
Abstract
This study describes the viscoelastic characterizations of unmodified and heat-modified mangrove particle (MP)-filled high-density polyethylene (HDPE) composites. The untreated (unmodified) and treated (modified) MPs were compounded with HDPE matrix at 10, 20 and 30 wt% in a twin-screw extruder and compression moulded into thin sheets for rheological characterizations (amplitude and frequency sweeps). The amplitude sweeps of the dynamic rheological analysis indicated that 20 wt% treated composite has the highest linear viscoelastic region of 0.1% with the highest storage and loss modulus of 1310 and 150 kPa, respectively. The frequency sweep showed an increase in storage and loss moduli as particle loading increased. The zero shear viscosities of pure HDPE were nearly 3990 Pa·s, while the MP-reinforced HDPE composites were ≥185,440 Pa·s with treated composites exhibiting higher values.
Keywords
Introduction
In recent decades, there has been a tremendous shift towards the utilization of natural fibres as reinforcing agents in polymer composites due to their advantages over the fossil-derived man-made fibres such as carbon, aramid and glass. Some of the merits of natural fibres over man-made fibres include low cost, low density, biodegradability, recyclability, comparable specific tensile properties, non-abrasiveness to equipment, non-irritation to the skin, reduced energy consumption, low emission of toxic fumes and renewability. 1,2 The major utilization area of wood particle-filled composites is in the building and automotive industries. However, wood composites are also used for packaging and manufacturing of various household items, ofice appliances and other articles. In most of these applications, they are used as structural materials, where the load-bearing ability of the dispersed component is of extreme importance. 3
Despite having many advantages, natural fibres (including wood), being polar, have a limitation of incompatibility with the non-polar matrix. This poses many challenges such as difficulty in blending during production process and water absorption by the composites. The search for solutions against this major disadvantage has led to a number of studies with the aim to modify wood and further improve its quality. 4 Therefore, many solutions, such as thermal modification and use of coupling agents, have been proposed to solve or at least reduce the problem. 5,6
Heat treatment is one of the processes used to modify the properties of wood by changing the wood’s polar nature, thereby resulting in a better wood–polymer matrix compatibility and eventually composites of good quality. 7,8 Heat treatment serves to improve the properties of the wood, such as dimensional stability and resistance to biocorrosion, and to equip the wood material with new properties. 9 Heat modification of wood fibre has an affirmative effect on its strength and properties since the wood’s hydrophilicity is lowered and the maximum amount of water is reduced. 10 The changes in thermally modified wood are mostly caused by thermal degradation of hemicelluloses. This results in the reduction of swelling and shrinkage due to moisture, enhancement of biological durability and the removal of several wood extractives. In addition, the wood becomes lightweight, the saturated moisture content is reduced and there is an improvement in the thermal insulation characteristics. 11,12 Yildiz et al. reported that thermal degradation of wood occurs more rapidly when heated in the presence of oxygen than that of oxygen-free atmosphere. Therefore, it is preferred to carry out wood heating process in a closed system with an inert gas such as nitrogen or water vapour as the shielding gas instead of air. 13
The development of the rheological material characteristics directly reflects changes in molecular parameters such as the chain scission or cross-linking phenomena. 14 Rheology has been widely used to examine the morphology and interfacial condition of wood plastic composite (WPC) melts. 15 Also, the rheological characteristics of WPCs are largely affected by the type/size/quantity of filler and the filler–matrix compatibility. 16
Dynamic amplitude sweeps are done to obtain the linear viscoelastic region (LVE-R), a region at which the material is not deformed. Meanwhile, the dynamic oscillatory frequency sweeps are carried out to examine the structural changes of the composites fillers. Previous researches on rheology showed that WPCs with heat-treated Japanese cedar wood particles showed improved creep resistance relative to their untreated counterparts, thus indicating that the inclusion of heat-treated wood particles to WPCs significantly improved their dimensional stability and deformation resistance. These observations are due to the hydrophobic nature of the treated wood particles and improved the compatibility of the wood–polymer matrix at the interfacial surfaces. 17 Koohestani et al. also reported that the complex viscosity of maple/high-density polyethylene (HDPE) composites increased up to 7% with the addition of wood filler (maple) from 30% to 35%, but when the loaded wood filler reached 40%, there was an increase in the complex viscosity up to 43% (this is an implication of difficulty in processing of WPC containing high percentage of wood filler). 18
The objective of this research is to explore the full potential of utilizing wood particle as filler in wood thermoplastic composites. The influence of heat treatment (for improved particle–matrix adhesion) as well as wood contents on the amplitude and frequency sweeps to enhance the resistance to deformation of mangrove particle (MP)/HDPE composites is studied in this article.
