
Abstract
The influence of the size and content of multi-walled carbon nanotubes (MWCNTs) on the end pressure effects of polypropylene (PP) composite melts during capillary extrusion flow was investigated, with the test temperature varying from 190°C to 230°C and apparent shear rate ranging from 50 s−1 to 3000 s−1. The results showed that the end pressure drop increased with increasing apparent shear rates, while decreased with increasing test temperature, and the sensitivity of the end pressure drop to apparent shear rate for the composites was higher than that for the unfilled PP. The end pressure drop increased with increasing weight fraction and the specific surface area of the MWCNTs. The end pressure drop increased almost linearly with increasing the aspect ratio of the MWCNTs. Moreover, the end pressure effect mechanisms of the composite melts during a capillary extrusion flow were discussed.
Introduction
When a polymer fluid (including liquid and melt) enters into a small channel from a big channel, an entrance converging flow is formed. In general, this entry converging flow contains an extensional flow and a shear flow. A number of energies will be stored and consumed owing to its viscoelastic properties, to generate obvious entry pressure losses. In the channel exit zone flow of a polymer fluid, the exit pressure losses will be produced due to the rearrangement of flow velocity and the viscoelastical properties. The sum of the entrance pressure losses and the exit pressure losses is usually called as end pressure losses, and this end pressure loss behavior (or phenomenon) is usually considered to be the end pressure effects. 1 –6 In other words, this is one of the important characterizations of viscoelastical properties of polymer melts during die extrusion flow, which also affect the other rheological behavior such as the melt flow stability inside the die, melt extrudate swell behavior, and mold design, especially in a case of short die extrusion. 7 –13 Moreover, the end pressure losses are closely related to the melt elongation viscosity. 14 Liang 7 investigated the relationship between extrudate swell ratio and entry elastic stored energy of tire compounds during die flow and proposed a quantitative characterization. Melt extrusion is a major processing way of polymeric materials. Therefore, it is meaningful to study deeply the end effects and mechanisms of polymeric melts during extrusion flow. Moreover, it is also important to estimate the end pressure losses under processing technological conditions, 2,15 –17 including theoretical and numerical methods. Mitsoulis et al. 15 predicted the pressure losses due to end effects in the capillary flow of a branched polypropylene (PP) melt using the Bagley correction and found that for the same apparent shear rate, the excess pressure loss function decreased with increasing contraction angle from 10° to about 45°, and consequently slightly increased from 45° up to contraction angles of 150°. In the previous work, Liang 14 estimated the elongation viscosity of polyethylene melts from the measured entry pressure losses using an equation proposed previously and found that the predictions were close to the measured data reported in the literature. Baldi et al. 6 investigated the effects of the test geometry on the high rate flow properties of filled HDPE melts by capillary rheometer and found that a die diameter effect on the die entrance pressure drop was either enhanced or considerably reduced, depending on the filler type (such as glass beads and glass fibers).
PP is one of the semicrystalline thermoplastics, which is extensively used in industries owing to its good performance, low cost, and good processing properties. PP is usually modified through blended with other resins or filled with inorganic particles, because the mechanical strength and thermal stability are not strong enough to be used as a structure material comparing with engineering plastics. There have been a number of studies on the end effects of PP composites filled with inorganic particles during die extrusion flow, such as glass bead, 18 microencapsulated red phosphorus, 19 diatomite, 20 and carbon nanotubes (CNTs). 21 CNTs are one of the fillers used in polymer composites. CNTs are usually divided into two categories: single-walled carbon nanotubes (SWCNTs) and multi-walled carbon nanotubes (MWCNTs). Because of the lower cost, the applications of MWCNTs are more extensive than those of SWCNTs. 22 –24 Recently, Liang and his colleagues 25,26 investigated the effects of size and content of the MWCNTs on the flow behavior of PP/MWCNTs composite melts under experimental conditions and found that the melt shear flow followed the power law relationship and the dependence of the melt shear viscosity on temperature obeyed the Arrhenius equation; the die-swell ratio increased with increasing shear stress while decreased with increasing MWCNTs weight fraction and temperature. In addition, Liang et al. 23 studied the non-isothermal crystallization behavior of the PP/MWCNTs composites. The results showed that the crystalline degree of the composites increased slightly with increasing MWCNTs weight fraction.
However, there have been relatively few studies on the end pressure effects of PP/MWCNTs composite melts during die extrusion flow. The objectives of this study were to investigate the influence of the content and size of MWCNTs on the end pressure effects of the reinforced PP composite melts during capillary extrusion flow, to understand the end pressure effects and the mechanisms of the composite melts under flow conditions, and to provide useful data for guiding the processing of polymer composites reinforced with MWCNTs.
Experimental
Materials
The PP with trademark CJS-700 was served as the matrix resin, which the density in a solid state was 910 kg m−3 and the melt flow index was 10 g/10 min under 230°C and 2.16 kg. It was supplied by The Guangzhou Petrochemical Works in Guangdong Province (Guangzhou, China). Three kinds of MWCNTs with different size were selected as the fillers to identify the influence of the filler size (including the diameter, aspect ratio, and specific surface area) on the end pressure loss behavior of the composite melts during die extrusion flow. These MWCNTs were separately named as IM2, IM3, and IM8, which were supplied by The Chengdu Organic Chemical Co., Ltd (Chengdu, China). These MWCNTs with a purity of greater than 90 wt% were prepared using a chemical vapor deposition method. The major characteristics of these MWCNTs were summered in Table 1.
Major characteristics of the MWCNTs.
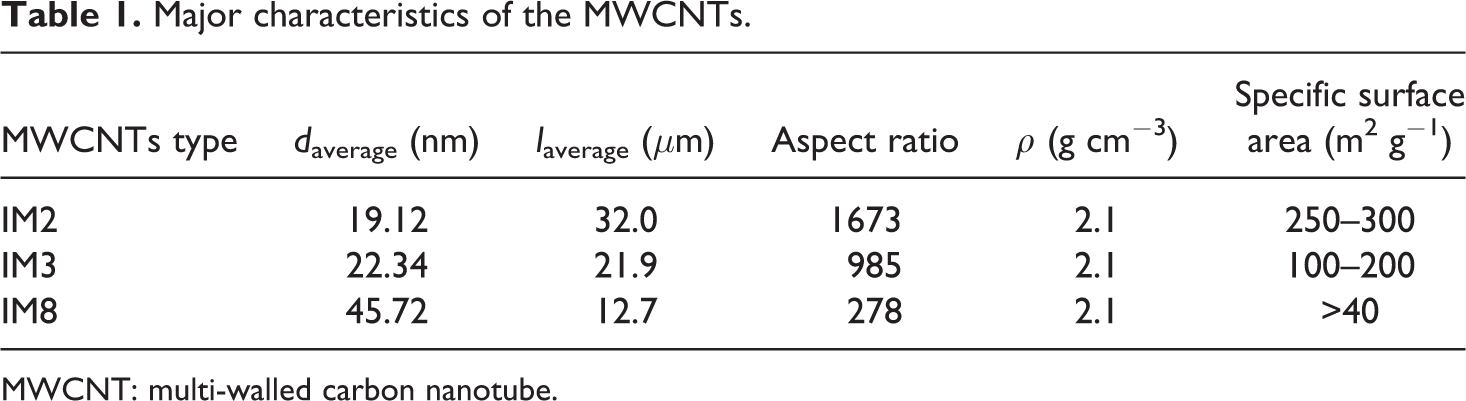
MWCNT: multi-walled carbon nanotube.
Preparation
Firstly, the PP was separately mixed with the IM2, IM3, and IM8 in a high speed compounding machine to produce three mixture systems, and the weight fractions of the MWCNTs were 1, 2, 3, 4, and 5 wt%, respectively. The high speed compounding machine with model GH-10 was supplied by The Beijing Plastics Machinery (Beijing, China). Then, these PP/MWCNTs mixtures were melt-blended in a twin screw extruder to form the three PP/MWCNTs composite systems: PP/IM2, PP/IM3, and PP/IM8. The blending conditions were a screw speed of 100 rev min−1 and a temperature range from 190°C to 210°C. The extruder with the model SHJ-26 was supplied by The Nanjing Chengmeng Machinery Co., Ltd (Nanjing, China), and the screw diameter and the screw length–diameter ratio of the extruder were 26 and 40 mm, respectively. For measuring the melt flow behavior under the same conditions, all the pellets of the unfilled PP and the PP composites experienced the same melting times. Finally, the pellets of the unfilled PP and the fabricated composites were dried at 80°C for 5 h before the rheological testing.
