
Abstract
Nanocomposites of acrylonitrile butadiene styrene (ABS) with multi-walled carbon nanotubes (MWCNTs) have been fabricated using a facile solution blending technique with the variable weight of MWCNTs in ABS within a range of 1–5 wt% in the ABS/MWCNTs nanocomposites. Morphological characterization using field emission scanning electron microscope has shown uniform dispersion of MWCNTs in the nanocomposites. Thermal gravimetric analysis has shown improved thermal degradation stability for 5 wt% ABS/MWCNTs nanocomposites in comparison to pure ABS. Thermal expansion analysis of ABS/MWCNTs nanocomposites also showed a significant reduction in thermal strain and coefficient of thermal expansion (CTE) in comparison to pure ABS, with the 5 wt% sample showing a maximum reduction in thermal expansion properties. Mechanical characterization for 5 wt% ABS/MWCNTs nanocomposite, using nanoindentation, showed significant improvement in elastic modulus (90%) and hardness (99%) in comparison to pure ABS. The dynamic mechanical properties of 5 wt% ABS/MWCNTs nanocomposites also showed significant improvement with storage modulus and hardness improving by 153% and 342%, respectively, in comparison to pure ABS. These enhanced thermal and mechanical properties of ABS/MWCNTs nanocomposites enable their applications for a wider scope in various areas of engineering-based application, especially in the automobile industry.
Keywords
Introduction
Polymer nanocomposites are fabricated by reinforcing of nanofiller materials in a polymer base matrix. Nanofiller reinforcement is aimed at complementing the properties of the base matrix by enhancing the overall mechanical strength and thermal and electrical properties without significantly altering the weight of the nanocomposite material. Nanofiller reinforcement provides a large surface area due to their nanoscale dimensions and an exceptionally high aspect ratio. Even a small quantity of nanofiller can improve the mechanical, thermal, and electrical properties of polymer significantly, thus enhancing the applicability of the polymer.1–5
Acrylonitrile butadiene styrene (ABS) is a terpolymer which is formed by polymerization of styrene and acrylonitrile in the presence of polybutadiene. 6 ABS is a lightweight polymer which shows dimensional stability, impact resistance, good toughness, and chemical resistance under many chemicals. These above properties make ABS as one of the most widely used engineering thermoplastics. ABS is used in various kinds of applications such as building and construction of materials, heads of golf clubs, medical devices for blood access, automotive interior components like dashboard wheel covers, body parts and other components, protective headgear, kitchen appliances, aerospace industry in airplane panels, luggage compartments and cabin interiors, waste pipe systems, and toys. With the incorporation of nanofiller in the ABS polymer matrix, other high-performing engineering applications could be explored that require lightweight and high-strength polymer materials.7–9
Carbon nanotubes (CNTs) were discovered in 1991 by Iijima. 10 Since then they have received a lot of consideration as nanofiller. CNTs are used for the fabrication of high-performance polymer nanocomposites for various engineering applications due to their exceptional mechanical, electrical, and thermal properties. In CNTs, the chemical bonding of carbon–carbon bonds is entirely sp2 and this bonding structure is stronger than sp3 bonds present in diamond. 11 This bonding structure is the main reason for the exceptionally high mechanical properties of CNTs. CNTs also have the features like high flexibility, high aspect ratio, low mass density, and very small size which make them ideal for reinforcement in polymers, and thus a small amount of CNTs can exceptionally improve the properties of the polymer.12–16
For the fabrication of polymer/CNT nanocomposite, there are several techniques and methods available, but three most extensively used methods for fabrication are melt mixing, in situ polymerization, and solution blending. In our research work solution, blending technique has been selected for the fabrication of nanocomposite of ABS with multi-walled carbon nanotubes (MWCNTs). This technique was chosen due to several features such as cost-effective, easy approach, and better distribution of the CNTs in the polymer matrix, and also during the fabrication of nanocomposite film, there was insignificant wastage of MWCNTs.2,3,17–26 Chloroform was used as a solvent in this technique for the fabrication of ABS/CNTs nanocomposites.
Jyoti et al. fabricated ABS/MWCNTs nanocomposites using micro twin-screw extruder (melt mixing) and studied their mechanical properties which showed an enhancement in tensile strength by 29% and Young’s modulus by 23% for 3% composition of nanocomposite. 8 Al-Saleh et al. fabricated ABS/MWCNTs nanocomposite using melt mixing technique and found that the improvement in tensile strength and Young’s modulus for 10% loading of CNT was 72% and 107%, respectively. 27 Jindal et al. fabricated ABS/MWCNTs nanocomposite using twin-screw extrusion method and found that the hardness and modulus of the nanocomposite improved by 49% and 61% for 10 wt% MWCNTs composition in ABS/MWCNTs nanocomposites. 28 We can observe from these publications that not a great deal of research work has been performed on thermal and mechanical characterization of ABS with MWCNTs using the solution blending technique for their fabrication. In this article, we aim to characterize ABS/MWCNTs for enhanced thermal and mechanical properties for a wider scope in various engineering applications that require lightweight components such as aerospace, automotive, and defense. ABS has been widely used for applications like protective headgear and automobile components in the bumper, dashboard, and other automotive body parts. ABS polymers’ wide variety of application is hindered due to certain physical limitation like the weatherability (damaged by sunlight), thermal expansion, and dynamic response to vibrations coming from the machinery, while the automotive is moving or in the airplane cabin where ABS is used. The thermal expansion behavior is a very important factor for enhancing and improving the applicability of ABS polymer. The expansion of ABS polymer under unpredictable temperature variations can cause interference or damage to devices in its vicinity. 29 These major shortcomings of ABS in which it gets damaged when exposed to sunlight for a long duration and lack of ability to absorb the vibrations coming from the engine make the passenger travel difficult. Protective headgear and automobile components used in different countries under variable temperature and operating conditions require the use of ABS with high thermal stability, low thermal expansion, and superior mechanical properties which could be achieved by incorporation of MWCNTs. Polyvinyl Chloride (PVC)/ABS thermoplastic materials are used for tray tables, armrests, and seatbacks in cabin interiors in the aerospace industry. The important features required in the ABS polymer are lightweight, high strength, temperature stability, and better vibration absorbance which occur due to aerodynamics and engine operation. This could again be achieved by the incorporation of MWCNTs in the ABS polymer.
Materials and methods
Materials
Three different kinds of materials used in our research work were ABS, solvent chloroform, and MWCNTs. The procurement of ABS was done from Goyal Poly Products Limited, Phase-2, Industrial Area (Chandigarh, Punjab, India). The procurement of solvent chloroform was done from Ahuja agencies (Chandigarh, Punjab, India). The procurement of MWCNTs was done from United Nanotech Innovations Private Limited (Bangalore, Karnataka, India). The MWCNTs procured had a diameter of 5–20 nm and length of 1–10 µm with 98% purity and were produced by a chemical vapor deposition technique.
Fabrication of ABS/MWCNTs nanocomposite
In the solution blending technique initially, two mixtures were prepared, one using the polymer ABS with the solvent chloroform and another mixture of MWCNTs with the solvent chloroform. Chloroform was chosen in comparison to various other solvents because chloroform showed best uniform dispersion of MWCNTs without agglomerating or precipitating. This will help in forming stable ABS/MWCNTs solutions,7,30,31 Ease of evaporation is another factor for using chloroform as a solvent. Then both the mixtures were subject to magnetic stirring and sonication for 1–2 h at room temperature. Then the above prepared two mixtures were mixed together and again magnetic stirring and sonication were performed for 1–2 h at room temperature. Then, this final solution containing ABS, MWCNTs, and chloroform was slowly and evenly spread in a number of glass petri dishes. These dishes containing the final solution were kept uncovered for overnight so that the chloroform in the solution evaporates and thus leading to the formation of solid films of ABS/MWCNTs. Still, if some chloroform is present in these films, it was removed by heating these films in a heating oven at a temperature slightly higher than 70°C (boiling point of chloroform). The above given procedure was used to fabricate films of pure ABS and various percentages of ABS/MWCNTs nanocomposite samples. Three percentages that were fabricated were 1 wt% ABS/MWCNTs, 3 wt% ABS/MWCNTs, and 5 wt% ABS/MWCNTs which contained 1%, 3%, and 5% in weight of MWCNTs to the corresponding weight of ABS respectively. Images of films of pure ABS and ABS/MWCNTs nanocomposite fabricated by solution blending technique are shown below in Figure 1. In this figure the pure ABS film is shown on left hand side and ABS/MWCNTs nanocomposite film is shown on right hand side.

Images of films of pure ABS and ABS/MWCNTs nanocomposite.
Characterization
Morphological characterization
Films of pure ABS and nanocomposites of ABS/MWCNTs were subjected to morphological characterization using field emission scanning electron microscope (FESEM) machine which had SU8010 model number and company Hitachi (Japan). It showed the dispersion and distribution of MWCNTs in ABS. Before FESEM films were platinum coated by ion sputter instrument which had MC1000 model number and company Hitachi (Japan).
Raman spectroscopy
The nanocomposites of ABS/MWCNTs were characterized for the presence of MWCNTs using Raman spectroscopy. The instrument used for obtaining the Raman spectrum of nanocomposite films of ABS/MWCNTs was inVia Raman spectroscopic instrument by Renishaw (United Kingdom) with 785 nm wavelength laser excitation.
