
Abstract
A scanning experimental design that uses Taguchi methodology allowed to apply an orthogonal type model L12 to determine the optimal formulation and process variables—in two levels—to obtain extruded polyethylene (PE) composites with Tetra Pak multilayer cartons. The variables of the first type were the following: types of PE and mixtures of ethylenic copolymer processing aids; particle size; content of milled Tetra Pak containers, zinc oxide lubricant, mixtures of ethylenic copolymer processing aids, calcium carbonate, stearic acid, and titanate coupling agent. The variables of the second type were the speed and temperature profile of the extruder. This methodology applied two criteria for the evaluation of results, the separate analysis and the evaluation of multiple criteria of response parameters. The results showed the most important independent variables that affected the response parameters, being the extrusion speed with 49.8%, the type of PE with 18.4%, and the mixture of ethylenic copolymer processing aids with 8.1%. The optimal run showed the expected favorable results, such as plasticity with 89.6 cm/cm, mass flow with 0.80 kg/h, density with 1.11 kg/m3, torque with 574 mg, molten mass pressure of 111 lbf/in2, temperature of fusion of 149°C, impact resistance of 32 J/m, tensile strength of 11 MPa, and flexural modulus of 314 MPa.
Keywords
Introduction
The Tetra Pak multilayer cardboard containers, popularly known as Tetra Pak cartons, are comprised of paper (75%), polyethylene (PE) (20%), and aluminum (5%).1,2 The main function of this container is to conserve liquid foodstuffs in good condition without refrigeration, before opening. This container combines the qualities of each one of the elements that compose it. The cardboard confers rigidity and physical-mechanical resistance to the container and supports the exterior printing. The PE functions as an adhesive between the layers of laminate materials and it is waterproof to many liquids, thus protecting the cardboard from humidity, while the aluminum protects the container from the penetration of light and oxygen. 2 However, these food containers are disposable and once used, they become part of the urban solid waste that needs to be managed properly to reduce or avoid a negative impact on the environment. During 2017, Tetra Pak Company, the main producer of multilayer cardboard containers, produced 188,000 million of these containers worldwide, 3 which was equivalent to almost 6 million tons per year, where only 25% was recycled. 4
The recycling of Tetra Pak cartons generates, within their life cycle, important ecofriendly benefits, such as the reduction of energy by 6%, the reduction in water consumption (8%), wood (11%), and reforested areas (10%). 5 In Mexico, it is estimated an annual production of 7000 million Tetra Pak cartons, 6 which is equivalent to approximately 140,000 tons.
At present, the two most common forms of recycling the materials that form this multilayer cardboard container are as follows: the separate exploitation of each one of the materials or the joint exploitation of all the components. The first option includes two separation techniques: hydropulping and delamination. 7 Hydropulping is the method most used worldwide for recycling Tetra Pak cartons and involves the separation of the cardboard fibers from the layers of PE and aluminum in an aqueous medium. The recovered cellulose fibers then pass to the process of paper or cardboard production with which bags, sacks, cases, and cardboard boxes are produced. 8 The other components recovered are PE films with adhered aluminum, which can be recycled in various forms. One of these consists in grinding the films alone or in combination with other materials, then they are processed by extrusion to obtain pellets of PE with aluminum, named in the market as “poly-aluminum,” which can be employed for the production of different articles such as boards, corrugated laminates, plant pots, and plastic wood, among others. To achieve this goal, the proposals are to produce a variety of polymeric composites from the “poly-aluminum” by mixing it with PEs, 9 PE terephthalate, 10 alone or with various fillers.11–13 One more option consists in taking advantage of their combustion to generate heat, which can be used to dry the paper pulp in the hydropulping process or to generate electricity. Finally, another possibility is to place the “poly-aluminum” residues in cement ovens, 14 where the first material functions as fuel and the second forms a compound, which is useful for the cement.
The second form involves the recycling of Tetra Pak cartons employing all their components. This can be done by using these containers as alternate fuel to generate energy or by the fabrication of agglomerated boards. The latter, at first proposed in Germany in the 1980s, consists of a process to obtain particleboards, which uses the group of components of the Tetra Pak cartons. This process involves molding by compression at high temperature of the crushed multilayer cardboard to obtain particleboards 15 similar to those of wood sawdust. The advantage of this new board, in comparison with the conventional boards, resides in its greater impermeability and in the fact that it does not generate residues. These boards are employed in the construction industry for the fabrication of houses and furniture and are also used as substitutes of wood. The technique of compression molding used to produce the boards is a low productivity technique. Therefore, although it requires lower investment costs in machinery, however the production costs are high. It is for this reason that many companies, which started producing boards with this technique, had to close their doors and are no longer in the market for recycled products made with Tetra Pak cartons. It is of great importance therefore to develop profitable processing technologies to recycle this type of containers.
In this sense, the extrusion of plastics is a process that would allow the continuous production of a variety of products that use plastic materials mixed with complete multilayer cardboard containers, which are only milled and recycled. The extrusion is a common technique in the processing of plastics, which facilitates the continuous obtention of different classes of products, such as bags, fibers, ropes, piping, construction profiles, and blow-molded containers, among others. The types of plastics employed in extruded products are numerous, among which can be found PE, polypropylene, polyvinyl chloride, acrylonitrile–butadiene–styrene, thermoplastic elastomers, polyamide, polyester, and polycarbonate. The manufacture of products with specific properties can be achieved by the addition of additives, fillers, and reinforcements to both the virgin and the recycled plastics, where the recycling of the multilayer cardboard containers could play an important role in the recycling of plastics through their inclusion as filler, thereby lowering the production costs of the product. As already mentioned, the Tetra Pak cartons recycling produces paper and “poly-aluminum,” where the latter material can be processed by extrusion to produce corrugated sheets and some other products, individually or in combination with other polyolefins. 9 Few publications have reported the complete extrusion of Tetra Pak cartons, where it has been combined with low-density PE (LDPE). One of them studied the effect of adding a coupling agent of the PE type with a grafted maleic anhydride (MAPE) to mixtures of Tetra Pak cartons and LDPE.16,17 These investigations used contents of Tetra Pak cartons of 0, 10, 20, and 30% in LDPE, and contents of 0–3% of MAPE. It found that the addition of MAPE improves the properties of tensile strength and stiffness.
In the experimental orthogonal design used the Taguchi method that employed in several plastic materials processing and design studies, it was necessary to identify the independent variables, which have more influence on the results. This identification is also done for optimizing these variables and to meet specific objectives of efficiency and quality.18–23 Thus one study investigated the reduction of warping in injected pieces employing an orthogonal design L9, in which the optimal run of the four variables studied was identified; these were molten mass temperature, filling time, packaging pressure, and packaging time. 18 In a similar study, orthogonal designs were applied experimental designs L18 and L8 to determine the optimal run to reduce shrinking in injected pieces taking into consideration the injection speed, molten mass temperature, injection pressure, holding pressure, holding time, and cooling time. A design without interactions was considered first and then a design considering some interactions between variables. 20 This type of orthogonal design is used by the Taguchi method in plastic extrusion studies.21–23 Thus, in one study, it was possible to determine the optimal run in the extrusion of pipes to minimize the defects in pipelines and waste, where the effect of pipe flow speed was evaluated, as well as the molten mass temperature and the extrusion speed, with the application of an orthogonal design, L9. 21 In another study, the extrusion variables, which can intervene to reduce the changes in wall thickness, 22 were determined, and in other one, it was possible to determine the optimal conditions for the extrusion of nylon to obtain electric cable. 23 In these studies, the Taguchi method generally employs the signal-to-noise ratio and the analysis of variance (ANOVA) for the analysis of results and the determination of the optimal run.
Given the current interest shown by the industry to reduce its carbon footprint, and in response to government pressure, scientific and technological studies have been encouraged to increase the use of recycling waste. As in the case of cardboard containers, the objective of this study is to recycle them by converting them to wood plastic composites (WPC), using an extrusion method and employing mixtures of these multilayer cardboard containers with PEs, coupling agents, processing aids, and mineral fillers. Many independent variables are involved in two levels, thus an experimental design is used which allows the use of a reduced number of experiments to identify which of these proposed variables are the most important according to the evaluations of their performance.
Based on the above description, this study determined which of the formulation variables and which of extrusion processing variables selected were the most influencing on processability and final properties of the product. This required determining by scanning testing analysis optimal conditions. Processability was evaluated in terms of the pressure and temperature of the molten mass, the torque, the production, and the plasticity of the resulting material. The physical property of the product required to be determined was the density, whereas the mechanical properties to be evaluated were impact strength, flexural strength, and stiffness.
Experimental
Materials
Polyethylene
High-density PE (HDPE) 61030, blown grade, with a flow index of 3 g/10 min and HDPE 60120 injection grade of 12 g/10 min, both of the Padmex brand, were used as polymer matrices and supplied by DonRamis, S.A. de C.V. (Estado de México, México).
Multilayer cardboard containers (fiber)
Tetra Pak cartons were provided by the Lala S.A. de C.V. (Mérida, Yucatán, México), to be used as reinforcement or fiber. The containers were cut, cleaned, and processed in a blade mill Pagani sold by Dycomet S.A. de C.V. (Ciudad de México, México), which has a 3 mm mesh incorporated in the mill. The milled material was separated into two fractions using Rotap equipment, model RX-29, manufactered by W.S. Tyler (Ohio, USA) with sieves, numbers 20 and 50, employing only the fractions retained in each sieve. Once separated, the material was dried in a convection stove at a constant temperature of 105°C for a period of 24 h and stored in plastic bags until it was mixed with the other materials. The quantities of fiber used were selected in accordance with the results of studies carried out on polymeric materials reinforced with natural fibers, which determined a good mechanical performance in composites of 20–30% of fiber. Therefore, this investigation takes into consideration the inclusion of two quantities of fiber, 20% and 30%, respectively, as the two high and low levels of the experimental design.
Mineral fillers
It was used as mineral filler precipitated calcium carbonate provided by Técnica Mineral S.A. de C.V. (Tlaquepaque, Jalisco, México), with an average particle size of 5 µm and density of 2.70 g/cm3. The calcium carbonate previously dried at a temperature of 105°C for 24 h, in a convection air stove. This process was carried out to eliminate the presence of moisture, which the calcium carbonate could have absorbed or retained during storage. Finally, this filler was stored in plastic bags. The selection of this filler was carried out in accordance with bibliographic revision.24,25 Zinc oxide procured from J.T. Baker S.A. de C.V. (Xalostoc, Estado de México, México) was also used as mineral filler. The concentration was determined according to bibliographic revision and considered as parts per hundred resin (phr). 24
Coupling agent
Titanate KR44 of the Kenrich Petrochemicals Inc. (New Jersey, USA) was used as the coupling agent. This agent was dissolved in isopropyl alcohol to facilitate its application on the fiber, which was subsequently dried before being used.
Processing aids
Two types of mixtures of ethylenic copolymer processing aids were employed, which were made with three commercial processing aids, Engage 8407, Engage 8411, and Engage 8100 from Dow Química Mexicana, S.A. de C.V. (Ciudad de México, México), with melt flow indexes (MFIs) of 30, 18, and 1 g/10 min, respectively. Mixture 1 consisted of 50:50 of Engage 8407 and Engage 8411, and mixture 2 consisted of 50:50 of Engage 8411 and Engage 8100. The other processing aid was a stearic acid of Productos Químicos Monterrey S.A. (Nuevo León, México), which was used in the form of flakes.
Experimental design
The general methodology applied in this study is shown in Figures 1 and 2, where it established all the steps to obtain the optimal run through Taguchi method in the experimental design.
