
Abstract
This study examines the effect of particulate reinforcement on the mechanical properties of 3D printed acrylonitrile–butadiene–styrene (ABS). Copper ferrite (CuFe2O4) as a reinforcer with various loadings was used to print ABS composite specimen, namely, 8, 11 and 14 wt%. Mechanical testing such as tensile test and hardness test was performed on the printed samples. Specimens with 14 wt% of CuFe2O4 showed a 135% increase in tensile strength compared to the pure ABS specimens. Specimens printed with 14 wt% of CuFe2O4 are 14% harder compared to the pure ABS specimens. Thermal conductivity increased 93% for specimen loaded with 14 wt% reinforcer. Electrical conductivity shows a one-order increase for composite specimen compared to control specimen.
Keywords
Introduction
3D printer also known as additive manufacturing technology. 3D printers were developed in the 1980s in order to fabricate 3D objects1,2 using metal, ceramic and polymer3,4 as the matrix. Unlike conventional manufacturing method that involves removing material to shape the product, additive manufacturing comprises adding material to create a part. 5 The working principle of additive manufacturing is by the addition of a material layer upon layer until the product is fully constructed.4–6 Ability to print complex geometry, fast fabrication and low cost of materials are some of the benefits of additive manufacturing.7,8 This technology necessitates small capital to set up compared with other conventional methods that required high costs such as injection moulding and thermoforming.7,8 However, product constructed by the additive manufacturing is physically weak compared to components fabricated using conventional processing methods.4,8
Additive manufacturing is operated using a low working temperature.3,8,9 Acrylonitrile–butadiene–styrene (ABS), polylactic acid (PLA) and polycarbonate are the most common polymer used by additive manufacturing3,9 to fabricate a product. These materials are categorized under thermoplastic materials that have a low melting temperature and suitable for additive manufacturing. As mentioned before, the product developed using 3D printer is physically weak compared to the other manufacturing methods. However, the drawback found that polymer composites can be one of the solutions to improve the properties of the printed parts.
ABS is an engineering-like polymer 10 that consists of three different monomers such as acrylonitrile, butadiene and styrene. 11 The advantages of ABS polymer include good processability, excellent chemical resistance, good toughness and dimensional stability as well as low cost. 10 ABS possesses good physical properties over PLA in terms of density and glass transition temperature (Tg). 12 Moreover, ABS has good impact resistance 10 compared to PLA which is suitable for heavy duty application such as kitchen tools, households and automotive parts. However, the capability of pure ABS is limited in some engineering fields such as conductive polymers. 10 Fabricating conductive polymer requires high conductivity reinforcer. The previous study found that reinforcing epoxy and polypropylene with aluminium oxide has increased the thermal conductivity of both materials. 13 On the other hand, Nabilah et al. have successfully increased the electrical conductivity of epoxy by adding conductive filler until reaching at 6 wt% and before decreasing at 8 wt%. 14 Previously, few studies have been done to improve the other properties of ABS like mechanical properties, for example, Tekinalp et al. studied the effect of fillers on the mechanical properties of the ABS composites fabricated via fused deposition modelling (FDM). 4 They found that the tensile properties of ABS improved 66% with the addition of 10 wt% filler. Another study on the mechanical properties of ABS-filled montmorillonite nanocomposites fabricated using additive manufacturing showed an improvement of 10% of tensile properties.10,12 Therefore, the aim of this study is to enhance the properties of ABS reinforced with conductive particulate reinforcement filler manufactured using an additive manufacturing.
According to Shemelya et al., the thermal conductivity of ABS shows some increment on some of the type of filler. 15 This proved that by incorporating highly conductive filler into the non-conductive polymer has increased the thermal conductivity of the polymer. 15 Their finding shows that the highest thermal conductivity reached when it was added with graphite. 15 Based on the output from Nikzad et al., the thermal conductivity of ABS can also be affected by the amount of the filler content. 16 They found that when the loading of the copper (Cu) and iron increased, the thermal conductivity of the ABS also increased. 16
Materials and methods
Appropriate amounts of analytical grade copper oxide (CuO) were mixed with iron (III) oxide (Fe2O3) using a mortar and pestle. The mixed powder was then pressed into 20-mm diameter pellets. The pellets were sintered using a muffle furnace at 900, 950 and 1000°C for 6 h. The prepared powders were characterized using X-ray diffraction (XRD; Shimadzu-6000, Tokyo, Japan) with a Cu Kα radiation source. Figure 1 shows the XRD pattern of synthesized copper ferrite (CuFe2O4) powder sintered at 900, 950 and 1000°C. From the XRD results, the specimen sintered at 1000°C had relatively higher CuFe2O4 peaks compared to CuO or Fe2O3. The highest peaks were identified as CuFe2O4 (ICDD 034-0425). The intensity of the peaks increased with increasing sintering temperature. Specimens at 900°C had higher secondary phase peaks such as CuO and Fe2O3 compared to specimens sintered at 1000°C.
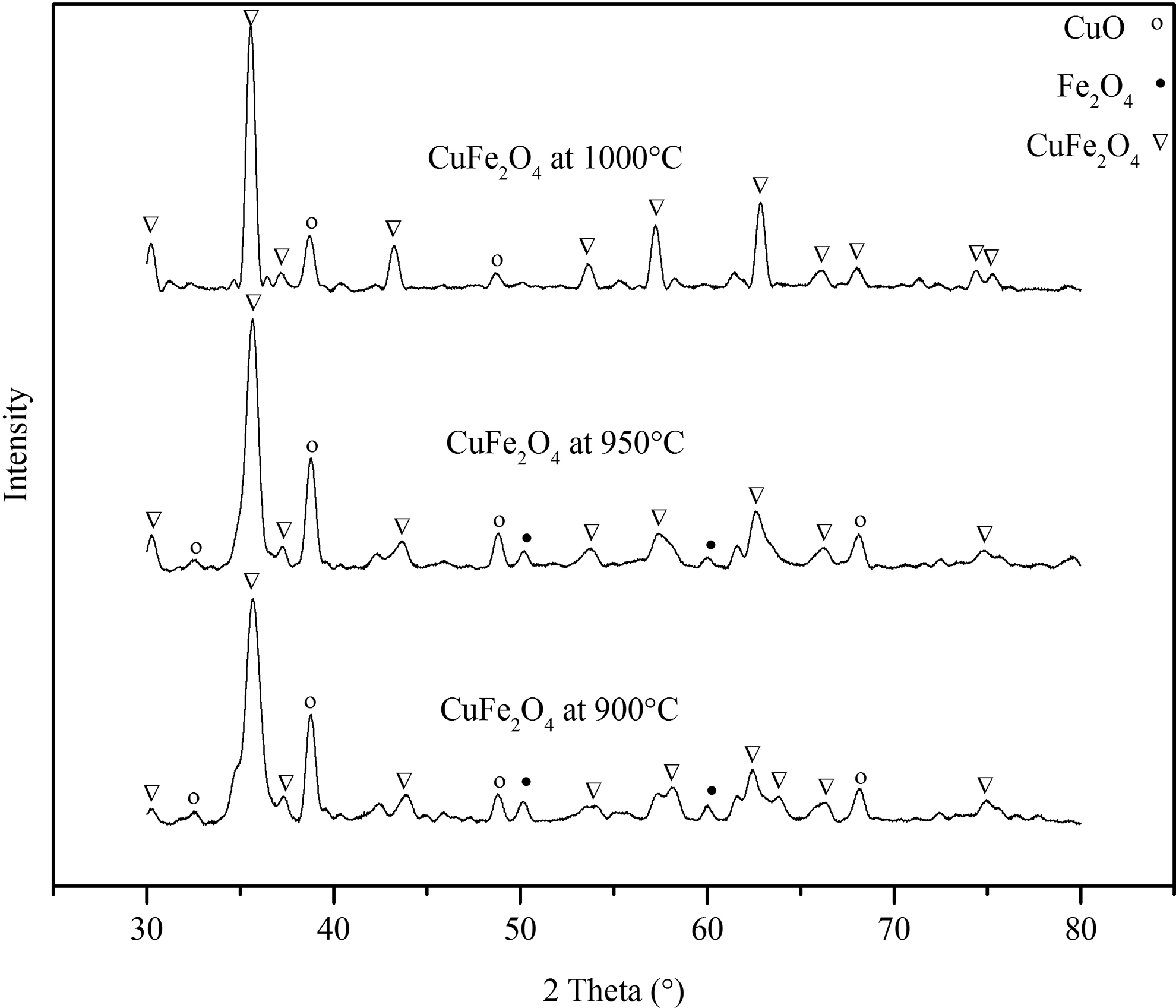
XRD pattern of CuFe2O4 at different sintering temperatures from 900°C to 1000°C.