Testing instrument and methodology
The main testing instrument was a capillary rheometer. The rheometer with model Rheologic 5000 was supplied by The Ceast Co., Ltd (Italy). The diameter of the capillary was 1 mm, and the capillary entry angle was 180°.
The pressure at the entrance of the capillary during extrusion flow of the PP/MWCNTs composite melts was measured under a temperature range from 180°C to 230°C and apparent shear rates varying from 50 s−1 to 3000 s−1. The pressure difference between at the entrance of the capillary and at the exit of the capillary was defined as the total pressure drop. Four capillary dies with and different length were selected to determine the end pressure losses using the Bagley correction method. The ratios of the length to diameter (L/D) of the capillary were 10, 20, 30, and 40, respectively.
Results
Total pressure losses
Dependence of total pressure drop on apparent shear rates
A polymer melt flow in die extrusion includes entry zone flow, inner die flow, and exit zone flow. As stated above, a large elastic deformation (including elongation and shear) of polymer melt will be generated during extrusion flow, and corresponding elastic deformation energies are produced. Thus, the storage and dissipation of these elastic deformation energies will be generated due to the viscous and elastic properties of polymer melts, leading to formation of relevant total pressure losses (including entry pressure losses, inner die pressure losses, and exit press losses). In general, total pressure losses are characterized using total pressure drop. Thus, the total pressure drop (ΔP) of polymer melts in capillary extrusion flow is a sum of entry pressure drop (ΔP en), inner die pressure drop (ΔPd ), and exit pressure drop (ΔP ex). That is

Plotting the total pressure drop against the length–diameter ratios of capillary die at the same flow rate, one can obtain some curves of the total pressure drop versus the die length–diameter ratios during die extrusion flow of polymer melts. Figure 1 presents the correlation between the total pressure drop and the die length–diameter ratios (L/D) for the unfilled PP melt during extrusion flow. Figure 2 shows the relationship between the total pressure drop and the capillary length–diameter ratios for the PP/IM2 composite melts with different MWCNTs weight fractions during extrusion flow. It should be noted that the MWCNTs weight fractions in Figure 2(a) to (e) were 1, 2, 3, 4, and 5 wt%, respectively. Moreover, in Figures 1 and 2, the test temperature was 200°C, and the apparent shear rate range was from 50 s−1 to 3000 s−1. It can be seen that the total pressure drop increases approximately linearly with increasing the die length–diameter ratios at constant apparent shear rate. While the total pressure drop increases with increasing apparent shear rates at fixed die length–diameter ratio. This is because that the converging flow of the melts in the capillary entrance zone and the shear flow of the melts inner the capillary will be enhanced with increasing shear rates, the extension of the macromolecular chains of polymer melts generated under the elongation and shear action in die extrusion flow will be correspondingly increased. Polymer melts are materials having both viscosity and elasticity. Thus, the increase of the extension of the macromolecular chains of polymer melts in extrusion flow will result into more storage of elastic deformation energy. Meanwhile, the irreversible energy dissipation will be produced due to internal friction during macromolecular chain movement. As a result, the total pressure drop increases with increasing shear rates under given conditions. In addition, the storage and dissipation of the elastic deformation energy of polymer melts in extrusion flow increase with increasing channel length under constant temperature and flow rate. Therefore, the total pressure drop of polymer melts in die extrusion flow increases with increasing die length–diameter ratio.
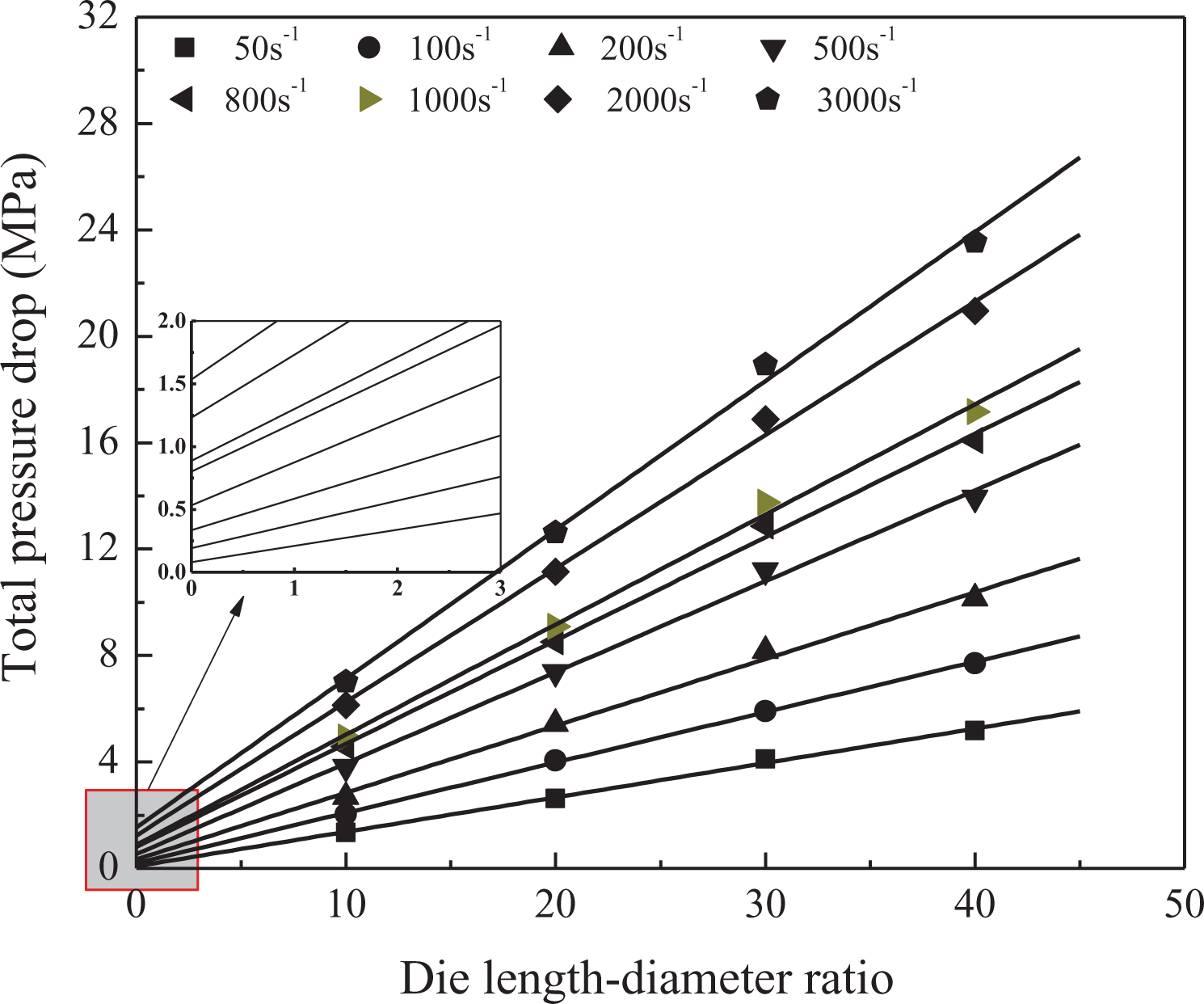
Correlation between total pressure drop and capillary length–diameter ratios for unfilled PP melt under various apparent shear rates and 200°C.
