
Abstract
In this study, a commercially available polypropylene (PP) copolymer with 30-wt% talc was used as a reference material. Two different PP copolymers with 30- and 20-wt% talc were also taken as alternatives. Despite the reference PP compound, the other two alternatives are still under development and never used for the production of any exterior trim part in automotive industry. These three PP compounds were injection molded with fixed mold and barrel temperatures. Then, the samples were molded at different mold and barrel temperatures to investigate the effects of processing parameters on the mechanical and thermal properties of the final product. Finally, the effect of addition of 1-, 3- and 5-wt% nanoclay on the final properties of the PP with 20-wt% talc was explored. Differential scanning calorimeter was used to analyze the crystallization behavior of the samples. Tensile, bending, and Izod and Charpy impact tests were performed on these samples. Heat deflection temperatures and Vicat softening points were also measured. The X-ray diffraction analysis was performed to see the dispersion of the nanoclay in the PP matrix.
Introduction
Polyolefins such as polypropylene (PP) have had a significant share among engineering polymers due to their strong mechanical properties, easy processability, and low density. Polyolefins generally have low physical, mechanical, and thermal properties when used without additives. Moreover, they are relatively not inexpensive. Therefore, polyolefins are mostly produced with cheaper additives which also improve their physical, mechanical, and thermal properties. 1 A critical parameter in these composite materials production, however, is to control the fiber–matrix interface with a good interfacial adhesion to obtain required improved mechanical properties. 2 The recent increasing trend among polyolefin material manufacturers is the production of less dense materials with similar physical, mechanical, and thermal properties at lower add-on rates. It has crucial importance to know the effect of different process parameters or different additives on the final product in order to use these materials in industrial applications. 3 –5
Automotive industry is an important market for polyolefins which has grown significantly during the last five decades. An average light vehicle consists of around 150 kg of plastics and polymer composites which means 8.4 wt% of the total vehicle weight but approximately 50 vol% of the total vehicle volume due to the low density of the polymers. The typical light vehicle may include over 1000 plastic parts. Besides the independent usage of its compounds and composites, PP is also used in thermoplastics polyolefin (TPO) elastomers and its usage in this area is reported separately under rubber. Average TPO use is now over 15 kg per vehicle and if it was included in plastics and polymer composites the total would be about 165 kg per vehicle in 2015. There are three main categories in an automobile where plastics and composites are used: (a) exterior, (b) interior, and (c) under the hood. Exterior plastic parts could be bumpers and fender, light housing and lenses, wheel cover, and trim. Interior parts could be listed as instrument panel, door panels, pillar covers, and seats. Crash structures, leaf spring, fuel system, and manifold are also possible parts in under the hood section that plastics could be utilized. 6 –12
Several studies investigated how new polymeric systems could be developed for various vehicle parts using processing technologies such as injection molding which is important in automotive industry. Although studies have been conducted on injection molding of long fiber composites (LFCs), 13 practically injection molding is not an easy process to produce LFC parts with complex geometries. Choi and Kim 14 investigated the morphological behavior of PP/talc composites and specifically the morphology of crystals. PP could be trans-crystallized on the talc surface, and the PP crystals were oriented perpendicular to the talc surface. In the skin layer of the injection-molded specimen, talc particles were oriented parallel to the flow direction, and hence, the crystal orientation showed higher value. In the core layer, however, talc was oriented either randomly or perpendicular to the flow direction; so the degree of the crystal orientation revealed lower value. The effect of the temperature and talc content on the mechanical properties of PP has also been investigated. 15 The results revealed that the temperature increase significantly suppresses the mechanical strength of the PP/talc composites although the incorporation of talc could compensate this suppression. The effect of talc content and temperature was further investigated by Saqan et al. 16 It was shown that the modulus reduced with temperature increase; however, the impact strength of the composites increased with both talc and temperature. Guerrica-Echevarría et al. 17 studied PP composites with different talc ratios (10, 20, and 40 wt%) by different injection-molding process parameters. They illustrated that both the crystalline characteristics of PP and the nucleating effect of talc are not dependent on processing conditions and talc content. Talc content increased the modulus and decreased the ductility. Screw rotation rates and injection rates did not show significant changes on the final properties. Higher mold temperatures, however, produced a densification of the amorphous PP phase and the subsequent modulus increased and ductility decreased. At low melt temperatures, the filled PP revealed lower ductility. Wang et al. 18 also investigated the influence of re-extrusion and different talc contents (0, 10, and 20 wt%) on PP/talc composites mechanical properties. They made serial extrusions up to six times and then injected in order to prepare different samples. They showed that re-extrusion caused thermomechanical degradation by chain scission without significant oxidation. It also showed remarkable decrease in talc size and increase of aspect ratio. In another study, PP-talc, PP-mica, and PP-talc/mica hybrid composites were prepared. 19 Results indicated that filler particle size, type, and content greatly influence the mechanical properties of the composites. Tensile modulus of PP-talc composites with 20-wt% talc increased significantly by about 103%, whereas these enhancements were less in PP-talc/mica hybrid and PP-mica composites which were, respectively, about 93% and 81%.
The PP hybrid composites with wood flour and short glass fiber were also injection molded. 20 It was illustrated that maleic anhydride-grafted PP (PP-g-MA) and glycidyl methacrylate-grafted PP enhanced the heterogeneous crystal nucleation of PP matrix. On the other hand, PP-g-MA led to the more enhancements in tensile, flexural, and impact properties of composites. Hybrid composites also revealed excellent moisture resistance and low water absorption. Weidenfeller et al. 21 examined the effects of different fillers (magnetite, barite, copper, talc, glass fibers, and strontium ferrite) on the cooling behavior of PP matrix composites in an injection-molding process. Results showed that cooling time can be reduced in injection molding using magnetite, barite, strontium ferrite, glass fiber, talc, and copper fillers. They showed that the cooling time linearly depends on the filler content. Weidenfeller et al. 22 also measured specific heat capacities, densities, and thermal diffusivities of the noted composites and obtained thermal conductivities. A complete interconnectivity was achieved with PP composites including higher talc and glass fiber content. Ngo et al. 23 also explored the mechanical and thermal behavior of PP composites reinforced by natural flax fibers. They claimed that the addition of the coupling agent PP-g-MA to the composites improved the interfacial adhesion between hydrophilic flax fibers and the hydrophobic PP matrix and thus the mechanical properties. The combination of the coupling agent and reactive additive provides superior strength, modulus and brings further fire resistance to the PP/flax composites.