A 1.75-mm diameter commercial ABS filament was used for 3D printing. The specimens were printed in dumb-bell shapes suitable for tensile testing based on ASTM D638-10. The specimen size is shown in Figure 2.
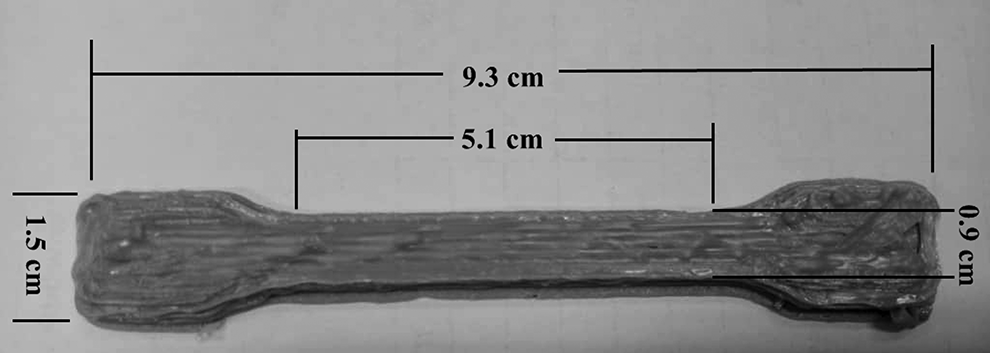
Specimen size.
The prepared fillers were dispensed using dispenser during the printing process placed on the extruder. The dispenser was set up to three different speeds using dispenser speed controller to control the percentage of filler content. Low speed (1000 r min−1), medium speed (1400 r min−1) and high speed (1800 r min−1) are the speeds used to feed the filler into the polymer matrix. The setup of the filler dispenser is illustrated in Figure 3.
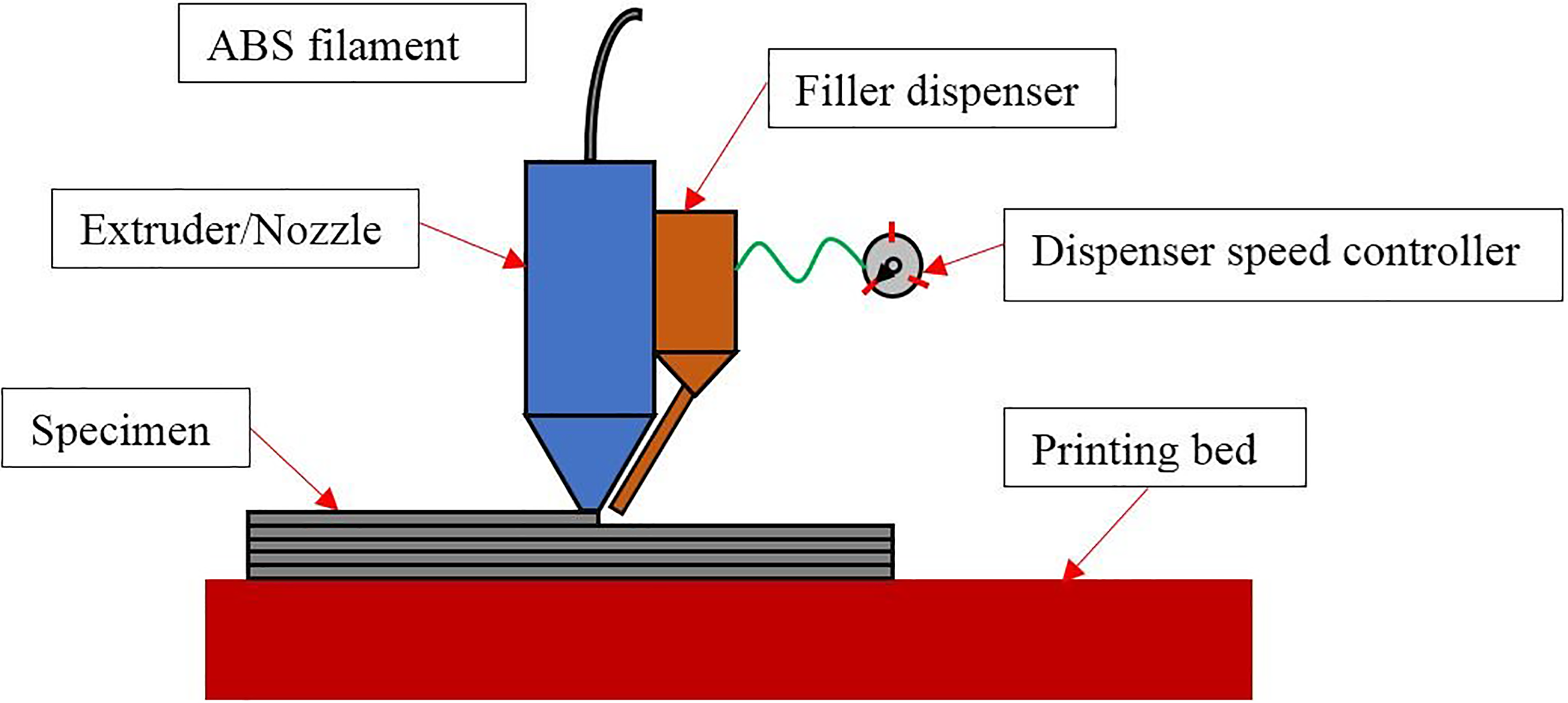
Schematic diagram of 3D printer and filler dispenser.
Thermal gravimetric analysis (TGA7; PerkinElmer, Waltham, Massachusetts, USA) was done to verify the percentage of filler in the composite. Figure 4 shows the thermograph of ABSCuFe2O4 composites. ABS started to decompose at 300°C and finished approximately at 900°C. After 950°C, all the profiles show a constant reading until 1000°C. This might mean that first decomposition is ABS and the constant reading referred to CuFe2O4. This is because CuFe2O4 have a high melting temperature of 1300°C compared to ABS at 80°C. The remaining weight represents the amount of filler successfully incorporated into the composites. Figure 3 shows there are three different filler loadings, 8, 11 and 14 wt%, which correspond to the low, medium and high dispenser speeds, respectively.