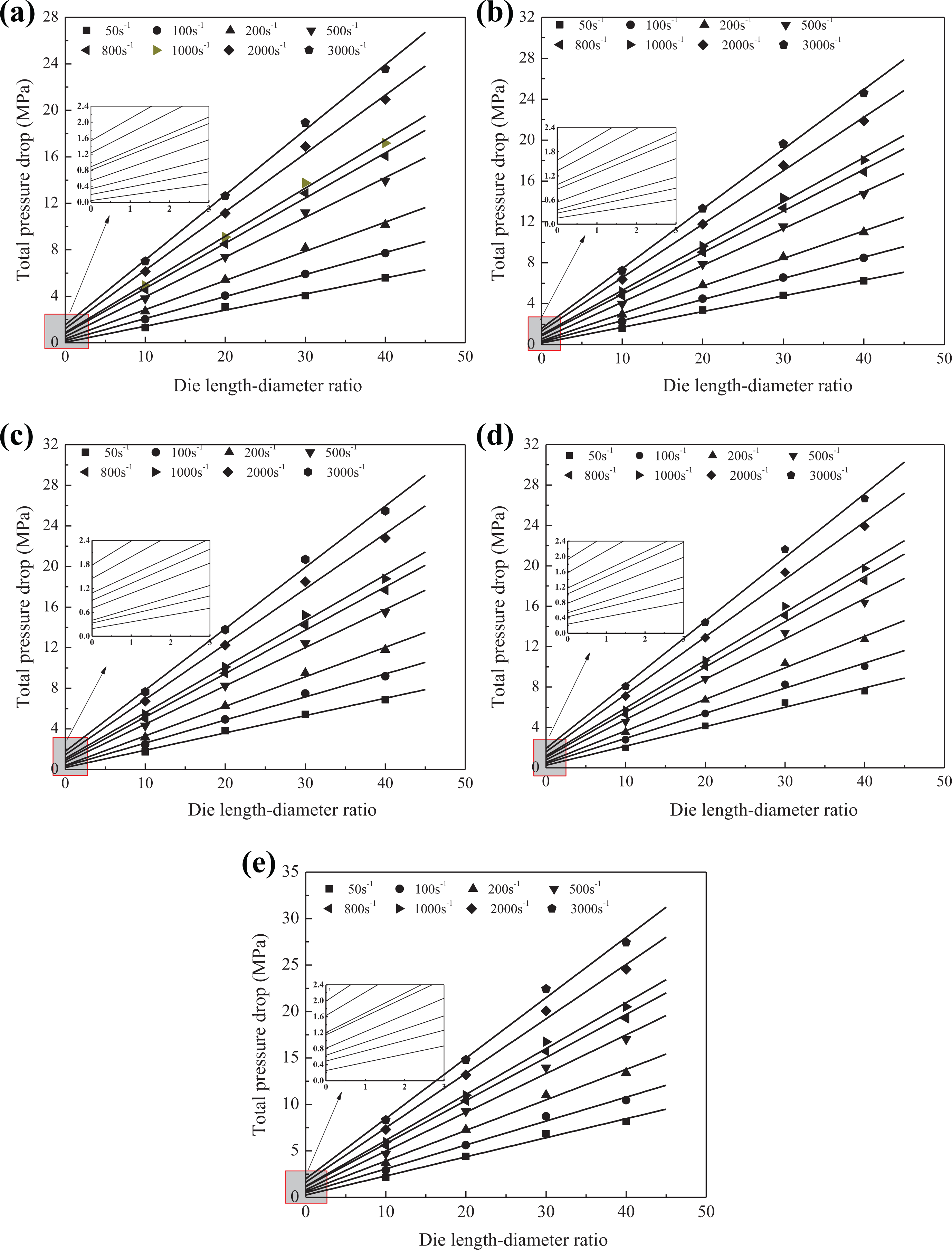
Relationship between total pressure drop and capillary length–diameter ratios for PP/IM2 composite melts under various apparent shear rates and 200°C: (a) 1 wt%; (b) 2 wt%; (c) 3 wt%; (d) 4 wt%; and (e) 5 wt%.
Dependence of total pressure drop on MWCNTs content
Figure 3 displays the dependence of the total pressure drop on the capillary length–diameter ratios for the unfilled PP melt and the PP/IM2 composite melts with different MWCNTs weight fractions under different apparent shear rates and the test temperature of 200°C. In Figure 3(a), apparent shear rate was 200 s−1; in Figure 3(b), apparent shear rate was 1000 s−1. Similar to the results shown in Figures 1 and 2, the total pressure drop increases almost linearly with increasing the die length–diameter ratios under the constant filler content. Furthermore, the total pressure drop increases with increasing MWCNTs weight fractions under the fixed die length–diameter ratio. The reason is that the flow resistance of polymer composite melts during die extrusion increases with increasing the filler concentration, with the melt viscosity of polymer composites increasing correspondingly in this case. Thus, the dissipation of the elastic deformation energy generated in the melt during extrusion will be increased, leading to an increase of the total pressure drop. Therefore, the total pressure drop of the PP composites in the capillary extrusion flow increases with MWCNTs weight fractions under given conditions.
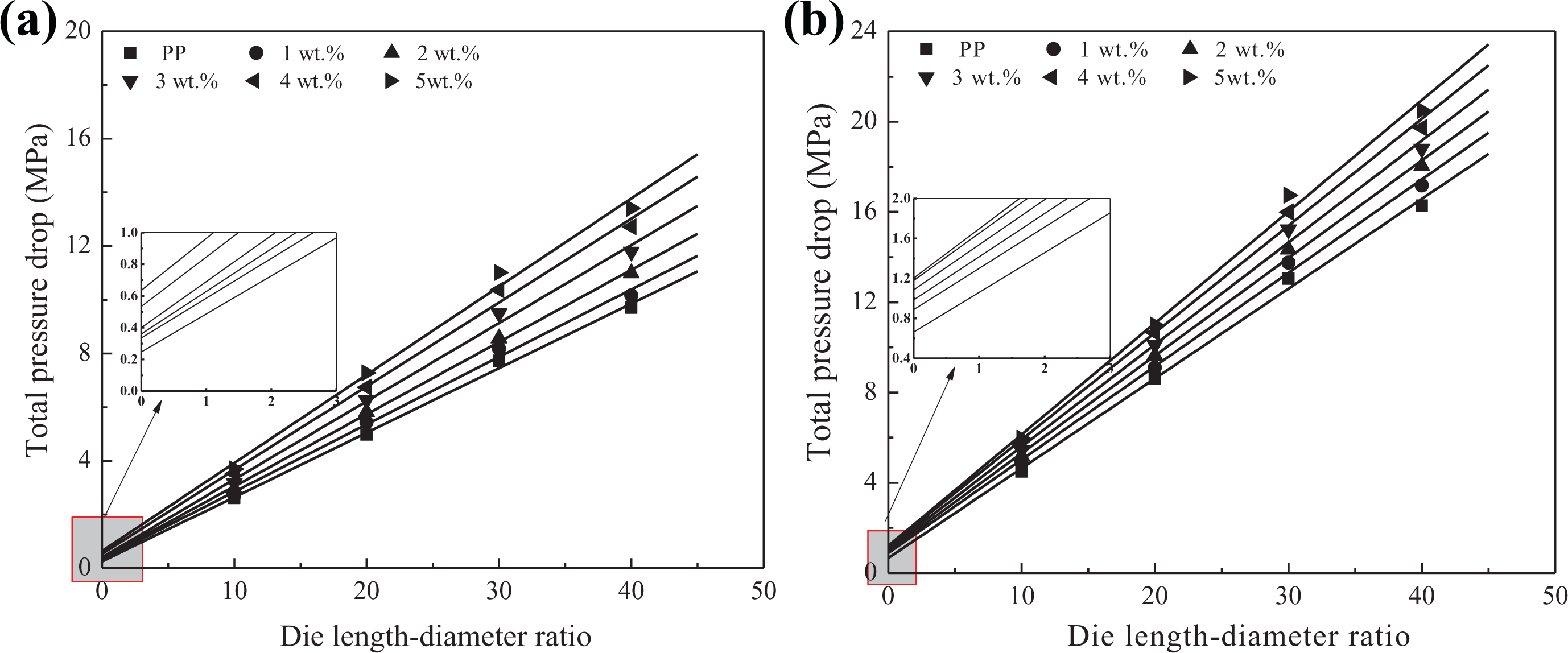
Correlation between total pressure drop and capillary length–diameter ratios for PP/IM2 composite melts at 200°C: (a) 200 s−1 and (b) 1000 s−1.
