
Abstract
Present research investigates the effect of bentonite clay and polypropylene (PP) matrix on the properties of silk and glass fiber hybrid composites. Three types of composite were prepared with 10 wt% silk and fiber at 1:1 ratio using hot press machine. In two composites commercial and recycled PP were used as matrix, while in third composite bentonite clay was added to silk and glass-reinforced commercial PP. Mechanical (tensile, flexural, impact, and hardness) tests, water absorption test, and thermogravimetric analysis were subsequently conducted. Tensile strength, flexural modulus, and hardness decreased, whereas Young’s modulus, impact strength, water absorption, and thermal stability increased with the addition of bentonite clay. On the other hand, change of matrix from commercial PP to recycled PP increased Young’s modulus, flexural strength, impact strength, and thermal stability and decreased tensile strength, flexural modulus, and hardness.
Introduction
Polymer composites have nowadays become important class of engineering materials. The properties of composites are largely influenced by the properties of their constituents and the distribution and interactions among them. The constituents usually interact in asynergistic way, providing properties that are not accounted for by a simple volume fraction sum of components. Along with the volume fraction and the distribution of discrete units in the discontinuous phase, the interfacial area plays an important role in determining the extent of interaction between the reinforcement and the matrix and in this way the final properties of the composite. 1 A fiber-reinforced polymer (FRP) is a composite material consisting of a polymer matrix embedded with high-strength fibers. Nowadays hybrid FRP composites are receiving considerable attention by the world’s scientific community for its capability of providing designers new freedom of tailoring composites and thus achieving properties that cannot be attained in binary systems containing one type of fiber dispersed in a matrix. It has also provided a more cost-effective utilization of expensive fibers by replacing them partially with less expensive fibers. Hybrid composites provide the potential of achieving a balanced pursuit of stiffness, strength, and ductility, as well as bending and membrane-related mechanical properties with weight savings, reduced notch sensitivity, improved fracture toughness, longer fatigue life, and excellent impact resistance. 2 Among all the natural reinforcing materials (animal fibers), silk appears to be a promising fiber due to its continuous fiber type, uniform fiber properties, and aspect ratio in comparison with other natural reinforcements. Moreover, the mechanical properties of silk fibers consist of a combination of high strength, high crystallinity, and high toughness. 3 On the other hand, synthetic glass fibers provide excellent mechanical properties that are not achievable using only natural fiber such as high strength to failure, better impact resistance, good fatigue life, and good corrosion resistance. Thus, incorporation of silk and glass fiber in one matrix to produce hybrid composite provides excellent combination of mechanical properties.
In order to improve the properties of the resulting FRP composite significantly, nano/microsized clay particles can be incorporated in composite. 4 The efficiency of these materials is due to the high aspect ratio and large surface area of the clay platelets dispersed at the nano/microscale level. The most common types of clay currently used in composite are montmorillonite and bentonite. Bentonite is the name for the ore from which montmorillonite clay is derived. Bentonite ore typically contains 65–95% montmorillonite mineral. In addition to montmorillonite mineral, bentonite contains cristobalite, quartz, mica, feldspar, carbonates, and some smectite clay all of which can affect the reinforcing properties of the ore. 5 Bentonite clay is also less expensive than pure montmorillonite clay, which makes it an attractive option for producing low-cost composites.
Polypropylene (PP) is one of the most extensively used matrix for FRP composite because it provides advantages in regard to economy (price), ecological (recycling behavior), and technical requirements (higher thermal stability). 6 However, a sustainable PP cannot be landfilled but has to be recycled. Thus, the use of recycled PP as a matrix in the FRP composite is environmentally friendly as it helps to limit the amount of polymer waste in the landfill.
In the present work, silk and glass fiber (10 wt% at 1:1 ratio)-reinforced hybrid commercial and recycled PP composites were prepared with the addition of bentonite clay, and the effect of bentonite clay addition and recycled PP on the properties of those composites were investigated separately. A number of research studies were carried out on natural fiber (mainly plant fiber) hybridization with synthetic fiber.7–9 However, no research was conducted on silk and glass fiber hybridization according to author’s best knowledge. From previous studies, nanostructured particles such as montmorillonite, wollastonite, and zeolite are found to be used as a reinforcement.10–12 Thus, the present research will provide new information of hybridization with silk and glass fibers in the presence of bentonite clay or matrix variation to relevant research field and industry.
Experimental
Materials
Commercial and recycled grade PP granules were used as matrix separately in the present research. Both were white in color and collected from the local market. Commercial PP has a specific gravity of 0.90–0.91, melting temperatures of between 160°C and 170°C, crystallinity of 40–60%, tensile strength of 22 MPa, Young’s modulus of 545 MPa, impact strength of 4.2 kJ m−2, and hardness of 95 Shore A. 13 Silk fiber (Figure 1(a)) was collected from “Sapura Silk Industry, Rajshahi, Bangladesh.” It composed of 72.0–81.0% fibroin, 19.0–28.0% siricin, 0.5–1.0% fat and wax, and 1–1.4% ash. It has a fiber diameter of 1–15 µm, density of 1.25–1.35 g cm−3, moisture absorption of 5–35%, Young’s modulus of 5–25 GPa, and tensile strength of 0.2–1.8 GPa. 14 Glass fiber (Figure 1(b)) was also collected from the local market. It was white in color and has a 5–25 µm, density of 2.40–2.70 g cm−3, moisture absorption of 0–1%, Young’s modulus of 70–85 GPa, and tensile strength of 2.0–3.7 GPa. 14 Bentonite clay (Figure 1(c)) was collected from the foundry shop of Bangladesh University of Engineering and Technology. It has a specific gravity of 2.3–2.7, specific surface area of 628 m2 g−1, optimum moisture content of 27–30%, plasticity index of 185–221%, and liquid limit of 274%.
