
Abstract
An extrusion–calendering process was developed to continuously manufacture unidirectional continuous fiber-reinforced polypropylene single-polymer composites (PP SPCs). The process combined “undercooling” property of the matrix and “overheating” property of the fiber, which can not only establish a wide processing temperature window but also enhance the mechanical properties of the final SPCs. The best tensile strength and modulus of the PP SPCs with only 5 wt% fiber content were up to 53.34 ± 3.56 MPa and 1.81 ± 0.14 GPa, 2 times and 1.59 times higher than those of pure PP, respectively, and they also exceeded the theoretical values due to the high performance of the uniaxial fibers and the optimized process. The influences of the die temperature, fiber contents, and fiber distribution were studied. Scanning electron microscopy was also used to observe the morphological properties of the PP SPCs.
Introduction
In the last few decades, the application of glass fiber- and carbon fiber-reinforced polymer composites has increased significantly because of their excellent mechanical properties. However, these conventional fiber reinforcement composites have a poor prospect due to limited recyclability and high-energy requirements of their end-of-life processes.1,2 As the people’s environmental protection awareness increases, the application and development of traditional composites cannot satisfy the requirements of recycling, developing environment-friendly and easy recyclable fiber-reinforced composites has been an urgent task. Single-polymer composites (SPCs), 3 whose reinforcement and matrix phase come from the same polymer or the same polymer type, have attracted the attention of academia and industry, and they will remain in the focus of interest further on because of the promise of superior mechanical properties, reduced weight, and enhanced recyclability. SPCs are also referred to as one-polymer composites, homocomposites, self-reinforced composites, one-phase composites, homogeneous composites, or all-polymer composites.4–6 In most SPC instances, the matrix and reinforcement have basically the same chemical structure and hence melting temperature, the main challenge in producing SPC system, is to establish a processing temperature window. 7 The preparation methods or processes of SPCs were gradually developed, 8 including hot compaction, film stacking, coextrusion, and injection molding. Plenty of research work reported hot compaction.9–13 This method can realize a higher volume fraction of reinforcement, but it has a limited processing window. 14 The idea of using interleaved film led to improved interlayer bonding.14,15 Currently, the hot compaction is one main commercial processing method for preparing SPCs. 16 Film-stacking is also commonly used in the production of SPCs. This method can establish a wider processing temperature window than the hot compaction because it uses the melting temperature difference between fibers and films, such as random polypropylene (PP) copolymer has much lower melting temperature than the homoisotactic PP,17,18 the β-form of isotactic PP homopolymer (β-PP) has a melting temperature 25°C lower than the usual α-form (α-PP),19–22 and the constrained isotactic PP fiber shows a shift higher than 20°C (“overheating” degree) of the melting temperature.23,24 The “undercooling” film stacking method was also developed,25–27 it enlarged the processing window which is between the onset crystalline temperature of the film and the melting temperature of the fiber. Coextrusion technology is another commercial processing method for preparing SPCs. It uses the coextrusion of two types of polymer tapes (e.g. random PP copolymer/PP homopolymer) of different melting temperatures, cold drawing of the tapes to increase the mechanical properties, and finally consolidation of the tapes by hot pressing. The final PP SPCs can compete with glass fiber-reinforced PP. This method can enlarge the processing temperature window of about 20–40°C,28–32 but it still needs hot compression as the final process. Therefore, all of these above-mentioned methods cannot escape from compression molding that showed long cycle time, costly, and so on. Some injection molding methods were also developed in the production of SPCs, such as the injection-compression molding, 33 insert injection molding,34–38 and injection molding based on thermoplastic elastomers. 39 These different injection molding processes have led the SPCs into the industrial volume production with a short cycle time, and SPC products with complex geometry can be prepared. However, the relatively low mechanical properties limit their application due to the uncompleted permeating and low fiber fraction, warpage of products also occurs.
In our previous study, we developed an “extrusion–calendering” process which can escape the compression process and realize the continuous production of SPCs. 40 This process has also advantages of low cost and energy consumption. However, the process depends on a specially designed die where the pre-wetting of the continuous reinforcements was carried out. The die temperature influences significantly and it is difficult to control. Furthermore, to prevent the melting of reinforcements, the continuous fiber or fabric should have much higher melting temperature than the matrix. That is why we used ultrahigh-molecular-weight polyethylene as the reinforcements and the low-density polyethylene as the matrix. 40
In this article, we still used the extrusion–calendering process but modified the method according to the undercooling property of polymers and the overheating property of polymer fibers. We directly insert the continuous reinforcements into the rollers together with the extruded film. The temperature of the film before the embedding of fibers could be controlled by the die temperature, distance between the die and the rollers, screw speed, and roller speed. PP was used as an example to examine this process. PP is a thermoplastic with a wide range of applications and it has some excellent characters for composite fabrication. 41 Over the past 30 years, the SPCs concept has been extensively investigated with PP. 8 The unidirectional continuous fiber as the reinforcement would play a good role in the improvements of mechanical properties. The important parameter, die temperature, was specially discussed, and the influence of fiber content and the fiber distribution on the tensile properties of the PP SPCs were also investigated.
Experimental
Materials
PP granules (model number: K8303) with a density of 0.9 g cm−3 at room temperature were supplied by Beijing Yanshan branch of China Petroleum & Chemical Corporation (China). Its melt flowrate was 1.7–2.7 g/10 min measured with a load of 2.16 kg at 230°C according to the GB/T3682-2000. The continuous PP fibers were supported by Yancheng Shiteng Engineering Materials Co., Ltd (China), the diameter of the fiber was about 40 μm. The tensile strength and tensile modulus of the fiber were 388.6 ± 18.8 MPa and 4.65 ± 0.24 GPa, respectively.
Differential scanning calorimetry
To assess the melting process of the PP granules and fibers for determining the processing temperature, differential scanning calorimetry (DSC) experiments were performed using a calorimeter (Q20, TA Instruments, New Castle, USA). The materials were heated from 40°C to 200°C at a rate of 10°C min−1 and held for 2 min at 200°C to erase thermal and mechanical history, and then cooled to 40°C at the cooling rate of 10°C min−1.
Composites preparation
An experimental platform (FYJ-30; Guangzhou Jinfangyuan Machinery Manufacturing Co., Ltd, China) was used to prepare PP SPCs. The platform includes a single-screw extruder and a calendering system. The screw diameter is 30 mm and the length to diameter ratio is 30/1. We composite the matrix and reinforcement in the calendaring process not inside of the extruder to prevent fiber melting. PP granules were added to the extruder where they were melted under the effects of heat and shear force provided by the screw and barrel. The melt was conveyed forward and then out of the die and went through the calender. To confirm the impregnation, we conducted two steps. The schematic of the extrusion–calendering method is shown in Figure 1. In the first step, the continuous PP fiber bundles were inserted through the calendering rollers together with the extruding PP tape and then a single-layer PP SPC tape was prepared. In the second step, the single-layer PP SPC tape was inserted through the calendering rollers together with the extruding PP tape, and finally, an interlayer PP SPC tape was produced. Thus, the fiber bundles were in the middle of the interlayer tape with a sandwiched structure. Figure 2 shows the produced interlayer PP SPC tape reinforced by continuous fibers, the specimens taken out from the tape for mechanical testing and scanning electron microscopy (SEM), and the fiber distribution in the unidirectional symmetric structure.
