
Abstract
Interest in natural fiber-reinforced polymer (NFRP) composites is growing rapidly in the transportation sector, especially as a replacement material for metals and synthetic fiber composites. The heightened interest is directly related to a need to produce lightweight and fuel efficient vehicles. Further, stringent legislation and greater environmental awareness is forcing transportation industries to select materials with a smaller carbon footprint. In such a context, NFRP composite materials are a good choice due to their low cost, low environmental impact, and relatively equivalent properties to metals and other composites. Most prior studies have examined commodity plastics such as polypropylene, polyethylene, and epoxy as the primary polymer matrix in NFRP composites and little work has addressed engineering plastics. Engineering plastics, which includes polycarbonate, polyamides, and polystyrene, are high performance thermoplastics with superior properties but relatively higher cost than commodity plastics. It has been claimed that even after recycling, engineering plastics properties are superior to those of commodity plastics, and thus, utilization of recycled engineering plastic in NFRP composites can help reduce waste and lower composite material costs. The aim of this review article is to explore the current status of engineering plastics reinforced with natural fibers such as flax, hemp, jute, and sisal and to examine their use in automotive, aerospace, and maritime applications. Properties and processing techniques of engineering plastics reinforced with natural fibers are also studied.
Introduction
Transportation is a vital part of the economy and the transport of goods and people from one place to another is hugely dependent on oil and other petroleum-based fuels. A recent report by OPEC in 2017 estimated that worldwide demand for oil for road, rail, air, and maritime transportation was 43.6 mb/d (million barrel per day), 1.8 mb/d, 6.3 mb/d, and 4 mb/d, respectively. As oil is a nonrenewable resource, it is important to restrict its consumption to a minimum, especially as the number of passenger vehicles is projected to rise from 1102 million in 2017 to 1980 million by 2040 alongside a rise in commercial vehicles from 230 million to 462 million during same time period. 1
The transportation sector is responsible for about 23% of total global CO2 emissions, with road transportation contributing about 72% of emissions, while air and water transportation contribute about 11% each. 2 Both fuel consumption and CO2 emissions can be reduced by reducing vehicle weight. A 10% reduction in total vehicle weight leads to an approximate 7% improvement in fuel efficiency and every 1 kg of weight reduction results, on average, in 20 kg less CO2 being released to the atmosphere.3–5 Consequently, vehicle manufacturers are making great efforts to reduce vehicle weight by changing the materials used. Further, due to stringent guidelines and legislation in the European Union and Asian countries regarding automotive end-of-life requirements, automobile makers need to consider the ecological impact for the entire lifecycle of the vehicle, including raw material production, vehicle manufacturing, usage, and disposal.6–8 The transportation sector, especially automobile companies, has demonstrated the capability to shift from steel alloys to aluminum alloys and there is now a move from aluminum to fiber-reinforced polymer (FRP) composites in certain applications. Some researchers are already predicting a future where the majority of vehicle weight is composed of polymer composites reinforced with fibers. 9
FRP composites have been extensively used in applications such as construction for many years, and their market share is growing in a number of different sectors. FRP composites are composed of fibers acting as reinforcement or filler and a polymer matrix. The fibers can be either synthetic fibers, such as glass, carbon, and aramid fibers, or natural fibers, such as plant, mineral, or animal fibers. Synthetic fiber-reinforced polymer composites are widely used in high performance applications such as the aerospace industry and automobiles due to their superior mechanical properties and lightweight. However, these fibers are expensive, with the exception of glass fibers, require large amounts of energy in production, and are not eco-friendly. Thus, their extensive usage can lead to severe ecological problems if not recycled properly. 10 Hence, increased societal pressure to reduce dependency on nonrenewable resources, while simultaneously ensuring cost competiveness and, reducing energy consumption in production, together with changes in environmental ecological legislation and greater ecological awareness have shifted the focus to natural fibers as a reinforcement or filler material10–13 and natural fiber-reinforced polymers (NFRPs) are gaining increased attention in both the academic and industrial world. Natural fibers like flax, hemp, jute, and sisal are commonly used as reinforcement in polymer composites due to their desirable properties and easy availability. 14 For comparison, a composite part produced with natural fibers will be lighter than one made of glass fibers, mainly due to the difference in their densities, as natural fibers density is between 1.2 and 1.6 g/cm3 and that of glass fibers is between 2.16 and 2.68 g/cm3.15,16 Furthermore, production of a flax fiber mat consumes about 82% less energy than production of a glass fiber mat. 6 Additional benefits of composites made up of natural fibers over synthetic fibers include low cost, renewability, recyclability, biodegradability, carbon neutrality, nonabrasive quality, limited health risks, acoustic, heat and electrical insulation qualities, and ease of dispose.5,6,11,13,17–19 On the other hand, natural fibers composites have a number of drawbacks, such as high moisture content, low fire resistance, weak interfacial adhesion, poor resistance to microbial attack, and a need to use low processing temperatures.14,20,21 Many of these problems can, however, be resolved with appropriate surface treatment techniques. Interestingly, utilization of NFRP composites varies from region to region, for example, the NFRP market in United States is dominated by structural applications such as fencing, decking, and railing, whereas in Europe NFRP composites are used primarily in automotive applications. 22
The polymer matrices in a NFRP composites can be essentially classified into thermoplastic matrices or thermoset matrices.14,23 Thermosets are nonrecyclable polymers possessing stronger bonds and stiffness than thermoplastics. They retain their dimensional stability under high temperature and thus cannot be remolded or reshaped. 23 Thermoplastic polymers can be softened or melted by heating and hardened after cooling, which means that they can be easily remolded into different shapes. In addition, they possess high impact resistance, are easy to recycle, and are chemically inert.3,23,24 Furthermore, the processing time of thermoplastic is faster than thermosets3,24 and they can be easily joined using by welding techniques such as resistance welding, vibration welding, and ultrasonic welding. 3 The most common thermosetting polymers used in NFRP composites are epoxy, polyester, and phenolic, and common thermoplastic polymer matrices used are polyethylene (PE), polypropylene (PP), polystyrene (PS), and polyvinyl chloride (PVC).3,7,14,25,26 Polymer resins such as PP, polyamides (PAs), PE, and polycarbonate (PC) are most commonly used in the transportation sector. 7 Since thermoplastic polymer can be easily recycled and is used in a wide range of applications in the transportation sector in automobile, railway coach, and aircraft manufacture and in other industrial sectors, the use of recycled plastic matrices in place of virgin polymer matrices can help tackle environmental problems.7,14,23 Thermoplastic polymers in NFRP composites are further classified into commodity or traditional plastics such as PP and PE and engineering plastics such as acrylonitrile butadiene styrene (ABS), PA, and PC. While the market is heavily dominated by commodity plastics with 80% of total plastic consumed being commodity plastic, 26 engineering plastics offer lightweight, flexibility, and higher performance. The market value of engineering plastics market is projected to reach 90 billion USD by 2020. The top three market sectors for engineering plastics are electrical and electronics products, consumer goods, and transportation. However, there are regional differences, and in Western Europe the largest market for engineering plastics is the transportation sector, whereas in the Asia-Pacific region it is consumer goods such as toys, electrical goods, and household utensils. 27
NFRP utilization in the transportation sector has been investigated by several researchers, who have studied the characteristics and properties of different NFRP composites, for example, fiber modification, thermal stability, crystallinity, and biodegradability. However, the majority of work has focused on commodity plastics or thermosets reinforced with natural fibers and few studies have considered engineering plastics reinforced by natural fibers and, specifically, their application in the transportation sector. Furthermore, the main focus of research has been on virgin plastics, in both thermoplastics and thermosets study, and not much work has been published related to the use of recycled plastics in NFRP composites and their characteristics and applications potential. Increased usage of engineering plastics and the replacement of traditional materials such as wood and metal in engineering applications with alternative materials underline the importance of exploring this group of plastics for future potential.