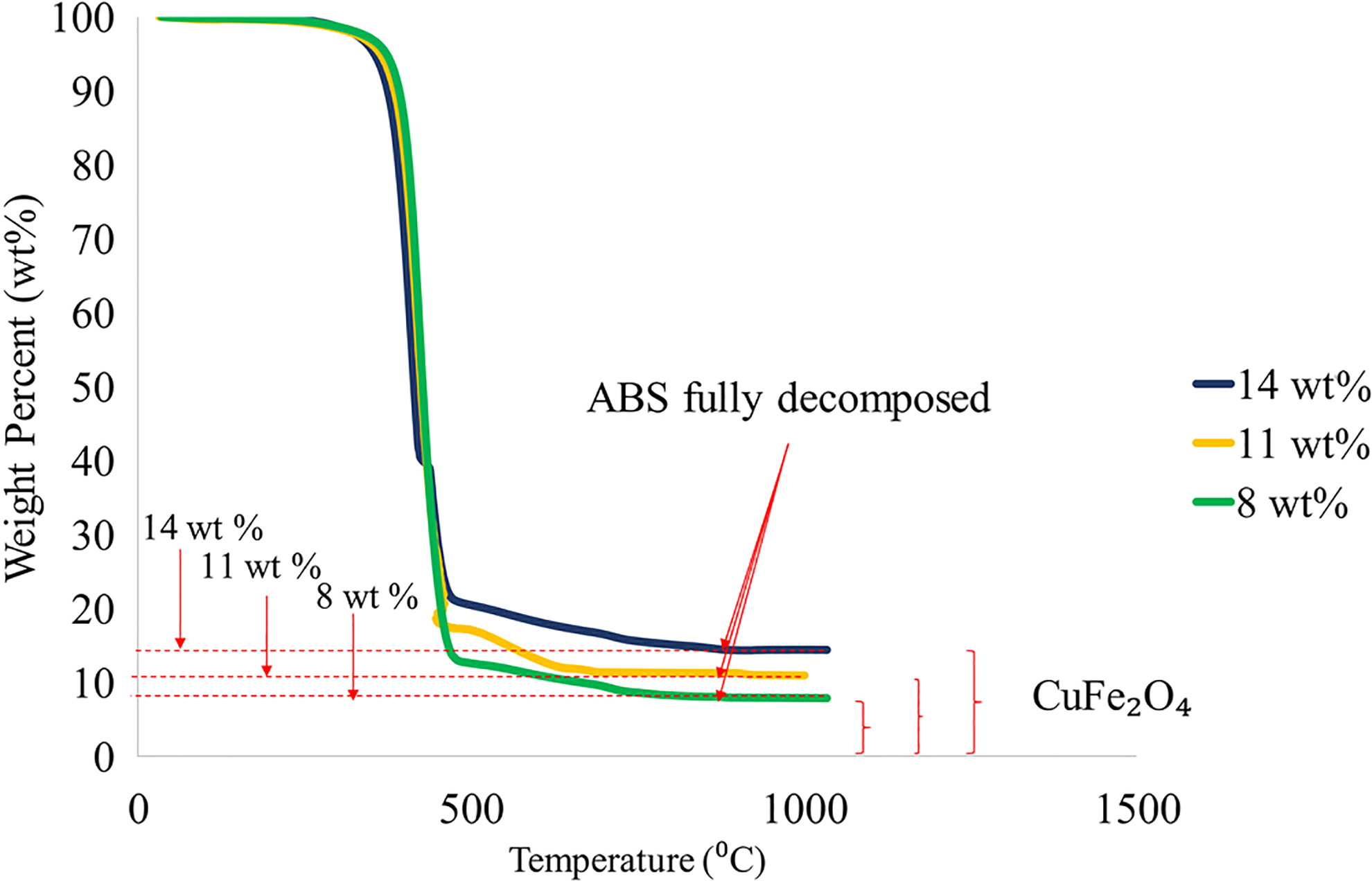
Thermal gravimetric analysis of ABS loaded at various amount from the dispenser.
Printed specimens underwent tensile testing (Instron 5569 Universal Testing Machine, Massachusetts, USA) according to ASTM D638 and Vickers hardness test (Micro Hardness Vickers Tester 402MVD, Massachusetts, USA). Thermal conductivity was done using an absolute axial heat flow method. Data from the test were used to determine thermal conductivity using equation (1), where K is the thermal conductivity, t is the thickness of the specimen, Q is power and A is the area of the specimen. The area, A, of measured specimen is 0.0034 m2. Electrical conductivity was measured using equation (2)


Results and discussion
Effect of filler content on tensile strength
Figure 5 displays three specimens that were successfully manufactured at different filler loadings, namely, 8, 11 and 14 wt%. Figure 6 shows the result of tensile test of the specimen with three different filler loadings: 14, 11 and 8 wt% of CuFe2O4. The figure shows that tensile strength of ABS increased upon increase of CuFe2O4 content. From the figure, the sample printed with 14 wt% of CuFe2O4 had highest tensile strength (17.57 MPa) which was 135% higher than the control sample. Specimens printed with 11 wt% (15.94 MPa) and 8 wt% (15.76 MPa) of CuFe2O4 show a slight difference which is 113 and 110% increase in tensile strength. The increase in tensile properties indicates that there was good interfacial adhesion which led to effective stress transfer between the matrix and reinforcer. Figure 7 shows that CuFe2O4 was surrounded with ABS which indicates good interfacial adhesion between both materials. This is due to the transfer of tensile load to the filler before it fails. This result was corroborated with Rao et al. in their research on enhancing the mechanical properties of polymer reinforced by CuO as filler found that filler content may increase tensile strength up to 55% of the polymer due to strong reinforcement of fillers toward the polymer. 17 This might cause good stress transfer from the polymer to the CuO filler across the polymer–matrix interface. 17 This may be due to good particle dispersion, thereby resulting in good stress transfer due to good particle dispersion.13,14
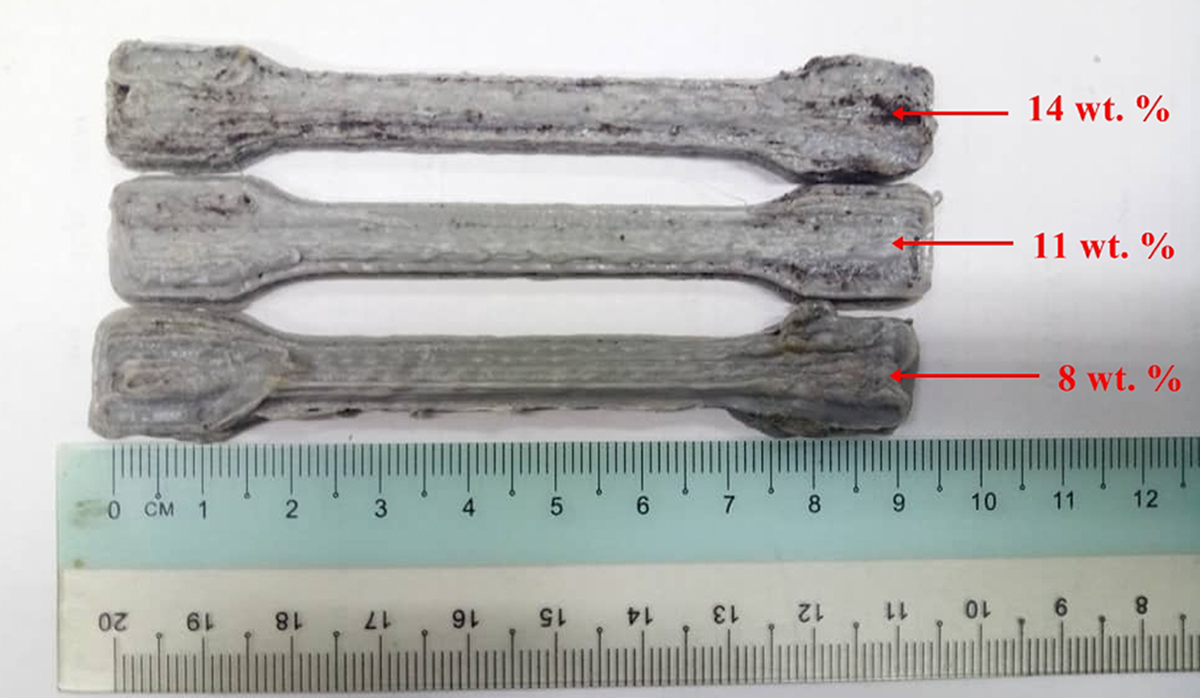
Specimen printed at different filler loadings such as 8, 11 and 14 wt% of CuFe2O4.