Materials and methods
Materials
Mangrove wood, Rhizophora stylosa (spotted mangrove) used as raw material, was obtained from Matang Mangrove Eco-Educational Centre, Perak, Malaysia, and processed by chipping and crushing into wood particle at Fibre and Biocomposite Centre (FIDEC) of the Malaysian Timber Industries Board (MTIB), Selangor, Malaysia. The MP was sieved into a particle size range of 0.5–1.0 mm (mesh size 18–35) and dried in a vacuum oven at 80°C for 24 h to a constant weight. The vacuum-dried fibre was later modified at a temperature of 120°C in an oven under anoxic condition to avoid oxidation and ignition in the presence of nitrogen gas at a flow rate of 100 ml/min for 1 h. The matrix, a semi-crystalline HDPE, Titanzex HI1100 with melt flow index of 7 g/10 min and density of 0.961 g/cm 3 was obtained from Titan Petchem (M) Sdn Berhad, Malaysia. At 120°C, MP contained the highest content of cellulose and scanning electron microscopy showed openings that could provide easy interlocking with HDPE matrix; these are evidences of surface improvement of MP. 8
Preparation of mangrove/HDPE composite
Extrusion
A twin-screw extruder (model Brabender KETSE 20/40 laboratory compounder, Germany) was used to compound MP/HDPE. The diameter of each screw is 20 mm and a length to diameter ratio of 40. The extrusion was carried out at a screw speed of 80 r/min, while the temperatures of the six heating zones were set at 150°C, 155°C, 160°C, 165°C, 170°C and 175°C. These processing temperatures produced the actual melt temperature of between 181°C and 184°C. The long strands of extruded composites leaving the circular die of 3 mm were pelletized after cooling in a laboratory pelletizer into a length of about 6 mm.
Compression moulding
The pelletized extrudates were moulded using the compression moulding machine (model Collin P 300E, Germany) at a temperature of 150°C and pressure of 15 bars. The moulding was carried out in a stepwise manner by filling the pellets and setting the temperature to 150°C. The platens were half-closed for about 60 s to allow the mould and composite pellets to heat up, then, the platens were fully closed for 5 min at the set pressure (15 bars). The platens were released and allowed to cool to crystallization temperature (about 117°C).
Dynamic rheological properties
Oscillatory melt rheology tests were performed on a Physica MCR 301 (Anton Paar, Germany) rheometer equipped with an accessory CTD 450 L device, which ascertains that the rheology is in the molten state. The measurements were carried out at a fixed temperature of 170°C and an angular frequency of 10 rad/s under small amplitude oscillatory shear mode using 25 mm parallel plate–plate geometry with 0.5 mm gap. Frequency sweeps between 0.05 rad/s and 500 rad/s were performed at a strain of 0.05%, for which the materials exhibited a linear viscoelastic (LVE) behaviour as verified by previous strain (amplitude) sweeps.
Results and discussion
Amplitude sweeps
LVE-Rs and moduli
Generally, amplitude sweeps describe the deformation behaviour of samples in a non-destructive deformation/shear range and evaluate the upper limit of this range. One of the effects of fillers is the reduction of the linear viscoelastic range, characterized by the onset of the strain-dependent behaviour. The LVE-R indicates the range at which the test can be carried out without causing structural damage to the sample material. It is a range with the lowest strain values. The limits of the LVE (ϒ L) of MP/HDPE composites as determined by rheometer are given in Table 1. In the LVE-R, the storage modulus (G′), representing the stiffness of the composite, shows a constant value, known as plateau value. The values of G′ at 0.01% remained unchanged until deformation is reached where the curves were seen to drop sharply, indicating brittle fracturing. 19 It is worthy to note that the LVE-R of all composites is 0.05%, except for treated composites at 20 wt% MP loading having an LVE-R of 0.1%; HDPE has an LVE-R of 10%.
The limits of LVE-Rs of HDPE, untreated and treated MP/HDPE at different particle loadings.
LVE-R: linear viscoelastic region; HDPE: high-density polyethylene; MP: mangrove particle; UMHDPE: untreated mangrove-HDPE composites; TMHDPE: treated mangrove-HDPE composites.