The objective of this article is to examine the current status of the engineering plastics reinforced with natural fiber and their application in the transportation industry. The review is divided into five sections describing types of engineering plastics, types of natural fibers, NFRP in the transportation section, properties of NFRP, and processing of NFRP components.
Engineering thermoplastics
Engineering plastics are of a high performance segment of synthetic plastics with excellent thermal and mechanical properties in comparison to commonly used commodity plastics. However, they are generally more expensive than standard plastics.28,29 Engineering plastics are commonly amorphous or crystalline in nature. 29 They exhibit characteristics such as excellent strength, good temperature resistance, toughness, stiffness, chemical resistance, lightweight, and wear and abrasion resistance, and they can be easily formed into parts.28–30 These advantageous features enable extensive use in electrical goods and electronics manufacturing, consumer goods, and transportation applications where they can easily substitute metal components due to their lightweight and similar properties to metal. 28 Worldwide growth in the automotive industry and increasing demand for electrical and electronic goods are expected to promote usage of engineering plastics in those sectors. The most commonly used engineering plastics in the automotive industry (Figure 1) and other transportation sectors are ABS, PA, PC, polyethylene terephthalate (PET), PS, and polybutylene terephthalate (PBT).
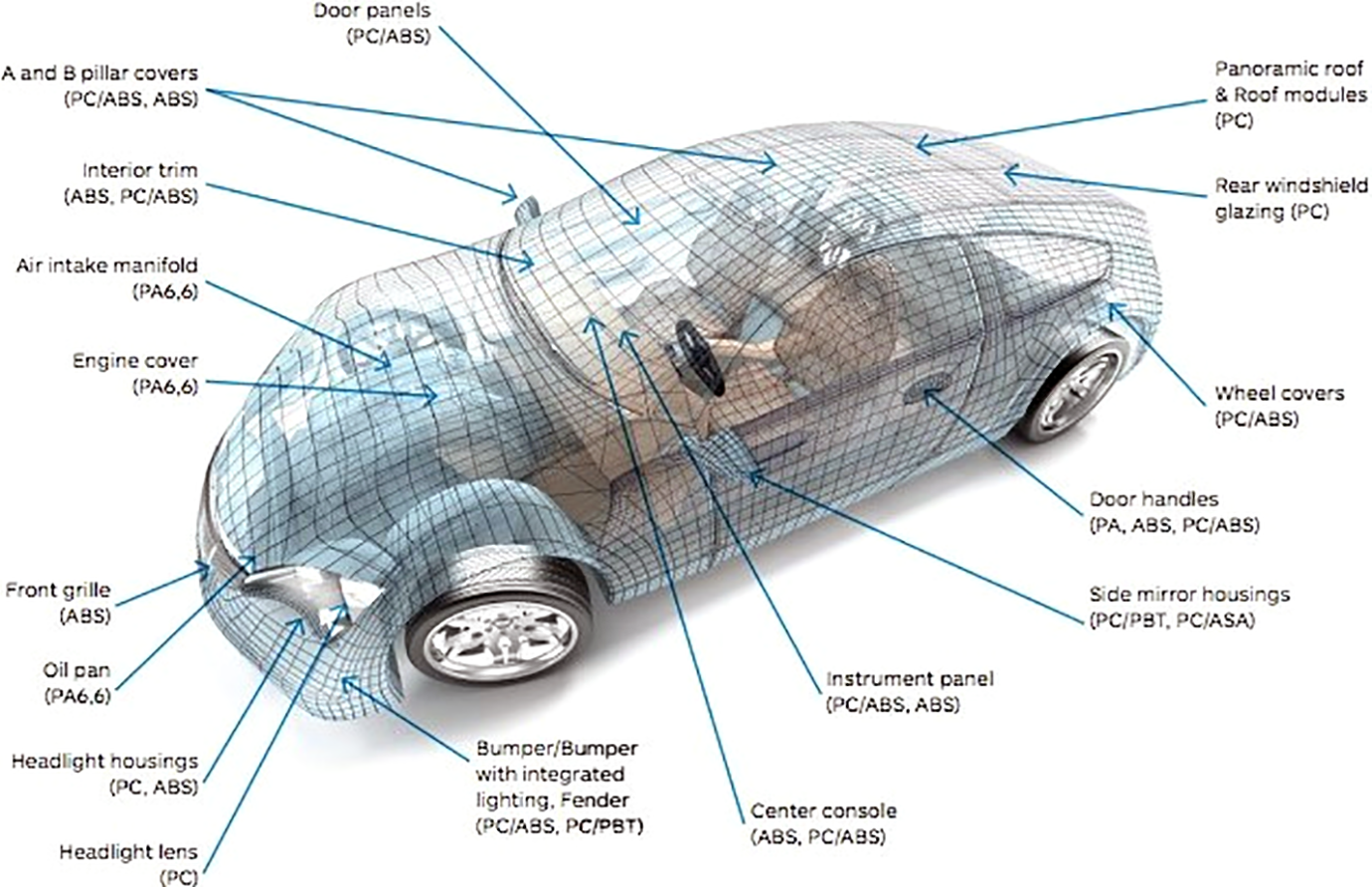
Engineering plastics used in an automotive vehicle. 31
Acrylonitrile butadiene styrene
ABS is a thermoplastic terpolymer. 32 It consists of styrene–acrylonitrile (SAN) copolymer mixed or grafted with polybutadiene.28,33 It is an amorphous polymer and thus does not have a melting point. 34 ABS possesses features such as good impact strength, toughness,30,32,35–37 chemical resistance,30,32,35,37 heat resistance,28,37 adhesion properties,32,35 and rigidity.32,37,38 ABS is opaque 36 and easily processed,30,32,35,37,38 and it can be painted 32 and recycled. 35 Its use is widespread in applications such as housings for electronic appliances,30,36,39,40 automobile body parts, wheel covers, instrument panels and interiors,30,35,36,38,39 pipes,30,36,38 toys,35,36 computer and information and communication technology (ICT) components,30,35,36,40 as well as medical devices30,35 and safety helmets.30,36
Polyamides/nylon
PAs are commonly known as nylons. These polymers can be further classified into PA 6 (Nylon 6), PA 66 (Nylon 66), Nylon 46, Nylon 69, Nylon 610, Nylon 612, Nylon 11, and Nylon 12. 29 These polymers exhibit high temperature resistance, 30 flexibility, resistance to warping and abrasion,29,30,41 toughness, hardness,29,30 high strength, and high gloss. They can also be dyed. 41 In addition, they also possess high burst strength when processed into tubes or pipes. Moreover, due to their resistance to bodily fluids and nontoxicity, they do not cause skin or tissue inflammation when used in medical devices such as dilation catheters. Some PA grades are used in blood transfusion equipment as connectors and stopcocks. 29 Other applications include: clothing—in socks, lingerie, sportswear, 41 and stockings36,41; household goods—carpets, upholstery,36,41 furniture casters, and toothbrush bristles 36 ; and industrial products—rope, gears, bearings, tubes, protective cloths,36,41 bushing, sprockets, containers, cables, fishing lines, 36 zippers, pulleys, and parachutes. 41 The automobile sector is the largest consumer of PAs accounting for 35% of PA consumption. 27 PAs are used in tires, seat belts, fan blades, 41 car upholstery, 36 and in under-the-bonnet applications such as parts of the engine compartment, air-intake manifold, 42 fuel systems, cooling systems, switch housing, 30 and oil pans. 43
Polycarbonate
PC is an amorphous polymer with excellent optical transparency.36,44–47 It possesses characteristics such as superior toughness,30,36,44,45,47,48 high impact strength,30,36,37,44,46,48 rigidity,36,44 fire resistance,28,37 high dimensional stability,28,30,37,44,46 high gloss finishing,44,47 moderate temperature resistance, low moisture absorption, low mold shrinkage, resistance to corona discharge, 46 high heat deflection temperature (approximately 130°C) 47 and it is extremely lightweight. 48 It is used in applications such as safety hats, helmets, power tool housing, riot shields, automotive sunroofs,36,44 aircraft windows, 44 bulletproof windows, automobile headlights, greenhouse enclosures,44,48 and in the electronics sector—in computer housing, housing of cell phones, laptops, pagers, and other ICT equipment40,48 and for compact disks.36,44,45,48 In comparison with PVC, it is less toxic, recyclable, and eco-friendly. 48
Polyethylene terephthalate
PET is a thermoplastic polymer belonging to the polyester family and is semi-crystalline in nature.49,50 PET exhibits transparency to both microwaves and visible light, heat resistance, high impact strength, lightweight,50,51 toughness, and easy moldability and it is impermeable to water and CO2.36,50,51 The main applications of PET are in drinks bottles,49,50,52 food containers, and fleece garments. 50 Additionally, it is also used in electrical connectors, credit cards, photo and video tapes, packaging film, and X-ray films.36,52 In the transportation sector, PET is commonly used to produce sails used in windsurfing and sailboats, 36 and in automotive parts. 52
Polybutylene terephthalate
PBT is a semi-crystalline thermoplastics polyester produced by condensation of either terephthalic acid or dimethyl terephthalate with 1,4-butanediol.30,53 It exhibits good chemical resistance, high stiffness, high strength, high heat resistance, easy processability, high dimensional stability, and good electrical properties.30,54 PBTs are used in electronic and electrical applications in the production of terminal boards, switches, lamp sockets, and electrical housing. In automotive applications, PBTs are used in electrical, exterior and under-the-hood components such as door mirror system, headlamps, antilock braking systems, electrical control units, plug connectors, pump housings, braking components, locking components, body panels, and windshield wipers. 44
Polystyrene
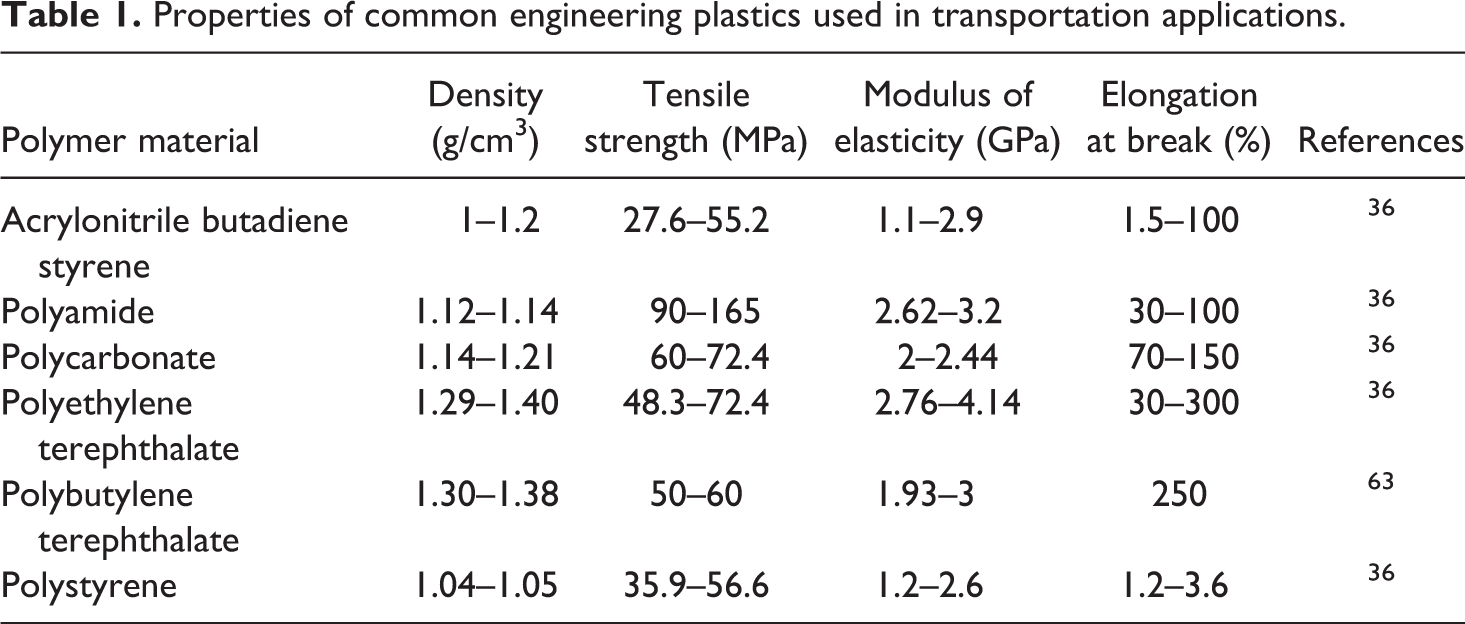
PS is a widely used thermoplastic polymer with excellent transparency and high tensile strength but it is brittle in nature.55,56 It exhibits characteristics such as a low barrier to both gases and water vapour, 55 good chemical resistance, hydrophobicity, 57 electrical resistance, and ease of manufacture. 58 PS is widely used in the packaging industry for packaging films, 55 trays, vending cups, food containers, and lids. 58 It is also used widely in household appliances and consumer goods, such as television housing, CD cases, cutlery, liner and shelving of refrigerators36,40 and houseware, and in the production of test tubes, syringes, and blister packs for pharmaceuticals. 58 Syndiotactic PS (sPS) is commonly used in automotive under-the-hood applications similarly to PA. 59 sPS is a semi-crystalline engineering plastics. It possesses excellent properties including high melting temperature, superior crystallization rate, enhanced mechanical performance, low dielectric properties, and high chemical resistance.60–62 High impact PS (HIPS) and expanded PS (EPS) are also commonly used in electrical and electronics equipment. HIPS is especially used in applications where PS is unable to meet the standards for impact resistance. 28 The properties of common engineering plastics utilized in the transportation sector are shown in Table 1.
Properties of common engineering plastics used in transportation applications.
Recycled engineering plastics
Extensive usage and rapid growth rates in utilization of engineering plastics especially in transportation and electrical and electronic applications has resulted in the generation of large amounts of plastic waste. 40 However, unlike recycled commodity plastics, the superior properties and high performance characteristics enable engineering plastics to be effectively reused after recycling. The higher price of virgin engineering plastics compared to commodity plastic can be offset by using recycled engineering plastics which possess superior properties to virgin commodity plastics at similar cost. Additionally, growing environmental concerns and greater regulations by governmental organizations have led to greater emphasis on plastics waste management. 52 In Europe, the European Commission issued the Waste Electrical and Electronic Equipment (WEEE) Directive (2002/96/EC), which aims to increase rates of collecting, recycling, and recovery of WEEE as a distinct waste stream. 28
The recycling of WEEE is a demanding process mainly due to the presence of 10–15 different types of polymers and their blends and because of the presence of different types of additive, flame retardants, fillers, and colorants. 64 WEEE parts contain various types of plastics resins, including commodity plastics (PP, PE), engineering plastics (PC, PA, ABS, PS), and thermosets. The composition of common engineering plastics found in WEEE is shown in Table 2. 40
Composition of engineering plastics in a selection of WEEE items. 40
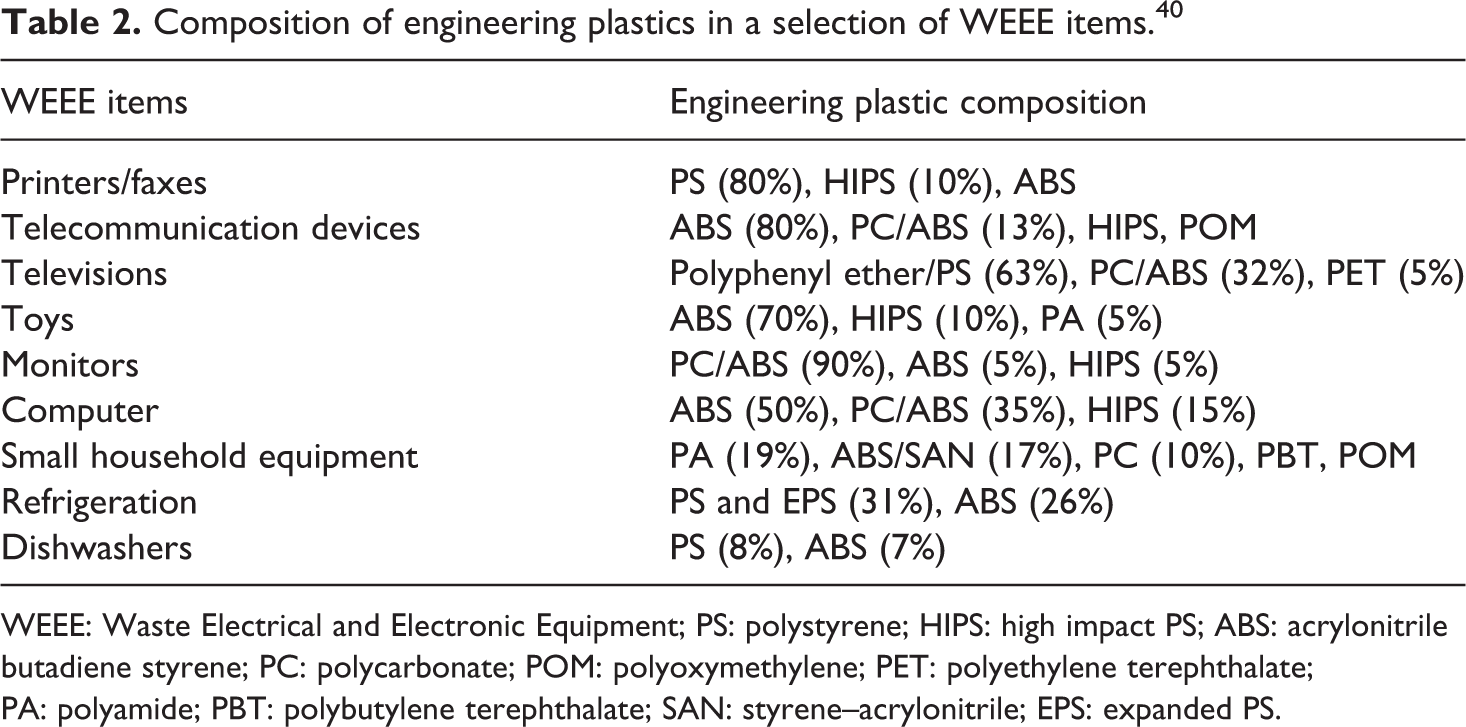
WEEE: Waste Electrical and Electronic Equipment; PS: polystyrene; HIPS: high impact PS; ABS: acrylonitrile butadiene styrene; PC: polycarbonate; POM: polyoxymethylene; PET: polyethylene terephthalate; PA: polyamide; PBT: polybutylene terephthalate; SAN: styrene–acrylonitrile; EPS: expanded PS.