Dependence of total pressure drop on temperature
Figure 4 illustrates the dependence of the total pressure drop on the die length–diameter ratios for the PP/IM2 composite with MWCNTs weight fraction of 1 wt% under different test temperatures. It should be noted that the apparent shear rate in Figure 4(a) was 500 s−1, and the apparent shear rate in Figure 4(b) was 800 s−1. It can be observed that the total pressure drop also increases approximately linearly with increasing the die length–diameter ratios under the constant test temperature. Furthermore, the total pressure drop decreases with increasing the test temperature at a fixed die length–diameter ratio. This is because, the mobility of macromolecular chains is enhanced with increasing temperature, and the viscosity of polymer melts is correspondingly decreased. In this case, the melt molecular chains will be extended during die extrusion flow, the melt molecular chains will be oriented along the flow direction under the effect of flow field, the flow resistance will be reduced, and the elastic strain energy stored in the melt will be decreased. Thus, the storage and dissipation of the elastic deformation energy generated in polymer melts during extrusion will be reduced. Consequently, the total pressure drop of the PP composite melts in the capillary extrusion decreases correspondingly with increasing test temperature.
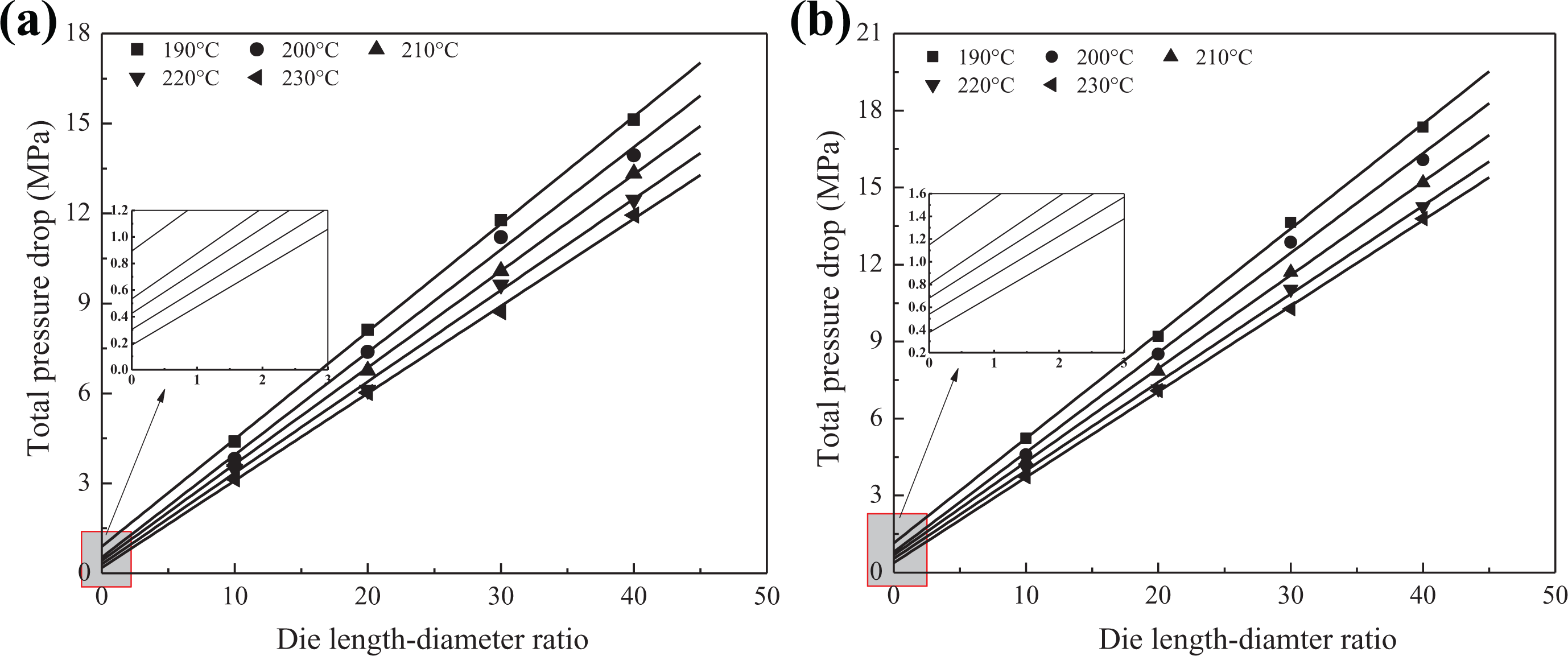
Relationship between total pressure drop and capillary length–diameter ratios for PP/IM2 composite melt with MWCNTs weight fraction 1 wt% under different temperatures: (a) 500 s−1 and (b) 800 s−1.
Dependence of total pressure drop on MWCNT size
Figure 5 presents the dependence of the total pressure drop on the die length–diameter ratios for the three PP/MWCNTs composite melts with weight fraction of 2 wt% under test temperature of 220°C and apparent shear rate of 200 s−1. It can be seen that the total pressure drop increases almost linearly with increasing the die length–diameter ratios. Moreover, the total pressure drop of the PP/IM2 composite is the highest, while the total pressure drop of the PP/IM8 composite is the lowest under the same experimental conditions. It means that the influence of the MWCNTs size on the total pressure drop of the PP composites in die extrusion flow is significant. It can be known in Table 1, the ranking of the aspect ratio and the specific surface area of these MWCNTs is IM2 > IM3 > IM8; while the ranking of the diameter of these MWCNTs is IM2 < IM3 < IM8. Under the same operation conditions, the flow resistance of polymer composite melts increases with increasing the number, the aspect ratio, and the specific surface area of the MWCNTs particles. In a case of the constant filler concentration, the filler particle number increases with decreasing the filler particle diameter. Therefore, the ranking of the total pressure drop of the PP/MWCNTs composite melts in die extrusion flow is PP/IM2 > PP/IM3 > PP/IM8.
