
Abstract
Many parameters of fused deposition modeling (FDM) influence the resulting mechanical properties. This can become a key factor if those parts are intended for commercial applications. This study focuses on the influence of nozzle temperature and infill line orientations for parts made with short carbon fiber (CF)-reinforced polylactic acid (PLA). Tests bars made of PLA and PLA-CF composite were produced under carefully selected conditions. As expected, PLA-CF yields higher tensile properties compared to PLA, owing to the strengthening effect of high modulus CFs. Maximum tensile properties are attained for a nozzle temperature of 230°C, for both PLA and PLA-CF. This temperature was thus selected for probing the effects of infill orientations in test bars. Among the multiple orientations tested, the combination [0°, 15°, −15°] relative to the long axis of the test bar yields the highest levels of tensile properties for both PLA and PLA-CF over the “all-purpose” [45°, 135°] orientation. Annealing can also affect crystallinity and mechanical properties of manufactured parts. Through differential scanning calorimetric analyses, the degree of crystallinity was assessed for samples annealed under various conditions. Results show that annealing increases crystallinity in PLA and PLA-CF samples, with a lower cooling rate yielding higher values. The Young’s modulus exhibits the same behavior for annealed and as printed parts, with a lower cooling rate yielding higher modulus values. This is attributed to a relaxation of the material structure as well as to the orientation of polymer chains toward the CFs.
Introduction
Additive manufacturing (AM) is a family of processes enabling the layer upon layer production of an object from three-dimensional (3-D) model data. This process is quite the opposite of the subtractive manufacturing methodology which is relied upon for most manufacturing operations. 1 One of the many benefits of AM is the production of functional parts with complex geometries that are difficult to manufacture by conventional methods.
Among the various AM techniques, the fused deposition modeling (FDM) is ranked as one of the most popular and widely used methods for manufacturing parts with plastic materials. This method which extrude a continuous filament through a heated nozzle, which is then precisely deposited layer by layer to form a printed part. In this process, the extruded material rapidly solidifies over the previous layer.
Various thermoplastics are currently used to produce parts satisfactorily by FDM. Among them are polylactic acid (PLA), acrylonitrile butadiene styrene (ABS), polycarbonate (PC), PC-ABS blends, and polyphenylsulfone. 2 Parts printed with these thermoplastics usually exhibit low mechanical properties, limiting their use in engineering applications. To overcome this problem, the addition of carbon fibers (CFs) in the polymer matrix could increase both Young’s modulus and tensile strength to levels sufficient for new applications. 3 The CFs in this case will bear the load while the matrix will protect the fibers and transfer the load to reinforcing fibers. 4 The effect of including various volume fractions of short glass fibers in an ABS filament used as 3-D printing feeding material was studied by Zhong et al. 5 It was concluded that these short glass fibers improved significantly the strength of ABS filaments, but at the expense of reduced flexibility and handleability. 5 In a similar manner, the impact on mechanical properties of short fibers (0.2–0.4 mm) dispersed in ABS was studied at multiple fiber loading. 6 For comparison purposes, specimens were produced by FDM and compression molding (CM). Samples prepared by both FDM and CM methods show significant increases in both strength and modulus. The higher results achieved by the CM specimens indicate that porosity is the dominant effect on tensile properties over fiber orientation. In FDM-printed samples, a high fiber orientation in the printing direction is achieved, approaching perfect alignment with the beads. Thermoplastics matrix–reinforced CFs are presently used in a wide range of applications such as for the fuselage of the newest generation aircrafts, in automotive components, in wind turbine blades, and for endoscopic surgery. 7 Once fibers are added to the matrix, it becomes crucial to control the quality of the printed parts through control of the printing process parameters such as raster angle, layer thickness, raster width, air gap, and speed of printing. Ning et al. 8 investigated the effect of FDM process parameters on the mechanical properties of CF-reinforced virgin ABS thermoplastic pellets at various filler loadings. They observed a 22.5% and 30.5% respective increase in tensile strength and Young’s modulus for specimens with a 5 wt% and 7.5 wt% CF content. The same trend was observed by Es-Said et al. 9 when testing various orientations of ABS samples. They suggested that the 0° orientation, where layers are deposited along the length of the samples, displays superior strength and impact resistance over other orientations. Love et al. 10 studied the weak adhesion between short CFs (13% weight fraction) and ABS matrix. Specimens were manufactured by FDM using two orientations: The first one is oriented with the x direction of the printing bed plane, while the second one is perpendicular to the printing bed (z direction). Results showed that the addition of short fibers improved the stiffness and strength for specimens printed in the x direction, but a decrease in strength is observed in z-printed specimens due to low fused material adhesion between layers. Process parameters such as air gap, raster orientation, layer height, and printing speed can also affect significantly the tensile strength of FDM parts. Lee et al. 11 suggested that layer thickness, raster angle, and air gap influence the elastic performances of ABS parts. Lee et al. 12 showed that air gap and printing orientation have a direct impact on the mechanical properties of printed parts. Fernandez-Vicente et al. 13 evaluated the influence of the user-controllable pattern and infill density. They observed that a combination of rectilinear pattern and 100% infill presented the highest tensile strength.
A large number of FDM parameters can influence material properties and quality of the printed parts. The nozzle temperature, for example, will influence polymer crystallinity and the resulting mechanical properties. As this parameter also impacts the fluidity and solidification characteristics of the extruded filament, bonding between rasters is also affected. 14 Ning et al. 8 tested the effects of nozzle temperature on tensile properties. They observed a strong interbonding between rasters at high nozzle temperature, which is hardly observed at lower temperatures. The higher temperature, however, generates more porosity that negatively influences tensile properties. Gajdoš and Slota 15 have studied the structural inhomogeneity resulting from the basic principle of FDM. Samples were analyzed by computed tomography in order to explore changes in layers’ structure and the unfilled volume portion. They observed that the whole volume of scanned specimens is not uniform. Sun et al. 16 examined the mechanisms controlling bond formation between adjacent extruded filaments. Experimental results showed that the envelope temperature and variations in the convection coefficient have strong effects on the cooling temperature profile as well as on the mesostructure and overall quality of the bond strength between filaments.
PLA or polylactide is the most extensively researched and utilized biodegradable thermoplastic and is considered one of the most promising biopolymers used for medical application thanks to a combination of high elastic modulus, low glass transition temperature (Tg; 55–65°C), and suitability for 3-D printing. 17 Recent works have studied the tensile strength of numerous 3-D printable polymers and it was found that PLA exhibits a better mechanical response than other thermoplastic polymers, with strength along the extrusion direction (0°) exceeding the transversal one (90°). 18 Other raster orientation angles (0°, 45°, 90°) were tested and good mechanical properties were observed for the 45° specimens. It was reported that crystallinity of 3-D printed PLA was changed after cooling. This crystallinity is influenced by processing temperature, in addition to annealing time and cooling rate experienced after part fabrication. 19,20 As with injection molding, the high cooling rates sometimes experienced in FDM can yield totally amorphous PLA products. As crystallinity influences many properties such as hardness, modulus, tensile strength, stiffness, and melting point, it becomes one of the selection criteria. 21 Tábi et al. 20 analyzed the crystalline structure of PLA after injection molding and studied the effect of crystalline structure on the processing. This was achieved for various temperatures (60–140°C) and time intervals (10–60 min) to assess the crystallization state of injection molded amorphous PLA specimens. Wide angle X-ray diffraction (WAXD) results showed that 10 min were enough for PLA to achieve high crystallinity for an annealing temperature range of 100–140°C. Song et al. 18 studied the annealing thermal treatment cycles in a vacuum oven for various 3-D printed and injection molded specimens. They used a gradual heating from room temperature to a temperature of 60°C in 30 min, a 5-h dwelling phase, followed by a 2-h cool down period. DSC analysis showed that annealing cycles performed just below the Tg have no significant effects on crystallinity and material stiffness. It did however reduce the tensile strength by 30%.