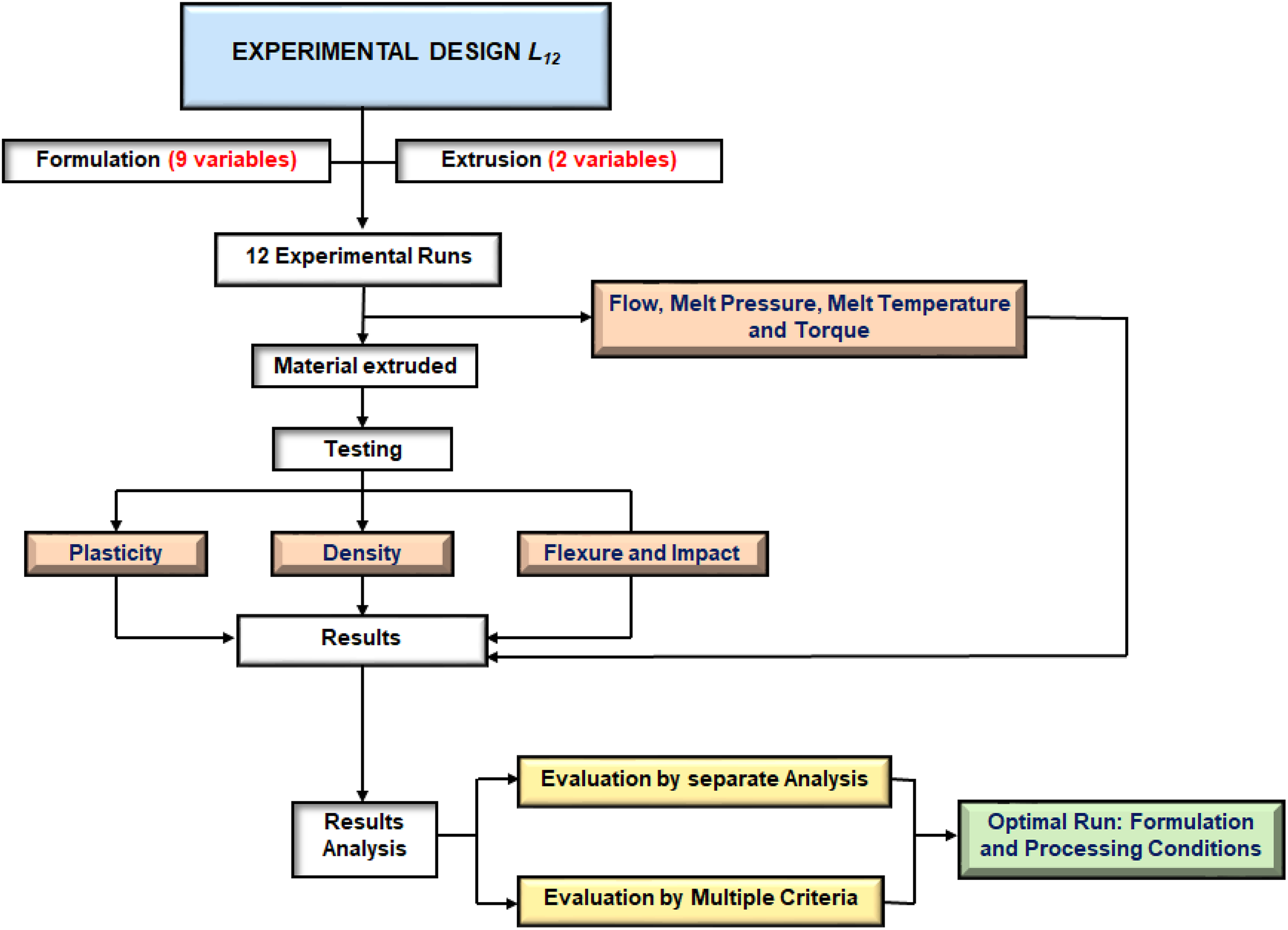
Experimental design applied to obtain the optimal run through Taguchi method, where it was evaluated the effect of formulation and extrusion variables over processing parameters and physical and mechanical properties of Tetra Pak carton composites.
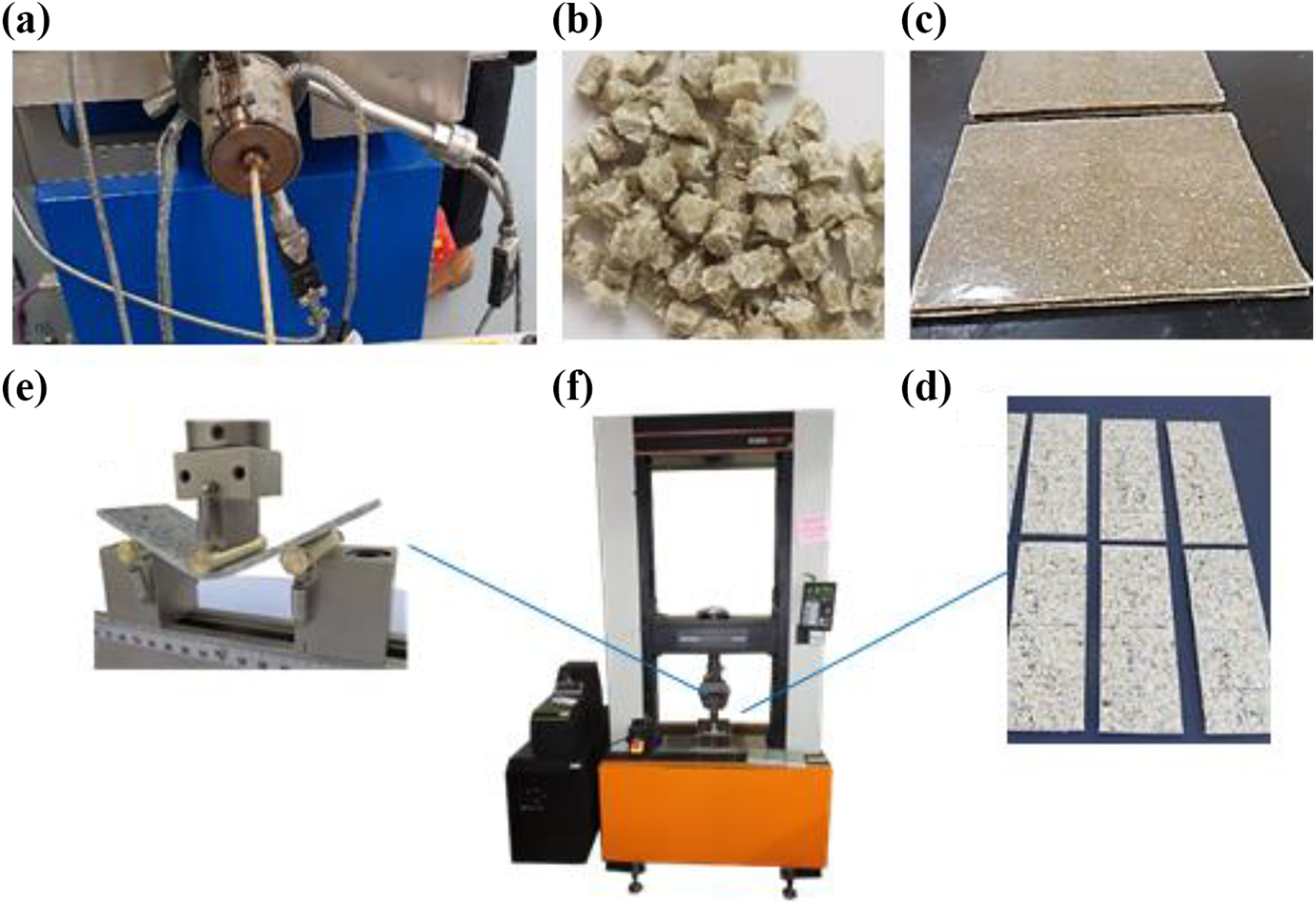
Experimental methodology: (a) extrusion of the formulations, (b) pellets obtained from the extrusion process, (c) molded plaques made with pellets, (d) samples prepared from molded plaques, (e) flexural testing, and (f) universal machine to obtain flexural properties.
This method is based on the reduction of the variability around an objective. With this technique, it was possible to evaluate the influence of a large number of independent variables by means of a reduced number of experimental runs. 26 A scanning experimental design was used because it allowed us to determine which was from many independent variables considered to be affected in a greater extent among the processability and properties of the resulting compounds. This used an analysis of results through noise analysis and multiple criteria. Thus the experimental design of this type had immediate results where the conditions of the optimal run were obtained.
In order to establish the conditions of each experiment, 11 independent variables were selected at two levels each one; the level being understood as the minimum and maximum quantitative value of each variable, or the qualitative value of two different types employed of the variable mentioned.
The two levels of each of the 11 independent variables selected here were determined according to an exhaustive analysis of the commercial, scientific and technological information, and the available data for each variable, determining the side values of the most used average interval. For example, it was determined that there are two types of HDPEs, which are used mainly in the production of plastic goods, one for injection and another for extrusion; and that there are two types of particle sizes that are commonly used for WPC. Therefore, when the Tetra Pak containers are milled with a 3 mm mesh, the material is sieved using the most common meshes used for WPC (corresponding to meshes 20 and 50). This defined two sizes of ground particles: in one case, the retained material used was coming from only mesh 20, and in the other case, the material used came from both meshes (20 and 50). As it is a scanning design, it was not considered that three or more levels were needed for none of the variables, since the number of experiments would have increased considerably. The main objective of this study was to determine the optimal run using these two levels of each independent variable considered. In addition, this type of research aims to promote an easy way to recycle Tetra Pak containers by extrusion with PE, mineral fillers, lubricants, processing aids, and a coupling agent, to the best conditions of the extrusion process, which would be applied to obtain WPC in the form of various profiles for the construction industry, the furniture industry, and for general purposes.
In Table 1, the independent variables which are considered capable of affecting the processability and the mechanical and physical properties of the mixtures are specified, as well as the level employed for each one. Once the independent variables and their levels were chosen, an orthogonal design L12 was selected as the best for the development of the experiments, after running the program of experimental orthogonal designs Taguchi Qualitek-4. 27 The experimental design L12 consists of 12 different experiments, each one with a formulation and specific processing conditions, which include all the variables selected. Table 2 presents the orthogonal design L12 implemented in this study.
Levels of each independent variable.