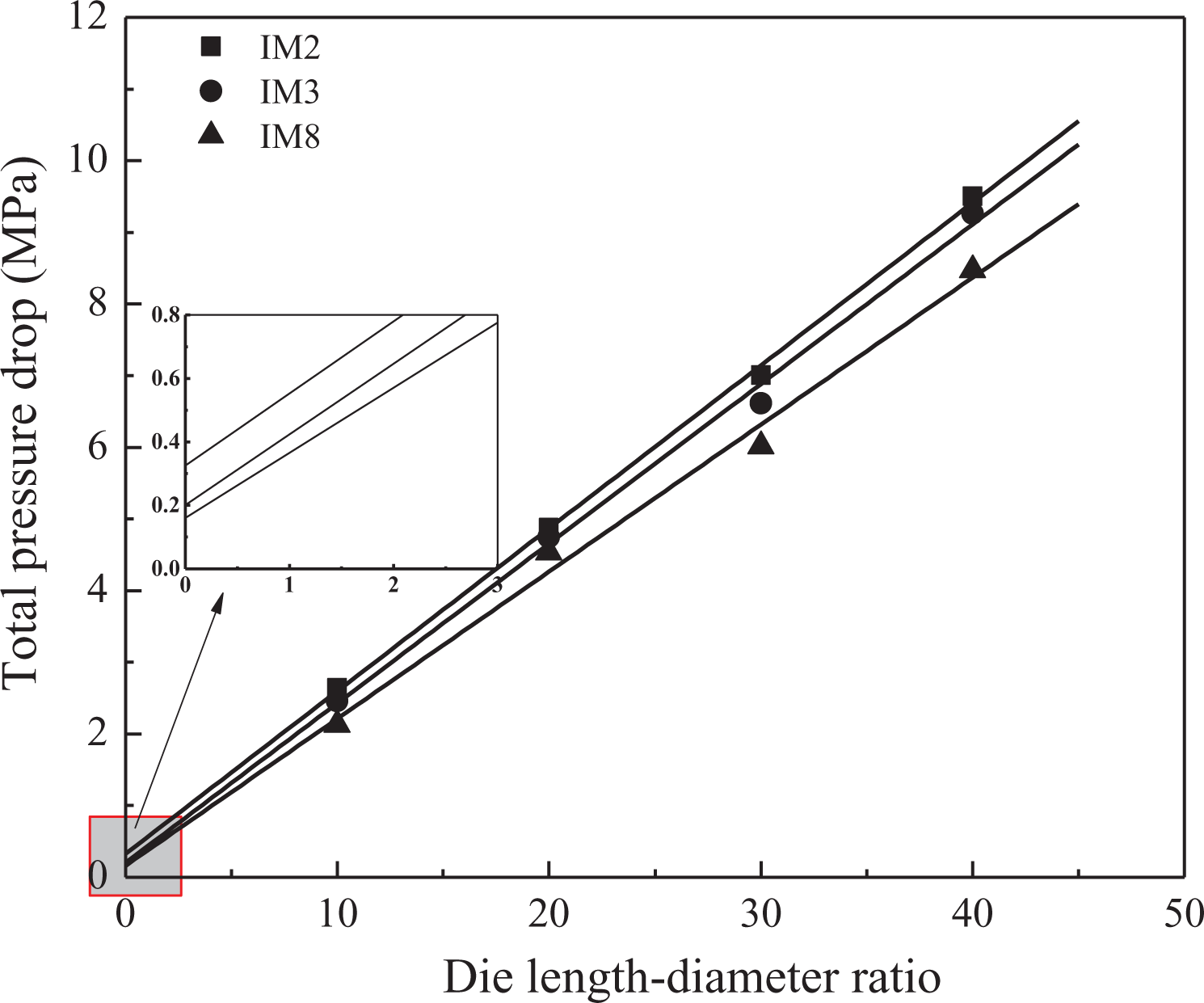
Correlation between total pressure drop and capillary length–diameter ratios for three PP/MWCNTs composites with MWCNTs weight fraction 2 wt% under 220°C and 200 s−1.
End pressure drop
Dependence of end pressure drop on MWCNTs content
According to the Bagley correction, an intercept at the ordinate axis in the curve of total pressure drop versus die length–diameter ratio is defined as end pressure drop. The end pressure drop includes entry pressure drop and exit pressure drop, that is

equation (1) can be rewritten as follows:

Thus, the end pressure drop of the three PP/MWCNTs composites under the experimental conditions can be determined from the results shown in Figures 1 to 5. The relationship between the end pressure drop and apparent shear rates for the unfilled PP and the PP/IM2 composites with different MWCNTs weight fractions under test temperature of 200°C is shown in Figure 6(a). It can be seen that the end pressure drop increases with increasing apparent shear rates, while for the composites, the end pressure drop increases with increasing MWCNTs weight fractions. Figure 6(b) presents the correlation between the end pressure drop and apparent shear rates for the unfilled PP and the PP/IM2 composites with different MWCNTs weight fractions under test temperature of 220°C. Similar to the results shown in Figure 6(a), the end pressure drop increases with increasing apparent shear rates and increases with increasing MWCNTs weight fractions for the composites. As discussed above, the entry converging flow is enhanced with increasing flow rate, and the macromolecular chains of the melts are stretched to make an orientation along the flow direction. Thus, the elongation and shear extension of the macromolecular chains of the melts correspondingly increase, leading to an increase of the storage and dissipation of the elastic deformation energy generated in the melt in this case. Consequently, the end pressure drop increases with increasing apparent shear rates. It can also be observed in Figure 6 that the sensitivity of the end pressure drop to apparent shear rate for the composites was higher than that for the unfilled PP, and this sensitivity difference between the unfilled PP and the composites is weakened with increasing temperature.
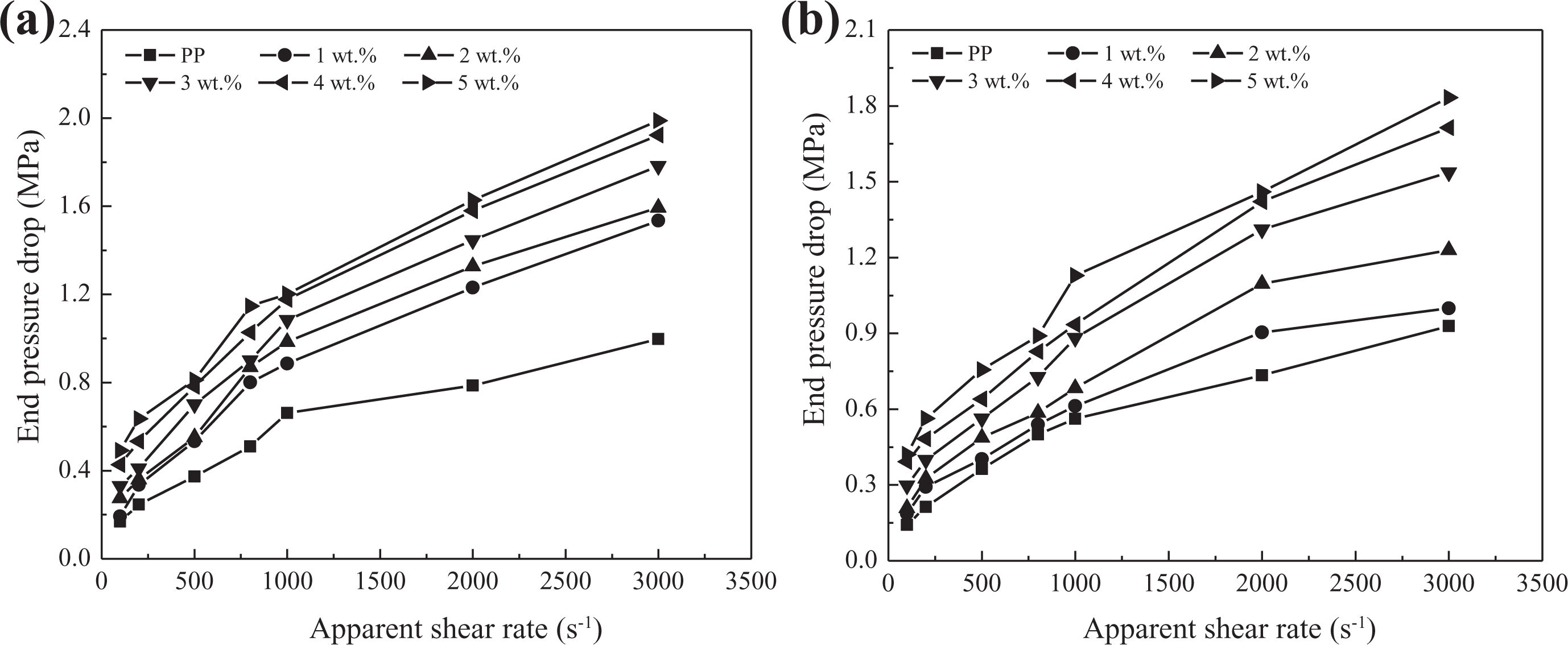
Dependence of entry pressure drop on apparent shear rates for PP/IM2 composite melts: (a) 200°C and (b) 220°C.