Figure 1(a) and (b) shows the variation of storage modulus (G′) and loss modulus (G″) of untreated and treated composites with strain at different loadings of MP. At 0.01%, the plateau value of G′ for pure HDPE is 5.3 kPa, while the untreated composites are 25, 34.8 and 283 kPa for 10, 20 and 30 wt% of MP loading, respectively. However, the values of G′ for treated composites are 69.6, 1260 and 682 kPa for 10%, 20% and 30% by weight of MP, respectively. These values reveal that increase in particle loading gives rise to increase in G′ with the treated composites at 20 wt% exhibiting the highest value of G′. Furthermore, heat treatment enhances the interfacial fibre–matrix interactions of MP-HDPE as evidenced in the higher values of G′ of treated composites compared to their untreated counterparts. 17
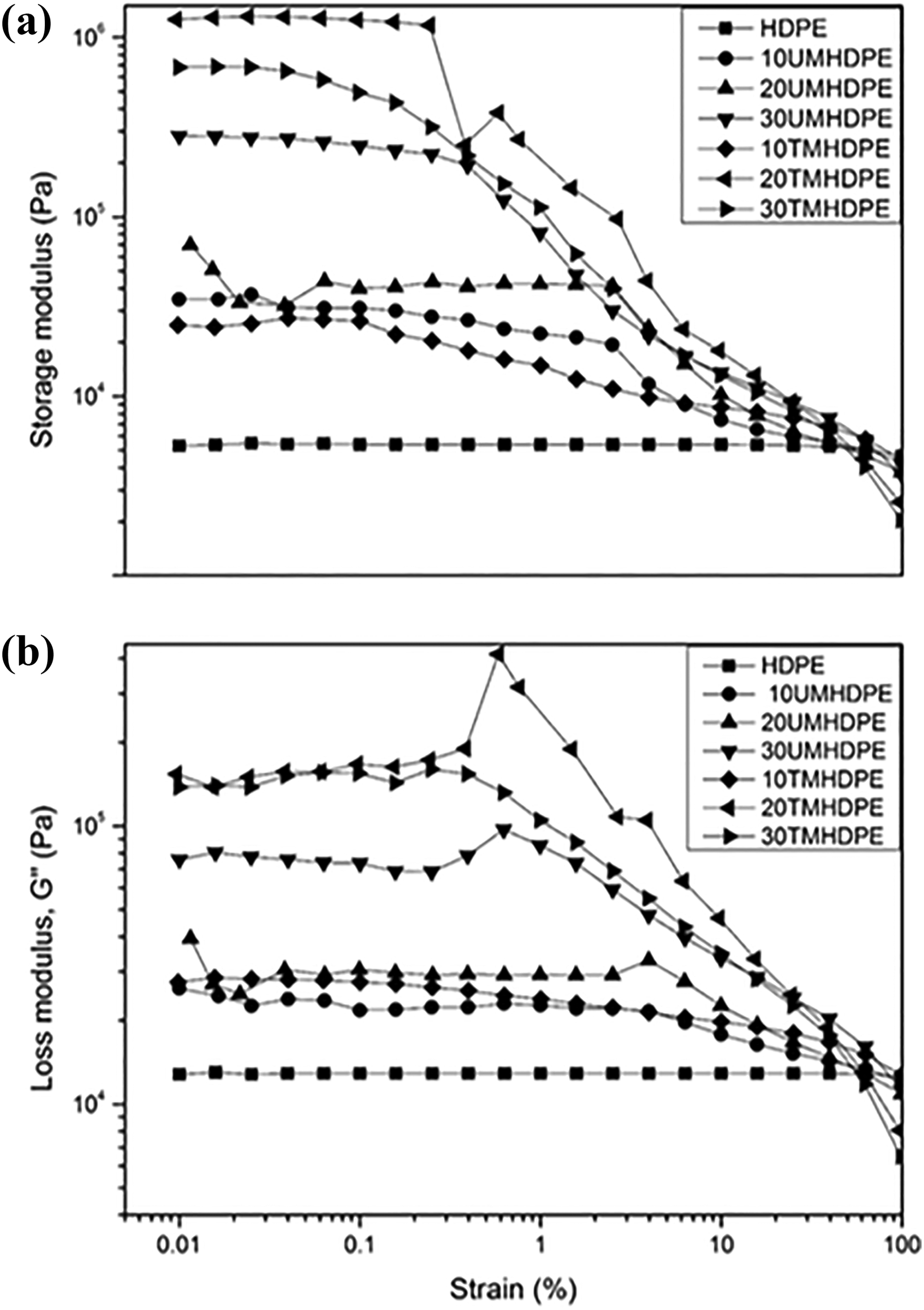
The (a) storage modulus- and (b) loss modulus-dynamic strain behaviour of HDPE, untreated and treated MP/HDPE composites at different particle loadings.
The G″ of pure HDPE (12.8 kPa) is higher than G′ (G″ > G′), indicating that HDPE displays a fluid structure and can be termed a viscoelastic liquid. The G″ of untreated composites are 26.1, 27.5 and 75.8 kPa for 10%, 20% and 30% by weight of particle loadings, respectively, while the treated composites recorded 39.5, 154 and 138 kPa at 10, 20 and 30 wt% of MP loadings, respectively. Nevertheless, the G″ of all composites show the same trend as G′ but with lower values than G′, meaning that (G′ > G″), characteristics of solid structure and can be referred to as viscoelastic solid material.
With increase in strain, the values of both moduli decreased. This decrease in modulus is more pronounced in untreated MP/HDPE composites. The decrease in modulus with increase in strain is due to the change in the structural properties of the composites as well as material structure’s breakage. 20 The breakage in structure at high dynamic strains can be attributed to the incompatibility and poor interaction between the matrix and agro-fibre fillers. 21 However, the treated composites (especially at 20 and 30 wt% of MP) maintained constant moduli up to about 1% strain before a sharp drop in modulus can be seen, a probable indication of enhancing MP-HDPE adhesion.
