
Abstract
This review highlights the additive manufacturing (AM) of smart materials, exhibiting 4-D properties under the affect of external stimulus. The smart materials are special in nature because they acquire different shapes, dimensional features (which may be altered a number of times in controlled fashion) when exposed to different external stimuli. Commercially, a number of smart materials are available that can be AM/3-D printed as metamaterials. Overall, this review outlines the applications of 3-D-printed material with 4-D properties for various applications (like biomedical, engineering, space science, structures, composites, etc.). A case study to evaluate the feasibility for in-house preparation of smart composite feedstock filament for fused deposition modelling-based 3-D printing has been presented for nonstructural engineering applications. The prepared filament in this case study has shown magnetic properties (which are considered essential for smart composite), so that when it may be triggered by external magnetic field to show 4-D behavior.
Introduction
Metamaterials are those materials which possess special characteristics due to their shape, geometry, orientation angle, or joint angles. Various 3-D-printed objects show time property producing 4-D behavior. Fused deposition modelling (FDM), an additive manufacturing (AM) technique used for printing parts, can be engineered to behave like metamaterial which can be trained for shape memory effect. 1 Magnetorheological (MR) properties of 3-D-printed objects can be varied using the external magnetic field as stimulus. These intelligent materials usually are a matrix of host material matrix with MR fluid or MR elastomer and their properties depend on the basic properties of MR whether vulcanized or nonvulcanized. 2 Epoxide functional inorganic/organic composite can be prepared, which can be influenced with external magnetic field stimulus. Functional epoxides, which are added to these composites, make these metamaterials biocompatible. Being a biocompatible material, it opens a new field of application where hybrid of inorganic and organic material gives a stable composite, which provides required properties for biomedical application. 3 3-D-printed shape memory polymer (SMP) responds to various external stimuli, depending over complexity of structure and strain rate. Properties of material, near glass transition temperature (Tg), crystallization temperature, and melting temperature play a vital role in training the SMP for giving 4-D nature. Heat exposure generates strain rate in sample of SMP, which further shrinks and expands to various strain levels. Three-dimensional geometry printed on FDM also has an important role in expansion and contraction over strain rate. Anisotropy and directionality of the printed geometry affect the properties of SMP. Strain generated due to heat exposure is heterogeneous over structure. 4 3-D printing of net-shaped parts using various printing technology employing different metals or powder holds quality to be worked as 4-D behavior. Ni-Mn-Ga alloy having magnetic property can be trained to SMP behavior. Composition of alloy is vital for required properties. Posttreatment of composite printed from 3-D gives suitable result to object. Martensitic transformation gives the SME to the metal composite part printed from AM technology and cured by some posttreatment. 5 SMP can be trained to various external stimuli such as heat, pressure, temperature, and pH. Biomedical application of such SMP makes these metamaterials of high importance. Hydrogel responding to osmotic pressure also gives 4-D property. These hydrogels mixed with some sort of polymer give the required shape-changing behavior on changing the osmotic pressure conditions. Self-folding devices are also the application of SMP. SMP is of two types, one which is having some inherent properties that respond to external stimuli and another which is mechanically trained to external conditions for various applications. Scaffolds printed for biomedical application is a perfect example of time-responsive material. Two hydrogels having different osmotic property can be used as a composite to gain shape-changing behavior on applying osmotic pressure.6–8 Many smart materials having piezoelectric property have been reinforced with the polymer matrix to obtain the desired configuration of composite. Boron nitride nanotubes and polyvinylidene difluoride polymer present one such composition giving piezoelectric properties. L/R ratio of nanotubes plays an important role in composite behavior. SMP also provides self-healing properties, which are critical to soft actuators to mimic natural tissues.9,10 4-D printing of smart materials finds suitable application in medical field such as scaffolds, drug delivery, self-actuators, and heat-responsive tissues. Various smart materials producing 4-D property are basically printed based on natural phenomenon such as activity shown by venus flytrap and shame plant or nocturnal and diurnal plants. 11 Many researchers have used one-way programming of smart materials to external stimuli requiring human interaction at various stages, but at the same time, two-way programming can replace human interaction from system by using another stimuli at second stage, this process generally called reversible 4-D printing. 12
Metamaterials specially possess their properties of smartness due to their structural features such as joint angles, edge length, and geometry of shape. One such geometry is famous as Miura origami structure which can show 4-D properties based on its geometry. Generally, pattern of folds or edges are responsible or their behavior.13,14 Vulcanized and nonvulcanized rubber, which has elastomeric property, can be used with some magnetic powder such as Fe3O4. Thus, the matrix obtained by composite can be printed using AM technique, which will be useful in electronics as well as static applications. 15 Various SMPs and shape memory alloy have been used extensively for different application. These materials are used for various stimuli depending over them to whom they respond accurately or to the required behavior.
SMP versus SCP versus metamaterials
Table 1 gives the basic difference of SMP versus shape-changing polymer (SCP) versus metamaterials
SMP versus SCP versus metamaterials.
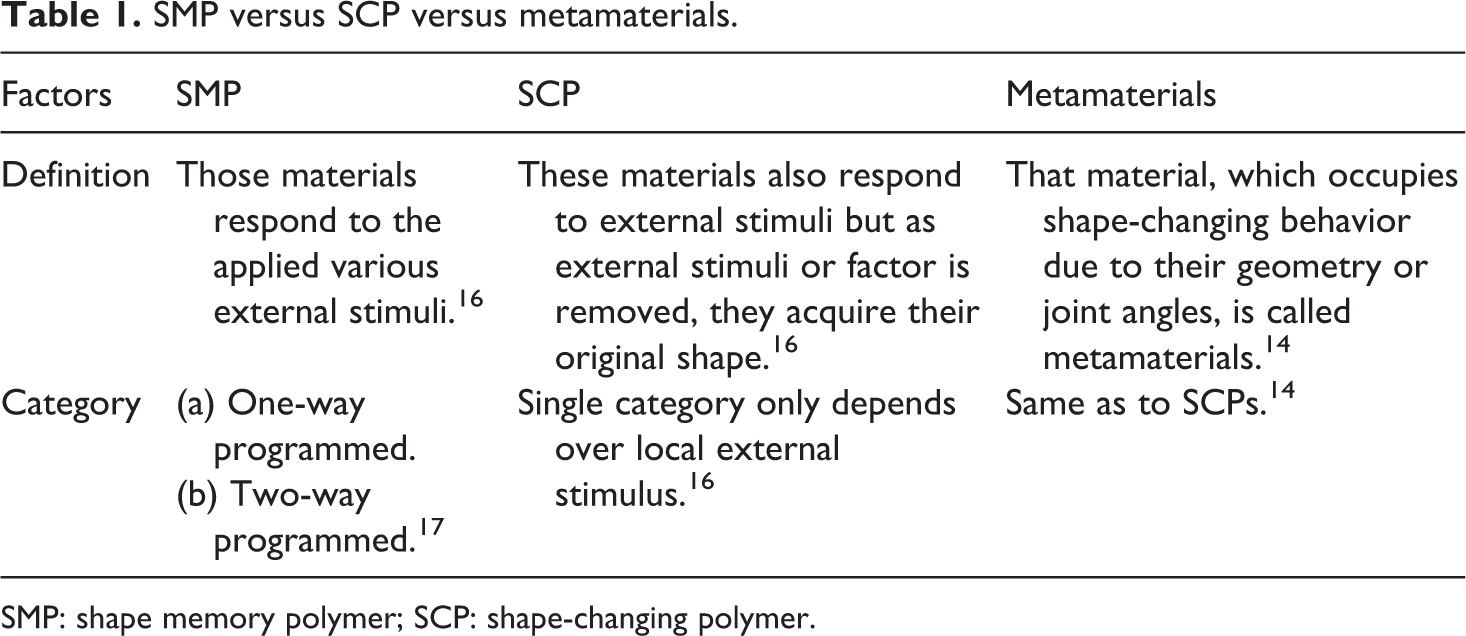
SMP: shape memory polymer; SCP: shape-changing polymer.
One-way programmed SMP
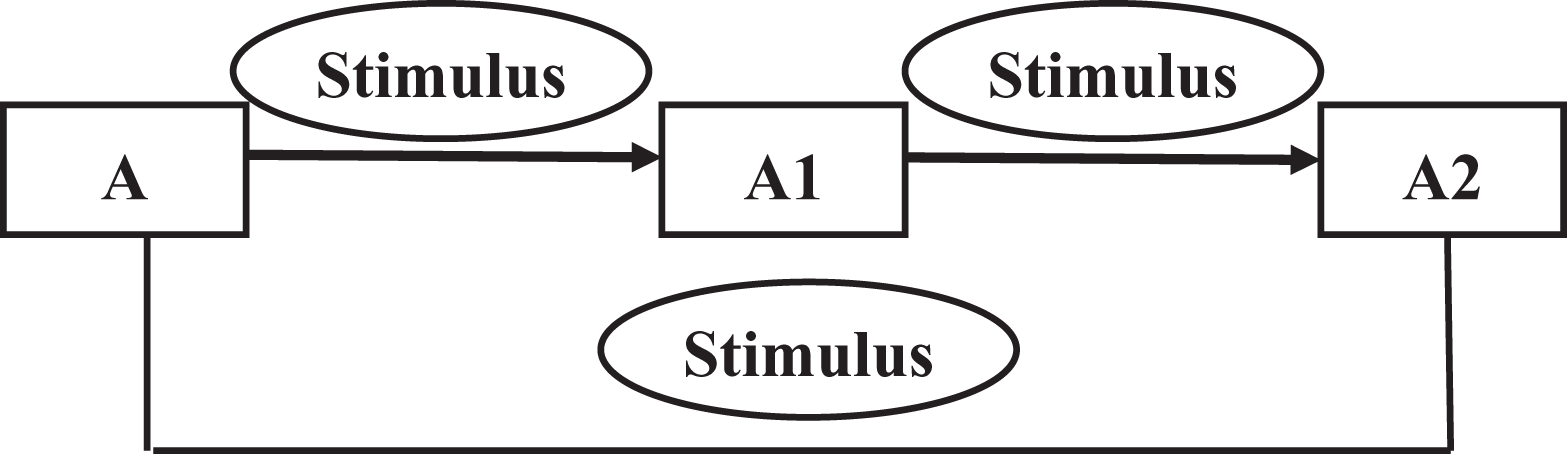
The one-way SMP is programmed only for single step and when further contraction or expansion is needed, another stimulus is provided so that material can take required shape at required instant. 17 Figure 1 shows schematic of one-way programming. Here, “A” refers to the original shape at time (t) = 0 and “B” refers to the step where shape A get changed and required shape with application of external stimulus (which may be mechanical, electrical, thermal, pH-based, etc.) is achieved at t = T1 (min). One-way programming is not cyclic as further application of same stimulus may not lead to shape A. In recent past, some SMP such as poly(etheretherketone) (PEEK), polyurethane (PU), and polyvinyl chloride (PVC), polyamide have been 3-D printed by some researchers for various applications using different AM platform for one-way programmed functional prototypes.