The use of nanoparticle in injection-molded polymeric parts has also become a great interest for automotive industries. Nylon-clay nanocomposites as automotive parts were successfully prepared through injection molding by Kojima et al. 24 It is concluded that clay-reinforced nanocomposites showed remarkable enhancements in stiffness, strength, and heat distortion temperature with much lower filler content in contrast to conventional composites and resulted in a lighter structure as well. Thus, this weight reduction contributes more fuel efficient and environmentally friendly automobiles. In recent years, Bureau et al. 25 studied the fracture behavior of PP reinforced with organo-modified clay nanocomposites with different coupling agents. They showed that fracture surfaces revealed that fracture occurred by void initiation at larger clay particles, followed by void growth and coalescence as the surrounding matrix stretched into ligaments. Essential work of fracture enhancements was observed in nanocomposites with lower nanoparticles that also revealed higher tensile improvements. In another work, 26 the mechanical and thermal properties of PP reinforced with nanoclay and nano-alumina were explored. Nanocomposites with 4-wt% clay showed the best mechanical property, while nanocomposites with 4-wt% alumina revealed better thermal properties over the other composition. The mechanical properties of a PP nanoclay composites were also studied by Ferreira et al. 27 Nanoclay improved the bending stiffness and strength of PP and with the addition of 3-wt% clay, higher fatigue strength was obtained compared to that in neat PP. Najafi et al. 28 explored the effect of nanoclay on the mechanical properties of PP nanocomposites in the presence of reed fiber. Results indicated that the tensile modulus and strength of PP/reed flour composites significantly increased with 4-phc nanoclay loading.
In this study, the effects of injection-molding parameters such as barrel and mold temperatures on the final properties of PP-talc compounds were investigated. Moreover, it was also explored that by reducing the final talc content from 30 wt% to 20 wt%, how the incorporation of nanoclay particles could compensate the suppression of properties obtained by the lack of 10-wt% talc. This study further investigates how the processing parameters variations and nanoclay incorporation could influence the crystallinity of the final products after injection molding, and hence, how the crystallization could contribute to the final thermal and mechanical properties of PP composites. Tensile, bending, and Izod and Charpy impact properties as well as heat deflection temperatures (HDTs) and Vicat softening temperature (VST) points of PP composites were comprehensively studied.
Experiment
Materials
Three types of commercially used PP composite compounds, proprietary materials, reinforced with talc were used in this study. The first compound which is referred to as T30 was a PP copolymer with 30-wt% talc. The second compound, B30, is another PP copolymer with 30 talc filled. The later material is still under development and not yet been used by bumper, spoiler, and trunk panel producers which means its process behaviors have not been disclosed yet. The third compound, B20, was the same PP copolymer as the second one but with 20-wt% talc. This material is also still under development. It has also higher melt flow index (MFI) but lower impact resistance. The physical, mechanical, and thermal properties of these materials are reported in Table 1.
PP compounds technical properties.
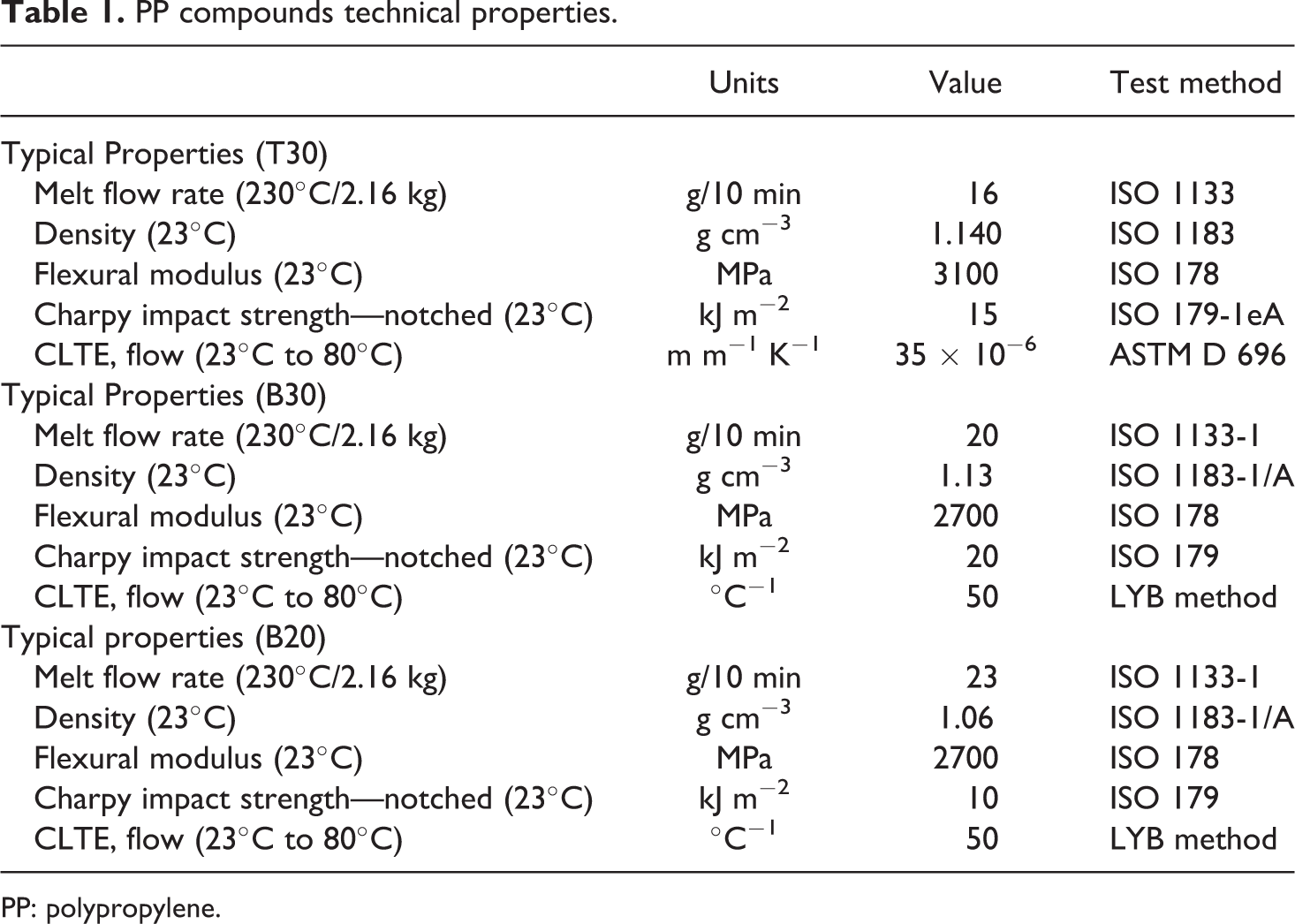
PP: polypropylene.