Segregation of engineering plastics from WEEE and other plastics wastes stream is commonly done with mechanical or physical processing. Approximately 95% of plastic by weight can be recovered by manual dismantling of the waste product, although this is a labor-intensive operation and increases labor cost. Alternatively, shredding and multistage separation can be implemented after removal of hazardous elements. One major issue with recycling of WEEE plastics is the presence of foreign material and impurities in the polymer matrix, which can affect the quality of the recycled plastic. Another issue is the presence of metal parts in the WEEE part, which can generate economic pressure to shift the focus toward metal recovery and resulting in extraction of waste plastics of unsuitable size for further processing. 40
The two most common engineering plastics found in automobiles and electrical and electronic (EEE) are PC and ABS. The main reason for the widespread use of these two polymer in EEE is the excellent fire resistance properties of PC and PC/ABS blends once treated with flame retardants. Additionally, the relatively low cost of these polymers supports blending with more expensive engineering plastics.28,37 Blends of PC/ABS found in WEEE have been studied by several researchers. Elmaghor et al. 65 observed that the toughness of recycled PC greatly increased as a result of melt blending with maleic anhydride-grafted ABS (ABS-g-MA). The authors, investigating waste PC used for 10 years prior to recycling, found that the value of impact strength of recycled PC/ABS-g-Ma blends was about three-quarters of the impact strength of pure PC. 65 Further, Balart et al. 37 studied the thermal properties of various composition of recycled PC/ABS blends obtained from WEEE using thermogravimetric analysis and determined the kinetic parameters with an autocatalytic model. It was found that in ABS-based blends, the activation energies were independent of heating rates, whereas in high PC-based blends activation energies increased with heating rate, implying that the thermal degradation mechanism in latter comprises several complex procedures. 37
In another study, Balart et al. 66 examined the performance of blends of recycled ABS/PC obtained from WEEE. The authors first investigated prior degradation by Fourier transformed infrared spectroscopy and found out that recycled ABS showed a small amount of degradation, whereas no signs of degradation were seen in the studied PC material. Blends of ABS and PC waste exhibited a decrease in mechanical properties when compared with virgin material; however, the values were still higher than those of commodity plastics. A blend of 10–20% PC concentration gave best mechanical performance. The authors concluded that the main reasons for the decrease in performance values were small previous degradation, low interaction caused by the partial miscibility of the SAN phase with the PC phase, demonstrated in differential scanning calorimetric (DSC) tests, and the presence of a thermo-oxidative degradation sensitive elastomeric phase in the SAN. 66
It has been shown that the properties of recycled plastics blends can be improved with the addition of modifiers or other additives. For example, Ramesh et al. 64 investigated the effect of virgin PC and impact modifier on the final performance of recycled blended plastics of PC, ABS, and HIPS. The results showed that addition of 10 wt% virgin PC and 10 wt% impact modifier leads to 167.7% improvement in the impact properties of the recycled blended plastic. 64
Natural fiber type
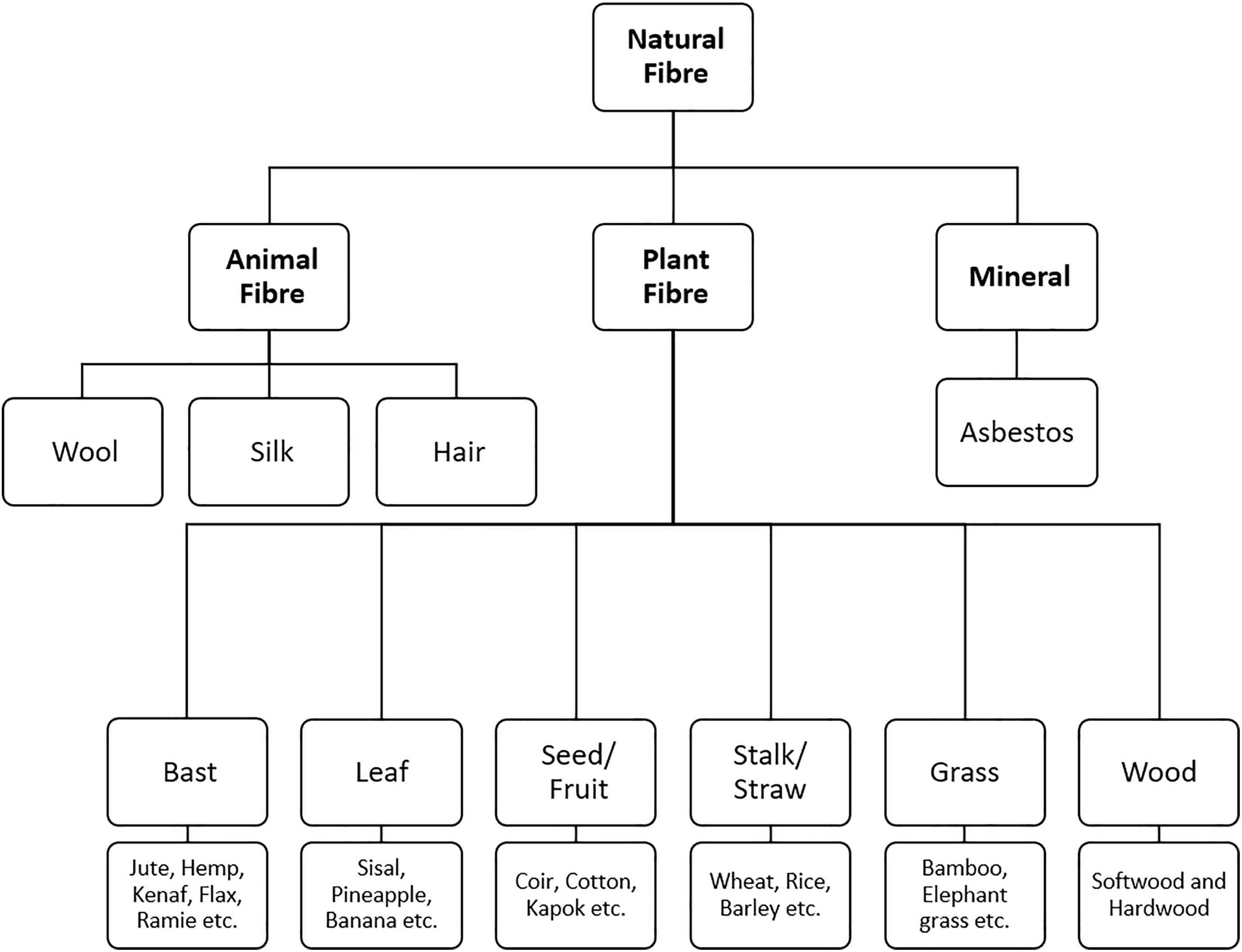
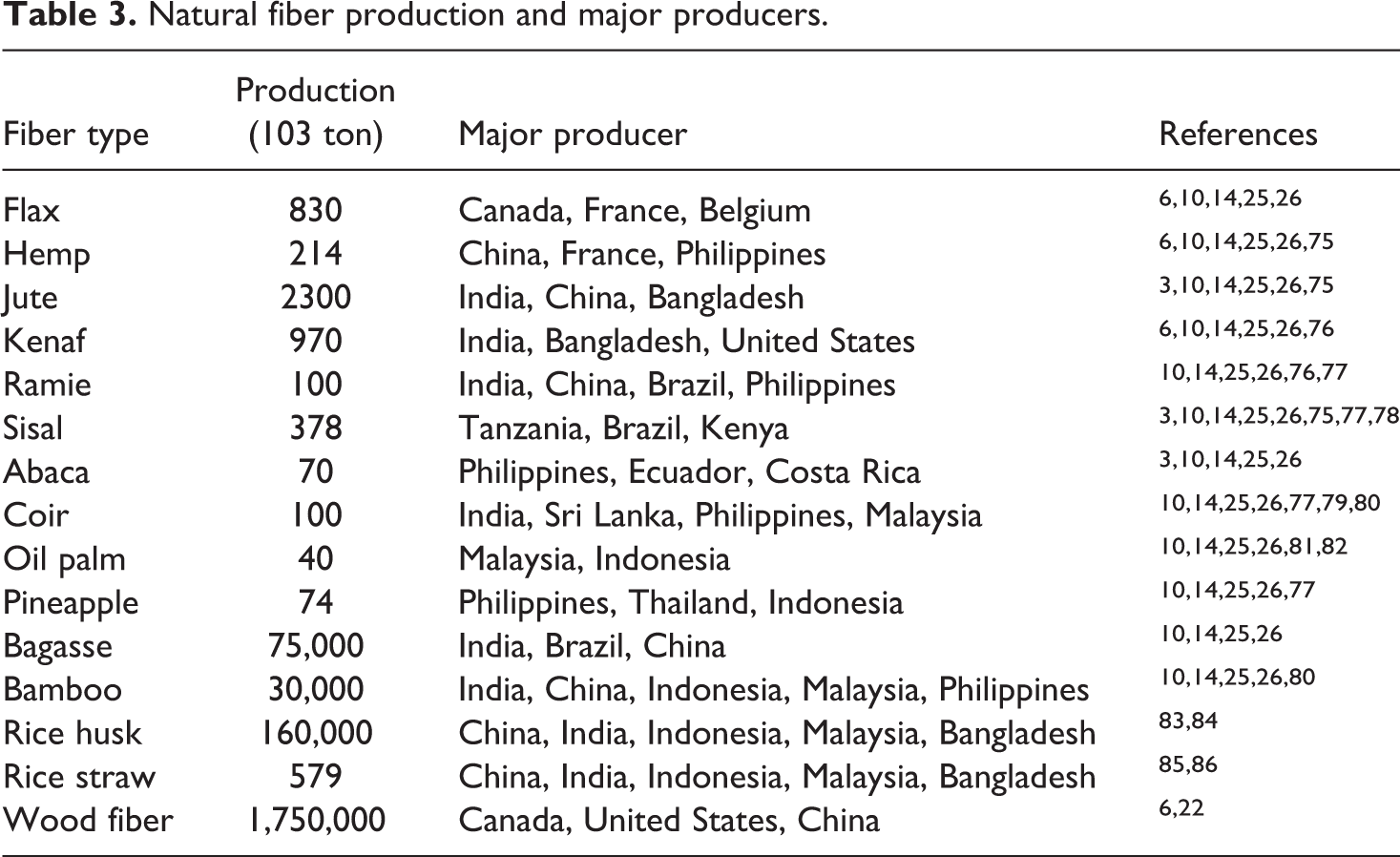
In terms of source, natural fibers are classified into animal fibers, plant fibers, and minerals fibers.10,16,17,19–22,67–70 Plant fibers in turn classified into six types: bast fibers, leaf fibers, seed/fruit fibers, straw/stalk fiber, grass fiber, and wood fiber.10,71,72 Classification of natural fiber is presented graphically in Figure 2. Based on their utility, plant fibers can also be classified into primary and secondary groups. Fibers such as jute, hemp, kenaf, and sisal are the primary group, as they are grown for their fiber contents, while fibers such as pineapple, oil palm, and coir belong to the secondary group, as these fibers are produced as a by-product.10,14 Bast fibers are extracted from the outer layer of stems of the plants by the retting process.9,71,73 Common types of bast fibers are flax, hemp, jute, kenaf, and ramie.5–7,10,13,14,25,26,71,73,74 Bast fibers are used in automotive applications because of their greater strength and low density which results in weight saving.70,73,74 Leaf fibers are taken from the leaf of the plant by the process of hand scrapping or mechanical extraction. These fibers are coarse and hard. 71 Leaf fiber possesses high strength and in comparison with bast fibers, they display better impact performance.71,73 Some examples of leaf fibers are sisal, pineapple leaf, and banana (abaca).5,10,13,14,25,26,67,71,73 Fruit fiber is derived from the outer husk of the fruit, for example, coir fiber is extracted from coconut husk and seed fibers are produced from the boll or pod of plant seeds such as cotton and kapok. Stalk fiber is extracted from stalks of plants such as sugarcane and maize and also from the straws of wheat, rice, and barley.10,67,71,73 Straw fibers possess high strength, high stiffness, and low density. 73 Grass fibers are derived from tall grasses such as elephant grass and bamboo plants.71,73 Wood fibers are extracted from trees and are categorized into softwood and hardwood fibers.10,71 These fibers are commonly used in a mix with virgin or recycled plastics to produce wood–plastic composites, which are used in decking systems, railing, windows, and doors. 73 Global production of natural fibers and the largest producing regions are listed in Table 3. The most common natural fibers used as reinforcement in the transportation sector are flax,6,7,17,25,87–90 kenaf,6,7,25,88,90 jute,7,17,25,87–89 sisal,6,17,25,87–90 hemp,6,7,17,25,87–90 coir,6,25,90 abaca,6,88,90 wood,6,25,88,90 and certain crop residues such as rice. 88
Natural fiber production and major producers.
Flax fiber
Flax belongs to the category of bast fibers and is one of the oldest fiber crops in the world. It is grown in temperate regions, for example, the Mediterranean and the Indian subcontinent.3,5,14,26,69,76,77 Flax fibers possess characteristics such as low density, high toughness, high strength and stiffness, and renewability.5,14,91 The tensile strength and compressive strength of elementary flax fiber has been found to be 1500 and 1200 MPa, respectively. 92 Although the tensile strength of flax fiber is less in comparison with E-glass fiber (2400 MPa), the modulus of elasticity, E, is comparable with E-glass fibers. 7 Also, due to its low density, flax fibers possess a strength/weight ratio comparable to E-glass and aramid fibers.7,9 The relatively high tensile strength and low tensile deformation of flax fibers enables the material to be used in a wide range of applications from automobile and aerospace parts to musical instruments. 93 In the automobile industry, flax fibers are used in door cladding, lining of seat backs, floor panels,5,6,90 and disk brakes.87,90
Hemp fiber
Hemp belongs to the bast fiber category and is extracted from the Cannabis plant family. It is an annual plant and grows in temperate regions.3,10,14,26,69,76 Hemp is one of the earliest plants to be cultivated and is also a most ecological friendly fiber. It originates from central Asia and has been under cultivation for more than 12,000 years. Currently, China produces almost half of the world’s industrial hemp supply.71,76,89 Hemp fibers possess excellent mechanical strength and higher Young’s modulus. Hemp stem consists of 70% long bast fibers, which have a higher concentration of cellulose (55–72%) and lower concentration of lignin (2–5%).5,9,14 Due to their high strength and resistance to salt water, hemp fibers were earlier extensively used in canvas sails, nets, and rigging.69,76,77 Nowadays, they are primarily used in the textile and paper industries.9,10,14,69 In the automobile sector, hemp fibers are used in door cladding, floor panels, and seat back linings.6,90
Jute fiber
Jute is a bast fiber that is extracted from the ribbon of the stem of plants of genus Corchorus.5,14,26,80,89 Jute is one of the cheapest natural fibers available and it is produced in high volume in countries such as India, China, and Bangladesh.3,6,10,26,69 The jute plant can grow up to 2–3 m in 3–4 months. After separating the outer stem from the inner stem by a retting process, the outer stem is transformed into fibers.10,71,77,89 Jute fibers possess good mechanical characteristics, such as high tensile strength and good thermal/insulation properties.14,67,80 Their specific modulus is comparable to that of glass fiber. The fibers remain stable up to 200°C temperature and the properties remain unaffected. 69 Jute fiber can withstand wet environments and are biodegradable. Application for jute fibers includes packaging bags, ropes, yarns, and wall decorations. 80 Additionally, jute-reinforced polymer composite can be used for producing doors, windows, furniture, corrugated sheets, and water pipes,14,67 and in transportation applications, jute-based polymer composites are used in automotive doors and roof panels. 89
Kenaf fiber
Kenaf belongs to the genus Hibiscus of the Malvaceae plant family and is used as reinforcement in composites.14,16,26,76,89 Kenaf is a fast growing plant that grows in a wide range of climate conditions and can grow to a height of more than 3 m with base diameter 3–5 cm in 3 months.9,10,16,76,89 It is native to Africa and today is cultivated mainly in India, Bangladesh, and the United States.6,10 Components of kenaf plants such as leaves, seeds, and stalks are also exploited and are used to produce fiber strands, oils, and allopathic chemicals. Kenaf filament is composed of individual fibers which are distinct from each other and are 2–5 mm long.14,16,89 The stem of a kenaf plant consists of bark and a core. The bark of the plant has a dense structure, shows an orientated high crystalline fiber arrangement, and makes up 30–40% of the weight of the stem. The core of the kenaf plant is similar to wood, displays an isotropic amorphous pattern, and constitutes the remaining 60–70% of the stem weight.10,14,16 Kenaf fibers have low density, high specific mechanical properties, and good recyclability.9,14 In earlier times, kenaf was used to produce rope, sackcloth, canvas, and twine.9,14,76 Nowadays, however, it is used in applications such as raw material for the paper industry, in production of woven and nonwoven textiles, 16 and for making nonwoven mats, inner door panels,6,16,90 and packing shelves6,74 in the automobile sectors.