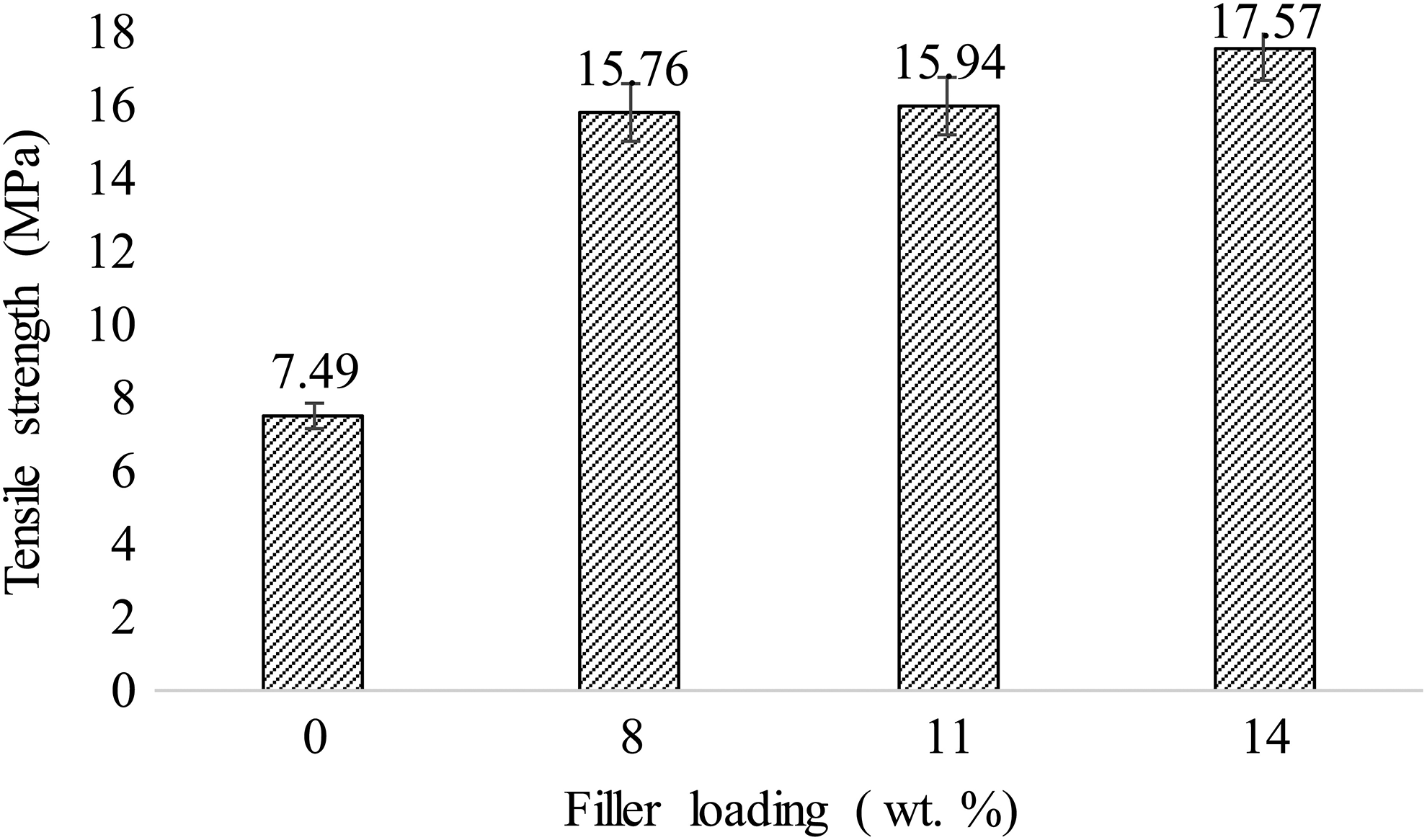
Tensile strength of ABS at different filler loadings.
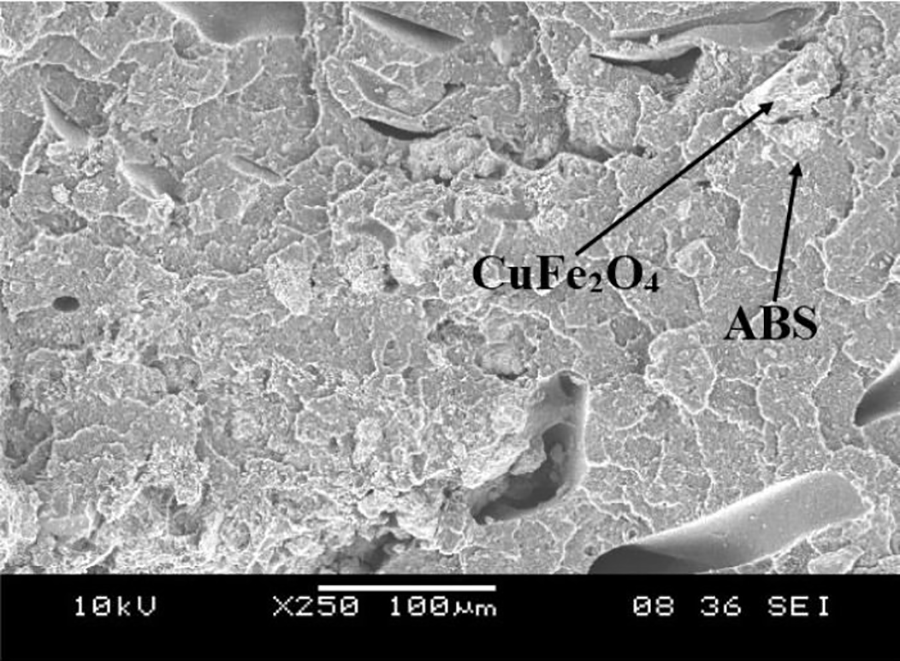
Fracture surface of ABS-CuFe2O4 composites.