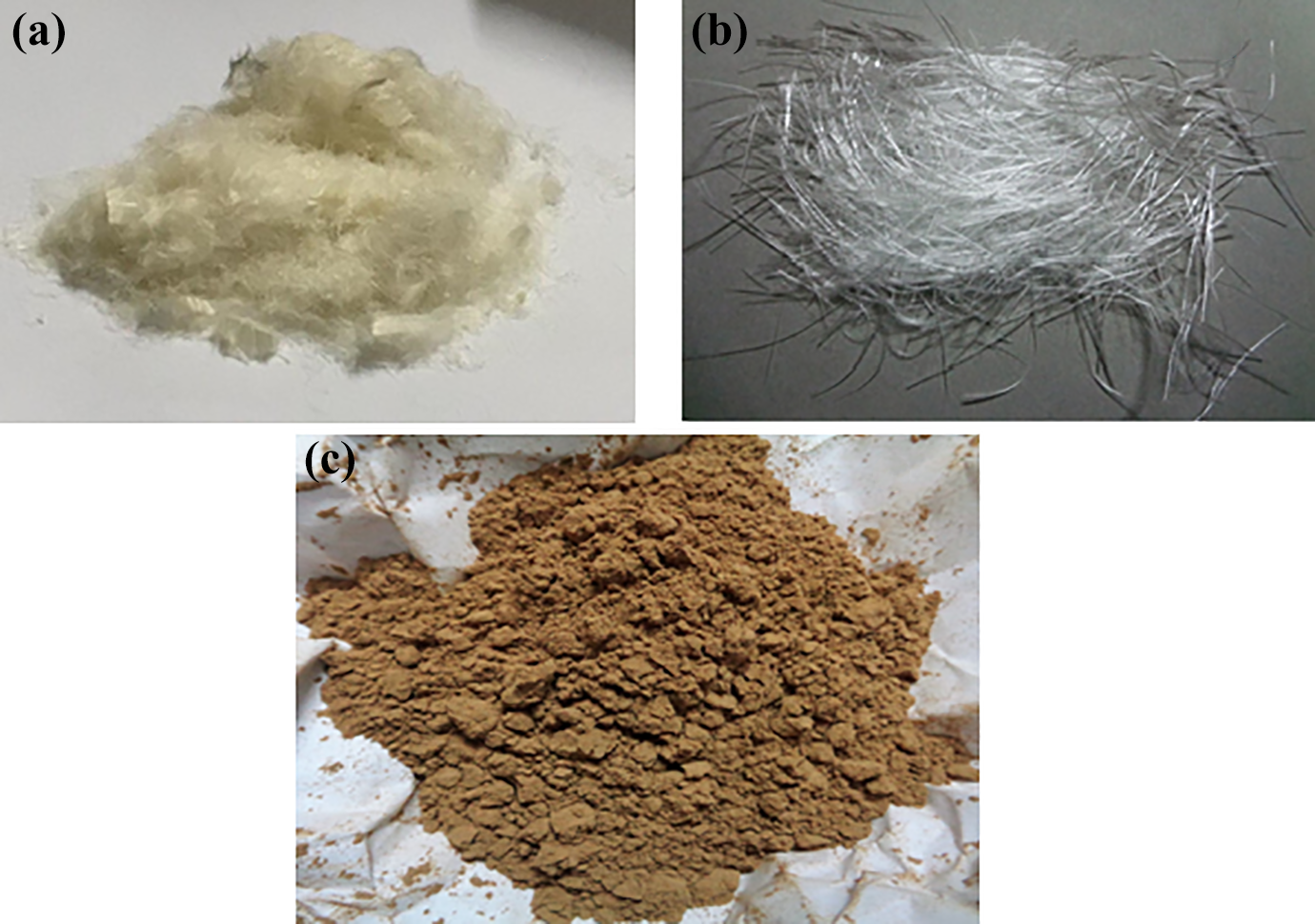
Images of (a) silk fiber, (b) glass fiber, and (c) bentonite clay.
Preparation of composites
Hybrid composites of PP matrix reinforced with silk and glass fibers were prepared in a 150 × 150 × 5 mm3 die using a hot press machine having maximum load of 35 kN and maximum temperature of 300°C. Both silk and glass fibers were cut into 3–5 mm size in length and required amount of PP (commercial grade or recycled) and fiber were weighed. Fiber ratio of 1:1 and fiber loading of 10 wt% were selected for the design of the composite from author’s previous work. 15 The weighed fiber was placed in an oven at 100°C temperature for at least 1 h in order to dry and remove moisture. Aluminum mold was cleaned and sprayed uniformly with mold releasing agent for easy removal of the composite. Commercial/recycled PP and fibers were placed into the mold die uniformly. Then the mold die along with PP granules and fiber mixtures were placed in hot press machine at 30 kN. The temperature was initially raised to 160°C and held there for 15–20 min. The temperature was then raised to 195°C and held there for 5 min. The die was cooled to room temperature by the water-cooling system. The pressure was released and the composite was withdrawn from the die. In this way, two separate composites containing commercial grade PP and recycled PP were prepared. Bentonite clay (2 wt%) was then added uniformly in the mixture containing commercial grade PP and silk and glass hybrid fibers to prepare another separate composite.