Flow stress
Table 2 presents the flow points of untreated and treated MP/HDPE composites. The flow point, also known as flow stress, is the value of the shear stress at the crossover point (or intersection) where G′ = G″. At higher shear, there is a dominance of the viscous portion and the sample flows. At low shear stress, the elastic properties dominate, relative to the viscous ones, whereas at high shear stress, an opposite behaviour was observed. The shear stress of untreated composites at 10 and 30 wt% of MP content is 286 and 1140 Pa, respectively, while 1430 and 1550 Pa were obtained for the treated composites at 10% and 30% by weight of MP, respectively. These results indicate that crossover shear stress increases with an increase in MP content as well as an improvement in the compatibility of MP-HDPE interfaces by heat treatment; this could be noted in the higher values of shear stress.
The flow points of untreated and treated MP/HDPE composites.
HDPE: high-density polyethylene; MP: mangrove particle; UMHDPE: untreated mangrove-HDPE composites; TMHDPE: treated mangrove-HDPE composites.
Figure 2 shows the flow stress/points of untreated and treated MP/HDPE composites. Composite materials at flow points show the same elastic behaviour as viscous. In addition, the G′ and G″ increase as the particle contents increase. This may clarify the point that at high wood particle loadings, the behaviour of the composites is more elastic. 22 The crossover points of G′ and G″ for 10% and 30% by weight of untreated MP are 22.8 and 87.5 kPa, respectively, while the treated composites containing 10% and 30% by weight of MP contents have 32.4 and 103 kPa, respectively. The higher values of treated composites could be attributed to the good interaction within the MP and HDPE matrix.
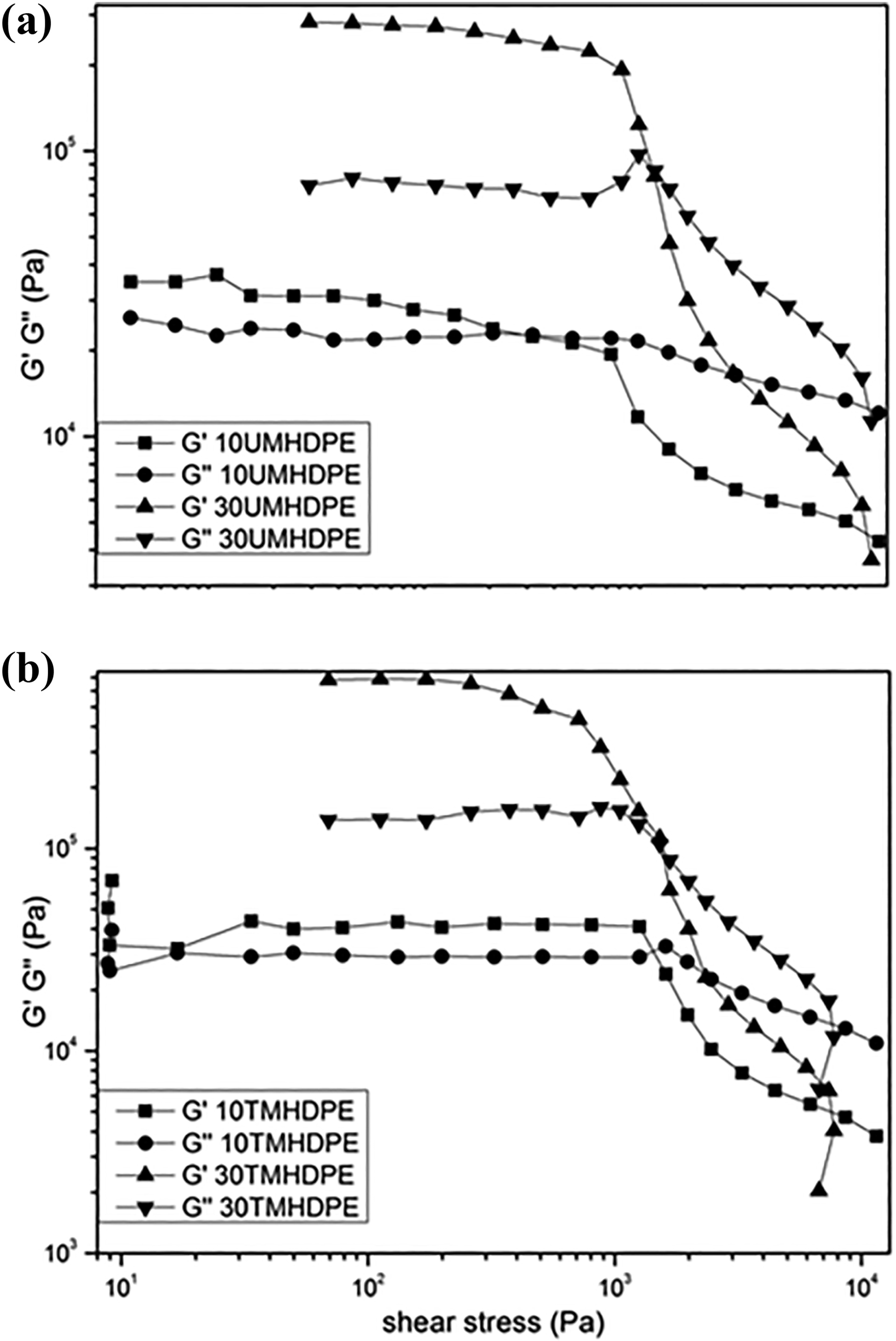
The flow stress/points of (a) untreated and (b) treated MP/HDPE composites.