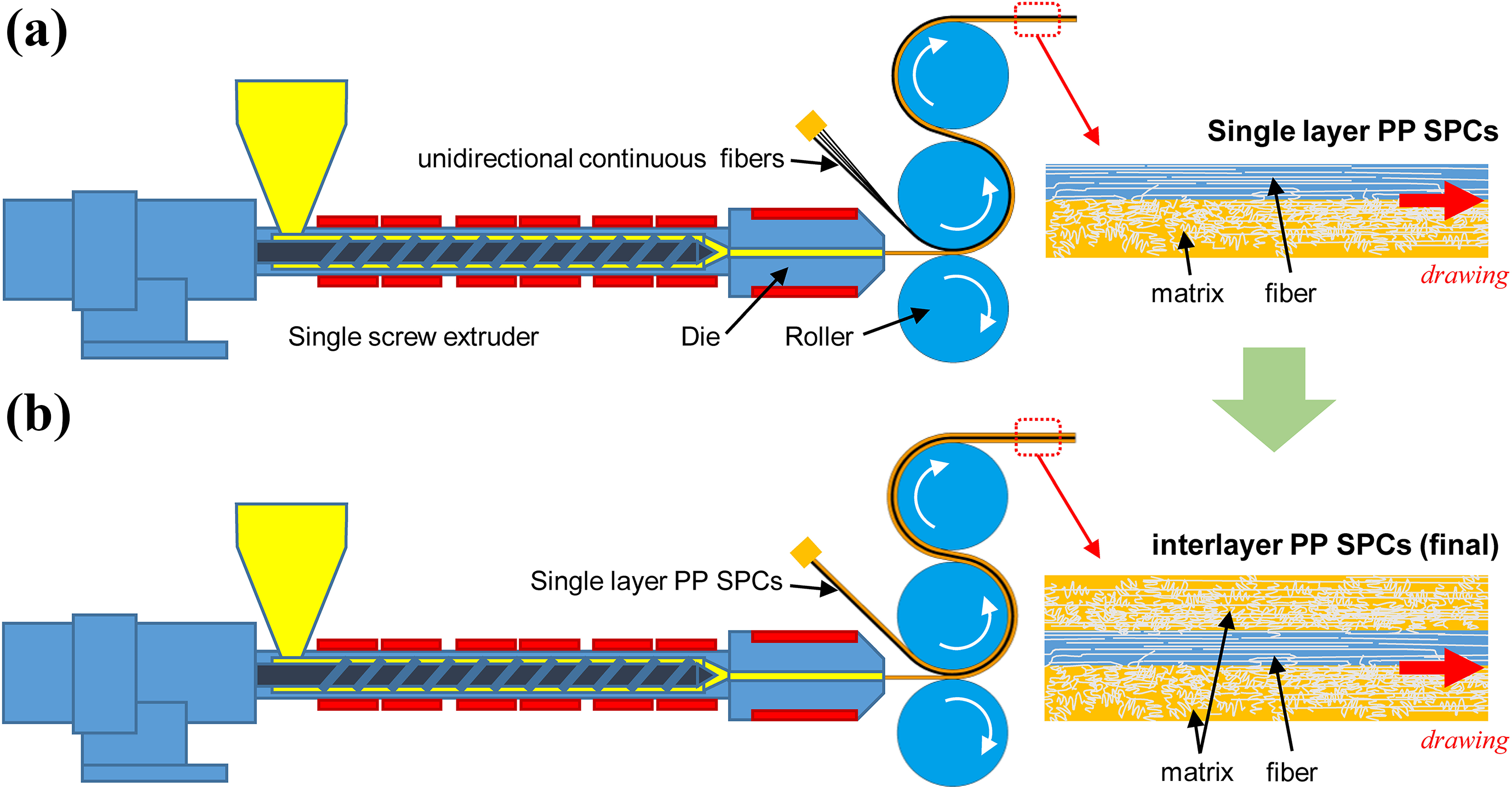
Schematic of the extrusion–calendering process for SPCs.
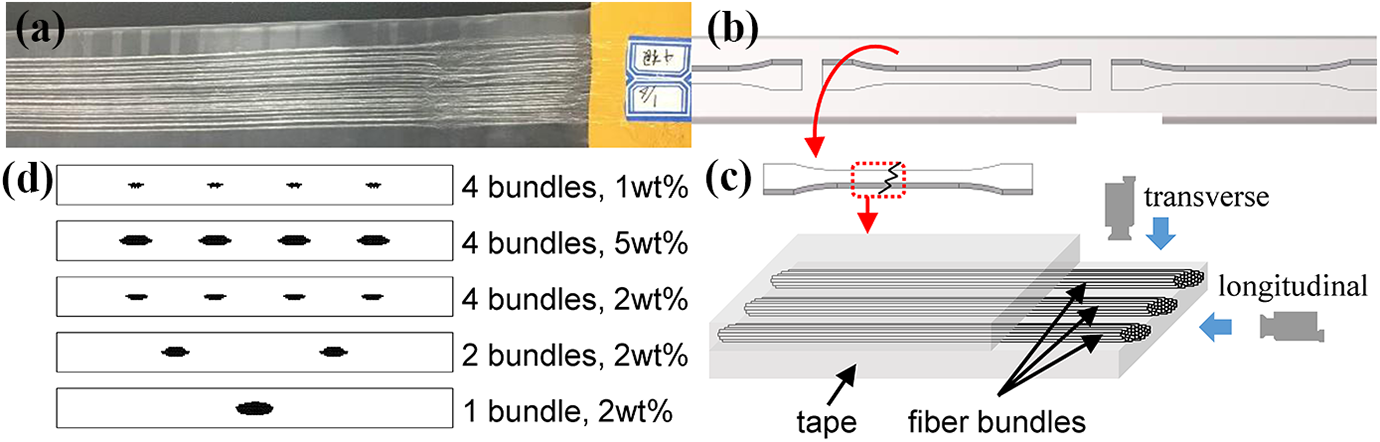
The produced interlayer PP SPC tape reinforced by continuous fibers (a), the specimens taken out from the tape for mechanical testing and SEM ((b) and (c)), and the fiber distribution in the unidirectional symmetric structure (d).
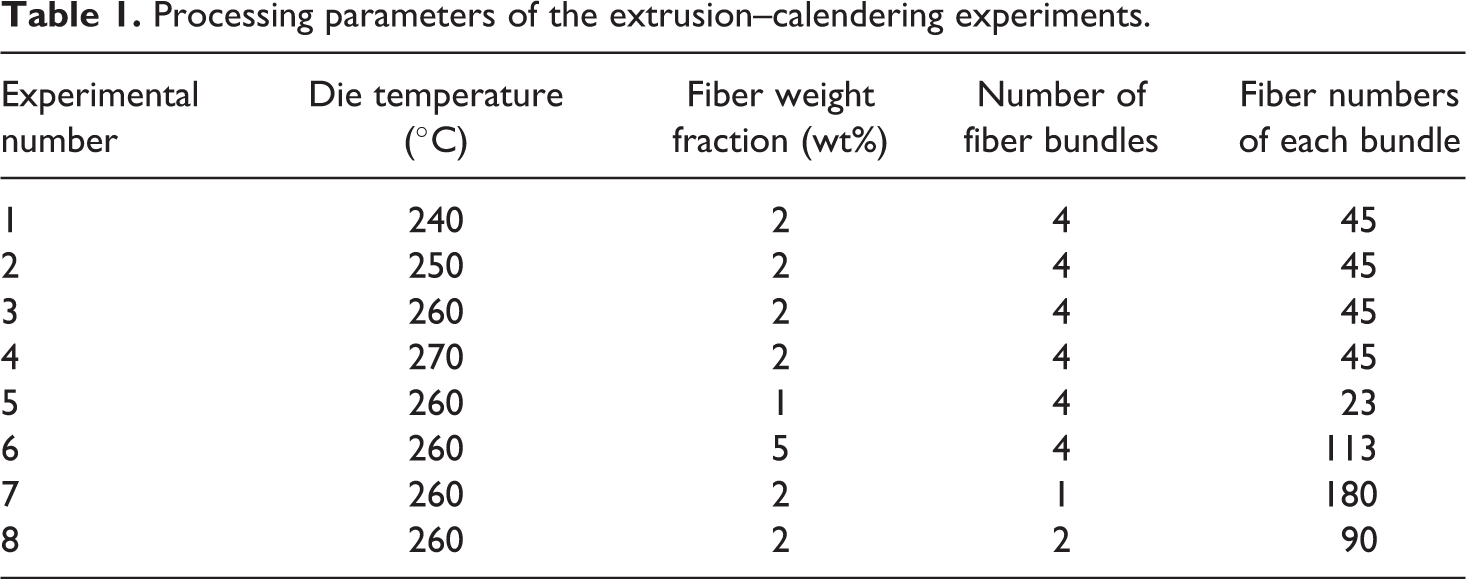
The experimental processing conditions are summarized in Table 1. To determine the influences of three main parameters (die temperature, fiber content, and fiber distribution), eight experiments were conducted: (1) the PP SPCs with 2 wt% fiber weight fraction and four fiber bundles prepared at different die temperatures (240°C, 250°C, 260°C, and 270°C), (2) the PP SPCs with different fiber contents (1 wt%, 2 wt%, and 5 wt%) and four fiber bundles prepared at the die temperature of 260°C, and (3) the PP SPCs with 2 wt% fiber weight fraction but different number of fiber bundles (1, 2, and 4) prepared at the die temperature of 260°C. It is noted that the number of fiber bundles (1, 2, and 4) was different but with the same total fiber numbers (180) due to the fiber weight fraction of 2 wt%. When the fiber weight fraction was changed into 1 wt% and 5 wt%, the fiber numbers of each bundle would be changed to 23 and 113, respectively. The aims of these experiments were to investigate the processing possibility of the method and particularly the processing conditions based on preliminary thermal tests, hence the experiments were realized with a relatively low fiber content.