Nanoclay EsanNANO 1-140, a surface-modified montmorillonite-based nanoclay was also obtained from company Eczacibasi Esan (Istanbul, Turkey). The distance between silicate layers is nearly 38–40 Å (a non-modified nanoclay is around 15 Å). This allows montmorillonite to make better dispersion of nanoclay in matrix of PP or PE.
Processing and sample preparation
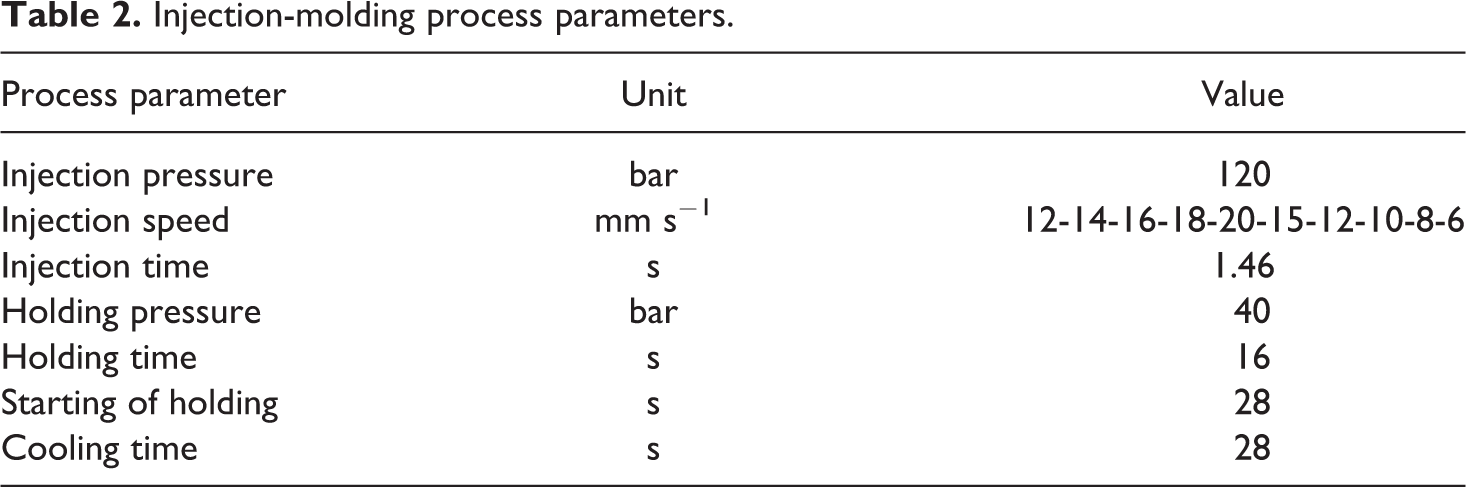
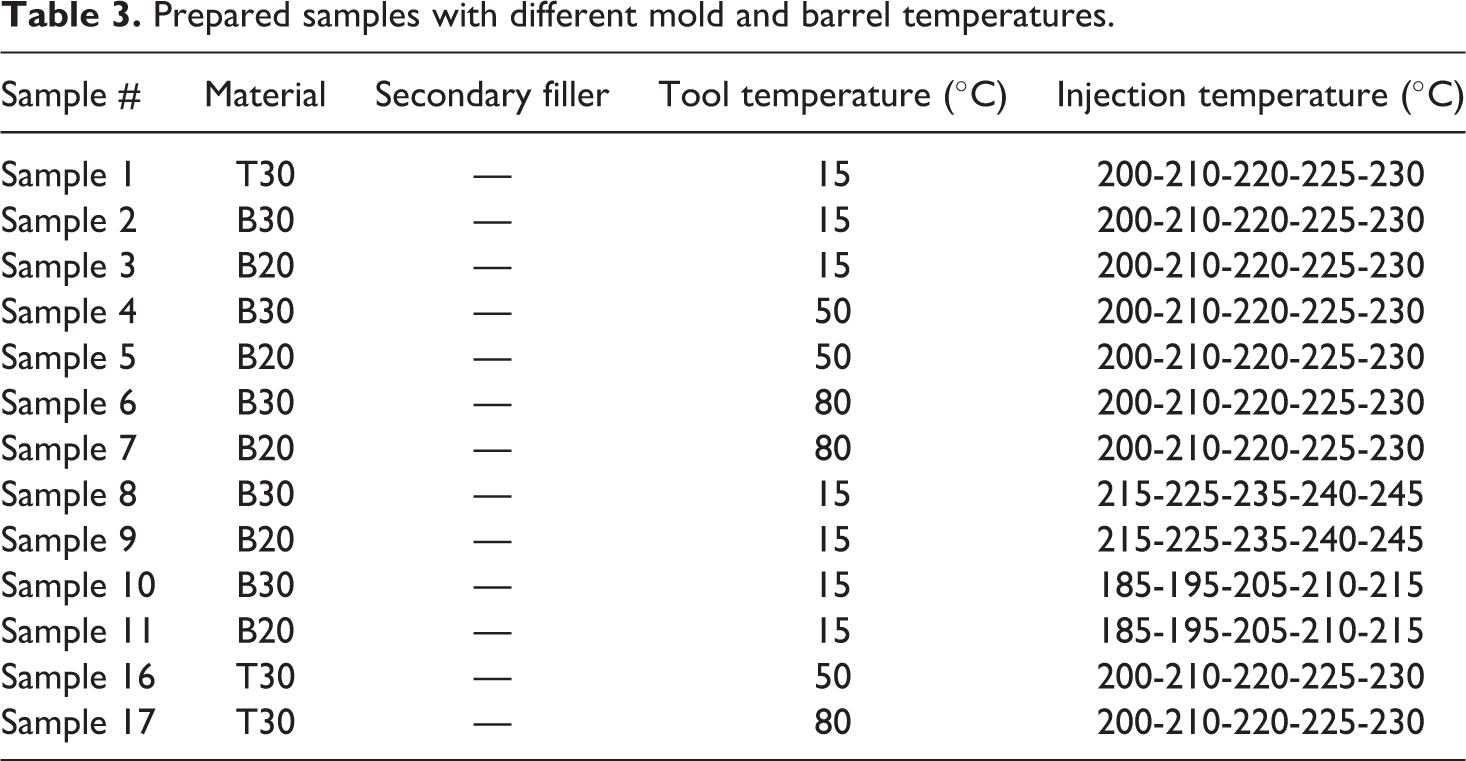
T30, B30, and B20 compounds were injection molded by an Engel ES 1350/200 HL injection molding machine (Engel Hagen, Germany). An additional chiller was also used to set the temperature parameters of the mold at 15°C, 50°C, and 80°C. Before injection, all the materials were dried in an oven at 80°C for 4 h to remove any humidity. Table 2 presents the fixed injection-molding parameters that were used for all samples. Three different barrel temperature profiles and three different mold temperatures were utilized to explore how the final products properties could be influenced by changing the injection-molding process parameters. Table 3 presents the types of materials, their codification, and the used process parameters.