Frequency sweeps
Frequency sweeps are established methods for obtaining information on the behaviour and inner structures of polymers. Figure 3 depicts the storage (G′) and loss (G″) moduli as functions of angular frequency of untreated and treated MP/HDPE composites. The pure HDPE exhibits a progressive increase in both G′ and G″ as frequency increases, showing a terminal characteristic. Meanwhile, for all the composites, G′ and G″ flattened off from low frequency to high frequency, an indication of non-linear pattern. The values of G′ for untreated composites at 10, 20 and 30 wt% are 30.4, 263, and 281 kPa, respectively, while the treated composites recorded 94.6, 230, and 417 kPa at 10%, 20% and 30% by weight of MP, respectively. The values of G″ also show the same trend but lower than G′. These results reveal that the values of G′ and G″ increased as filler content increases, hence showing the reinforcing ability of MP in the composite structure. Furthermore, the treated composites have higher values of G′ and G″ at all particle loadings than their untreated counterparts; this suggests an improved interaction of particle–matrix bonds in the elasticity of treated composites. Similar results were obtained by Ogah et al. 21
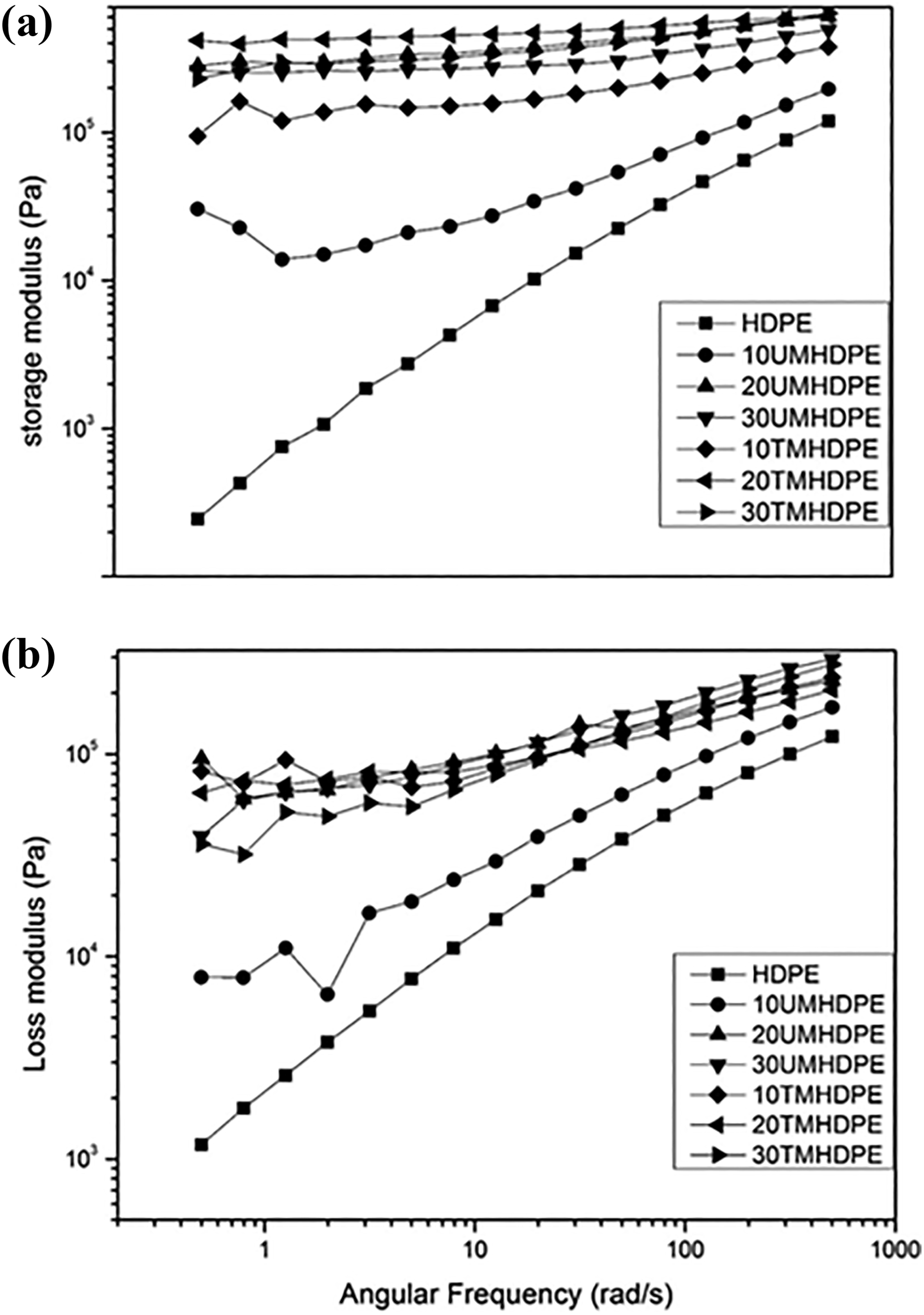
The (a) storage modulus and (b) loss modulus versus angular frequency of HDPE, untreated and treated MP/HDPE composites.