Thermal characterization
Films of ABS/MWCNTs nanocomposites were subjected to thermal characterization using thermal gravimetric analysis (TGA) to analyze the thermal stability. TGA was performed on a machine which had SDTQ 600 model number and company TA instrument (New Castle, Delaware, USA). For analysis, the films alumina crucible was used which had the capacity of 90 μl in which film samples were added in weight ranging from 5 mg to 15 mg. The testing of samples was performed in an inert atmosphere of nitrogen gas with a 10°C min−1 heating rate. The data of TGA of pure ABS were taken from our previous publication. 6 Thermal expansion behavior analysis was done on L76 platinum series model horizontal dilatometer of Linseis company (Germany). The thermal expansion behavior of pure ABS and ABS/MWCNTs nanocomposites was checked by transforming the films prepared into disc-shaped pallet samples with 5 mm thickness and 10 mm diameter using compression molding machine. These disc-shaped pallet samples were heated at the rate of 1°C min−1 in the temperature range of 45–80°C, which is generally the temperature inside a vehicle which is parked outside in various weather seasons.32,33
Mechanical characterization
For the static and dynamic mechanical characterization, again the disc-shaped pallet samples were used. These samples of pure ABS and nanocomposites of ABS/MWCNTs were analyzed using a nanoindentation machine with name Hysitron T1 950 TriboIndentor manufactured by Bruker company (USA) which had a Berkovich tip. Polycarbonate and standard-fused quartz sample were used for calibration of the tip. A three-sided pyramidal tip (Berkovich) with a tip radius of 150 nm and an included angle of 142.30° was used. During the nanoindentation testing, the peak load was kept at 1000 µN. The properties measured under static mechanical analysis were elastic modulus and hardness. In the nanoindentation technique, the most commonly used method to evaluate these static mechanical properties is the Oliver–Pharr method. Therefore, by the use of the Oliver–Pharr method, we can compute the hardness (H) and elastic modulus (E) of a material. 34 In Figure 2 which shows a diagram of load–displacement curve in nanoindentation testing, we can observe a specific load was gradually applied on the given sample, and corresponding to load, there was displacement in the sample, this produced a curve called the loading curve. Then reaching the preset value of maximum load or peak load (Pmax; i.e. in our case of 1000 µN), the loading was kept constant for a specific period of time known as dwell, and after that, the applied load was gradually removed giving us the unloading curve. The dwell is introduced at maximum load before the beginning of unloading to nullify or minimize the time-dependent plastic deformation known as creep. This creep effect would cause distortion or irregularity in the unloading curve which will result in inaccurate or abnormal modulus calculation of polymer.35,36
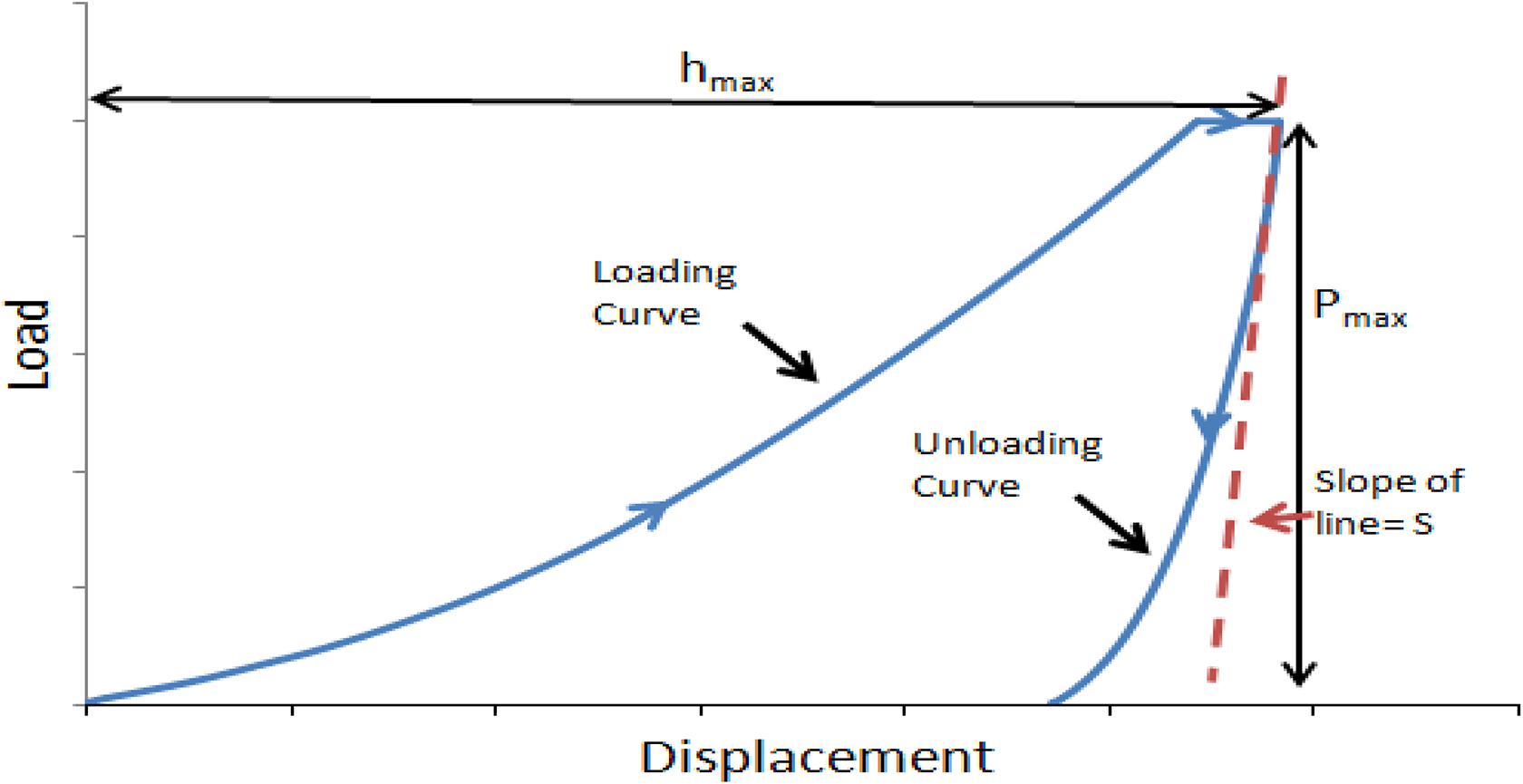
Diagram of the load–displacement curve in nanoindentation testing.
The hardness (H) of the sample is given by the formula

where Pmax is the peak load and A is the projected contact area.
Stiffness is obtained from the slope of unloading curve (S) given by the formula

Using this stiffness in equation (2) obtained from the initial slope of the unloading curve, reduced modulus (Er) is calculated using the formula given below

β is a constant that depends on the geometry of the indenter and whose value for Berkovich is taken as 1.034. The elastic modulus is derived from reduced modulus obtained in equation (3) using the equation

In equation (4), Ei represents the elastic modulus of the indenter and
The dynamic mechanical analysis used for the analysis of viscoelastic properties of pure ABS and ABS/MWCNTs nanocomposites evaluated the storage modulus and the hardness under different loading frequencies ranging from 10 Hz to 200 Hz. This frequency range was selected mainly considering the vibration frequency produced in an automobile when it is in motion.38,39
Results and discussion
Morphological analysis
Pure ABS and nanocomposites of ABS/MWCNTs were characterized for the distribution of MWCNTs using FESEM and the images obtained from FESEM indicated about dispersion and distribution of MWCNTs in ABS. The FESEM image of pure ABS in Figure 3(a) shows a plain image which does not contain any MWCNTs. The absence of MWCNTs in pure ABS is clearly visible on a comparison of FESEM image of pure ABS with FESEM images of nanocomposites shown in Figure 3(b) to (d) which shows the presence of MWCNTs in regions encircled in red and orange color. When the images of various ABS/MWCNTs nanocomposites were compared, we observed that for 1 wt% and 3wt % sample in Figure 3(b) and (c), respectively, we see that there are few MWCNTs visible shown as a red color encircled region which shows that the MWCNTs are dispersed well in the polymer matrix. For 5 wt% sample in Figure 3(c), the number of MWCNTs has increased which can be observed by regions encircled by red and orange color. The region encircled in red shows that MWCNTs are dispersed well in the polymer matrix and the region encircled in orange shows that MWNCTs have just started to aggregate or agglomerate. This aggregation of MWCNTs occurs due to Van der Waals forces of attraction between MWCNTs and thus affecting the dispersion of MWCNTs in the polymer matrix. 40
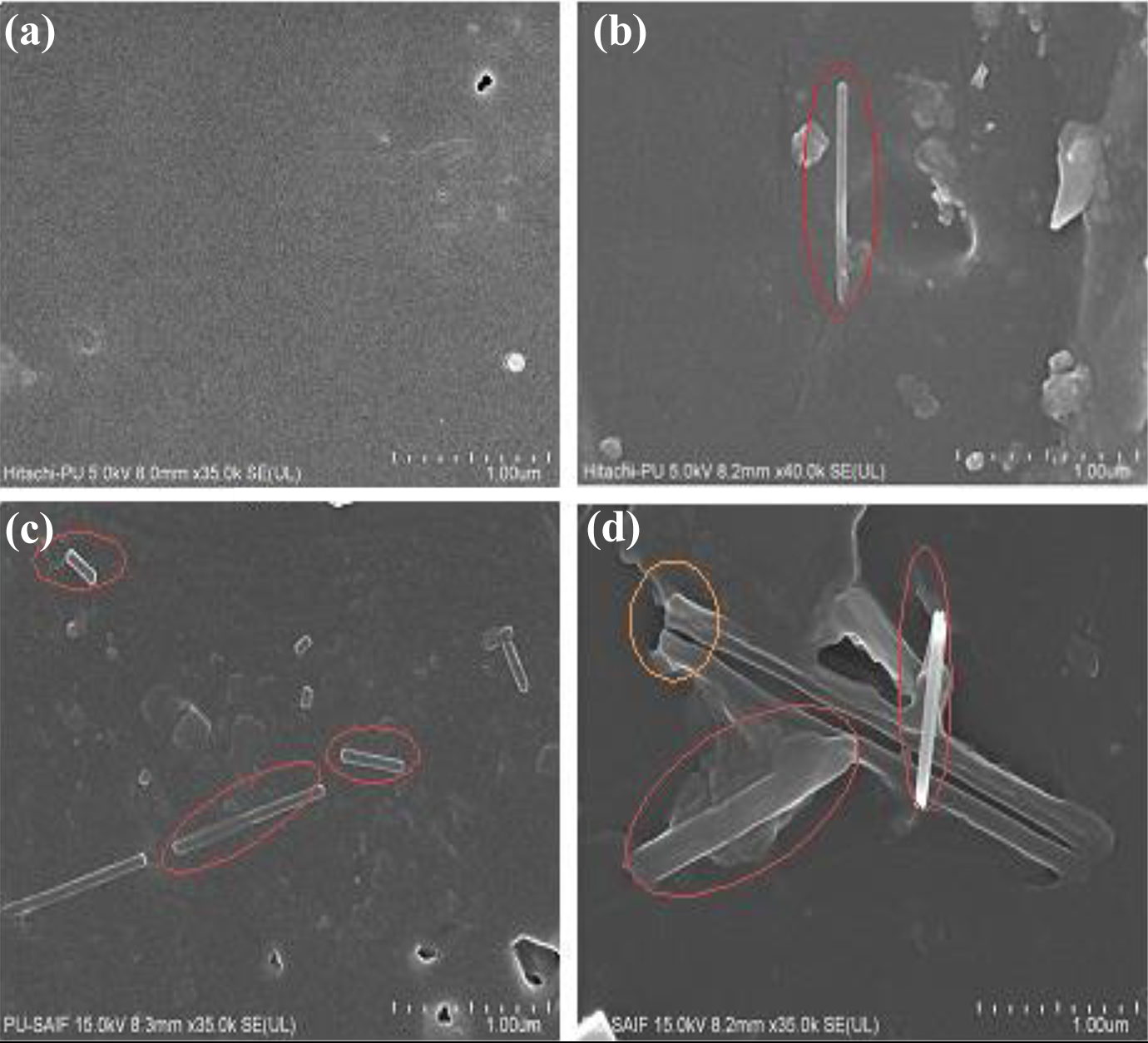
FESEM images of pure ABS and nanocomposites of ABS/MWCNTs: (a) pure ABS, (b) 1 wt% ABS/MWCNTs, (c) 3 wt% ABS/MWCNTs, and (d) 5 wt% ABS/MWCNTs.