Figure 8 presents the stress–strain curve of ABS at different filler loadings. Unfilled ABS (0 wt% CuFe2O4) has higher strain but lower stress compared to the specimen with filler. The addition of filler reduced the tensile strain and increased tensile stress of the composites. Unfilled ABS required low stress to rupture due to the ductility behaviour and thus resulted in high yield. However, filled ABS required high stress to rupture the specimen due to reducing the ductility behaviour. Based on previous findings, increasing filler concentration led to a change in the fracture mode from ductile mode to brittle mode as evidenced by the tensile test curve.18,19
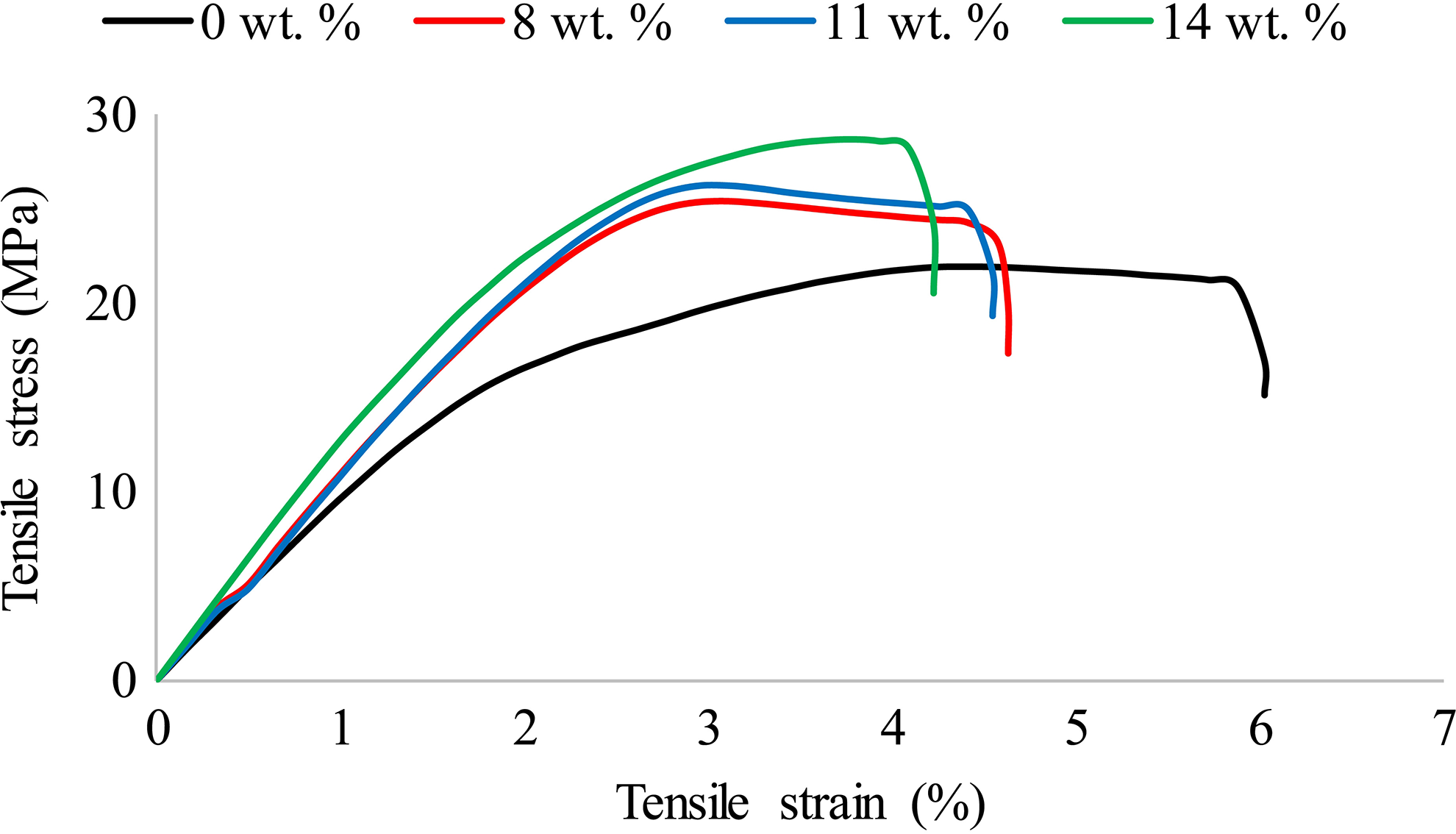
Stress–strain curve of ABS at different filler loadings.
Figure 9 demonstrates the elongation at break of ABS at different filler loadings. Unreinforced ABS possess the highest (6.37%) elongation at break. The addition of CuFe2O4 from 8 wt% to 14 wt% has decreased the percent of elongation from 6.03% to 5.37% due to the reduction of the polymer component. 20 This indicates that the addition of the reinforcer has reduced the ductility of the composites.21,22 This result was also supported by Supri and Lim who found that the elongation at break of the polymer matrix greatly reduced when added with fillers due to the reduction of polymer ductility. 23
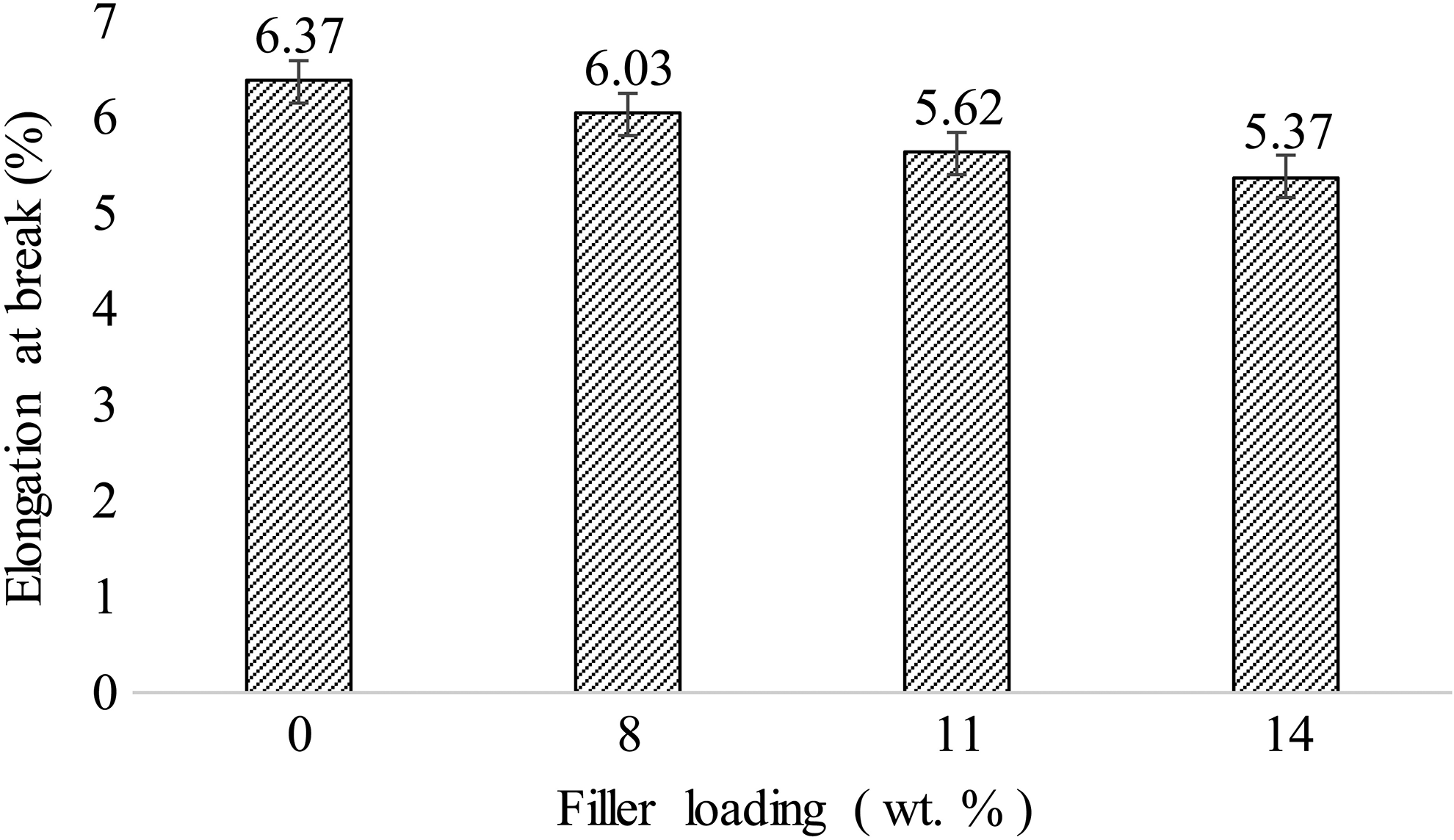
Elongation at break of ABS at different filler loadings.