One-way programmed material as per basic definition.
Two-way programmed SMP
The SMP which is programmed for single step but gives reversible change phenomenon is termed as two-way SMP. On further contraction or expansion, no extra stimulus is required; in other words, the stimulus is turned off on requirement as per the desired application. 17 Figure 2 illustrates the two-way programming of SMP where “A” refers as original shape of material and “B” refers to the changed shape of material on application of stimulus which may be of any type. When the stimulus is applied on the object, it changes shape from A to B and whenever original shape is required, the stimulus is turned off.
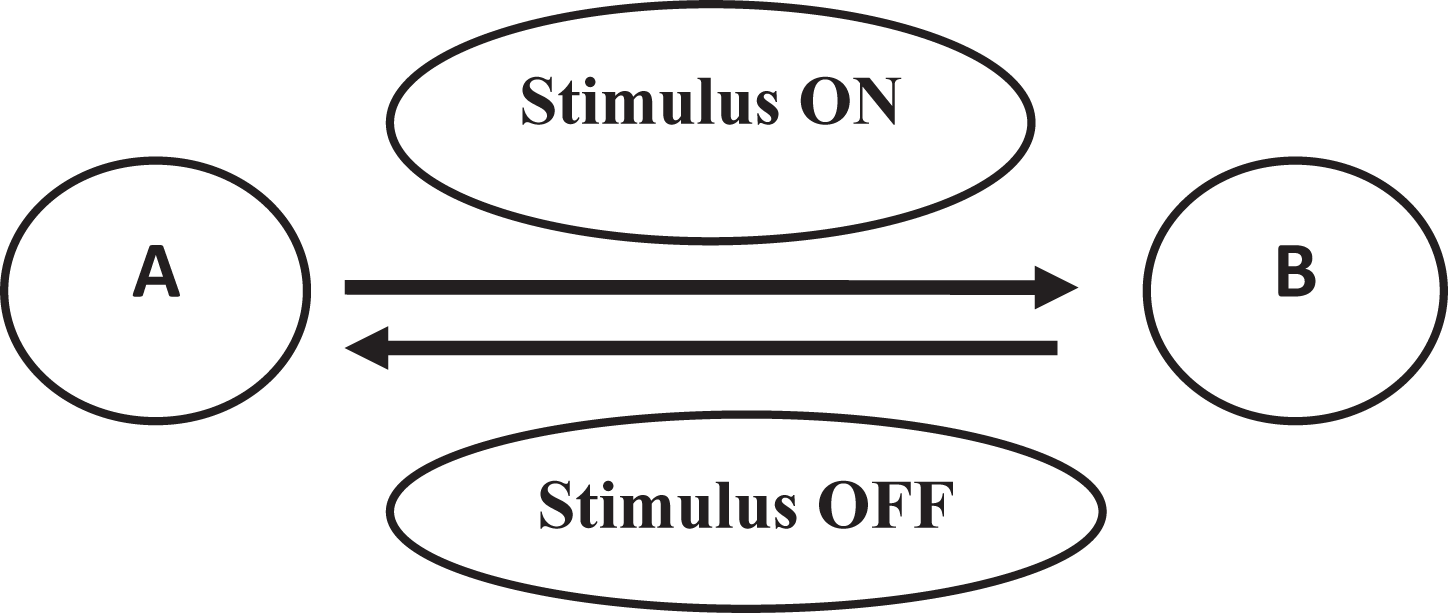
Two-way programmed materials as per basic definition.
Actuating mechanisms
There are various ways through which smart materials can be actuated (such as mechanical, thermal, electrical, pH, magnetic field, light, electrochemical, ionic strength, and biological actuation-based). 18 These different ways of actuating the materials are explained as under the following sections.
pH-responsive stimuli and materials
Various pH-responsive materials are available, which can change their shape and can be trained to change their shape on the basic application of different pH conditions in external environmental conditions.19–29 Basically, two types of pH-responsive materials are available, which are polybases and polyacids depending over the present functional group in them (see Figures 3 and 4). These smart materials contain ionizable functional group, which is able to accept or donate protons upon pH changes in external environment. Alteration in hydrophobic volume is the basic thing, which occurs in these materials upon electrostatic repulsion between the generated charges over them due to which they collapse or expand. Polyacids material swells over time on change of external pH due to release of protons.19–23 Polybases type of materials contracts over pH change due to acceptance of protons.24–29 These pH-responsive materials (see Table 2) can be blended with each other to obtain multiresponsive smart material.
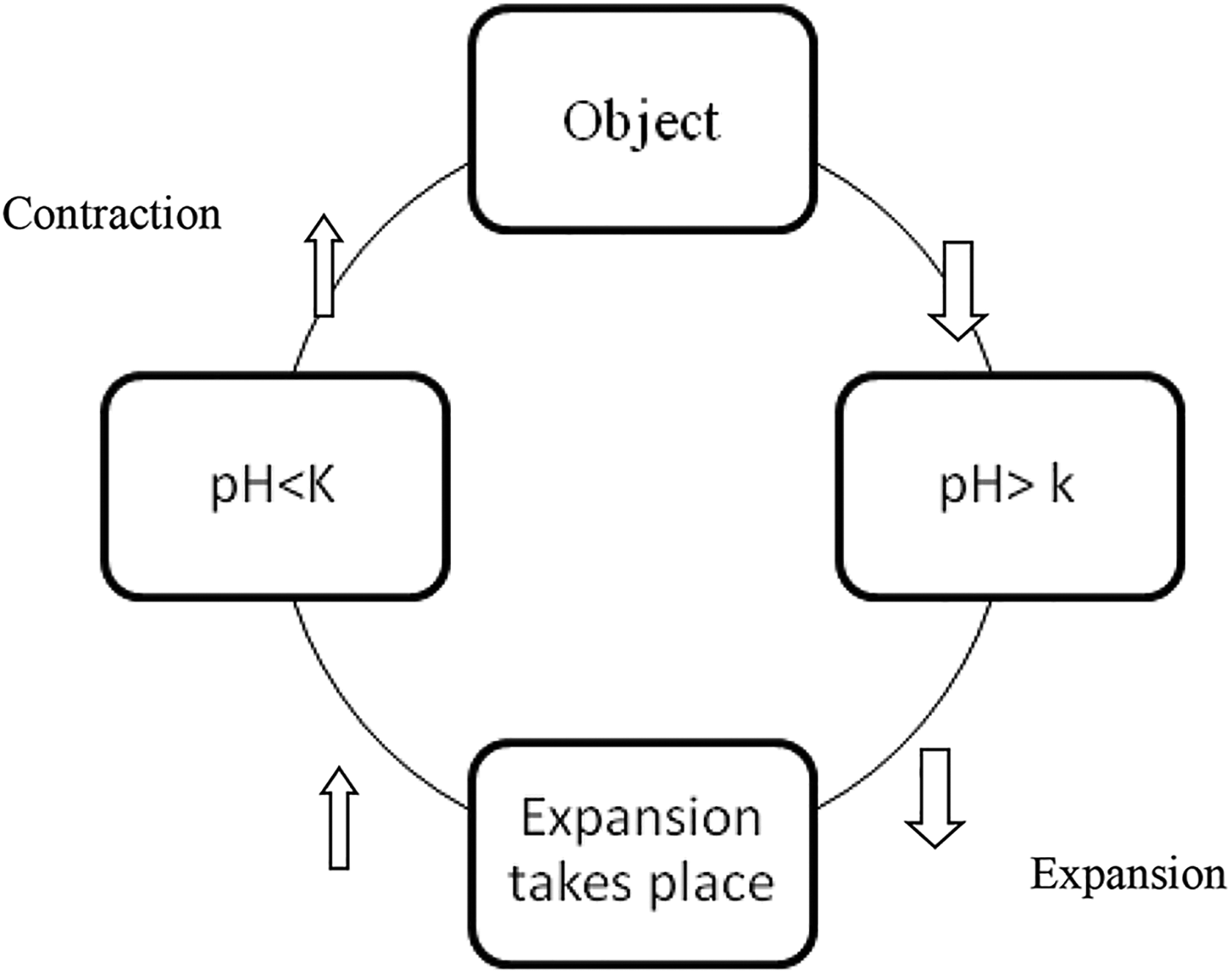
pH-responsive mechanisms. 30
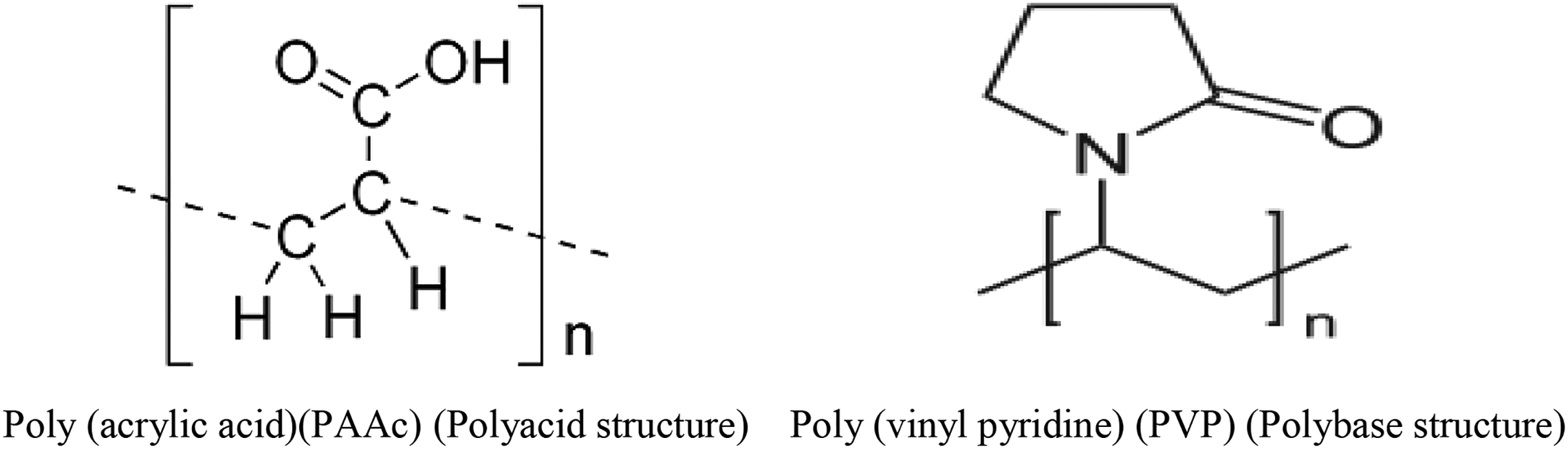
Structures of polyacid and polybases.