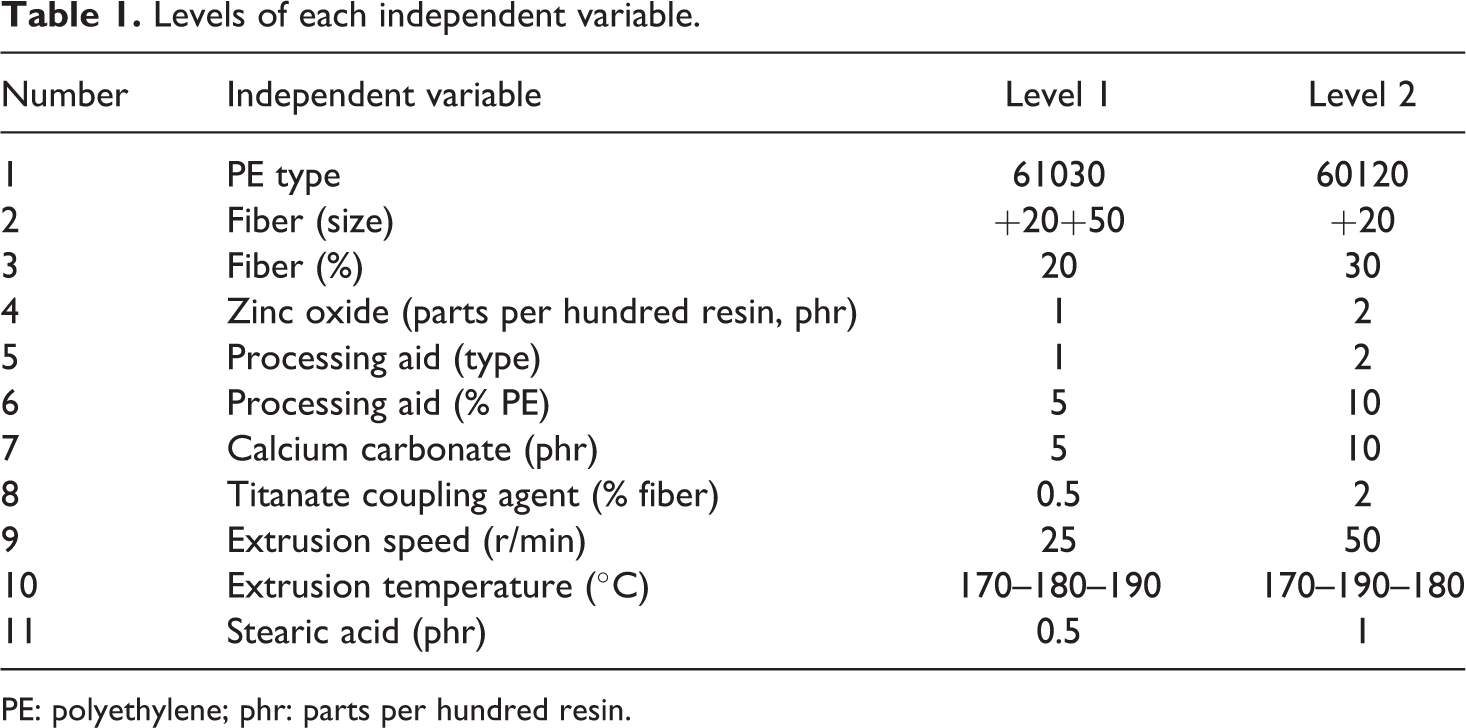
PE: polyethylene; phr: parts per hundred resin.
Experimental design L12.
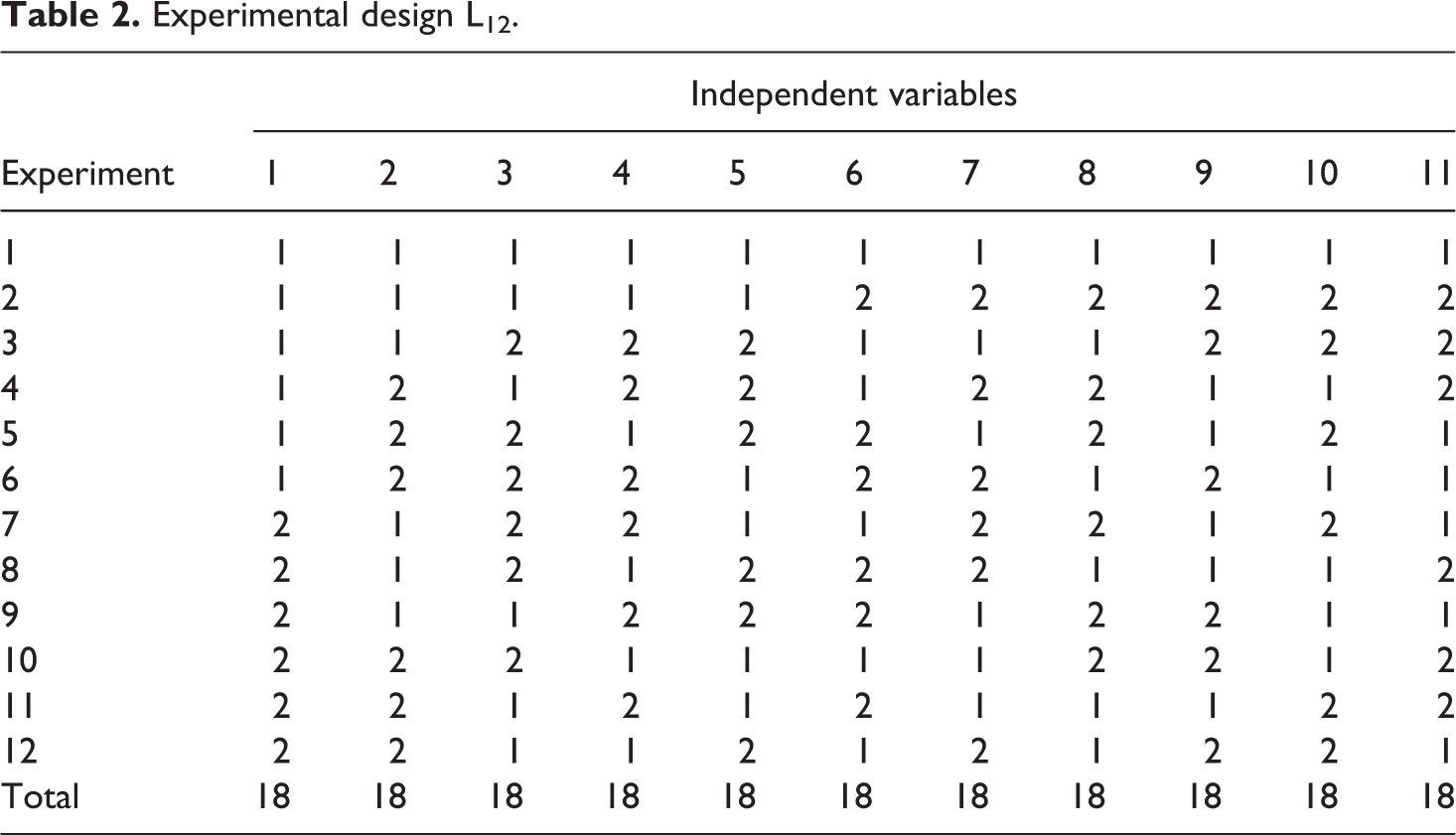
The first line represents 11 independent variables or selected factors. The first column represents the 12 experiments carried out. Numbers 1 and 2 represent the levels of each factor used for each experiment. Number 18 indicates that the sum of the levels is the same for each experiment, thereby ensuring that it is an orthogonal design. For example, experiment 1 was formulated using level 1 for all the factors, and a similar form was used for all the others.
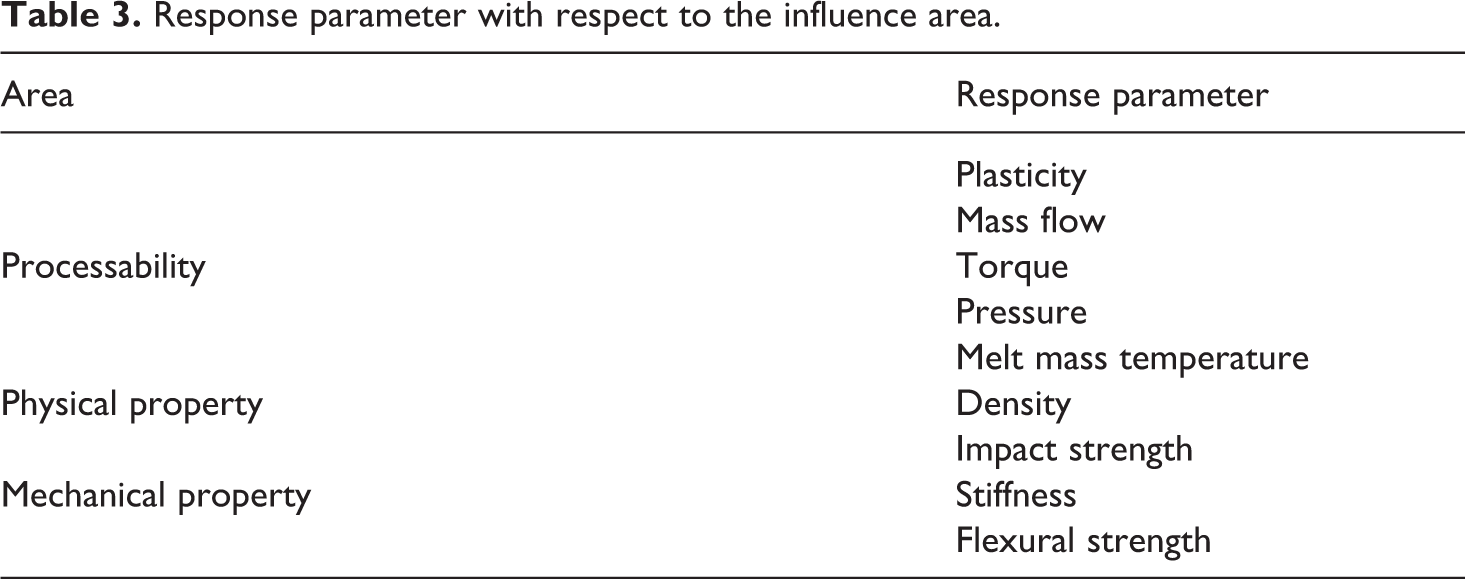
In general, 12 experimental runs were carried out, with six repetitions for each one. The order of the experiments was conducted randomly. In order to evaluate the independent variables of formulation and processing, different response parameters were chosen for measurement (i.e. dependent variables). These response parameters are presented in Table 3, according to the area over which they have an influence, such as processability, physical properties, and mechanical properties.
Response parameter with respect to the influence area.
Methodology analysis
The data collected were examined, employing the same program used for the experimental design, which calculates the influence (in percentage) of the independent variables in each of the parameters selected as responses, considering the experimental error. The analysis of results includes calculations of the principal effects, ANOVA table, and optimal conditions.
The results were evaluated in two different ways. 27 In the first, the variances of each response parameter were analyzed, employing two different analyses, using the average results of the experiments and employing the signal-to-noise ratio selected appropriately, according to the case. In both cases, the first was chosen, the characteristic of quality desired for each response parameter, considering only two options, the characteristic of quality “bigger is better” or “smaller is better,” depending on how the response parameter should be optimized. For example, in the case of mass flow, the quality characteristic “bigger is better” was chosen, given that the optimal or ideal is to obtain the largest quantity of material in time unit.
The use of the signal-to-noise ratio is recommended when more than one sample is obtained per testing condition. In this case, six samples were obtained. Thus for molten mass pressure, molten mass temperature, torque, and density, the system was optimized when the response was as small as it could possibly be (i.e. “smaller is better”). For the mass flow, plasticity, resistance to impact, stiffness, and flexural strength, the system was optimized when the response was as large as it could possibly be (i.e. “bigger is better”).
The second method of analysis is known as multiple criteria evaluation. This was used due to the need to satisfy more than one objective or response parameter. The results obtained from each response were included in the program, and each one retains their desired characteristic of quality “bigger is better” or “smaller is better,” giving each one a relative weight in percentage. This percentage was determined with a previous analysis of the order of the parameters, according to their technological importance. The percentage given to each independent variable is shown in Table 4.
Relative weight and characteristic of quality employed for each variable.
