
Abstract
Thermally conductive and electrically insulating polyamide 6 (PA6) matrix quaternary composites were prepared by hot press molding and injection molding, respectively. The quaternary composites were composed of zero-dimensional aluminum oxide particle, one-dimensional silicon carbide whisker, two-dimensional flake graphite, and PA6 resin matrix. Morphology, structure, density, thermal conductivity, volume electrical resistivity, and tensile strength of two types of composites were characterized by scanning electron microscopy, X-ray diffractometer, thermal conductivity tester, high resistance micro-current tester, and tensile tester. The results showed that crystallinity, thermal conductivity, density, and tensile strength of hot press molding samples were superior to those of samples made by injection molding method. This is due to that hot press molding method can provide higher molding pressure and longer annealing time than injection molding. The mechanism could be explained that the performances of the composites were promoted by increasing molding pressure and annealing time.
Introduction
With the development of miniaturization, integration and power enhancement of lighting equipment, communication component and microelectronic device, and thermal management such as thermal conductivity, heat removal has become a critical problem that limits the performance, reliability, and life span of microelectronics for electronic industry. 1 –3 A key point from a technical viewpoint is to use thermally conductive and electrically insulating materials for heat dissipation. Compared to metal and ceramic materials, polymer has many advantages such as lightweight, electrically insulating, corrosion resistant, and excellent processing property. Nevertheless, low thermal conductivity (0.10–0.25 W/(m·K)) of polymer materials has limited their application. To enhance thermal conductivity for polymer, inorganic fillers with high thermal conductivity (such as graphene, carbon nanotube, boron nitride, aluminum nitride, aluminum oxide, and silicon carbide) are added into polymer matrix. 4 –11 This method integrates advantages of polymer matrix and inorganic fillers. Hence, thermal conductivity, electrical resistivity, and other properties of the composites can be improved. 12,13
The thermally conductive composites, which were made by adding inorganic fillers with high thermal conductivity into polymeric matrix, have been studied extensively. For example, Yu et al. studied structure and property of AlN/PS composite, 14 and Xu et al. also investigated the effects of AlN particle or whisker fillers on thermal conductivity and mechanical properties of composite. 15 Moreover, Lee et al. prepared electronic packaging materials by adding thermally conductive particles, such as AlN, BN, and SiC, into high-density polyethylene matrix, and studied the effect of surface treatment on thermal conductivity. 16 Only a kind of thermally conductive filler was used in the thermally conductive composites. Furthermore, Cunha et al. studied the influence of processing conditions on mechanical behavior of HA/UHMWPE composite by injection molding and hot press molding. 17 Younesi et al. also found that increasing pressure and temperature of hot press molding could enhance the mechanical properties of PP/HA bio-composites. 18 However, few investigations concerned the effects of molding methods or processing conditions on thermal conductivity of composite.