To observe clearly the relationship between the end pressure drop and the MWCNTs content for the composite melts under the experimental conditions, the end pressure drops generated under apparent shear rates 1000, 2000, and 3000 s−1 are selected from Figure 6(a), and then plotting the end pressure drop against MWCNTs weight fractions, the results are shown in Figure 7. It can be seen that the end pressure drop increases nonlinearly with increasing MWCNTs weight fraction (
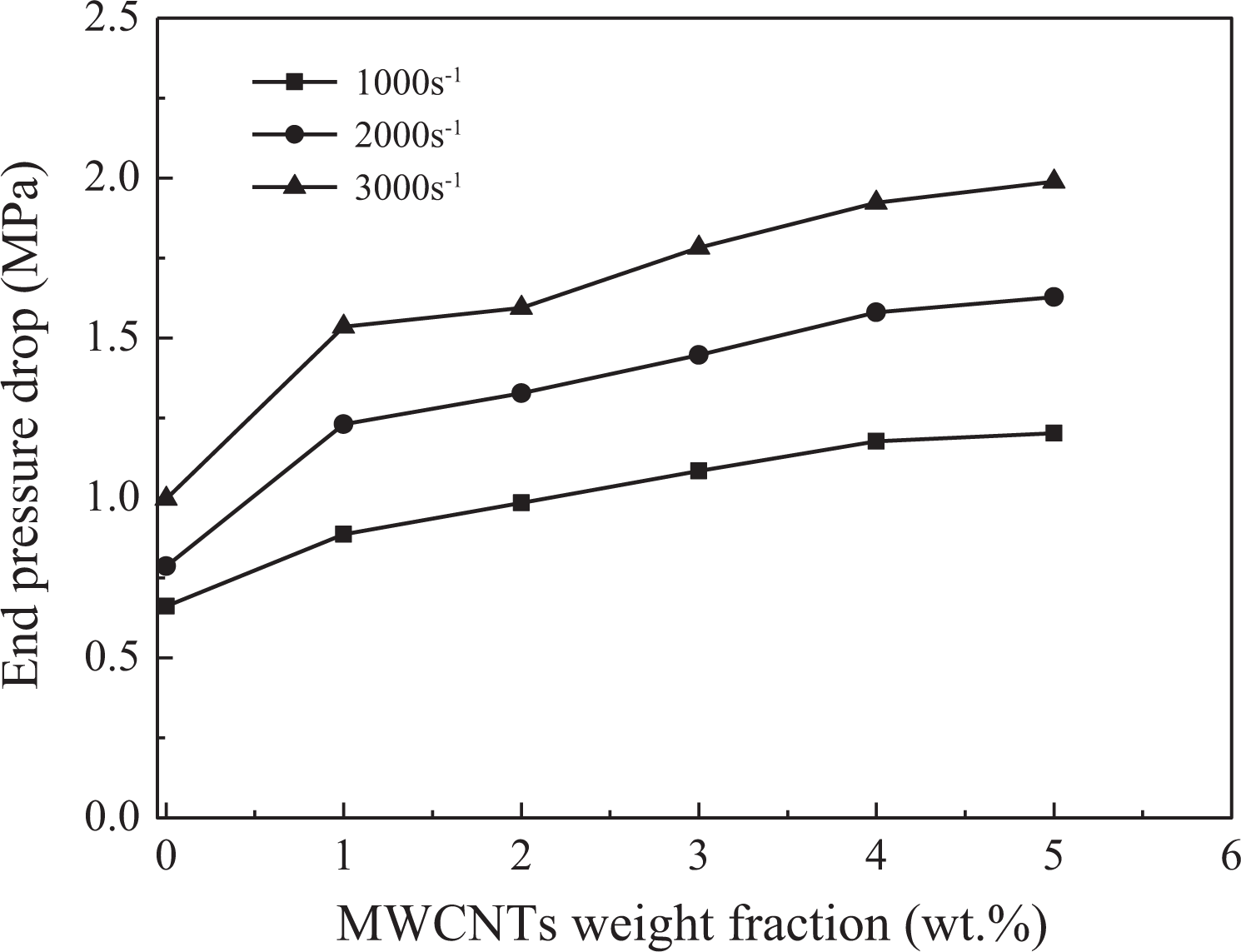
Dependence of entry pressure drop on MWCNTs weight fractions for PP/IM2 composite melts at 200°C.

where λ 0, λ 1, and λ 2 are the parameters related to the melt viscoelastic properties. These parameters can be determined using a fitting method from the experimental measured data. Table 2 lists the values of the parameters λ 0, λ 1, and λ 2 for the PP/IM2 composites under different apparent shear rates. It can found that the absolute values of the parameters λ 0, λ 1, and λ 2 increase with increasing apparent shear rate, and the R 2 coefficient (i.e. adjust R 2 ) is more than 0.92.
Values of parameters λ 0, λ 1, and λ 2 for the PP/IM2 composites (200°C).
PP: polypropylene.
In general, the physical cross-linking points between the surface of the filler particles and the matrix increase with increasing the MWCNTs content, and the flow resistance will increase correspondingly, resulting in increasing the viscosity of the PP composite melts. In this case, the deformation of elongation and shear relevantly increase. As a result, the end pressure drop of the PP composite melts during capillary extrusion flow increases with increasing MWCNTs weight fractions.
Dependence of end pressure drop on temperature
Figure 8 demonstrates dependence of the end pressure drop on the test temperature for the PP/IM2 composite with MWCNT weight fraction of 1 wt% under different apparent shear rates. It can be found that when the test temperature is lower than 200°C, the end pressure drop decreases obviously, and then decreases slightly with increasing the test temperature. Moreover, the end pressure drop increases with increasing apparent shear rates under constant test temperature. It is generally believed that, with a rise in temperature, the mobility of macromolecular chains will be enhanced, and the stress relaxation process in the capillary extrusion flow is shortened (or accelerated). Furthermore, the elastic deformation of elongation and shear for polymer composite melts generated in extrusion flow correspondingly reduces, leading to a reduction of the end pressure drop. In addition, the viscous dissipation of the deformation energy stored in the melts during extrusion flow will increase with increasing temperature. As a result, the end pressure drop of the PP/IM2 composites decreases with increasing the test temperature under given conditions.
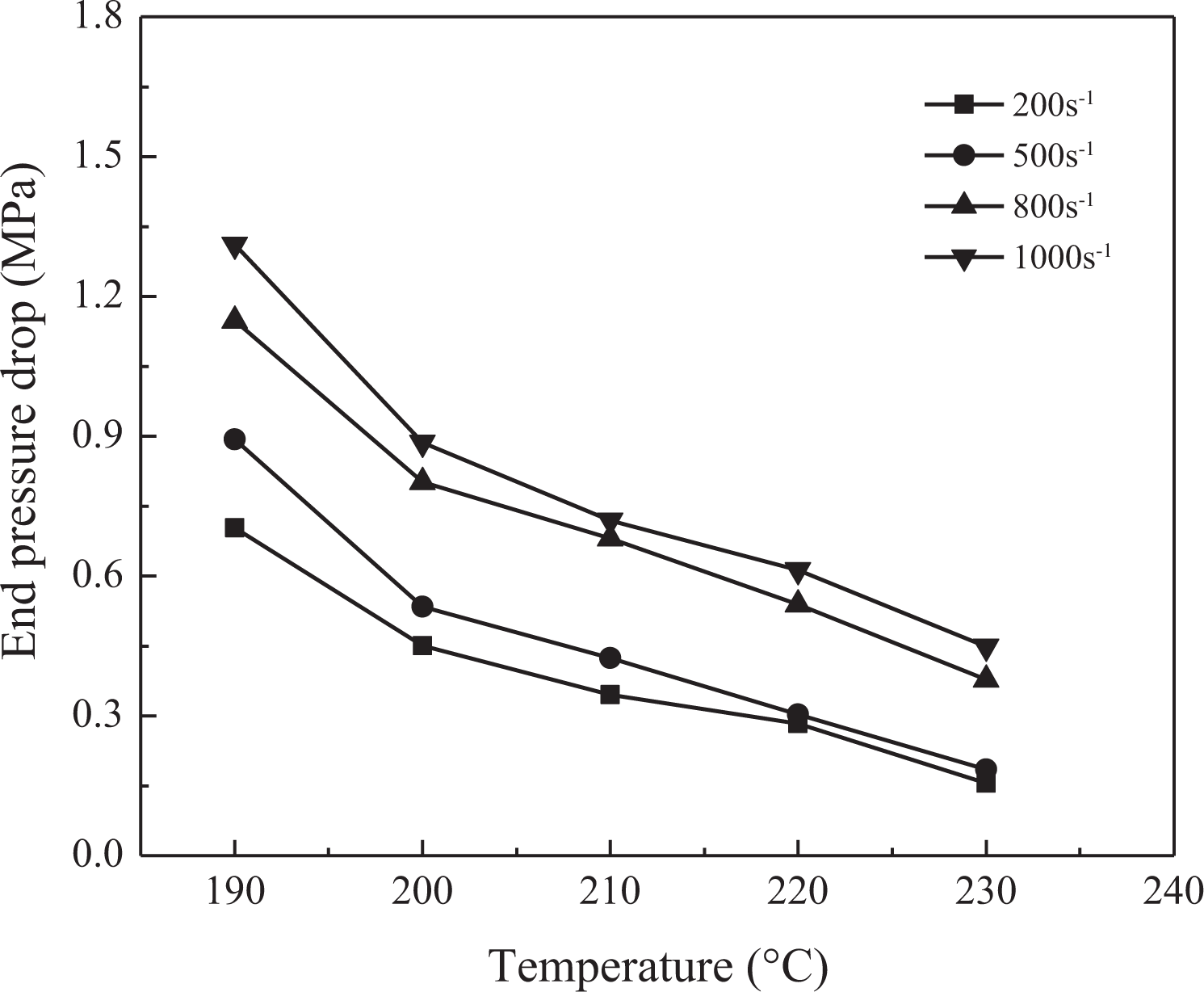
Dependence of entry pressure drop on temperature for PP/IM2 composite melt with MWCNTs weight fraction 1 wt% under various apparent shear rates.