pH-responsive materials.
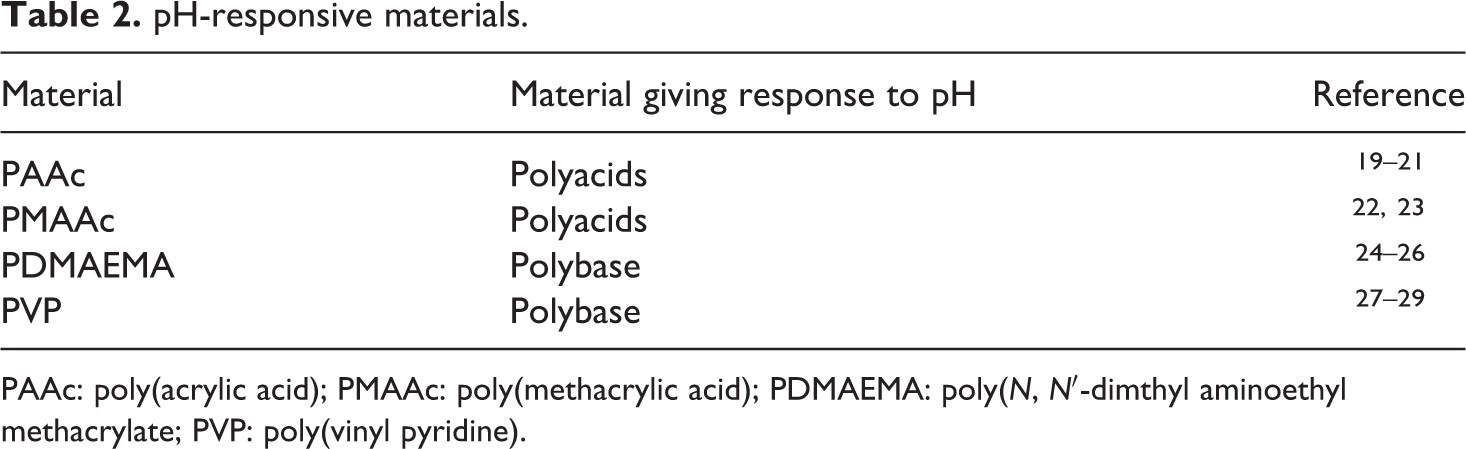
PAAc: poly(acrylic acid); PMAAc: poly(methacrylic acid); PDMAEMA: poly(N, N′-dimthyl aminoethyl methacrylate; PVP: poly(vinyl pyridine).
Electrical responsive stimuli and materials
The molecules, which are photosensitive on providing low amount of external electrical energy, show photochromic changes in structure (like the change of structure from trans-to-cis photoisomerization). 31 Some materials when exposed to electromagnetic field get ionized and thus showing change in structure as the phenomenon of photochromic change. Lecuo32,33 and spiropyran34–36 are such materials which respond to electromagnetic fields and get ionized and behave as a smart material. Some materials possess liquid crystalline structure, which have permanent dipole moment and have optical and geometrical anisotropies due to which they can respond to external electrical stimulus due to the alignment of optic axis parallel to external field.37–39 Electromagnetic characteristic is essential to various applications such as seismic vibration dampers, absorbers, viscosity reduction of crude oil, human muscle stimulators, clutches, actuators, optical finishing systems, medical therapies, and micro-fluidic control.30,40–45 Figures 5 and 6, respectively, show the pictorial representation for changes in orientation under electric field and liquid crystalline structure in selected thermoplastics. Further, Table 3 presents the list of some materials that are responsive to electrical field.
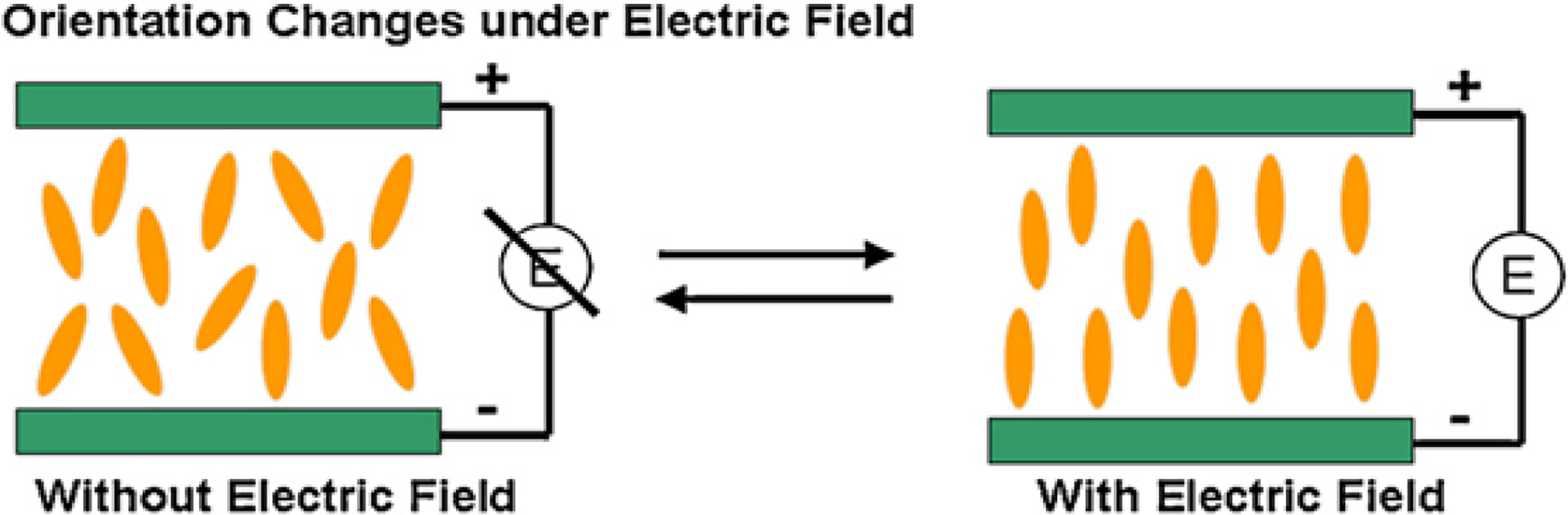
Changes in orientation under the electric field.
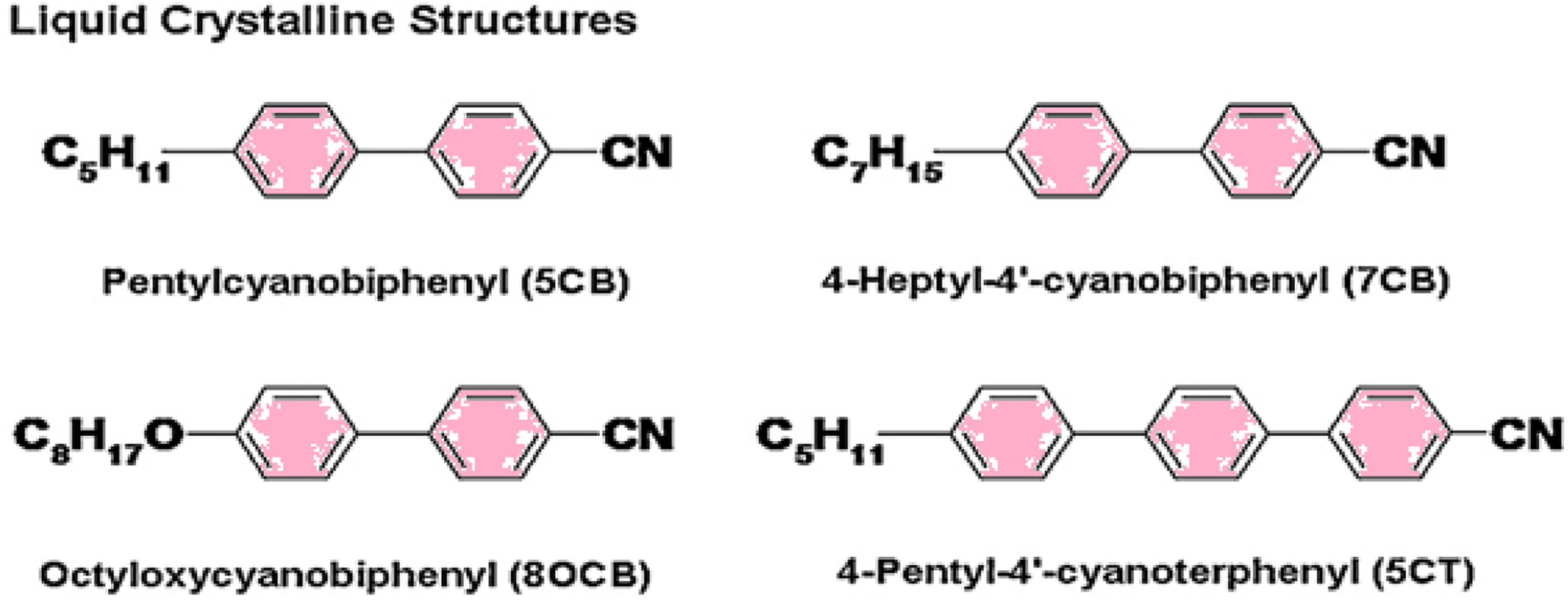
Liquid crystalline structures.