In this article, zero-dimensional aluminum oxide particle, one-dimensional silicon carbide whisker, and two-dimensional flake graphite were chosen as hybrid fillers, and thermally conductive and electrically insulating composites based on PA6 resin matrix were prepared by hot press molding and injection molding, respectively. Aluminum oxide particles were a kind of commonly used thermally conductive filler with low cost, and SiC whiskers (SiCws) played a bridge role in the formation of thermally conductive networks because of its high aspect ratio, excellent thermal conductivity, and electrical insulation. Flake graphites had two-dimensional structure and excellent thermal and electric conduction. When flake graphites were homogeneously dispersed in polymer matrix, the electrical insulation property of quaternary composite could be guaranteed. As shown in Figure 1, three kinds of filler with different shapes were homogeneously dispersed in polyamide 6 (PA6) matrix and continuously thermally conductive network was formed in composite. Furthermore, morphology, structure, thermal conductivity, density, electrical resistivity, and tensile strength of quaternary composites were characterized by scanning electron microscopy, X-ray diffractometer, thermal conductivity tester, electronic densimeter, high resistance micro-current tester, and tensile tester. The effects of molding methods on thermal conductivity, volume resistivity, crystallinity, and density of composites were investigated. To reduce interface thermal resistance between inorganic fillers and polymer matrix, a kind of silane coupling agent, NH2CH2 CH2CH2 Si (OC2H5)3, was used in pretreatment of thermally conductive fillers.
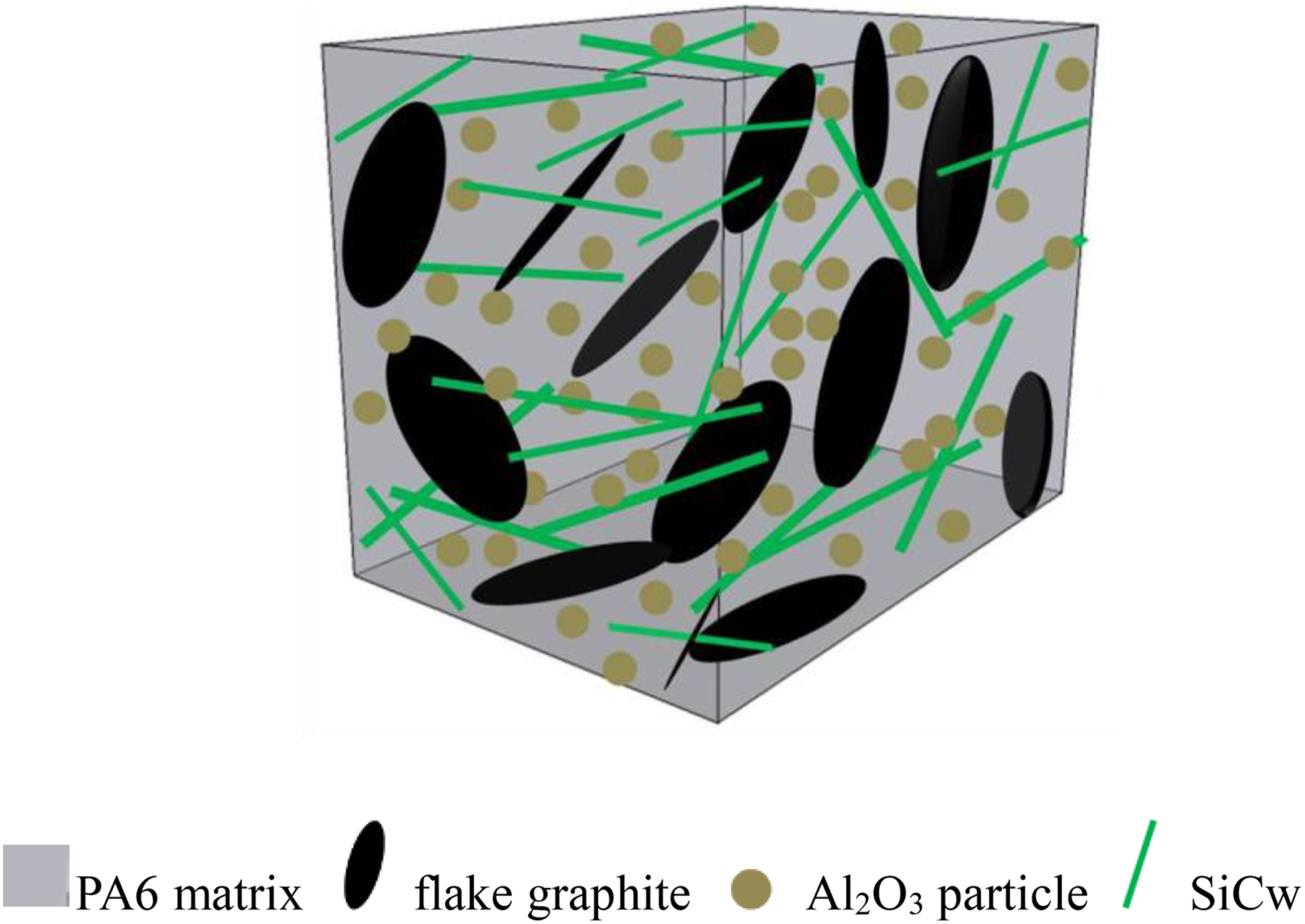
Schematic of thermally conductive network in PA6 composite. PA6 matrix flake graphite Al2O3 particle SiCw. SiCw: SiC whisker; PA6: polyamide 6.
Experimental
Materials
The PA6 resin was purchased from Ube Company (Japan). Al2O3, white powder, α- crystalline form was supplied by Zibo Noda Chemical Co., Ltd (China). SiCw, green powder, β- crystalline form, whisker diameter of 0.05–2.5 µm, and aspect ratio ≥20, was supplied by Jiechuang Innovation Material Technology Co., Ltd (China). Flake graphite, hexagonal crystalline form, was purchased from Qingdao Tianyuan Graphite Co., Ltd (China). The siliane coupling agent, methyl triacetoxysilane (NH2 CH2 CH2 CH2 Si (OC2H5)3) was purchased from Nanjing Xiangfei Chemical Co. (China). The properties of the main materials are shown in Table 1.
Properties of Al2O3 particle, SiC whisker, flake graphite, and PA6 materials.
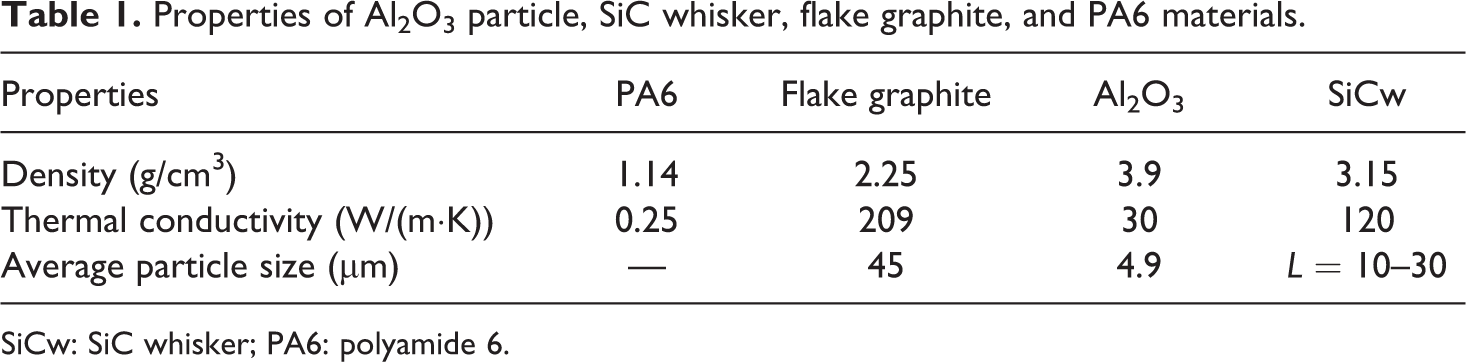
SiCw: SiC whisker; PA6: polyamide 6.
Preparation of samples
Flake graphite, aluminum oxide, and SiCw were mixed as hybrid fillers at ratio of 2:1:3. Hybrid fillers were pretreated with silane coupling reagent, methyl triacetoxysilane, in 60 wt% ethanol aqueous solution adjusted to pH 4.5 with acetic acid. The mixture was stirred at room temperature for 2 h. Then the corresponding mixture was rinsed and filtrated with ethanol and distilled water three times alternately and dried at 100°C for 8 h.
Modified hybrid fillers and PA6 resin were mixed in a high-speed mixer (model: CH-01; Chengdu, China) at different weight ratios at room temperature for 30 min. The corresponding mixtures were blended in a twin-screw extruder (model: TE35; Jiangsu, China) and afforded masterbatches which then were dried in a vacuum oven at 80°C for 8 h. Hot press molding: Masterbatches were placed in a stainless die and melt pressed at 240°C in an electrically heated hot press machine (model: TR-501B; Guangdong, China) at pressure of 25 MPa, and then holding pressure anneal at 180°C for 50 min. Composites with contents of hybrid fillers from 0 to 50 wt% were prepared. Injection molding: Masterbatches were added into charging barrel. The specimens were molded with a 33-ton injection molding machine (model: HTF86X1, Ningbo, China). The typical molding conditions were shown as follows: barrel temperature 210–220°C, molding temperature 60°C, molding pressure 5 MPa, and holding time 30 s.