Dependence of end pressure drop on MWCNT size
Figure 9 displays the relationship between the end pressure drop and apparent shear rates for the three PP composite systems with MWCNTs weight fraction of 3 wt% under the test temperature of 220°C. It can be seen that the end pressure drop increases with increasing apparent shear rates; the value of the end pressure drop of the PP/IM2 composites is the highest, while the value of the end pressure drop of the PP/IM8 composites is the lowest under the same apparent shear rate. In general, the smaller the particle diameter, the bigger the particle aspect ratio, and the larger the particle-specific surface area, the larger is the interface between the filler particle surface and the matrix. As stated above, with increasing the aspect ratio and the specific surface area of the MWCNTs, and with decreasing the diameter of the MWCNTs, the melt viscosity of the PP/MWCNTs composites increases and the storage and dissipation of the elastic deformation energy generated in the melts during entrance flow and exit flow will increase, leading to an increase of the end pressure losses. Consequently, the ranking of the end pressure drop of the three PP/MWCNTs composite systems is: PP/IM2 > PP/IM3 > PP/IM8.
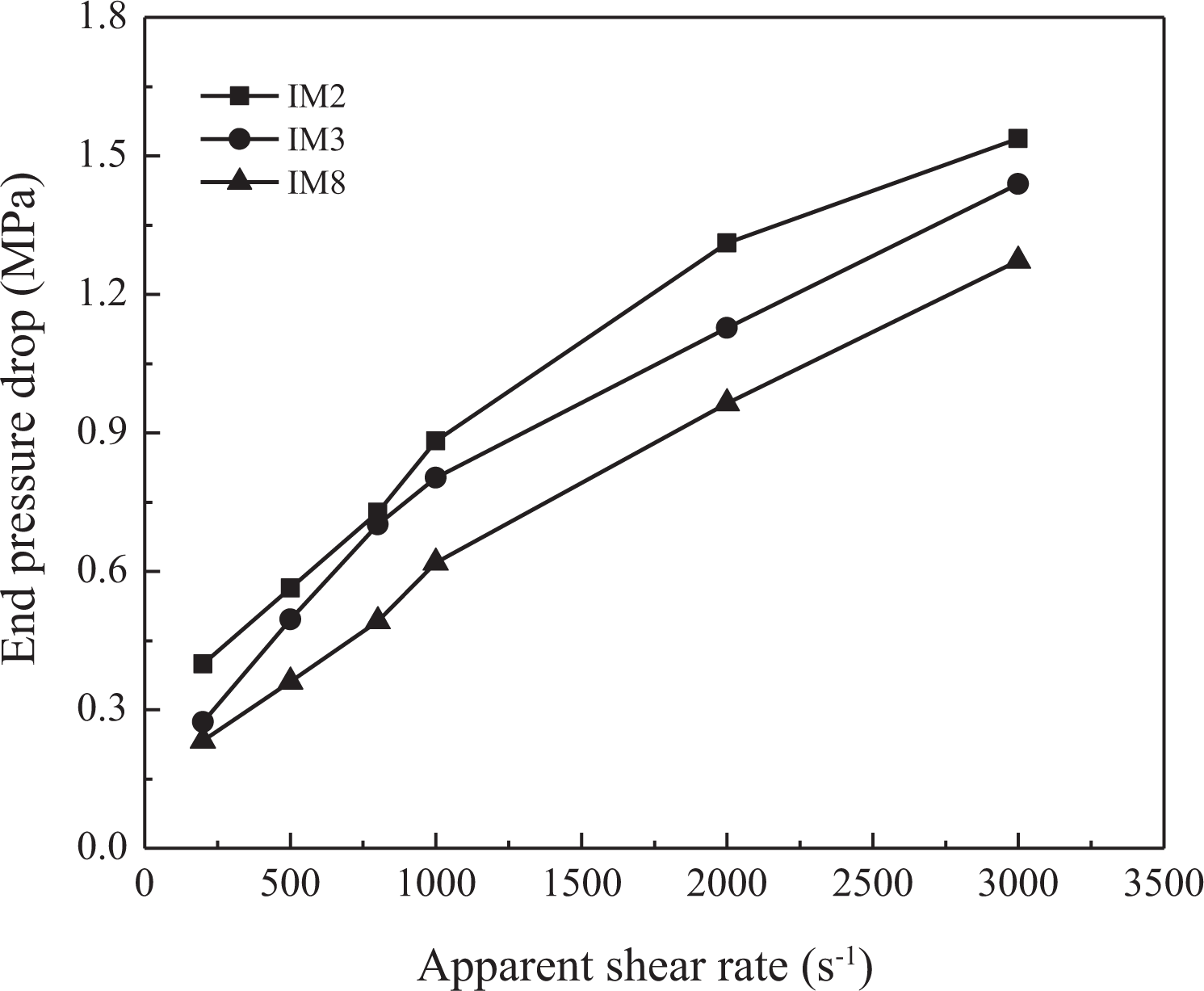
Dependence of entry pressure drop on apparent shear rates for three PP/MWCNTs composite melts with MWCNTs weight fraction 3 wt% at 220°C.