Characterization techniques
Mechanical testing
Tensile, flexural, Charpy impact, and hardness tests were conducted on the prepared composites. Three specimens were tested for each mechanical test and types of composite and the average values recorded. Tensile tests were conducted according to ASTM D 638-01 16 using a Universal Testing Machine (model: MSC-5/500, Agawn Seiki Company Limited, Japan) with a crosshead speed of 6 mm min−1. Flexural tests were also conducted with the same universal testing machine and with same crosshead speed according to ASTM D 790-98. 17 Dynamic Charpy impact test of the composite was conducted using an impact tester MT 3016, Terco, Sweden according to ASTM D 6110-97. 18 Hardness of the composite was measured using a Durometer hardness tester in Shore (D) scale.
Water absorption test
Water absorption test of composite sample is carried out in ASTM D570 test standard. 19 Rectangular specimen was prepared from each set of composite. For the water absorption test, the weights of the composite samples were taken and then submerged them into distilled water in a glass beaker at room temperature for a period of 24 h. The samples were taken out from water and wiped with a tissue to remove excess water. Immediately the samples were weighed and the value recorded. Percentage of water absorbed was calculated from the weight loss.
Thermogravimetric analysis
In the present research, thermogravimetric analysis (TGA) was carried out in a universal V4.2E TA Instruments, Delaware, USA (TGA Q50 V6.4) at a temperature range of 25–500ºC, with a constant heating rate of 10°C s−1 for three types of composite. The continuous weight loss and temperature were recorded and analyzed in an inert atmosphere. Samples (20 mg) from all types of composites were taken for TGA study. Data were recorded as a thermogram of weight versus temperature. The starting point of the slope in the thermogram indicated the onset temperature for thermal degradation. The last point in the curve in the thermogram indicated the amount of residual products left after thermal degradation.