Characterization
The morphologies of samples were investigated by scanning electron microscopy (mold: TM-1000; Japan). The cross sections of samples were obtained by liquid nitrogen frozen and coated with gold prior to view. The crystallinity of the composites samples were investigated by wide-angle X-ray diffraction (model: X’Pert PRO; the Netherlands). The X-ray diffraction patterns were recorded at room temperature over the 2θ range from 10° to 80°. The densities of composites made by two different molding methods were measured by an Electronic Densimeter (DH-300; China) according to Archimedes principle. Thermal conductivities were measured by C-Therm TCiTM thermal conductivity tester according to the Transient Plane Source method. Volume resistivity was measured by ultrahigh electric resistor (model: EST121; China), following GB/T1410-2006. Tensile strength of the samples was determined with a tensile tester (model: WSM-20KB;China), adopting GB/T 1040-2008. The dumbbell-shaped test samples were stretched at a speed of 10 mm/min.
Results and discussion
SEM analysis
Morphologies of the fractured surfaces of PA6 composites were investigated by SEM. These images exhibited homogeneous dispersion and good compatibility between thermally conductive hybrid fillers and PA6 matrix, as shown in Figure 2. Silane coupling agent modified the hybrid fillers through introducing amine groups on the surface of the fillers. The amine groups on surface of the fillers formed hydrogen bonds with the amine groups of PA6 matrix. Thereby, the compatibility between the hybrid fillers and PA6 matrix was increased. The fillers were homogeneously dispersed in polymer matrix, and no agglomeration was occurred. In addition, with the increasing of fillers content, the thickness of polymer matrix was reduced gradually, and the fillers with different shapes were contacted with each other and formed network structures.
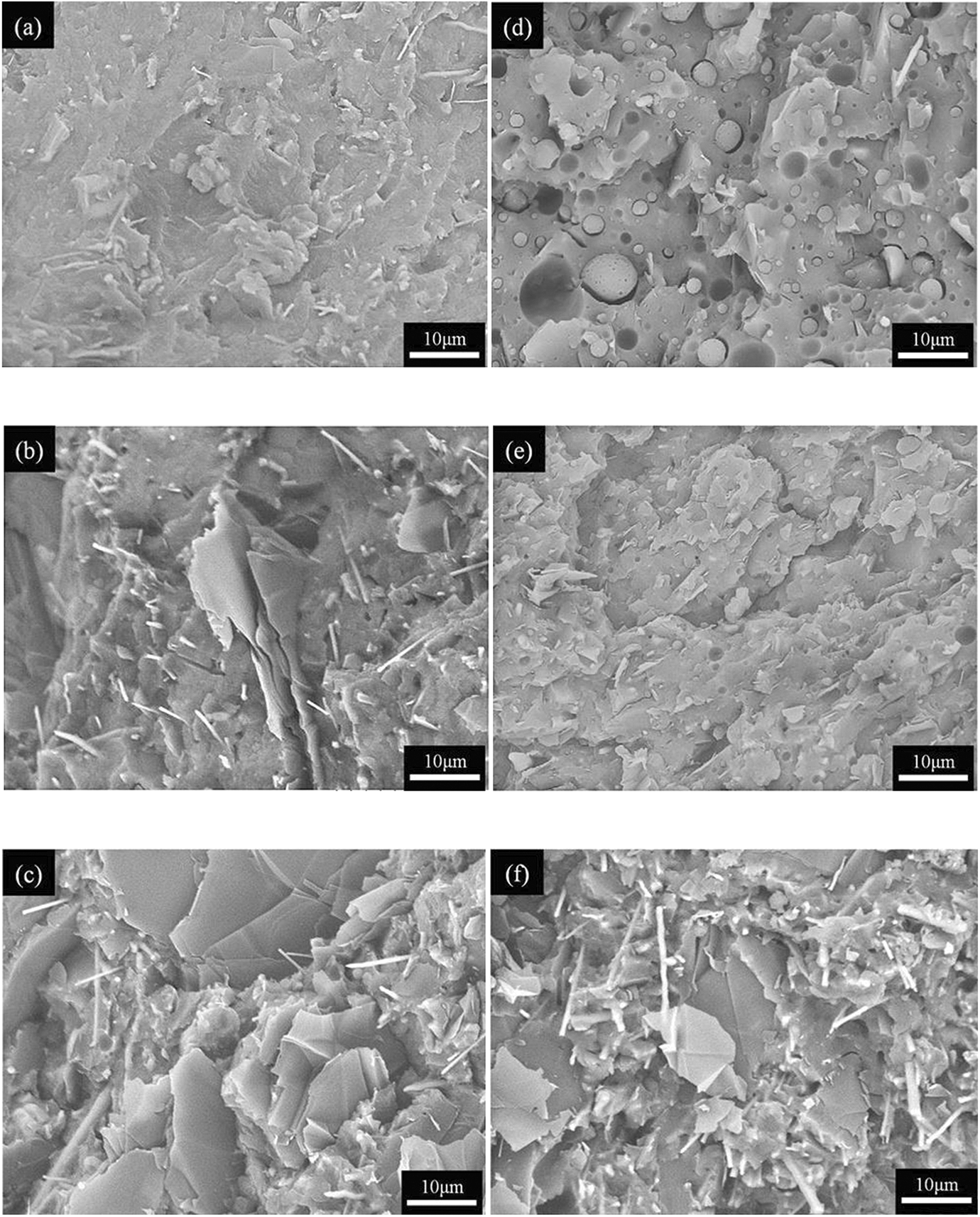
SEM images of the fractured surface of PA6 composites made by different molding methods with different filler contents: (a) 10 wt%, (b) 30 wt%, and (c) 50 wt% made by hot press molding method; (d) 10 wt%, (e) 30 wt%, and (f) 50 wt% made by injection molding method.
In comparison with injection molding samples shown in Figure 2(d) to (f), few pores and cracks were observed in the fractured surfaces of hot press molding samples shown in Figure 2(a) to (c). There was a transition in the mode of fracture from ductile to brittle for composites. This was due to that hot press molding method can provide higher molding pressure and longer annealing time than injection molding method, which enhanced melt flow rate, density, and crystallinity of quaternary composites.
First, with the increasing of molding pressure at constant temperature, the melt flow rate increases as a quadratic function, 19 given by:

where P is the molding pressure, and A0, A1, and A2 are the constants. The improvement of the melt flow index could increase the wettability of polymer matrix on inorganic fillers surface, as well as reduce the pores and cracks in the interface between polymer matrix and inorganic fillers. As a result, high melt flow rate would obtain from the large forming pressure of hot press molding, which increased the compatibility between the fillers and PA6 resin matrix.