Raman spectrum analysis
Raman spectrum is an essential and important technique for the characterization and affirmation of MWCNTs in the nanocomposites. Figure 4(a) shows the Raman spectrum of pure ABS which shows many small peaks but shows a very intense peak at 1002 cm−1, which is the characteristic peak of ABS representing the vibrational response of the aromatic ring in the styrene part of ABS. 41 This peak was also present in the Raman spectrum of all the nanocomposites, and along with this peak, there were characteristic peaks of MWCNTs. For 1 wt% ABS/MWCNTs, very small characteristic peaks of MWCNTs started to appear at around 1320 and 1605 cm−1; for 3 wt% ABS/MWCNTs, these peaks became sharp and easily visible appearing at 1322 and 1604 cm−1 shown; for 5 wt% ABS/MWCNTs, these peaks became more sharp and their intensity became very high appearing at 1311 and 1603 cm−1, shown in Figure 4(b) to (d), respectively. The occurrences of these peaks in the region where they have occurred represent the signature D and G band peaks of MWCNTs. The peaks at 1322, 1311, and 1308 cm−1 represent the characteristic D band or dispersive band peaks which occur due to local defects that were created due to structural imperfections. The peaks at 1604, 1603, and 1604 cm−1 represent the characteristic G band or graphitic band peaks which occur due to ordered sp2 hybridized carbon network.28,42,43 Therefore, from these two peaks, we can validate the presence of MWCNTs in the nanocomposites. Raman spectrum of the three nanocomposites of MWCNTs shows an increase in the intensity of signature D and G peaks of MWCNTs. These peaks become more broad and sharp as we move from lower to a higher percentage of MWCNTs.
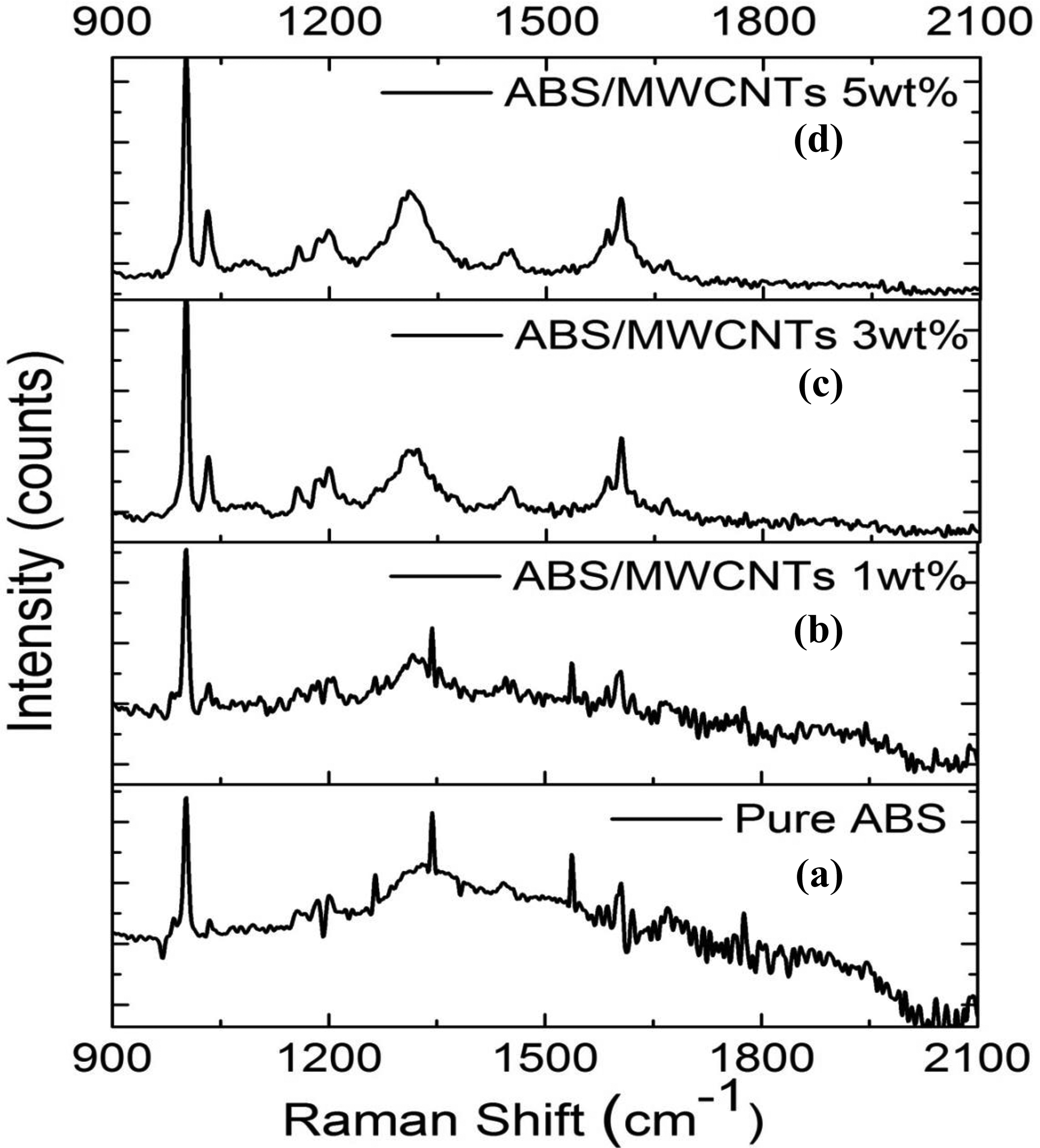
Raman spectrum of pure ABS and nanocomposites of ABS/MWCNTs: (a) pure ABS, (b) 1 wt% ABS/MWCNTs, (c) 3 wt% ABS/MWCNTs, and (d) 5 wt% ABS/MWCNTs.
Thermal analysis
Thermal gravimetric analysis
Pure ABS and ABS/MWCNTs nanocomposites were analyzed for thermal degradation stability by TGA. The TGA graph of pure ABS is shown in Figure 5(a) with a black line which undergoes single-step degradation. The breakdown of the polymer chains starts at around 350°C and continues till 450°C. Similarly, TGA curves of the various composition of ABS/MWCNTs were also plotted with pure ABS as shown in Figure 5(a) to compare their thermal degradation stability. All the three nanocomposites of ABS/MWCNTs showed less weight loss at a given temperature in comparison to pure ABS, thus showing overall better thermal stability in comparison to pure ABS. Figure 5(b) shows a zoomed TGA graph of pure ABS and ABS/MWCNTs nanocomposites in which weight loss is ranging from 95% to 50%. The ABS/MWCNTs at 5 wt% composition show the best thermal stability. The thermal stability of the ABS/MWCNTs nanocomposites is improved with respect to pure ABS mainly due to the collective effect of nano-confinement and barrier effect of the incorporated MWCNTs.44,45 The incorporation of MWCNTs with ABS causes a delay in weight loss which reduced mass loss rate. The MWCNTs in ABS act as a barricade to avoid the mass transfer and also provide thermal insulation to the underlying ABS.