Sisal fiber
Sisal is a leaf fiber that is extracted from the leaves of the sisal plant (Agave sisalana).5,14,26,78,89 The plant is native to tropical and subtropical regions of North and South America. Nowadays, however, it is widely cultivated in Africa, the Far East, and the West Indies. The sisal plant resembles that of a giant pineapple and has a short plantation period.14,78,80,94 The sisal plant can also grow in the wild alongside fields and rail tracks.14,78,94 Usually a sisal plant consists of 200–250 leaves and each leaf can be composed of over 1000 fiber bundles.10,71,78,89,94 The fibers are extracted using a retting process followed by scrapping either by hand or machine.80,94 Sisal fiber is coarse and inflexible. It possesses good strength, durability, and high tenacity, and it is resistant to salt water.14,17 Thus, products such as carpets, mats, twines, and rope made of sisal fibers are used in the maritime, agricultural, and shipping sectors. It is also used in construction, where it acts as an effective reinforcement for the cement matrix.9,78,80,94 Sisal fibers are used in door cladding, lining of seatbacks, and floor panels. 90
Abaca fiber
Abaca/banana fiber is extracted from the banana plant3,9,14,26 which is one of the world’s oldest cultivated plants and belongs to the Musaceae family.71,89 The plant is native to South East Asia mainly the Philippines.3,10,14,26 There are about 300 species of banana plant, out of which only 20 are suitable consumption.71,77,89 Bananas, primarily of Cavendish type, are commercially cultivated across the globe in many tropical and subtropical regions such as the Philippines, Ecuador, and Costa Rica with an approximate annual yield of 70 million metric tons.10,71,89 It possesses excellent tensile strength. 9 It is used to produce ropes, cordages, twines, and mats.14,26 In automobile manufacturing, abaca fiber is used in production of floor panels.6,74,90
Coir fiber
Coir is a seed fiber extracted from the husk and outer shell of coconut.3,10,14,26,67,69,77,79,80 Eighty-five percent of the total weight of a coconut is fiber and husk. 79 After 9 months of growth, the coconut husk is green and the white smooth fiber can be extracted and used for the production of yarn, rope, and fishing nets. After 3 more months, the coconut has matured fully and produce strong and less flexible brown fiber, which is used for brushes and mattresses.69,80 Coconut grows predominantly in the coastal areas of India, Sri Lanka, Indonesia, Malaysia, and the Philippines.5,10,14,77,79,80 The annual production of coir fiber is approximately 250,000 tons. 14 The above-mentioned countries consumed over 50% of total coir fiber production with India being the main consumer.14,79 The Indian state of Kerala produces 60% of world white coir fiber and Sri Lanka produces 36% of world brown coir fiber supply. The fiber is available in abundance, 26 cheap, renewable, and biodegradable, 80 and coir fibers are thick and coarse.10,14,79 The fiber is resistant to sea water,10,69,80 can withstand heat,69,80 is resistant to pests and fungi, provide good acoustic resistance, and can withstand wear. 14 Coir fiber is used in production of helmets,79,80 bulletproof vests, 79 seat bottoms and back cushions in automobile,6,74,79,90 roofing, postboxes, 80 yarns, ropes, mats, mattresses, brushes, sacking, rugs, and insulation panels.10,14,80
Rice husk and straw fiber
Rice belongs to the group of dominant cereal grains alongside wheat, barley, oat, and corn. 26 It is a major food crop, covering 1% of the earth’s total surface.84,95 It originated between 6200 and 11,500 BC and is native to Asia, although nowadays, it is cultivated worldwide. Rice husk is the hard protecting encapsulation of the rice grain. 10 Rice husk is an inedible and inexpensive by-product of rice processing and is separated from the edible grain during the refining process.83,84,96 For every 1000 kg of rice paddy, approximately 20–23% husk is generated.83,84,95,96 For this reason, it is easily available. Rice husk is abrasive and has properties such as low bulk density, toughness, and resistance to weathering. 84 Rice husk is used as filler in construction as a supplementary material to cement, insulation material,10,84 fuel, 10 and as composite in the manufacture of bricks, fences, window and door frames, decks, and panels.25,84 Rice straw makes up approximately half of the total rice yield and is separated from the rice either manually or by machine. It is mainly used as a reinforcement in structural board applications. Composites of rice straw are used for their sound absorbing properties. 10
Wood fiber
Wood is the most widely used natural fiber and is extensively used in the paper and pulp industry. 13 Wood fibers are classified into softwood and hardwood fibers. Hardwood is extracted from the deciduous trees that shed leaves yearly, such as aspen and birch, while softwood is mainly extracted from coniferous trees which do not shed leaves, such as pines and spruces. Softwood tree usually grow at a faster pace than hardwood trees. Hardwood is dense and possesses a more complex cell structure than softwood. Softwood is the predominant type used in composite application, mainly because of its higher aspect ratio. 10 The wood fibers are extracted from the xylem, the tracheid of the woods (both softwood and hardwood), and the vessels (only in hardwoods).10,97 Wood from sawmill chips, sawdust, wood flour, and wood residues can be used as the origin of wood fibers. 18 The extraction of wood fibers is done by either pulping process or pulverizing process. The main applications of wood fibers are in paper and paperboard production and in composites for fencing, decking boards, window, and door frames.87,97 In automotive applications, woods fibers are used in seatbacks, cargo floor panels, and sliding door inserts. 6
Chemical composition of plant fibers
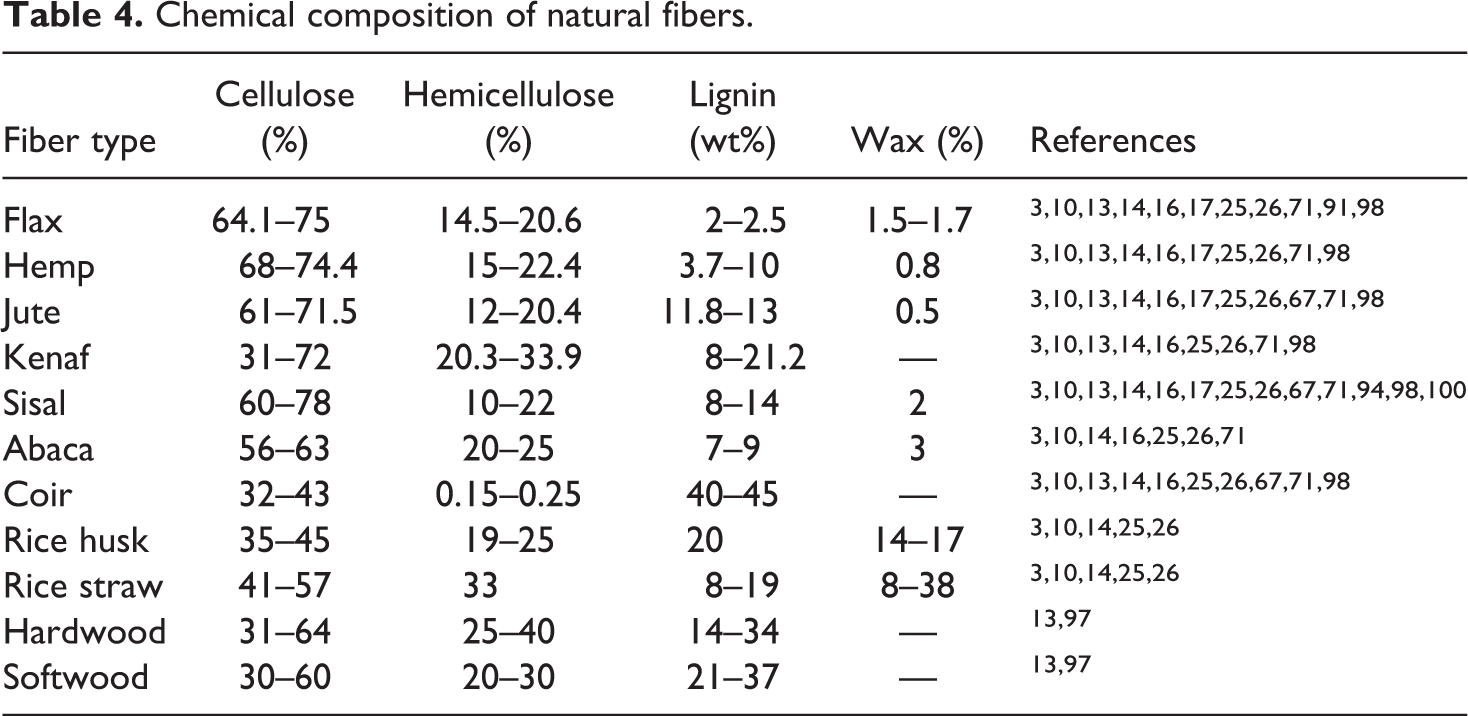
Plant fibers are composed of three main components: cellulose, hemicellulose, and lignin. Additional components of plant fiber include pectin and waxes. Cellulose microfibrils are rigid and crystalline in nature.14,16,87 Cellulose is resistant to hydrolysis, strongly alkali and contains some oxidizing agents, but can be easily hydrolyzed by acid.20,22,87 Cellulose is responsible for characterization of the strength and mechanical properties of plant fibers.20,23,90,98,99 Hemicelluloses are polysaccharides18,22 and act as a reinforcement matrix between cellulose microfibrils.16,20,22,87 It is extremely hydrophilic18,20,87 and easily hydrolyzed in both acids and bases.20,87 Hemicellulose in plants is responsible for the biodegradation, moisture absorption, thermal degradation, and flammability of plant fibers.20,23,90,98,99 Lignin is a complex hydrocarbon polymer found in plant fibers, and it also acts as a supportive matrix for cellulose and provides rigidity.20,87 It is amorphous,14,18,20,87 aromatic, 22 and hydrophobic in nature14,20,87 and insoluble in most solvents.20,87 The role of lignin is to form char and ultraviolet degradation.20,90,98,99 Pectin provides flexibility in the plants. Waxes found in plant fibers are composed of various types of alcohols 87 and are responsible for wettability and interfacial adhesion characteristics of the fiber–matrix.10,98 Chemical composition varies significantly from one plant fiber type to other and also differs for different parts of same plant. The variation is also found within the same species of plant depending on geographical regions, age, stages of growth, and weather and soil conditions.23,26 Table 4 shows the chemical composition of various plant fibers.
Chemical composition of natural fibers.
Properties of plant fibers
The properties of natural fibers also vary from one plant fiber type to another and they can differ among the same fiber types coming from different geographical regions, as well as between fibers extracted from the same plant. 101 Major factors that affect the properties of natural fibers and cause such wide variation are chemical composition of the fibers,10,67 growing conditions such as soil type, weather and aging condition,17,26,67 extraction method,10,14,26,67,101 surface treatment, 17 cell structure,17,26 harvesting period and technique,10,101 plant age,10,14 source, 14 and storage. 10 The hydrophilic nature and significant moisture content of natural fibers also tends to influence their mechanical properties.10,26 Table 5 shows the mechanical properties of various natural fibers.
Mechanical properties of natural fibers.a
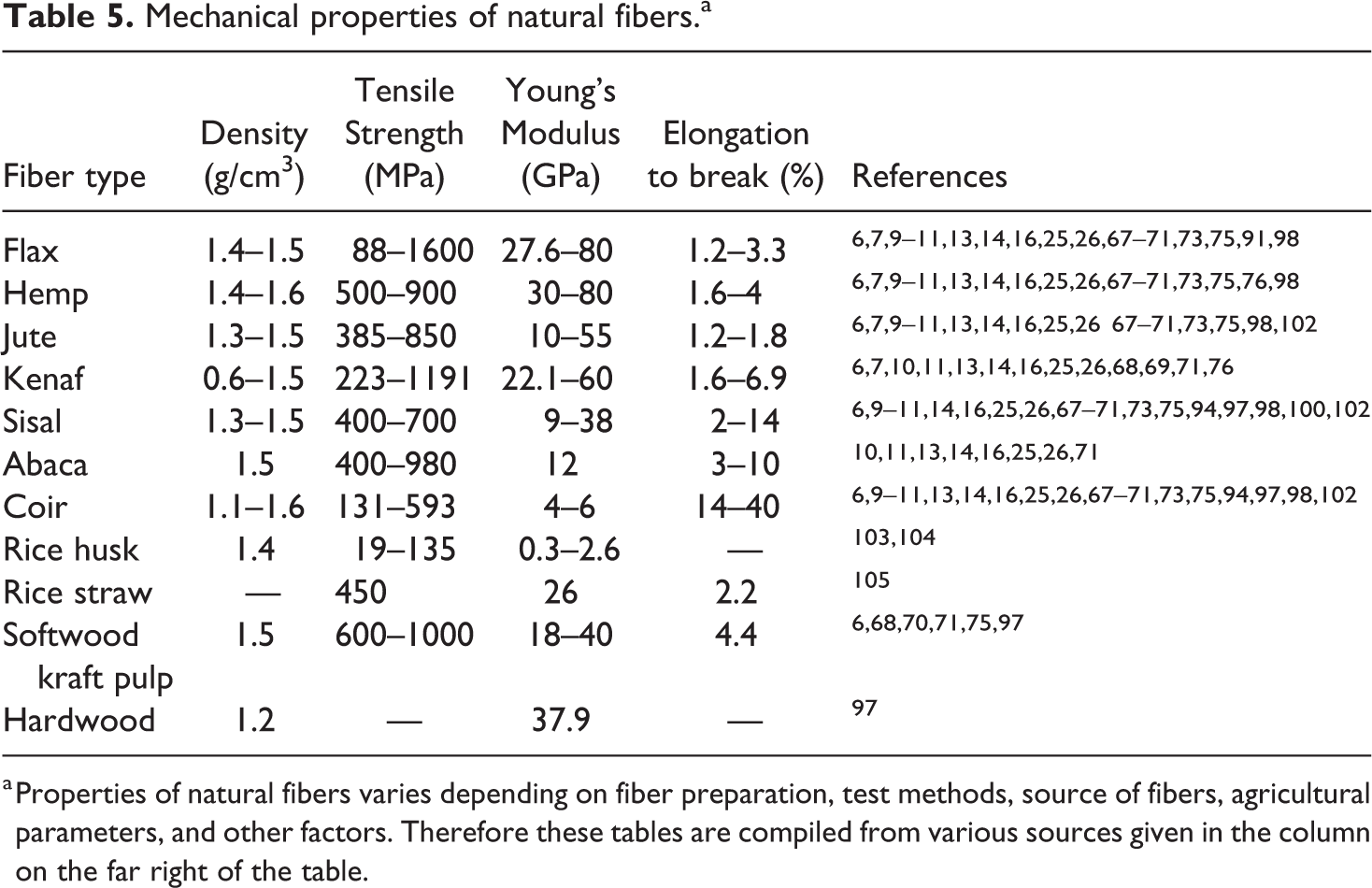
a Properties of natural fibers varies depending on fiber preparation, test methods, source of fibers, agricultural parameters, and other factors. Therefore these tables are compiled from various sources given in the column on the far right of the table.
