
Abstract
The present work deals with the effect of various treatments on the mechanical properties and water absorption of wheat straw (WS)-reinforced polystyrene (PS) composites. Four different surface treatments of the filler, that is, alkali treatment of WS by 20% sodium hydroxide (NaOH) solution, maleic anhydride (MA) treatment of WS by 2% MA solution, WS treatment with 1% silane (ATS) and WS treatment with 20% NaOH and 1% silane, with 5–25% filler loading were carried out. There is an enhancement in tensile modulus, impact strength and water absorption and a decrease in tensile strength of WS fiber-filled PS composite with an enhancement in fiber loading when it is treated with 20% NaOH, 2% MA, and 1% silane. There is an enhancement in tensile strength, tensile modulus, Izod impact strength, and water absorption value when the WS fiber is treated with 20% NaOH and 1% silane, with an enhancement in fiber loading. Treatment with 20% NaOH and 1% silane exhibits better results as compared to the rest of the surface treatments.
Introduction
Low density, high mechanical strength, higher stiffness, cheaply available, and biodegradable nature of the natural fiber has made it an attractive filler for polymer composites. Because of their relatively low weight and better mechanical attributes such as tensile modulus values and flexural modulus, natural fiber has got significant attention. However, due to hydrophilic nature, natural fiber exhibits poor compatibility with the hydrophobic polymer matrix. The affinity for moisture absorption due to free hydroxyl groups is a hindrance for natural fibers for compounding with polymers.1,2
Chemical treatments are required to alter the natural fiber surface attributes to overcome the poor compatibility between the natural fiber and the polymer. Various surface chemical treatment methods are employed to achieve desirable final results. 3 Silanes are efficient coupling agents and are used extensively in natural fiber composites. Hydrolyzed silane solutions have a high affinity for the hydroxyl sites of natural fiber4,5 resulting in stronger interaction between silane-treated fiber and polymer matrix.6–10 There is a reduction in the incompatibility of natural fiber and polymer matrix due to the interaction between the anhydride groups of maleated coupling agents and the hydroxyl groups of natural fibers when natural fibers are treated with maleic anhydride (MA).11–14 There is an enhancement in the mechanical properties of natural fiber-reinforced polymer composites when treated with MA.15–19 Alkaline treatment of natural fibers results in increased surface roughness, thereby providing better interaction with the polymer matrix. Also, it results in a higher amount of cellulose exposed on the fiber surface providing a greater number of possible reaction sites. Alkaline treatment prolonged the degradation of wheat straw (WS) material at elevated temperature.3,20–28 Influence of surface treatment of natural fiber of WS-filled polypropylene composites has been reported. 29 Addition of WS resulted in a reduction in tensile and impact strength of polymer composites but enhances its modulus.30,31
Natural fiber modified with MA exhibits less absorption of water as compared to the untreated fiber for natural fiber polymer composites, whereas there was an enhancement in water absorption for alkali-treated fiber in natural fiber composites.32–34 The present work deals with the effect of various treatments on the mechanical properties and water absorption of WS polystyrene (PS) composites. Treatment with 20% NaOH and 1% silane gives better results compared to all other treatments.
Experimental work
Raw materials
In this research work, PS is used as the polymer matrix material. Polystyrene (GPPS grade; SC 206) with an MFI of 12 g/10 min was obtained from Supreme Petrochem Limited (Mumbai, Maharashtra, India). WS fiber is procured from the farmland of Ujjain, Madhya Pradesh, India. Then, they get chopped to the length of 4–6 mm. They get washed (i.e. dipped) in water for 2 h to remove dirt or foreign particles and dried in open atmosphere for almost 2 days. Table 1 presents the processing parameters. Figure 1(a) shows the thermogravimetric analysis curve of WS fiber. In natural fiber, degradation involves two main steps. The first one is the thermal depolymerization of the hemicelluloses and cleavage of glycosidic linkages of cellulose, and the second one is related to the decomposition of the α-cellulose. 35 The decomposition of WS fiber starts at 264.61°C with a slight drop in weight% which could be assigned to the lignin degradation. The maximum degradation rate takes place during α-cellulose decomposition at approximately 360°C. The decomposition of hemicellulose appears at approximately 300°C. In view of this, it can be concluded that processing temperature up to 250°C is suitable for WS fiber-reinforced composites.
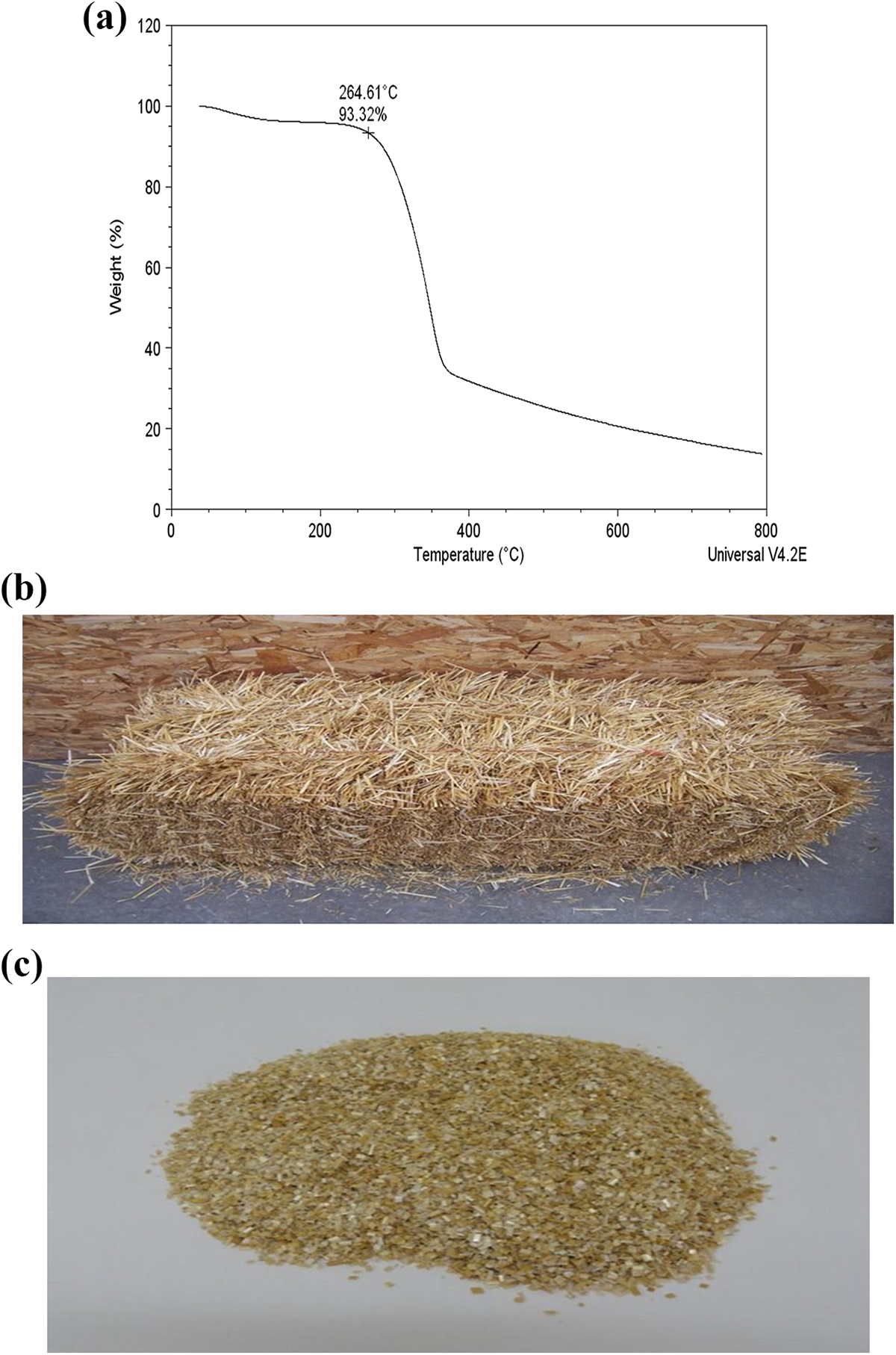
(a)TGA curve of WS. (b) WS before chopping. (c) WS after chopping.
Temperature profile of all surface treatment WS fiber-filled PS composite for twin-screw extruder.
WS: wheat straw; PS: polystyrene.
Aspect ratio was 12:1 to 15:1 before chopping. WS was chopped to 4–6 mm for proper processing and avoiding chocking of the die. Aspect ratio was 4:1 to 6:1 after chopping. There was a further reduction in aspect ratio after compounding in a twin-screw extruder. Figure 1(b) and (c) shows WS fiber before and after chopping.