Second, with the increasing of pressure and annealing time, there was a structure transformation from amorphous to crystalline for PA6 resin matrix. It is well known that polymer could be divided into amorphous and crystalline structures and the transmission of heat in polymer materials was accomplished by phonons and lattice vibration. 20,21 If the polymer matrix transformed from amorphous to crystalline, the thermal conductivity of quaternary composites would be greatly improved. 15
XRD analysis
Many properties of composite, such as hardness, stiffness, corrosion resistance, soft temperature, and permeability of gases and liquids, were affected by crystallization of polymer matrix. It was well known that PA6 had two kinds of crystal forms. One was α-form (melting temperature = 220°C), which belonged to triclinic system characteristic of two strong diffraction peaks at about 2θ = 20 (100) and 24° (110). The other is γ-form (melting temperature = 210°C), for which there was a strong peak at about 2θ = 22°. 22
Figure 3 illustrated two X-ray diffraction patterns of the thermally conductive and electrically insulating PA6 composites, which were made by hot press molding and injection molding, respectively. The PA6 composites were filled with zero-dimensional aluminum oxide particles, one-dimensional SiCw, and two-dimensional flake graphites and content of hybrid fillers was 30 wt%. It is shown that there was only one broad peak for PA6 composites prepared by injection molding, while there were two obvious diffraction peaks at 2θ = 20 and 24° for PA6 composites prepared by hot press molding, indicating that PA6 matrix was α-form crystalline in composites prepared by hot press molding while PA6 matrix was amorphous in composites prepared by injection molding.
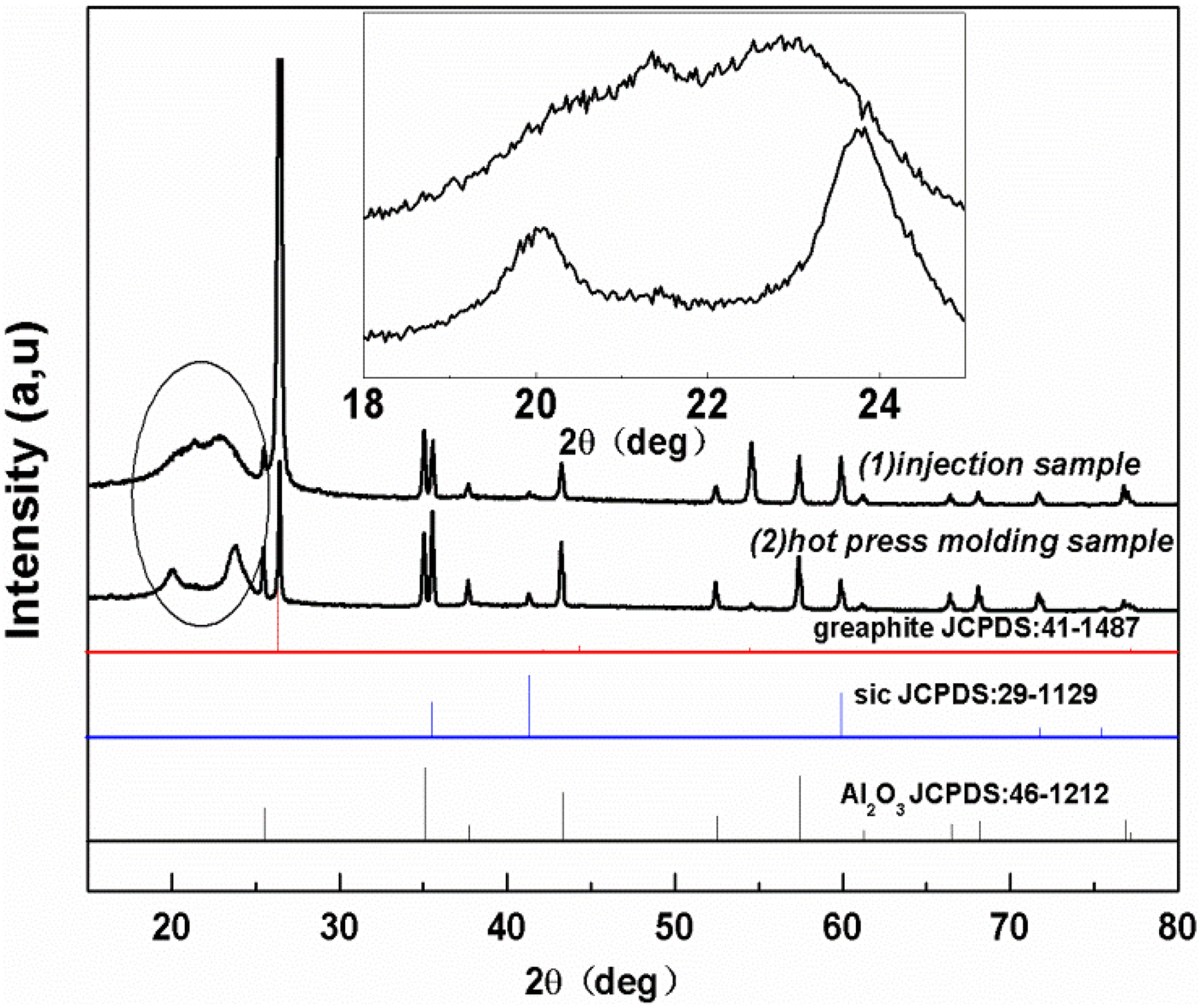
XRD patterns of PA6 composites made by hot press molding and injection molding (filler content 30 wt%). PA6: polyamide 6; XRD: X-ray diffraction.
The density values of samples made by different molding methods with different filler contents are listed in Table 2. It was shown that the density of PA6 composites prepared by hot press molding was higher than that of samples by injection molding with the same contents of hybrid fillers. The density of PA6 matrix in hot press molding samples was higher than that by injection molding, because PA6 matrix was α-form crystalline in hot press molding composites while it was amorphous in injection molding composites. It was well known that the density of crystalline polymer was higher than that of amorphous polymer. At the same time, the different density was attribute to the different compact degree of composites. The hot press molding composites were more compact than the injection molding composites, because the hot press molding composites were prepared under higher molding pressure for longer molding time than the injection molding composites. Furthermore, the density of composites was increased with the increasing of filler contents.
The density of samples made by different molding methods with different filler contents.