Injection-molding process parameters.
Prepared samples with different mold and barrel temperatures.
Modern injection-molding machines all have the ability to change plastic injection speed in several steps during mold filling which can solve specific injection molded part problems especially those with complex mold geometries. In this study, on a machine which has 10 velocities, “profiling of injection” was used instead of “single-speed injection” for smooth fill during injection molding of samples. In order to eliminate “jetting,” the initial fill rate was reduced. Furthermore, to eliminate “burn marks” which are caused by air not being able to escape fast enough as the mold cavity fills with molten plastic, the final fill rate was slowed down.
Moreover, in order to compensate the lack of talc content in B20 compound, B20 was compounded with nanoclay in various clay contents (1, 3, and 5 wt%) and at fixed injection-molding process parameters. Table 4 presents the samples with nanoclay that were additionally prepared using a twin-screw extruder (TSE, Coperion ZSK 18, Coperion (Nanjing) Machinery Ltd. Co., Nanjing, PR China) with maximum barrel zone temperature of 200°C and screw speed of 500 r min−1.
Prepared samples by TSE + injection molding with different nanoclay contents.
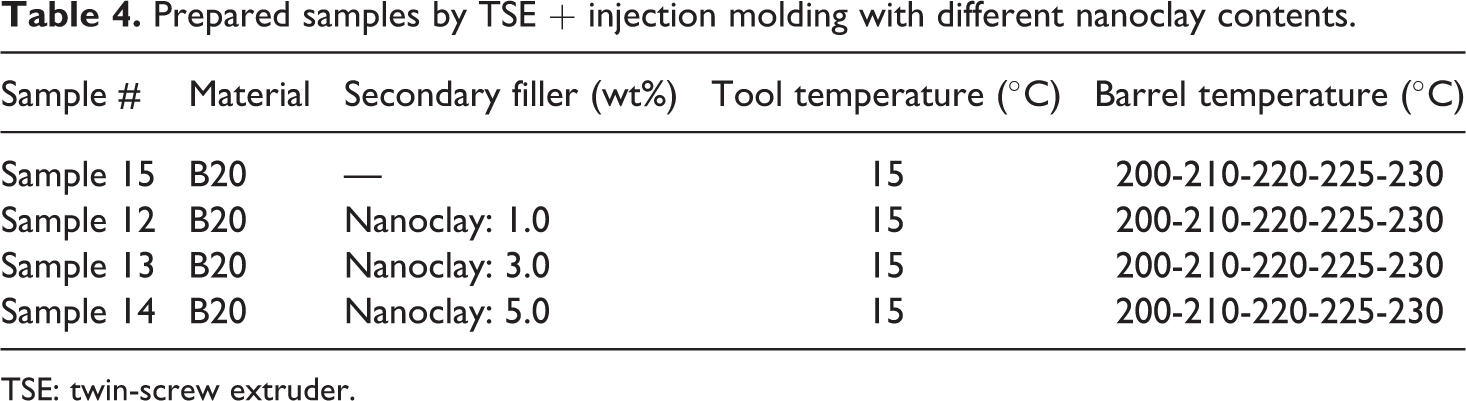
TSE: twin-screw extruder.
Melt flow index
MFI test, also known as melt mass-flow rate, was used in this study to determine the melt behavior of the samples. MFI of each material was measured from its granules by Instron (Norwood, MA, US) Ceast MF20 MFI apparatus under 230°C flow temperature by using a base-load EN ISO 1133.
Thermogravimetric analysis
To determine the weight loss percentage of the PP compounds, thermogravimetric analysis (TGA) was performed using TGA Q50 under nitrogen atmosphere with a 10 ml min−1 gas flow and at 10°C min−1 heating rate.
Differential scanning calorimetry
To analyze the thermal behaviors of the samples, differential scanning calorimetry (DSC) experiments were implemented in DSC TA Q2000. Melting temperatures (Tm ), crystallization temperatures (Tc ), the enthalpy of melting (ΔHm ), the enthalpy of crystallization (ΔHc ), and degree of crystallinity of the samples were obtained using DSC. The samples were heated up to 200°C from room temperature at a heating rate of 10°C min−1 under nitrogen atmosphere, then equilibrated at 200°C for 5 min to remove all previous thermal and stress histories. They were then cooled to room temperature at the cooling rate of 10°C min−1. The final degree of crystallinity was then calculated using the following equation 29

where %Xm is the degree of crystallinity, ΔHm is the first melting enthalpy, α is the weight fraction of filler determined by TGA, and 207.1 is the enthalpy value of melting of 100% crystalline PP in J g−1.
HDT-VST
Softening points of the materials were measured by HDT and VST devices. Samples were measured by Zwick Roell HDT/Vicat instrument (ZwickRoell GmbH &Co. KG, Germany). For HDT test, “ISO 75 Plastics—Determination of temperature of deflection under load” standard was considered and for VST test “ISO 306 Plastics Determination of VST” standard was taken into account.
