film formed. The formation of thin, uniform, stable, and continuous transfer film on the contact surfaces during sliding is required for better wear protection. Soft and lubricating fillers like PTFE and silicone in a hard and strong matrix like POM utilizes the low shear strength and self-lubricating properties of the fillers to reduce the wear. The disadvantage of this type of composite is obviously the reduction in the strength and load-carrying capacity of the material in the composite form. Hence, adding this type of filler beyond a certain percentage would be counterproductive due to a drastic decrease in the bulk strength.14,17,37,38 The rate of transfer film formation and hence wear protection may be enhanced at specific load which is favorable for improving the tribological properties of polymer composites. 39
(a to d) Specific wear rate as a function of load and sliding velocity.
In 90/5/5 composition, the specific wear rate decreased with increase in load for all the sliding velocity tested. The wear rate was maximum for 5 m s−1 sliding velocity at 10 N load, but at higher load of 50 N, the wear rate was maximum for 8 m s−1. In case of 90/7/3 composition, the specific wear rate trend was almost similar for 3 and 5 m s−1 sliding velocities, but as the sliding velocity increased, the wear rate decreased. In 90/8/2 composition, specific wear rate decreased with increase in load for all the sliding velocity tested. This may be due to early-stage stable transfer film formation. Similar to 90/7/3 composition, the wear rate decreased with increase in the sliding velocity. In 90/9/1 composition, specific wear rate decreased with increase in load for 3 and 5 m s−1 sliding velocity, but for 8 m s−1 condition, it decreased and then again increased. This may be due to the slipping of transfer film at higher load and sliding velocity. From the results, it is evident that the wear loss and the specific wear rate were minimum for 90/8/2 composition. Although PTFE has low coefficient of friction, it is less wear resistant for two main reasons: one is that its hardness is relatively low and the other is because of its unique characteristic of slippage at the molecular level.40–42 This may be the possible reason for increase in wear rate with increase in PTFE content beyond 8 wt%. The properties of the transfer film formed on the counterface will define whether the composite can have low or high wear rate. A strongly adhering, continuous, and tenacious, yet lubricating transfer film, would reduce wear after the formation of the film during the running-in period. Thick and bulky film has the tendency to detach itself from the counterface, which may increase the wear rate due to the repeated film formation and detachment mechanism (transfer wear), which will also enhance heat build-up effects.8,43–45 This may be the reason for high specific wear rate in 90/5/5 and 90/7/3 compositions.
Morphological studies of worn surfaces
To understand the wear mechanism of the prepared composites, the worn surface topography of the samples was examined by SEM. Figures 4, 5, and 6 show the SEM results for wear loading of 10 N, 30 N, and 50 N respectively. In most of the tribological applications, the transfer film formed will act as a protective layer on the contact interface and prevent direct contact of the composite samples with the hard abrasive asperities. As the worn-out particles come onto the tribosurface, they are sheared by the asperities of the counterface and smeared between the mating faces, which results in the formation of uniform transfer film. The micrograph showed that the worn surfaces of 90/8/2 composition were smooth, whereas others were relatively rough, and the size of debris was large for 90/7/3 compositions. The 90/8/2 composition showed the best wear protection property among the all other compositions tested which may be due to the formation of stable, thin transfer film after a short running-in period on the counterface. The wear particles in the 90/5/5, 90/8/2, and 90/9/1 compositions were in the form of small fragments, while in the 90/7/3 composition they are in the form of thick rolled film. As thickness of the transfer film increases, instability also increases hence transfer film tends to detach from the counter surface, often leading to large-scale fragmentation and hence more wear loss. 43 The uniform coverage of the counterface by soft shield of thin transfer film is highly essential to prevent the abrasion of the matrix surface from the harder metal asperities. It is evident from the micrograph that 90/8/2 composition nearly meets the above criteria.
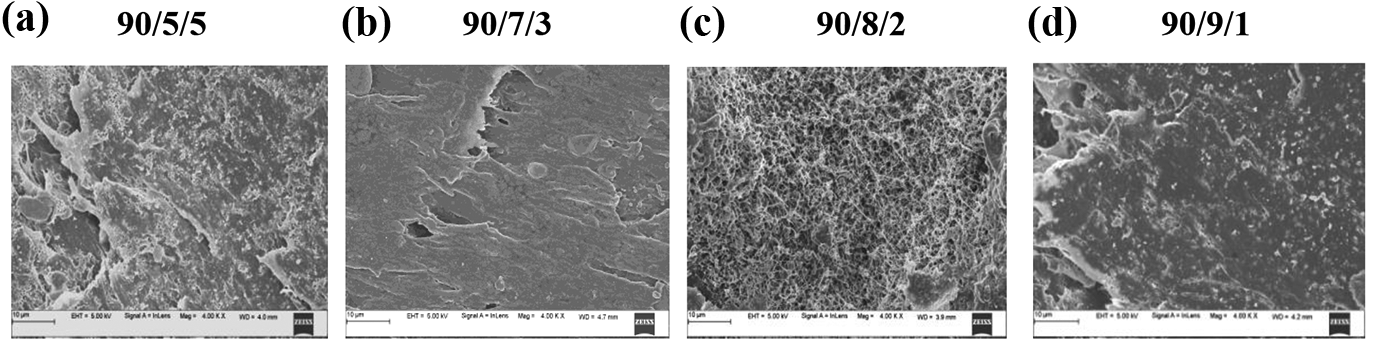
(a to d) SEM micrograph of worn-out surfaces at 10 N wear loading.