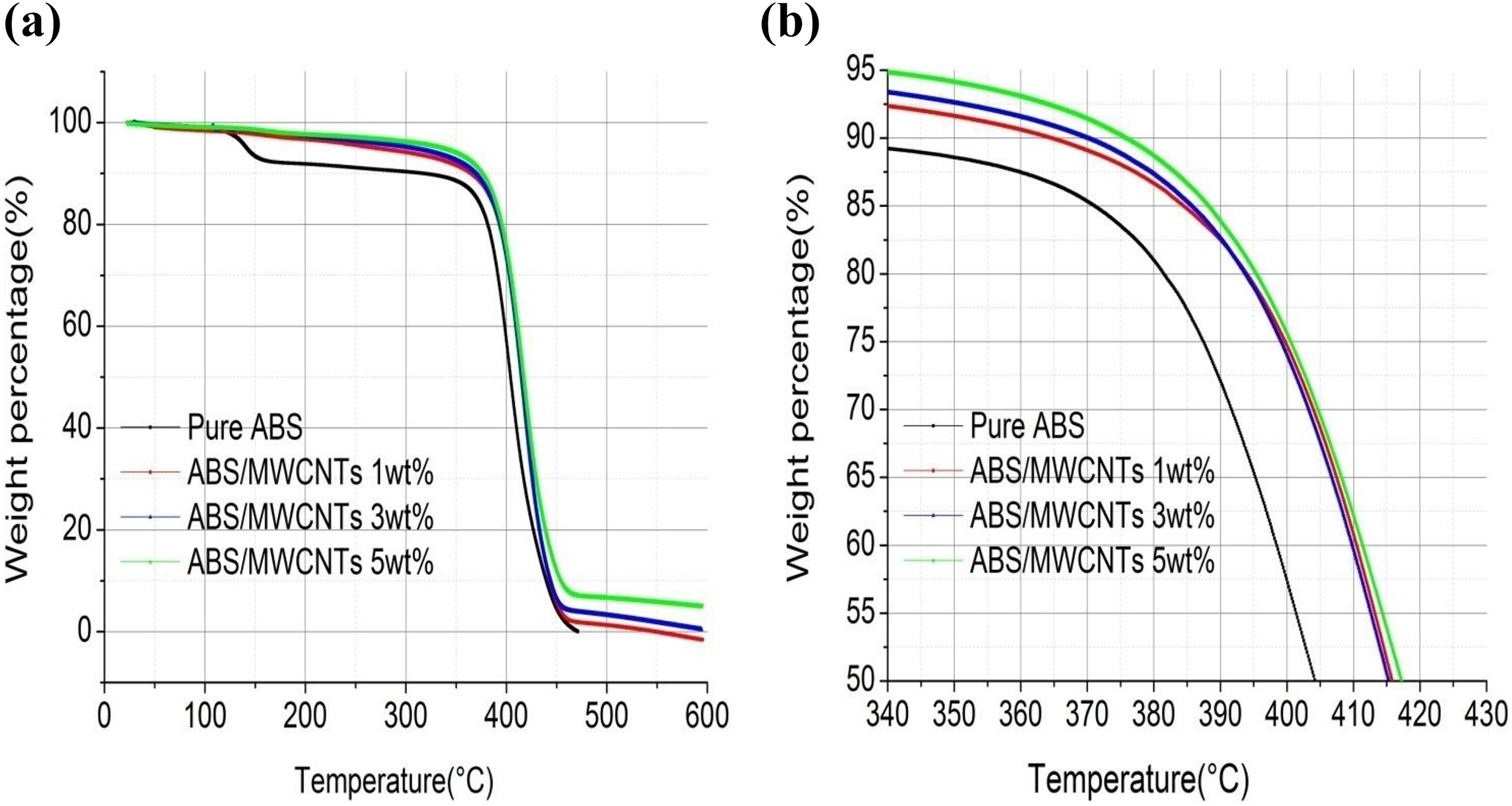
(a) TGA graph of pure ABS and the nanocomposites of ABS/MWCNTs. (b) Zoomed TGA of pure ABS and the nanocomposites of ABS/MWCNTs in weight loss ranging from 95% to 50%.
In Table 1 at 20% weight loss and 50% weight loss of pure ABS and ABS/MWCNTs nanocomposites, it is observed that the improvement in thermal degradation temperature is ranging from 11.5°C to 13°C and 11.5°C to 13.5°C, respectively, for the ABS/MWCNTs nanocomposites over pure ABS. In both the weight loss, the 5 wt% composition of ABS/MWCNTs showed the best result. Overall, this higher thermal stability of ABS/MWCNTs nanocomposites is beneficial as it will be able to tolerate a higher temperature and heat without undergoing any kind of physical or structural deformation in comparison to pure ABS.
TGA results of pure ABS and ABS/MWCNTs nanocomposites.
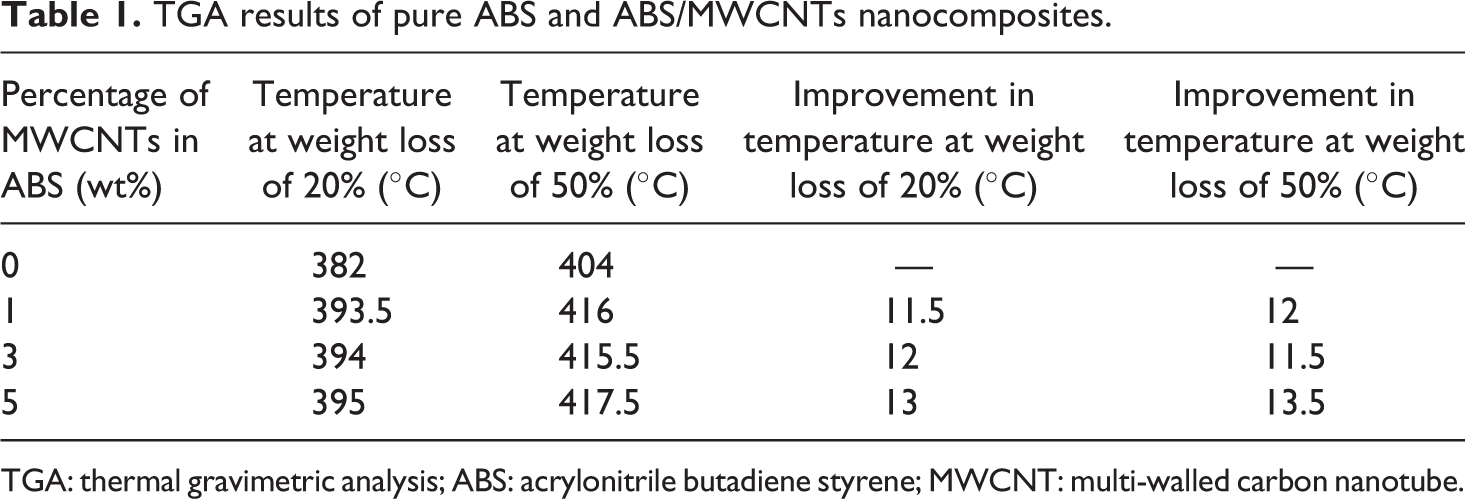
TGA: thermal gravimetric analysis; ABS: acrylonitrile butadiene styrene; MWCNT: multi-walled carbon nanotube.
Thermal expansion
Figure 6(a) and (b) shows the thermal expansion behavior of pure ABS and the ABS/MWCNTs nanocomposites. Figure 6(a) shows the variation of thermal strain within the temperature range of 45–80°C, and Figure 6(b) shows variation in coefficient of thermal expansion (CTE) within the temperature range of 45–80°C. The thermal strain calculated during the experiment is the ratio of variation in the length of the sample at a given temperature during heating to the initial length of the sample. The CTE also calculated during the experiment is the ratio of variation in the length of the sample on heating divided by the product of the original length of the sample with variation of temperature. The data of thermal strain and CTE obtained from these two graphs are tabulated in Table 2 at a temperature of 65°C. In this table, we try to analyze the amount of variation in thermal strain and CTE with the incorporation of MWCNTs in ABS polymer. From Figure 6(a) and (b) and Table 2, it can be seen that thermal strain and CTE have decreased with the increase in the concentration of MWCNTs in the polymer. All the ABS/MWCNTs nanocomposites showed a reduction in thermal strain and CTE with the 5 wt% composition showing the maximum reduction. The thermal strain reduced by 44% at 65°C and CTE by 18% at 65°C for 5 wt% ABS/MWCNTs in comparison to pure ABS. This reduction in thermal expansion behavior of ABS/MWCNTs nanocomposites in comparison with pure ABS is due to the presence of MWCNTs in the ABS polymer. MWCNTs have high elastic modulus and low CTE which restrict the movement of the polymer chain, thus reducing the thermal deformation and thermal residual stresses.46,47 At higher MWCNT compositions, the reduction in CTE in comparison to pure ABS is very high which means that the polymers resistance to expand under the effect of temperature variation has reduced significantly. This will help in reducing internal stresses developed due to thermal expansion. These thermal stresses could affect the performance and working of polymer. The higher MWCNTs composition in ABS will also provide very superior dimensionally stability under temperature variations.