Mechanical properties
Tensile test
In order to determine the mechanical properties of samples like tensile strength and modulus, Zwick Roell Proline Z020 Universal Testing Machine was used. Tensile samples were dumb-bell shaped specimens described as test specimens “Type One A” according to ISO/R 527. Pulling speed was set to 50 mm min−1 and gauge length was set to 105 mm.
Three-point bending
The flexural modulus and strength values of the samples were investigated in universal testing machine by three-point bending technique according to the standard “ISO 178-1975(E) Plastics—Determination of flexural properties of rigid plastics.” Rectangular shape specimens were placed on two supporting pins, then a perpendicular load applied to the specimen with the speed of 5 mm min−1. When maximum deformation reached to 10%, system took the value and calculated the flexural modulus, strength, and strain of the samples.
Izod–Charpy impact
Izod–Charpy impact strength of samples was determined by Zwick Roell HIT 25 pendulum impact tester. On each specimen, 2-mm-notch was opened by the notching apparatus. Because the pendulum hits the unnotched side of the sample in the Charpy test, Charpy values have higher impact strength than the Izod test. 30 The fracture surface morphology analysis was also conducted using scanning electron microscopy of the impact test samples; however, no presentable and comparable results were obtained.
X-ray diffraction
X-ray diffraction (XRD) analysis of PP-clay compounds were measured by PANalytical X’Pert Powder XRD (XRD, GBC, Australia). The XRD pattern was recorded on the imaging plate, and the intensity of each reflection was estimated by two-dimensional measurement and subsequent background removal. XRD patterns of the samples were recorded by monitoring the diffraction angles (2θ) from 2° to 35° on the diffractometer, using CuKα radiation. The wavelength used was λ = 1.5405 Å.
Results and discussion
Effects of different talc content
S1, S2, and S3 samples (i.e. T30, B30, and B20) were injection molded at fixed mold and barrel temperatures and subjected to MFI, TGA, tensile, bending, impact, HDT-VST, and DSC analyses in order to determine how different talc contents affected the mechanical and thermal behaviors.
Tables 5 and 6, respectively, depicts the MFI values as well as the TGA results which reflects the weight loss of the compounds of samples S1, S2, and S3. T30 has the highest molecular weight, so highest viscosity. B20 has the highest MFI due to its lower talc content and hence possesses a better processability with minimized abrasion during processing. The TGA results were used for crystallinity determination.
MFI values of S1, S2, and S3.
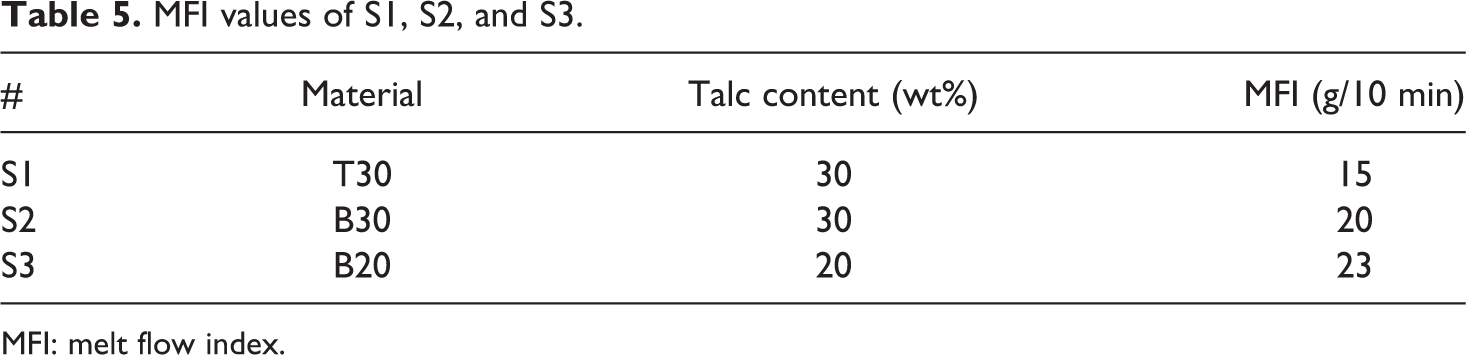
MFI: melt flow index.
TGA results of samples S1, S2, and S3.
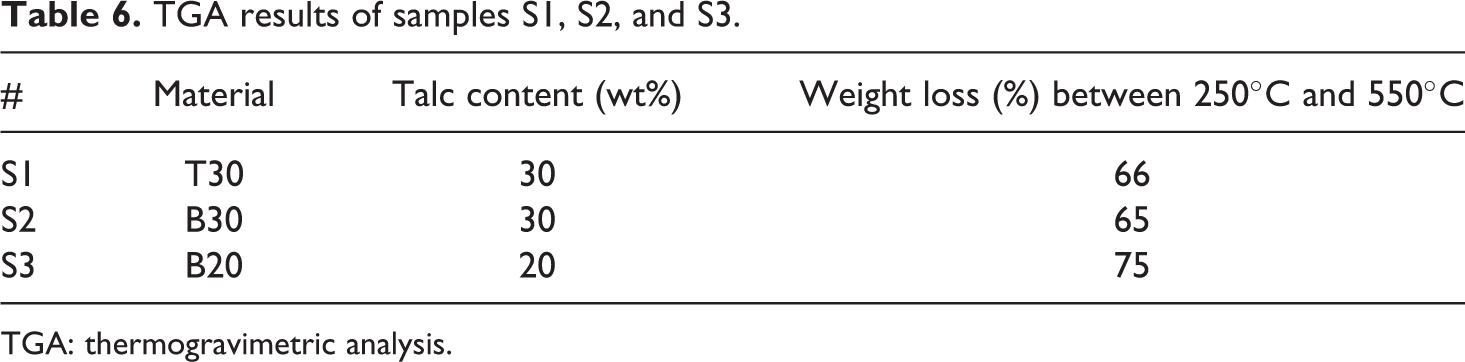
TGA: thermogravimetric analysis.
Table 7 also presents the results of melting/crystallization temperature, enthalpy, and calculated crystallization percentage of the samples. Results display that B30 has the highest crystallization rate with more brittle structure due to its high talc ratio. This is compatible with literature because talc is acting as a nucleating agent and promoting the crystallization. Due to high molecular weight of T30, the linear growth rate of crystals is not as much as B30. Therefore, crystallinity of T30 could be lower than B30.