Processing parameters of the extrusion–calendering experiments.
The screw rotation speed was fixed at 20 r min−1, and the roller speed was 5 m min−1. The temperature of the rollers was at room temperature.
Numerical simulation
To confirm the suitable processing temperature, numerical simulation was carried out based on the finite element method. A simple model of an extruded tape with 45 × 0.25 × 240 mm3 was established, the element number was 532116. The mass flowrate of the extruder with the screw speed of 20 r min−1 was about 2 kg h−1 according to the standard of Plastics Single-Screw Extruder JB/T 8061-2011, then the flowrate was about 0.6 cm3 s−1 calculated by dividing mass flowrate by the density of PP. The air temperature of 20°C was used, and the heat transfer coefficient of the air over a surface at low speed flow was 50 W (m2·K)−1. 42 The thermal properties of PP were from the material database of Moldex 3D (CoreTech System Co., Ltd, Taiwan). The temperatures at the die gate, 240°C, 250°C, 260°C, and 270°C, were respectively used in the numerical simulation.
Mechanical testing
Tensile tests were carried out on a universal testing machine (XWW-20KN) made by Beijing Jinshengxin Testing Machine Co., Ltd (China). As shown in Figure 2(b), the pretested samples were cut down from the prepared tape using a dumbbell-shaped cutter in accordance with ISO 527-2 1BA. In the tensile tests, the crosshead speed was 5 mm min−1 with a gauge length of 57 mm at room temperature.
Scanning electron microscopy
The longitudinal and transverse surfaces of the single-layer and interlayer PP SPCs made in 260°C were observed by a microscopy (Quanta FEG250, Thermo Fisher Scientific, Waltham, USA) with an accelerating voltage of 20 kV. The specimens were pasted on the electron microscope holder by the double-sided carbon tape and their fracture surfaces were coated with gold before observation. Figure 2(c) shows the schematic illustration of the specimen and the longitudinal and transverse directions for the observation.
Results and discussion
Thermal analysis
A wide processing temperature window is the key to produce SPCs. The traditional hot compaction9–16 or film stacking17–24 methods usually use the difference between the melting temperatures of the fiber and matrix to determine the processing window, but the undercooling film stacking method25–27 enlarged the temperature window between the melting temperature of the fiber and the crystallization onset temperature of the matrix. Figure 3(a) shows the DSC thermogram of the PP granules and the uniaxial fibers. The melting temperatures of the PP matrix and PP fiber are 167°C and 168.7°C, respectively. There is a small melting difference (approximately 2°C) between the matrix and reinforcement, therefore it is difficult to control the processing temperature using hot compaction method9–16 to fabricate PP SPCs. However, according to the undercooling property of PP, 27 the difference between the melting temperature of the fiber and the crystallization onset temperature of the matrix (125°C) is enough to establish a wide processing temperature window (approximately 44°C). In the extrusion–calendering method, the continuous fibers were inserted into the calenders instead of the barrel of the extruder. During the process, as soon as the polymer matrix is extruded from the die, its temperature starts declining and begins to be solidified in the position before going into the rollers. Then undercooling of the matrix occurs. This gives a chance to make the processing temperature window to produce SPCs. It is complicated to determine the temperature decrease of the extruded matrix because it depends on many factors such as thermal conductivity of the material, the geometry, the residence time in the air, the air temperature, the turbulence in the air, and the distance between the die and the rollers.
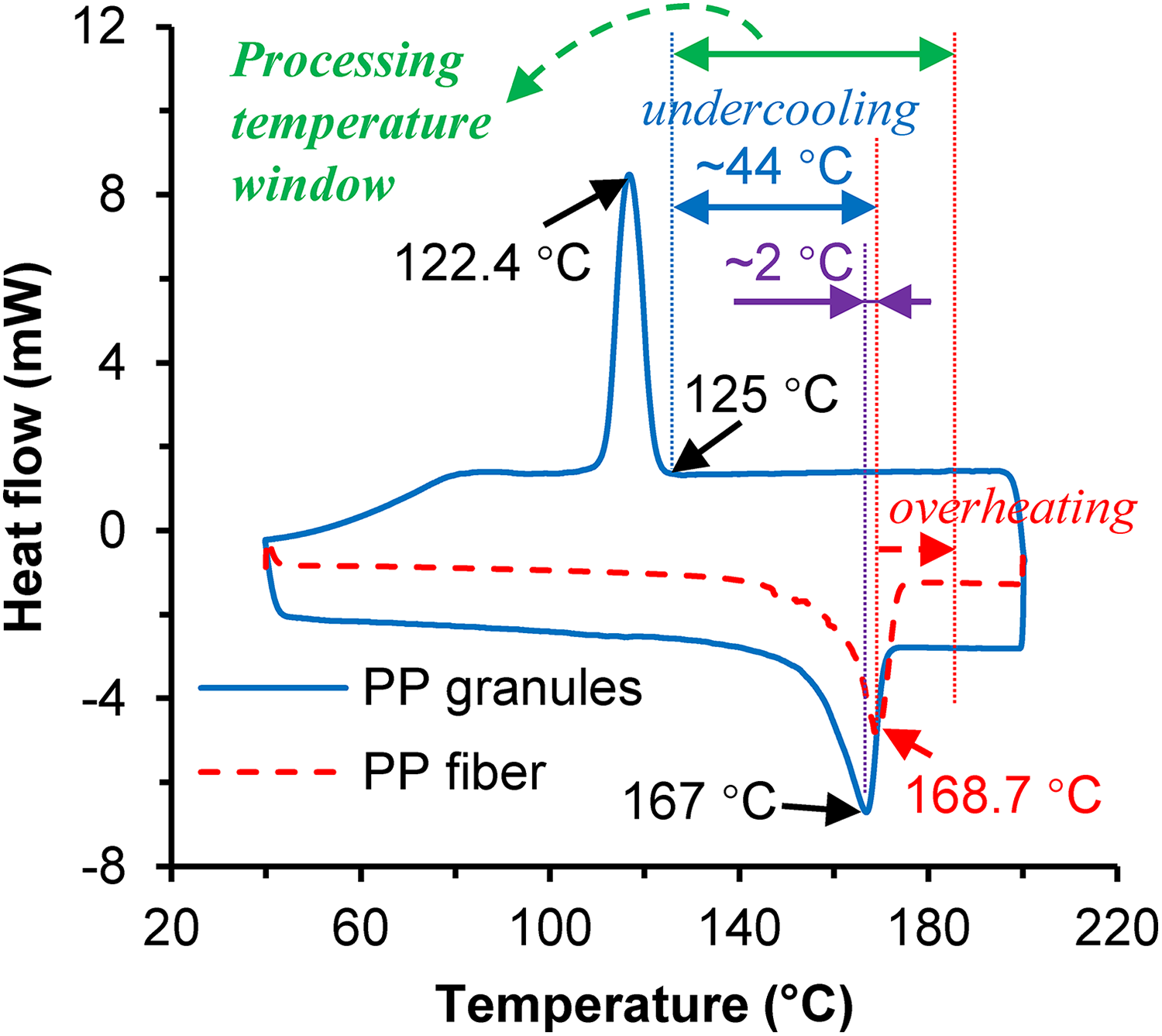
DSC thermogram of the PP granules and the uniaxial PP fibers.