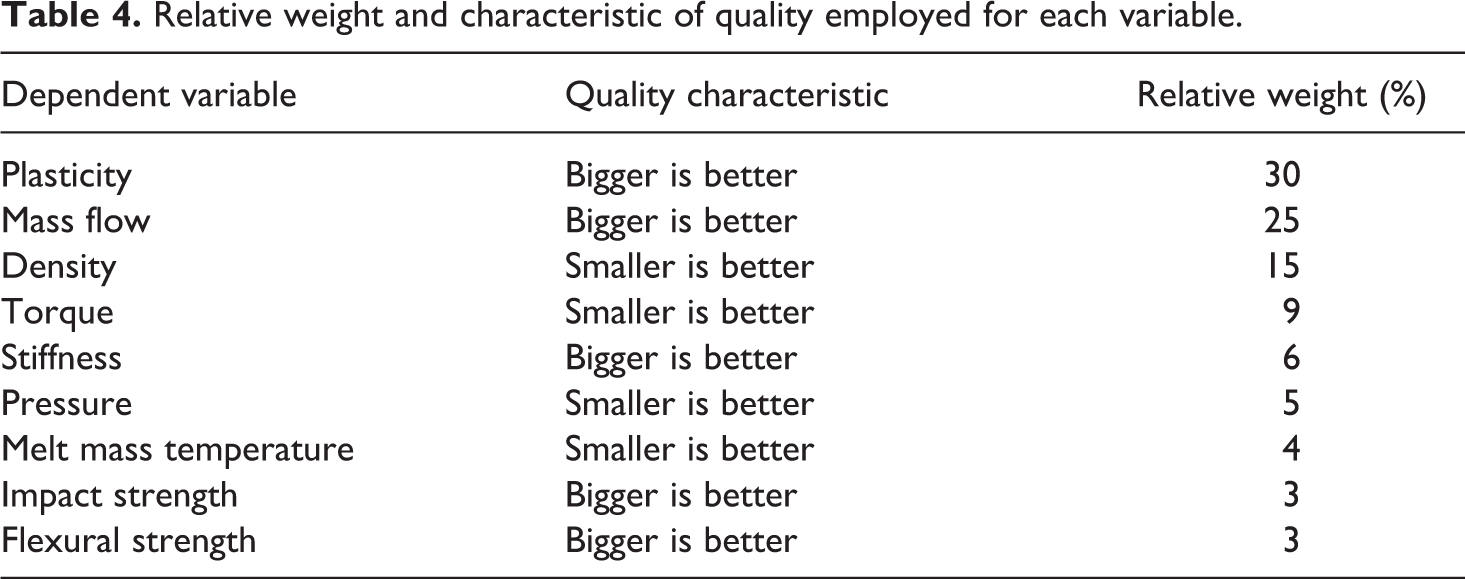
Since each independent variable has a different unit of measurement, it was necessary to normalize the results, obtaining values from 0 to 100. In order to carry out the normalization, first the maximum and minimum values registered for each independent variable were determined. Thus for each experiment, the results of six repetitions of each independent variable were introduced in the program. In order to obtain the normalized value, two different formulas were employed, depending on the characteristic of quality.
In this way, for mass flow, plasticity, impact strength, stiffness, and flexural strength, the characteristic of selected quality was “bigger is better,” whereas for molten mass pressure, molten mass temperature, torque, and density, the characteristic of quality selected was “smaller is better.”
Once the normalized results were obtained, they were then analyzed by two methods, employing the signal-to-noise ratio “bigger is better” and by the analysis of the average of results, also taking into consideration the characteristic of quality “bigger is better.” From these results, a variance table was obtained.
Procedure for the calculation of the contribution
In order to obtain the contribution (in percentage) for any method of analysis and for each response parameter, the following equation was employed

where Si is the sum of the square by factor and ST is the total sum of squares, where in each one, the individual results of each experiment are involved in each one of their levels. In order to determine the dependent variables with greater influence, two criteria were taken, the Pareto Principle and the error. The first consists in ordering the contributions (in percentage) in descending order and selecting the dependent variables with high contribution, until the sum of their variables is close to 80%. Once the first criterion was employed, it was verified that all these variables complied with the second criterion, which consisted in verifying that the contribution (in percentage) of the variables selected was greater than the contribution (in percentage) of the error.
From the results obtained by both methods, the optimal run was determined and it was evaluated to corroborate the outcomes. Here were used as reference those formulations determined by the experimental design L12, described as 12 particular experimental runs shown in Table 2, where the two levels of each of the 11 independent variables involved were considered. The analysis of results by means of separate analysis and multiple criteria allowed to determine, develop, and validate the optimal formulation, with its optimal processing conditions, using different quality criteria according to the type of response in processability and physical and mechanical properties. That is, for each dependent variable, a set of results was determined which allowed to calculate an average value, a maximum value, and a minimum value, all of them useful values to apply the corresponding quality criteria.
Composite processing
Mixture
The composites were formulated according to the experimental design and were mixed homogeneously for 10 min, after which they were bagged and sealed to avoid the absorption of humidity by the compounds, which would affect the extrusion process and the final characteristics of the product.
Calibration of the extrusion temperature
Before initiating the experimental runs in the extruder, the temperature of the molten mass of the material was determined, which in this case was virgin PE. This was processed at the speed and temperature of extrusion of the run in turn, according to the values previously shown in Tables 1 and 2. The first table showed the temperature profiles used in the experiments as follows: level 1 was a lineal and ascendant profile, 170–180–190°C, and level 2 was a parabolic profile, 170–190–180°C. In the same way, the extrusion speed was 25 and 50 r/min, respectively, for levels 1 and 2. The experimental design generated four possible combinations with these variables. In this way, before carrying out a run, the PE was passed through the dies until the obtention of an extruded material with the same temperature of molten mass as the reference material. Subsequently, the extrusion was initiated with the planned formulation. All of which was carried out to generate similar conditions for the repetitions of each experimental run.
Extrusion of material and measurements
A corotatory, conical double screw extruder Brabender manufactured by C.W. Brabender Instruments Inc. (New Jersey, USA), of one L/D of 20, model CTSE-V/Mark-II, with a circular die, 3/8″ in diameter was employed to extrude the material. The temperature employed in each of the three areas of extruder heating was governed by the experimental design, previously shown in Tables 1 and 2. The extrusion of each experiment was carried out randomly.
Before taking the measurements and samples, a considerable quantity of extruded material was allowed to pass through the dies until it was considered that there was no more PE to purge. Subsequently, samples were taken every 36 s, to determine the mass flow. In each run, the temperature and pressure of the molten mass and the torque were registered (Figure 3). The extruder hopper was cleaned after each extrusion to avoid contamination.

Typical extruded samples obtained from extrusion experiments. As an example, extruded samples obtained from run 6 of the experimental design L12 are showed.
Mechanical properties
Two mechanical properties were evaluated, bending and impact, following the norms ASTM D790 28 and ASTM D256, 29 respectively. The material used for the elaboration of the test pieces was the material obtained from the extrusion, which was ground in a Pagani blade mill and sifted through the 3 mm mesh of the same mill. The material recovered was sifted through a number 10 mesh to eliminate the fine powders and to ensure that these do not affect the compression molding process. Only the material retained on the mesh was used and it was stored in a triple PE bag to protect it from humidity. Molded plaques were prepared by compression molding with the specific thicknesses, from which the test pieces were cut and prepared, each one according to their respective norm (Figure 4).
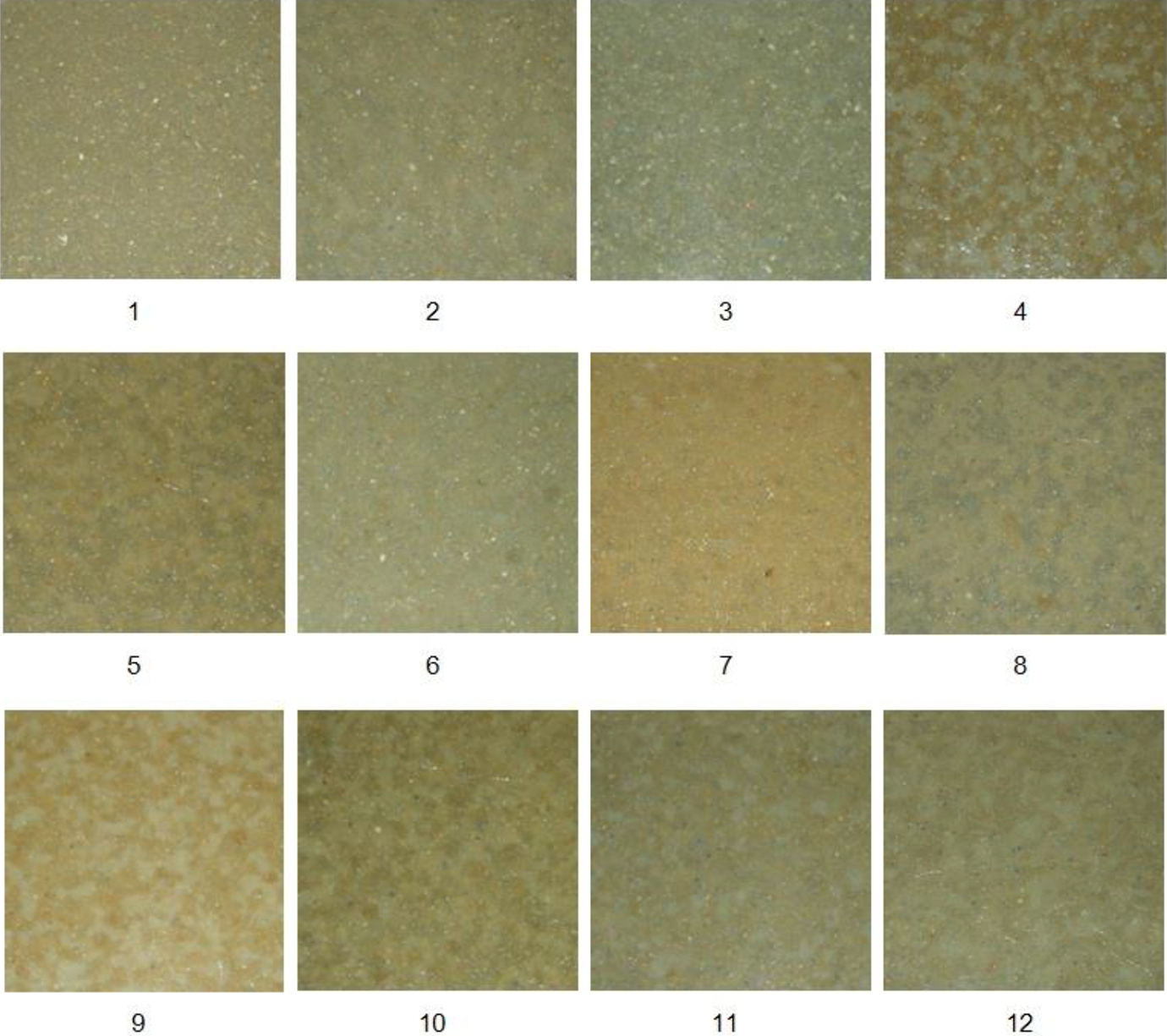
Molded plaques with the pellets obtained from each run in the extruder of L12 design experiment.
All the test pieces were transported to the mechanical testing laboratory at least 1 day before the test to condition them to the relative humidity and environmental temperature of the test.
Bending tests
The test pieces were subjected to bending forces in an Instron Universal testing machine, model 1125, manufactured by Illinois Tool Works Inc. (Massachusetts, USA) employing a load cell of 500 kg, at a crosshead speed of 13.65 mm/min and a distance between the supports of 51.2 mm. The method employed was procedure B from ASTM D790. 28 The results reported were analyzed using the software series IX of an Instron machine.