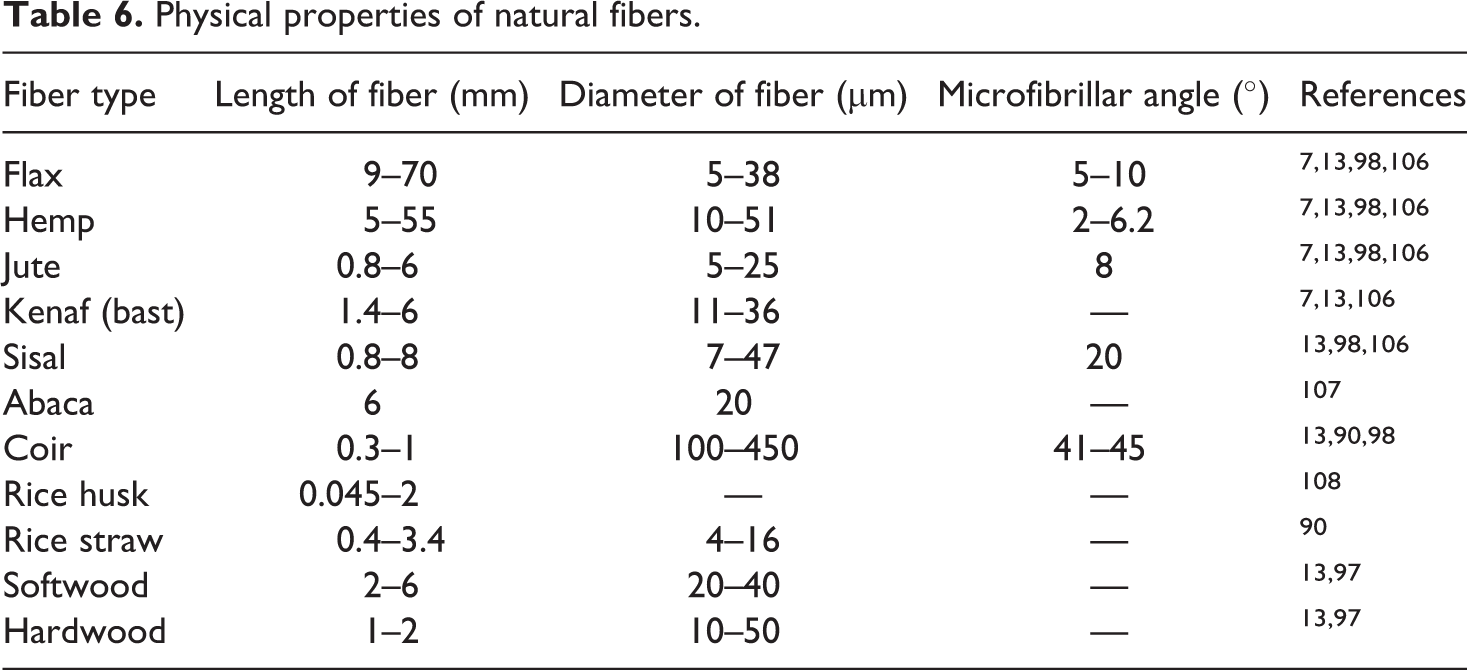
The physical properties of the natural fibers are crucial in determining the overall performance of the fibers and their composites. These physical properties include fiber length, diameter, strength, structure, defects, and crystallinity. The strength of plant fiber is defined by its higher aspect ratio (fiber length/width) and is an important factor in selecting fiber of a particular application.13,26 Therefore, higher strength means lower fibrillar angle, smaller fiber diameter, and higher aspect ratio and thus leads to better mechanical properties. 10 Any major alteration in the structure of plant fiber such as change in density, wall thickness, fiber length, and diameter can result in differences in the physical properties. 26 Table 6 shows key physical properties of various fibers.
Physical properties of natural fibers.
NFRP composite in transportation
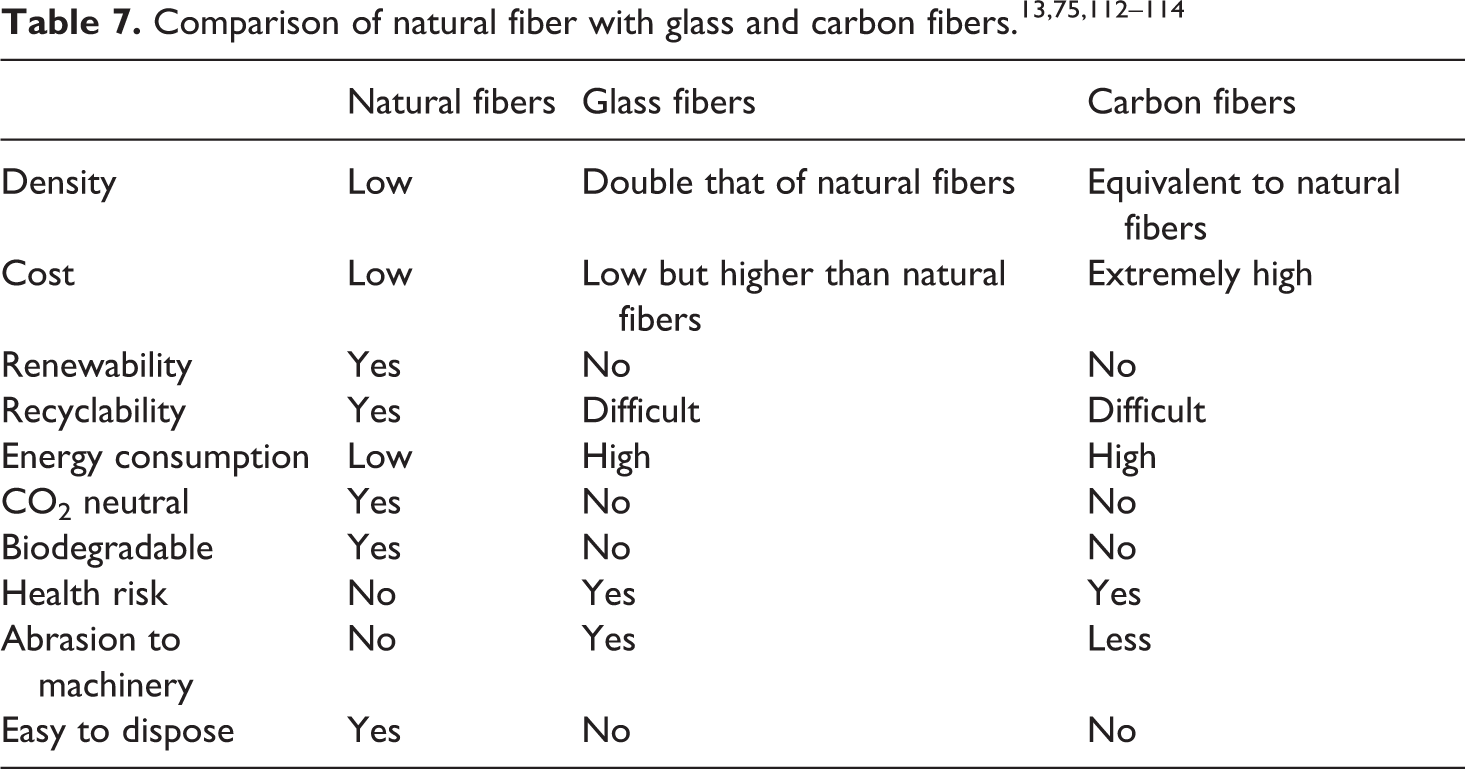
Utilization of NFRP composite is increasing rapidly in applications such as automotive, aerospace, sports, structural components, packing, construction, boats, and electronic goods.25,109 The wide range of applications is because of natural fiber’s low specific weight, abundancy, low cost, good mechanical properties, biodegradability, renewability, low energy consumption in production, and good corrosion and fatigue resistance compared to synthetic fibers such as glass, carbon, and aramid, which are less biodegradable and derived from nonrenewable sources.3,19,25,109–111 A brief comparison of natural fibers with glass and carbon fibers is shown in Table 7. Natural fibers have higher specific strength than glass fiber and equivalent specific modulus. Flax and hemp are of great importance as reinforcing material in production of composites used for automobile, aerospace, and construction applications. 109 The major challenges of NFRP composites in transportation are high water absorption, variation in fiber properties, lack of adhesion between the fiber and matrix, low fire resistance, and limited processing temperature.3,20,21,26,74,90,101,109
One of the major disadvantages of plant fibers is the poor compatibility between fiber and polymer matrix. This occurs due to the presence of cellulose in natural fibers that are hydrophilic in nature in comparison to the hydrophobic nature of thermoplastics polymers; the incompatibility between polar natural fibers and nonpolar polymer matrix leads to the nonuniform wetting of the fibers in the matrix and their poor interface adhesion.13,14,20,70,88,114 Load transfer is therefore insufficient between the fiber reinforcement and matrix, thus resulting in poor mechanical properties of the NFRP composites. 88 Fibers provide high strength and stiffness in composite structures but fibers are not able to withstand heavy loads by themselves. Consequently, natural fibers are mixed with matrix resin as a reinforcement, where the polymer matrix holds the fibers together and is responsible for transmission of shear forces. Thus, the efficiency of composites depends on the interface between fiber and polymer matrix.5,25,111,114
Another disadvantage of NFRP composites is the high water absorption of natural fibers. This is more prevalent in the natural fibers with greater cellulose content such as sisal, flax, and hemp due to the hydrophilic nature of cellulose. Additionally, the moisture content of certain natural fibers can reach as high as 20%. Presence of high moisture content and absorption of high amount of water from environment can cause fiber swelling within the composites resulting in dimensional instability and thus affecting mechanical properties of the composites material.13,21,88 Also, the presence of water can create voids in the matrix and further decrease the adhesion between fiber and matrix. 88 Thus using NFRP composites in external application in vehicles or aircrafts and in maritime industry, the water absorption can greatly affect the performance requirement of the component.21,88 However, methods can be adopted to reduce moisture intake such as chemical treatment of natural fibers to improve adhesion with the polymer matrix to reduce moisture intake by wicking at the fiber–matrix interface and laminating inner layer of NFRP composites with an outer layer of synthetic fiber composites that reduce the ingress of water by protecting the NFRP composite. 115
These two challenges of NFRP composites can be tackled by surface treatment methods such as chemically treating natural fibers for improving interfacial adhesion and thus reducing moisture intake and ensuring good mechanical properties.13,21,25,70,74,88 The surface treatment can be done either by adding compatibilizers/coupling agents or by chemically treating the fibers. 74 The various kinds of chemical treatment include silane, alkaline, acetylation, maleated coupling, anhydride, and benzoylation.13,21,25,88 These chemical treatments aim to improve the interfacial adhesion between fiber and polymer matrix by increasing the surface roughness of fibers and modify fiber surface to mitigate moisture intake. Silane treatment involve introduction of silane to the natural fibers to react with hydroxyl groups and improve fiber wetting.74,88 Alkaline treatment also known as mercerization focuses on decreasing moisture intake of natural fibers by decreasing the hydrogen content of cellulose. Alkali also modifies the hemicellulose of the fiber which is one of the most water absorbing constituent of the fiber.21,74 It is one of the most widely used chemical treatment to increase surface roughness and improving fiber wetting. 88 One disadvantage of alkaline treatment is higher pH level, high surface contamination with waste water, and chemical and mechanical degradation of cellulose. 21 Acetylation or esterification decreases the hydrophilic nature of the natural fibers by introducing an acetyl functional group to react with hydroxyl groups of natural fibers 88 and aids in improving the dimensional stability of the composite. In few cases, some of the mechanical properties of the fibers start to increase with rise in acetylation degree of 15% to 18%, but any further increase results in detrimental effects on the properties. 21
Apart from moisture absorption and interfacial adhesion, NFRP composites faces other challenges in transportation sector. These include limitation against processing temperature and low fire resistance. Natural fiber has certain limitations with processing temperature since they are composed of various organic materials (primarily cellulose, hemicellulose, and lignin) and thus processing temperature above 200°C can cause cellulose degradation and emission of various gaseous and volatile products. These gases can cause high porosity in the composite and reduce mechanical properties of the composite. Although it is possible to use temperature higher than 200°C but only for short periods. Hence, to ensure better thermal stability, techniques like coating or grafting the fibers with monomers are implemented.13,70 Additionally, alkaline treatment and acetylation can also improve the thermal stability of natural fibers. 88
Natural fibers by their nature have very poor fire resistance, which is a big disadvantage especially in aircraft parts and even automobiles. It is important for the natural fibers to fulfill the necessary safety measures in order to compete with artificial fibers as a composite material for transportation sector. Natural fibers with high cellulose content have higher flammability capacity, whereas fibers with higher lignin content has greater chance of char formation. The decomposition temperature of natural fibers is very low at 240°C. However, the components of fibers, such as cellulose, hemicellulose, and lignin, degrade at different temperature ranges.21,25 For example, temperature range for cellulose decomposition is between 260°C and 350°C, while for hemicellulose, it is between 200°C and 260°C, 21 and lignin decomposes slower from 200°C up to 500°C. 116 Studies show similar decomposition behavior of jute and sisal fiber since they have similar percentage of lignin content and both degrade at very high temperature. In comparison, poor lignin content of flax fibers leads to lower decomposition temperatures. 21
Currently, fewer studies have been done on fire resistance of NFRP composites and thus very limited literature is available. Factors such as high lignin content, large fiber orientation angle, and low crystallinity can improve the fire resistance of natural fibers. 21 Further, to improve fire resistance of NFRP composites, various methods can be employed. Fire barrier treatments such as coating and additives used as intumescent are very promising and expand on heating leading to surface that is evenly charred. This charred surface protects the underlying component against the heat. By coating NFRP composites with some fire retardant is another method for enhancing the fire resistance property of composites. This coating is usually done at the end or finishing stage or impregnation. For composites, two most widely used fire retardants are aluminum hydroxide (Al(OH)3) and magnesium hydroxide (Mg(OH)2), with the latter displaying better thermal stability since the temperature range given off by the decomposition of magnesium hydroxide is nearly 300–320°C compared to 200°C by aluminum hydroxide. 25
Automotive