The distance between the die and the rollers was fixed as 200 mm, and 240°C was finally determined as the lowest die temperature for the continuity of the extrusion–calendering process. The temperature of 240°C is much higher than the melting temperature of the fiber; however, the matrix tape will cool down when it was extruded out of the die. To confirm the temperature of the matrix tape before the fiber impregnating, numerical simulation was carried out. Figure 4(a) illustrates the temperature in the middle section of the extruded tape with different die temperatures. The temperature of the extruded tape decreased fast after the taper going out, and it increased as the die temperature increased. Figure 4(b) shows the temperature profile in the middle and the surface of the midline section of the tape with the distance from the die to the roller. The surface temperature and middle temperature at the roller position, 200 mm far from the die, were 163.39°C and 160.76°C, respectively, when the die temperature of 240°C was used. These temperatures were lower than the melting temperature of the PP matrix. It means that the matrix was in the undercooling stage. But the temperature will cool rapidly when it contacts with the cold rollers, so to confirm the impregnation of the continuous fibers and improve the interfacial adhesion, higher die temperatures were also used. The higher temperature can also be obtained by shortening the distance between the die and the rollers. Due to the setup requirement, we only adjusted the temperature by changing the die temperature.
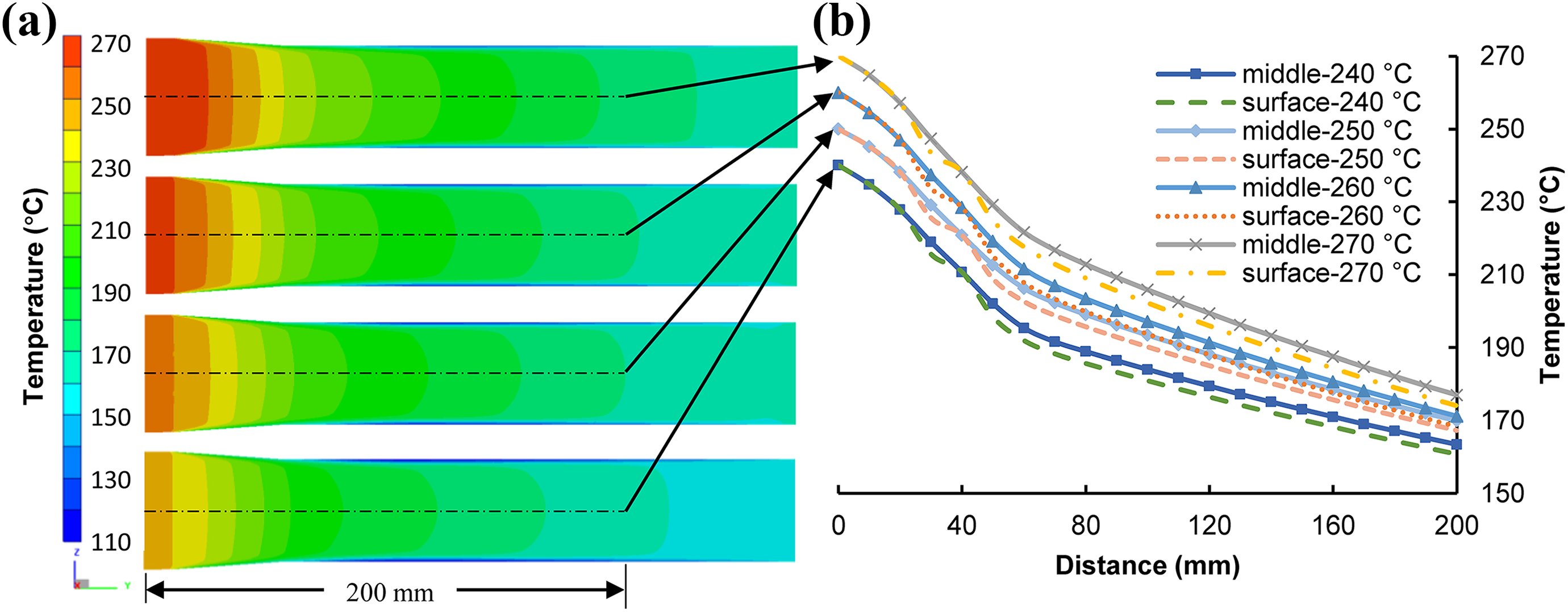
Temperature distribution in the middle section of the extruded tape with different die temperatures (a) and temperature profile in the middle and the surface of the midline section of the tape with the distance from the die to the roller (b).
Additionally, it is noted that the melting temperature of the fibers can be increased due to the drawing of the calendering. According to the overheating property of the highly extended iPP fiber, a shift higher than 20°C of the melting temperature of the fiber can be obtained. 23 The calender definitely gives a drawing to the continuous fibers, thus the process could widen the range of the processing temperature window. According to the flowrate of 0.6 cm3 s−1, the extrusion speed would be 0.053 m s−1, and thus the draw ratio of the extrusion–calendering process would be 1.6 calculated by dividing the roller speed of 5 m min−1 by the extrusion speed.
Tensile properties
Figure 5 shows the effects of die temperature on the tensile properties of pure PP and the uniaxial fiber-reinforced PP SPCs with 2 wt% fiber contents. The gray section shows the predicted tensile strength and modulus of the PP SPCs. It is obvious that both tensile strength and tensile modulus of PP SPCs at these various temperatures were all higher than those of pure PP. Tensile strength and tensile modulus of PP SPCs increased first and then decreased with the increase of die temperature and reached the maximum value of 41.04 ± 2.37 MPa and 1.69 ± 0.12 GPa at 260°C, respectively. The increase in tensile strength and modulus of PP SPCs at higher temperature can be beneficial for two reasons. On the one hand, the viscosity of the PP matrix decreased with the increase of temperature, hence the mobility of PP matrix increased, which promoted the fiber penetration into the matrix. On the other hand, the surface of the fiber might be melted at a higher temperature, so that the adhesion of the fiber and matrix can be enhanced. In the tensile test, the stress can efficiently transfer to the surface of the fiber, whereby the tensile strength and modulus of samples increased. When the die temperature of 260°C was used, the numerically simulated temperature was between 168.38°C and 171.18°C at the roller position. This temperature could be confirmed as the best impregnation temperature which is just around the melting temperature of the fibers. At the die temperature of 270°C, the numerically simulated impregnation temperature was between 174°C and 177°C which is much higher than the melting temperature of fibers and more and more fibers were melted, thus decreasing the tensile strength and modulus. But the tensile properties were still higher than those of pure PP. It can be contributed to the fast cooling and recrystallization when the melted fibers contacted cold rollers. Finally, 260°C was selected as the optimum processing temperature.