Effect of filler content on hardness
Figure 10 shows the result of hardness tested on composites with three different filler loadings: 8, 11 and 14 wt%. Small changes were recorded after reinforcement was added to the ABS. The highest hardness was 12.68 hardness vickers (HV) loaded with 14 wt% while the lowest hardness was 11.64 HV loaded with 8 wt% CuFe2O4 compared to unloaded specimen 11.08 HV. Six percent increase in hardness when reinforced with 11 wt% CuFe2O4 was observed. This phenomenon was due to CuFe2O4 which resists plastic deformation toward ABS. Kannan and Senthilkumaran reported the same reason of their study to assess the mechanical properties of ABS containing nickel prepared via FDM and claimed that the pairing of ductility from the polymer and hardness from the filler gives the property to take the load and builds the ability to resist the indentation. 24
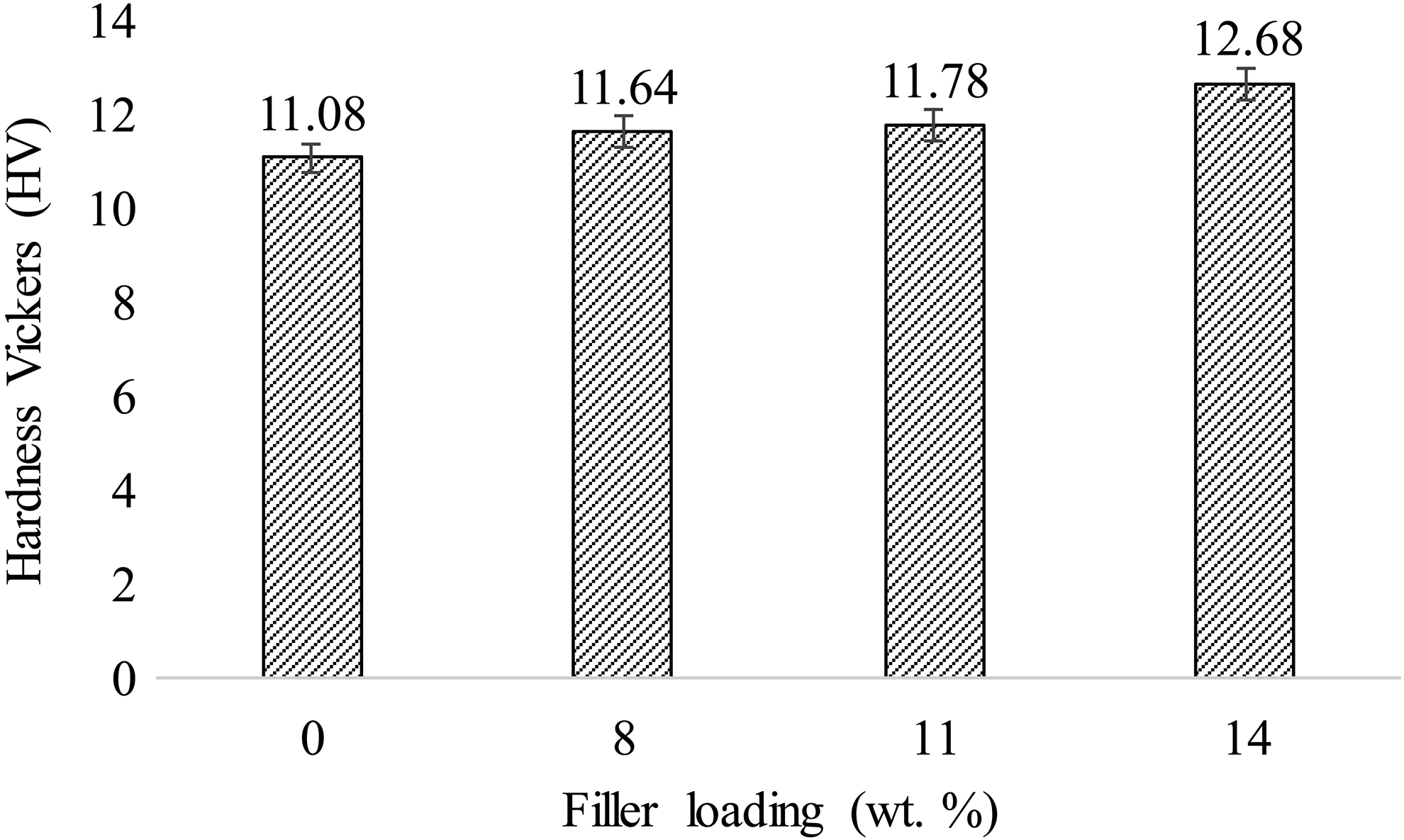
Hardness of ABS at different filler loadings.