Results and discussion
Tensile properties
Figure 2 shows the stress–strain curve of 10 wt% (silk:glass = 1:1) fiber-reinforced hybrid PP composite, while Figure 3 shows the comparison of tensile strength and Young’s modulus of various prepared composites. Tensile strength decreased, whereas the Young’s modulus increased with the addition of bentonite clay in composite. The decrease in tensile strength of composite with the addition of bentonite clay may be due to the formation of clay tactoid caused by poor dispersion of clay particles and agglomeration of the clay particles resulting in weak interfacial bonding. 20 The improvement in Young’s modulus with the addition of clay is due to the exfoliated and intercalated clay platelets present. The clay platelets restrict the mobility of polymer chains under loading and improved the modulus of matrix. 21 From the figure, it is observed that with change in PP from commercial grade to recycled grade, tensile strength decreased and Young’s modulus increased. Composite with commercial grade PP as the matrix had higher tensile strength because of its high melt viscosity, which resulted in poor dispersion and weak interfacial bonding between the fiber and PP. 22 As a result of the degradation experienced by polymers during their use and the impurities acquired during the recycling process, recycled polymers tend to have weaker mechanical properties than their virgin counterparts. 23 Therefore, composite with recycled PP as the matrix had lower tensile strength.
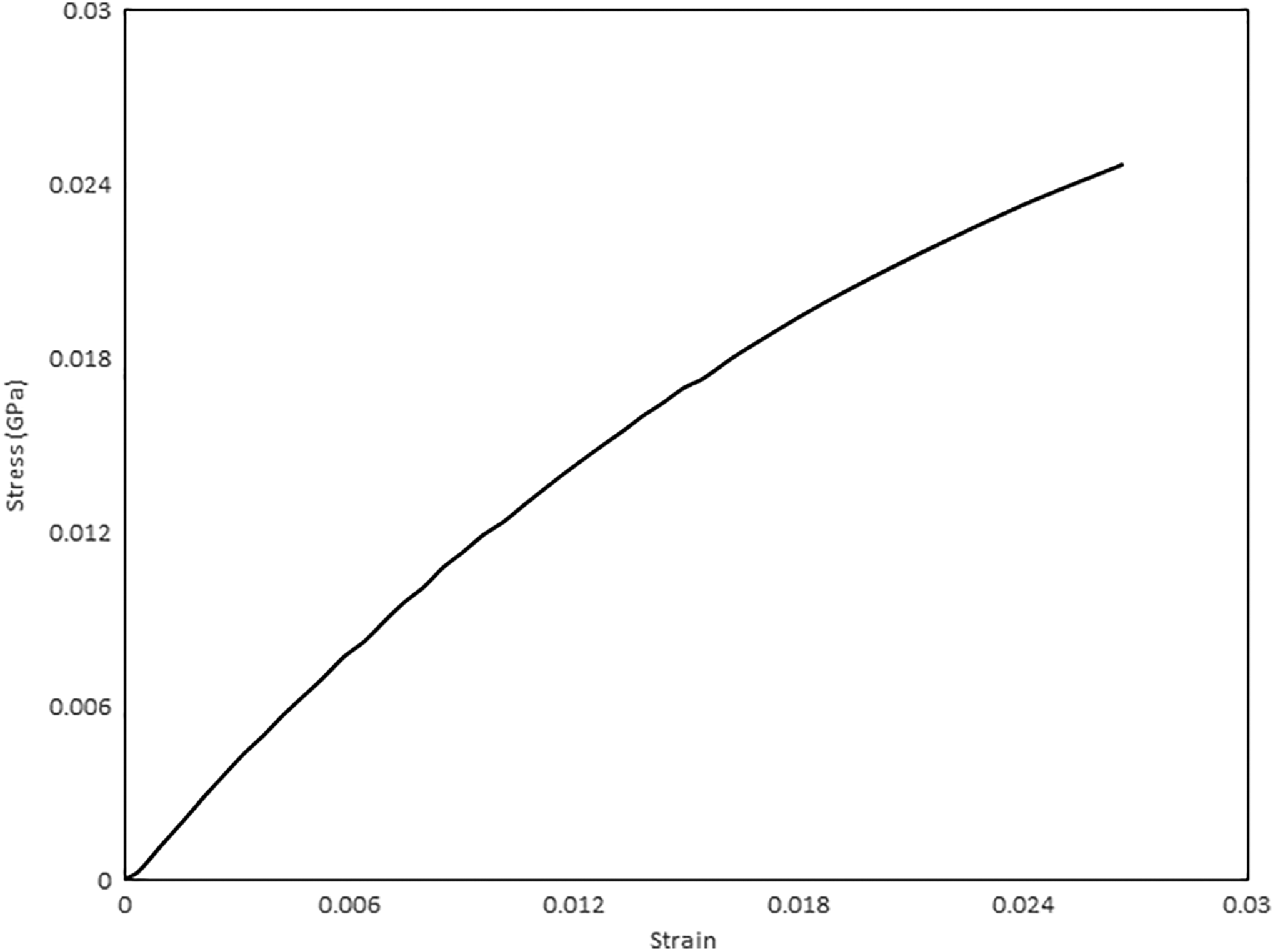
Typical stress–strain curve of 10 wt% silk and glass fiber (1:1)-reinforced hybrid commercial PP composite.
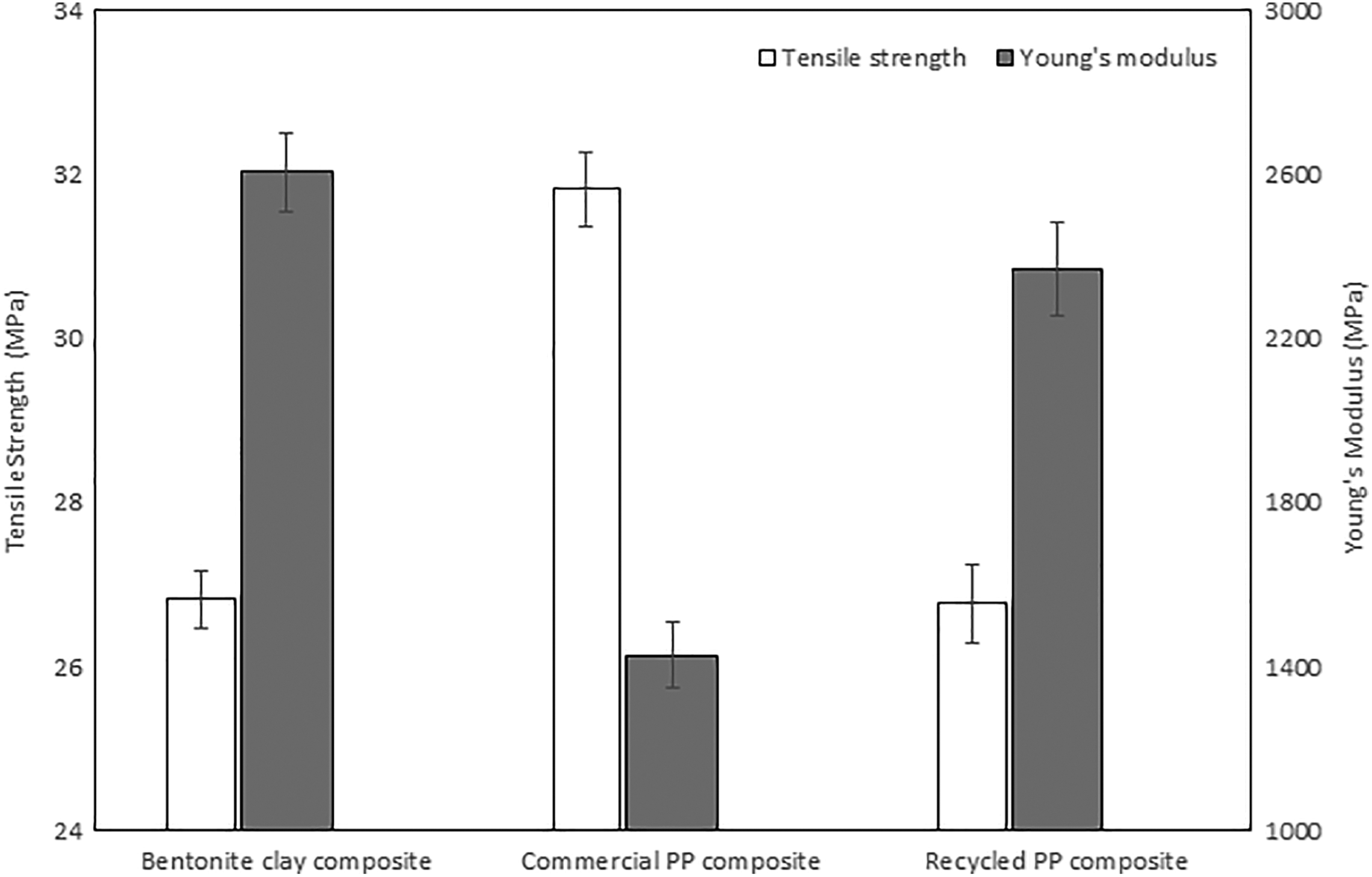
Comparison of tensile strength and Young’s modulus of prepared silk and glass fiber (10 wt% at fiber ratio of 1:1)-reinforced hybrid PP composites.