List of responsive materials to electrical field.
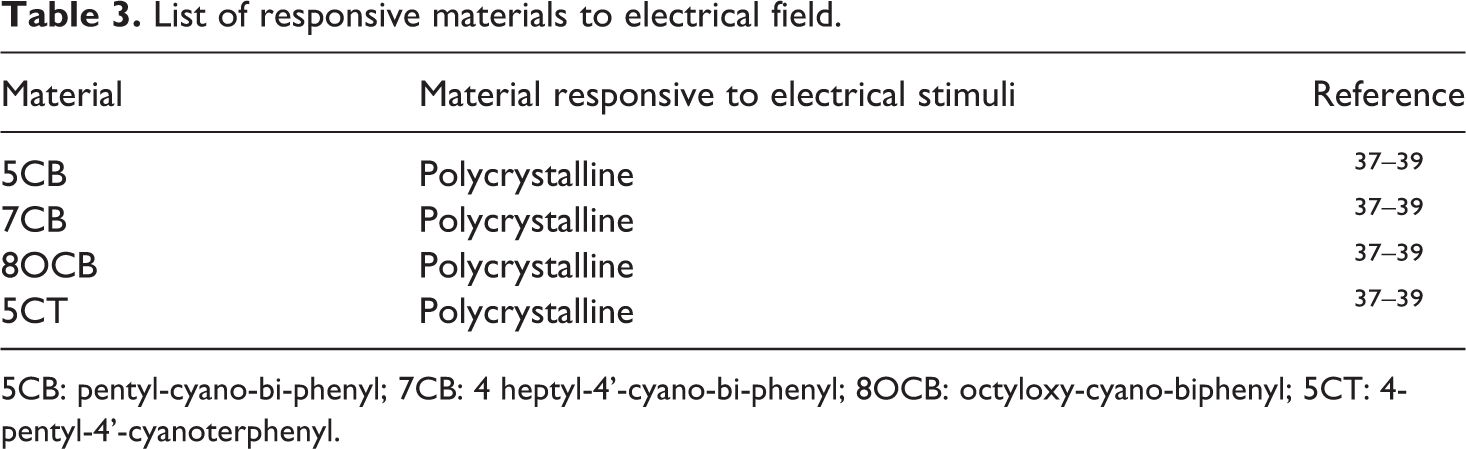
5CB: pentyl-cyano-bi-phenyl; 7CB: 4 heptyl-4’-cyano-bi-phenyl; 8OCB: octyloxy-cyano-biphenyl; 5CT: 4-pentyl-4’-cyanoterphenyl.
Thermal-based actuation
In thermal actuation, material physical properties play a vital role such as its critical temperature or Tg or crystal melt transition temperature (Tg). Printed structure can be heated to temperature greater than Tg up to T1 at which strain is applied to give a shape to structure. Then that structure is cooled under external pressure below its Tg up to T2. At this stage, stress is removed and thus the material is temporary shaped. If original shape is required, then the material must be heated up to T1. 14 , 46 , 47 The SMP can be categorized into two types: one is melting-based SMP and second is Tg-based SMP. Basic difference between these two is the training of SMP against stimuli. In melting-based SMP (Tm), the austenite phase is set up to melting point, so that when crystal recovery takes place, material gains the required. 17 Various material shows thermoresponsive behavior over different rang of temperature such as PEEK is trained at temperature above 180°C. 48 Sulfonated PEEK, polyimide, and cyanate SMP have been trained at 200°C, 220°C, and 290°C, respectively.49,50,51 Polymethacrylate network has been trained at various temperatures such as 52–96°C, 52 below recryctallization temperature, 53 70°C, 54 and 65°C. 55 A list of materials used with thermal stimuli is provided in Table 4. Figure 7 shows the flow chart for basic procedure of thermal actuation.
Thermally trained material.
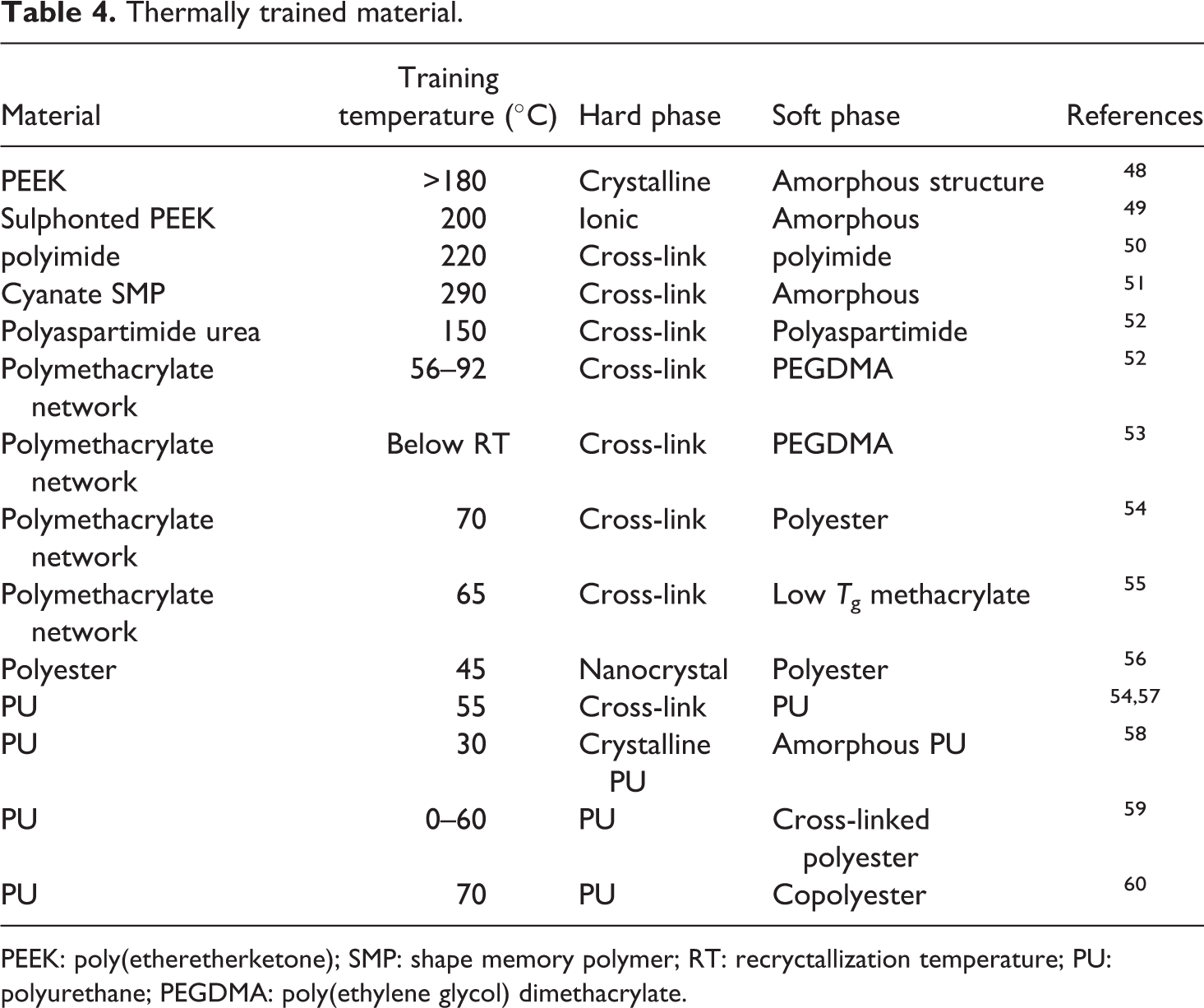
PEEK: poly(etheretherketone); SMP: shape memory polymer; RT: recryctallization temperature; PU: polyurethane; PEGDMA: poly(ethylene glycol) dimethacrylate.