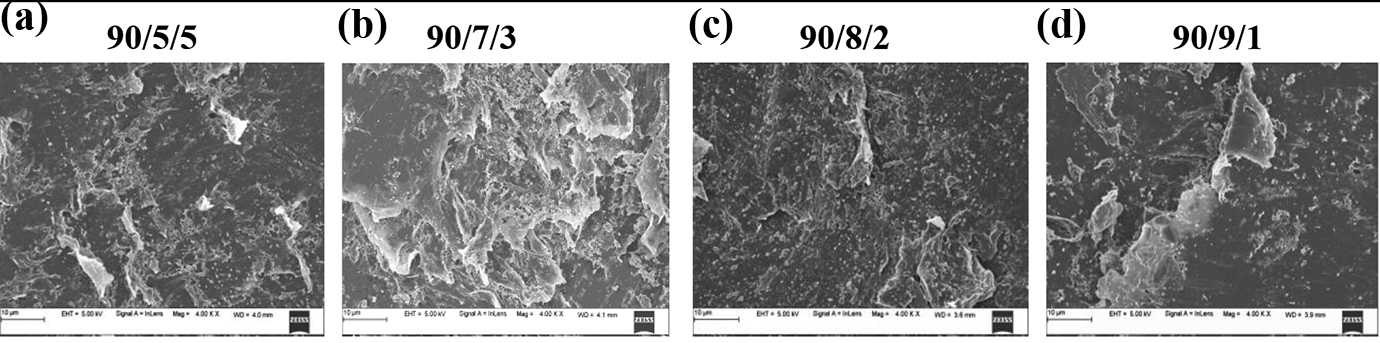
(a to d) SEM micrograph of worn-out surfaces at 30 N wear loading.
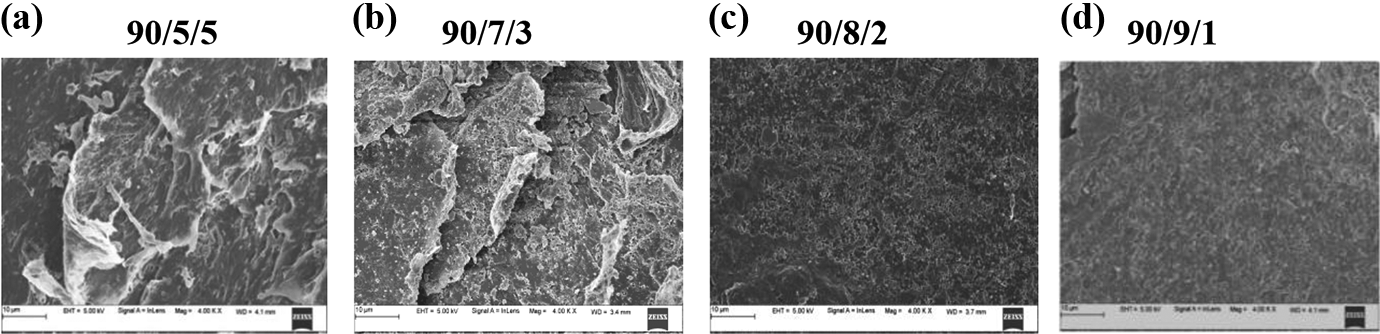
(a to d) SEM micrograph of worn-out surfaces at 50 N wear loading.
Conclusions
In many engineering applications where fluid lubrication is practically not feasible such as in high-temperature environment, solid lubrication becomes an alternative option. The self-lubricating property of many linear thermoplastics in pristine and composite forms have been well exploited for both advanced and conventional tribological applications. The present experimental observations indicated that the addition of synergistic mixture of PTFE and silicone into POM matrix did not have any negative effect on the mechanical performance of the composites in the composition range studied. They did not alter the crystalline behavior of the POM matrix which is evident from the DSC results. The tribological study revealed that the contribution to wear is provided by two sources: one is the loss of polymer–matrix by attrition due to the interaction with metal asperities at the initial stages and the second is the loss of transfer film due to debonding from the counterface. By proper formulation of materials, the above two issues were addressed suitably in the present study. Thicker films peel off the counterface easier than the thinner films. Thinner films tend to bond more strongly to the counterface than the thicker films by mechanical interlocking. In the present study, deformable microsized PTFE filler along with silicone resulted in enhancing the wear resistance prominently.