Flexural properties
Comparison of the flexural properties of various prepared composites is shown in Figure 4. It is observed that flexural strength and flexural modulus of the composites decreased with the addition of bentonite clay. Addition of bentonite clay reduced the ductile behavior of the matrix by making the composites more brittle. In addition, the hydrophilic nature of the silk fiber and the contrasting hydrophobic nature of PP matrix and glass fiber exacerbate the agglomeration problem as stated before, thus resulting in the strength concentration and reduction of bending property. 24 Change of PP matrix from commercial to recycle grade also decreased the flexural modulus of the composite. This is probably due to the commercial grade PP being stiffer than recycled PP. The recycled PP has the capacity to lower the melt viscosity, which is attributed to the decrease in molecular weight as it undergoes degradation as stated earlier.
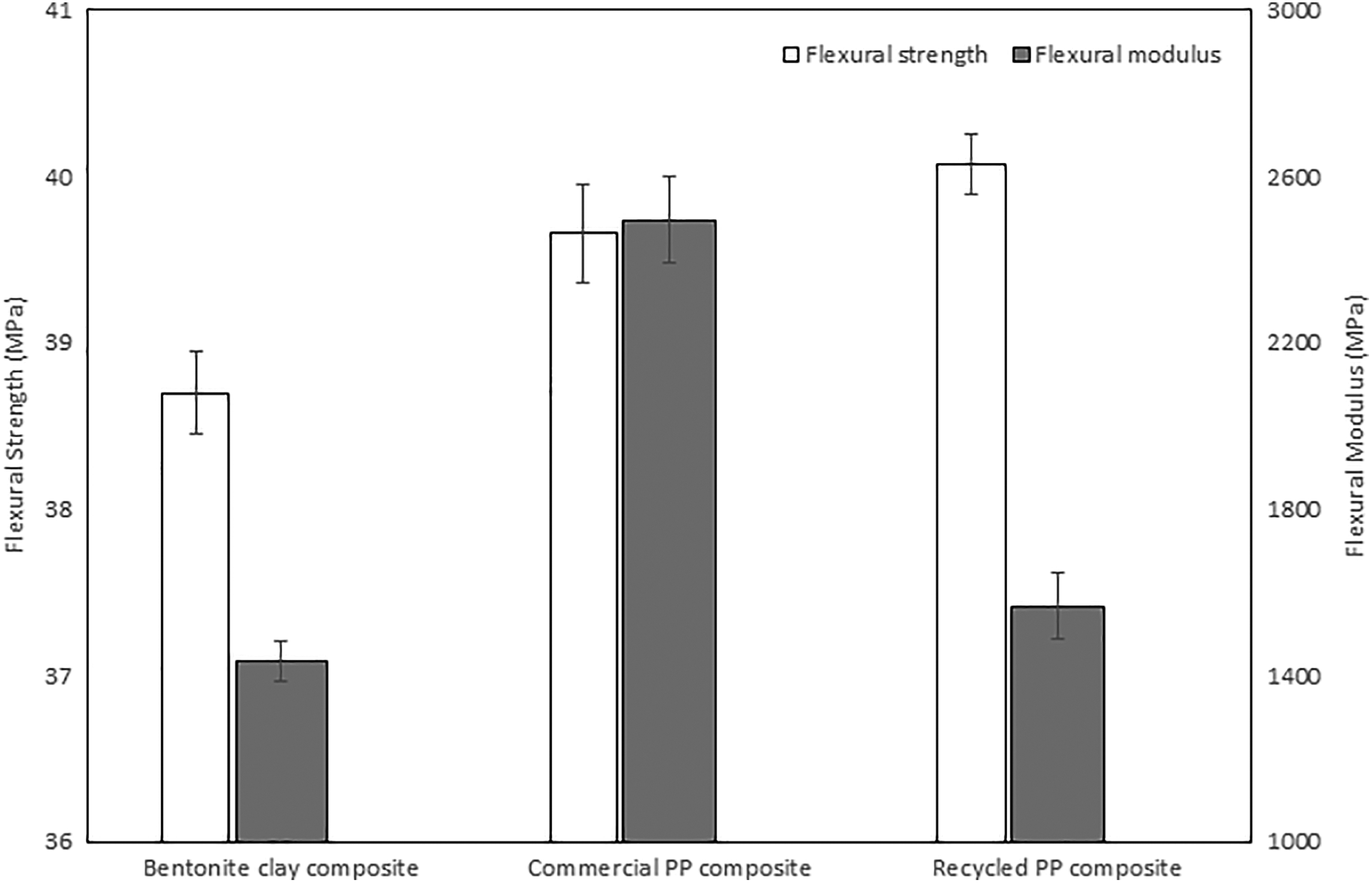
Comparison of flexural strength and flexural modulus of prepared silk and glass fiber (10 wt% at fiber ratio of 1:1)-reinforced hybrid PP composites.