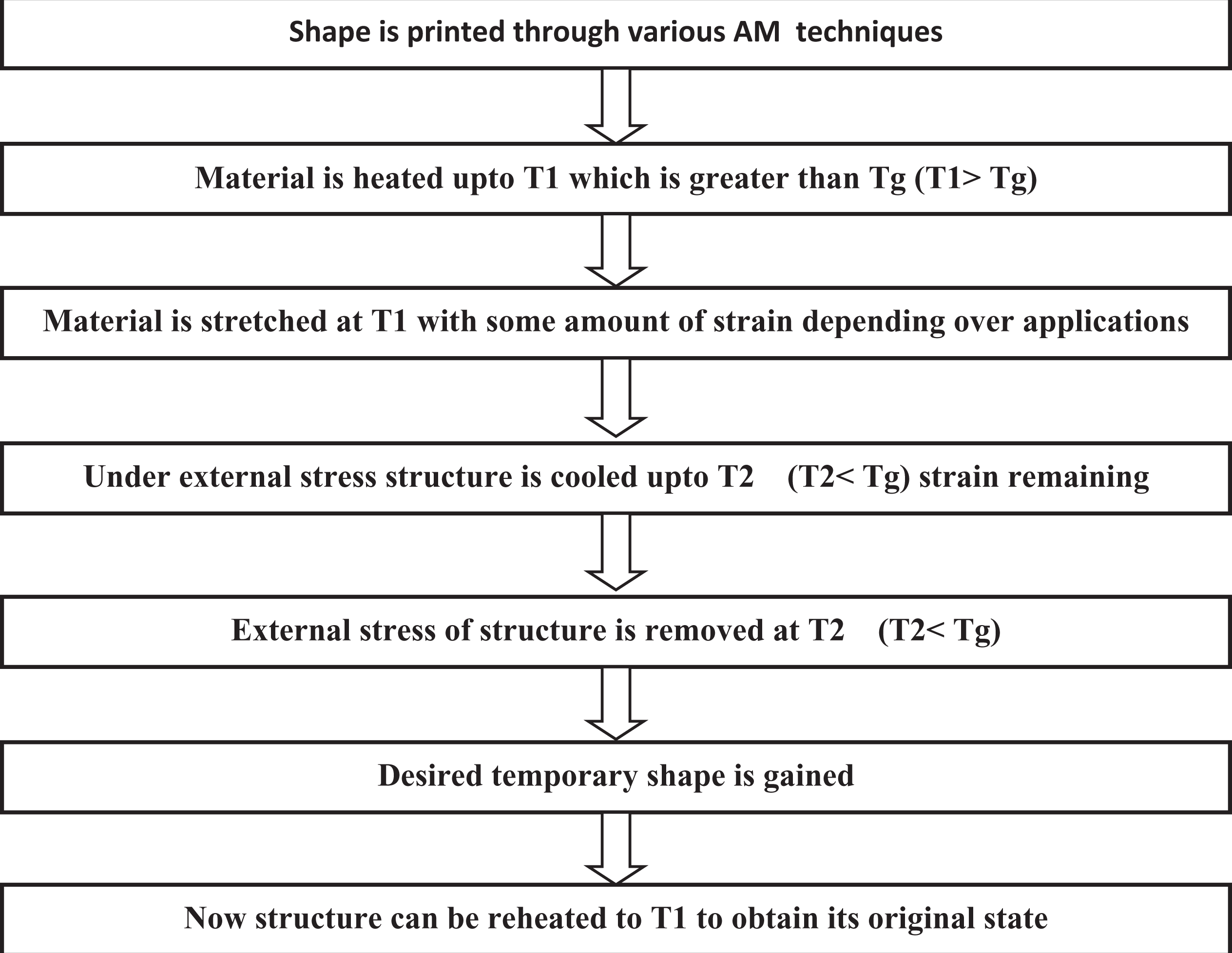
Procedural flow chart to train SMP thermally.
There are two techniques constrained and nonconstrained techniques for material training for temperature. 47 Table 5 presents the basic difference between constrained and unconstrained processes.
Constrained and unconstrained processes.
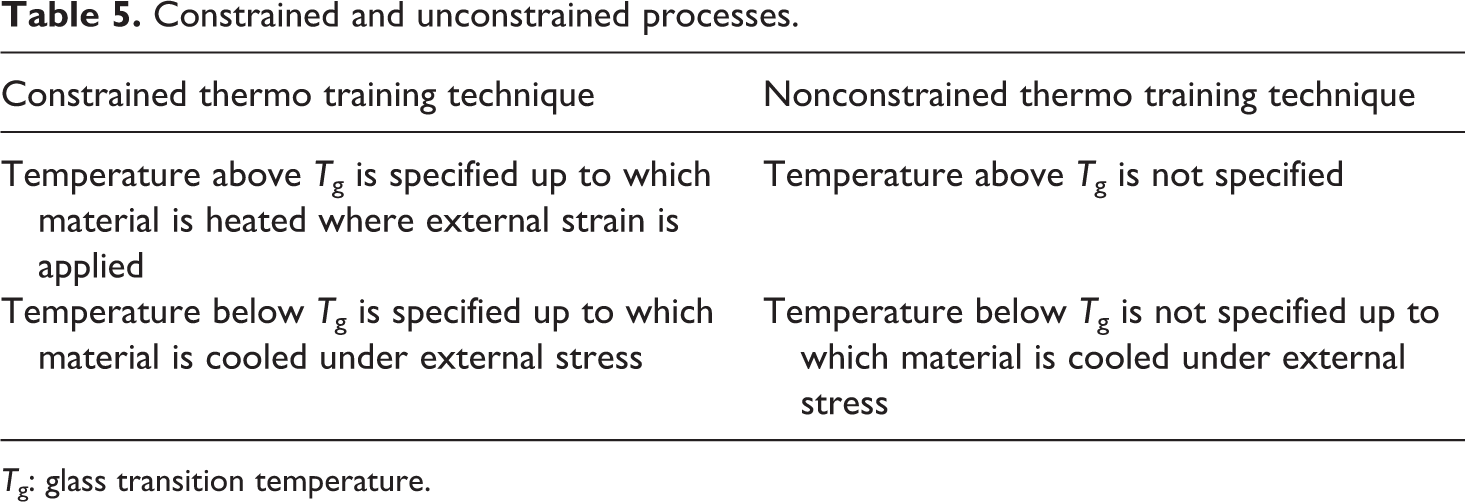
Tg: glass transition temperature.
Hydrothermal-based actuation
In this mechanism, material first contracts in cold water and then swells in hot water. This mechanism contains two stimuli, one is hot water and the second is cold water. 61 This cycle of shape changing can be repeated for number of times. Again, this mechanism can be used as constrained mechanism by applying some external load or unconstrained by freely considering it. 61 Polycaprolactone (PCL) (polylactic acid (PLA)) added with isocyanatoethyl methacrylate under nitrogen atmosphere and reacted for 2 h at 85°C in dioxane, the macromonomer was precipitated with cold petroleum ether. 61
Osmosis-based stimuli
Mostly hydrogels are responsive to osmotic pressure due to which they collapse and extend. Water acts as a basic stimulus to these types of smart materials. Those materials having high osmolarity expand in water and those having low osmolarity collapse in water. Thus, a composite of hydrogels can be used to produce bending or any other effect.62,63,54,64–67
Multiple SMPs
Above described SMP was one-way or two-way programmed materials but having single temporary shape. One more class of SMP exists, which possesses two or more temporary shapes called as multiple SMPs. This property of three-stage change depends mostly over its broad Tg. 17 Figure 8 shows the shape transformation in multiple SMPs. Table 6 presents various materials that have been used as multiple SMPs.
Schematic of multiple SMPs.
List of multiple SMPs.
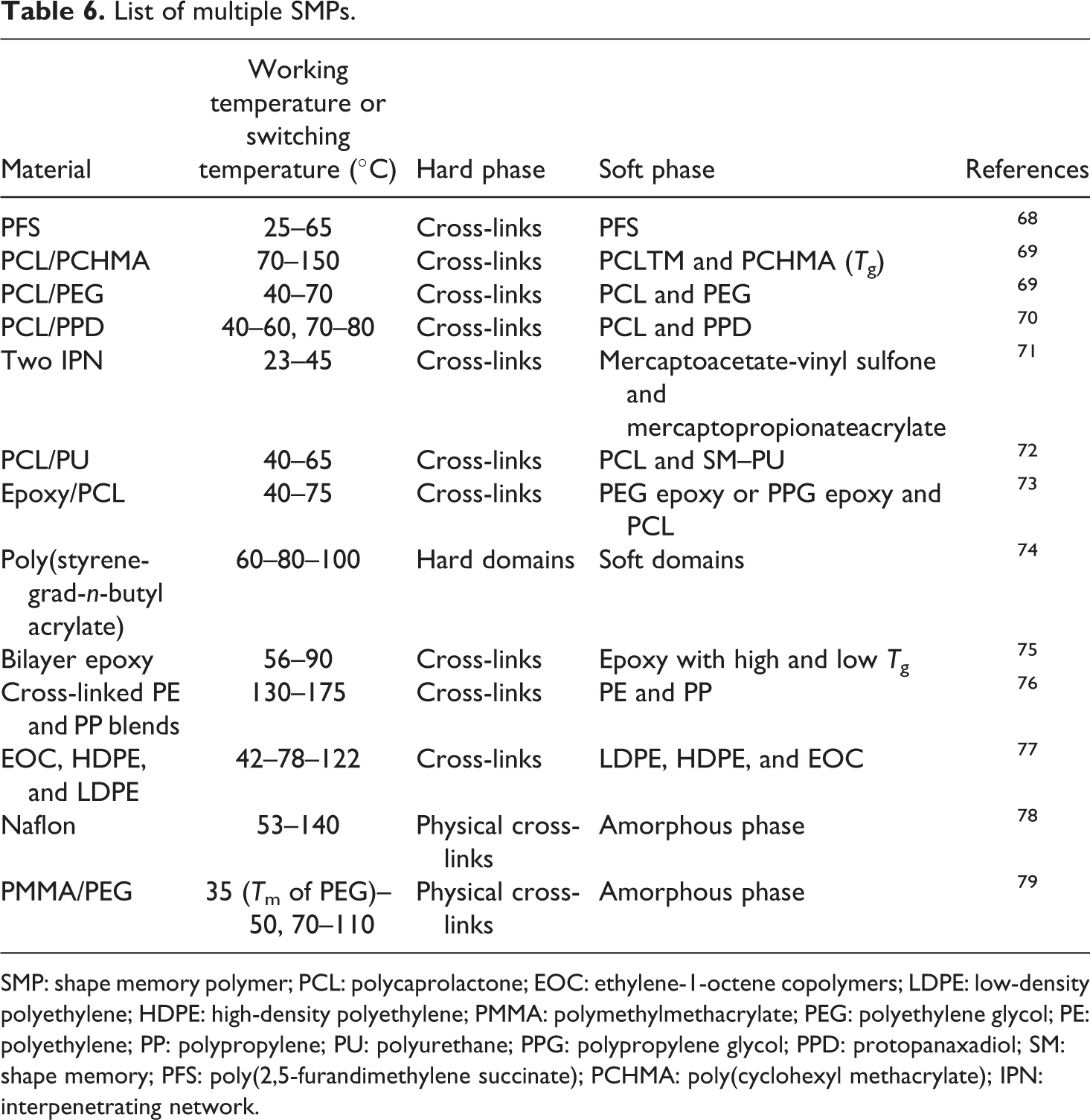
SMP: shape memory polymer; PCL: polycaprolactone; EOC: ethylene-1-octene copolymers; LDPE: low-density polyethylene; HDPE: high-density polyethylene; PMMA: polymethylmethacrylate; PEG: polyethylene glycol; PE: polyethylene; PP: polypropylene; PU: polyurethane; PPG: polypropylene glycol; PPD: protopanaxadiol; SM: shape memory; PFS: poly(2,5-furandimethylene succinate); PCHMA: poly(cyclohexyl methacrylate); IPN: interpenetrating network.