In automobile manufacturing, selection of an appropriate material for construction of the vehicle is key, as the material determines the vehicle’s weight, cost, and crashworthiness. Increased environmental concerns and stringent government regulations regarding CO2 emissions and recyclability of automotive components have driven many automobile producers to invest in development of lightweight sustainable material for their vehicles. Reducing the weight of the vehicle, which directly corresponds to reduction in fuel consumption, brings better environmental performance by reducing CO2 emissions. 117 Weight reduction of vehicles can be achieved by either design change or material change. At the same time, it is important for automotive manufacturers to keep the cost of the vehicle in check in order to be relevant in a competitive market. Some lightweight materials used in the transportation sector, for example, carbon fiber, are expensive, which increases the price of the vehicle. The cost of any new material should be equivalent or lower than that of the existing material. Thus, simply choosing the lightest material for construction of the vehicle is not justified. However, if the new material offers additional benefits and improved performance, then an increase in the cost may be reasonable. It should be noted that any change in material should maintain the crashworthiness of the vehicle by absorbing impact energy during a collision and thus offering passenger safety. 3
Every year many vehicles reach the end of their useful life, generating about 8–9 million tons waste, of which only 65–75% is recycled effectively. The European Union has issued an end-of-life vehicle directive, 2000/53/EC, which mandates that 85% of the vehicle weight should be recyclable by 2005 and 95% of the weight by 2015. Additionally, vehicles should composed of 95% recyclable material with 85% recoverable by mechanical recycling and 10% through energy recovery/thermal recycling by 2015.4,68,70,90 Further, the European Commission and the European Automobile Manufacturers Association comprised of BMW, Daimler Chrysler, Fiat, Ford, GM, Porsche, Renault, VW, and PSA Peugeot Citroën jointly passed legislation for new passenger cars to reduce average CO2 emissions to 130 g/km by 2015 and to 95 g/km by 2020. For light commercial vehicles, average CO2 emissions were set to 175 g/km by 2017 and to 147 g/km by 2020.4,118 Following this legislation, the Japan Automobile Manufacturers Association and Korea Automobile Manufacturers Association also set CO2 emissions limits to 140 g/km by 2009 for all vehicles sold in Europe. 4
NFRP composites are used in both internal and external components such as panels for floor and doors, backrest of seats, parcel shelves, luggage compartments, door linings, and headliners of vehicle roofs.25,70,88,109,111 Natural fibers such as kenaf, flax, sisal, and jute are most commonly used as the reinforcing material.89,111 However, the choice of natural fiber to manufacture automobile composites is mainly influenced by source proximity; thus, jute, ramie, and kenaf are used mostly in India and Asia, whereas in Europe NFRP composites components mostly include flax or hemp. South American automobile producers mainly use sisal or ramie.7,119 The application of NFRP in automobiles helps to reduce the weight of vehicle and improves the efficiency without compromising the safety aspect of vehicle. By using natural fiber composites, approximately 30% of the vehicle’s weight and 20% of cost can be saved. 111
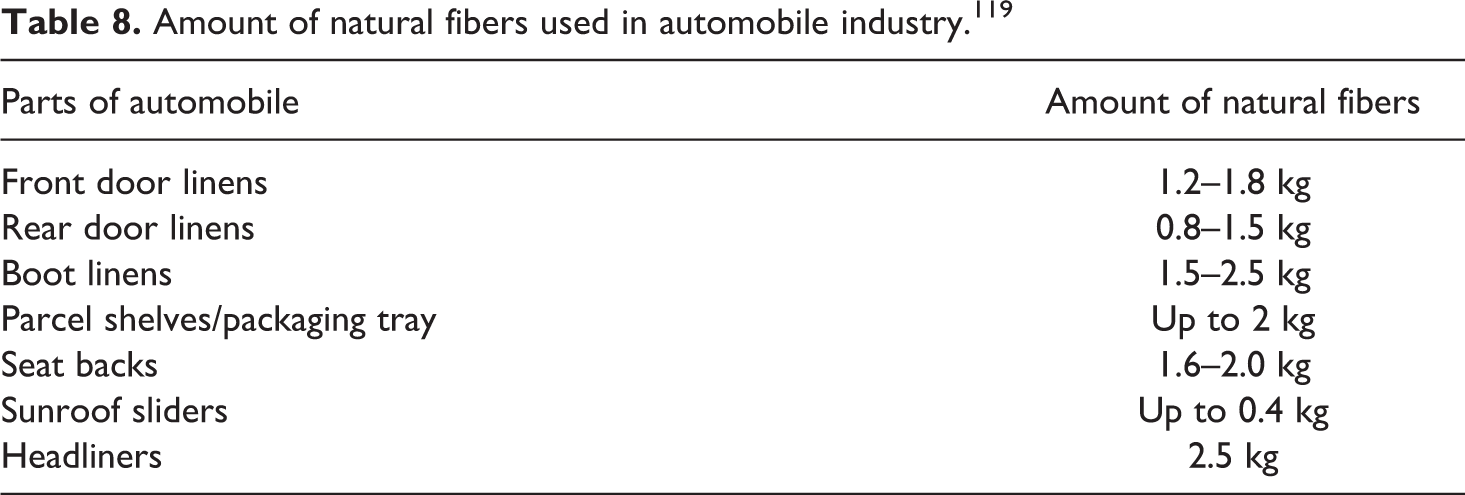
European car manufacturers have been using natural fibers such as flax, hemp, jute, and sisal in producing door panels, headliners, and dashboard for decades, resulting in weight savings, cost reduction, and lower CO2 emissions. 6 Nylon and flax composites are used in making floor mats, while fibers such as hemp and cotton are used in inner cladding, seat back lining, and floor panel. 4 Flax, sisal, and hemp fibers are used in door cladding, seatbacks lining, and floor panel. Flax is also used in car disk brakes as a replacement for asbestos.70,90 Coconut fibers are used for seat bottoms, back cushions, and head restraints. 90 Abaca fibers are used for floor body panel and kenaf for door inner panel. 90 Typical amounts of plant fibers used in automobile industry are shown in Table 8.
Amount of natural fibers used in automobile industry. 119
Some German car manufacturers like BMW, Audi, Volkswagen, Daimler Chrysler, and Mercedes make great use of NFRP composites in both interior and exterior components of their vehicles.3,25,70,89,90,109,120 Other international car producers such as GM, Ford, Volvo, Opel, Renault, and Peugeot are also following the trend of greater utilizing NFRP composites in their products.70,88,90 Daimler Chrysler is leading the way in terms of global natural fibers usage. Flax, hemp, sisal, wool, and other natural fibers are used in 50 Mercedes-Benz E-Class components6,74,109 (Figure 3). Currently, Daimler is using natural fibers such as flax, hemp, sisal and coconut-reinforced components for its A, C, E and S Class models. 88 However, the majority of these NFRP composite materials are primarily composed of virgin commodity plastics or thermosets rather than engineering plastics.

The Mercedes-Benz A-Class model uses a seat made up of coconut fibers and a rubber latex composite. The E-Class model uses flax–sisal fiber mat-reinforced epoxy door panels.25,121 A further example is found in the Travego coach from Mercedes-Benz, which uses engine encapsulations made of flax/PP-reinforced composite,3,121 resulting in 10% weight reduction of the cover and 5% cost reduction. 119 Daimler Chrysler uses a composite spare tire carrier in the Mercedes-Benz A-Class car. The component is produced using Abaca (banana) fiber reinforced with a PP matrix instead of glass fibers. The composite component results in cost saving and mass reduction, which reduces CO2 emission and saves energy needed for production of glass fiber.4,88,109,121
In 1996, Daimler Chrysler used jute/epoxy composite for the door panels of its Mercedes-Benz E-Class model.70,88,89,109,119 In 1999, the S-Class Mercedes-Benz had an inner door panel composed of 35% polyurethane (PU) and 65% blend of flax, hemp, and sisal fiber 109 (Figure 4). The 2006 model of Mercedes S-Class has wood fiber-reinforced components in the front door lining and back rest of the driver seat and some components are made of flax fiber-reinforced material, for example, the trunk cover and parcel shelves. In total, the vehicle contains 27 interior components that include natural fiber, which results in 73% increase in use of renewable material over previous models and weight reduction of the vehicle by 43 kg.4,121

Natural fiber composites have been used since 1990s in BMW models in the 3, 5 and 7 series for making the linings of interior doors and panelling.4,121 For example, door panels of the BMW i3 electric vehicle are produced with hemp fibers and about 95% of the components are recyclable. 122 Recently, BMW has started using biocomposites in structural components such as bumpers, suspension parts, and fender liners.4,121 BMW produced the inner door panels of its 7 series sedan in 2010 using acrylic reinforced with sisal fiber mats. 88 BMW 7 series was manufactured with 24 kg of raw renewable material, including flax and sisal fibers, used in the inner door lining panels.4,25 On average, BMW utilizes 8–13 kg natural fibers per vehicle. 3 In 2004, BMW used 10,000 tons of natural fibers (flax, sisal, cotton, and wood) in production of its vehicles.6,25,123
General Motors used flax reinforced with PP composites in trim panels and back shelf components for the Chevrolet Impala 2002 model.25,88 Wood fiber composites are used in seatbacks of the Cadillac DeVille and the cargo floor of the GMC Envoy and Chevy Trailblazer.4,6,88 Ford uses kenaf-reinforced PP composites in the door panels of its Mondeo models, which reduces the weight of the door by 5–10%.25,88,109 Currently, Ford uses 5–13 kg natural fiber per vehicle.3,119 Volkswagen uses natural fiber in seatbacks, door panels, inserts, and boot liners of Passat, Golf, A4, and Bora models.4,25 The 2000 model of Audi A2 used PU reinforced with a flax/sisal mixed fiber mat in its door trim panels.3,4,25,70,88,89,109,119 The spare tire cover of the 2003 model of the Toyota Raum multi-purpose vehicle was made of a polylactic acid (PLA) matrix reinforced with kenaf fibers.4,88,119,121 In 2011, Toyota developed a new bio-PET material from sugarcane and used it to produce luggage trunk liners and parcel shelves for the new Lexus CT 200h hybrid-electric compact car.4,6,88,89,109 Opel uses a mixture of kenaf and flax in the package tray (parcel shelves) and door panels of the Vectra. 25 Findlay Industries, a manufacturer of automobile and truck parts, make the headliner of the Mack truck with a hemp, flax, kenaf, and sisal mixture. 6 Mitsubishi Motors, in collaboration with Fiat SPA, manufactured some interior components of its vehicles using a bamboo fiber-reinforced polybutylene succinate bioresin. Nylon fibers and bio-PLA produced from sugarcane molasses and PP fibers were used for floor mats.4,88,121 High strength PA is used to produce front end carriers of the Skoda Octavia. The front end carriers are thin walled, possess high stiffness, and high mechanical strength and good surface quality. Newer models of Porsche include engines whose intake system, airframe, and accessories are produced with PA. 123 The Saturn L300 used kenaf and flax fibers in package trays and door panels. Honda uses wood fibers in manufacture of floor components of the Pilot SUV.6,88 In 2008, Lotus manufactured a concept car named Eco Elise (shown in Figure 5) with body panels made of hemp-reinforced polyester composite, a carpet made up of woven sisal fibers, and interiors upholstery made with eco-wool.88,109,110

Lotus Eco Elise with hemp components. 124
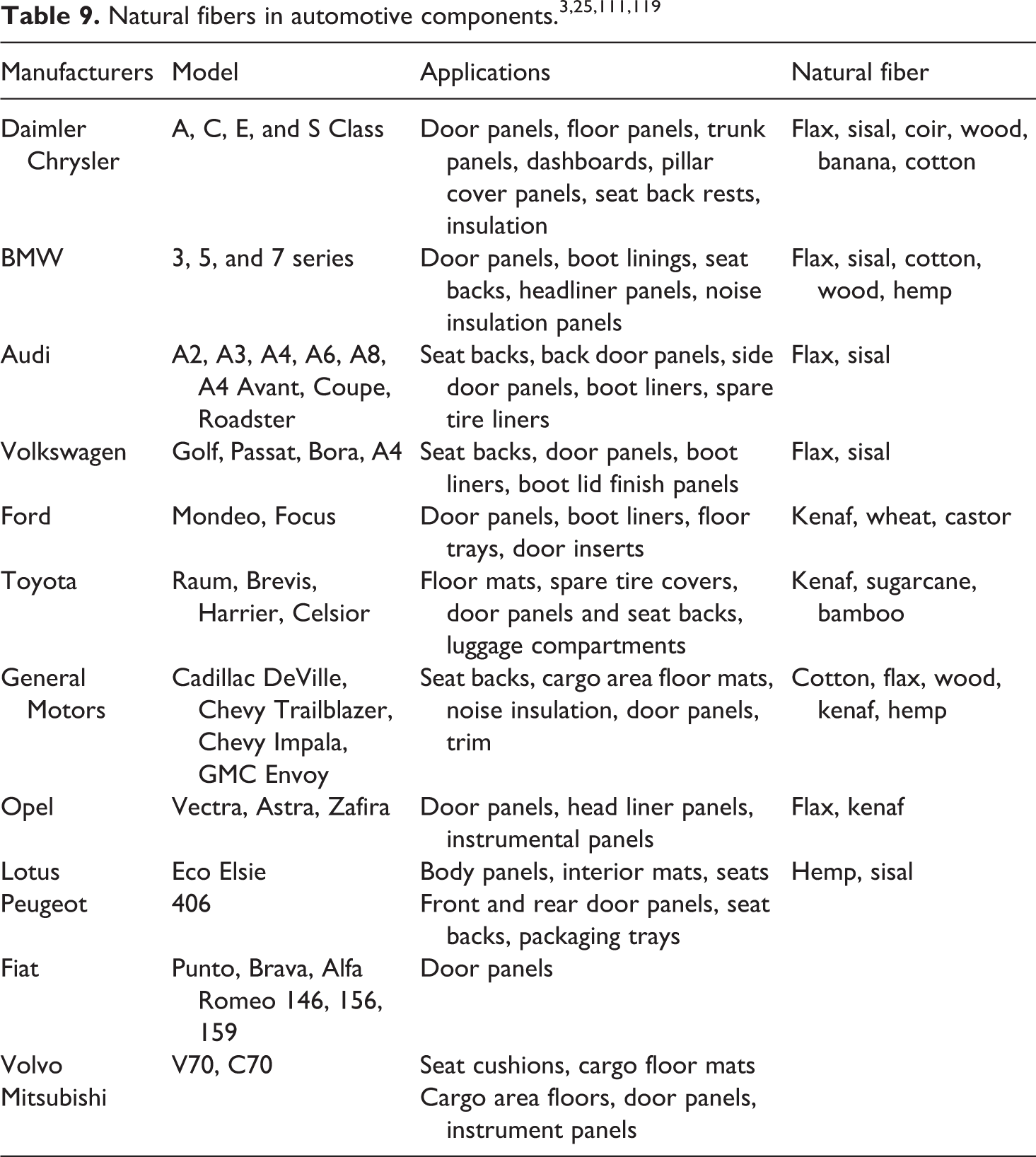
A brief overview of natural fiber composites used by various automobile manufacturers is given in Table 9.