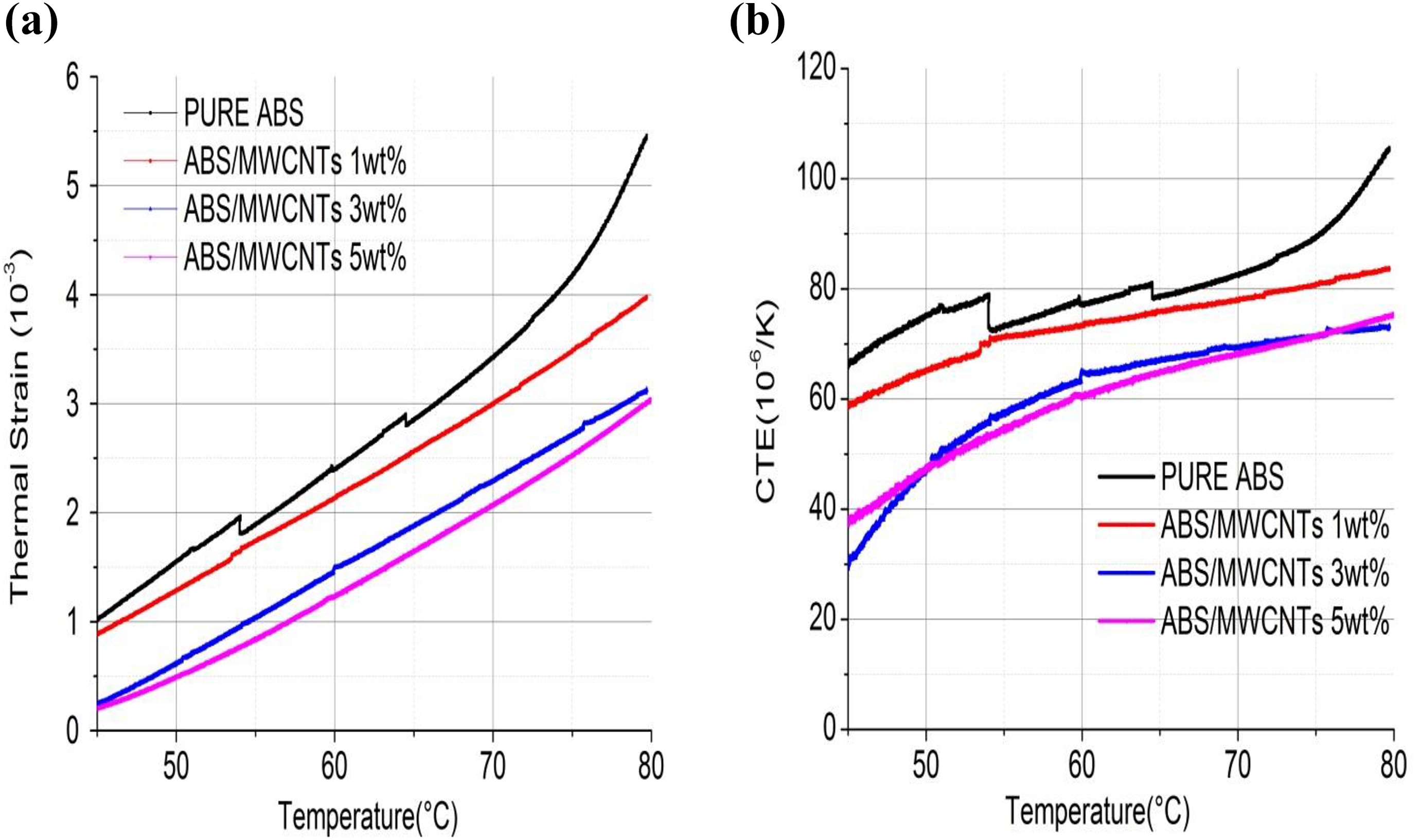
(a) Thermal strain (10−3) versus temperature (°C) graph of pure ABS and the nanocomposites of ABS/MWCNTs, (b) CTE (10−6 K−1) versus temperature (°C) graph of pure ABS and the nanocomposites of ABS/MWCNTs.
Thermal expansion results of pure ABS and ABS/MWCNTs nanocomposites.
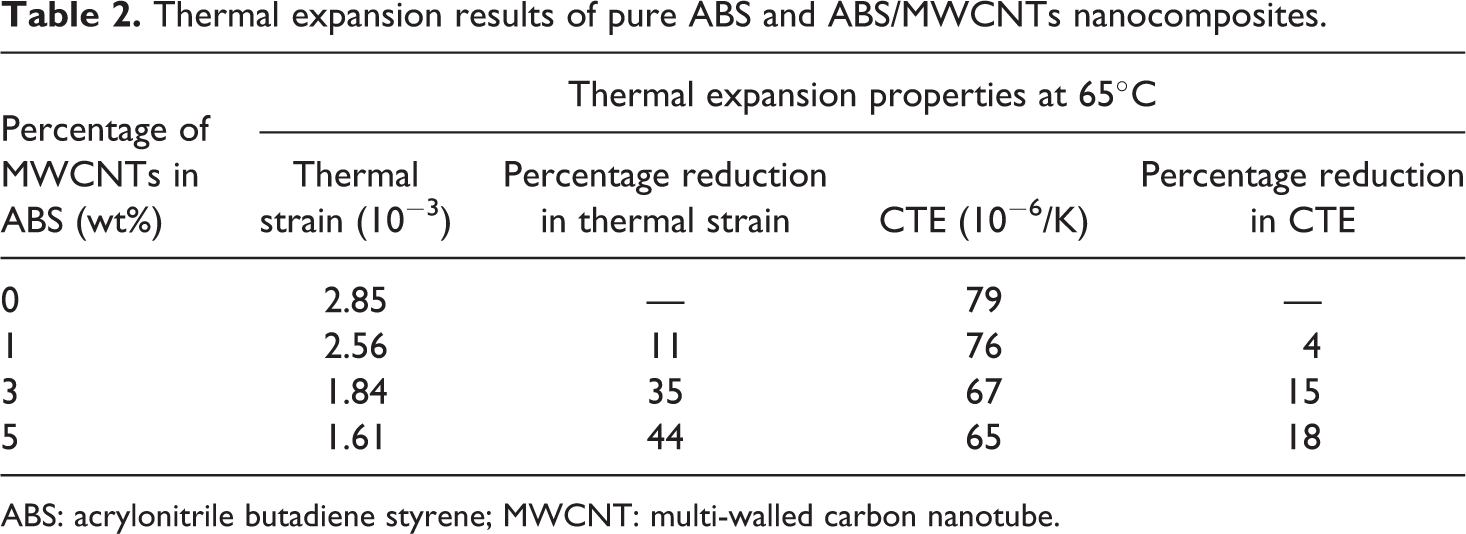
ABS: acrylonitrile butadiene styrene; MWCNT: multi-walled carbon nanotube.
Mechanical analysis
Static mechanical analysis
Figure 7 shows the load–displacement curves of pure ABS and ABS/MWCNTs nanocomposites obtained from nanoindentation testing performed at 1000 µN. From these curves, we get the results for elastic modulus and hardness. Table 3 and Figure 8(a) showed that there is a significant improvement in the elastic modulus value of the ABS/MWCNTs nanocomposites ranging between 3.361 GPa and 4.362 GPa in comparison to elastic modulus value of the pure ABS of 2.302 GPa. Similarly, Table 3 and Figure 8(a) also showed that there is a significant improvement in the hardness value of the ABS/MWCNTs composites ranging between 0.170 GPa and 0.229 GPa in comparison to hardness value of the pure ABS of 0.115 GPa.
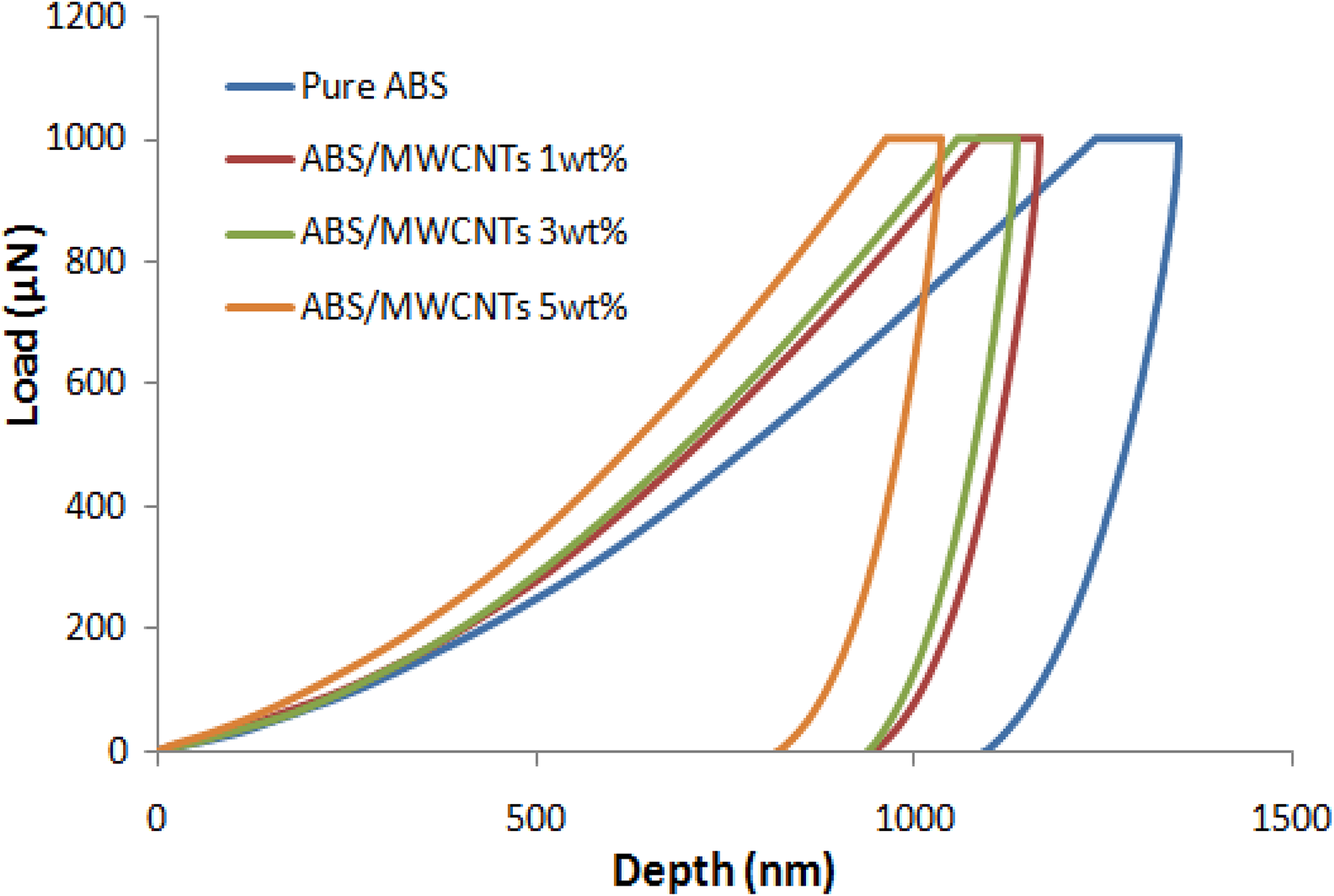
Load–displacement curves of pure ABS and various nanocomposites of ABS/MWCNTs under an applied load of 1000 µN.