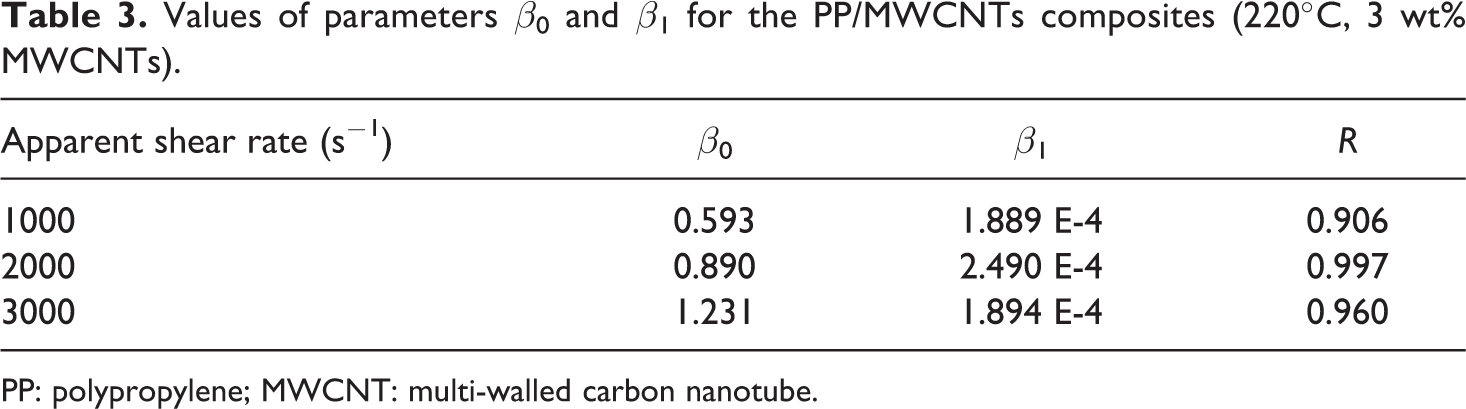
For quantitatively analyzing the relationship between the end pressure losses and the aspect ratio of the MWCNTs, plotting the end pressure drop against the aspect ratio of the MWCNTs from the data shown in Figure 9, one can obtain the curves of the end pressure drop of the PP/IM2 composites versus the aspect ratio of the MWCNTs and the results are shown in Figure 10. It can be seen that the end pressure drop increases almost linearly with increasing the aspect ratio of the MWCNTs, and the relationship between them can be expressed as follows:
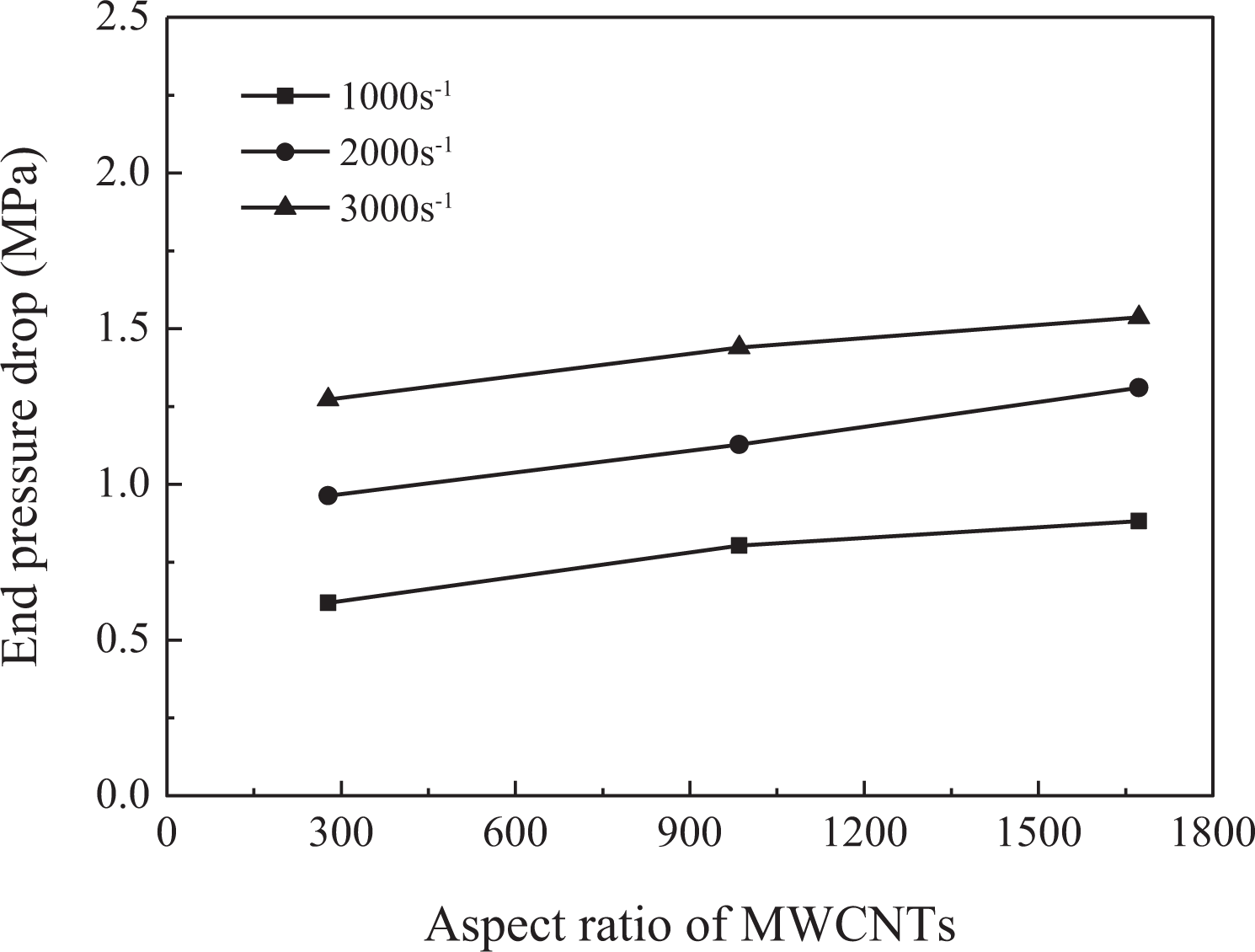
Dependence of entry pressure drop on MWCNTs aspect ratio for three PP/MWCNTs composite melts with MWCNTs weight fraction 3 wt% at 220°C.

where ζ is the aspect ratio of the MWCNTs. Parameters β 0 and β 1 are the parameters related to the melt viscoelastic properties. Similarly, these parameters can also be determined using a fitting method from the experimental measured data. Table 3 lists the values of the parameters β 0 and β 1 for the PP/MWCNTs composites with MWCNTs weight fraction of 3 wt% under the test temperature of 220°C and different apparent shear rates. It can be seen that the values of the parameter β 0 increase with increasing apparent shear rate, and the R coefficient is more than 0.90.
Values of parameters β 0 and β 1 for the PP/MWCNTs composites (220°C, 3 wt% MWCNTs).
PP: polypropylene; MWCNT: multi-walled carbon nanotube.
Discussion
As discussed above, an entrance converging flow will be generated due to contraction flow when polymer composite melts enter into a small flow channel (e.g. die) from a large flow channel (e.g. barrel). In general, the entrance converging flow of polymer composite melts can be divided as three regions: (1) front region of the entrance, (2) converging flow region, and (3) front region of die flow. In the front region of the entrance, the flow field is mainly shear flow, the melt produces corresponding shear deformation, and the MWCNTs in the matrix present obvious curl state. Thus, the storage and consumption of the shear deformation energy will form relevant pressure drop (ΔP en1). In the entrance converging flow region, the flow field is mainly elongation flow, the melt generates large extension deformation, the macromolecular chains and the MWCNTs are greatly stretched, and the curl degree of the MWCNTs in the matrix decreases considerably. In this case, the storage and consumption of the elongation deformation energy will form large pressure drop (ΔP en2). In the front region of die flow, the flow field contains elongation flow and shear flow, the melt produces relevant corresponding extension and shear deformation, and the macromolecular chains and the MWCNTs are also stretched. The elongation deformation is lower than that in the front region of the entrance because the elongation field will be obviously weakened. Consequently, the curl degree of the MWCNTs in the matrix could be between the front region of the entrance and the entrance converging flow region. In this case, the storage and consumption of the elongation and shear deformation energy will generate corresponding pressure drop (ΔP en3). Thus, the entrance pressure drop should be the sum of these three parts:

It is generally believed that the factors for affecting the entrance pressure drop are complicated, especially for polymer composites. This is because that the entrance pressure effect is closely with the interaction state in a composite melt, besides the flow conditions. For the PP/MWCNTs composites, there are different interactions: between PP matrix and MWCNTs, between MWCNTs and MWCNTs, and between PP chains and PP chains. In other words, the interactions in the polymer composites can be understood on the other side by studying the end pressure effects during the melt extrusion flow.
Conclusions
The effects of the content and size of the MWCNTs on the end pressure effects of the PP/MWCNTs composite melts during capillary extrusion flow were significant under the experimental conditions (temperature ranging from 190°C to 230°C and apparent shear rate ranging from 50 s−1 to 3000 s−1). It was found that the total pressure drop and the end pressure drop increased with increasing apparent shear rates and MWCNTs weight fractions, while decreased with increasing the test temperature, and the relationship between the end pressure drop and MWCNTs weight fractions could be described by a quadratic equation. Both the total pressure drop and the end pressure drop increased with increasing specific surface area of the MWCNTs and with decreasing the diameter of the MWCNTs. In addition, the end pressure drop increased almost linearly with increasing the aspect ratio of the MWCNTs.