The aim of this work is to evaluate the influence of nozzle temperature and infill line orientations on mechanical properties of PLA and PLA-CF parts prepared by FDM. The impact of annealing conditions on crystallinity, the cooling rate in particular, will be evaluated. The effect of short CFs on morphology and mechanical properties will be discussed.
Materials and methods
Filament materials
The natural PLA used in this work was purchased from Nature Works (resin type 4043D, USA) and has a density of 1.25 g cm−3. The PLA-CF filament used in this study, produced by Proto-Pasta, is also based on Nature Works 4043D PLA resin. The carbon loading in the PLA-CF filament is approximately 15 wt% of chopped CFs whose length was estimated to be around 60 µm. 22 Both filaments have a similar melting temperature (Tm) of 150°C. Before use, the filaments were dried for 24 h at 60°C and kept in a vacuum bag prior to use. The diameter of the 3-D printer filaments used was 1.75 ± 0.03 mm as reported in Table 1.
FDM process parameters.
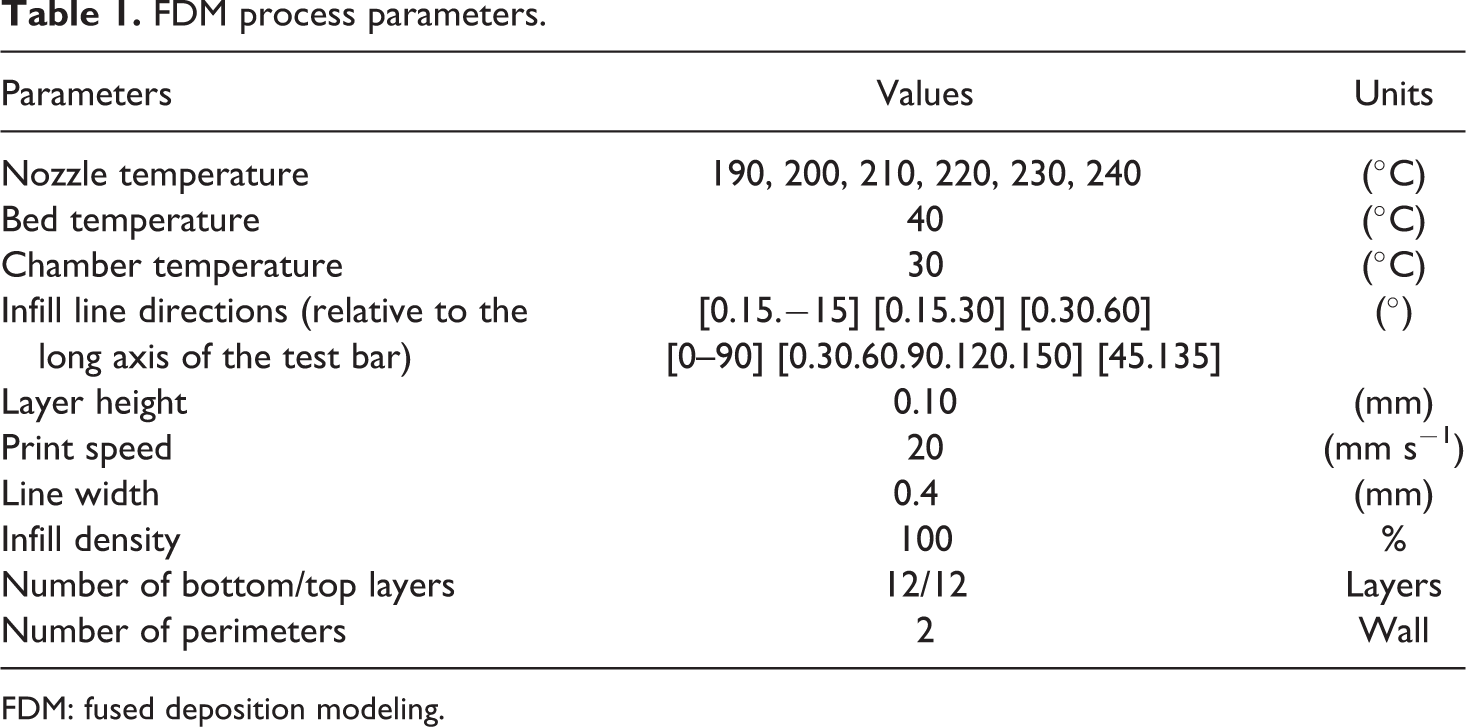
FDM: fused deposition modeling.
Process parameters
The PLA and PLA-CF filaments were processed by FDM, using an INTAMSYS (intelligent additive manufacturing systems) FunMAT HT (Shanghai, China). This 3-D printer, with a build volume of 260 × 260 × 260 mm3, is equipped with a heated bed and build chamber. The tensile bars used in all tests were printed directly on the heating bed, using a raft to increase adhesion and lower the risks of peeling off. The infill parameter was set for all samples to 100%, yielding solid-like samples. All printing parameters used are presented in Table 1, with the infill orientations depicted in Figure 1(a). All specimens were printed flat on the build platform (XY surface). Slicing of the 3-D model into individual layers was performed using the INTAM-suite software (Version 3.4.0).