Surface treatments of WS fibers
Following chemical treatments are carried out:
Alkali treatment of WS fiber by 20% NaOH solution
Pre-dried WS fibers were soaked in 20% (w/v) NaOH solution at ambient temperature, maintaining a liquor ratio of around 18:1 (by weight). The WS fibers were dipped in the caustic soda solution for 12 h. After surface treatment, WS fibers were washed thoroughly with distilled water to remove any traces of alkali on the WS fiber surface, subsequently neutralized with the dilute acetic acid solution and finally washed thoroughly with distilled water. Then, the surface-treated WS fibers were dried at room temperature for 1 week. Finally, fibers kept in hot air of an oven at around 100°C until it gets dry.
MA treatment of WS fiber by 2% MA solution
The WS fibers procured from farmland were washed with water to remove any contamination and allowed to dry in sunlight. The fibers were esterified using 2% MA in a suitable solvent like acetone or water, keeping fiber–solvent ratio of 1:18 (wt/v). The soaking of MA solution by WS fiber was allowed for 12 h. The WS fibers were filtered out using filter paper and dried in an oven at 60°C till constant weight of WS fibers was achieved.
Silane treatment of WS fiber by 1% ATS
A solution of 1% silane [3-aminopropyltriethoxy] was prepared in a suitable solvent like acetone or water. The pH of the solution was adjusted to 4 with acetic acid and stirred continuously for 5 min. WS fibers were dipped in the silane solution for 12 h. After treatment, fibers were isolated from the solution and dried in an oven at 60°C for 12 h.
20% NaOH and 1% silane treatment of WS fiber
A solution of 1% silane [3-aminopropyltriethoxy] was prepared in a suitable solvent like acetone or water. The pH of the solution was adjusted to 4 with the help of acetic acid which is stirred continuously for 5 min. WS fibers were dipped in the solution for 12 h. After surface treatment, fibers were isolated from the solution and dried in an oven at around 60°C for 12 h. Similarly, silane treatment procedures also employed followed by alkali treatment.
Compounding
PS and WS were compounded in the counter-rotating twin-screw extruder with the specification like Haake Rheocord 9000 of 16 mm diameter and L/D 25:1 ratio. The extrudate is solidified in the water bath at a temperature of about 30–40°C.
Compression molding
The granules of the polymer extrudate were compression molded for preparing specimen to perform the mechanical test. Test specimens were prepared per ASTM standards. The tensile test (ASTM D638M-91) and notched Izod impact strength (ASTM 256) were conducted as per ASTM standards. Water absorption test was conducted per ASTM D570. The average values of at least three test specimens were reported as results.
Characterization
FTIR analysis
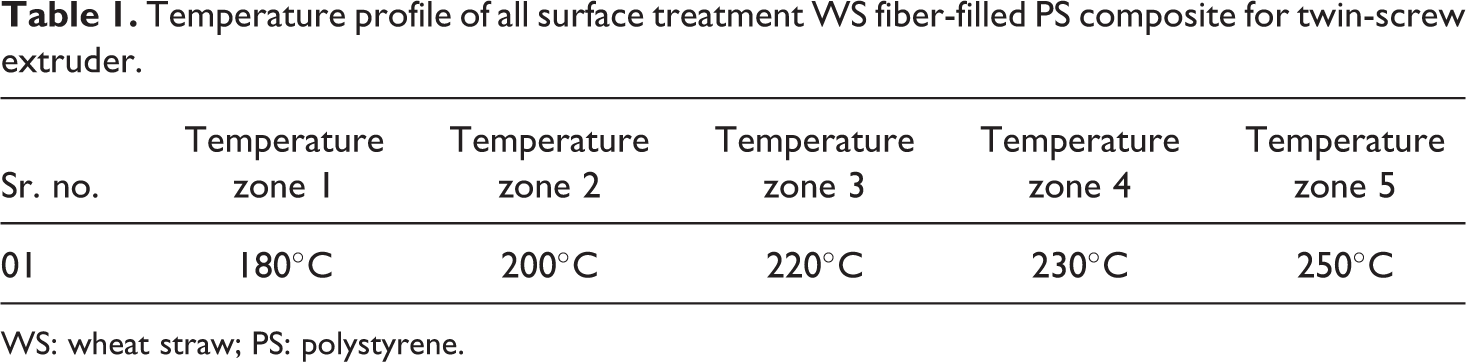
Figure 2(a) shows Fourier transform infrared (FTIR) of untreated WS fiber. FTIR result exhibits an extensive amount of SiO2 (1033 cm−1) on the surface of the WS fiber. A large amount of non-aromatic esters (contains a large amount of non-aromatic esters (1633 cm−1) exist on the external surface of the WS fiber. Few traces of OH− groups (−3336 cm−1) were found on the surface of the WS fiber. Cellulose (3336, 1156 cm−1) is a major component in an intermediate and internal layer of WS fibers. Poor compatibility in the manufacture of the fiber-filled polymer composite is due to the extensive amount of surface SiO2. Surface treatment in aqueous media is predominantly used as compared to acetone. Chemical treatment with water media dissolved out esters and SiO2 effectively. This makes compounding of the natural fiber-filled polymer composite even better.
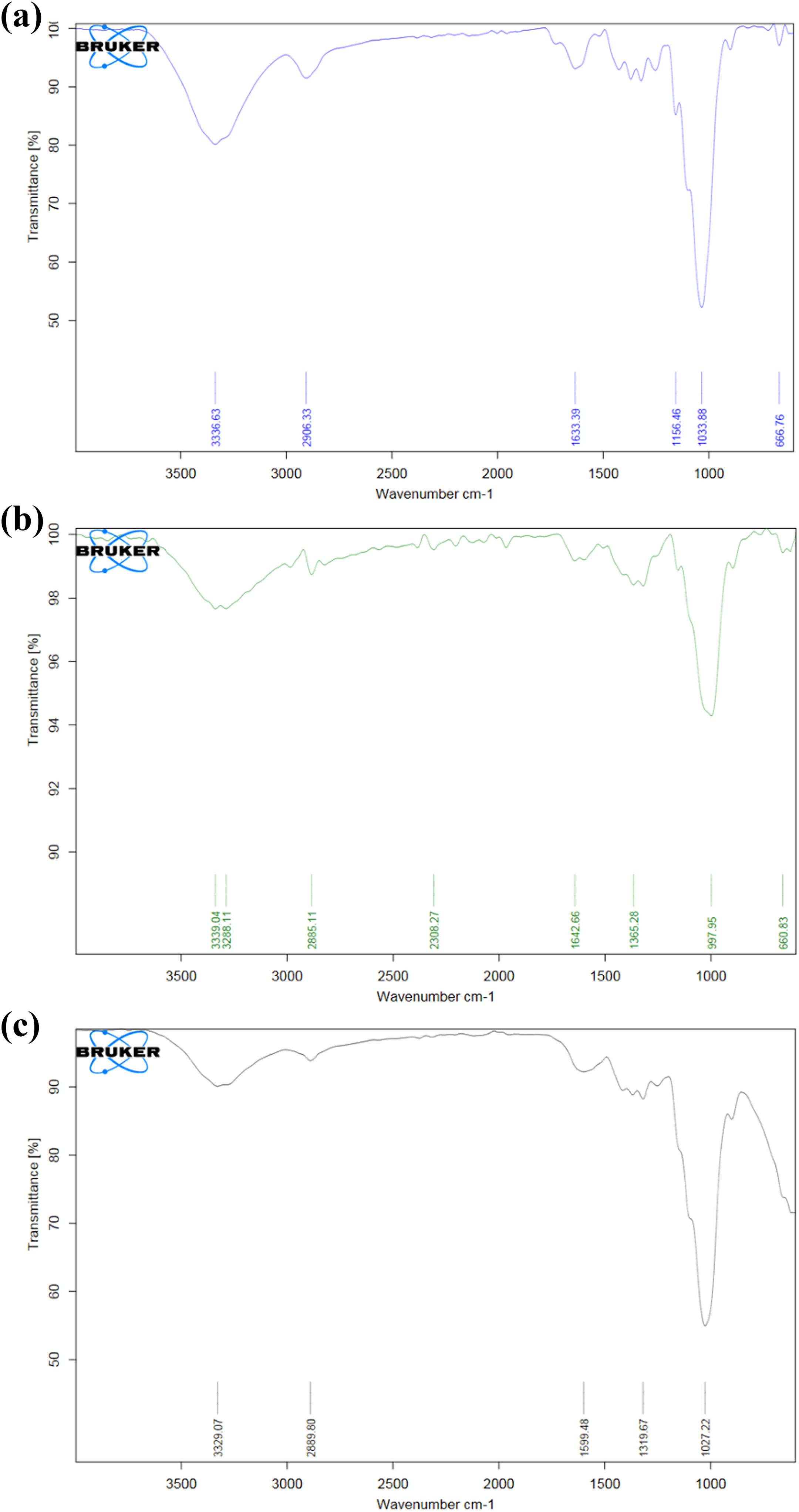
(a) FTIR of untreated WS fiber. (b) FTIR of 20% NaOH-treated WS fiber. (c) FTIR of 1% silane (ATS) treated WS fiber. (d) FTIR of 20% NaOH + 1% silane (ATS)-treated WS fiber. (e) FTIR of 2% MA-treated WS fiber. (f) Optical spectroscopy image of 2% MA-treated, 15% WS fiber-loaded PS composite.