DSC results of samples S1, S2, and S3.
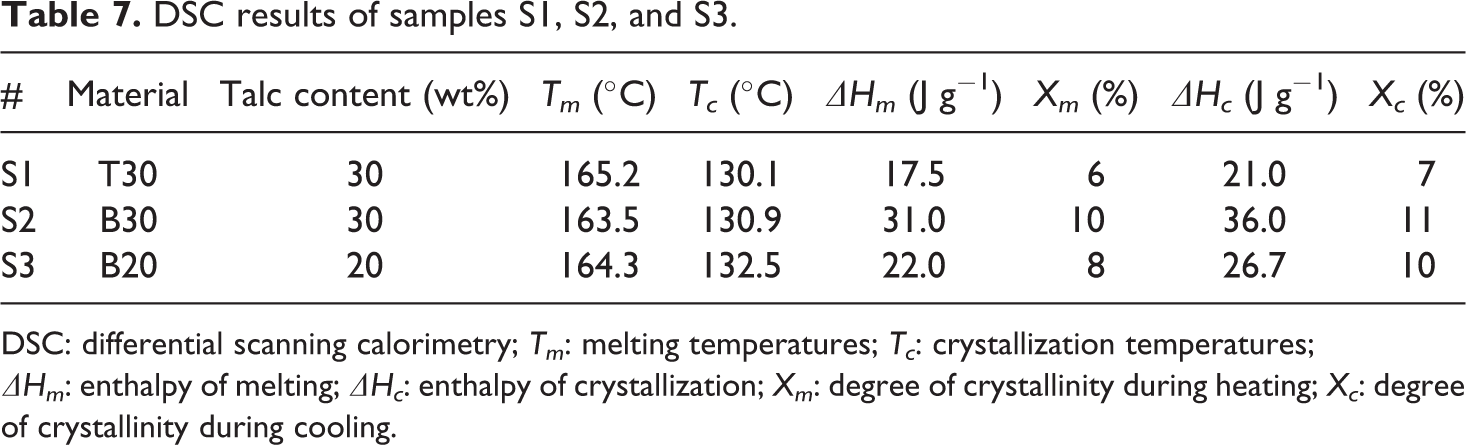
DSC: differential scanning calorimetry; Tm : melting temperatures; Tc : crystallization temperatures; ΔHm : enthalpy of melting; ΔHc : enthalpy of crystallization; Xm : degree of crystallinity during heating; Xc : degree of crystallinity during cooling.
Tensile and flexural properties of the samples are also determined in Table 8. Modulus results present that B30 has the highest modulus due to the positive effects of talc addition on stiffness and higher crystallinity. Because of its platy structure, talc particles have tendency to orient flow direction during injection molding which leads to increase in stiffness. It is consistent with literature since many studies revealed that modulus is strongly related with filler content rather than size of the filler particles. Strength values show that B20, which has the lowest talc content, has the highest ultimate strength. The reason is most probably the finer structure of talc particles inside B20, which means higher aspect ratio. Since strength is more dependent to particle size rather than talc content, it is once again consistent with literature.
Tensile and flexural modulus and strength values of samples S1, S2, and S3.
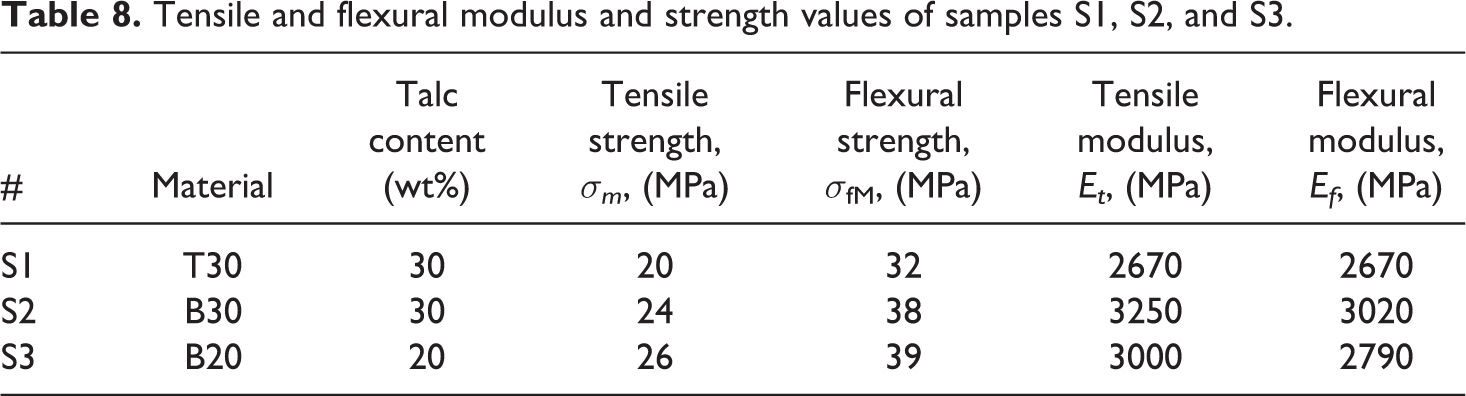
Table 9 compares the impact properties of samples S1, S2, and S3. Impact results indicate that T30 has the highest impact resistance because it has the highest molecular weight, lowest degree of crystallinity. Therefore, it could possess higher energy absorption capability than B30 and B20. B30 and B20 are under the impact resistance limit for an exterior automotive part which should be in general higher than 15 kJ m− 2 at 23°C preferably.
Impact properties of samples S1, S2, S3: notched Izod and notched Charpy impacts.