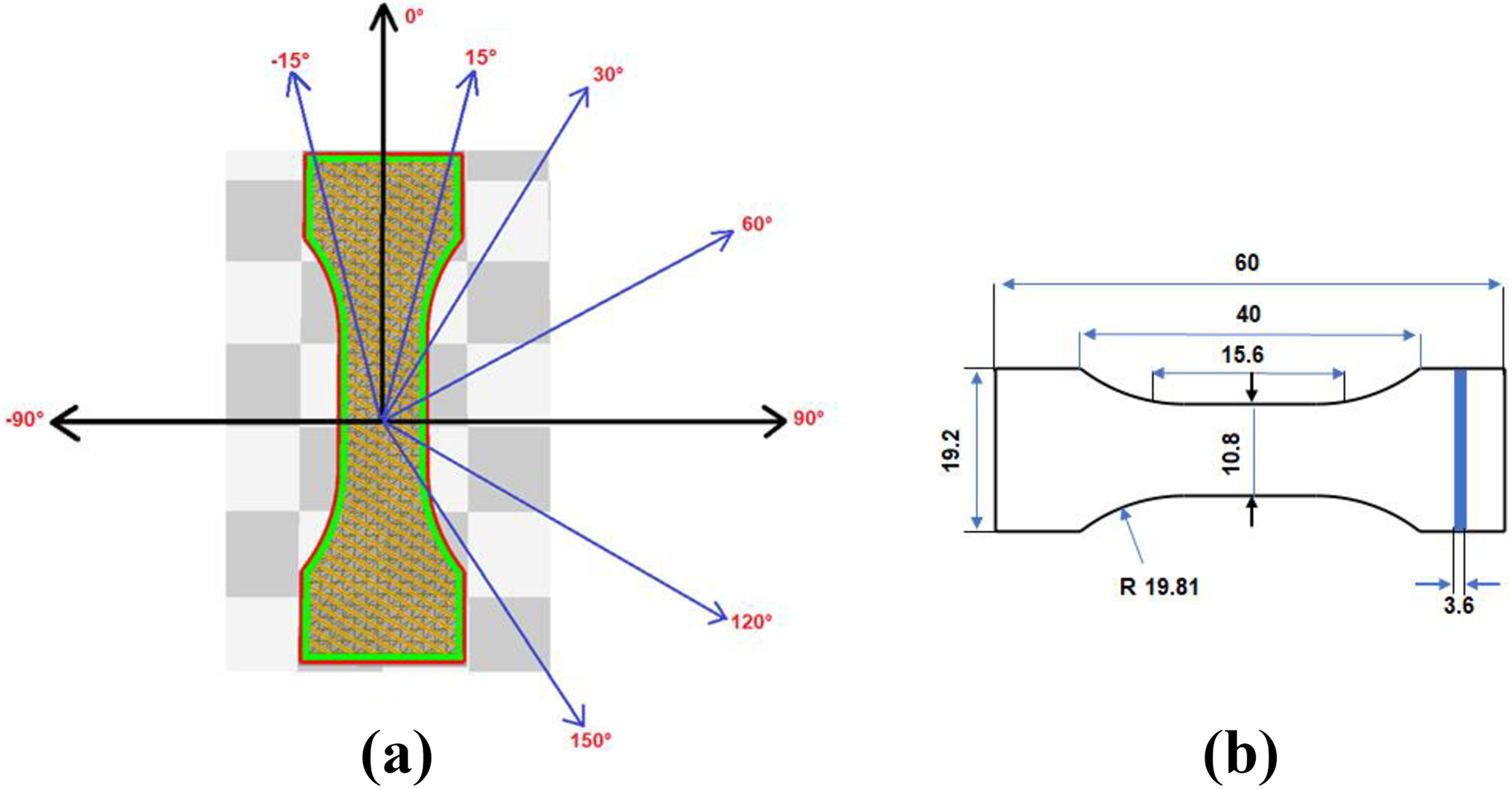
Design of infill line directions (a) and geometrical illustration of specimen for mechanical testing (b).
Mechanical testing
Tensile properties were investigated using a Criterion C45.105 electromechanical universal testing machine (MTS, USA) equipped with a 10 kN load cell. A crosshead displacement speed of 0.1 mm s−1 was used to apply load through self-tightening jaws. A data acquisition software (MTS TestSuite) was used to collect the displacement (mm) and force (N) required to establish the tensile strain–stress curves and calculate Young’s modulus and tensile strength. Five specimens were tested for each processing parameter to increase accuracy. The tensile bar geometry was designed with dimensions divisible by 0.1 mm, which is the layer thickness, to avoid creating missing or additional layers during slicing. Figure 1(b) illustrates the geometry for the tensile bar used.
Thermal annealing process of materials
Parts manufactured by FDM with natural PLA and PLA-CF were placed in a natural convection oven (DRY-Line series, VWR) for annealing prior to testing. The parts were heat treated at 100°C for 30 min, with heating and cooling rates fixed at 2, 5, and 10°C min−1.
DSC analysis
The melting and crystallization behaviors of natural PLA and PLA-CF were studied by differential scanning calorimetry (DSC Q20 with RCS90 cooling system, TA Instruments, USA). Samples were heated under a 50 mL min−1 nitrogen flow, from 25°C to 250°C before being cooled back to −5°C. A single rate of 10° min−1 was used during heating and cooling of the samples. All characteristic temperatures and associated enthalpies were calculated from the endothermic and exothermic peaks, using the TA Universal analysis software. The degree of crystallinity (χc) for annealed and as produced samples was calculated from the first and second heating as follows

where ΔHm and ΔHm100% are, respectively, the melting enthalpy of PLA composites and 100% crystalline PLA and w is the mass fraction of PLA in the composite. The melting enthalpy of a totally crystalline PLA material is 93 J g−1. 23
Results and discussion
The aim of this work is to evaluate and optimize processing parameters of PLA and PLA-CF during 3-D printing in order to improve tensile properties of fabricated parts. For that, many parameters were examined.
Process parameters effect
It was reported that nozzle temperature influences strongly the fluidity and solidification of the extruded filament. 14,24 This, in turn, will impact the resulting physical properties during cooling such as adherence between juxtaposed layers. When the cooling process occurs slowly, this will induce crystallinity which will subsequently improve tensile properties. 14
In the first part of the present work, the nozzle temperature was varied from 190°C to 240°C while infill orientations were fixed alternatively at 45° and 135°. Mechanical testing (Figure 2) showed an improvement in Young’s modulus and tensile strength as a function of nozzle temperature and reached their maximum at 230°C. Maximum values of 2622 MPa and 3553 MPa for the Young’s modulus are thus obtained, respectively, for PLA and PLA-CF.
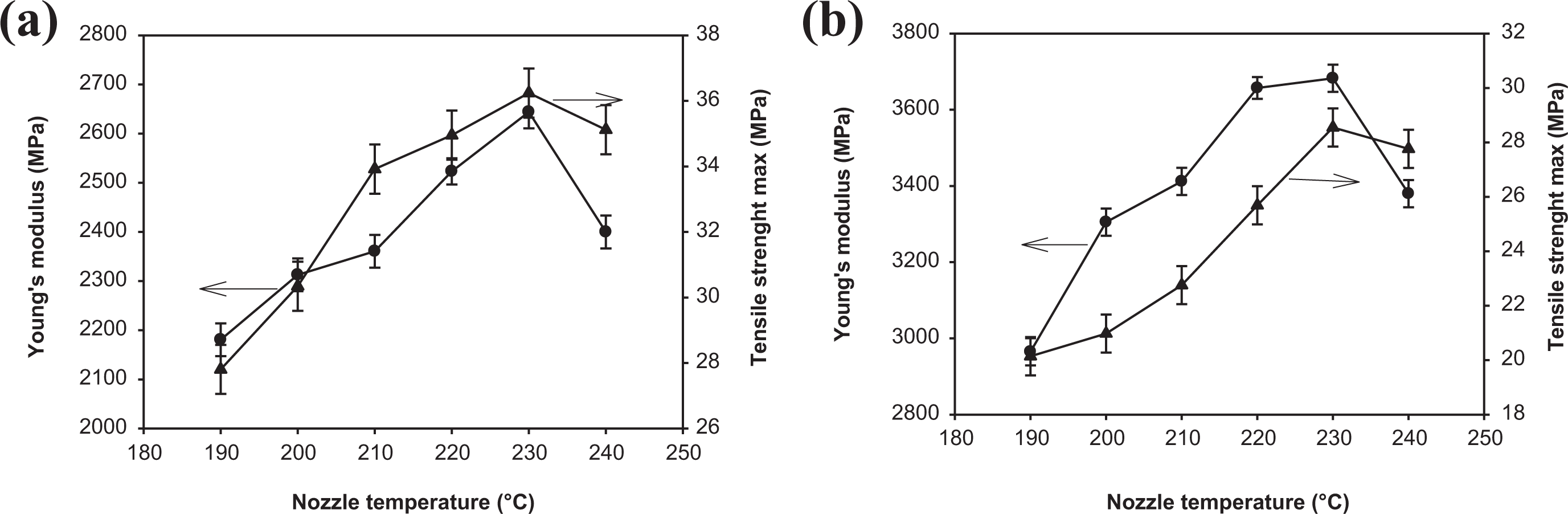
Effects of nozzle temperature on tensile properties of natural PLA (left) and PLA-CF (right).