Impact tests
The test pieces were subjected to the Izod impact test in accordance with the norm ASTM D256 29 in an impact pendulum, model Resil 25-6545, Ceast brand, supplied by Cientec, S.A. de C.V. (Jalisco, México), employing a hammer of 0.5 J.
Physical properties
Plasticity
The plasticity of the material consisted in determining its facility to extend radially in a molten state when the extruded material is compressed by means of a compression molding. This was carried out with two hot plates at 145°C and a pressure of 5.7 kg/cm2 over a period of 7 min, and a cooling time of 20 min. It was considered that the dimensions of the samples before and after the compression were equivalent to having circular areas. Once the material had cooled, its final equivalent diameter and the average thickness of the material were determined. Six repetitions for each experimental run were performed. The plasticity was determined by the relationship of changes in their diameters and thicknesses in accordance with the following equation

where D1 and E1 are the equivalent diameter and thickness before the molding test and D2 and E2 are the equivalent diameter and thickness after the compression test, where D is determined according to its real area, which would be equivalent to a circumference in the following form

Density of the extruded material
The density of each extruded material was determined by means of a pycnometer, employing the norm ASTM D792, 30 which consists in determining the mass of the volume displaced in the test liquid, of known density, and thus with the data of mass and volume obtained, the density of the extruded material is determined.
Results and discussion
The results for each experimental run were obtained during the extrusion run, such as the mass flow, torque, and molten mass pressure and temperature, as well as the results obtained in previous tests, such as plasticity, density, flexural strength, stiffness, and impact strength. The average value and the signal-to-noise ratio of each experimental run were obtained. For the analysis of multiple criteria, it was necessary to normalize the data generated in each run, to obtain standardized data and to be able to analyze them, according to the performance criteria considered, “bigger is better” or “smaller is better.” In Tables 5 to 7, examples of this kind of results are shown, where is showed the coefficient of variation (COV).
Experimental results of torque (mg).
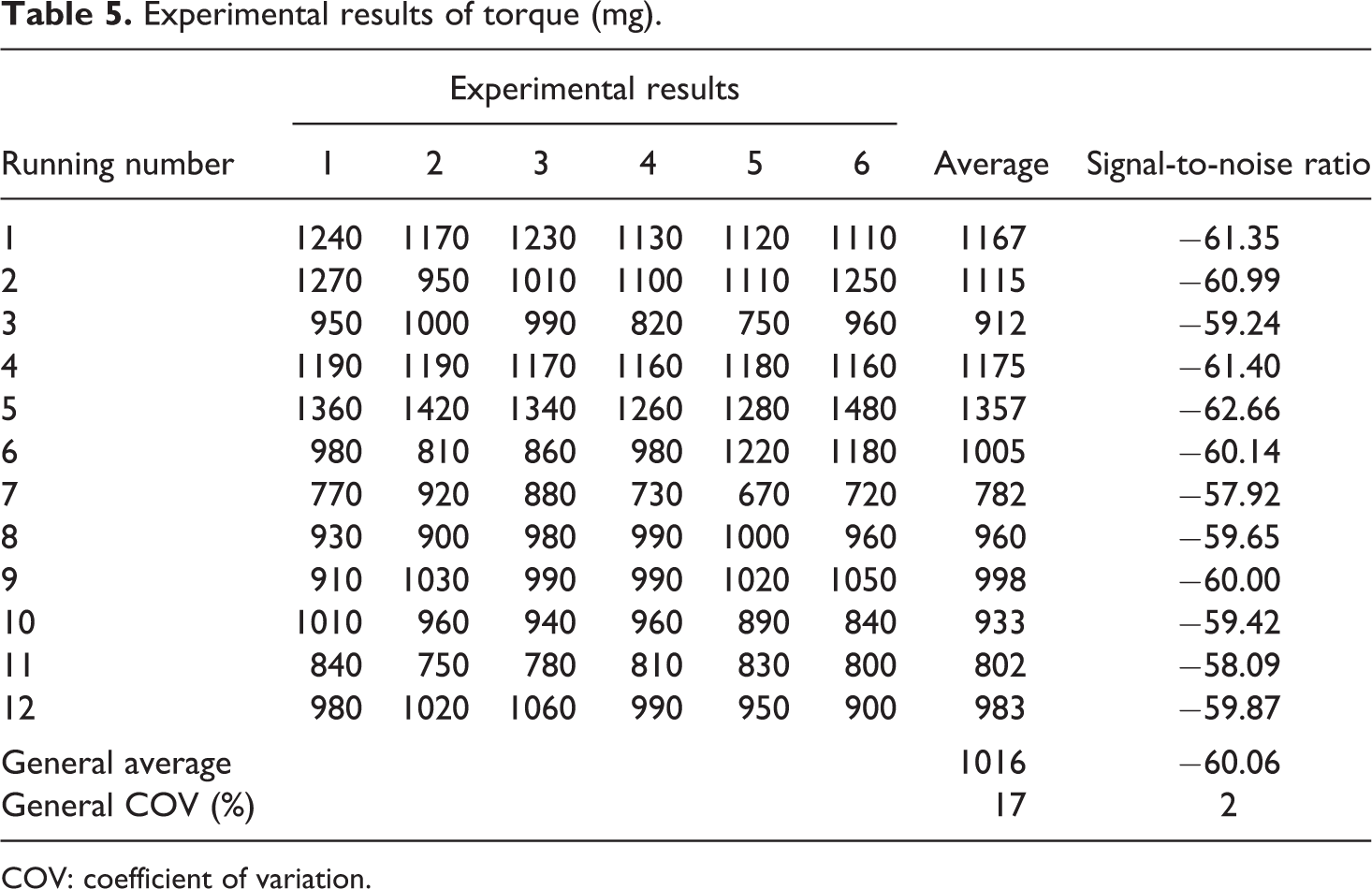
COV: coefficient of variation.
Experimental results of molten mass temperature (°C).
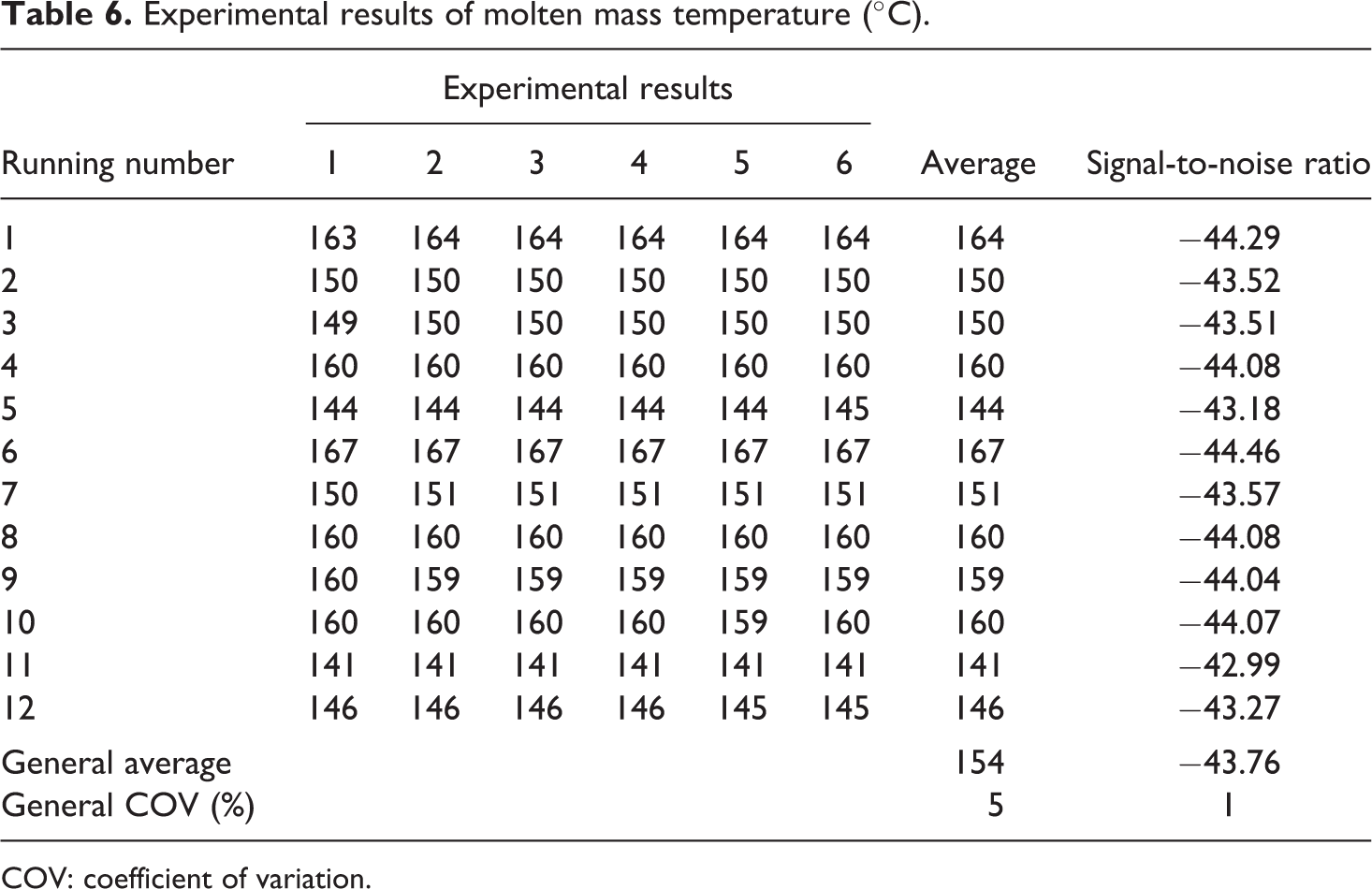
COV: coefficient of variation.
Experimental results of flexural strength (MPa).