Thermal conductivity
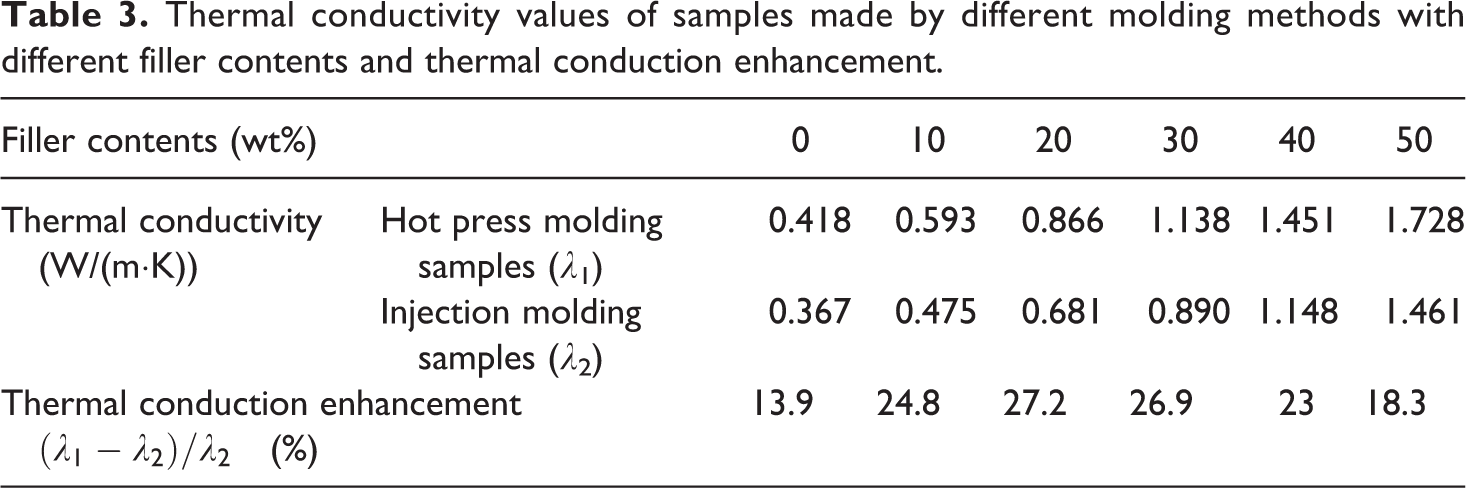
Thermal conductivity of quaternary composites made by different molding methods with different filler contents was shown in Figure 4 and Table 3. The thermal conductivity of quaternary composites was increased with the increasing of filler contents. Moreover, the thermal conductivities of hot press molding composites were higher than that of injection molding composites with the same contents of hybrid fillers. When the hybrid fillers content was 50 wt%, the thermal conductivities of hot press molding and injection molding composites were 1.728 and 1.461 W/(m·K), respectively. And the highest enhancement of thermal conductivity was up to 27.2% under the same filler content 20 wt%.
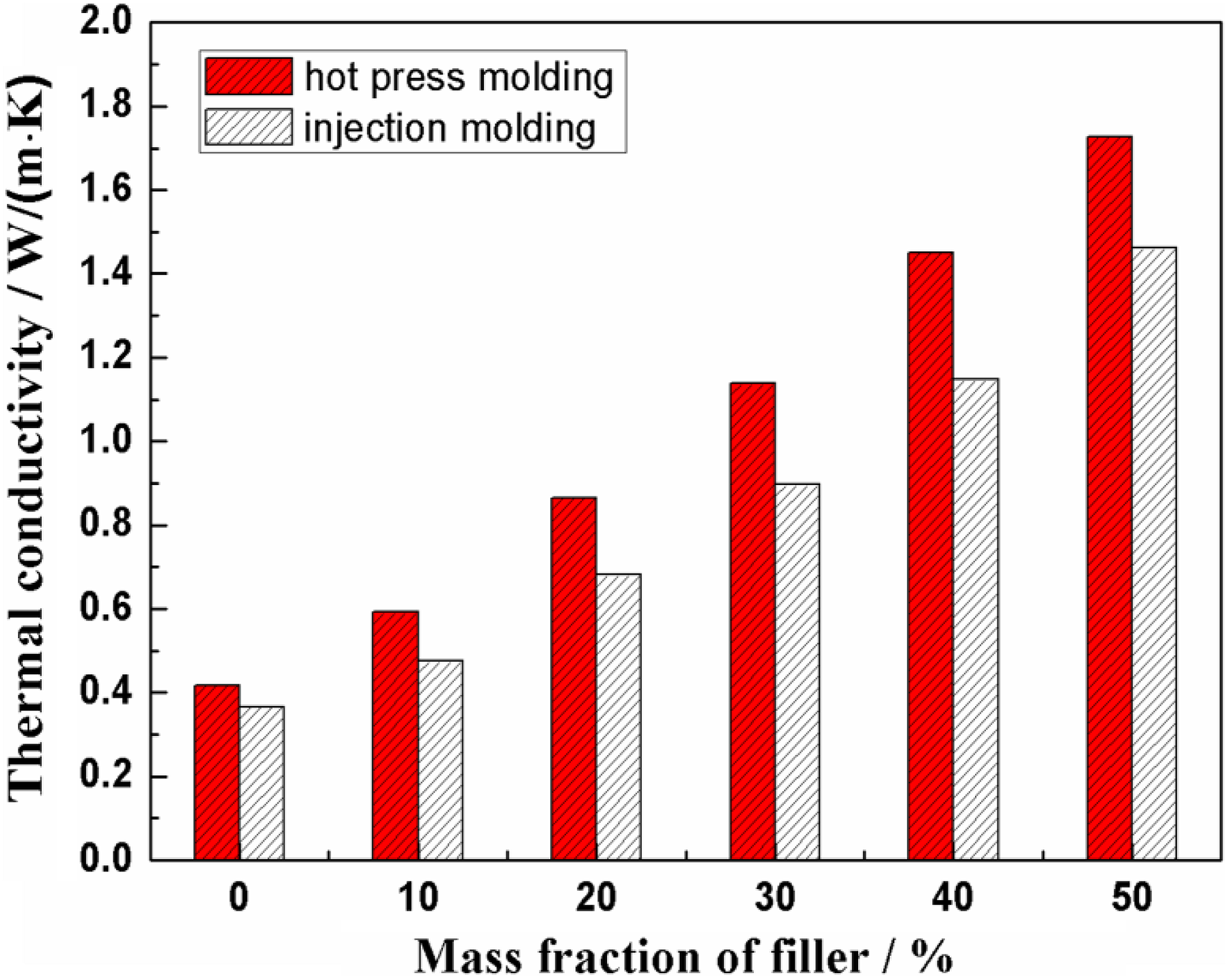
Thermal conductivity of PA6 composites made by different molding methods with different filler contents. PA6: polyamide 6.