Crystallinity of the samples was also evaluated for the nozzle temperature tested, with results summarized in Table 2. It can be observed that, at all temperatures, samples of PLA-CF exhibit a higher crystallinity than for PLA samples. This phenomenon can be explained by the alignment of CFs in the direction of 3-D printing as well as the orientation of polymeric chains toward CFs during the cooling process.
Summarized tensile testing results of PLA and PLA-CF, 45°/135° infill orientation.
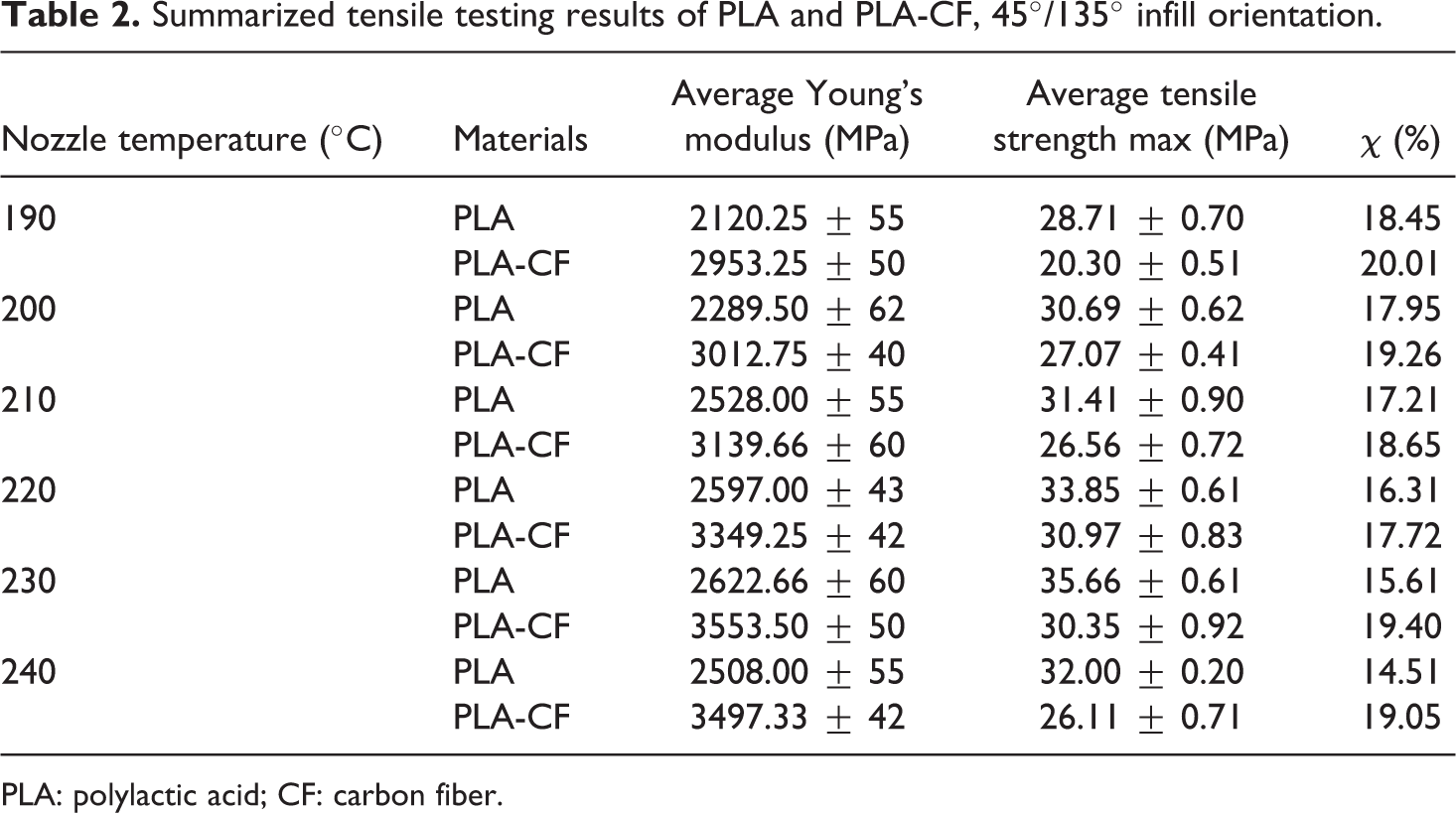
PLA: polylactic acid; CF: carbon fiber.
It can also be observed that increasing nozzle temperature leads to a progressive decrease in the crystallinity level for PLA. For PLA-CF, the same tendency is observed in the 190–220°C range. A spike in crystallinity level is, however, noticed for PLA-CF at a temperature of 230°C and above.
These contradictory observations between an increase in tensile properties with temperature and decreasing crystallinity can be explained by the quality of the obtained parts. A higher temperature will create a better adhesion between layers, which will result in improved mechanical properties. For PLA and PLA-CF, the optimum temperature was found to be 230°C. Once this temperature is exceeded, a decrease in tensile modulus can be observed (Table 2). This may be explained by the progressive collapse of the build layers even though the crystallinity degree increases.
Effects of infill line orientations
Another parameter that strongly influences mechanical properties is the infill line orientations. This refers to the angle of the raster line with respect to the x-axis on the bottom part layer (Figure 1(a)). To strengthen the infill, all layers are crisscrossed using a combination of at least two alternating orientations, the most commonly used being the [45°/135°] that can be referred to as the base orientation. In this study, six combinations of infill line directions were selected, covering a wide range of arrangements ([0°/15°/−15°], [0°/15°/30°], [0°/30°/60°], [0°/90°], [0°/30°/60°/90°/120°], [45°/135°]). For each orientation, five tensile samples were prepared using a nozzle temperature of 230°C and tested to evaluate their mechanical properties.