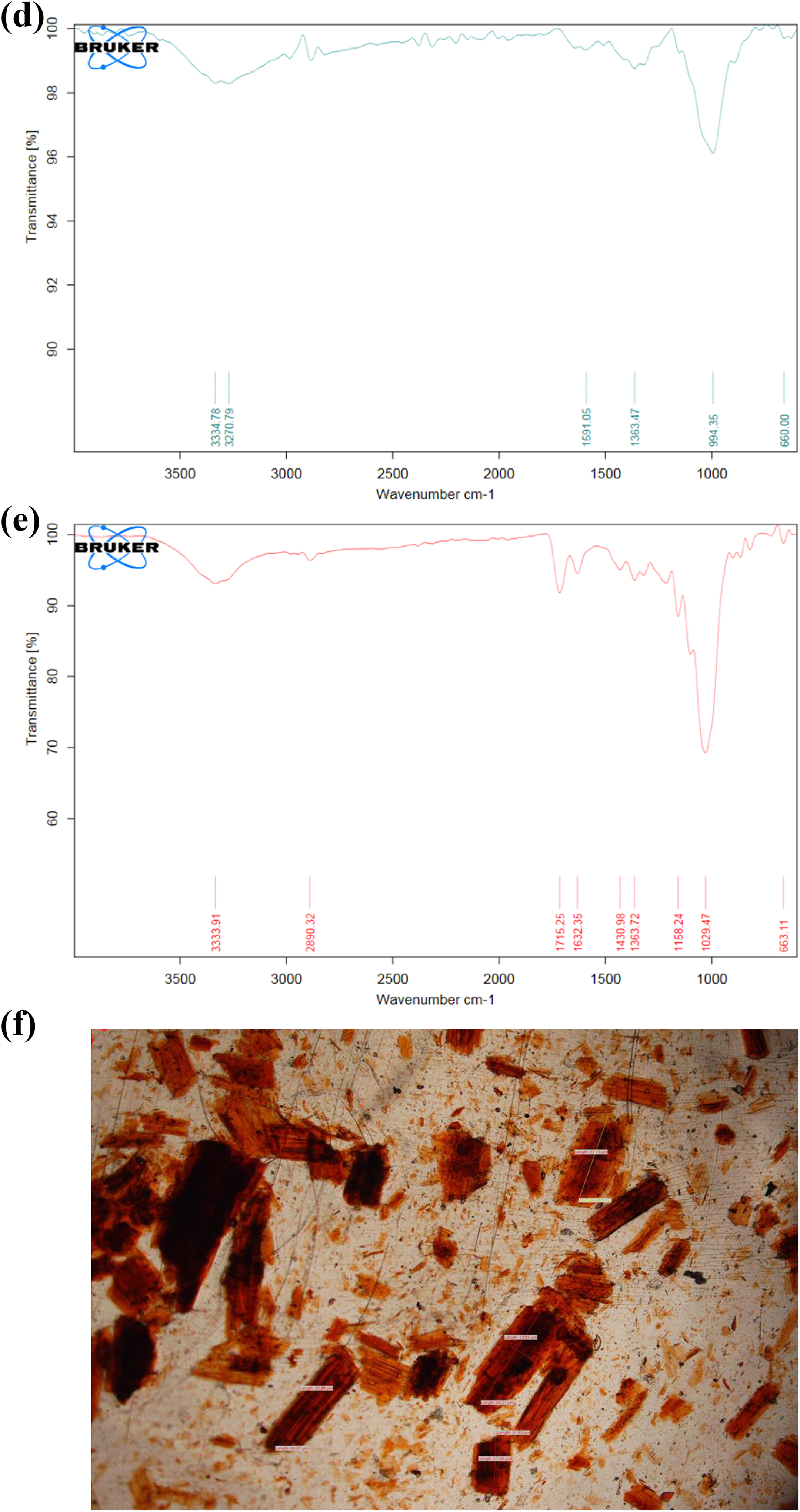
Figure 2(b) shows FTIR of 20% NaOH-treated WS fiber. The lignin (1642 cm−1) and cellulose (3339, 2885, 1365 cm−1) are the major components in the intermediate and innermost layers of WS. The poor compatibility in the compounding of the natural fiber-filled polymer composite is due to the presence of a large amount of surface SiO2. The WS treated with an aqueous solution of the coupling agent dissolves only a small amount of hydrocarbon and nonaromatic esters. This problem gets overcome by the aqueous NaOH treatment. Then, the compounding of the natural fiber-filled polymer composite becomes practicable.
Figure 2(c) shows FTIR of 1% silane (ATS)-treated WS fiber. The above results show that there is a large amount of SiO2 (1027 cm−1) in the surface of the treated WS fiber. A few OH− remain (−3329 cm−1) on the surface. The lignin (1599 cm−1) and cellulose (1319 cm−1) are the major components in the middle and inner layers of WS.
Figure 2(d) shows FTIR of 20% NaOH + 1% silane (ATS)-treated WS fiber. The results clearly indicate that there is the comparatively small amount of SiO2 (994 cm−1) on the surface of WS. The outer layer consists of a large amount of nonaromatic esters (1633 cm−1). A few OH– remain (−3334 cm−1) on the surface. The lignin (1591 cm−1) and cellulose (3334, 1363 cm−1) are the major components in the middle and inner layers of WS. The comparatively small amount of surface SiO2 in treated fiber leads to improved adhesive property in the manufacture of WS fiber-filled PS composite.
Figure 2(e) shows FTIR of 2% MA-treated WS fiber. The presence of 1715 cm−1 confirms the presence of the ester group in the treated WS fiber. The peak absorptions at 3333 cm−1 are indicated toward hydroxyl stretching vibrations. These hydroxyl groups are mainly present in cellulose, hemicelluloses, and lignin of the WS fiber. The presence of peaks at 2890 cm−1 is attributed to stretching vibrations of methyl and methylene groups found in cellulose, hemicellulose, and lignin of the WS fiber. Ester linkages are readily present in the components of hemicellulose and lignin of WS fiber which is verified by the presence of a weak absorption peak at 1740 cm−1. C–H deformation vibration of methyl can easily be seen at absorption peak that appears at 1363 cm−1. The esterification between hydroxyl groups of the WS fibers and MA can be verified by the presence of these sharp absorption peaks.
Optical spectroscopy
Figure 2(f) shows optical spectroscopy image of 2% MA-treated, 15% WS fiber-loaded PS composite. From this image, we are getting the aspect ratio of WS fiber in the range of 1:1 to 1:3. Crucial factors for the reduction in aspect ratio may be due to excessive shearing action by screw rotation (higher rpm) and temperature profile. Dispersion of fiber seems to be uniform.
Results and discussion
Tensile strength
Figure 3 and Table 2 exhibit the variation of the tensile strength of WS PS composites with an increase in fiber loading with different treatment. With 20% NaOH-treated WS fiber, there is a decrease in tensile strength with a rise in fiber loading. There is an enhancement in tensile strength of WS-filled PS composites with an increase in fiber loading when it is treated with 20% NaOH +1% silane. Silane treatment is more effective for the alkaline-treated fiber than the untreated fiber, as silane reaction generates more reaction site. There is a reduction in the tensile strength with increase in WS fiber loading when it is treated with silane coupling agent only. This might be probably due to fact that the effectiveness of silanes in thermosets, rubbers, and polar thermoplastics is quite high, whereas there is almost poor or no interaction of the only silane with non-polar polymers such as PS. In the case of 2% MA treatment of WS, there is an increase in tensile strength up to 5% WS loading, followed by a subsequent decrease in it with higher loading. Tensile strength up to 20% wheat fiber loading is higher than virgin PS when treated with 2% MA. The surface treatment of natural fibers with MA provides covalent bonds across the interface. Through such treatment, the surface energy of the fibers is believed to be increased, thereby providing better wettability and higher interfacial adhesion. However, there is a reduction in the tensile strength, with enhancement in WS fiber loading except when it is treated with 20% NaOH +1% silane. So treatment with 20% NaOH +1% silane has a better influence on the tensile strength of PS WS polymer composites than compared to the other three different treatments.