Impact strength
Comparison of Charpy impact strength of various prepared composites is shown in Figure 5. Impact strength of the FRP composites depends on the nature of the fiber, polymer, and fiber–matrix interfacial bonding. 25 It also depends on the nature and amount of other constituents present. The toughening mechanism in the composites with clay addition may be attributed to the stress disturbance caused by the clay particles. These clay particles acted as obstacles, causing the crack to take a more tortuous part, manifesting a meandering crack trajectory. Therefore, these clay particles have a better resistance to crack propagation. 26 As a result, the impact strength increased with the addition of bentonite clay as shown in the figure. For the composite with recycled PP as the matrix, the negative impact of degradation during recycling affects the axial orientation of the molecular PP chains. It also affects the uniformity of the mechanical properties of the polymeric chains. 27 Therefore, the impact strength increased for recycled PP when used as the matrix as shown in Figure 5.
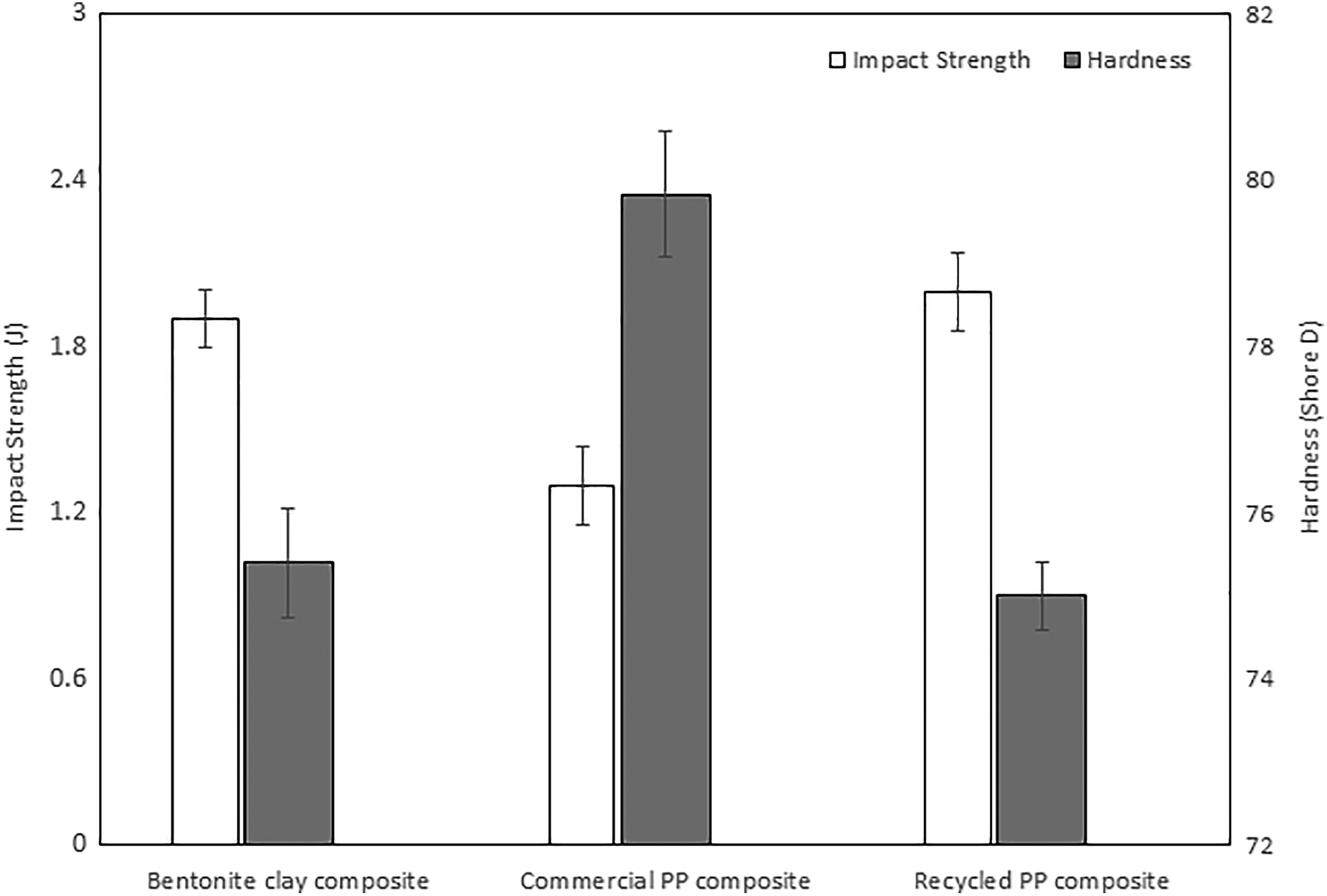
Comparison of impact strength and hardness of prepared silk and glass fiber (10 wt% at fiber ratio of 1:1)-reinforced hybrid PP composites.
Hardness values
Variation in hardness values of various prepared composites are shown in Figure 5. With the addition of bentonite clay, hardness decreased significantly. This is due to the poor adhesion between the clay, fiber, and the matrix. 28 Poor dispersion of the clay particles into the matrix results in void, which also decreased the hardness. Hardness value also decreased for composite when recycled PP was used as the matrix. Recycled PP has higher melt flow index as compared to that of virgin PP, leading to more flexible composite with low hardness.