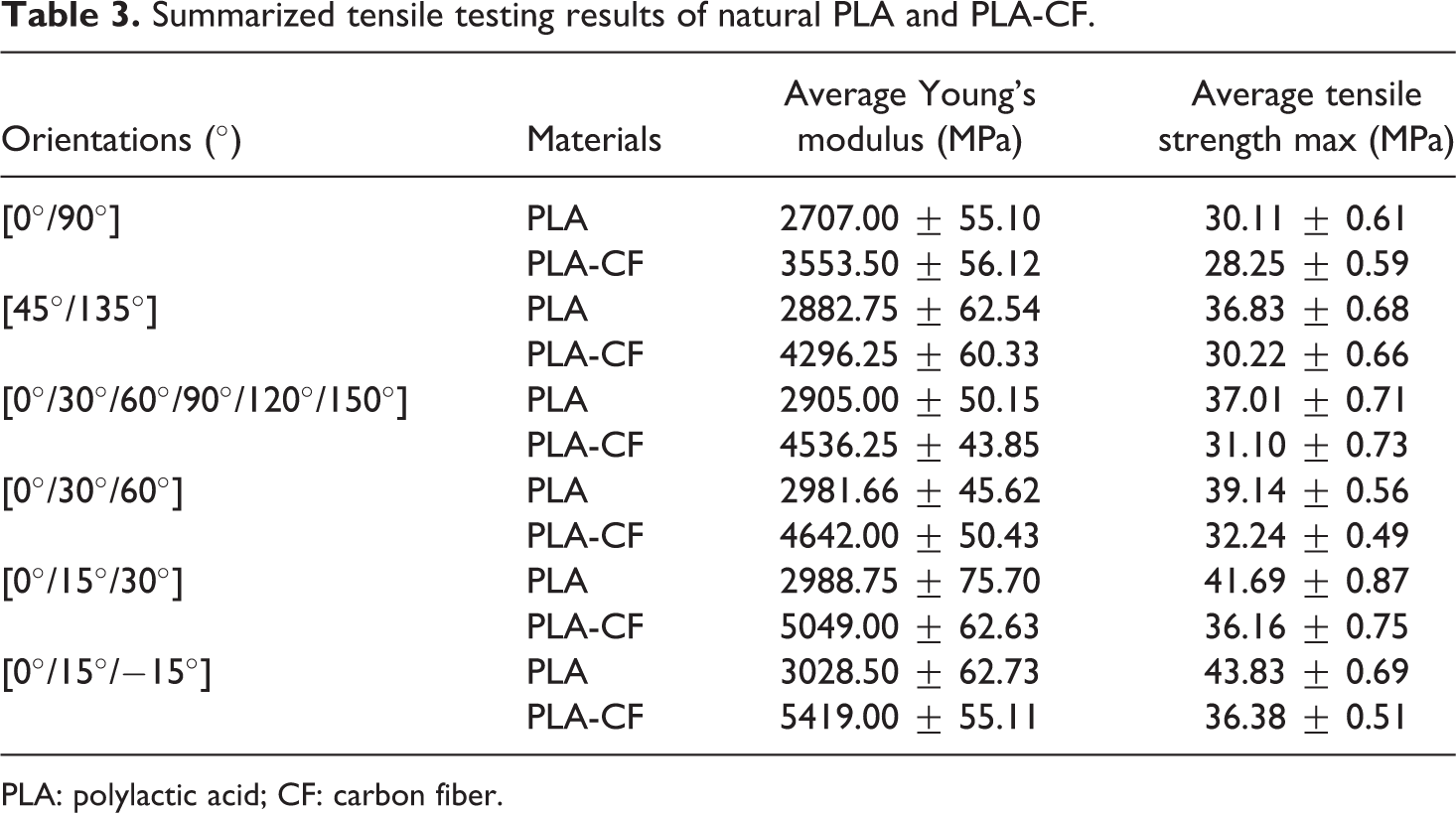
Figure 3 presents the maximum tensile strength and Young’s modulus for PLA and PLA-CF test bars produced with various infill orientations. Results clearly show the strong influence that the combination of infill orientations has on mechanical properties, for both PLA and PLA-CF. These results are completely different from what is observed from traditional methods such as CM or injection molding, where properties are more uniform in all axes. 18,25 –27 FDM can thus offer the possibility of tailoring axial properties by choosing the infill orientation to suit the use of the parts. In the present study, it has been observed that the further away from the 0° axis of fabrication, the lower are the mechanical properties. This is quite normal because all tensile tests are performed according to the 0° axis printing direction (Table 3). In the case of [0°/90°] orientations, the Young’s modulus and tensile strength recorded the lowest values for both PLA (2707 MPa and 30.11 MPa, respectively) and PLA-CF (3553.50 MPa and 28.25 MPa, respectively). It was observed during tensile testing a low resistance to stress combined with a strong delamination between layers. The [0°/90°] orientation yield a lower mechanical resistance than the commonly used orientation of [45°/135°], which is ranked as the second lowest among the six tested.
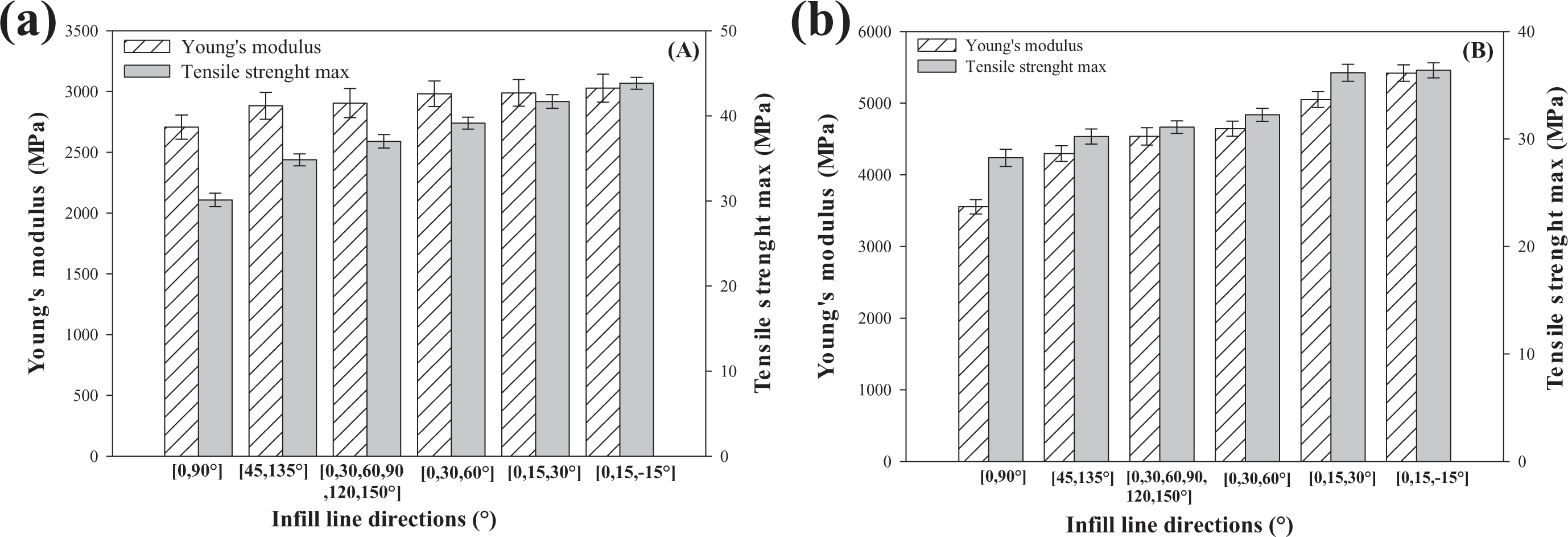
Effects of infill line direction on tensile properties of natural PLA and PLA-CF, nozzle temperature set at 230°C.