Elastic modulus and hardness of pure ABS and various nanocomposites of ABS/MWCNTs.
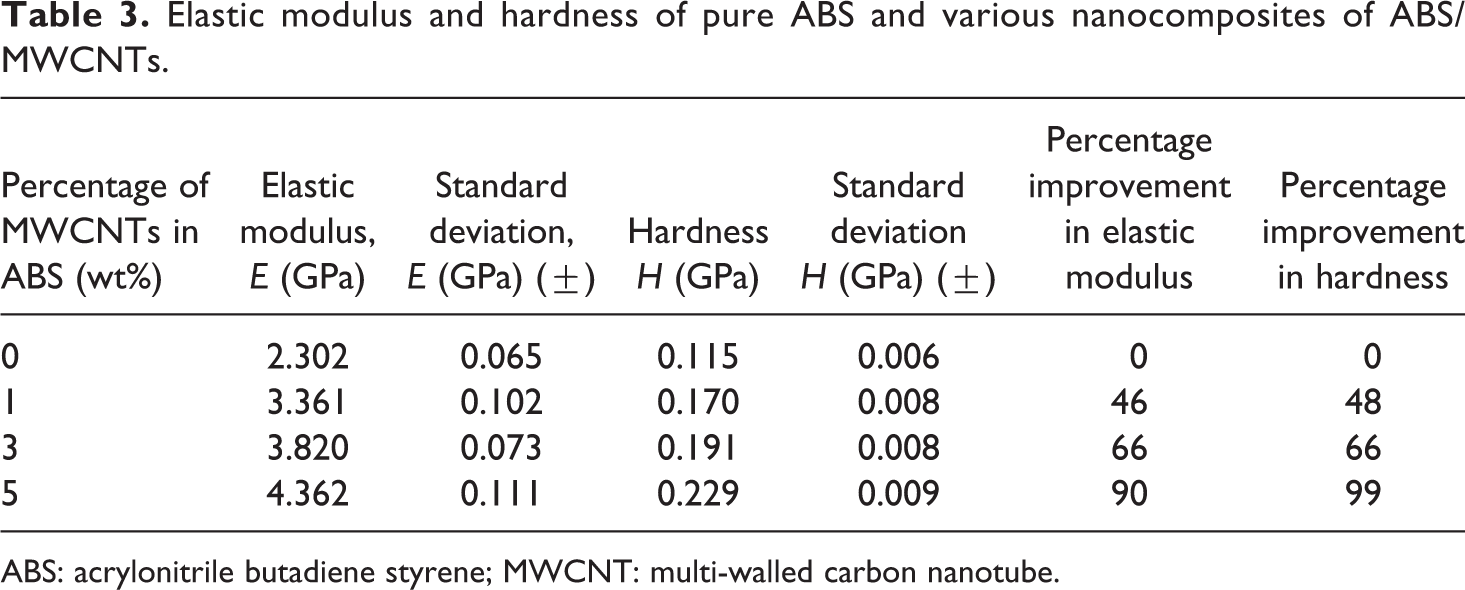
ABS: acrylonitrile butadiene styrene; MWCNT: multi-walled carbon nanotube.
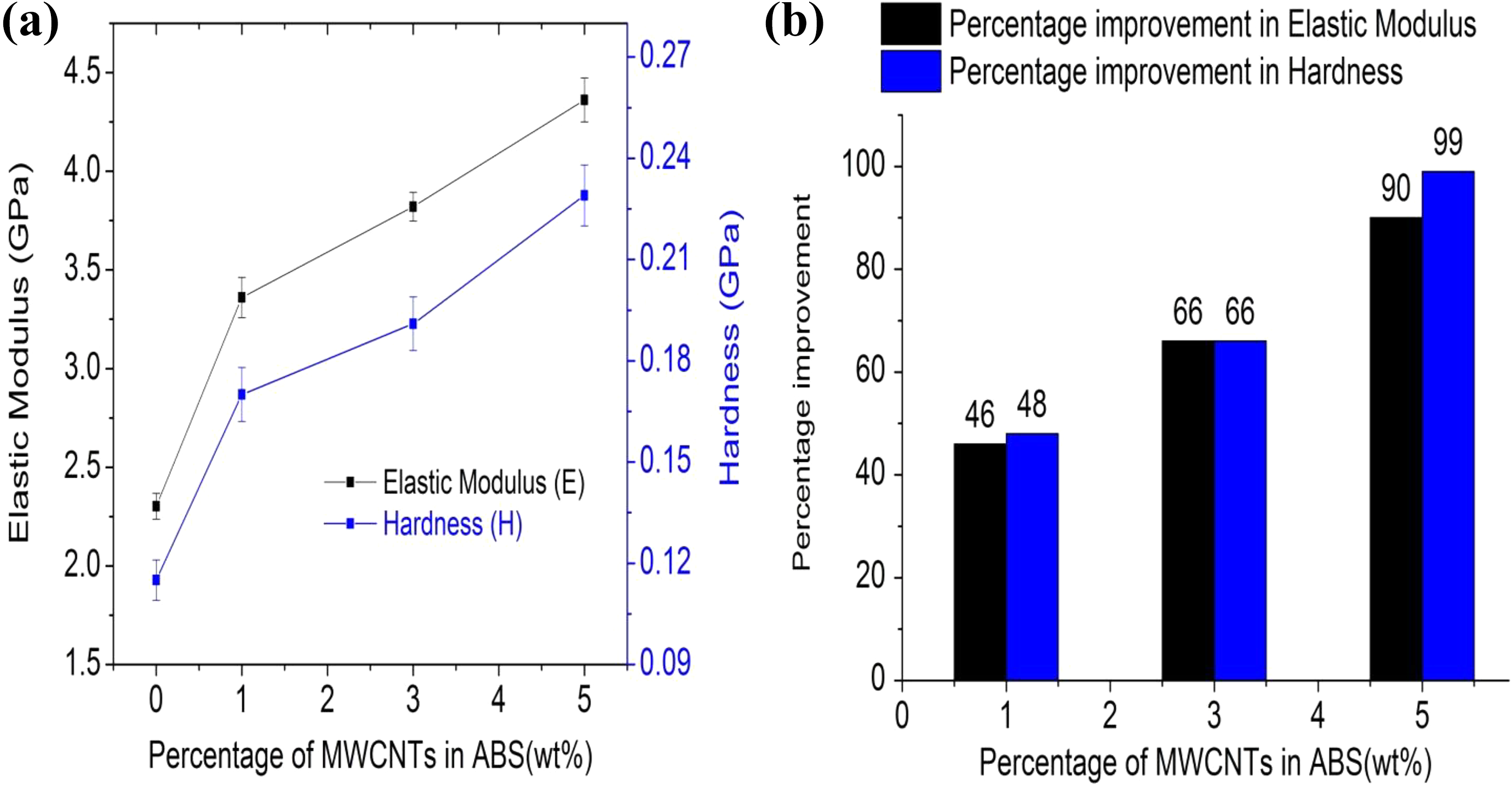
(a) Graph of elastic modulus and hardness versus percentage of MWCNTs in ABS (wt%). (b) Bar graph of the percentage improvement in elastic modulus and hardness versus percentage of MWCNTs in ABS (wt%).
In both the cases of hardness and elastic modulus, the trend shows that both the mechanical properties show improvement up to 5 wt%. This increase in elastic modulus and hardness is due to the superior mechanical properties of MWCNTs and well distribution of MWCNTs in the polymer matrix as shown in FESEM images. These MWCNTs increase the load transfer in the ABS polymer matrix and also decrease the zones of stress concentration in the polymer matrix leading to an increase in mechanical properties2,47,48. In Figure 8(b), the percentage improvement in elastic modulus and hardness ranges from 46% to 90% and 48% to 99%, respectively. In both cases, 5 wt% ABS/MWCNTs nanocomposite showed the maximum improvement in mechanical properties.
Dynamic mechanical analysis
Figure 9(a) and (b) shows the variation of storage modulus and hardness across 10–200 Hz frequency range. From these figures, we can observe that both the essential dynamic mechanical properties, storage modulus and hardness, show a significant enhancement in ABS/MWCNTs nanocomposites in comparison to pure ABS. The average values of storage modulus and hardness were calculated across the entire frequency range corresponding to a given weight percentage of MWCNTs in ABS and tabulated in Table 4. From Table 4 and Figure 10(a), we can see that the storage modulus of ABS/MWCNTs nanocomposites varied from 6.626 GPa to 7.413 GPa, showing an improvement in storage modulus ranging from 122% to 153% in comparison to pure ABS, which is having a storage modulus of 2.930 GPa. Similarly, from Table 4 and Figure 10(a), we can see that the hardness of ABS/MWCNTs nanocomposites varied from 0.499 GPa to 0.524 GPa, showing an improvement in hardness ranging from 327% to 348% in comparison to pure ABS, which is having a hardness of 0.117 GPa.