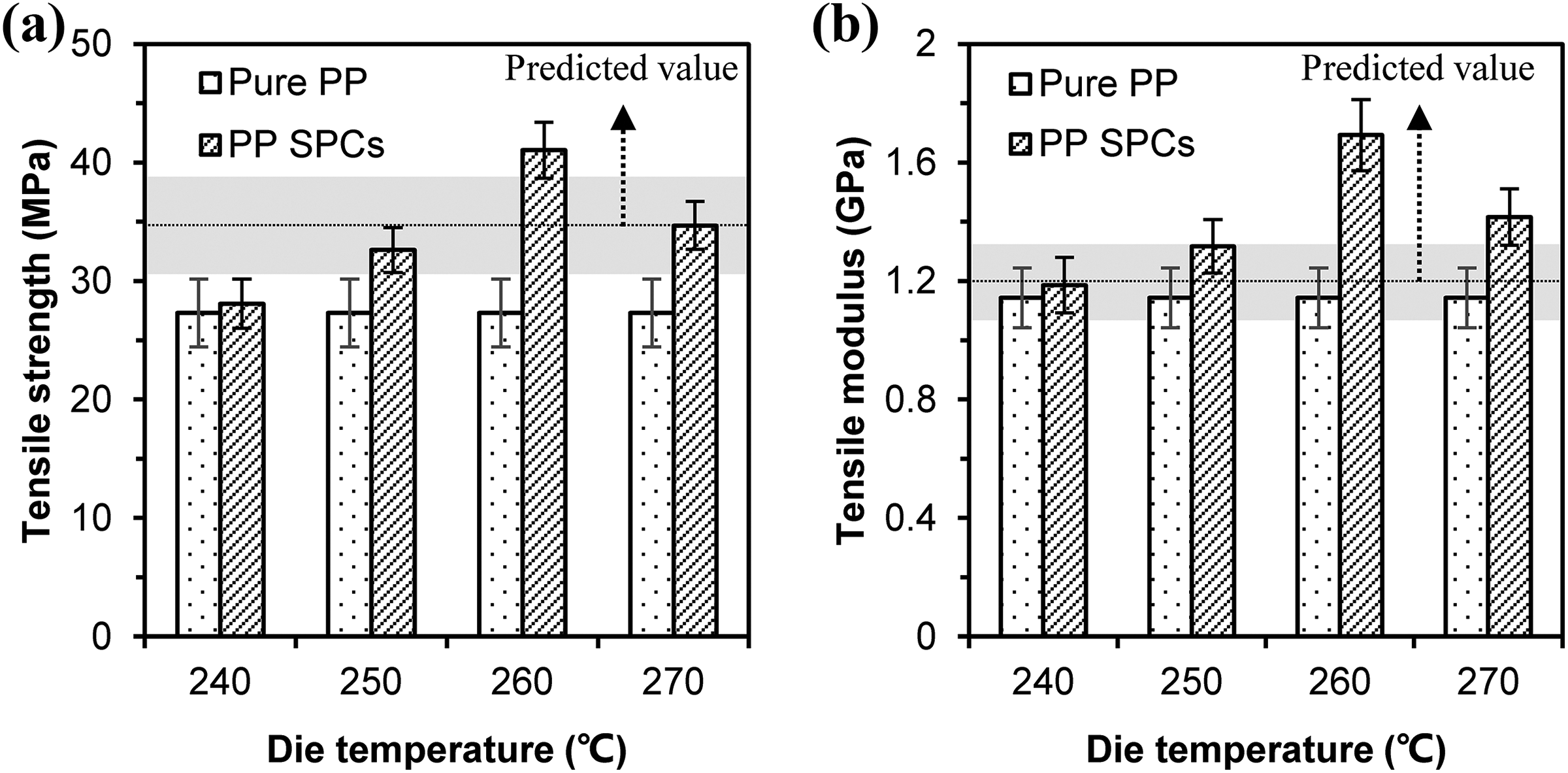
Tensile strength and modulus of pure PP and the uniaxial fiber-reinforced PP SPCs with 2 wt% fiber contents produced at different die temperatures.
Figure 6 shows the photograph of the broken PP SPCs made at different die temperatures of 240°C, 250°C, 260°C, and 270°C. The samples prepared at high temperatures (260°C and 270°C) were broken up under the action of external force, while other samples prepared at low temperatures (240°C and 250°C) were not cracked. The fiber did not play the key role in the composite at low temperature related to the poor interfacial adhesion. The poor interfacial bonding of PP SPCs at low temperature was caused by two factors. One is due to the low melting degree on the surface of PP tapes, and the other is the fact that tapes recrystallized rapidly when it contacted the cold roller, so it cannot be penetrated by the fiber bundles to form a good interface. Therefore, plastic deformation was observed in the failure section of the specimens made at 240°C and 250°C. The very clear fracture in the specimens made at 260°C and 270°C indicates elastic deformation and embrittlement. With the increase of temperature, the recrystallization speed of PP tapes was reduced, which would be beneficial for the penetration of the fiber bundles. Thus, the incorporation of fibers enhanced the fragility of PP SPCs. It deduced good interfacial bonding at 260°C and 270°C. However, the thermal motion of molecules increased at the higher temperature, thermal stress generated when the hot melt contact with the cold roller because of the large temperature difference, which would increase the warping of materials. Furthermore, we can see that more fibers were melted at 270°C than those at 260°C and the samples became transparent.
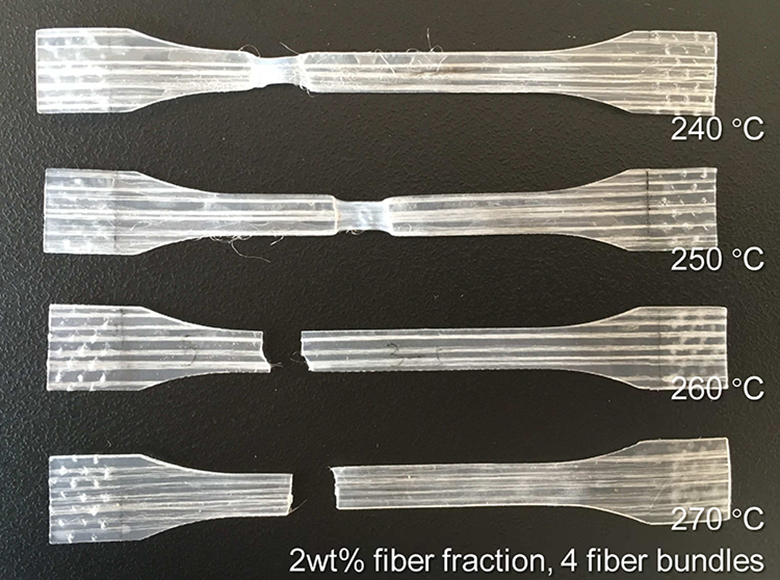
Photograph of the broken PP SPCs made at different die temperatures.
Fiber content is one of the main determinants for tensile properties of composites. Figure 7 shows the tensile strength and modulus of the PP SPCs with various fiber contents prepared at 260°C. Tensile strength and modulus increased with the increase of fiber contents and reached 53.34 ± 3.56 MPa and 1.81 ± 0.14 GPa, respectively. Although the fiber contents of the PP SPC sample was only 5 wt%, the tensile strength and modulus can be about 2 times and 1.6 times higher than those of pure PP, respectively. Tensile strengths are mainly dependent on the interface between fibers and matrix, and with increasing fiber content the number of vulnerable spots in the interfaces also increases. Therefore, it also shows the good interfacial properties of the PP SPCs.