Summarized tensile testing results of natural PLA and PLA-CF.
PLA: polylactic acid; CF: carbon fiber.
The best properties were achieved using the [0°/15°/−15°] combination, with both PLA and PLA-CF exhibiting a large increase in tensile strength and Young’s modulus over the base orientation. Raster delamination is lesser in this case since each raster was pulled along its longitudinal axis, yielding larger tensile strengths and Young’s modulus.
The addition of CFs to a PLA matrix also adds significantly to the mechanical properties for all infill directions. 28 It was noted during deposition of a layer perpendicularly to the zero axis that the polymeric chains can become entangled around the CFs of the lower layer. This can increase the bonding strength of the new layer with the previous one, yielding improvements in Young’s modulus. This phenomenon can also be applied to other infill line orientations. For virgin PLA and PLA-CF, the Young’s modulus as well as the tensile strength were found to follow the following decreasing trend: ([0°/15°/−15°] > [0°/15°/30°] > [0°/30°/60°] > [0°/30°/60°/90°/120°/150°] > [45°/135°/] > [0°/90°]).
The [0°/15°/−15°] orientation, which exhibits the best mechanical properties, was selected to study the impact of annealing process on crystallinity degree for 3-D printed parts.
Effects of annealing treatment on the crystalline structure of PLA and PLA-CF and mechanical properties
Thermal properties of PLA and PLA-CF were analyzed by DSC analysis to evaluate their crystallinity and the impact on tensile properties. Figure 4 corresponds to the PLA and PLA-CF thermograms produced at various heating/cooling rates. From Figure 4(a), it can be seen from the DSC curves that both as received PLA and PLA-CF exhibit three thermal transitions. The first one, located at around 59°C, is associated with the glass transition process where the polymer changes to a high elastic state. 17 The second thermal transition, associated with the Tm, corresponds to the endothermic peaks detected at 150°C. A third transition is found at the exothermic peak observed at 121.99°C and is associated with the cold crystallization of PLA. This last transition is caused by the rearrangement of molecular chains in the crystalline PLA lamellae due to increased mobility during heating. 17 As shown in Figure 4(a), both PLA and PLA-CF are semicrystalline materials as confirmed by the first heating and single glass transition process recorded during the cooling stage. From these results, it can be concluded that the virgin polymers are in an amorphous state after the cooling process. It can thus be inferred that after being 3-D printed, the material is still in pseudocrystalline state. It can be noted that natural PLA exhibits a lower χc (15.61%) than PLA-CF (19.40%; Table 4).
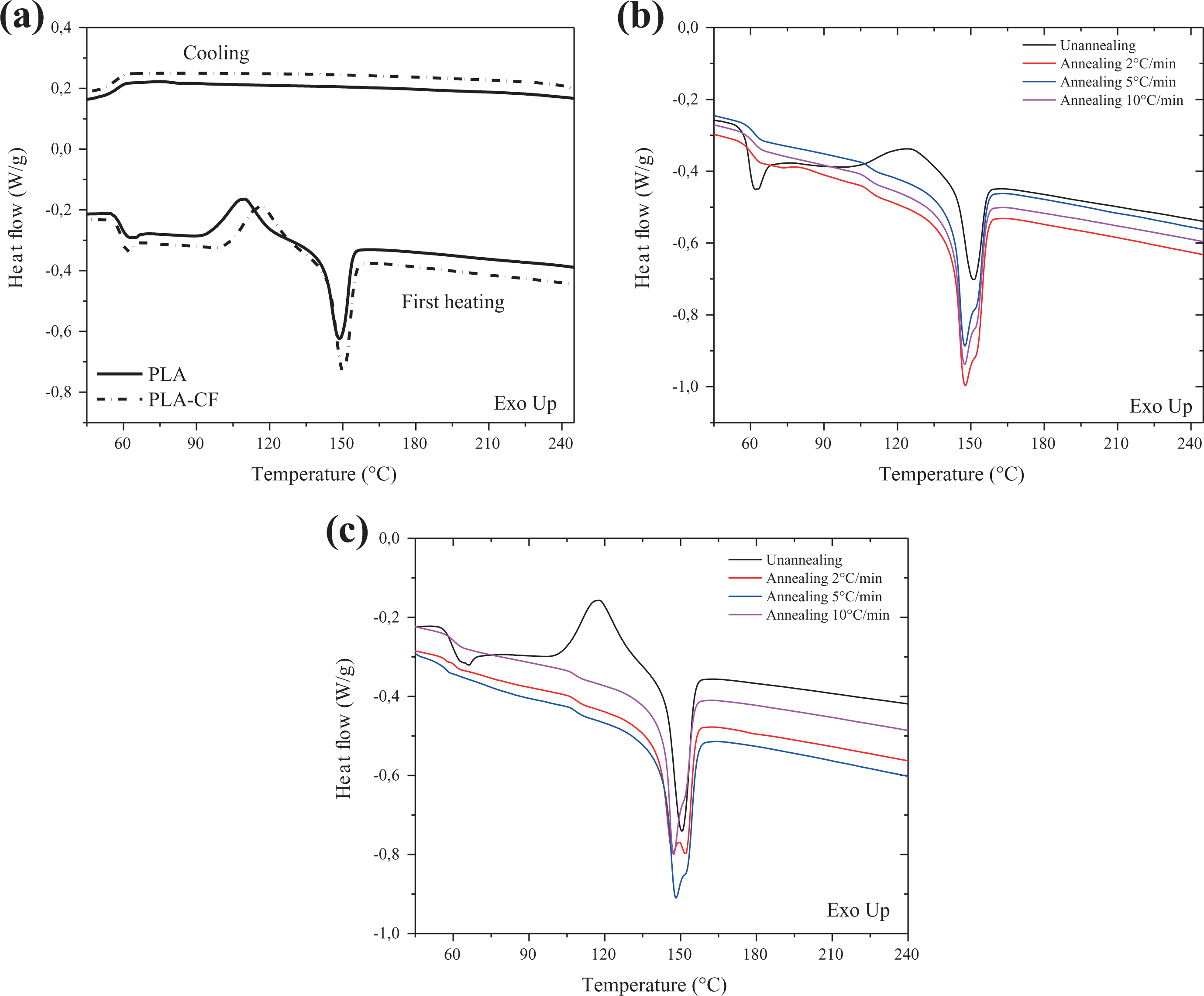
DSC thermograms of (a) PLA and PLA-CF as received and annealed samples, (b) PLA, and (c) PLA-CF.
DSC analysis results samples.