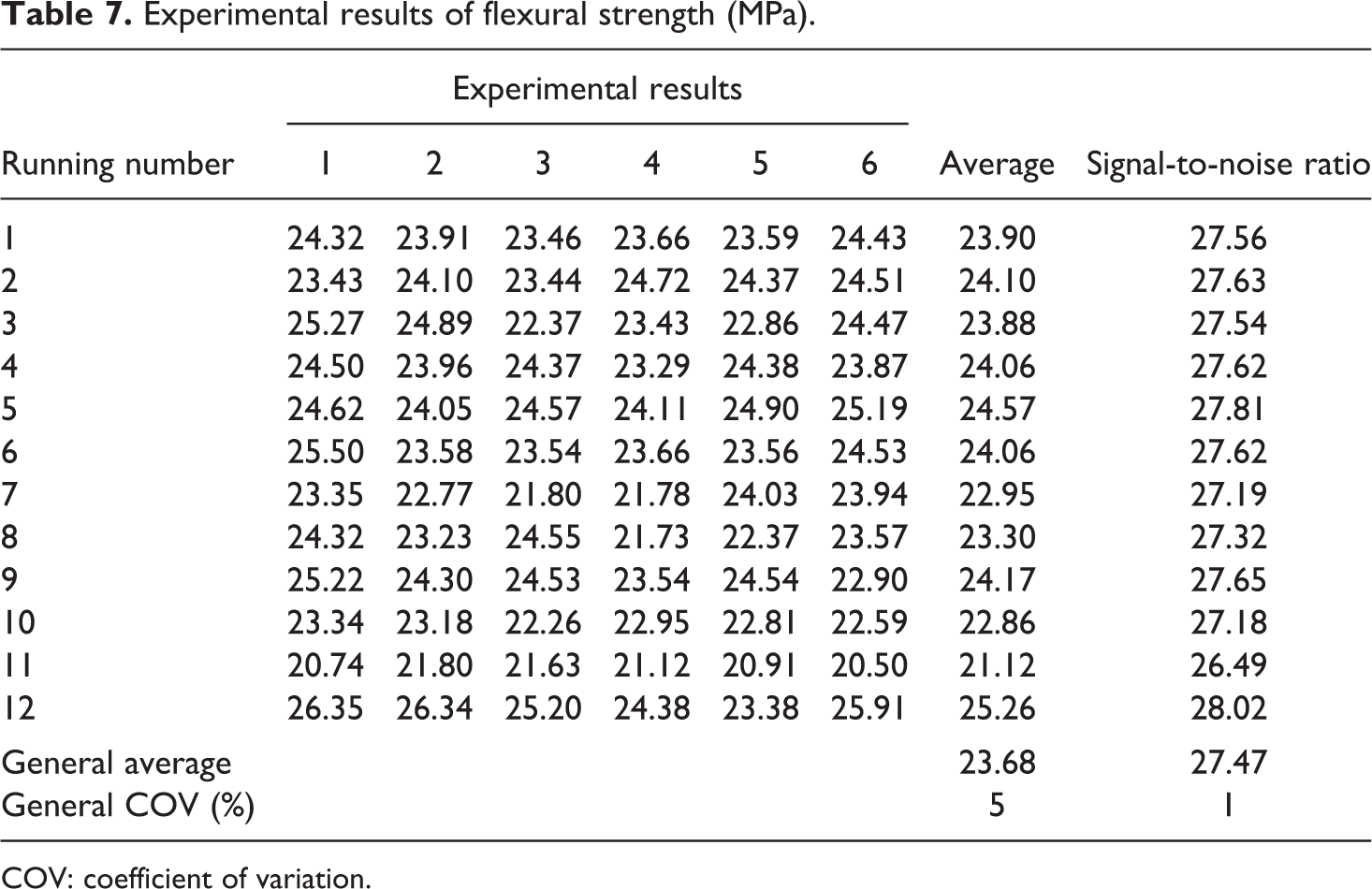
COV: coefficient of variation.
Effect of independent variables on the response parameters
Separate analysis
First, graphs were made of data from the level effect of each independent variable on processability and physical and mechanical properties, where only one of these graphs is shown. They were made to analyze how the quality criterion is affected for each level of each independent variable. Thus, as example, Figure 5 shows the behavior of this on mass flow. Here, since the quality criterion was “bigger is better,” it can be found that this property had higher values when the level 2 of extrusion speed and temperature of the extrusion process and stearic acid content was used. A lower high level of mass flow was found when the level 1 content of the mixture of processing aids, calcium carbonate, and coupling agent was used.
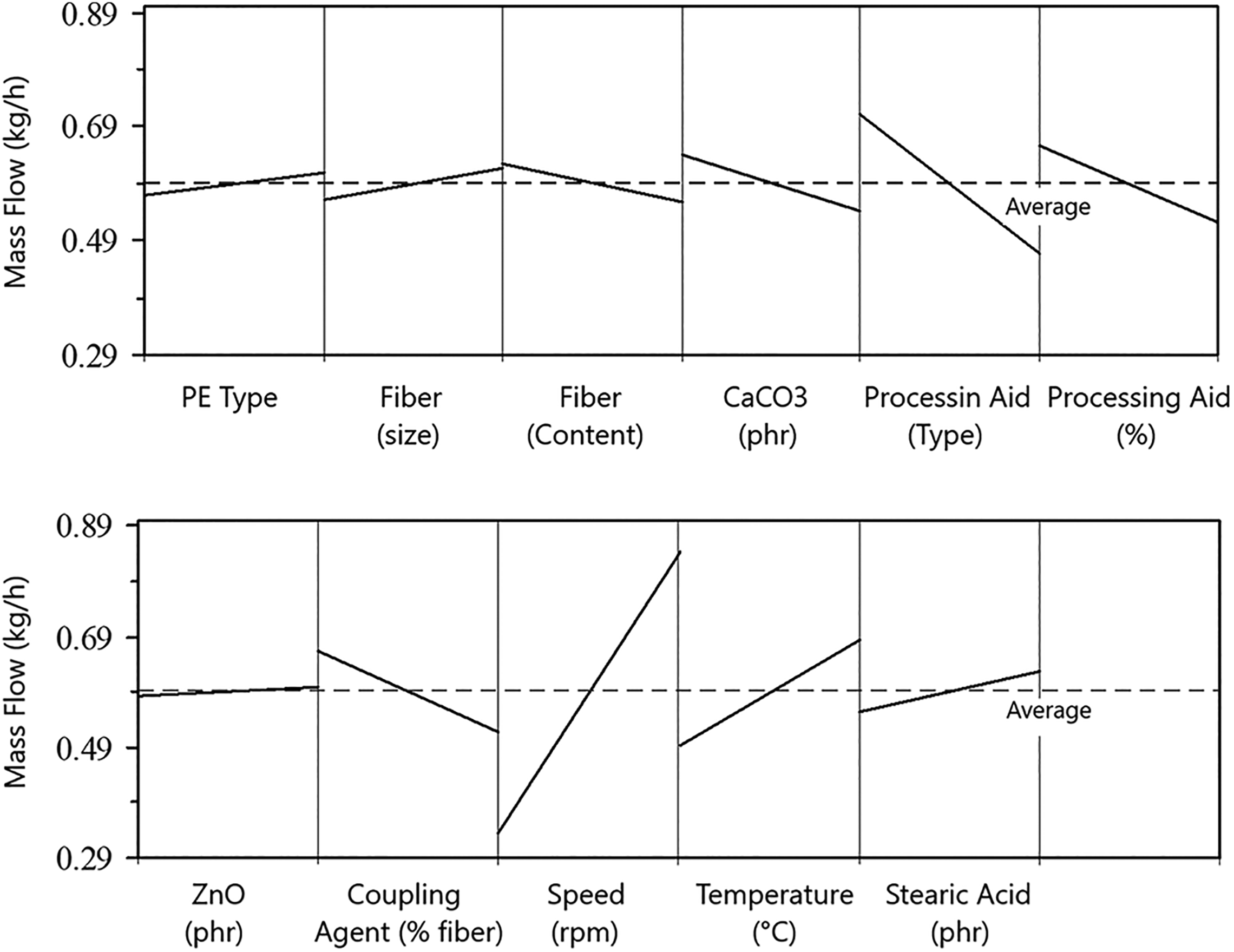
Typical graph of the effect of each level of independent variables on final properties of the Tetra Pak carton composites.
Then, it was made the analysis of the contribution of each independent variable on the experimental responses or dependent variables by means of the signal-to-noise ratio (Figure 6). These were elaborated through analysis by average and signal-to-noise ratio, where the response can be observed. At this point, it was possible to identify if the response value is greater or lower than the average, or if there is no appreciable change.
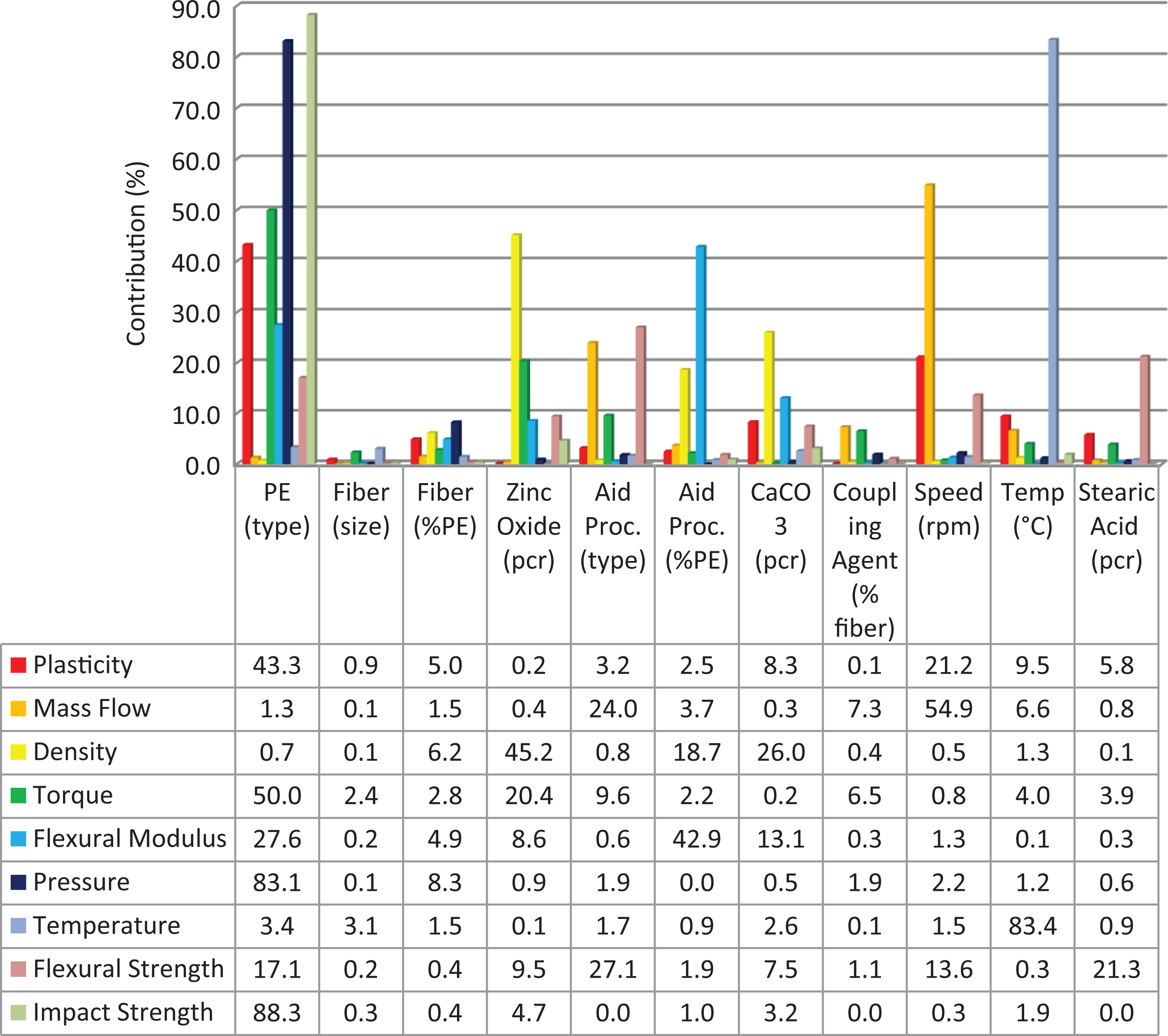
Contribution of signal-to-noise ratio by separate analysis.
In general, it was identified that the type of PE is the independent variable with most effect on the response parameters, affecting the processability expressed in terms as molten mass pressure, torque, and plasticity, as well as mechanical properties such as flexural strength, stiffness, and impact strength. In addition, the size of the fiber was identified as the independent variable, which produced a minimal variation in all the response parameters. Subsequently, an analysis of the response parameters or variables was carried out, depending on how they were affected by the experimental variables or independent variables.
The plasticity is affected to a greater degree due to the type of PE (43.3%) and the extrusion speed (21.2%). In particular, and in accordance with the experimental values of these variables, it can be observed that when the type of PE is of the injection type (PE 60120) and the extrusion speed is high (50 r/min), the plasticity is greater. In contrast, when the extrusion PE (PE 61030) is extruded and the extrusion speed has the lowest value (25 r/min), the plasticity is lower. As was mentioned previously, the plasticity was obtained with extruded samples in a compression molding test to determine their extensibility in a radial flow. This property, measured in this way, was mainly dependent on the type of PE and possibly on the polymeric orientation reached during the extrusion, where the latter was influenced by the type of PE and the extrusion speed, according to the experimental data. The type of PE determines, to a great extent, the viscosity of the compound (PE/Tetra Pak cartons), where the viscosity is inversely proportional to the fluidity index 31 ; thus a lower viscosity of the polymeric matrix processed at the highest extrusion speed produced a material with greater plasticity.