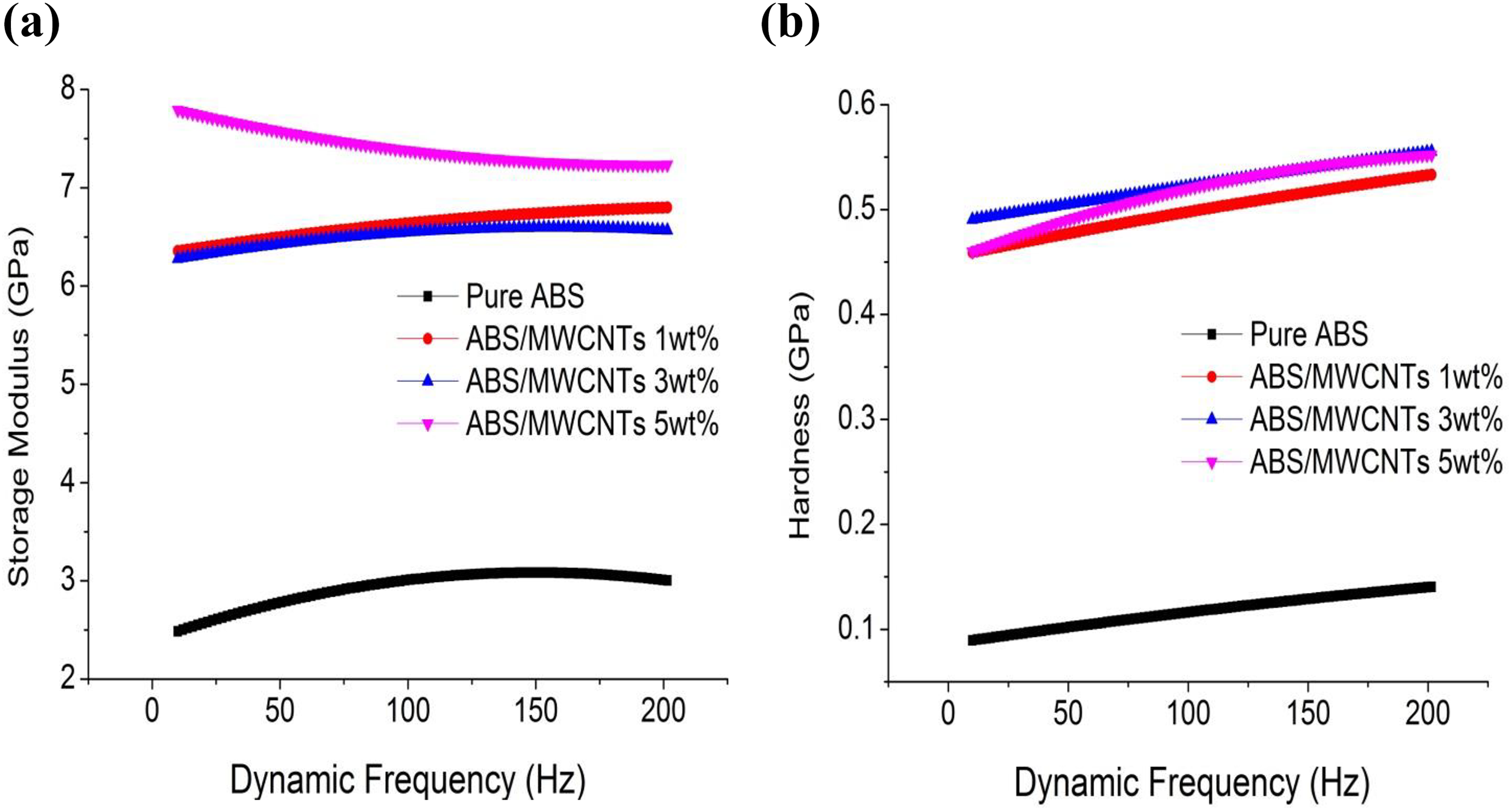
Variation of (a) storage modulus and (b) hardness with dynamic frequency of pure ABS and the nanocomposites of ABS/MWCNTs.
Average storage modulus and average hardness of pure ABS and various nanocomposites of ABS/MWCNTs.
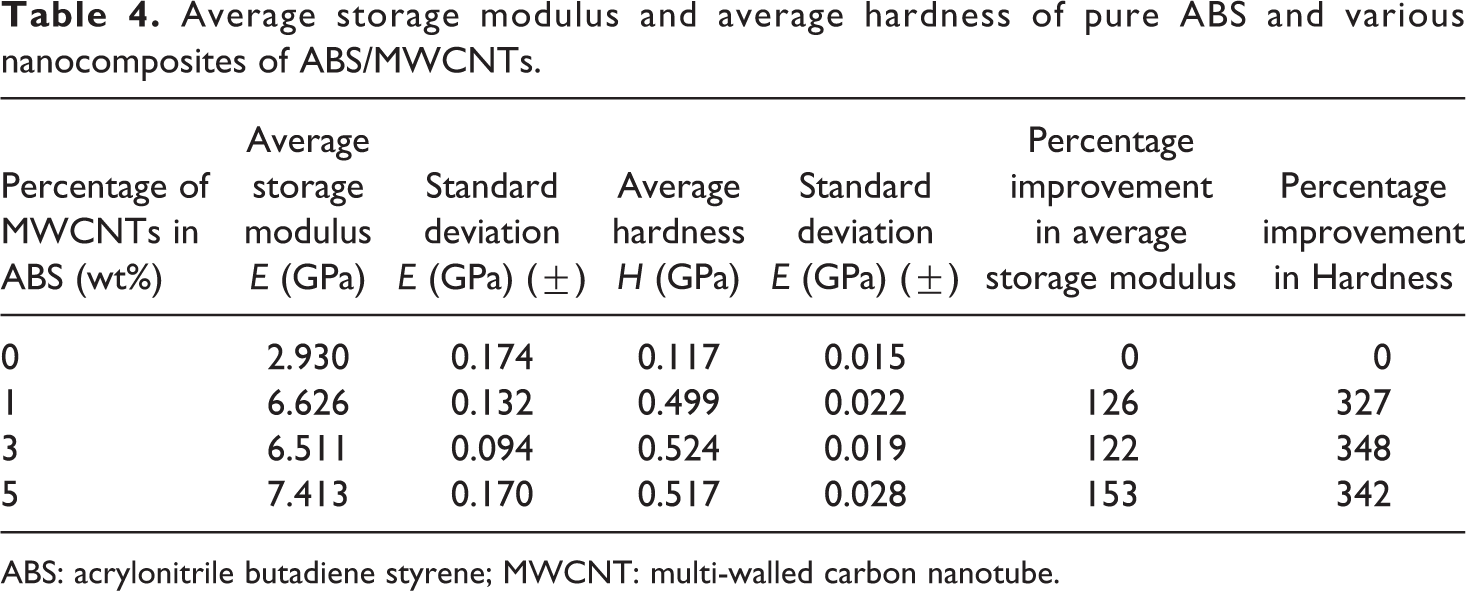
ABS: acrylonitrile butadiene styrene; MWCNT: multi-walled carbon nanotube.
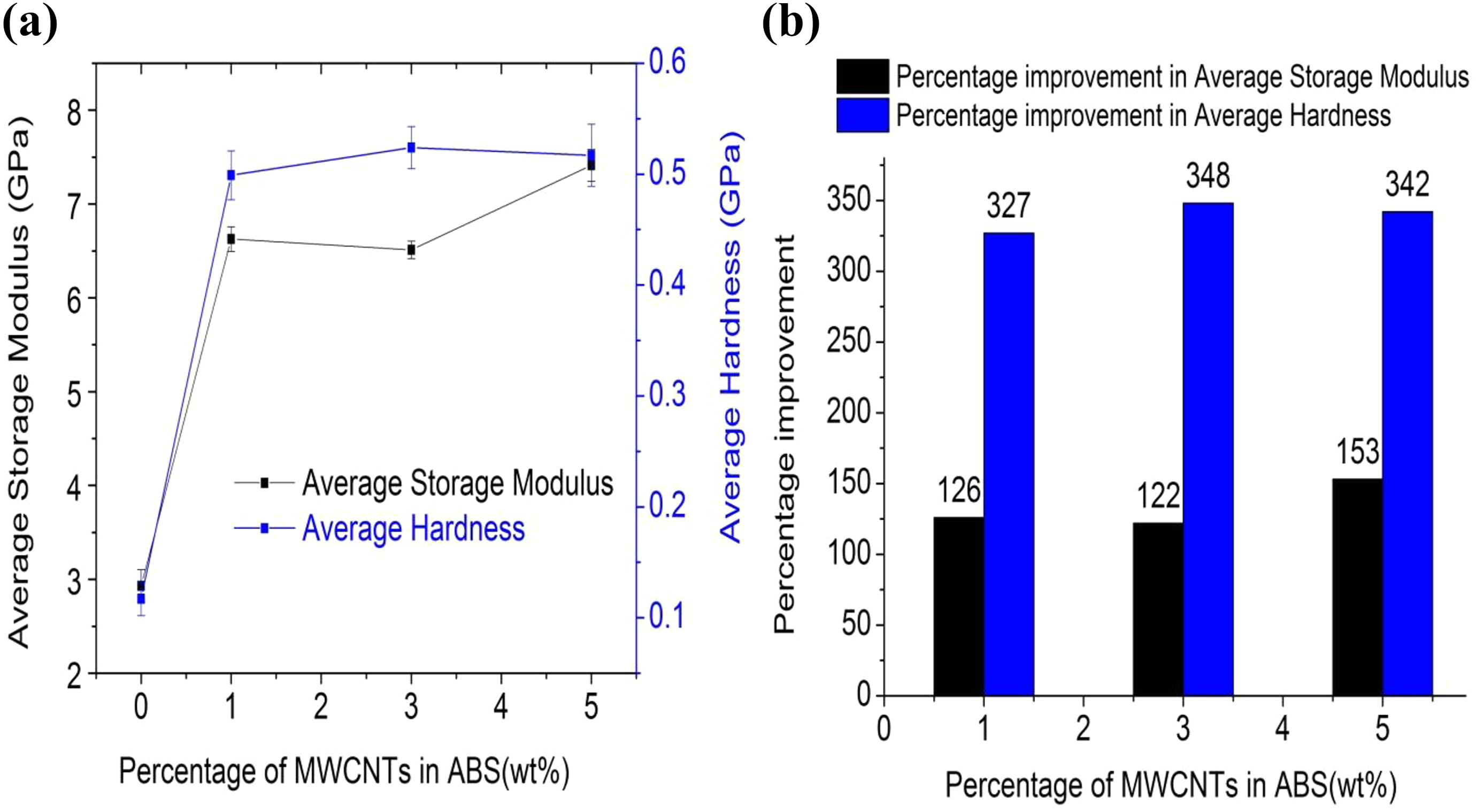
(a) Graph of average storage modulus and average hardness versus percentage of MWCNTs in ABS (wt%). (b) Bar graph of the percentage improvement in average storage modulus and average hardness versus percentage of MWCNTs in ABS (wt%).