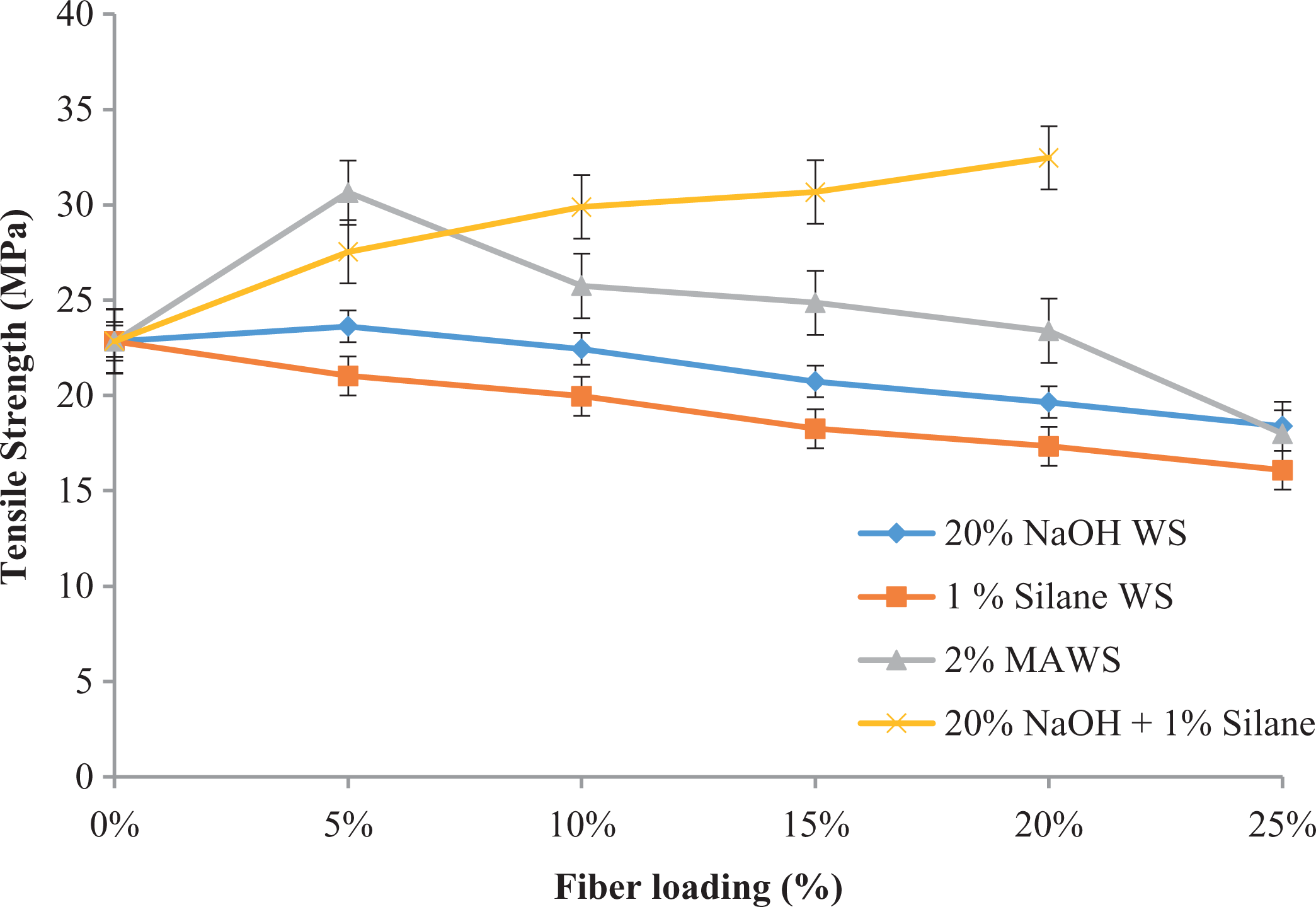
Tensile strength of WS fiber-filled PS composite.
Tensile strength of WS fiber-filled PS with different surface treatment.
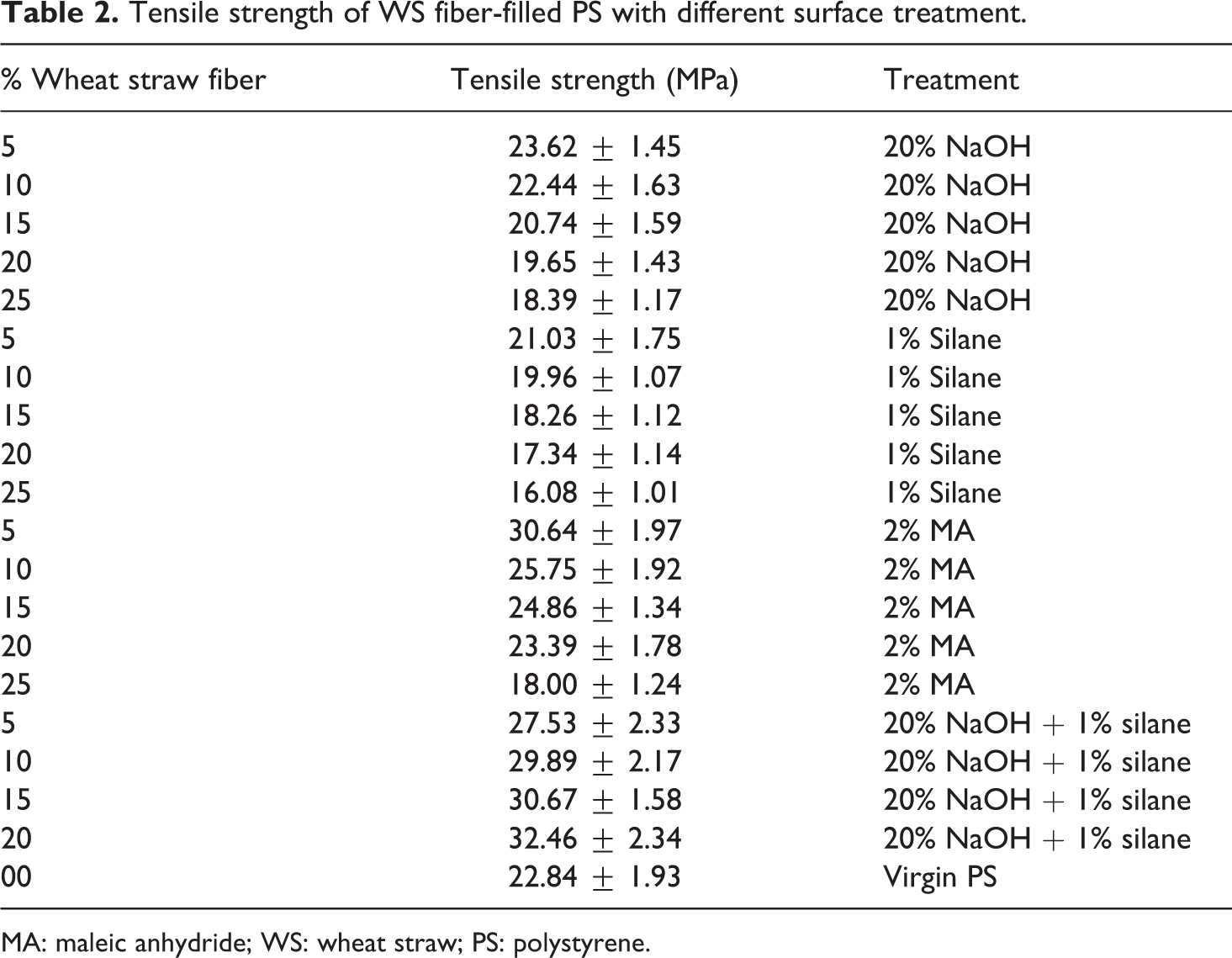
MA: maleic anhydride; WS: wheat straw; PS: polystyrene.
Tensile modulus
Figure 4 and Table 3 exhibit the variation of tensile modulus of WS PS composites with an enhancement in fiber loading with different treatment. There is an enhancement in tensile modulus of WS-reinforced PS composite with an increment in fiber loading when the WS is treated with 20% NaOH. During NaOH treatment, hemicelluloses are isolated from the fiber; the interfibrillar region is likely to be less dense and less rigid. Such phenomenon makes the fibrils more capable of rearranging themselves along the direction of tensile deformation. Changes in crystallization of natural fibers as a result of alkali treatment have been reported. However, the rate of enhancement in tensile modulus with a rise in fiber loading is higher, when the WS fiber is treated with 20% NaOH +1% silane compared to when the WS fiber is treated only with 20% NaOH. Alkali treatment results in enhancing the fiber matrix compatibility, thereby increasing the efficiency of the silane coupling agent. There is an increase in tensile modulus at 5% fiber loading when the WS is treated with 2% MA, followed by a reduction in it at 10% and remains almost constant thereafter on higher % fiber loading. However, the value of the tensile modulus is higher than virgin polymer. There is an increase in tensile modulus of WS-reinforced PS composite with an increase in fiber loading when the WS is treated with a silane coupling agent.