Mass flow is influenced mainly by the extrusion speed (54.9%) and the type of mixture of ethylenic copolymer processing aids (24.0%), thus the mass flow has greater values when the mixture of ethylenic copolymer processing aids is the number 1 (50:50 Engage 8407 and Engage 8411) and the velocity is higher (50 r/min). It is well known that the total flow of molten plastic per time in an extruder is the sum of the drag flow, which is proportional to the extrusion speed, minus the flow due to the change in molten mass pressure, which is proportional to the pressure and inversely proportional to its viscosity. 32 Here, the viscosity of the molten plastic presented a greater dependency on the type of mixture of ethylenic copolymer processing aids employed, which seems to be determined by their MFI, where mixture 1 presented a greater MFI value in comparison with mixture 2, during the revision of the MFI values of their components. Thus it can be observed that one of the mixtures of ethylenic copolymer processing aids was more effective than the other, facilitating a greater flow during the extrusion process.
The value of density is changed mainly by the content of the mineral fillers, zinc oxide (45.2%) and calcium carbonate (26.0%), and by the content of the mixture of ethylenic copolymer processing aids (18.7%). Given that the density of the mineral fillers and processing aids is respectively greater and lesser than the density of the PEs, a lower density value is obtained when a lower content of mineral fillers is employed and when higher quantities of ethylenic copolymer processing aids are used. The torque is affected largely by the type of PE (50.0%) and by the zinc oxide content (20.4%). The consumption of energy during the process is proportional to torque, thus when an injection PE and a higher content of zinc oxide (2 phr) were used, the lowest values of torque are reached. This was probably due to the greater fluidity of the injection PE (12 g/10 min) in comparison with the extrusion PE (3 g/10 min), where the zinc oxide functions as a processing aid for a possible plasticizing effect, 33 where this manifests more to concentrations of small fillers, in comparison with the larger content of calcium carbonate in the composites.
The stiffness is influenced by the content of the mixture of ethylenic copolymer processing aids (42.9%), the type of PE (27.6%), and the content of calcium carbonate (13.1%). Thus the stiffness is greater when using lower content of the mixture of ethylenic copolymer processing aids (5% of PE), the PE is by injection (PE 60120), and when the calcium carbonate content is highest (10 phr). This is probably due to the greater rigidity obtained in plastic materials with a higher mineral load and lower content of the mixture of ethylenic copolymer processing aids.
Here, the participation of the injection PE in achieving a greater rigidity is because it produces, in conjunction with the highest content of calcium carbonate, an antiplasticizing effect.
The molten mass pressure is changed mainly by the type of PE (83.1%) and in this way lower molten mass pressure values are reached when the type of PE is injection (PE 60120). This may be because the injection PE produces greater rigidity of the matrix, and thus a greater fluidity and fewer flow restrictions (i.e. lower molten mass pressure).
The molten mass temperature is much more affected by the extrusion temperature (83.4%), thus when the second profile of extrusion temperatures is employed (170–190–180°C), the lower values of molten mass temperature are reached. This temperature profile is parabolic and is very similar to the other profile employed, which was an ascendant profile (170–180–190°C). Apparently, the critical area of the extruder screw was the compression zone with molten plastic, which in one case was at 190°C and in another at 180°C. Therefore, it is possible that the viscous dissipation 34 in this area produced greater heat, which was manifested by a higher molten mass temperature when the parabolic profile was employed.
The flexural strength is influenced by many factors, such as the type of the mixture of ethylenic copolymer processing aids (27.1%), the stearic acid content (21.3%), the type of PE (17.1%), extrusion speed (13.6%), and the zinc oxide content (9.5%). The maximum flexural stress reaches higher values when the aforementioned variables are employed in the following manner: the type of the mixture of ethylenic copolymer processing aids is the mixture 2 (50:50 Engage 8411 and Engage 8100), the stearic acid content is the lowest (1 phr), the type of PE is that of extrusion (PE 61030), the extrusion speed is the maximum (50 r/min), and the zinc oxide content is the lowest (1 phr). This may be because these variables in these levels produce a more rigid polymeric matrix, which, when processed at the highest extrusion speed, induces a greater orientation of the polymeric chains 35 when the extruded material is cooled.
Finally, the impact strength is greatly influenced by the type of PE (88.3%), and thus the highest values are reached when extrusion PE is employed (PE 61030). Once again, it is possible that the rigidity obtained from the extrusion PE provides the polymeric matrix with a greater strength to impact in comparison with the injection PE, which produces a softer matrix less resistant to impact.
Evaluation by multiple criteria
When the data were analyzed by evaluation of multiple criteria, the ponderation in the contribution of the response variables was considered and normalized in accordance with proposed values, shown in Table 4, where experimental results with values of 0–100 were employed, given that, originally, they have different orders and magnitudes. Taking into consideration the above, the results are shown in Figure 7, where it is observed that when the analysis by multiple criteria is employed, together with the signal-to-noise analysis, there are three independent variables whose contribution in percentage is high. These are the type of PE with a contribution of 18.45%, the type of mixture of ethylenic copolymer processing aids with 8.12%, and the extrusion speed with 49.76%. The other variables have contributions between 0.04% and 8.68%. These results are consistent with those obtained by separate analysis and signal-to-noise ratio, where these variables are also identified as being of particular importance in the determination of the properties evaluated.
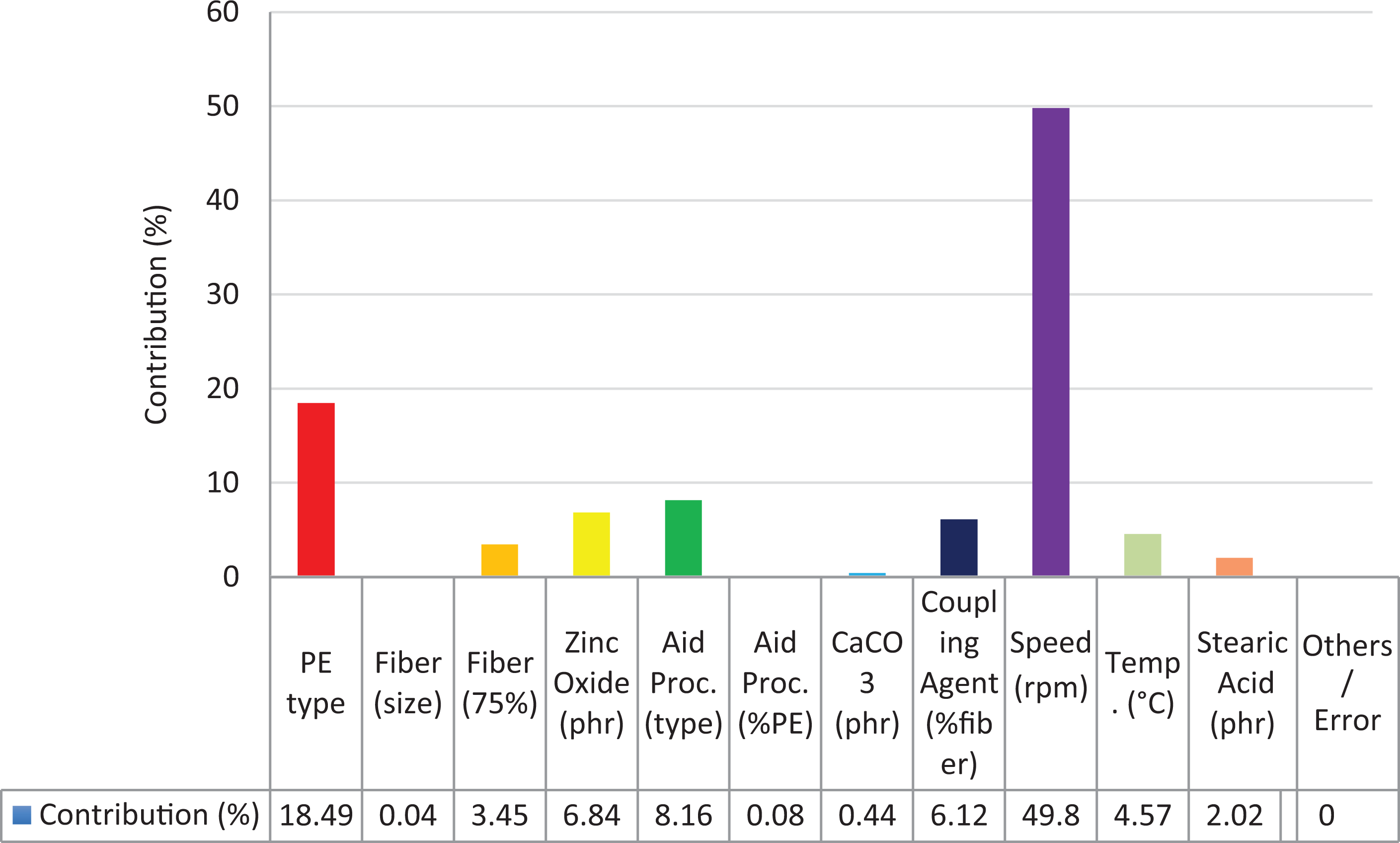
Contribution of each independent variable obtained by multiple criteria evaluation and signal-to-noise ratio.
Determination of optimal run
In order to determine the optimal run, the results obtained from the two criteria of evaluation were compared by means of the two analytical methods. However, as has been mentioned before, the separate analysis of each response parameter was only carried out to compare the results with those obtained by means of the evaluation of multiple criteria.
Initially, the three independent variables with important contribution were considered; these were obtained from the evaluation of multiple criteria and the analysis of signal-to-noise ratio. In this sense, the decision was made to use the PEAD 60120, mixture 1 of the ethylenic copolymer processing aids (50:50 Engage 8407 and Engage 8411) and the extrusion speed in 50 r/min. The other variables were selected according to the results obtained from the separate analysis of the response parameters and based on considerations such as the formulation cost. The considerations regarding the other variables are as follows.
From all the results obtained, fiber size and quantity are the two independent variables whose contribution in percentage was not sufficiently important to consider them as variables of influence.
Thus the decision was made to include fiber size in its level 1 (+20+50) and the quantity of fiber in its level 2 (30% in fiber weight) in the formulation of the optimal run.
Level 1 of fiber size was chosen due to the fact that to obtain this size it was necessary to sieve the material only once. It is important to remember that, in the industry, a smaller number of separation processes are recommended as these imply an increase in the operational costs. Level 2 was chosen for the quantity of fiber to be considered as part of the formulation in the optimal run, because it is always recommendable to include the largest volume possible of material with a lower cost, and to date, the discarded Tetra Pak cartons have a minimum cost in the recycling market.
For zinc oxide, this was selected in its low level (1 phr). Among the factors taken into consideration in choosing this level, is the fact that it is an additive, and that including it in large quantities would imply an increase in the cost of the formulation. Moreover, when the response parameters were analyzed separately, this variable affected the density and torque; however, in the order of importance given to the response parameters (Table 4) the density is above the torque and the density reaches its low level when the inorganic filler is used.