Aerospace
The modern aerospace industry is heavily reliant on synthetic and nonrenewable materials. Nowadays, carbon fiber composites are used as the principal construction material of aircraft, followed by metals such as aluminum and titanium, and to a lesser extent, fiberglass. For example, in the Boeing 787 Dreamliner (shown in Figure 6(a)) and the Airbus 350 XWB, (shown in Figure 6(b)) components such as the fuselage, turbine housing, wings, and stabilizers are fabricated mainly using composites, thereby making the aircraft lightweight and giving improved service life, reduced noise levels, and increased comfort. 123 Composite materials are used in the aviation industry to produce lightweight structural designs due to their excellent specific strength, good stiffness properties, and ease of fabrication into complex shapes. 126 The current trend in the aerospace industry is to produce more fuel efficient aircrafts by increasing usage of composite materials. 127 Currently, composite materials are used in cabin interiors, due to their high strength-to-weight ratio, thus makes the aircraft more fuel efficient. Common interior applications of composites include seats, cabin separators, lavatories, ceiling and wall panels, floor boards, galleys, and storage bins.121,128
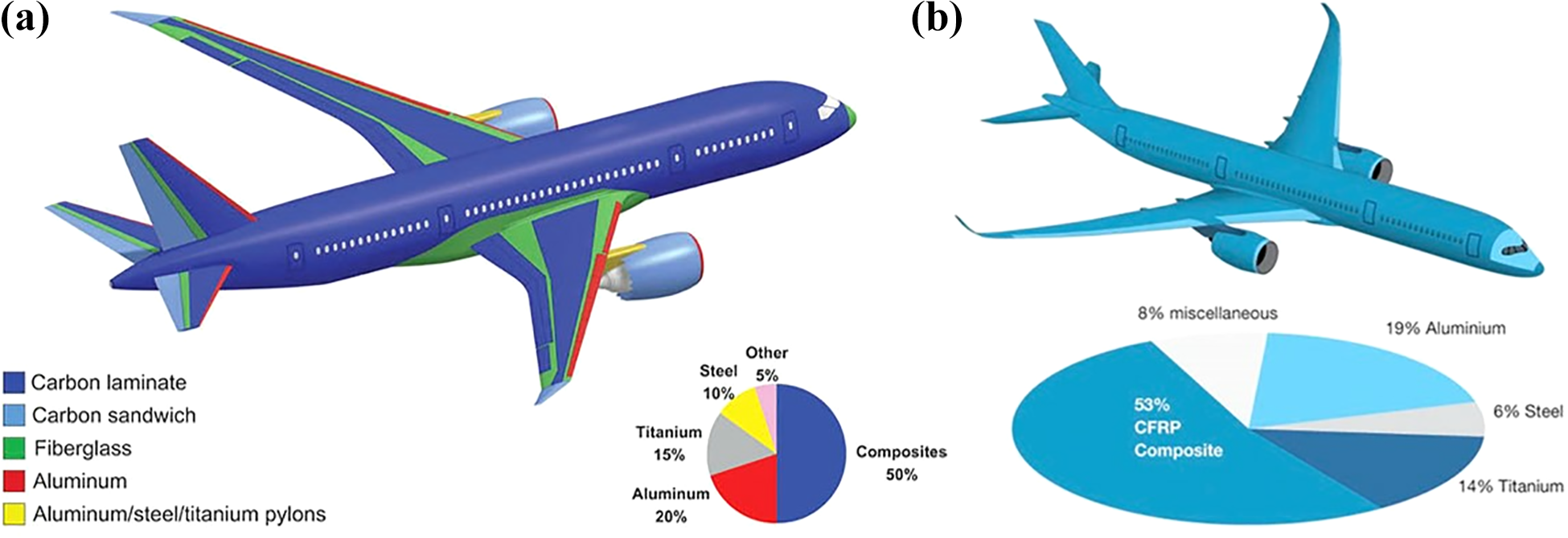
Material compositions of: (a) Boeing 787 Dreamliner; and (b) Airbus 350 XWB. 125
NFRP composites have recently started to be used in the aerospace industry.110,121 The increased usage of natural fibers in aerospace applications over carbon and glass fibers is due to their low cost, low weight, and biodegradability. 21 In the aviation industry, aspects such as reducing aircraft weight, improving fuel economy, increasing carrying capacity, and improving aircraft maneuverability are of great importance.110,121,123 These requirements can be accomplished by using NFRP composites, as they offer high aircraft efficiency through lower fuel consumption and reduced emissions. Their high strength and stiffness allow fabrication of complex shapes, which enables improvement in aerodynamic efficiency, Furthermore, they have good fatigue and corrosion properties.121,129 Over 200 aircraft components are currently manufactured from NFRP composite, these include cabin equipment, side walls, and propeller system.21,110 The European Union has funded research and development of the use of NFRP composites in aviation parts. The Cayley project, an EU co-funded project in a collaboration with Boeing Research and Technology, Invent GmbH, Aimplas, and Lineo, aims to develop eco-friendly interior panels for aircraft using flax fiber and recycled thermoplastic sheets. 127 Another EU-funded project, named Eco-Compass, is working on developing eco-friendly composites from biosources and recycled materials for the aviation sector. The focus of the project is to find alternative solutions to reduce carbon- and glass-reinforced polymer composites in aircrafts by utilizing bioresin, natural fibers, or recycled carbon fibers in secondary structure and interior applications. Flax and ramie fibers have shown potential for use in NFRP composites for aircraft with some enhancement to their tensile strength and flame-retardant properties. 130
In high performance and lightweight applications, epoxy resin is generally used in combination with either carbon fiber or natural fibers. 126 The sidewall panels of Boeing 737 were manufactured using flax/epoxy sandwich composites, where the flax fabrics were treated with halogen-free fire retardants. Flax/epoxy prepregs are 35% lighter than carbon/epoxy prepregs and have a cost similar to glass/epoxy unidirection prepregs.121,127 Apart from epoxy, phenolics and engineering thermoplastics such as polyphenylene sulfide, polyether ether ketone, PA, and PC are the main focus of attention in aviation industry, mainly due to their good fire resistance properties, which comply with the flame, smoke, and toxicity regulations of the aviation sector.127,128 For example, Victrex Europa GmbH developed VICTREX® PEEK (polyether ether ketone) and reinforced it with chopped glass and carbon fiber for aircraft applications. The material possesses mechanical strength and dimensional stability comparable to metal alloys. The material is capable of withstanding high temperatures and has a melting point of 343°C. In addition, the material is corrosion resistant, chemical resistant, wear resistant, and abrasion resistant. 123
Maritime
The introduction of greater composites use in the maritime industry is primarily driven by the need to replace wood, which degrades when subject to attack by biological agents, and steel and aluminum alloys, which can corrode and difficult to weld respectively, and further to reduce the weight of the construction. Composites in maritime applications are used in both external and internal equipment, including bulkheads, decks, propellers, heat exchangers, valves, pumps, watertight doors, ducts, and pipes. Composites of glass- or carbon-reinforced polymers are utilized in racing boats and yachts due to their lightweight construction and good resistance to wave impacts. 121 The introduction of FRP composite materials in the maritime sector has had a great impact on the construction of modern ships. FRP composites help to reduce weight, which in turn reduces fuel consumption and improves maneuverability. FRP also has good water and corrosion resistance, which is crucial for maritime vessels. Carbon composite, which can absorb electromagnetic waves and thus gives stealth characteristics, has been used in some specialist boat hulls. Carbon fiber reinforced with polymer resins such as epoxy, vinyl ester, polyester, or phenolic are commonly used to produce racing boats and yachts such as the Revolver 42 speedboat, which weighs 7500 kg yet is able to reach 68 knots, and the Vestas Sailrocket 2, which broke the sailing speed record with an average speed over 65 knots, are some classic examples. 123 The major disadvantages of carbon-reinforced polymer composites in maritime application are cost, environmental concerns, poor reparability, and recyclability. Thermosetting polymer resins such as epoxy, polyester, and vinyl ester, which are difficult to recycle, are quite commonly used in FRP composite structures. Nowadays, recyclable thermoplastics such as PA, PP, PET, and PBT are also used in maritime construction. 131
Waste disposal regulation and environmental concerns means that attention has shifted to using biocomposites in boat construction instead of synthetic composites, and natural fibers have recently come back into use in maritime applications. 121 In the past, natural fibers were used in form of ropes, nets, and sailcloth. In earlier times, timber rafts were lashed together with ropes and twines prepared from natural fiber resources. Flax, cotton, and hemp fibers were commonly used in weaving of canvas sails, until being replaced by synthetic fibers. 115 Further, flax fiber possesses better vibration absorption than Kevlar or glass fiber, which is quite crucial as vessels are subjected to vibration when cruising at high speed. 121 In earlier times, natural fibers were used in maritime application mainly because there was no alternative. Natural fibers are returning back to maritime applications due to their low cost and low environmental impact. Problems such as moisture absorption remains a major concern even in modern maritime vessels using natural fibers as reinforcement in composite materials. Earlier, waterproofing of sailcloth made of by natural fibers was done by applying linseed oil or paraffin wax. 115
A major concern with NFRP composites in maritime applications is moisture intake by natural fibers while operating in the marine environment. 110 The problem stems mainly from weak interfacial adhesion between natural fibers and the polymer resin matrix. A number of techniques attempt to address this issue, for example, chemical treatment of the natural fibers to optimize adhesion with the polymer matrix or the production of hybrid composites with a laminating layer of NFRP composites and synthetic fiber composites. 115
Although natural fibers are slowly receiving more attention in maritime applications, the industry is still dominated by glass and carbon fiber. Nevertheless, much research and development is being done with the aim of enabling greater natural fiber use in future maritime applications. 131 An example is the NavEcoMat project, which is a joint research between marine construction companies and material research laboratories. In the project, an eco-friendly composite material has been developed that uses PLA and flax fibers and has properties similar to glass or carbon composite material. The developed technology was used to produce a Naskapi-style canoe made of PLA films reinforced with flax fiber mats. 123 In other research, an epoxy matrix reinforced with 50% flax fiber was used to produce a racing boat prototype, “Araldite”. Flax with bioresin (EcoComp® UV-L) has also been used to manufacture kayaks and canoes.115,121 Basalt fiber, which has superior mechanical characteristics and is eco-friendly, is also suitable for maritime applications, and thus basalt and balsa wood composites have been used in the hull and deck of sailing yachts. 121
Properties of NFRP composites
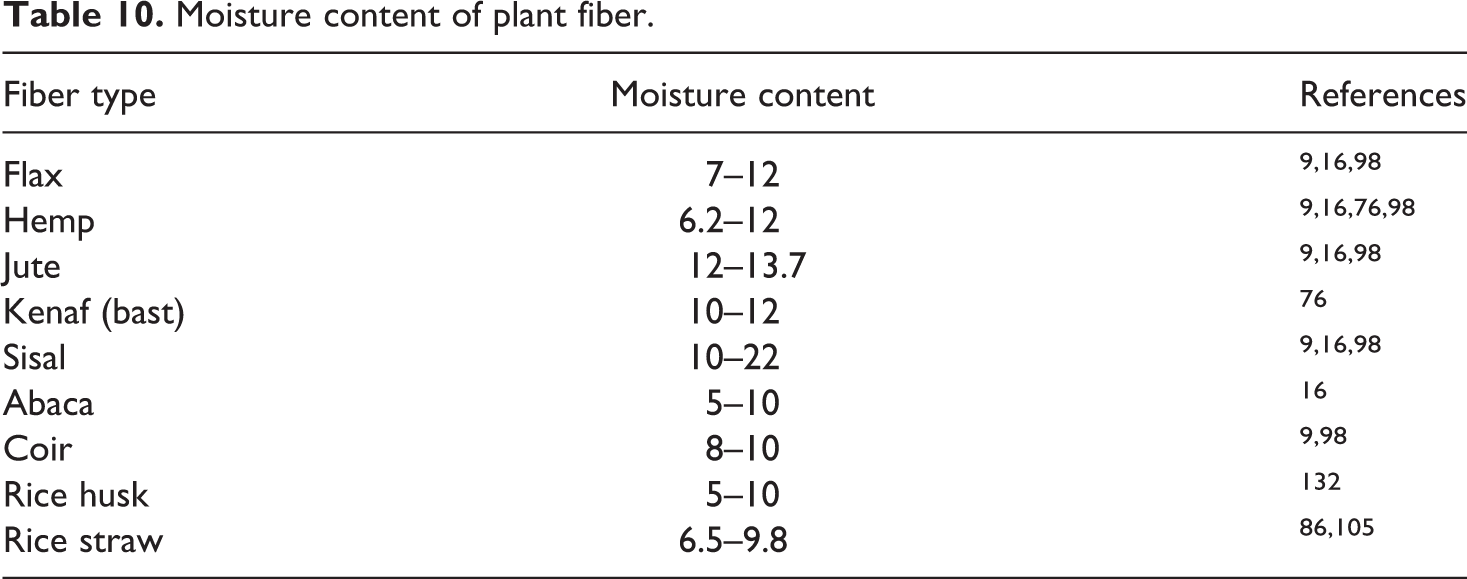
The mechanical properties of NFRP composites depends on fiber orientation, moisture absorption, impurities, and interfacial adhesion.21,25 However, the interfacial adhesion between natural fiber and polymer matrix is extremely poor.21,25,67 The poor adhesion mainly because of incompatibility between the plant fiber and polymer matrix as a result of the of hydroxyl group present in plant fibers, which makes them hydrophilic and thus incompatible with the hydrophobic nature of polymer.9,14,20,26 Additionally, high moisture content (Table 10) in fibers leads to poor processing and the creation voids in the matrix, which result in poorer mechanical properties.9,20 The high moisture content of plant fibers also greatly affects the biological degradation of NFRP composite. 26 Processing methods and parameters affect the properties and surface characteristics. 25 The performance of NFRP composites depends largely on factors such as the structure and chemical composition of the fibers, cell dimensions, physical and mechanical properties of the fibers, microfibrillar angle, defects, and the interaction of fibers with the polymer.25,26,71 Good interfacial adhesion allows efficient stress transfer between the fiber and matrix material.5,25 The fiber surface properties, and more specifically, the interfacial adhesion between the fiber and polymer matrix can be improved by appropriate chemical treatments, additives or coatings, which improve the surface wettability of the fiber.20,23
Moisture content of plant fiber.
Several researchers have examined the mechanical and physical properties of composites made up of engineering plastics and natural fibers. Yeh et al. 133 compared the mechanical properties of wood–plastic composites reinforced by virgin ABS and recycled ABS with 50 wt% wood fiber concentration. The virgin and recycled ABS composites were treated with three different coupling agents, styrene maleic anhydride (SMA), styrene ethylene butylene midblock-grafted maleic anhydride (SEBS-g-MA), and styrene acrylonitrile-grafted maleic anhydride (SANMA). The authors reported that the tensile strength and tensile modulus for both the virgin and recycled ABS increased in the presence of SMA and SANMA. This change was ascribed to the coupling agents improving adhesion between the fiber and matrix. However, SEBS-g-MA resulted in a decrease in tensile strength and tensile modulus, because SEBS-g-MA is an elastomer and has a much lower tensile modulus than either ABS or wood. The authors also observed that elongation at break values of the composite material made with recycled ABS did not differ much from that of composites manufactured using virgin ABS. Elongation at break value of composite made with virgin ABS was in the range of 1.05% to 1.4% and that of composite made with recycled ABS was in the range of 0.8% to 1.02%. However, the addition of coupling agents SMA and SANMA increased the elongation at break value by a considerable amount. Impact strength of virgin ABS wood composite without any coupling agent and recycled ABS wood composite was 63 and 55 J/m, respectively. Addition of the coupling agent SANMA (10 wt%) increased the impact strength value to almost 90 J/m for virgin ABS.