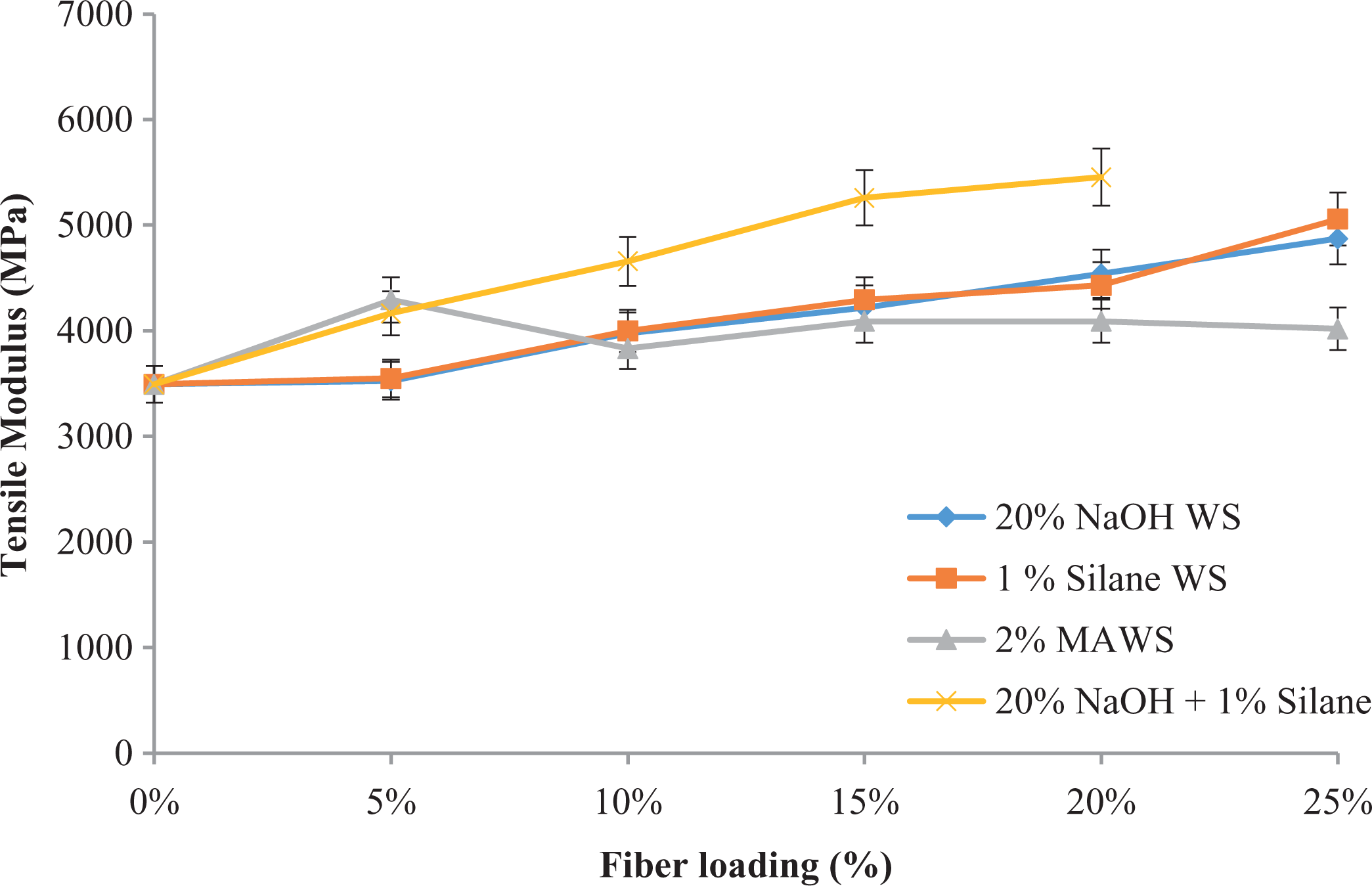
Tensile modulus of WS fiber-filled PS composite.
Tensile modulus of WS fiber-filled PS with different surface treatments.
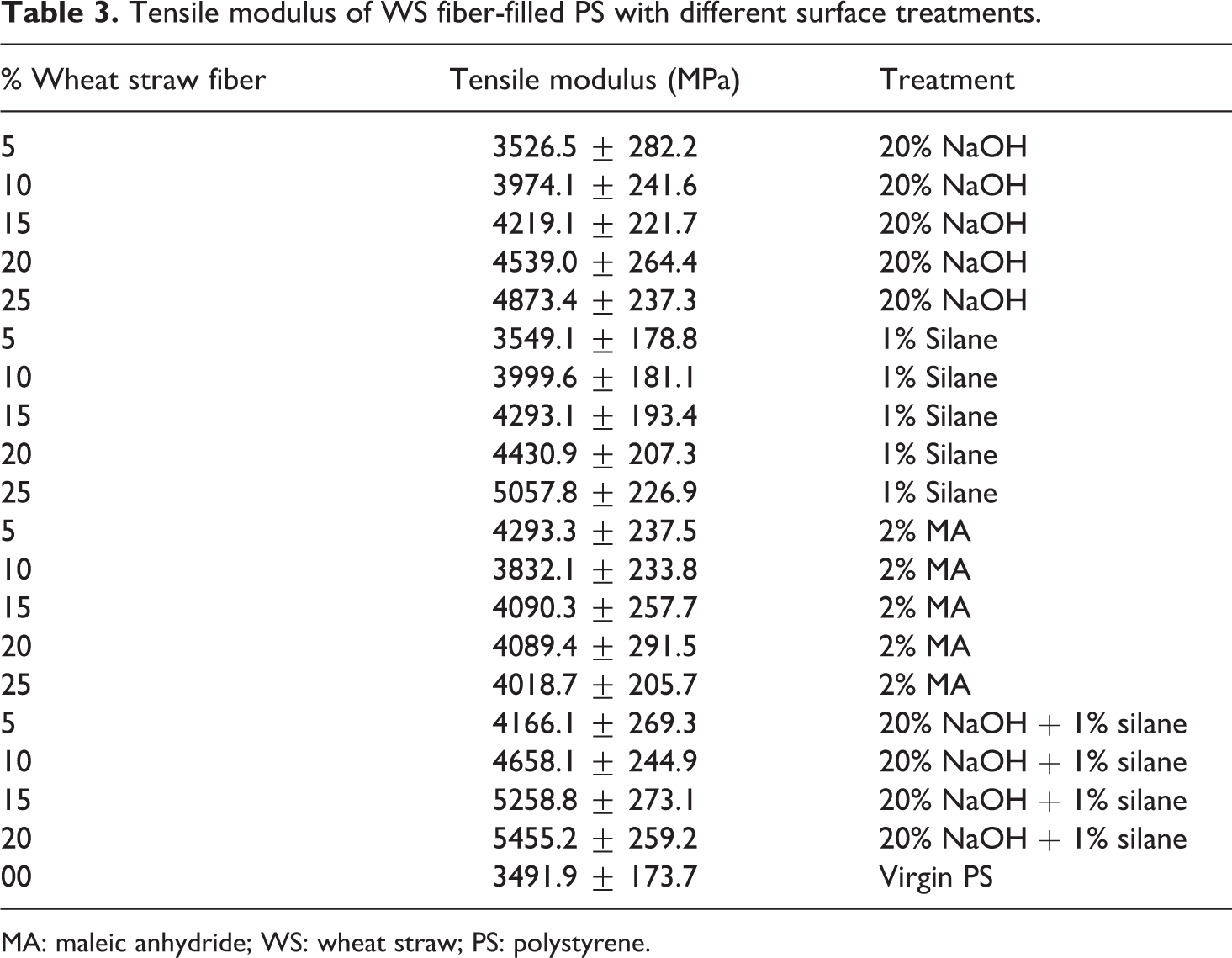
MA: maleic anhydride; WS: wheat straw; PS: polystyrene.