As the weight percentage of MWCNTs increased in ABS polymer, the improvement in these dynamic mechanical properties became more significant. This enhancement in storage modulus and hardness in ABS/MWCNTs nanocomposites is mainly due to the following features: superior load transfer and stiffening effect of MWCNTs.47,49 The uniform dispersion in MWCNTs in ABS leads to proper interaction and adhesion between MWCNTs and ABS polymer, which further assists in retarding chain mobility and immobilization of ABS polymer chain.50,51 This enhanced storage modulus of ABS/MWCNTs nanocomposites was an indication of “pseudo-solid-like” behavior which leads to yielding phenomenon in the nanocomposite. This phenomenon has been observed for conventionally filled polymers having strong interaction between polymer and filler. 47 Overall, we can say that enhanced dynamic mechanical properties are obtained by the incorporation of MWCNTs in ABS polymer. The ABS/MWCNTs nanocomposites fabricated have significantly improved mechanical strength or mechanical rigidity in comparison to pure ABS across the changing dynamic frequency. 52 The improved dynamic hardness of ABS/MWCNTs shows that MWCNTs incorporation will also help in improving the dynamic rigidity of ABS polymer. Table 5 shown above gives a comparison on how the use of various fabrication techqniues lead to improvement in the mechanical properties of ABS/MWCNTs nanocomposite.
Comparison table of mechanical properties of MWCNTs reinforced ABS nanocomposite.
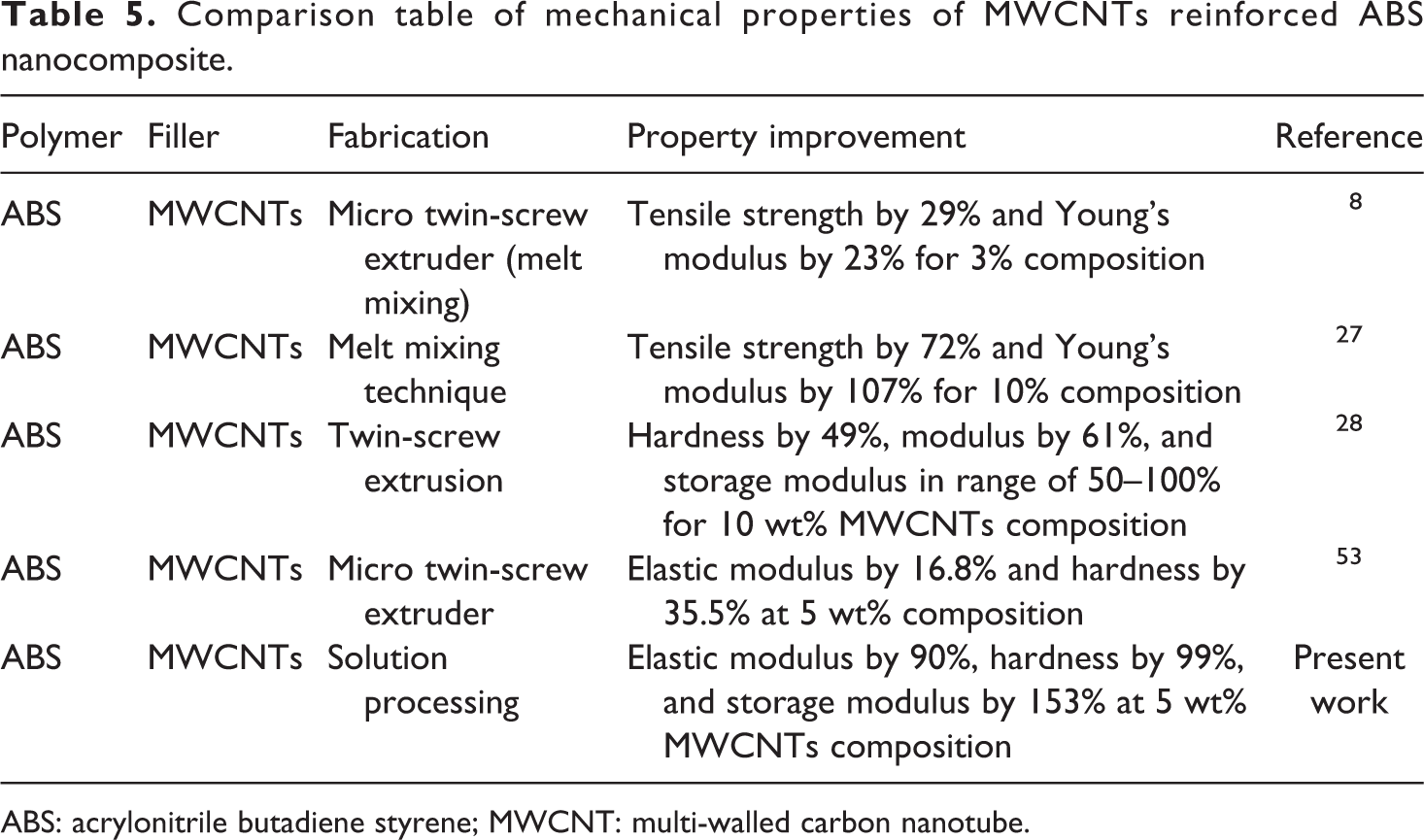
ABS: acrylonitrile butadiene styrene; MWCNT: multi-walled carbon nanotube.
Conclusion
The nanocomposite of ABS/MWCNTs fabricated using simplistic solvent blending technique showed a uniform and excellent dispersion and distribution of MWCNTs in the ABS polymer with the help of FESEM technique. This dispersion of MWCNTs which is a very essential and important factor for improvement in properties of the nanocomposite is very successfully achieved through the solvent blending technique leading to substantial improvement in thermal and mechanical properties of ABS/MWCNTs nanocomposite. The thermal properties analyzed by TGA showed improvement in thermal degradation temperature at 20% weight loss ranging from 11.5°C to 13°C, with 5 wt% nanocomposite showing maximum improvement in thermal degradation temperature of 13°C in comparison to pure ABS. The thermal expansion behavior also showed that the incorporation of MWCNTs reduced the thermal expansion of the ABS/MWCNTs nanocomposite in comparison to pure ABS significantly. In this case, also 5 wt% nanocomposite showed the maximum reduction in thermal strain and CTE of 44% and 18%, respectively, in comparison to pure ABS. The reduction in thermal expansion properties of ABS/MWCNTs nanocomposite will help in tight packing or better designing of products where ABS is used without causing any interference or damage to devices in its vicinity. The static mechanical properties showed significant enhancement with 5 wt% nanocomposite showing 90% and 99% improvement in elastic modulus and hardness in comparison to pure ABS. The improved thermal and static mechanical properties of ABS/MWCNTs nanocomposite could help in fabricating more compact, thermally stable, hard, and scratch-resistant interiors and exteriors which could be of great potential use in automobile industry and aviation industries. In other application like electronic equipments, where equipment compactness with superior thermal and mechanical properties is an essential requirement, various MWCNT compositions in ABS can play a vital role. The enhanced storage modulus of ABS/MWCNTs nanocomposite by 122–153% compared to pure ABS will give the nanocomposite great applicability in dashboards in automobile and in seatbacks and armrests in airplanes. This will help in better vibrations absorption which will lead to a more comfortable ride for passengers. Similarly, luggage casings and protective headgear of ABS could be replaced with ABS/MWCNTs nanocomposite which would give them superior thermal and mechanical stability and enhanced applicability. Overall the improved thermal, static, and dynamic mechanical properties of ABS/MWCNTs nanocomposite fabricated by solution blending technique using very less amount of MWCNTs could attribute toward widening the applicability of ABS polymer in aerospace, automotive, and defense industry.20,28,31,37,54 In future, impact testing could be done on the ABS/MWCNTs nanocomposite to study the impact absorption capacity of ABS after incorporation of MWCNTs. This could be highly beneficial as the polymer ABS is used in the automobile body parts, in helmets, and in body armors. Electrical properties could also be analyzed using ABS/MWCNTs nanocomposite to develop conductive polymer nanocomposite which could be used in transducer, sensors, fuel cells, and batteries.