Complex viscosity, |η*|
Figure 4 shows the variation of | η*| with angular frequency (ω) for HDPE, untreated and treated MP/HDPE composites. At 0.5 rad/s, the | η*| of HDPE is 2410 Pa·s, while the values obtained for untreated composites at same angular frequency are 62,900, 466,000 and 531,000 Pa·s at 10%, 20% and 30% by weight of MP, respectively. Also, the treated composites had 251,000, 594,000 and 843,000 Pa·s at 10, 20 and 30 wt%, respectively. It can be observed that the introduction of MP into the polymer matrix increased the viscosity of the polymer melt. This is because of the disturbance to the flow of the melt was caused by the MP. The highest |η*| was recorded at 30 wt% composites due to the presence of agglomerates in the MP, which caused resistance against the flow and increased viscosity of composites. Similar observations were obtained by Lozano et al. 23 However, it is worthy to note that the values of the treated composites are higher than the pure HDPE and untreated composites, which possibly indicates an improvement in the particle–matrix adhesion. Furthermore, there was a steady decrease in | η*| of all composites with increased ω, which means that the MP exhibited shear thinning behaviour (pseudoplasticity), thereby becoming less viscous. 24,25 These observations imply that at low ω, there is a dominance of particle–particle collisions compared to the instance at high ω, where the effects of particle decreases and there is the dominance of matrix contributions/behaviour. 19
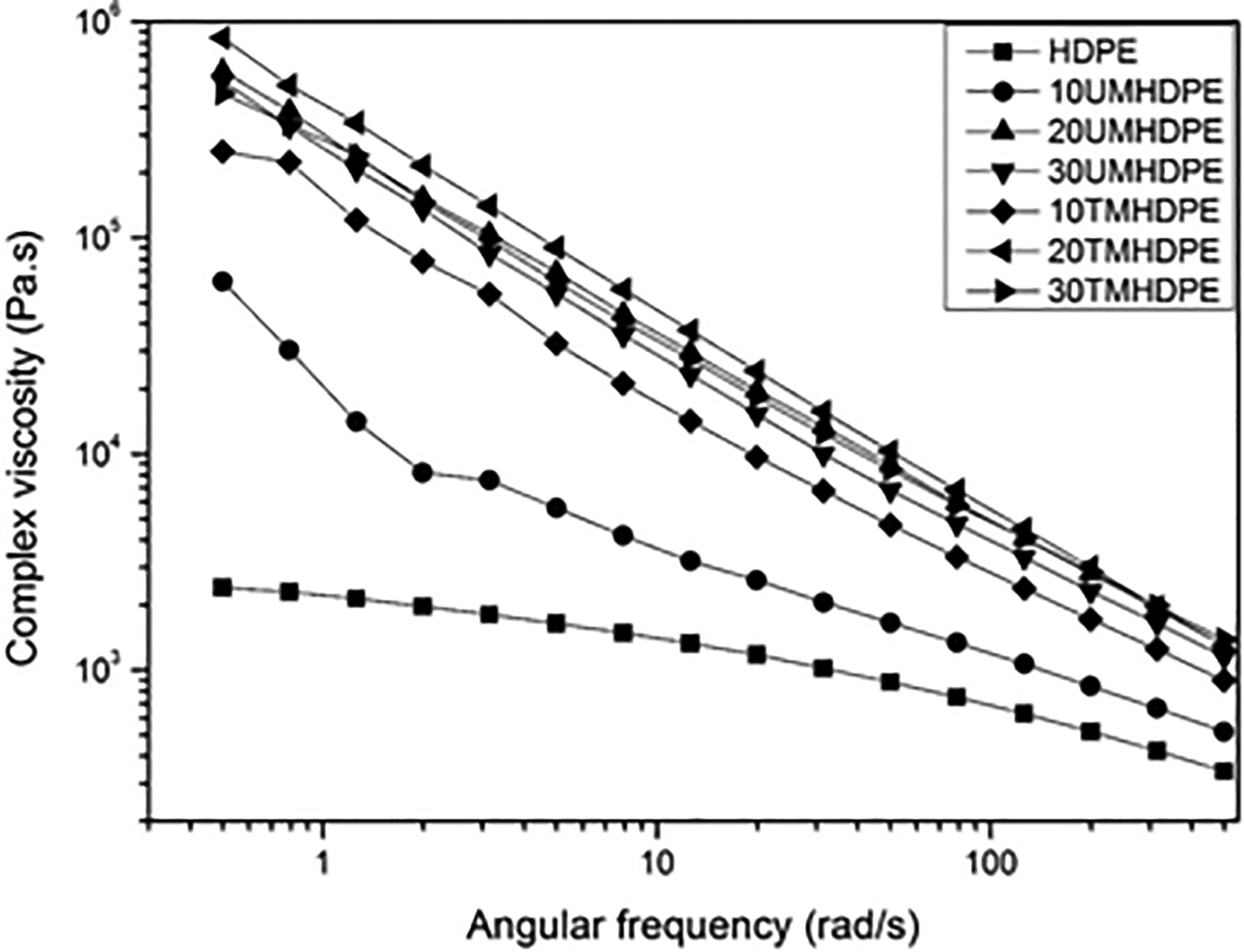
The complex viscosity–angular frequency rheograph of HDPE, untreated and heat-treated composites.