Impact properties
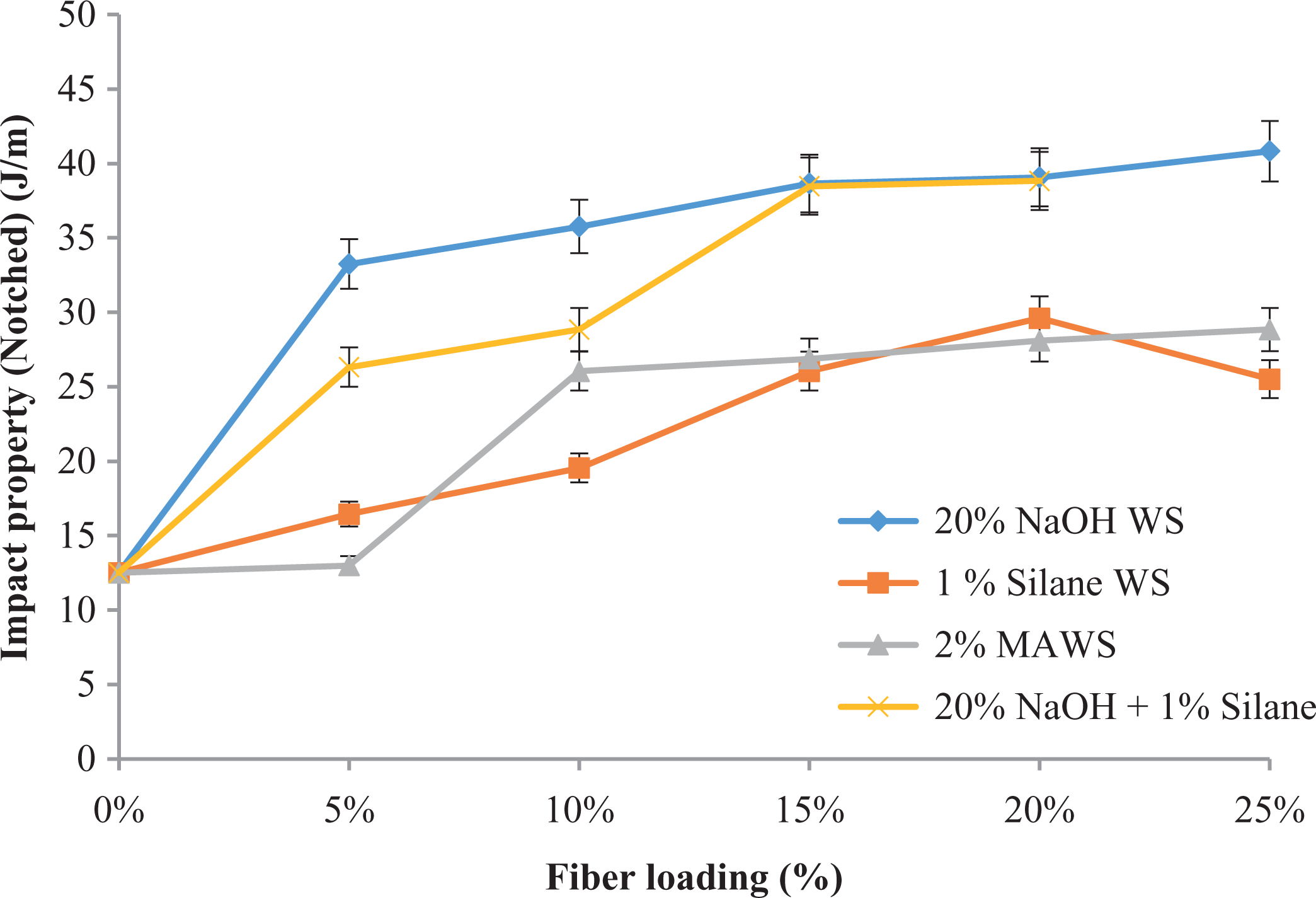
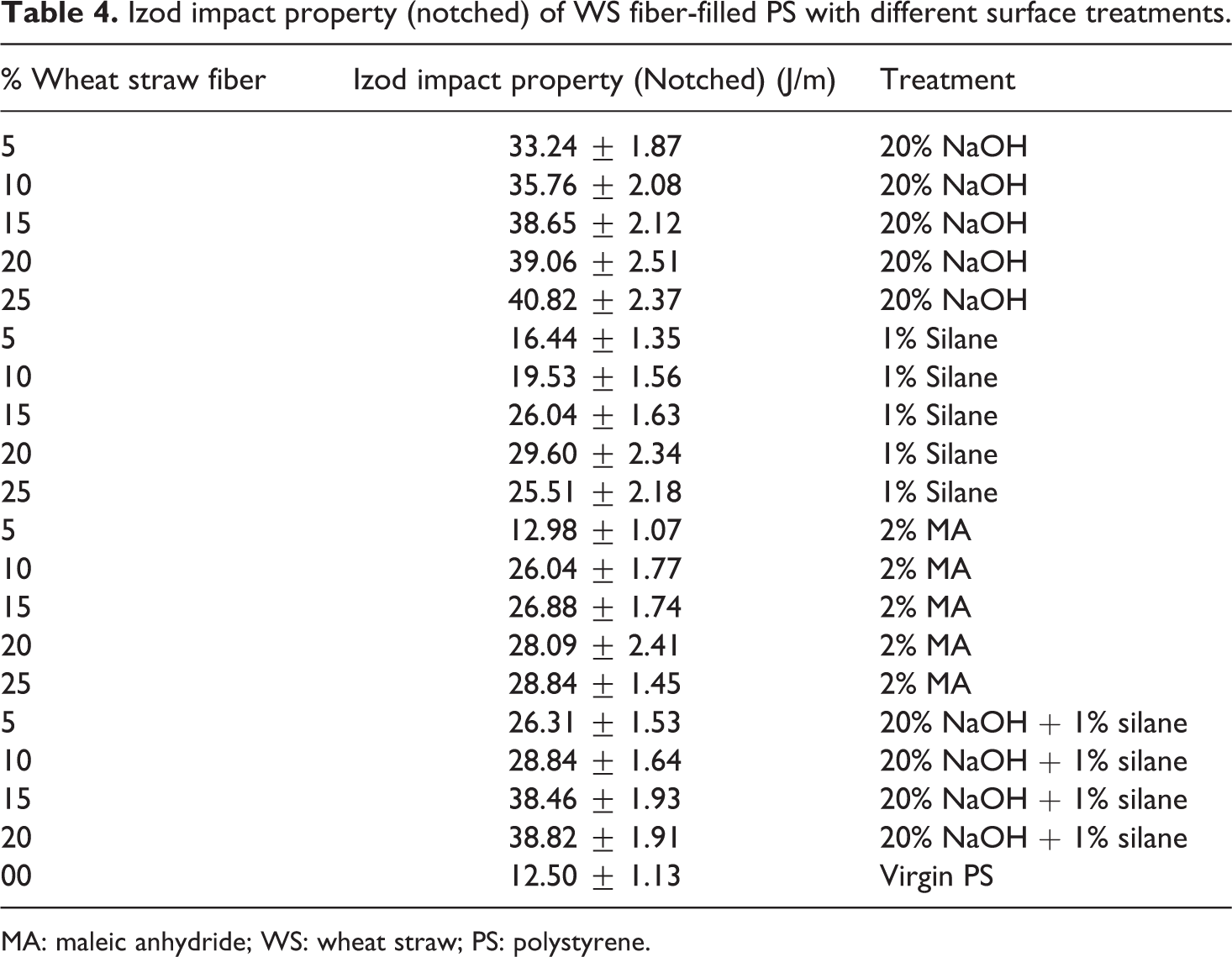
Figure 5 and Table 4 exhibit the variations in impact strength of WS PS composites with an increase in fiber loading with different treatment. It can be seen that with 20% NaOH-treated WS PS composite; there is an enhancement in impact strength with increase in the percentage of WS fiber loading. Similarly, there is a rise in impact strength with an increment in the percentage of WS fiber loading, when it is treated with 20% NaOH +1% silane. However, up to 15% fiber loading, rate of increase is higher in the case of 20% NaOH-treated fiber compared to 20% NaOH +1% silane-treated fiber, and thereafter remains the same. This increase in impact strength is due to the regular (crystalline) structure of cellulose, interrupted by surface treatment. The surface chemical modifications of natural fibers such as alkali treatment and coupling agent treatment result in the decrystallization process and improving fiber–matrix compatibility in natural fiber polymer composites. There is a rise in the impact strength of WS PS composite with an increase in % fiber loading of WS fiber up to 20% fiber loading when treated with the silane coupling agent. When the WS fiber is treated with 2% MA, there is no significant enhancement in the impact strength of polymer composite up to 5% of WS fiber loading, followed by an increase in the impact strength at 10% and thereby slight increase in it.
Impact property of WS fiber-filled PS composite.
Izod impact property (notched) of WS fiber-filled PS with different surface treatments.
MA: maleic anhydride; WS: wheat straw; PS: polystyrene.