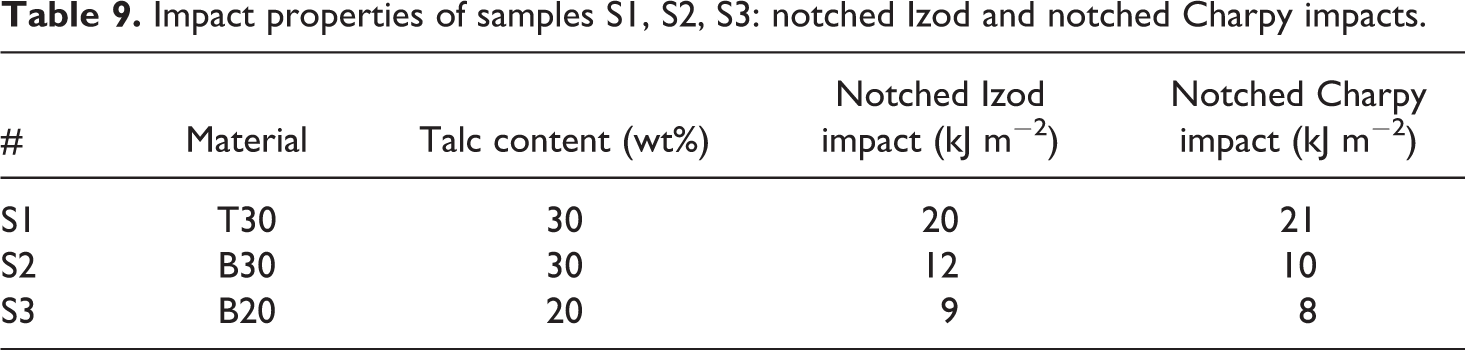
Table 10 also presents the softening properties of samples S1, S2, and S3. Results show that there is no obvious effect of talc content on the softening points of samples.
Softening points of samples S1, S2, and S3: HDT-B and VICAT-B.
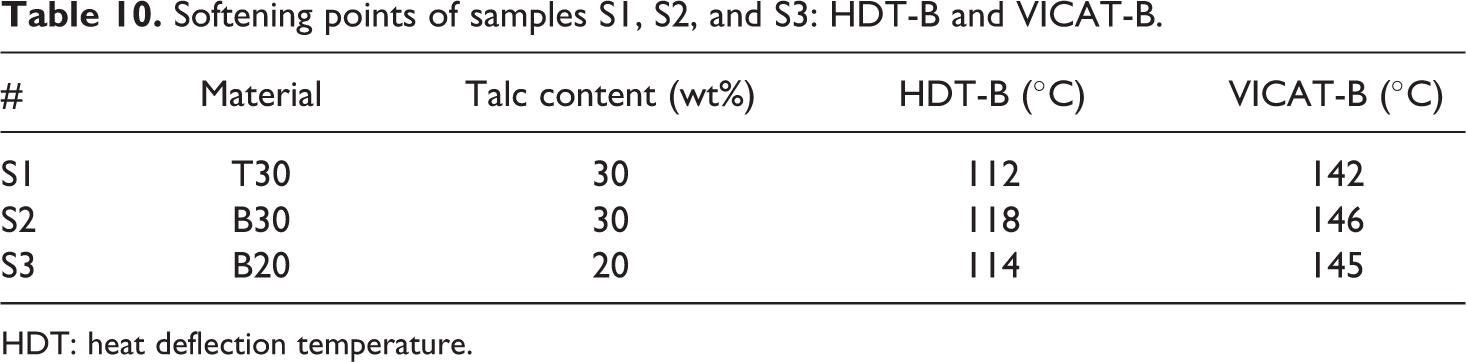
HDT: heat deflection temperature.
Effect of mold temperature
By adjusting at 15°C, 50°C, and 80°C cavity/core temperatures of the mold; S1, S16, and S17 samples which were injection molded from material T30; S2, S4, and S6 samples which were injection molded from material B30; and S3, S5, and S7 samples which were injection molded from material B20 were subjected to tensile, bending, impact, HDT-VST, and DSC analyses in order to determine how different mold temperatures affected their mechanical and thermal behaviors.
Figure 1 and Table 11 show the results of DSC heating thermograms as well as melting/crystallization temperature, enthalpy, and calculated crystallization percentage of the samples S1, S16, S17; S2, S4, S6; and S3, S5, S7, respectively. Related studies claim that if the mold is cold, some molecules near to the walls of the mold would be cooled before