Chotirat et al. 134 investigated the adhesion mechanism and interfacial strength of an ABS matrix and wood sawdust. Prior to blending, the wood sawdust particles were treated with two different silane coupling agents: 3-methacryloxypropyl trimethoxysilane (KBM503) and N-2(aminoethyl)3-aminopropyl trimethoxysilane (KBM603). The effects of the coupling agents and different wood sawdust concentration on the mechanical properties of the composite were investigated. The authors reported that an increase in sawdust concentration resulted in an increase in the values of tensile and flexural moduli; however, the values of elongation at break, tensile, flexural and impact strength decreased with increase in wood content. An ABS/sawdust composite with 9.1 and 33.3 wt% sawdust content were selected for coupling agent tests. The sawdust was treated with 0.5 wt% KBM603 and 1.0 wt% KBM503 solution. It was found that coupling agent KBM603 improved the interfacial strength between the matrix and wood particles better than KBM503.
Huang et al. 135 examined the mechanical properties and crystallization behavior of PA6 composite reinforced with wheat, maize, and rice straw. The three straw fibers were treated with NaOH solution and KH-550 (ɣ-aminopropyltriethoxysilane) was used as coupling agent. The authors observed that the tensile strength for all fiber types peaked at 6 wt% fiber content as shown in Figure 7(a). The wheat straw fiber composite demonstrated 56.9% higher tensile strength than a composite with pure PA6, followed by rice fiber at 42.8% higher, and finally maize straw fiber at 40.4% higher. According to the authors, this result is mainly due to good interfacial adhesion caused by alkali treatment of fibers. They also found that the impact strength of the composites with wheat and rice fiber initially declined but later increased with increase in fiber content (Figure 7(b)) and the impact strength peaked when the fiber content in the composite was highest, that is, 10 wt%. The results mean that wheat fiber increased the impact strength value by 39.2% in comparison with pure PA6, while rice fiber increased it by 19.2%. However, the addition of maize fiber reduced the impact strength with increase in fiber concentration. The authors attributed this finding to weak consistency between the maize fibers and matrix, whereas both rice and wheat fibers displayed good consistency. DSC analysis showed that the crystallization temperature of composites with straw fibers was higher than that of pure PA6. It was observed that the crystallization temperature tends to decline slightly with increase in fiber content. However, the melting temperature of the composite structure remained the same as that of pure PA6, indicating that fiber type and content had no effect on the melting process of the composite structure. The authors also found that rice straw fibers had a negative effect on the degree of crystallinity, whereas wheat and maize fiber had varying effects. The 10 wt% wheat straw fiber composite had the highest degree of crystallinity followed by the 10 wt% maize straw fiber composite. X-ray diffraction analysis showed that the PA6 mainly consisted of ɣ crystals and there was only one diffraction peak located around 2θ = 21.4° in the (001) plane for the ɣ crystal. The addition of three types of straw fibers resulted in two diffraction peaks located at 2θ = 20.4° and 23.2° with varying intensities in the (001) and (002) planes of the PA6α crystal. The three straw fibers resulted in the formation of α crystal in the structure of PA6 and produced several diffraction peaks at 2θ. The author attributed these varying diffraction peaks to the cellulose present in the fibers. Further, it was also observed that there was no noticeable change in the interplanar spacing d of pure PA6 and the composite, which led to the conclusion that the addition of fibers had no effect on the ɣ crystal structure.
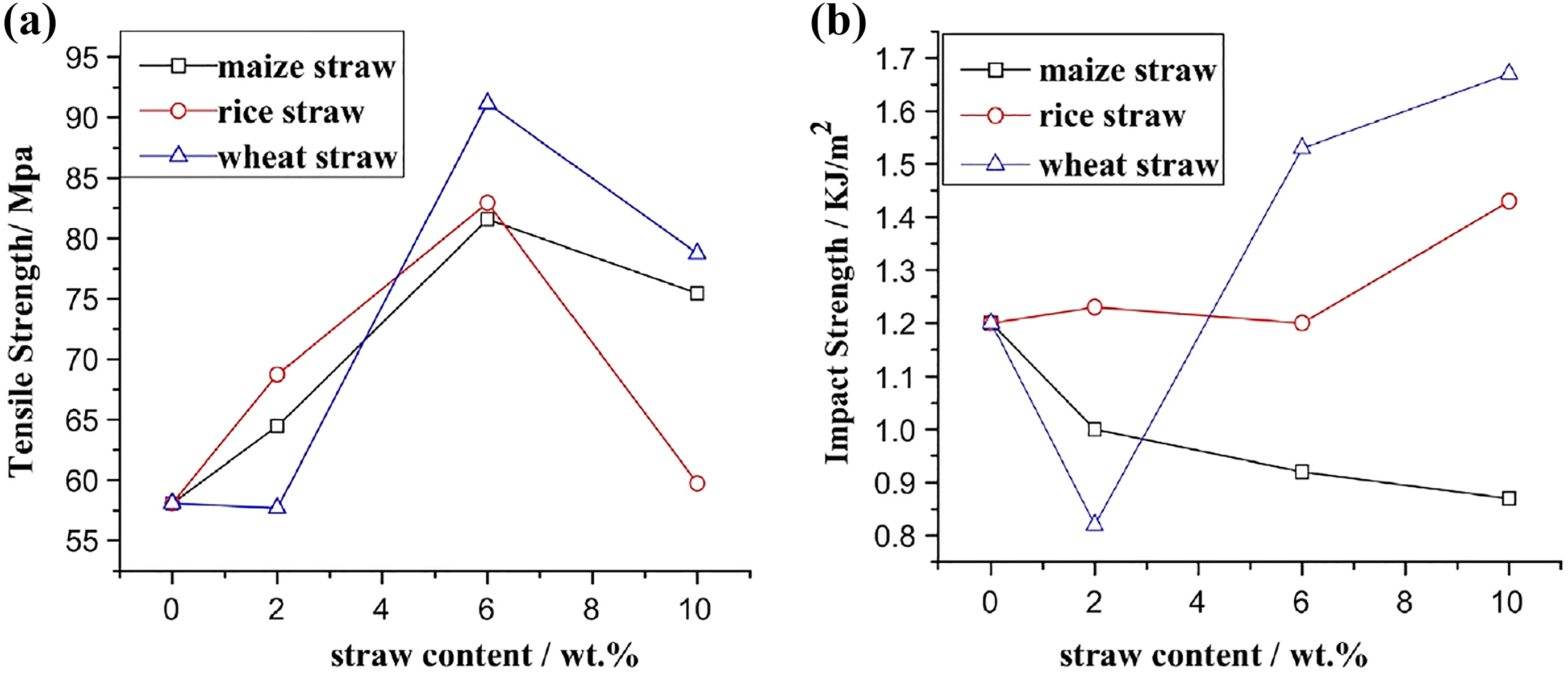
(a) Tensile; and (b) Impact strength values of straw fibres/PA 6 composites. 125
One problem claimed to hinder the use of natural fiber in high end applications is their susceptibility to environmental effects. Salazar et al. 136 examined the biodegradation of coir, coir with latex, and sisal fibers used in manufacturing of automotive components by monitoring CO2 generation and fungal growth. The authors observed approximately 10% biodegradation in all three samples after roughly 45 days, which is a clear signal that all three materials do not easily degrade. However, all the materials showed degradation of cellulose, which was 95% degraded in nearly all samples. The fungal growth test found that after 90 days, the sisal sample had greatest fungal growth, followed by the coir sample. The sample of coir with latex inhibited the least amount of fungal growth because of the anti-bacterial and anti-fungal properties of latex. A chemical composition test showed that the sisal fiber had the highest percentage of holocellulose, which is a key factor affecting the decay rate. Thus, the sisal sample had the greatest degradation of all the samples for the same period of time.
Processing techniques for NFRP composites
The processing techniques used to fabricate NFRP composites depend largely on the type of polymer matrix used. Processes such as hand lay-up,3,24 compression molding (for producing sheet molding compounds),3,6,9,76,137 resin transfer moulding,3,6,9,24,88,137 filament winding, 3 pultrusion,24,137 and vacuum-assisted resin transfer moulding6,9,24,88 are suitable for thermosetting polymers. Processes such as injection moulding,3,6,9,24,88,137 extrusion,3,24,88,137 thermoforming,3,6,24 and compression moulding3,137 are appropriate for thermoplastic polymers. In addition, processing of thermoplastic composite depends also on fiber length, for example, injection molding is preferable for short fiber (approximately 3 mm long) thermoplastic composites, extrusion and, compression molding for long fibers (3–25 mm) and thermoforming, pultrusion, thermostamping, filament winding for continuous fibers. 138 Pultrusion can be used to produce composite with both thermoset and thermoplastics matrices.137,138 However, the high melt viscosities of thermoplastic polymer cause difficulty in the melt impregnation of the reinforcement and thus the process is seldom used for thermoplastics. 138 Additional parameters for the appropriate process selection are cost, part geometry, ease of manufacturing, and performance attributes. 6
Extrusion
Extrusion is a high speed fabrication technique and is commonly used to manufacture thermoplastic polymer composites. 24 In the process, polymer granules (either virgin or recycled) are fed into the heated barrel of an extruder, where mixing is performed. The extruder can be a single-screw or twin-screw extruder. The molten material flows inside the barrel of the extruder and is forced out through a die to produce the desired shape.3,6,137 Extrusion is a continuous fabrication process and can be fully automated. Crucial parameters are pressure, temperature, and delivery rate. The extruder removes any air trapped between the granules. 3
Thermoforming
Fibers such as sisal, coir, jute, and ramie fiber can be processed by thermoforming. 24 This processing technique is used in the fabrication of thermoplastic sheet and film of varying thickness from 0.5 to 5 mm. The process involves heating the sheet and forming the sheet over a male mold or in a female mold. Low pressure is required to hold the sheet in place. Thermoforming molds are commonly made of aluminum and wood, or sometimes epoxy polymer. A vacuum or pressure is applied to ensure that the sheet stays against the surface of the mould.3,24,138 Once the part has formed, it is trimmed from the sheet and the leftover trimmed material is reprocessed. The advantages of thermoforming are the flexible tooling setup, flexibility in terms of adapting to customer needs, cost effectiveness, weight savings, suitability to be fully automated, suitability for small- and large-scale designs, and that paintable surface components can be formed. 24 Disadvantages includes higher cycle times and inability to make remedial changes to the part after forming. 3
Injection molding
The process is mainly suitable for fabrication of thermoplastic polymers but processing of thermosets is also possible. During the process, the polymer granules are melted and injected at pressure into dies made up of either steel or aluminum. The material cools and solidifies into the desired shape inside the mold.3,138–140 The process of injection molding is suitable for complex shapes and minute details.3,6,9,138 The components produced have excellent surface quality and dimensional accuracy.3,6,9,24,140 Correct parameter setting is important for quality products, and key parameters include filling time, mold temperature, pressure, and melting temperature. 24 The advantages of injection molding includes short cycle time,3,6,9,24 little scrap, 9 low cost, 24 higher production volumes, low labor cost,6,9 and suitability to be fully automated. 3 The disadvantages are the expensive machine setup and long lead times to fabricate the moulds. 3 Injection molding is used for making products like houseware, automotive parts, furniture, and medical equipment. 140
Compression molding
Compression molding is a closed molding operation under high pressure. The reinforcement and the matrix are placed in a metallic mould. 3 The compression molder consists of two parts, the bottom plate, which is stationary, and the upper part, which is movable. The setup is supplied with the necessary heat and pressure according to the shape and size of the part. The reinforcement and the matrix are mixed together by the application of heat and pressure. The curing process takes place at room temperature and the composite part is removed from the mould. 140 Compression molding is used to produce thin, light, and strong automotive panels and structures. The compression molding process has high processing speed and low fiber abrasion.6,140 Other advantages includes short cycle time and low scrap amounts. For example, a 3-D component with a high forming degree can be processed in under 2 min. 9
Conclusion
The manufacture of lightweight and fuel efficient vehicles is vital for the future of the transportation sector and to meet increasingly strict environmental regulations aiming to reduce the global carbon footprint and create a sustainable future. In the past, the transportation sector has always been able to adapt to changed demands of consumers, governments, and environmental organization by making changes to the design, material, or manufacturing techniques while at the same time remaining competitive in the market. Already, vehicle manufacturing has witnessed a shift from metal to aluminium and, more recently, from aluminium to polymer composites. Thus far, the majority of polymeric composites are reinforced with glass or carbon fibers, however, a shift is already in full swing from synthetic fibers reinforced with polymer composites to NFRP composites, primarily due to the unique characteristics, low cost, and environmental impact of the latter. The main goal of this review article was to determine the status quo of NFRP usage in the transportation sector, especially in the three primary transportation sectors of automotive, aerospace, and maritime transport, with emphasis on recycled engineering plastics as the polymer matrix.
From previous studies, it can be seen that PP, PE, and epoxy are the most common polymer matrices used in NFRP composites for transportation applications. These commodity polymers are generally not suitable for structural and high performance applications, and thus, they are commonly used in nonstructural applications such as body panels, headliners, seats, interiors, and dashboards. In contrast, engineering plastics such as ABS, PA, PS, PC, PET, and PBT are widely used in under-the-hood operation and other structural applications. However, due to their relatively higher cost, most vehicle manufacturers are reluctant to use these plastics on a large scale. However, the use of recycled material may offer a solution to address these misgivings. Many researchers have reported that these engineering plastics have superior properties like greater strength, toughness, heat resistance, and stability than commodity plastics, and they have noted that even after recycling, engineering plastics exhibit slightly superior properties than commodity plastics. These properties can be enhanced further by reinforcing engineering plastics with natural fibers to match industry standards. Consequently, by utilizing recycled engineering plastics, manufacturers can not only contribute toward meeting environmental targets by reusing material which would otherwise have been disposed of by incineration or dumping in landfill, thus causing more emissions, but can also reap potential financial benefit from reclaiming a high value waste stream.
Some major challenges hindering wide usage of NFRP composites in transportation sector are poor interfacial adhesion, high moisture absorption, and low fire resistance. Poor interfacial adhesion between the polymer matrix and fiber is caused by the incompatibility of hydrophilic natural fibers with hydrophobic nature of engineering plastics. On other hand, the high moisture absorption rate of natural fibers greatly limits their usage in maritime transportation, where contact with water in inevitable. Finally, the low fire resistance of NFRP composites is a great challenge in aircraft and automobile applications where the operating conditions generate heat and the safety of the passengers is the prime condition. However, it has been observed that certain surface treatment techniques such as coupling agents, coating, and fire retardants for natural fibers can greatly aid in overcoming these challenges. Therefore, it is important to further investigate the properties of NFRP composites and surface treatment techniques for composites made of natural fibers and recycled engineering plastics with the aim of improving their suitability for high end applications such as transportation as a part of worldwide efforts to produce lightweight vehicles, improve fuel efficiency, and reduce carbon emissions.