Different technology available to print smart materials
For printing smart or metamaterials, many techniques have been used by various researchers among which are stereolithography (SLA), ultraviolet (UV) cured digital light processing (DLP) system, UV curing of jet sprayed material, extrusion of material with microdepositing by robot and UV irradiation, sacrificial mold technique, and FDM.80–119
Stereolithography
SLA is a type of three-dimensional printing in which material is added layer by layer fashion and using photopolymerization in which a light enhances the chain reaction in polymer molecule, so that they can cross-link each other. This technique is intensively used in printing smart materials such as soybean oil epoxidized acrylate with some curing chemical, methacrylated hyaluronic acid, and hydrogels, such as agarose and alginate.80–84
Selective laser sintering
Selective laser sintering (SLS) route of AM represents a way in which laser is used as a source to melt the powder, which is generally known as powder sintering where laser works with the guidance of 3-D model and melts at certain defined space as per built 3-D model. Ghita et al. studied laser sintering of polyether ketone (PEK) powder in which virgin and waste material were used. The tested samples prepared via laser-sintering method outlined that using 30% PEK powder resulted into 17% reduction in tensile strength. 111 Shishkovsky et al. 112 experimented on technicality of making porous biocompatible medical implants of NiTi and Ti alloy through selective laser melting-based AM route. The produced parts were tested for mechanical properties, corrosion behavior, and so on, and comparative results were produced as a result of experimentation. Recently, it has been found that n-hydroxyapatite (HA)p particles-reinforced composite biodevices made with SLS are crystalline, bioactive activity, and osteoconduction, which are very beneficial for bone growth. 113
Digital light processing
In DLP, the material is printed by projection of object in liquid resin through digital projector. This process differs by SLA system as, in this case, no laser light is used for curing the material. PCL dimethacrylates, photocurable resin with multiwalled carbon nanotubes, ethylene glycol phenyl ether acrylate, and photocurable methacrylate-based copolymer networks have been printed through this technique.85,86,104,108
Direct write printing
Direct write printing (DWP) also known as maskless lithography. There are several approaches to DWP such as inkjet printing, spray jet printing, and laser writing. In this type of printing, modified ink cartridges can be filled with the material that needs to be printed. These types of printing take help of robotic arm, therefore sometimes known as robotic printing. Materials such as VeroWhite1 and Tangoblack1 and Glassy SMP have also been printed through this technology.101–103 One chemical acting as curing agent is generally used, so that when it evaporates, the resin or the printed material gets solidified fast, for example, PLA, benzophenone, is printed via this technique and dichloromethane is used as curing agent.105,109
Sacrificial mold technique
In this, sacrificial material is used to prepare a mold structure which can be printed via 3-D printing such as PLA and polyvinyl alcohol.107,110 After the curing process, desired shape is obtained when mold is leached and the cross-linked thermoset polymer is left.
Fused deposition modelling
Many materials have been printed yet on this technology such as PU, PLA, hydroxapatite, poly (
Techniques used in printing smart materials.
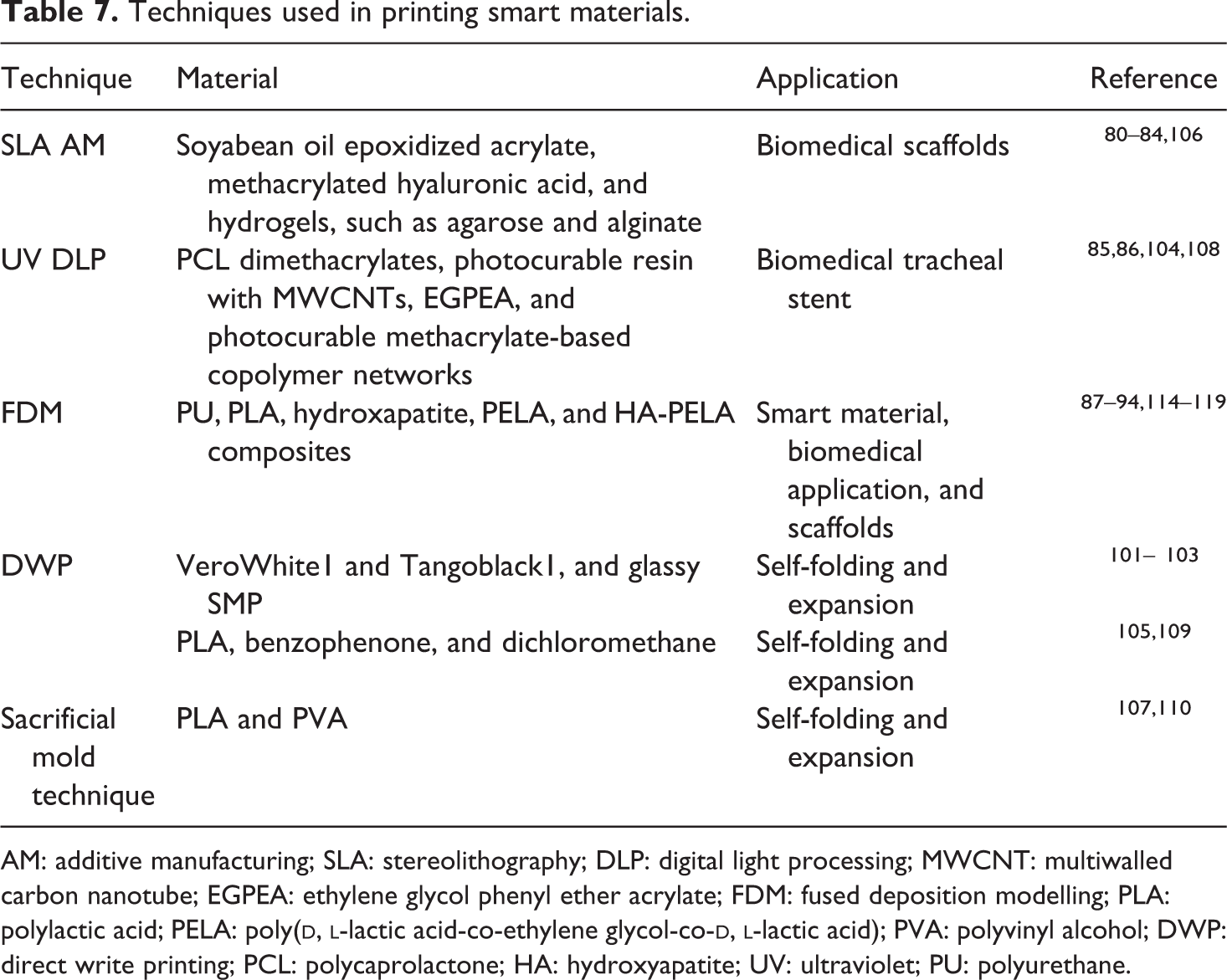
AM: additive manufacturing; SLA: stereolithography; DLP: digital light processing; MWCNT: multiwalled carbon nanotube; EGPEA: ethylene glycol phenyl ether acrylate; FDM: fused deposition modelling; PLA: polylactic acid; PELA: poly(
Case study: Preparation of smart feedstock filament for FDM
Researchers have investigated the feasibility for the preparation of smart feedstock filament comprising of base polymer matrix of PLA with reinforcement of PVC, wood powder, and Fe3O4 (magnetite) powder.
Composite preparation
The proportion/ratio for composite selection was based on melt flow index (MFI) testing in which samples were tested with a number of iteration of prepared composite (see Figure 9). PLA polymer was varied from 50 wt% to 52.5 wt%, PVC was varied from 10 wt% to 25 wt%, wood powder was varied from 5 wt% to 10 wt%, and Fe3O4 powder was selected from 15 wt% to 25 wt%. Based on MFI, it was found that flowability for the composition/proportion PLA 50 wt%, PVC 25 wt%, wood powder 5 wt%, and Fe3O4 powder 20 wt% was optimum for further twin-screw extrusion (TSE). 120 The composite was prepared by mechanical mixing using the specified ratio of polymers and reinforcements of metal and wood powder in the TSE machine. The barrel of the TSE machine is loaded with prepared mixture and the rotating screw of TSE at controlled temperature helps in throughout mixing of composite. From mechanical and surface characterization for the prepared sample from MFI, it was observed that the selected ratio has shown best result from mechanical as well as magnetic characteristics viewpoint. It has been observed that higher loading of Fe3O4 particle (>20 wt %) in composite did not give any fruitful result. Moreover, wood powder content up to 5 wt% was optimum as higher wood content leads to choking of MFI as well as TSE die. The selected ratio/proportion of composite was processed with TSE from which feedstock filaments of required diameter (1.75 ± 0.05 mm) were successfully prepared (see Figure 10). The feedstock filaments were subjected to universal tensile testing machine and vibration sample magnetometer (VSM) testing for quantification of the mechanical and magnetic properties of the obtained filament (see Table 8).