Water absorption properties
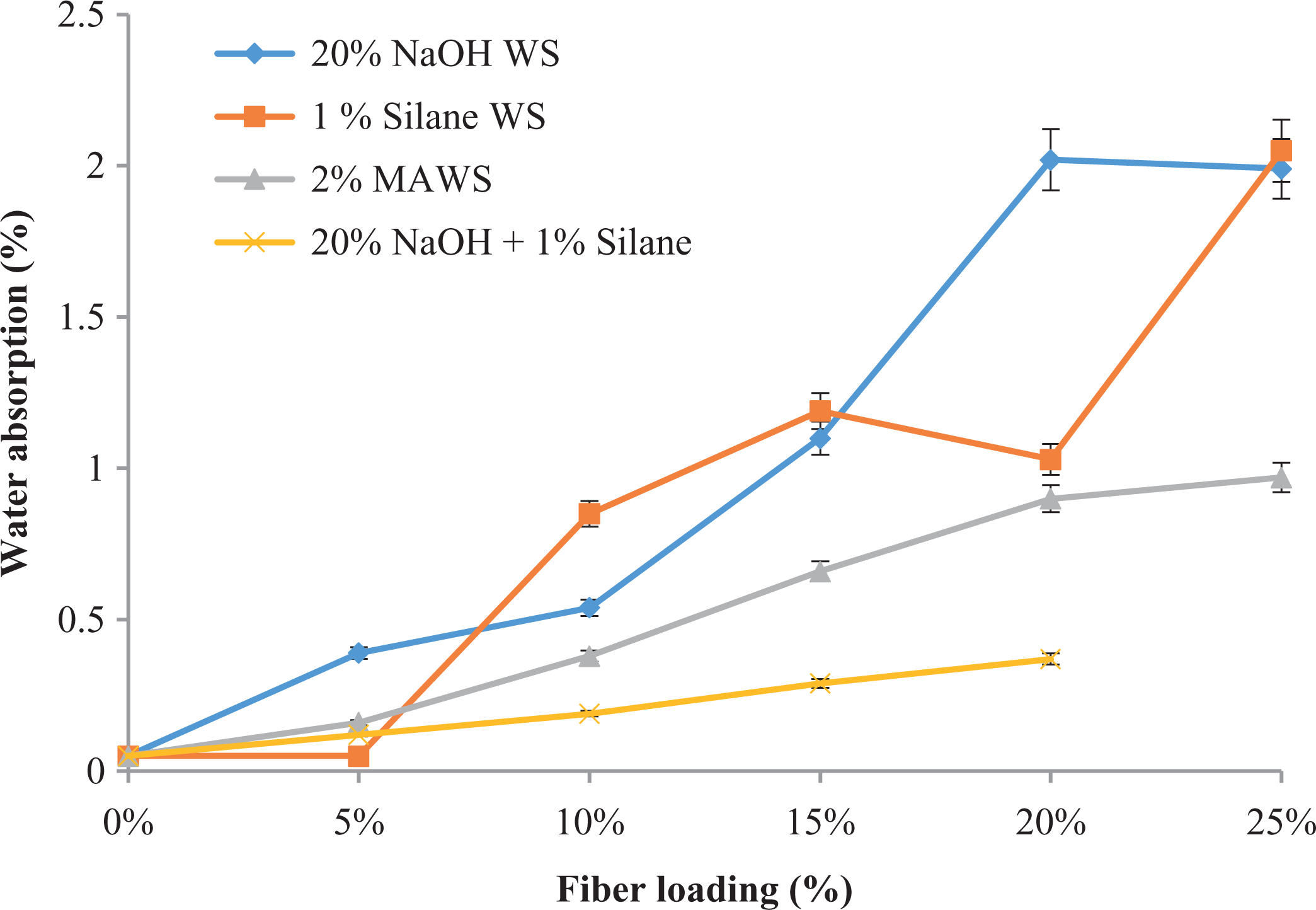
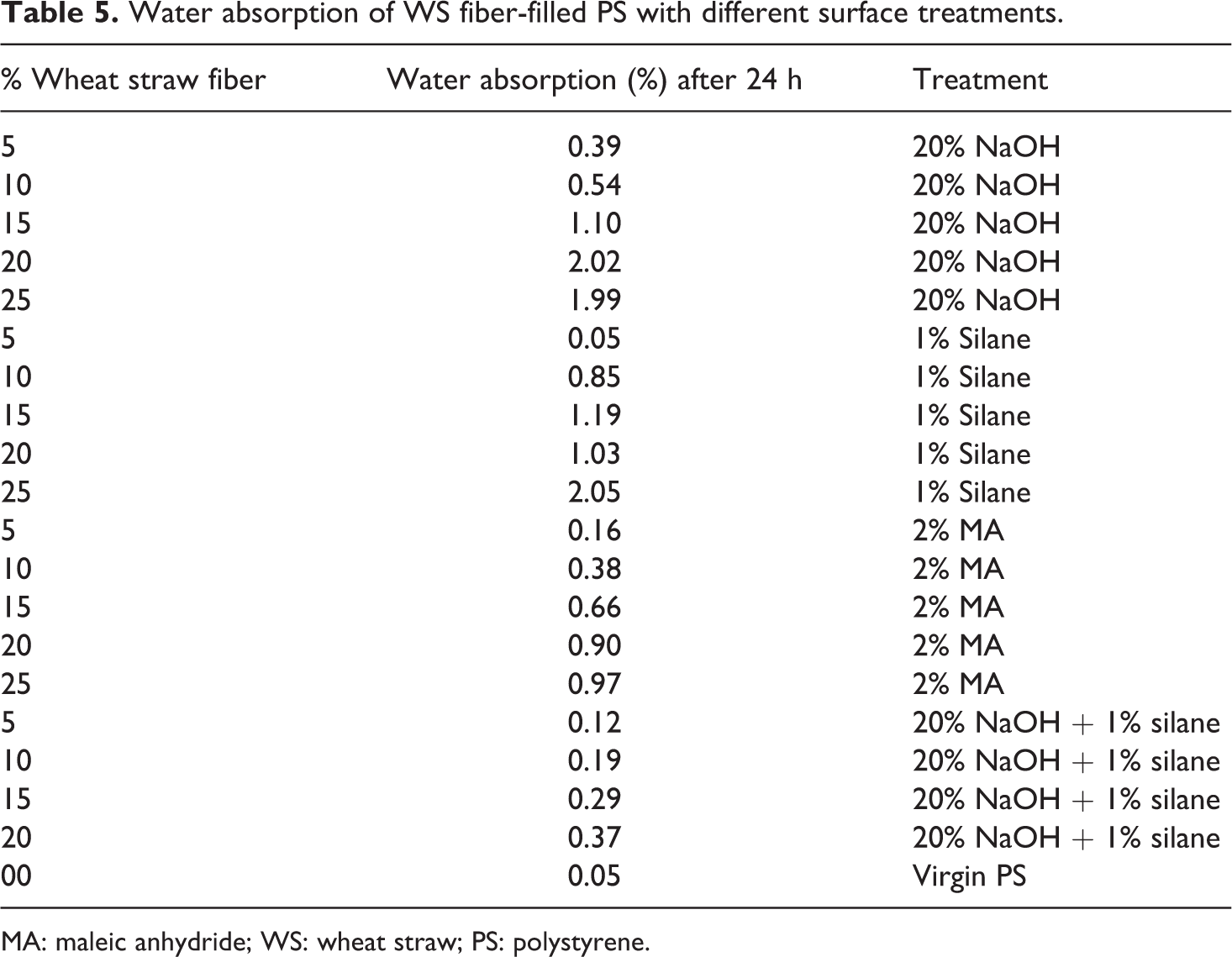
Figure 6 and Table 5 show the variation of water absorption of WS PS composites with an increment in WS fiber loading with different surface treatment. It can be seen that with 20% NaOH-treated WS PS composite, there is a rise in water absorption value with an increment in percentage fiber loading of WS fiber. Similarly, there is a rise in water absorption with an enhancement in the percentage fiber loading of WS fiber when it is treated with 20% NaOH + 1% silane. However, the rate of increase in water absorption is least, when it is treated with 20% NaOH + 1% silane. Similarly, there is a rise in water absorption with an increment in percentage fiber loading of WS fiber when it is treated with 1% silane coupling agent. There is a rise in water absorption with an enhancement in percentage fiber loading of WS fiber when it is treated with 2% MA. The rate of increase is higher in the case of fiber treated with 1% silane than fiber treated with 2% MA. The elementary unit of cellulose macromolecule is a hydro-
Water absorption for WS-filled PS composite for 24 h.
Water absorption of WS fiber-filled PS with different surface treatments.
MA: maleic anhydride; WS: wheat straw; PS: polystyrene.
Morphological properties
Figure 7 shows a scanning electron microscopic (SEM) image of 20% NaOH-treated WS-filled PS composite (15% filler loading). SEM image shows the proper compatibility of WS fiber in the PS matrix without any gap at the interface of WS and PS. This compatibility leads to better impact property of the resultant composite. Compatibility of the natural fiber is enhanced by alkali treatment, as it increases the surface roughness of the natural fiber, thereby providing more area for contact. Figure 8 shows the SEM image of 1% silane-treated WS-filled PS composite (10% filler loading). There seems to have better compatibility between the fiber and the PS matrix interphase, as no gap is observed at the interphase. Figure 9 shows SEM image of 2% MA-treated WS-filled PS composite (15%filler loading). Figure 10 shows the SEM image of 20% NaOH + 1% silane-treated WS-filled PS composite (15% filler loading).
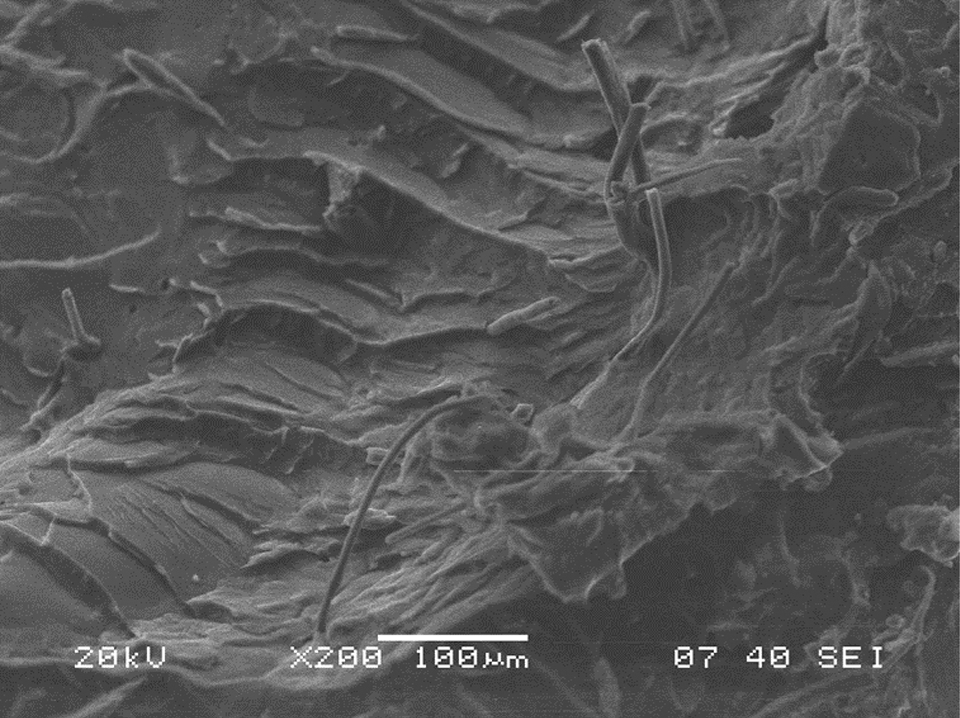
SEM image of 20% NaOH-treated wheat straw-filled PS composite (15% filler loading).