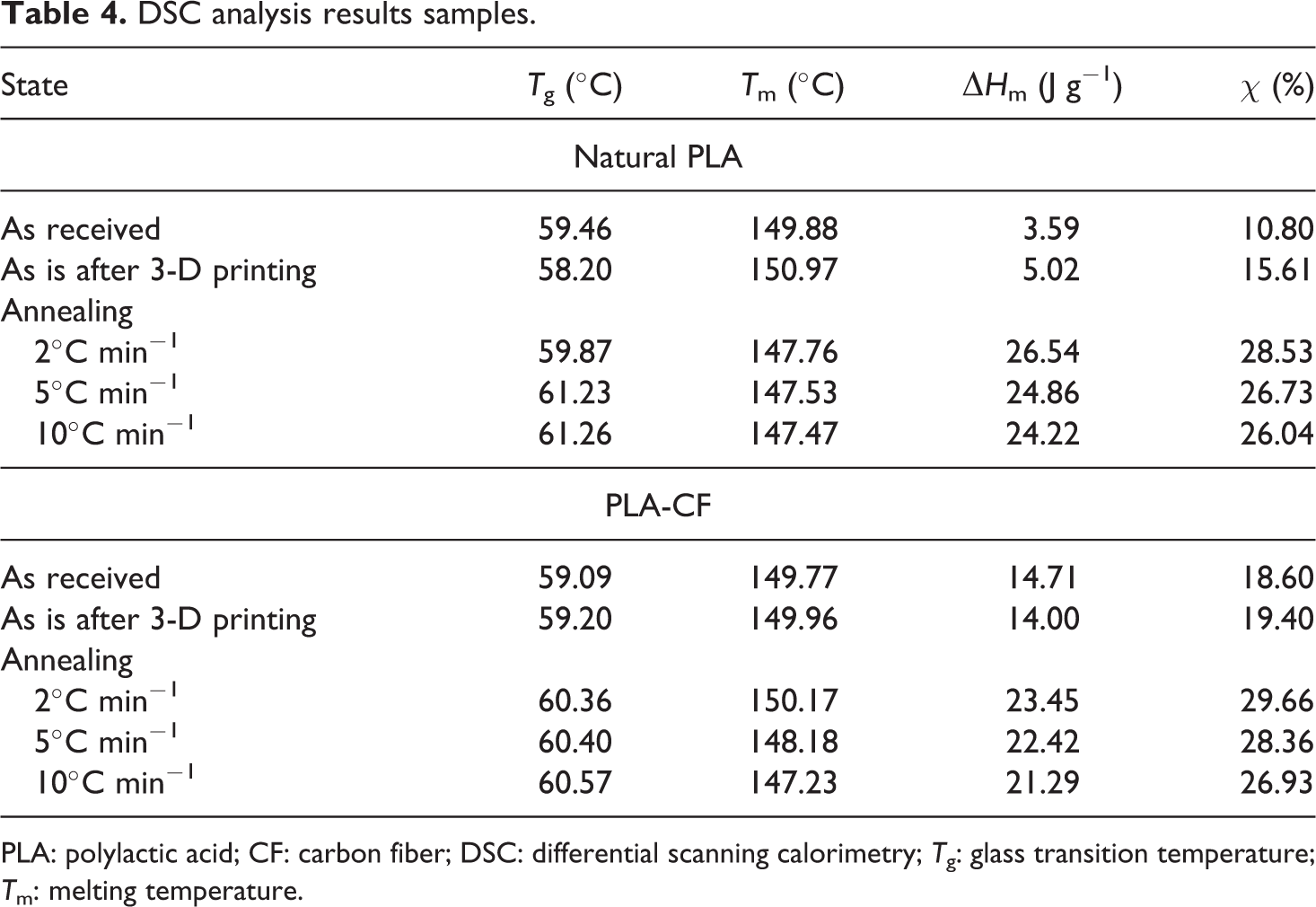
PLA: polylactic acid; CF: carbon fiber; DSC: differential scanning calorimetry; Tg: glass transition temperature; Tm: melting temperature.
As mentioned previously, the process parameters enabling an enhancement of tensile properties of 3-D printed parts are a nozzle temperature of 230°C and infill orientations of [0°/15°/−15°]. To further increase mechanical properties, the samples were heat treated at 100°C for a period of 30 min, using three distinct heating and cooling rates (2°C min−1, 5°C min−1, and 10°C min−1). Figure 4(b) and (c) shows the DSC analysis during the first heating of samples (PLA and PLA-CF) as produced and after annealing at 100°C. As shown in both figures, the increase in temperature from ambient to 100°C using a 2°C min−1 heating rate results in a considerable change in the heat flow of melting, therefore an increase in crystallinity of both PLA and PLA-CF samples. Table 4 summarizes the DSC curves with important parameters such as Tg and Tm and crystallinity degree. It can be observed that when the heating rate is increased from 2°C min−1 to 10°C min−1, the heat flow of melting decreases from 26.54 J g−1 to 24.22 J g−1 for PLA and from 23.45 J g−1 to 21.29 J g−1 for PLA-CF. At the same time, their relative crystallinity decreases from 28.53 to 26.04 in the case of PLA and from 29.66 to 26.93 for PLA-CF. When compared to virgin PLA, the best improvements in crystallinity are achieved for PLA-CF. These enhancements are probably due to a relaxation of the PLA structure and the orientation of polymer chains toward the CFs (Figure 5).
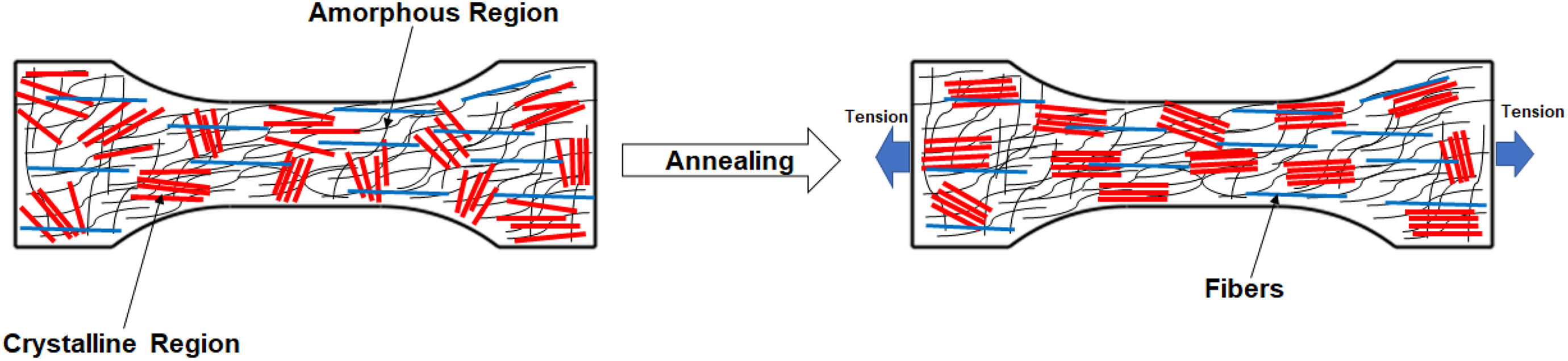
A model about crystalline and amorphous region ordering of molecular chains in 3-D printed PLA part.