Water absorption characteristics
The percentages of water absorption of the three types of composites were determined and are shown in Figure 6. Water absorption increased significantly with the addition of bentonite clay in the composite. Pure bentonite clay is highly hydrophilic. This effect increases the water absorption of the composites as a function of the bentonite content. 29 For the composite with recycled PP as the matrix, water absorption increased slightly as compared to composite with commercial grade PP as the matrix. The physical properties of PP decrease with increasing number of recycling stages, which is a result of their degradation and the reduction of their polymeric chain. Thus, degradation is more evident in the case of recycled PP, because of their prior processing.30,31 This creates microvoids in the composite, which helps to accommodate water intake.
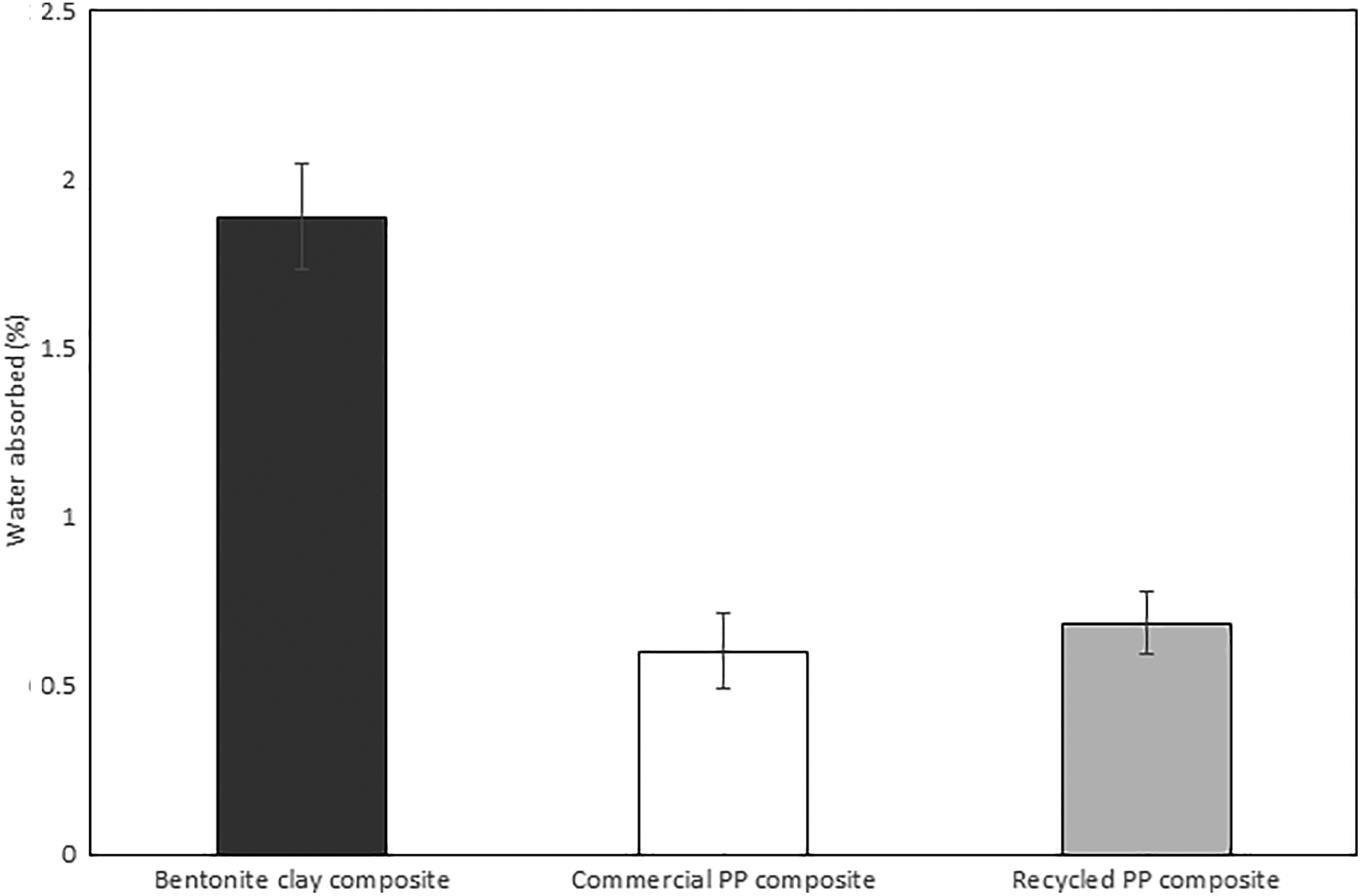
Comparison of water absorption characteristics of prepared silk and glass fiber (10 wt% at fiber ratio of 1:1)-reinforced hybrid PP composites.
Thermogravimetric analysis
TGA and DTGA curves of various prepared composites are shown in Figure 7. From the figure, it is observed that after the addition of bentonite clay, thermal stability of the composite increased. Thermal degradation occurred at around 235.2–394.1°C as compared to around 229.5–388.4°C for composite without bentonite clay. Residual product increased slightly from 5.74% to 6.08% with the addition of bentonite clay. The increase in thermal stability was due to the presence of clay layers, which minimized permeability of volatile degradation product to the material and maximize the heat insulation.11,20 For the composite containing recycled PP, thermal degradation occurred at around 232.7–395.4°C as compared to around 229.5–388.4°C for composite with commercial grade PP as the matrix. This shows that recycled PP matrix made the composite slightly more thermally stable than commercial PP matrix. A smaller amount of residues (2.47%) remained after degradation of the composites made up of recycled PP as compared to 5.74% residual products for commercial PP as the matrix.