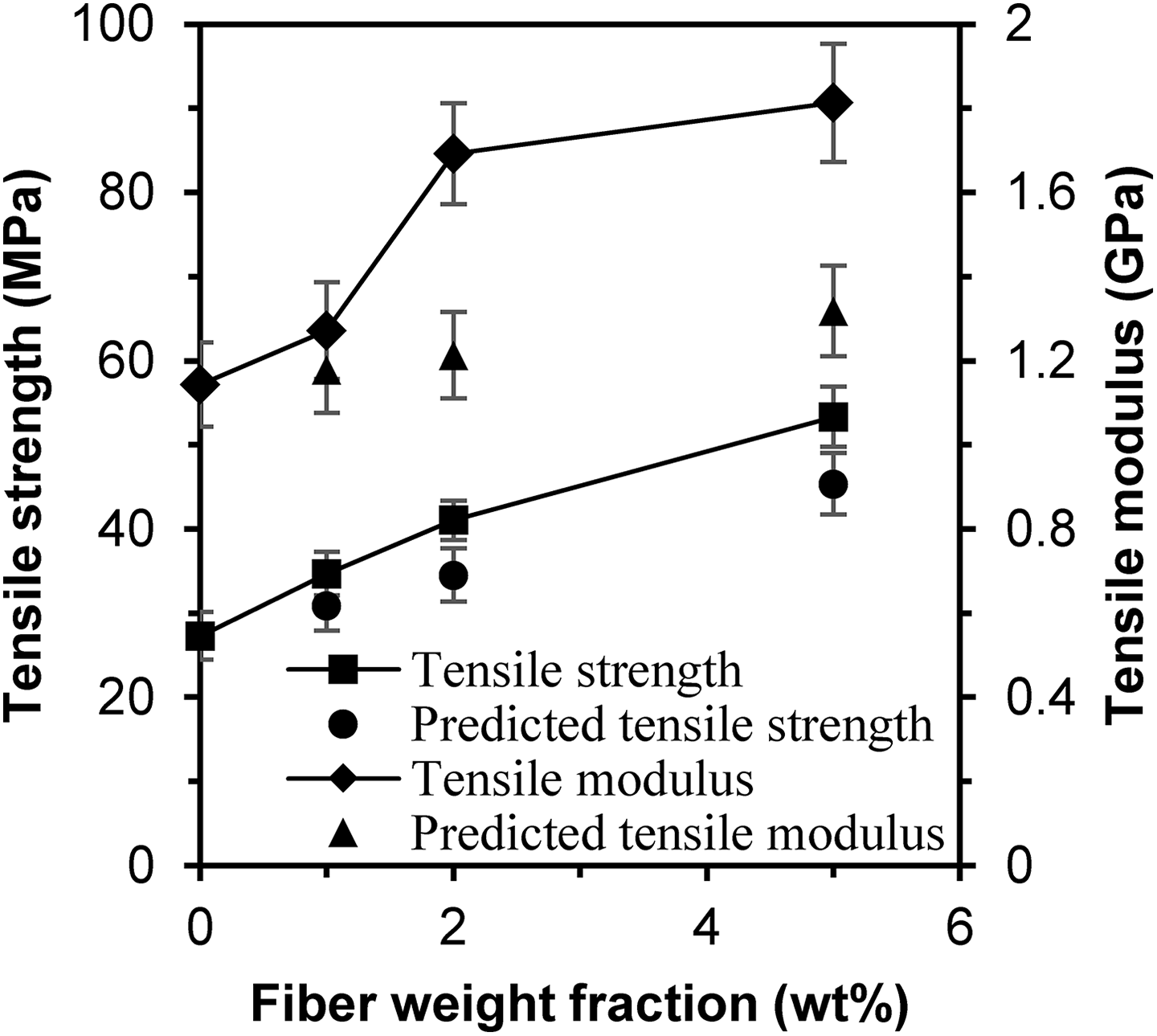
Tensile strength and modulus of the PP SPCs with various fiber contents prepared at 260°C.
The influence of fiber distribution on tensile properties of PP SPCs was also investigated, all samples with the different number of fiber bundles but same 2 wt% fiber contents were prepared at 260°C. As shown in Figure 2(d), it is very simple and convenient to design the SPC samples by fiber volume fraction distributed along the width direction as needed in this study. The results are shown in Figure 8. The tensile strength and tensile modulus increased with the increase in the number of fiber bundles. Compared with one fiber bundle, the SPCs with four fiber bundles had much higher tensile strength even though the fiber contents and total fiber number were the same. This proved the importance of the distribution of the unidirectional continuous fibers. When all the fibers concentrated in one fiber bundle, the impregnating of the matrix would be much difficult. However, more fiber bundles of the same total fiber number can have better dispersion, which benefits the impregnating of the matrix and thus improves the interfacial properties between the fibers and matrix.
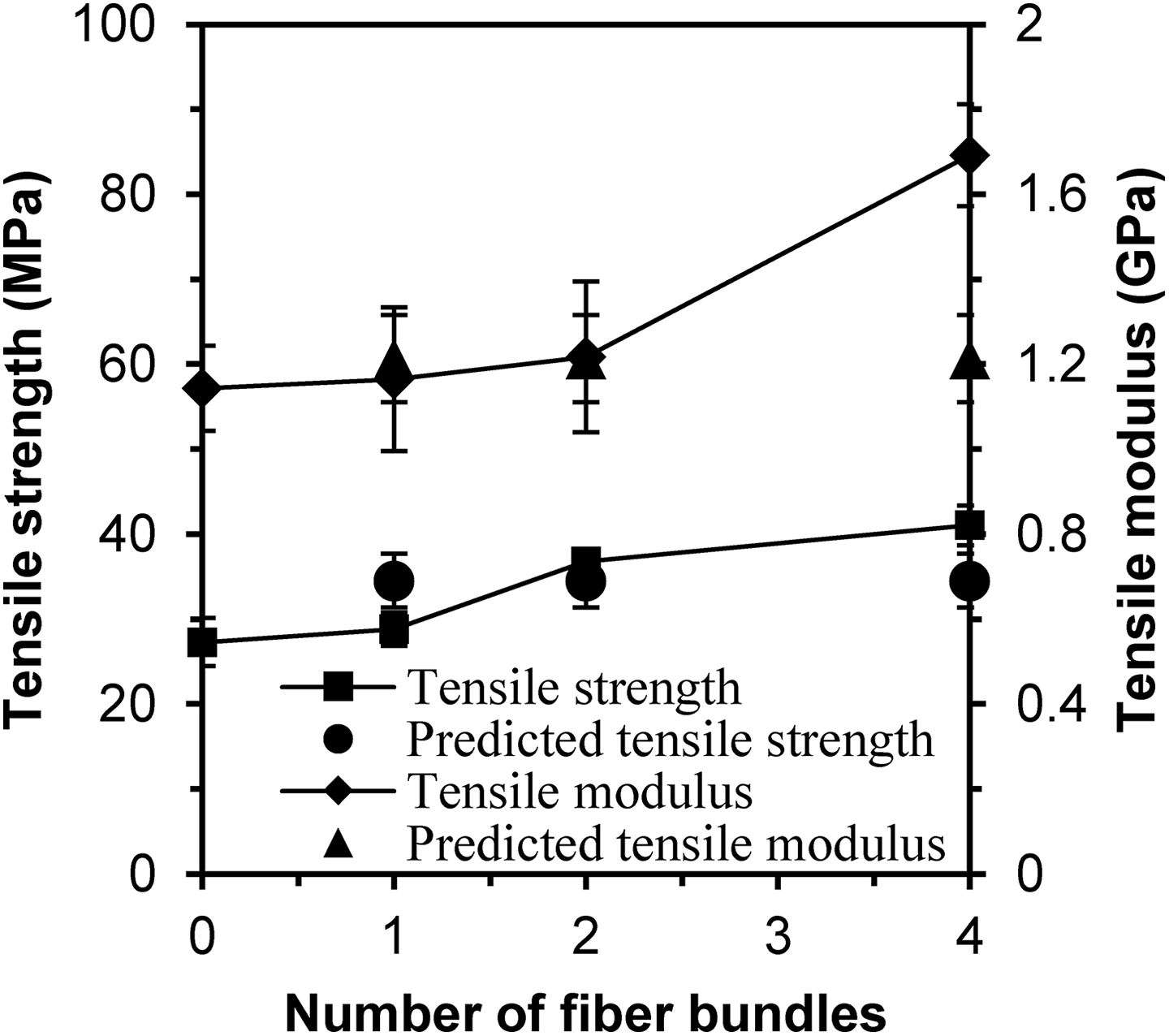
Tensile strength and modulus of the PP SPCs with different fiber distribution prepared at 260°C.