Thermal conductivity values of samples made by different molding methods with different filler contents and thermal conduction enhancement.
It was proposed that the hybrid fillers were homogeneously dispersed in PA6 matrix, and polymer molecules were arranged and crystallized around the fillers in quaternary composite. Therefore, the thermal conductivity of composite is controlled by thermal conductivity of filler, polymer matrix, and the interface between filler and polymer matrix. Agari reported that the thermal conductivity of composites was composed of two components, which were the polymer matrix and fillers. 23,24

where λ, λp, and λf are the thermal conductivity of composites, polymer, and filler, respectively; Vf is the volume fraction of filler; C1 is a factor relating to the structure of polymer; and C2 is a factor relating to the measure of the difficulty degree of the filler particles to form thermally conductive networks.
It could be seen from Figures 3 and 4 that thermal conductivity of composite could be effectively enhanced by improving the crystallinity of the PA6 resin matrix under the same content of hybrid fillers. This was mainly due to that the thermal transportation in composite was decided by phonons and lattice vibrations and the thermal resistance was caused by phonon scattering processes. 25 To minimize phonon scattering processes, polymer must be arranged orderly and formed in long-range order structures.
The thermal conductivity of hot press molding composites was superior to that of injection molding composites with the same contents of hybrid fillers. It was due to that the hot press molding composites were prepared under higher molding pressure for longer molding time than the injection molding composites. As a result, the PA6 resin matrixes of hot press molding samples were α-form crystalline while that of injection molding samples were amorphous. The phonon scattering processes were reduced in the transformations of PA6 resin matrix. According to the Agari model, crystallinity of polymer matrix played a key role in improving the thermal conductivity of quaternary composites. 26
Furthermore, the interfacial physical contact between the polymer and fillers was also very important for a two-phase system like a polymer/filler composites, as phonons were very sensitive to surface defects (pores and cracks). On the other hand, the volume of air voids was reduced in the filler–matrix interface by increasing the molding pressure. The reduction of air voids was contribute to the enhancement of thermal conductivity, because of the very low thermal conductivity of air (λ = 0.0024 W/(m·K)). In addition, the contact points and contact areas between the different shapes filler were increased by this extrusion, then thermally conductive networks would be formed in this process.
Electrical insulation
For plastic packaging materials, the electrically insulating property played an important roles in device performance. Figure 5 showed that the volume resistivity of the composites was sharply decreased with the increasing of filler content, from 1018 to 109 Ω·cm. The reason is that the higher hybrid fillers were added, the more contact points appeared between filler particles. The thermally and electronically conductive networks could be easily formed, which increased the thermal and electronic conduction throughout the composites system. The volume resistivity of the hot press molding samples was lower than that of the injection molding samples. When the hybrid fillers content was 50 wt%, the volume resistivity of hot press molding and injection molding composites were 109 and 1011 Ω·cm, respectively.
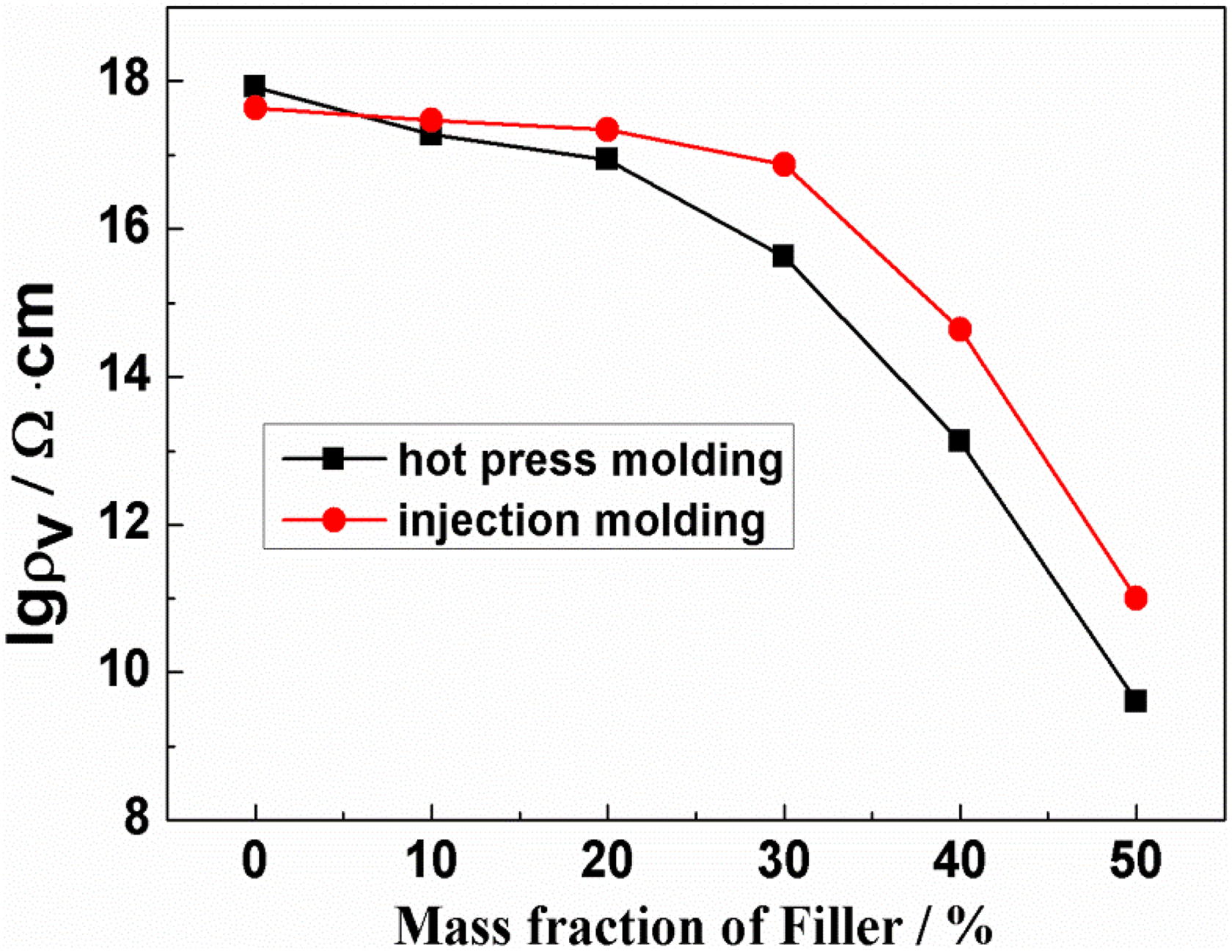
Volume resistivity of PA6 composites made by different molding methods with different filler contents. PA6: polyamide 6.