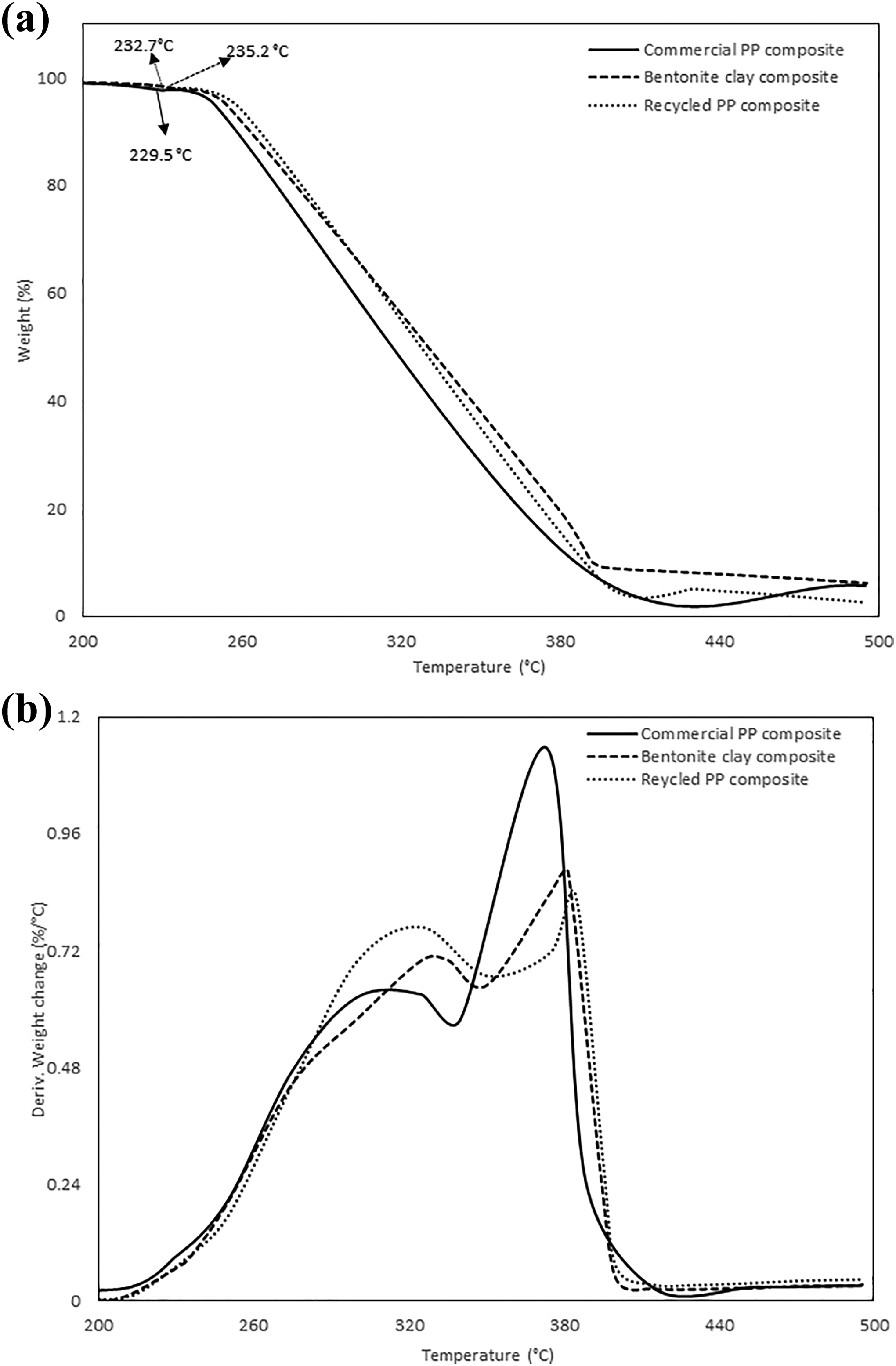
(a) TGA and (b) DTGA curves of prepared silk and glass fiber (10 wt% at fiber ratio of 1:1)-reinforced hybrid PP composites.
Conclusions
In the present research, three types of composites were prepared with commercial grade PP matrix, recycled PP matrix, and bentonite clay as the filler content keeping the fiber ratio of 1:1 and fiber loading of 10 wt%. The following outcome can be concluded from this research: Recycled PP matrix decreased the tensile strength of the composite due to degradation experienced by the polymer during their use and the stages of recycling. Bentonite clay addition decreased the tensile strength due to the formation of clay tactoid. It was also observed that for both case with the change in matrix and addition of filler, Young’s modulus improved significantly. The flexural properties decreased significantly for the composite with bentonite clay addition due to the brittle nature of the clay added. However, flexural modulus only increased for the composite with recycled PP matrix as it lowers the melt viscosity of the composite due to degradation. Impact strength increased but hardness decreased for both case with the change in matrix and addition of filler content of the composite. Water absorption increased significantly for the composite with bentonite clay due to the hydrophilic nature of the clay particles. Thermal stability increased for both the composite with recycled PP matrix and bentonite clay addition. The prepared composites with improved properties may be used in producing various automotive parts such as various panels, shelves, trim parts, and brake shoes.