Zero shear viscosity
Zero shear viscosities (η o) and average molar masses (M) of untreated and treated MP/HDPE composites at different MP loadings.
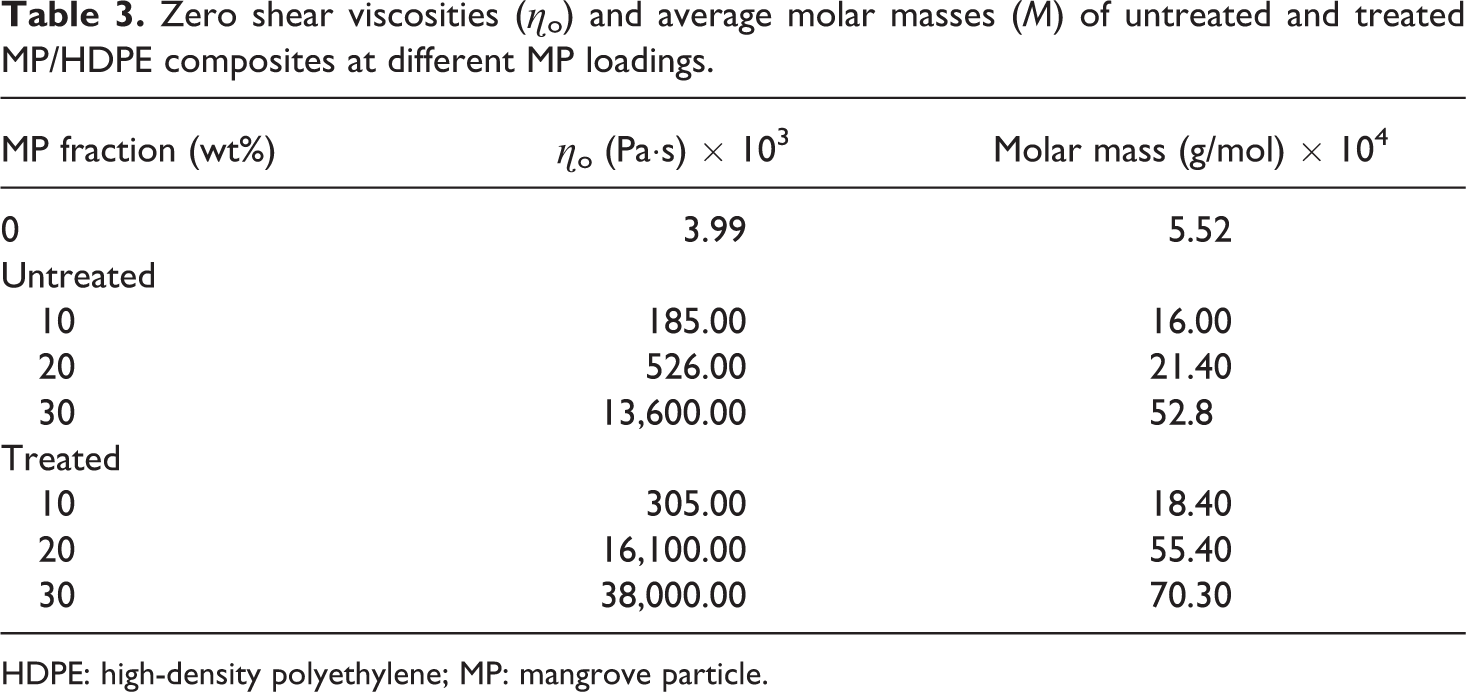
HDPE: high-density polyethylene; MP: mangrove particle.

where, kc is the material constant = 3.4 × 10−14 and power law exponent ‘a’ ranges between 3.36 and 3.64 for polyethylene 26 . Therefore, equation (1) becomes as follows:


It can be observed in Table 3 that the average molar mass increases with increasing filler loading.
Loss factor or damping factor (tan δ)
The loss factor or damping factor, tan delta (tan δ), describes the ratio of the two portions of the viscoelastic behaviour, G′ and G″.

Figure 5 shows the variation of damping factor with angular frequency, the relationship between frequency and tan δ is obtained to get the information on how efficient the untreated and treated MP/HDPE composites lose energy to molecular rearrangements and internal friction. In this composite system, the tan δ decreased with increase in MP loading.