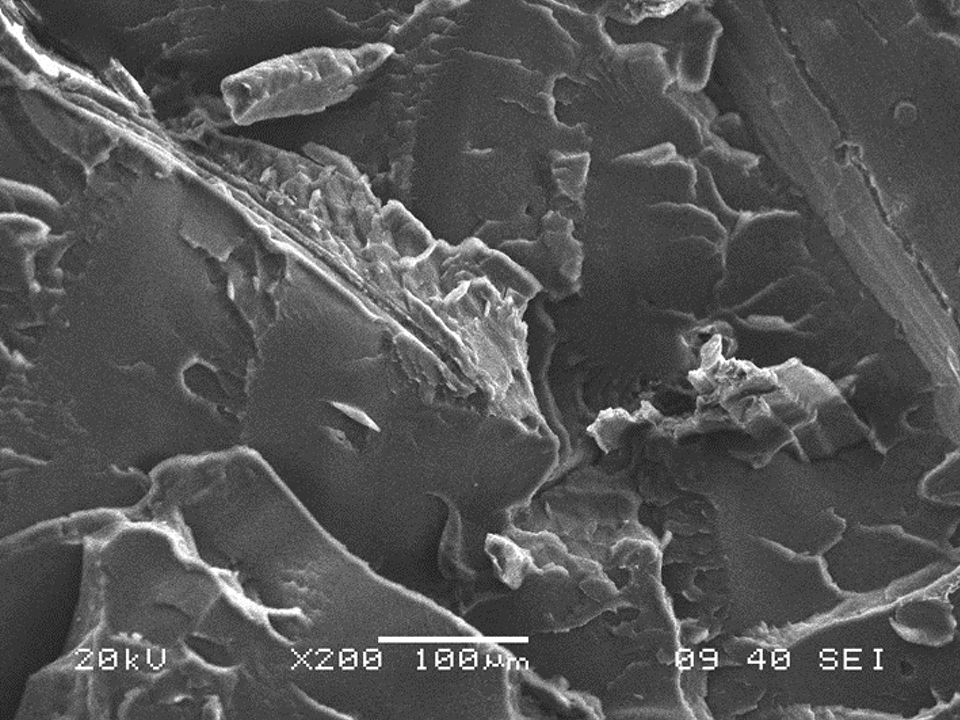
SEM image of 1% silane-treated wheat straw-filled PS composite (10% filler loading).
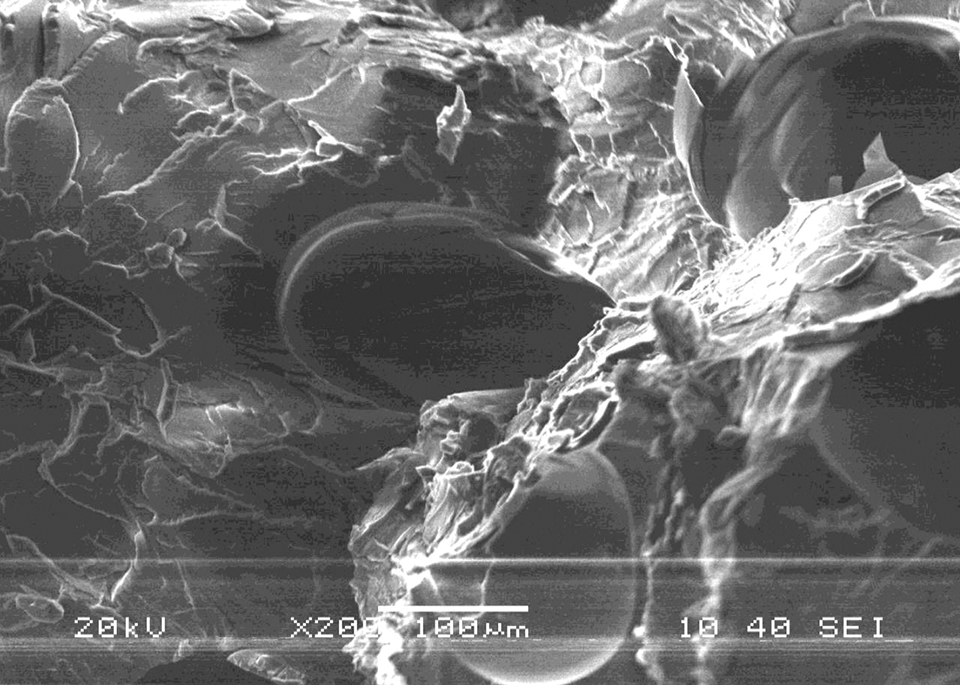
SEM image of 2% MA-treated WS-filled PS composite (15%filler loading).
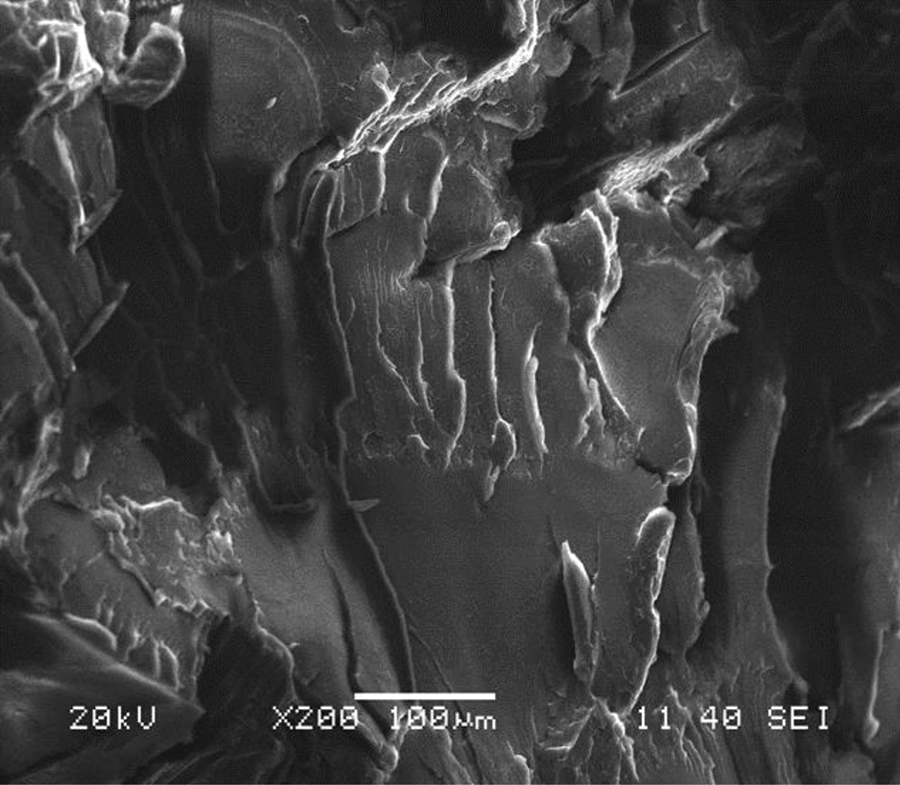
SEM image of 20% NaOH + 1% silane treated WS-filled PS composite (15%filler loading).
Conclusion
There is an improvement in tensile strength, impact strength, and tensile modulus with an increase in fiber loading when the WS fiber is treated with 20% NaOH + 1% silane.
There is a decrease in tensile strength and increase in impact strength and tensile modulus with an increase in fiber loading when the WS fiber is treated with 1% silane.
There is an enhancement in tensile strength up to 5% WS loading, followed by the subsequent decrease in it with higher loading when the wheat fiber is treated with 2% MA. There is an enhancement in impact strength and tensile modulus with an increment in fiber loading when the WS fiber is treated with 2% MA.
Tensile strength is reduced and enhancement in impact strength and tensile modulus are observed, with a rise in fiber loading when the WS fiber is treated with 20% NaOH.
There is an enhancement in water absorption, with an increment in fiber loading in all four different surface treatments. However, it is least when the WS fiber is treated with 20% NaOH + 1% silane.