Photograph of the broken specimens with various numbers of fiber bundles is shown in Figure 9. Samples with one and two fiber bundles were not broken up under the action of external force, but when the number of fiber bundles increased to four, the samples were broken up. The different failure mechanisms, plastic deformation and elastic deformation, were observed in the failure section of these three specimens. Obviously, the specimen with four bundles had the best fiber distribution and thus had the best interfacial bonding.
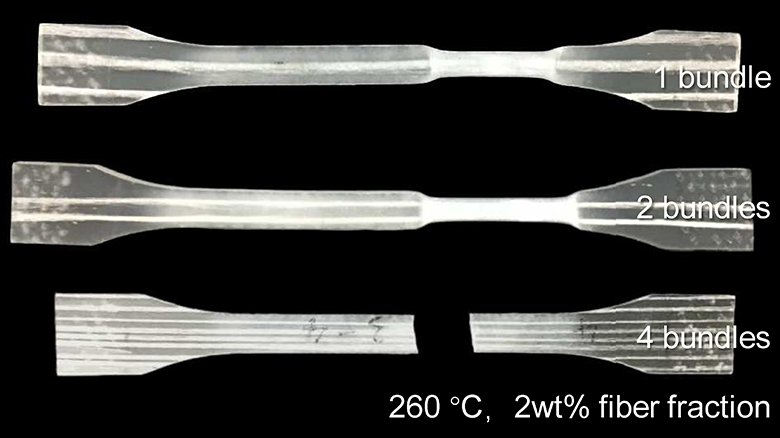
Photograph of the broken PP SPCs with different fiber distribution.
It is possible to use standard composite models to predict the likely properties of the PP SPCs. In particular, the parallel rule of the uniaxial fiber-reinforced composites can be given using the following equations:


where σc is the composite strength, σm is the matrix strength, σf is the fiber strength, Ec is the composite modulus, Em is the matrix modulus, Ef is the fiber modulus, and Wf is the fiber weight fraction. Table 2 shows the comparison results of experimental and calculated tensile properties of the uniaxial fiber-reinforced PP SPCs. The predicted tensile strength and modulus were also marked in Figures 5, 7, and 8. The tensile properties of the SPCs are strongly dependent on the processing conditions, which cannot be accurately predicted by the above equations. The calculated values were closed to the experimental results, but it is interesting that the tensile strength and modulus of the PP SPCs in some cases were higher than the predicted values. On the one hand, the impregnating of fibers into the matrix during the calendering process might lead to orientation of the melted and recrystallized matrix tape. Especially for the matrix that embedds into the fiber bundles, the matrix tape is just in the time of undercooling and then consolidating. On the other hand, it was shown that overdrawing can improve the mechanical properties.43,44 Schimanski et al. 44 concluded that completely overdrawn tapes behave like a bundle of fibers resulting in a more homogenous mechanical behavior and an increase of the average strength and the average energy absorption, compared to tapes that are not completely overdrawn. Although the draw ratio of 1.6 is not high, it could be deduced that the calendering process had caused drawing to both of the tapes and the fibers and resulted in more reinforcement fraction after the process, and thus the mechanical properties were further improved. This also proved a further intriguing advantage of the extrusion–calendering method in the improvement of mechanical properties of SPCs.
Prediction of tensile strength and modulus of the PP SPCs.
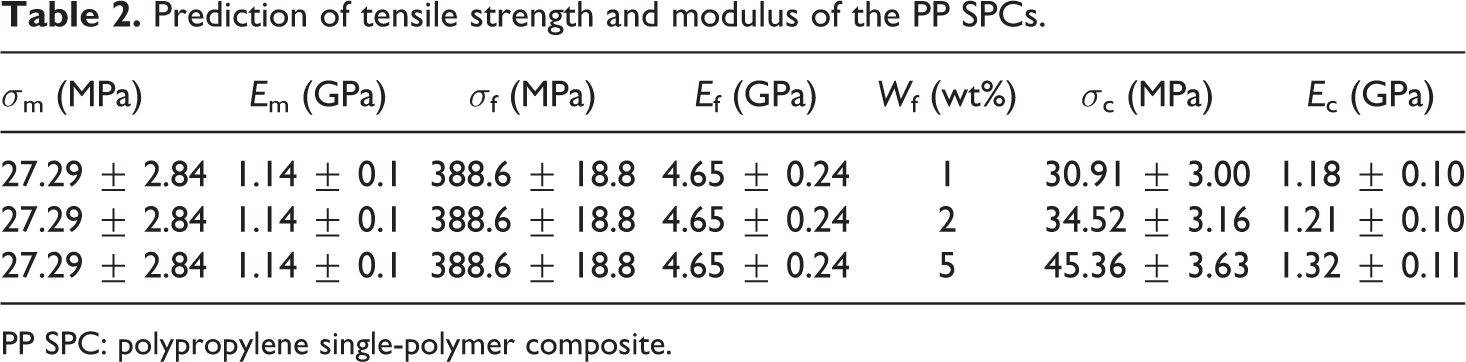
PP SPC: polypropylene single-polymer composite.
Morphological properties
Figure 10 shows the SEM images of the longitudinal section of fractured surfaces of the single layer PP SPCs and interlayer PP SPCs prepared at 260°C respectively, tested in tensile. It presents different fracture morphologies. In Figure 10(a) and (b), the surface of the single-layer PP SPCs was roughness, fiber drawing, and fracture coexisted. Both the fiber and the matrix show plastic deformation. In Figure 10(c) and (d), the fracture surface of the interlayer PP SPCs shows a region with good consolidation. The fibers were better incorporated into the matrix. It illustrates a better interfacial bonding between matrix and fibers in comparison with the single-layer PP SPCs. Additionally, although twice extrusion–calendering steps were used, no interfacial surface was found in the middle of the sample. It indicates that the processing temperature was suitable not only for the adhesion between the fibers and the tapes but also for the adhesion of the two tapes.
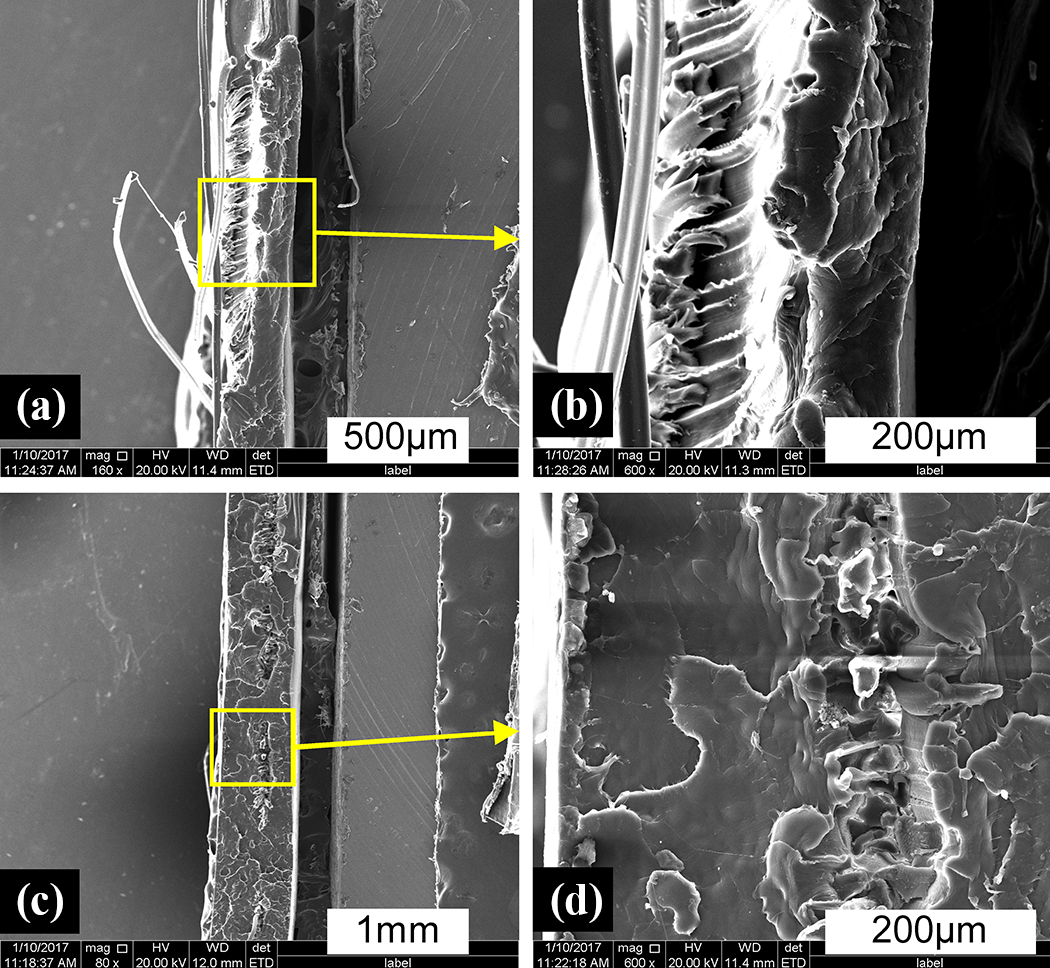
SEM images of the longitudinal section of fractured surfaces of the single-layer PP SPCs ((a) and (b)) and interlayer PP SPCs ((c) and (d)) prepared at 260°C.