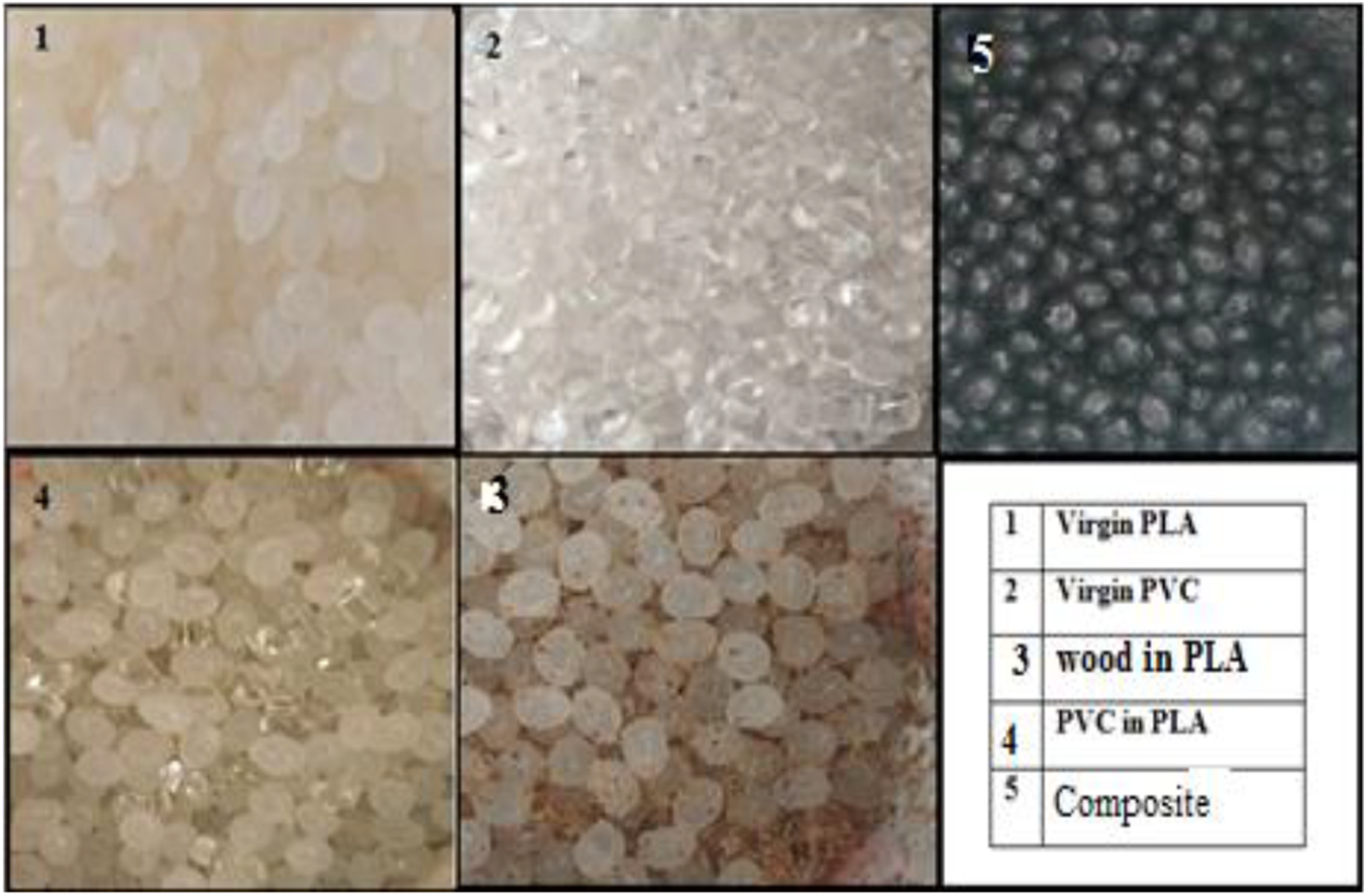
Prepared composite.
Prepared filament.
Properties of prepared feedstock filament for FDM application.
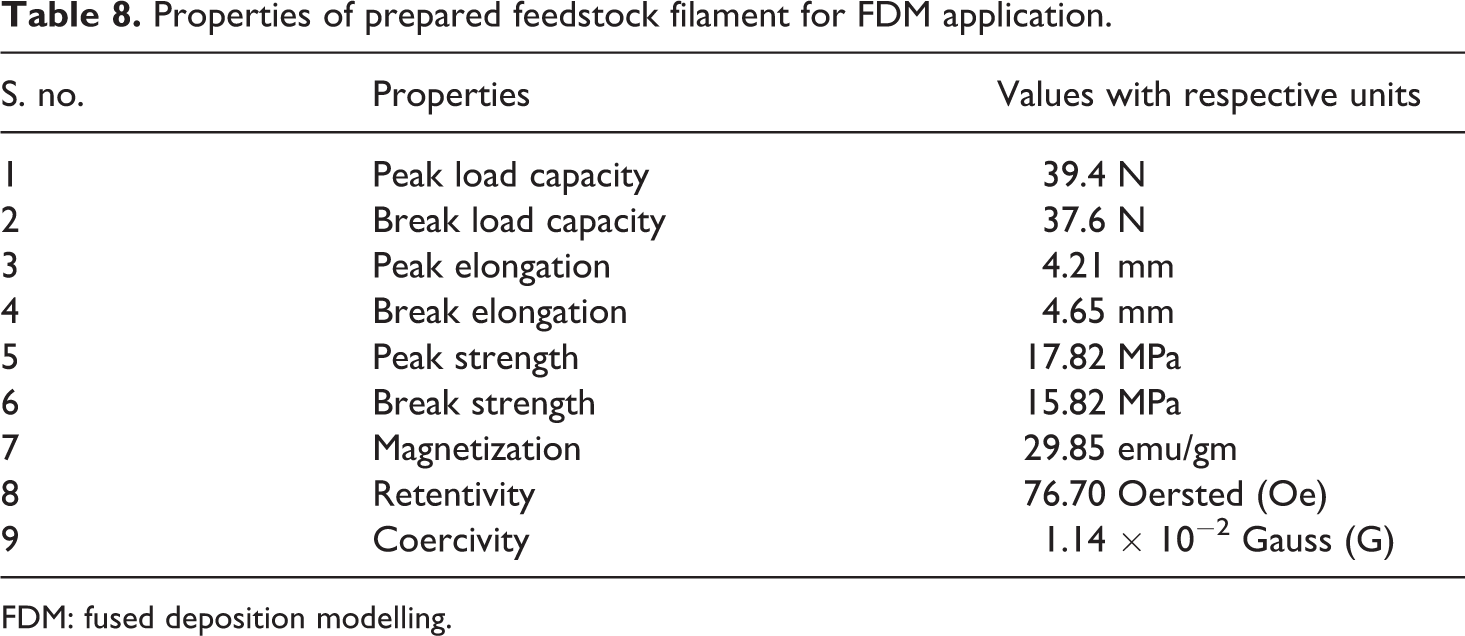
FDM: fused deposition modelling.
Feasibility testing for 3-D printing of prepared feedstock filament
From feasibility study, it was observed that the prepared smart magnetostrictive feedstock filaments were printable with accuracy and have shown magnetic properties (Figure 11) as well which was the basic requirement for 4-D behavior.121,122 The prepared feedstock filament was 3-D printed using the standard FDM machine (Model: Divide by Zero, Navi Mumbai, Maharashtra, India), using the standard tensile testing specimen as per ASTM D634 type IV (Figure 12(a)), flexural testing specimen as per ASTM D798 (Figure 12(b)), and thermal conductivity specimen (Lee disc testing method; Figure 12(c)). From feasibility study, it has been observed that it is possible to 3-D print smart feedstock filament for nonstructural engineering application. Table 9 presents the different sets of printing parameters of the FDM machine.
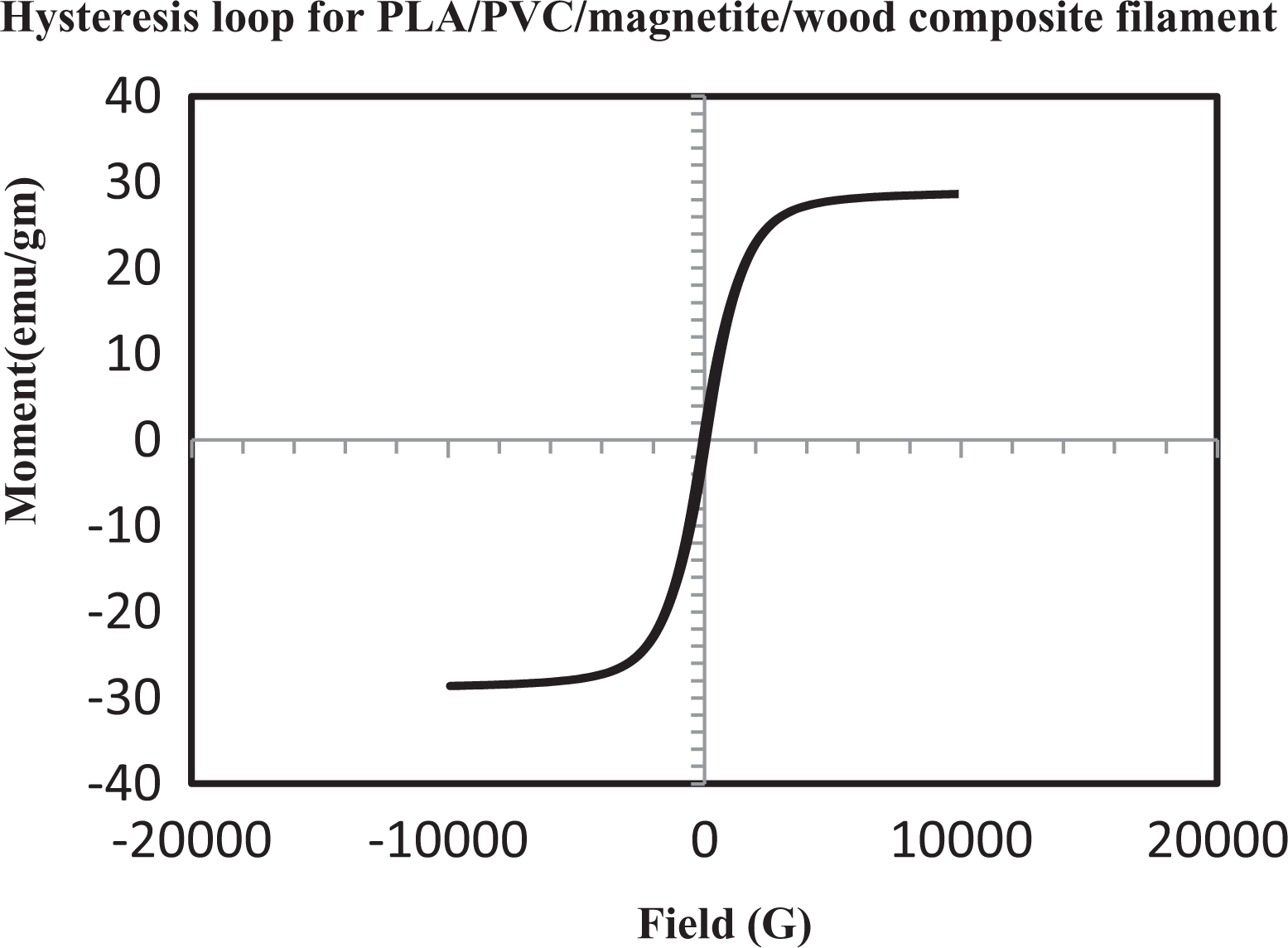
VSM hysteresis loop for prepared feedstock filament.