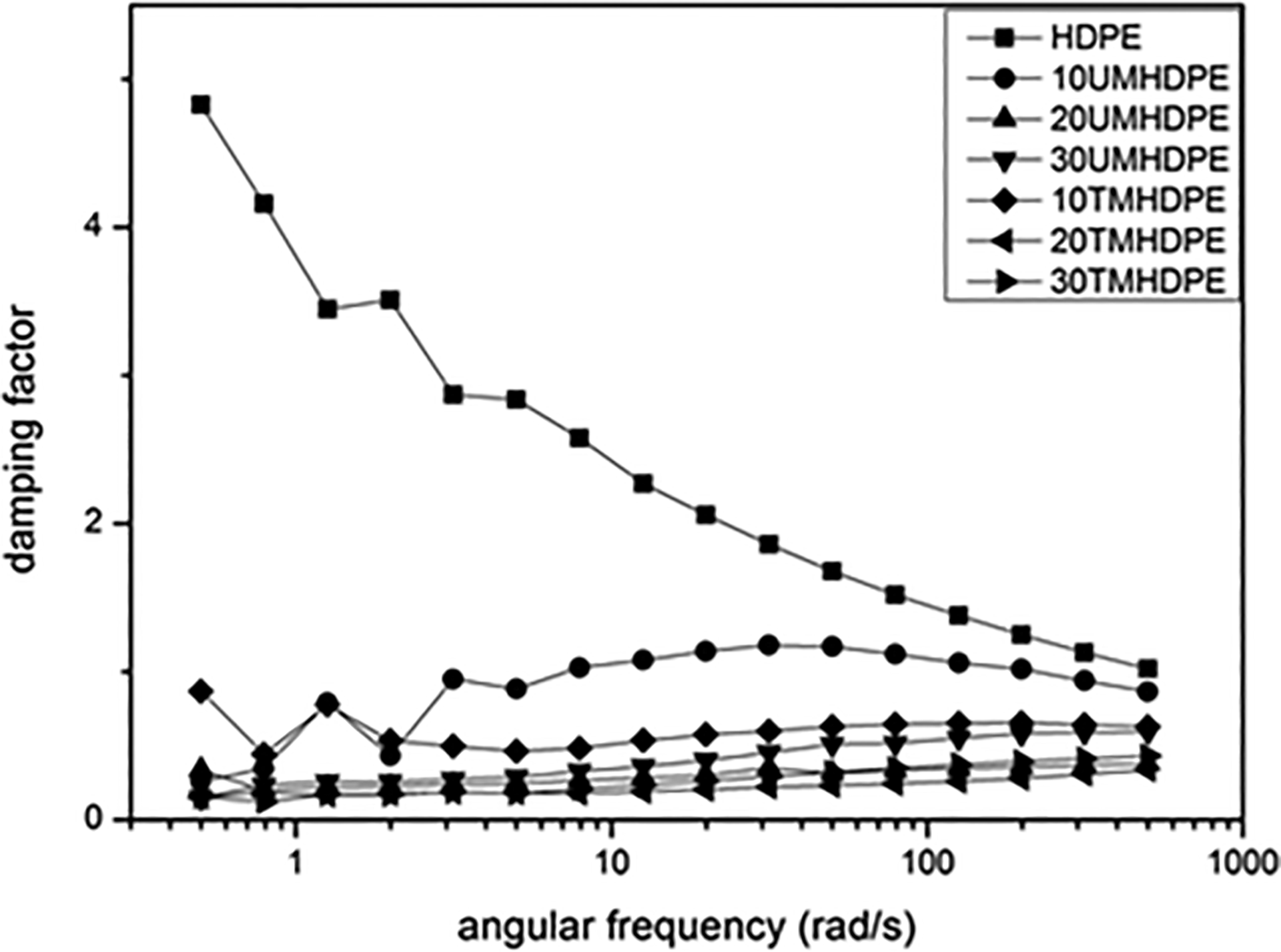
The damping factor of pure HDPE, untreated and treated MP/HDPE composites.
The incorporation of MP into the HDPE matrix, which is due mainly to the existence of effective particle–matrix interfacial bonding, has led to the viscoelastic energy dissipation in the composites. Also, it can be observed that tan
Conclusions
Untreated and heat-treated MP/HDPE composites at three different filler loadings were prepared by extrusion and compression moulding. The influence of heat treatment and particle loading on the composites’ dynamic rheological properties was investigated to understand the impact of heat treatment on composite properties. The rheological studies revealed that in amplitude sweep, the LVE-Rs of all composites are between 0.05% and 0.10% strain, while increase in dynamic strain led to decrease in both storage and loss moduli due to the changes in the structural properties of the composites as well as breakage of the material structure. Also, the flow stress increased with increase in particle loading with treated composites exhibiting higher stress values because of improved particle–matrix adhesion. In frequency sweep, a substantial increase in complex viscosity, storage modulus and loss modulus were observed at high MP loading. The complex viscosities were quite high at the low angular frequency but decreased with increasing angular frequency indicating a shear-thinning response of MP/HDPE composites. The damping factor of all composites decreased across the whole frequencies’ range giving rise to a flattened region which signified the relaxation of composites. It is important to note that one of the limits of this study is attributed to the observed irregularities in the amplitude and frequency sweep curves of composites.