As depicted in Figure 6, the phenomenon could be interpreted that the composite masterbatches contain some air, which form pores inside the quaternary composites. When the samples were molded, the higher molding pressure was applied, the more compact composites could be realized. The compatibility between the polymer and the filler, and the contact point and the contact area between the fillers with different shapes were increased by the extrusion, then the thermally conductive network was formed. The air in the composite masterbatches would be extruded out in the process. The density of the composites could be increased. Therefore, with the increase of the forming pressure, the electrical insulation property of the composites would be decreased.
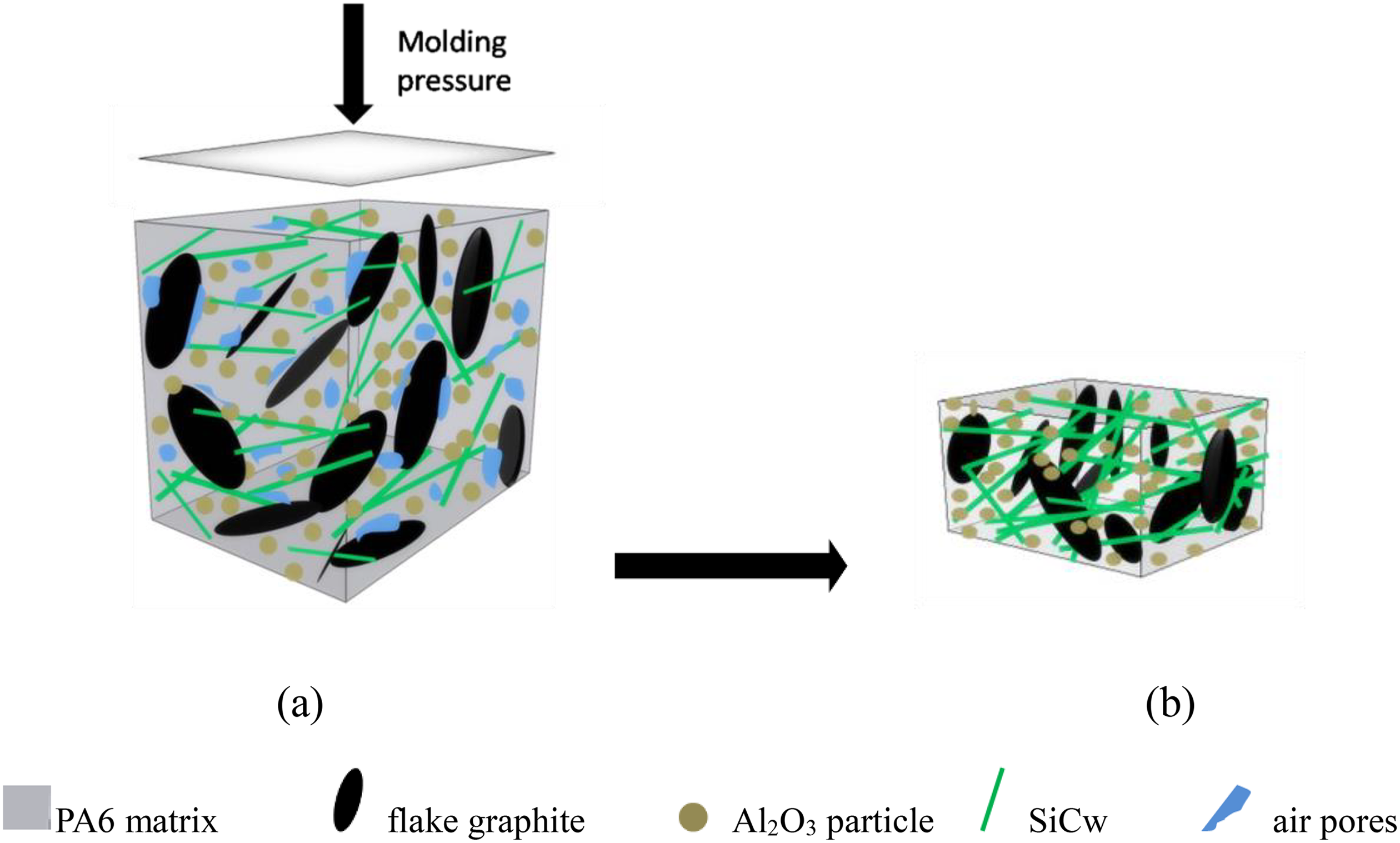
Schematic of internal structure for PA6 composite: (a) before molding and (b) after molding. PA6 matrix flake graphite Al2O3 particle SiCw air pores. SiCw: SiC whisker; PA6: polyamide 6.
Tensile strength
Tensile strength of PA6 composites made by hot press molding and injection molding was shown in Figure 7. It can be seen that the tensile strength of two kinds of composites was changed in the same way, that is, first increasing and then decreasing with the increasing of hybrid filler content. Without the hybrid filler, the initial tensile strength of hot press molding samples and injection molding samples were 61.6 and 52.3 MPa. With the increasing of hybrid filler content, the tensile strength of the two kinds of samples was enhanced. When the loading of hybrid filler was 30 wt%, the tensile strength of the two kinds of samples reached the maximum values, which were 88.7 and 72.9 MPa, respectively. When the hybrid filler content was 50 wt%, tensile strength values were decreased to 44.1 MPa and 40.4 MPa, and the tensile strength retention rate was 71.6 and 77.2%, respectively. SiCws had many advantages, such as high strength, high modulus, high aspect ratio, and structural integrity. When the hybrid filler content was under 30 wt%, SiCws were homogeneously dispersed and played a key role like skeletons in PA6 matrix, which applied the closure stress to the crack and prevented crack propagation. 27 When the hybrid filler content was more than 30 wt%, the hybrid filler particles were intensively dispersed in the PA6 molecular chain, weakening the van der Waals forces between the polymer molecular chains and increasing the stress concentration points of the composite materials, thereby the tensile strength of PA6 matrix was weaken.