Effect of filler content on thermal conductivity
Figure 11 shows the thermal conductivity of ABS–CuFe2O4 composites with three types of filler loading namely 8, 11 and 14 wt% of CuFe2O4. The result shows an increase pattern of thermal conductivity for every filler content. The highest thermal conductivity was reached at 14 wt% filler with 0.282369 W mK−1 and the lowest is 8 wt% filler with 0.259152 W mK−1. ABS filled with 11 wt% of CuFe2O4 gives 0.271188 W mK−1 of thermal conductivity. Noticed that increasing CuFe2O4 in ABS increased the thermal conductivity of the ABS. Specimen with 14 wt% filler has 93% increase while the specimen loaded with 8 wt% filler has 78% increase in thermal conductivity compared with control specimen. This situation may due to the formation of thermal conductivity pathway. At low filler content, the specimen was thermal barrier because it was surrounded with polymer. Upon increasing the filler content, the CuFe2O4 particles formed a thermal conductive pathway. The formation of thermal conductivity pathway is illustrated in Figure 12. Same phenomenon has been reported by Ervina et al. to study the effect of filler loading of polymer composites. 25 They had found that increasing the filler loading would increase the contact area between fillers in the polymer. 25 Nikzad et al. in their research to improve the thermal and mechanical properties of ABS via FDM found that the thermal resistance of ABS overcomes the conductivity of the Cu filler at a concentration below 30 vol%. 16 The result shows significant changes when the filler content was at more than 30 vol%. 16 The result makes 86% increase in thermal conductivity of specimen at 30 vol% compared to specimen content 5 vol% filler. 16 This indicates that at higher filler content, Cu particles had widespread physical contact to enable a thermal conductivity network. 16 This situation may mean that high filler content are needed to reach the percolation threshold and to make the CuFe2O4 particles conduct electricity through ABS polymer. 16 Huan and Wen in their study explained that this situation happened due to less amount of conductive filler in forming a less connection in the polymer matrix.26,27
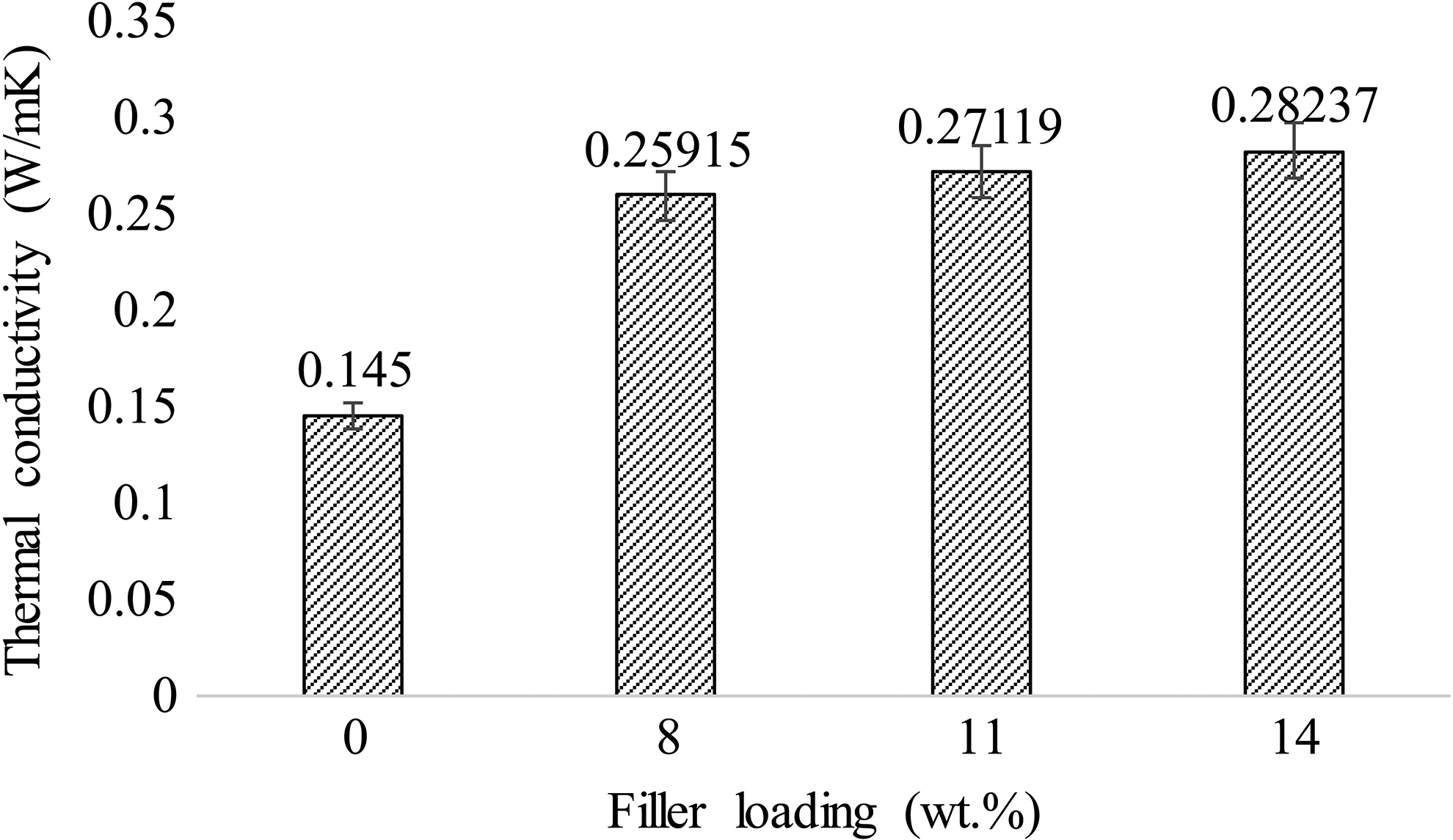
Thermal conductivity of ABS at different filler loadings.
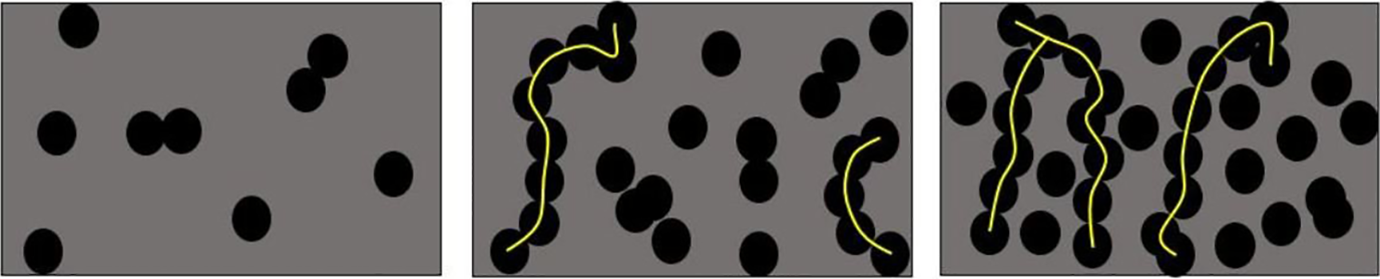
Schematic diagram of percolation behaviour of filler inside the polymer matrix.
Effect of filler content on electrical conductivity
A similar pattern was recorded for the electrical conductivity of ABS-CuFe2O4 composites as shown in Figure 13. Highest electrical conductivity was reached at specimen loaded with 14 wt% of filler with 1.61E-11 S cm−1. The lowest electrical conductivity was observed in specimens with 8 wt% of filler with 1.25E-11 S cm−1. There is 132% electrical conductivity improved for specimen filled with 8 wt% CuFe2O4 compared with control specimen. Specimen content 11 wt% CuFe2O4 shows 170% improvement and specimen content 14 wt% CuFe2O4 shows 200% improvement in electrical conductivity compared to control specimen. At lower filler contents, the specimens contain a very high proportion of ABS compared to CuFe2O4 filler. This situation leads to less contact between CuFe2O4 particles in ABS. At higher filler content, the conductivity increases due to more connection between the filler particles. This reason was supported by Figure 14. Figure 