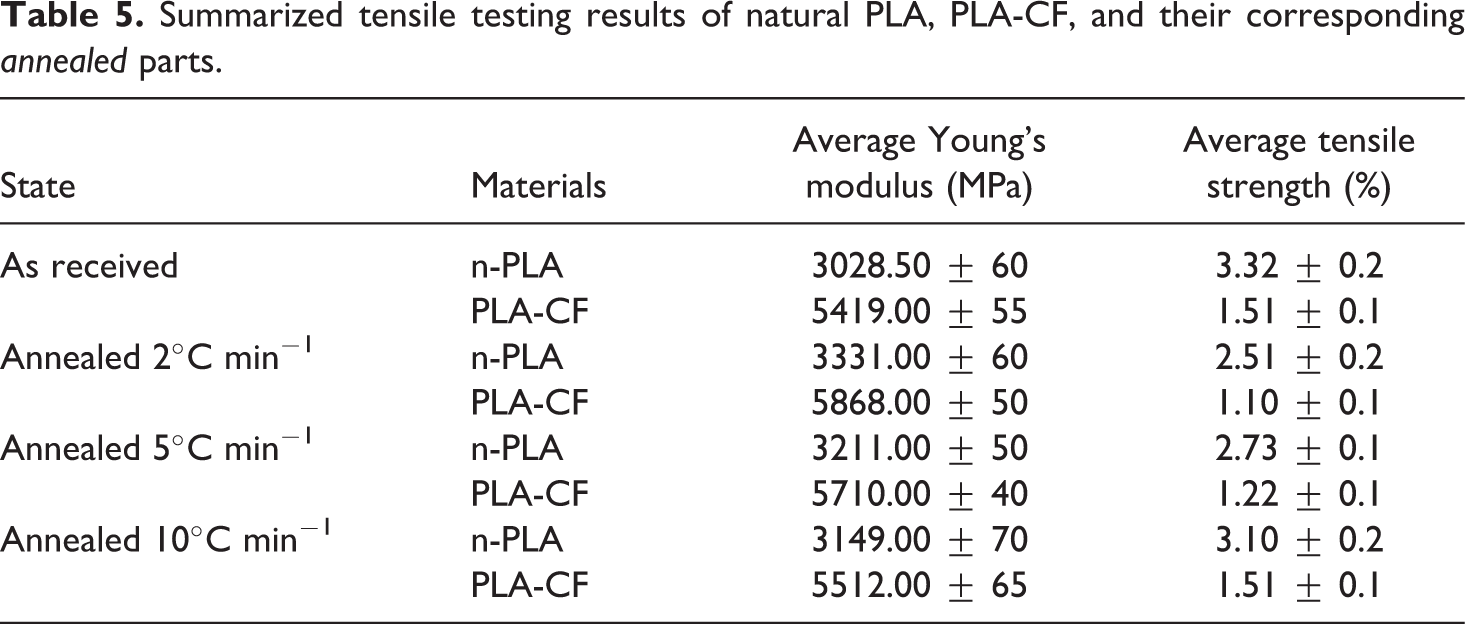
The annealing treatment automatically impacts the tensile properties of prepared materials (Table 5). 29 Figure 6 presents the evolution of the Young’s modulus and crystallinity degree for the various samples. It can clearly be observed that the Young’s modulus is higher for PLA-CF than virgin PLA in samples of the same state. The crystallinity degree follows the same trend. The observed dependency between both is in good concordance with the reported literature which demonstrates a relationship between crystalline fraction and mechanical properties of PLA processed by conventional methods. 30,31 Improvement in tensile strength and elastic modulus for these samples is still essential while the amorphous region remains significant. This would help increase the breaking elongation along the printing orientation in desired applications.
Summarized tensile testing results of natural PLA, PLA-CF, and their corresponding annealed parts.
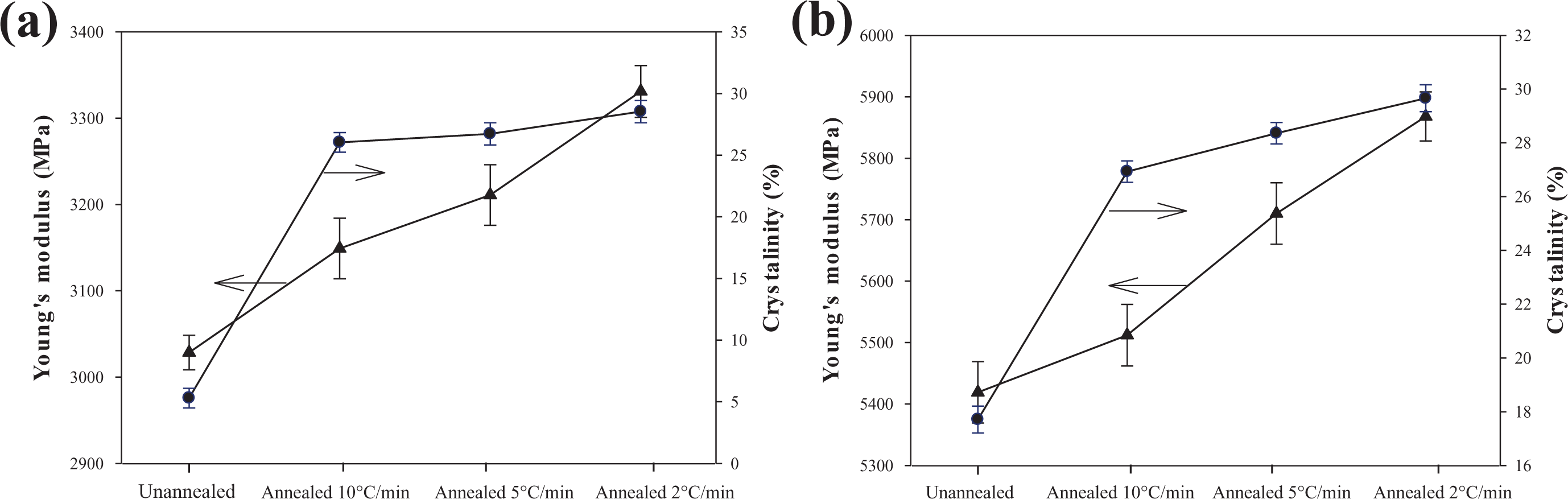
Crystallinity and Young’s modulus results of annealed and unannealed samples: (a) PLA and (b) PLA-CF.
Conclusion
PLA and PLA-CF were processed above their Tms by FDM. Results have shown the influence of nozzle temperature on the mechanical properties, with an optimum temperature maximizing the tensile properties. Infill orientations also play a significant role in achieving good mechanical properties, with the proper combination of orientation enabling the tailoring of properties along a specific axis. As FDM involves fast heating and cooling cycles, the heat transport characteristics of polymers will impact the properties of the materials in terms of crystallinity and mechanical properties. 32 The structural and morphological features may also be significantly altered through the heating and cooling rates experienced by the part, either during fabrication or in a post-fabrication annealing step. Careful consideration in polymer processing is therefore important to achieve desired properties. The present work has demonstrated that the processing conditions during 3-D printing in terms of nozzle temperature, infill line orientations, and annealing conditions can considerably affect the properties of prepared samples. The addition of a reinforcing agent such as CF in the polymer matrix also improves the tensile properties if the process parameters are well chosen.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by Euro-Mediterranean University of Fes, Hassan II Academy of Sciences and Technologies (Morocco), and Safran Composites (France).