The quantity of the mixture of ethylenic copolymer processing aids, which was included in the optimal formulation, was selected taking into consideration that it is an additive, and its inclusion with a high weight percentage would have repercussions in the formulation costs. In addition, it was considered that this variable only had an effect on the density and on the stiffness when the response parameters were evaluated separately. Moreover, despite the fact that, to obtain an extruded material with lower density, the results suggested the use of the quantity of the mixture of ethylenic copolymer processing aids in its level 2, it was decided to consider the cost of the additive and to select the quantity of the mixture of ethylenic copolymer processing aids present in its level 1 (5% in weight with respect to %PE in weight).
Calcium carbonate was considered for the optimal formulation in its level 2 (10 phr). This consideration was carried out based on the fact that calcium carbonate is the cheapest inorganic filler employed in the polymer market to reduce the cost of formulation. It was also taken into consideration given that this variable affects the second most important parameter, plasticity, which is increased when calcium carbonate is employed in its level 2.
The coupling agent was included in the formulation of the optimal run in its level 1. This consideration was carried out taking into account that, when the separate analyses of the response parameters were performed, this only affected the torque, and the analysis suggested that to reduce the torque, the coupling agent in its level 1 should be employed. It was also taken into consideration that its inclusion in greater proportion would affect the cost of the formulation.
The temperature profile of the extruder selected for the processing of the optimal run was that of level 2. This was decided taking into account the results obtained in the response parameter of the molten mass temperature. At the beginning of this section, it was commented that to obtain low temperatures in the molten mass, the use of the extrusion temperature profile in level 2 is suggested. It is important to mention that the obtention of a low temperature in the molten mass helps to avoid the possible degradation of the formulation.
The quantity of stearic acid included in the formula was 0.5 phr (level 1). This decision was taken based on the cost of including this additive in the formulation, while also taking into consideration that it only affected the mechanical bending, its strength.
The optimal run is presented in Table 8 in which all the independent variables of formulation and process are considered. In order to verify the optimal run, five repetitions were carried out. The averages of the response parameter results are presented in Table 9.
Optimal run.
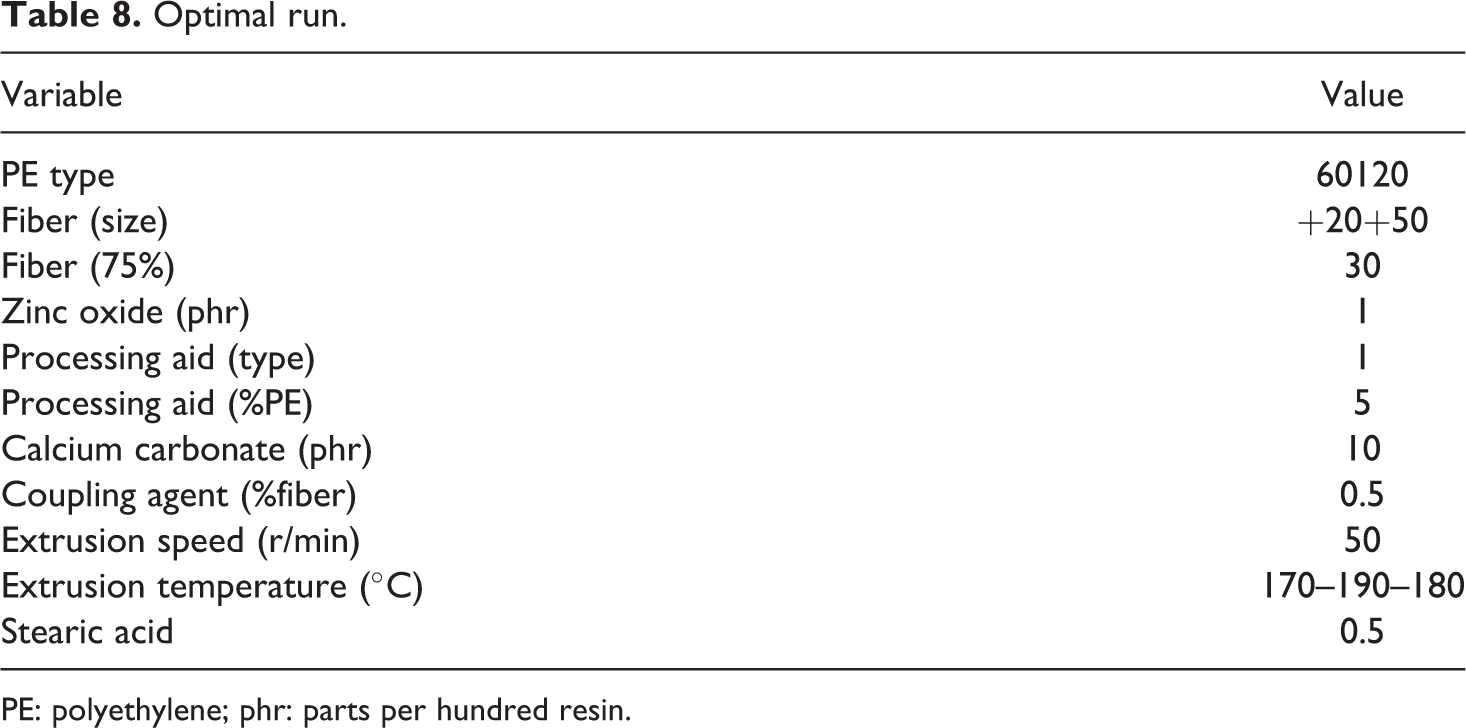
PE: polyethylene; phr: parts per hundred resin.
Results from optimal run.
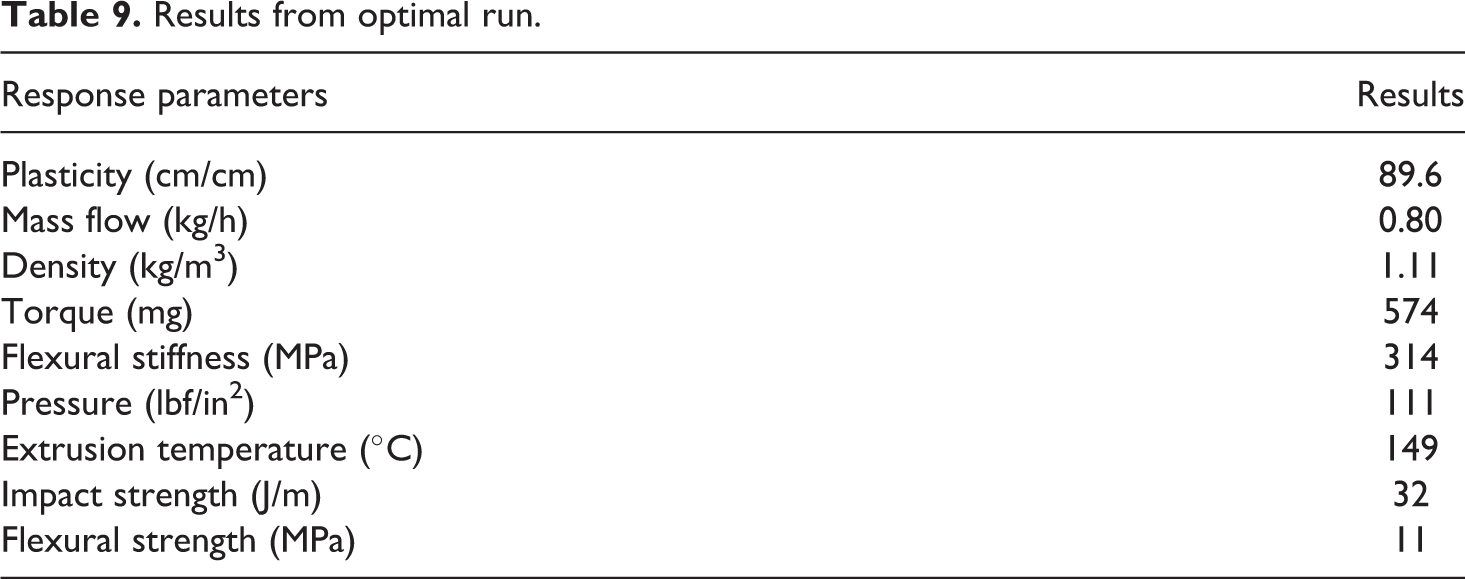
In a comparison of the results obtained in plasticity (a response parameter of particular importance in the optimal run) shown in Table 9, it was possible to determine that the plasticity value obtained in the optimal run was 4.2% higher than the average value registered in the experimental runs, which was 86 cm/cm.
For the second parameter of importance, which is the mass flow, a comparison of the results obtained in the optimal run (Table 9) with those obtained in the experimental runs shows that the mass flow of 0.80 kg/h obtained in the optimal run was 36% higher than the average value registered in the experimental runs (0.59 kg/h).
From the results obtained for density in the optimal run (Table 9), it can be observed that the extruded material presented a density with a value of 3.6% higher than the value registered in the experimental runs, which was 1.071 kg/m3.
It was observed that the results obtained for torque and the molten mass pressure in the optimal run were lower in comparison with those registered in previous experiments. The torque registered in the optimal run (Table 9) is lower than the minimum value registered in the previous experiments, which was 782 mg. The molten mass pressure registered in the optimal run was 56% lower than the average value registered in the previous experiments, which was 257 lbf/in2, and close to the minimum value of the experimental data.
The molten mass temperature obtained in the optimal run was 3% lower than the average temperature obtained in previous experiments, which was 154°C.
On the other hand, in general, all of the mechanical properties of the extruded material obtained in the optimal run (Table 9) were inferior to the minimum values registered for flexural strength, stiffness, and impact strength in the previous experiments.
Conclusions
The obtention of extruded composites based on PE with Tetra Pak multilayer cardboard containers, fillers, processing aids, and a coupling agent allowed the determination, by means of a scanning experimental design and an orthogonal type L12, the independent variables of formulation and processing with the stronger influence on the evaluation of processability and properties (mechanical and physical) as well as their optimal levels. This was carried out by means of two criteria of evaluation, by separate analysis of the response parameters or by the evaluation of multiple criteria. It was determined that the independent variables, which had greater influence, are the type of PE, the type of the mixture of ethylenic copolymer processing aids, and the extrusion speed.
The formulations and processing conditions of the optimal run were established taking into consideration, first of all, the three independent variables, which were determined as influential by means of multiple criteria evaluation; these were the PE type in level 2 (PEAD 60120), the type of mixture of ethylenic copolymer processing aids in level 1 or mixture 1 (50:50 Engage 8407 and Engage 8411), and the extrusion speed at its level 2 (50 r/min). The level employed of the other formulation variables in the optimal run was mainly determined by their cost in the formulation and by their behavior in the parameters affected. In this way, the formulation of the optimal run included the size of the fiber in its level 1 (+20+50), the quantity of fiber in its level 2 (30%), zinc oxide in its level 1 (1 phr), the quantity of the mixture of ethylenic copolymer processing aids in its level 1 (5% PE), calcium carbonate in its level 2 (10 phr), the coupling agent in a level 1 (0.5% fiber), the temperature of extrusion in its level 2 (170–190–180°C), and the stearic acid processing aid in its level 1 (0.5 phr). Favorable results of plasticity (30%) and mass flow (25%) were obtained from the optimal run and considered the most important parameters.
The methodology implemented and the level of response observed in the study facilitated an efficient optimization of the process and of the properties of the material, as well as the processing properties and the cost involved in the process. Based on the experience of this study, this methodology can be implemented in the obtention of compound materials during their processing, where a good balance of final properties is required as an aid for designers and developers of new materials, with a rapid and effective implementation. Future works could include the possible interactions of the variables that had a greater impact on the parameter’s response, with a more robust experimental design, for a more scientific point of view.