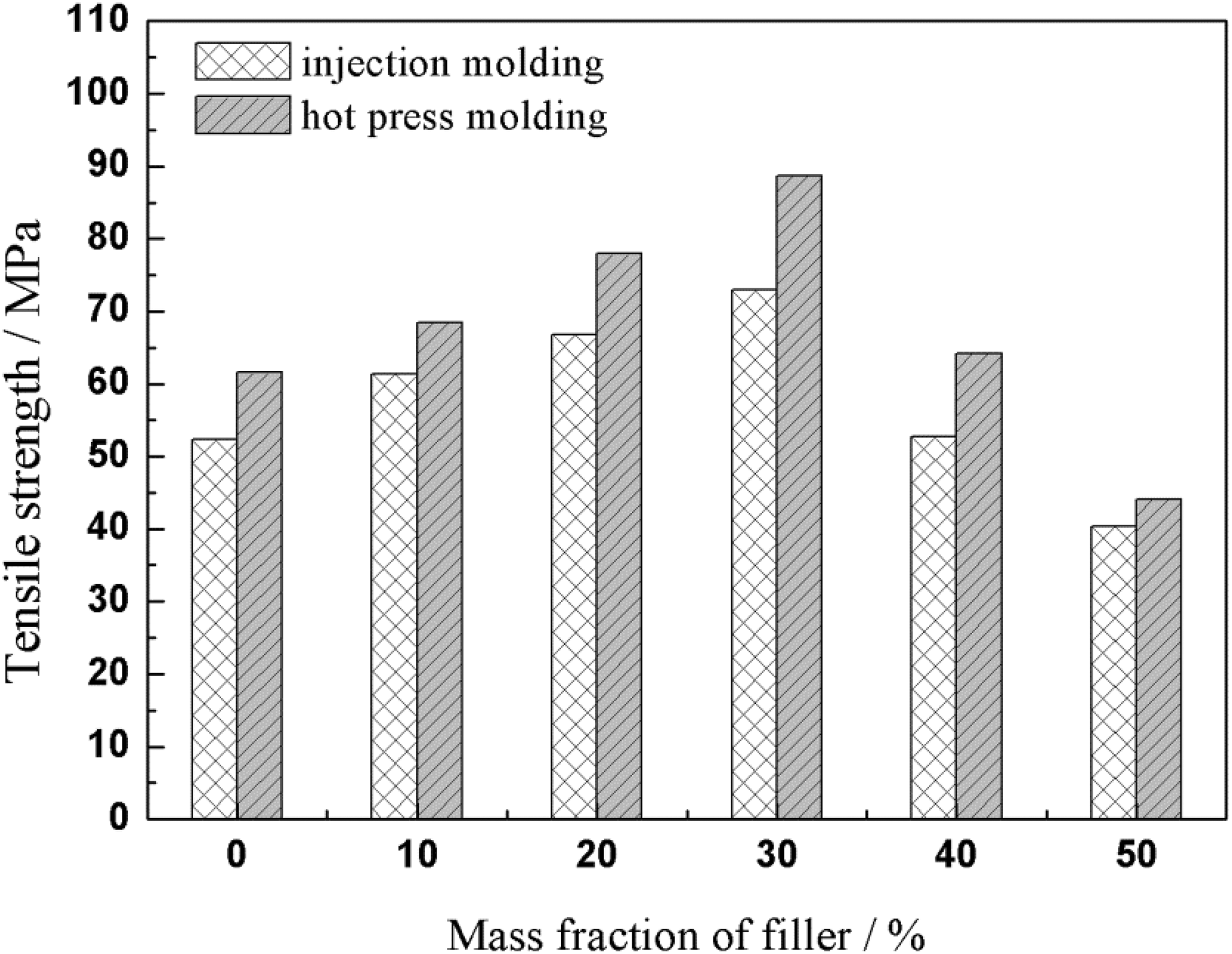
Tensile strength of PA6 composites made by hot press molding and injection molding. PA6: polyamide 6.
Figure 7 also showed that the tensile strength of hot press molding samples was higher than that of injection molding samples under the same filler loading. There were few voids throughout the hot press molding samples, which indicated that the interface between hybrid filler particles and polymer molecules was more closely in the amorphous regions of PA6 matrix. When the composites were stressed, rigid filler particles could hinder the segment motion of the molecular chains, and the tensile strength was increased.
Conclusions
In this study, thermally conductive and electrically insulating PA6 composites were prepared by two molding approaches and the effects of two molding methods on the performance of the PA6 composites were investigated. There are the following results: Compared to the injection molding, hot press molding method can provide higher molding pressure and longer annealing time. Therefore, thermal conductivity, crystallinity, and density of hot press molding samples are higher than those of injection molding samples, while electrical insulation performance is on the contrary. Increasing the forming pressure of composite can increase the MFR of the polymer matrix and the wettability between the PA6 matrix and the inorganic fillers and reduce the number of porosities and voids in the composites. Thereby, the compatibility of the two phases and the density of composites can be improved. The crystallinity of PA6 matrix was effectively improved by increasing the forming pressure and the annealing time. Orderly arrangement and long-range order structure can improve the thermal conductivity of the polymer matrix, and then improve the thermal conductivity of the composite. The contact points and areas between the fillers with different shapes could be increased by enhancing the forming pressure, which was contribute to the formation of thermally and electronically conductive networks. As a result, the thermal conductivity of composites was enhanced, but the electrically insulating performance was declined. The tensile strength of the composites was first increased and then decreased with the increasing of hybrid filler content. Moreover, the tensile strength of hot press molding samples was higher than that of injection molding samples under the same filler loading.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author(s) received no financial support for the research, authorship, and/or publication of this article. This work was financially supported by NSAF of China (no.U1530102 and no.U1730114); The Applied Basic Project of Science and Technology Department of Sichuan Province (no.2017JY0149); Project Supported by Scientific Research Fund of Sichuan Provincial Education Department (no.17TD0043); and Project of State Key Laboratory of Environment-friendly Energy Materials, Southwest University of Science and Technology (No. 17kffk15).