14(a) shows the scanning electron microscopic image of the fracture surface of ABS-CuFe2O4 composites. The black arrows in the figure show that filler was agglomerated at few spots. This might mean that the filler was dispersed unevenly in the ABS. Noticed that the filler has not connected to each other. This situation could limit the conductivity of the specimen. The black circle in Figure 14(b) highlights CuFe2O4 particle filler in ABS. Noticed that the filler was connected to each other. This indicates that the filler was dispersed nicely. This may mean that electrical conductivity could happen because of the interconnection of the filler. From the figures, it is assumed that, if the filler content is high, more connection may exist, leading to higher electrical conductivity. Nayak et al. found that concentration at 5 wt% of filler (carbon nanofiber) increases the electrical conductivity to 1.11E-3 mho·cm−1. 28 His research claimed that the more filler added to the polymer will provide more conductivity. 28 This is because the increase in filler concentration will decrease the gap between the fillers which may lead to the networking of conductive filler. 28 Previous research from Nishi et al. shows a similar pattern where ABS can be conductive by controlling the filler loadings. 29 His research found that high electric conductivity was at 20–50 vol% of Cu reach around 10E5 S m−1. 29
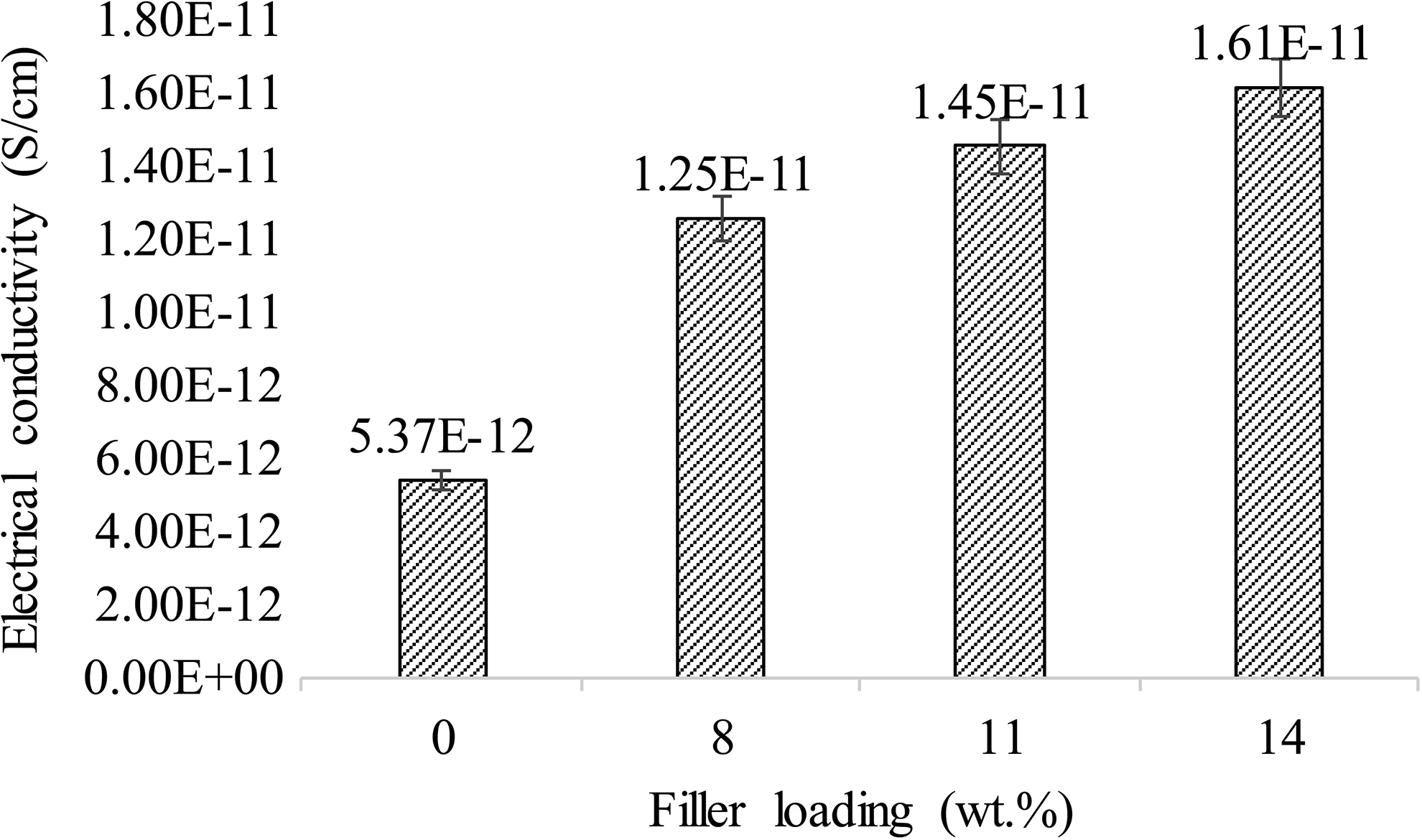
Electrical conductivity of ABS at different filler loadings.
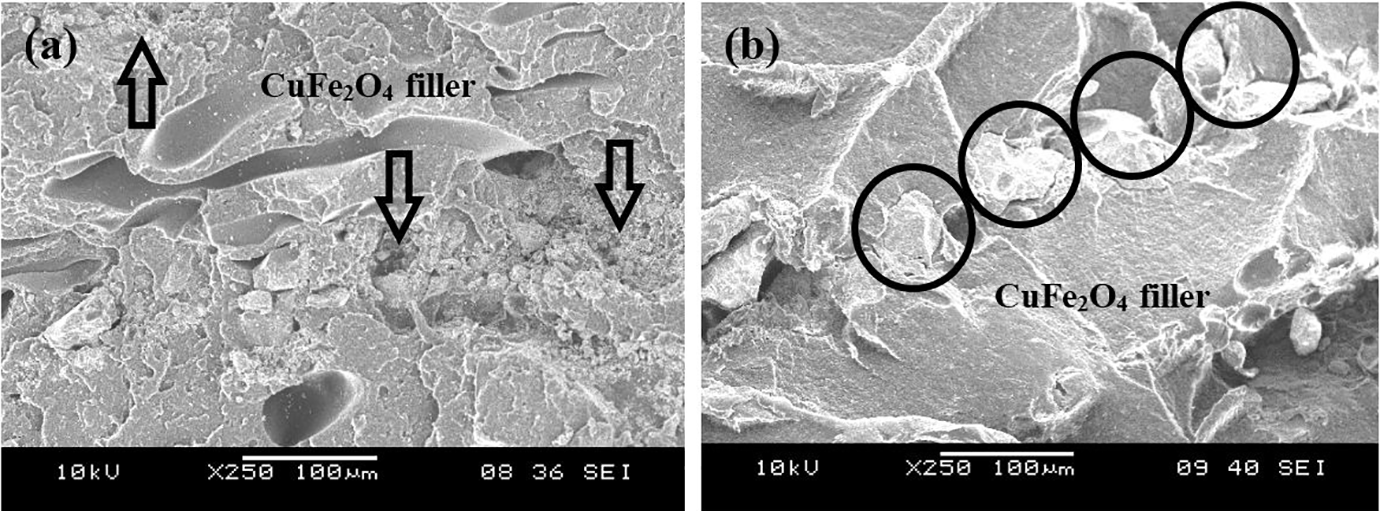
Fracture surface of ABS-CuFe2O4 composites: (a) Agglomeration of CuFe2O4 particles; and (b) connection of CuFe2O4 particles.
Conclusion
The objective of this study is to investigate the effects of filler loading on the mechanical properties and thermal and electrical conductivity of ABS fabricated via the 3D printer. The specimens were reinforced with 8, 11 and 14 wt% of CuFe2O4. All results have shown that the mechanical properties and thermal and electrical conductivity of ABS increased when the CuFe2O4 content is increased. Approximately 135% increase in tensile strength was observed after the samples were reinforced with 14 wt% of CuFe2O4 as a result of good interlocking of CuFe2O4 filler and ABS matrix that creates good stress transfer. Increasing filler content has increased the interlocking between filler and matrix that led to high tensile strength. Approximately 14 wt% increment in hardness value of ABS was found after the addition of 14 wt% of CuFe2O4 due to increased resistance to plastic deformation. The thermal conductivity improved by 93% when added with 14 wt% of CuFe2O4 as a result of the higher thermal conductivity values of the filler. An increase of at least one order in magnitude was observed in electrical conductivity of the composite when filled with 14 wt% of filler due to percolation behaviour of the composite specimen. By increasing filler in the composite, it causes a high possibility to the filler particles to contact each other, thus forming a conductive pathway for electrical conduction.
Footnotes
Acknowledgement
The main author would like to thank the Ministry of Higher Education Malaysia (MOHE) for providing PhD Scholarship (MyPhD).
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Fundamental Research Grant Scheme (FRGS) under a grant number of FRGS/1/2018/TK05/UNIMAP/02/14 from the Ministry of Education Malaysia.