Figure 11 shows the SEM images of the transverse surface of the single-layer PP SPCs and interlayer PP SPCs prepared at 260°C. Figure 11(a) shows a flat surface. Two fiber bundles were pressed into the tape well. The arrows in Figure 11(b) illustrate that many matrix parts penetrated through the fiber bundle, but fiber impressions on the matrix and some loose fibers suggest the existence of a weak adhesion in the fiber/matrix interface. This means the fiber bundles were not impregnated well by the matrix in the first extrusion–calendering step from only one side. Figure 11(c) and (d) presents the interfacial surface of the interlayer PP SPCs after peeling. It shows the much better interfacial bonding between the fibers and the matrix. The twice extrusion–calendering steps improved the interfacial properties. The rough transverse surface indicates that the stress can easily transfer from matrix to the fiber during peeling. Some fiber surfaces were destroyed and fibrillation occurred under the peeling. However, there are still some fibers with smooth surfaces, which indicates the existence of weak adhesion between fibers due to the big fiber bundle may prejudice the wetting and interactions. Therefore, fibers distribution is also important in this extrusion–calendering process.
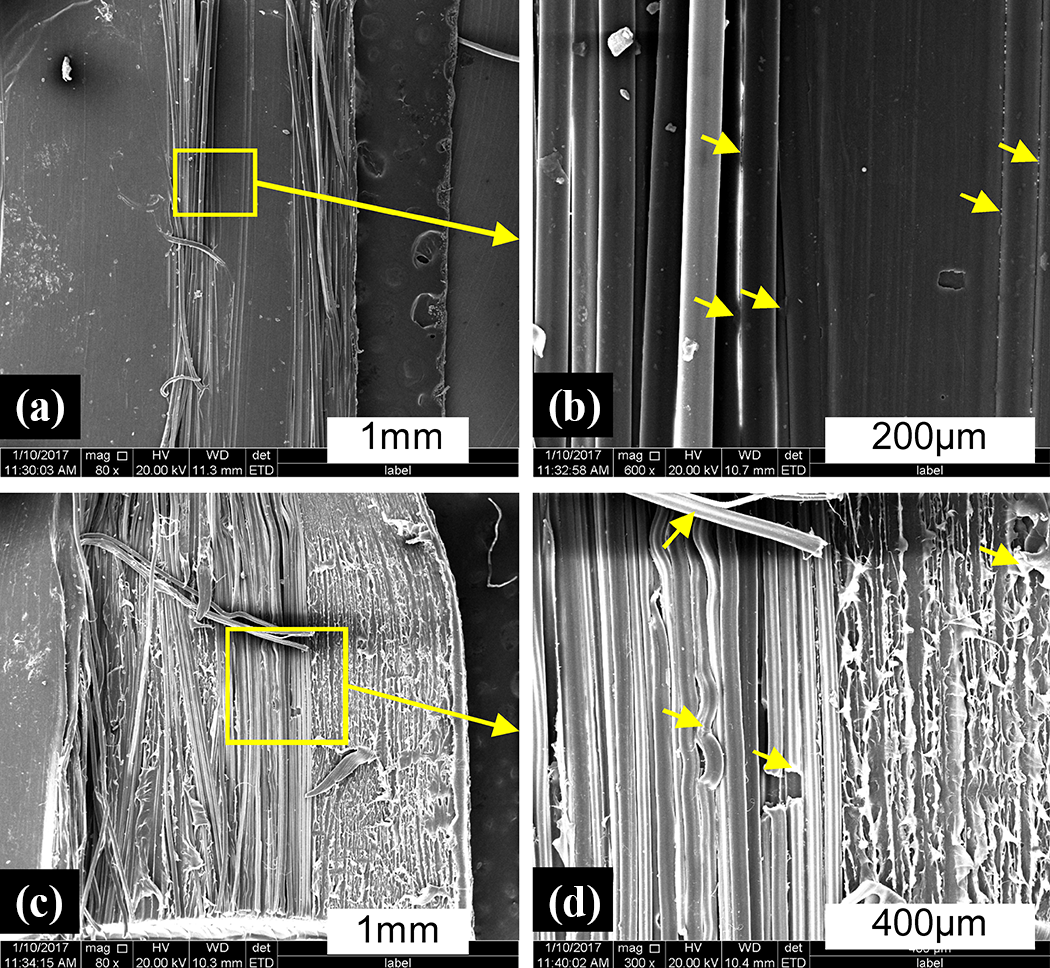
SEM images of the transverse surface of the single-layer PP SPCs ((a) and (b)) and interlayer PP SPCs ((c) and (d)) prepared at 260°C.
Conclusions
In this study, we used extrusion–calendaring method to realize the continuous production of unidirectional continuous fiber-reinforced PP SPCs. The method can avoid the drawbacks of compression methods involving long cycle time, inconvenient operation, and expensive cost. DSC and numerical simulation were conducted for thermal analysis. According to the undercooling property of PP matrix and the overheating property of PP fiber, it can establish a wide processing temperature window. To confirm a suitable temperature during the wetting of the fibers, the die temperature should be higher than 240°C which is also relative with the roller temperature, air temperature, screw speed, and the gap between the die and the rollers. We measured the tensile properties of the prepared PP SPCs and investigated the influence of die temperature, fiber content, and fiber distribution. The extrusion–calendering method was proved feasible. The processing temperature has a great influence on the mechanical properties of PP SPCs. Both tensile strength and modulus of PP SPCs increased first and then decreased with the increase of temperature and reached the maximum value at 260°C. The tensile properties increased with the increase of fiber contents and reached 53.34 ± 3.56 MPa and 1.81 ± 0.14 GPa with only 5 wt% fiber contents, about 2 times and 1.60 times higher than those of pure PP, respectively. The fiber distribution is also another important determinant for tensile properties. A better fiber dispersion benefits wetting or coating by the tape and thus can have better interfacial bonding. Some experimental values of tensile strength and modulus exceeded the predicted values which were calculated by theoretical equations. The impregnation process of unidirectional continuous fibers during calender drawing further improved the molecular orientation of the matrix and fibers, which means more oriented phases were caused in the composites. SEM was also carried out for morphology observation. It illustrated the different interfacial bonding structures between the matrix and fibers.
In the further study, we will investigate the extrusion–calendering process for SPCs with a high fiber mass fraction. To precisely control the temperature where fibers’ impregnation occurs, the combination of process parameters will be specially considered. Numerical modeling will be improved and online temperature testing will be employed.