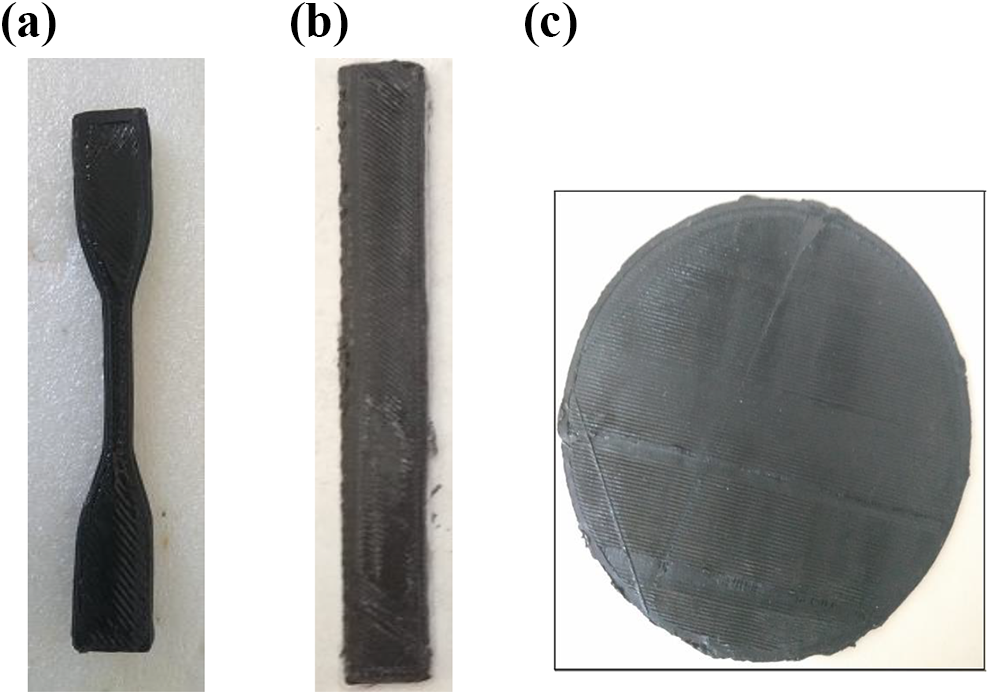
(a) Prepared tensile specimen. (b) Prepared flexural specimen. (c) Prepared Lee disc specimen of diameter 110 mm and thickness 1.74 mm.
Printing parameters of the FDM machine used for the case study.
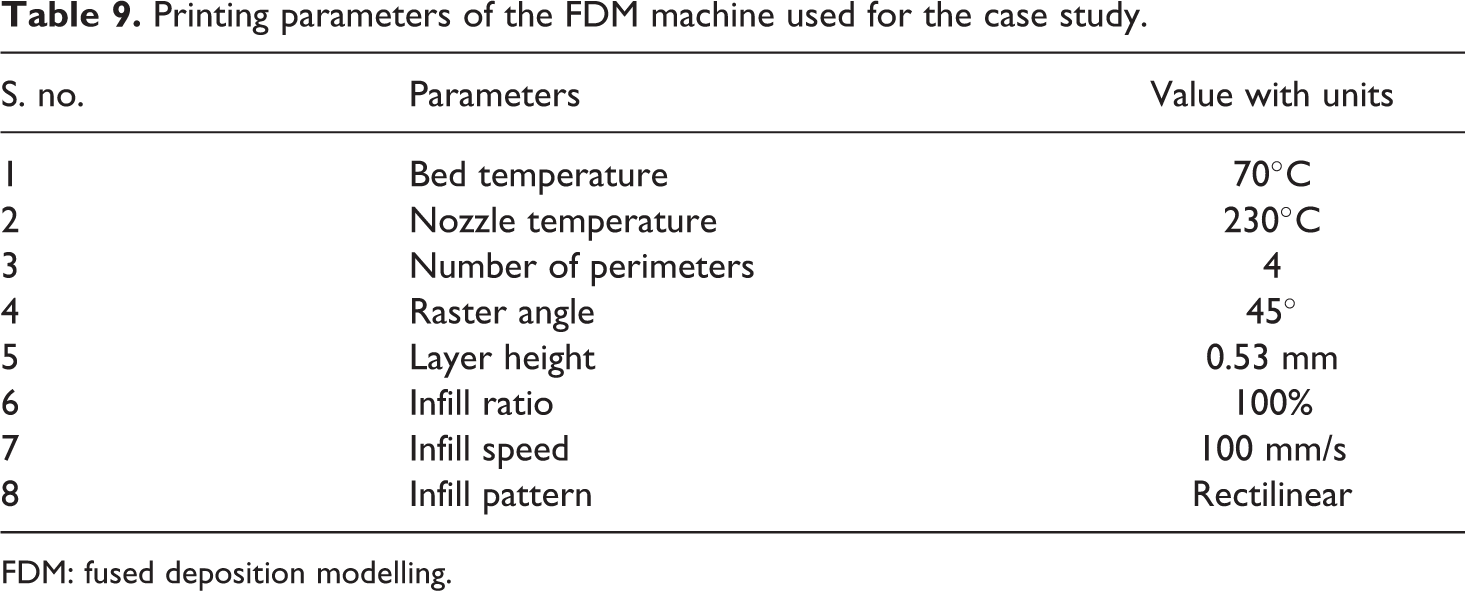
FDM: fused deposition modelling.
VSM testing (hysteresis loop)
The prepared sample of feedstock filament was subjected to VSM testing in which the sample of small size (diameter of 1.75 mm and length of 4 mm) was taken as a sample and the external magnetic field is applied in the VSM machine. The sample starts behaving as magnetic material in the presence of the external magnetic field and quires the “S” shape curve in first coordinate (see Figure 11). As the external magnetic field is removed, the sample starts losing its magnetism but retains some magnetism in the absence of magnetic field that is called retentivity. To make the sample nonmagnetic, negative external magnetic field is provided and sample, in the end, loses its magnetism. The negative magnetic field, which is necessary to make the sample nonmagnetic, is called coercivity. Thus, the magnetic behavior of sample looks like “S” shape and is called hysteresis loop.
Summery
It has been observed that various researchers have studied smart materials solely based on single property such as shape-changing behavior, metamorphic property, and stimuli-trained behavior independently. Smart materials are used in various applications such as biomedical sensors, solar concentrator, and energy harvesting devices, biomedical scaffolds, self-expanding and collapsing devices for space limitation applications. But very less has been reported on smart materials printing with the FDM technique (which possesses great potential because of low operational cost). Complex geometries can be easily printed by using the FDM technique and further variations in printing speed, nozzle angle, raster width, layer thickness, and so on, itself provide good variations in object behavior in real field applications.
It has been ascertained from the reported literature that object can have smartness mainly because of two reasons: first due to its material character or internal property such as SMP or SCP and second due to printed geometry such as miura-origami or smart shape also known as metamaterialistic character. But hitherto, very less has been reported on combining these two properties in one composite matrix of a smart material, which may be of great potential. A single composite matrix can be prepared with smart material giving it a metamaterial geometrical configuration and then training this composite with some suitable stimuli, which may be thermal, pH-based, magnetic-based, or electric-based depending over various application. Thus, a single composite may have integral values composed of various smart directives.
From the case study, it has been observed that it is feasible to prepare and 3-D print the smart matrix composite-based feedstock filament for nonstructural engineering application. The obtained filament in the case study has also shown magnetic properties, which are considered essential for filament to be smart, so that on external magnetic field application, it may give some change in structure after solidification or while in working condition. Further, optimization for mechanical, magnetic, electrical, thermal, and rheological properties may also be ascertained for the future nonstructural application. FDM process parameters may also be optimized for the standardization of output properties.
FDM-based printing gives a low-cost value product as compare to other products, which are produced with any other technique. So it may be beneficial if a composite feedstock filament can be prepared and that filament can be used for printing various geometrical shapes, such as miura-origami structure giving metamaterial nature and property and by default adding some reinforcement of suitable powder while preparing composite matrix may help to train the printed part against the stimuli of customer’s choice. Finally in a single composite, one may have smart properties, which will be supporting the concept of industry 4.0.
Footnotes
Acknowledgements
The authors are thankful to Manufacturing Research Lab (Production Engineering), Guru Nanak Dev Engineering College, Ludhiana, and Thapar Institute Of Engineering And Technology, Patiala, for technical support.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.