they can get into an ordered form. 31 So, mold temperature increase, which means slow cooling, should supply more time to material to get an ordered form, so the crystallinity should increase. Regarding DSC analyses, a dramatic increase of crystallinity in T30 can be seen. Most probably, the reason is its high molecular weight which could crystallize easier when the mold temperature increases. The increase on mold temperature raises the mobility of the molecules.
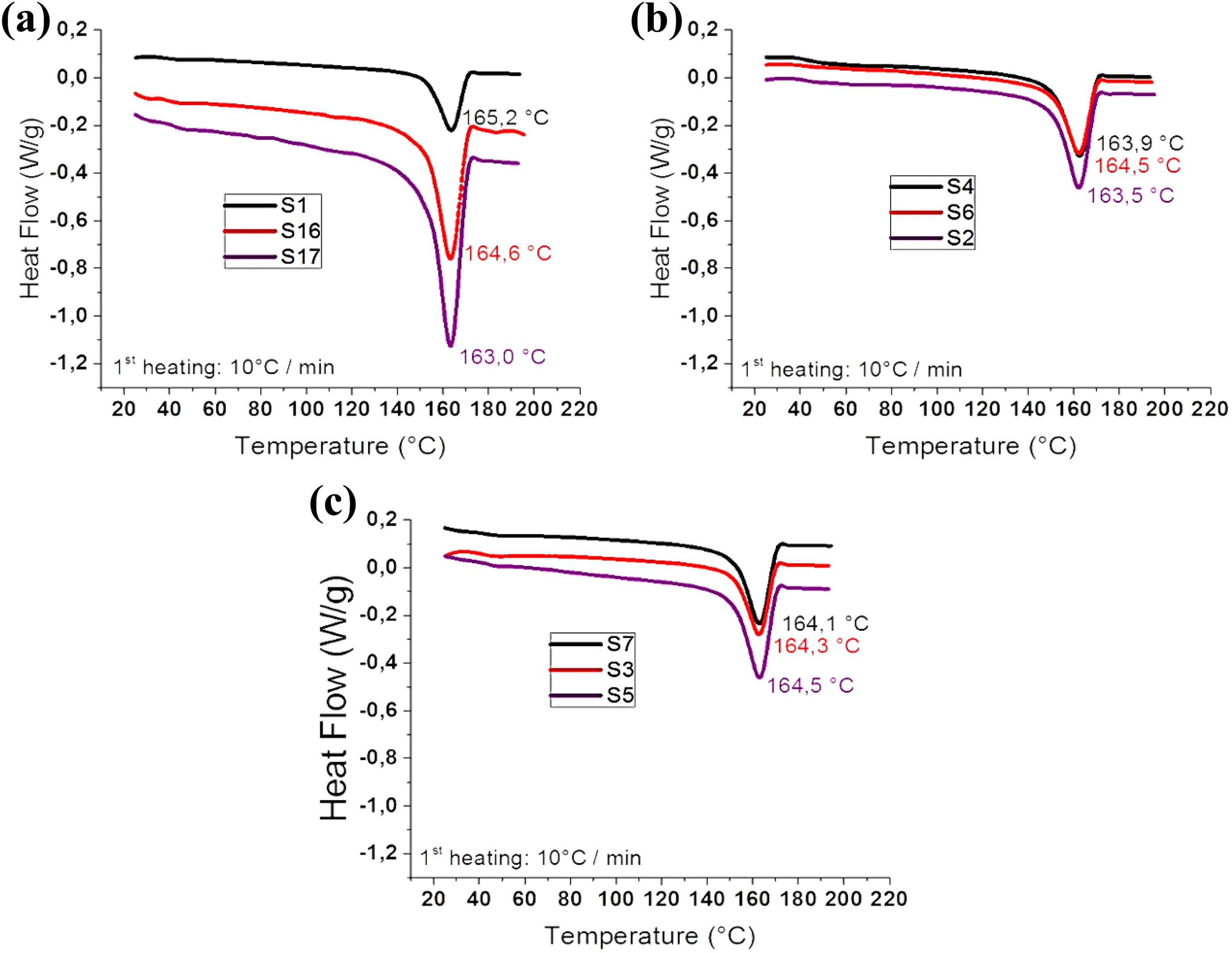
Heating thermograms of samples (a) S1, S16, S17; (b) S2, S4, S6; and (c) S3, S5, S7.
DSC results of samples S1, S16, S17; S2, S4, S6; and S3, S5, S7.
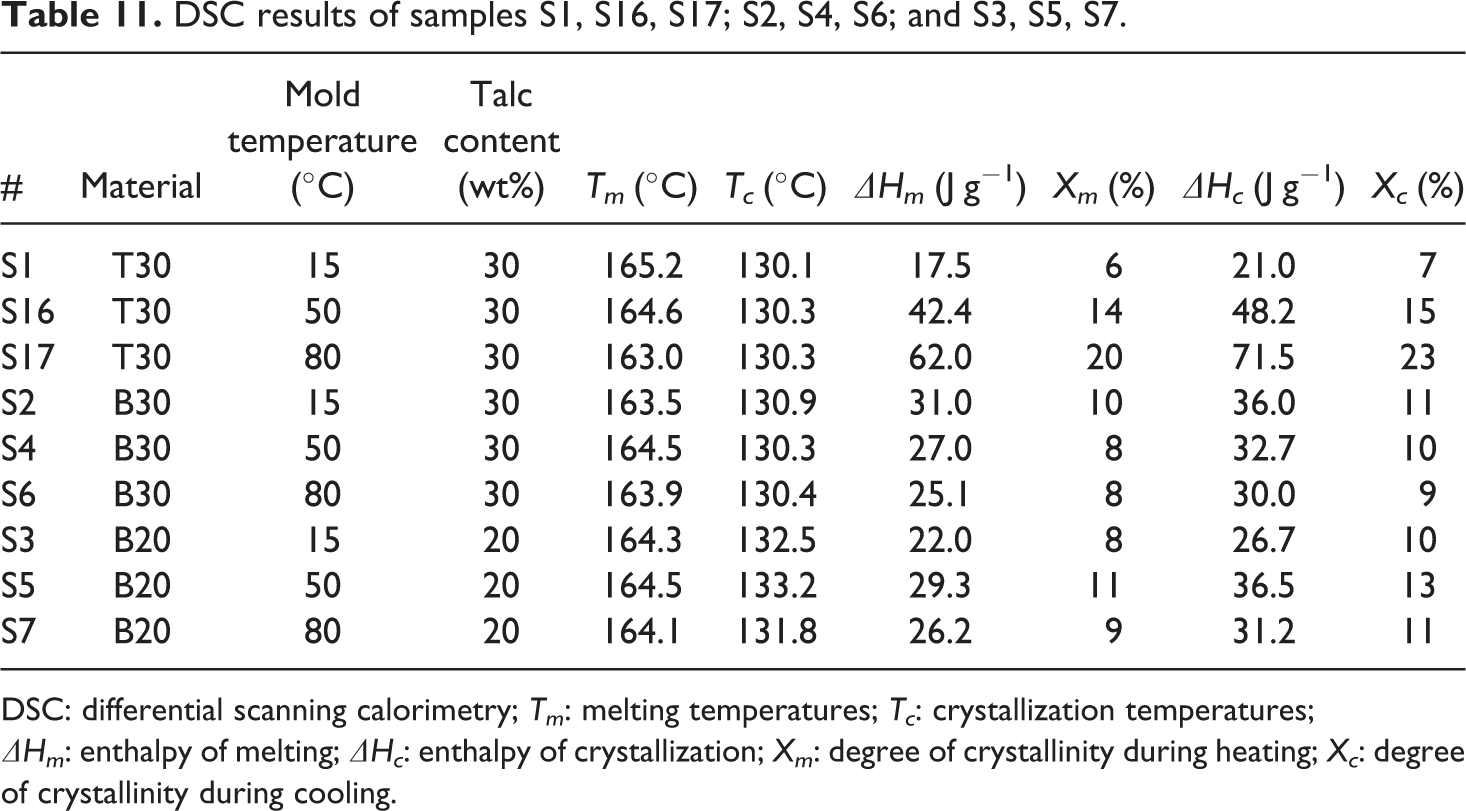
DSC: differential scanning calorimetry; Tm : melting temperatures; Tc : crystallization temperatures; ΔHm : enthalpy of melting; ΔHc : enthalpy of crystallization; Xm : degree of crystallinity during heating; Xc : degree of crystallinity during cooling.
Tensile and flexural properties of the samples are shown in Figures 2 and 3. Tensile analysis indicates that due to the increased crystallinity, T30 has a slight change on tensile modulus. For B30 and B20, changes are not so obvious.
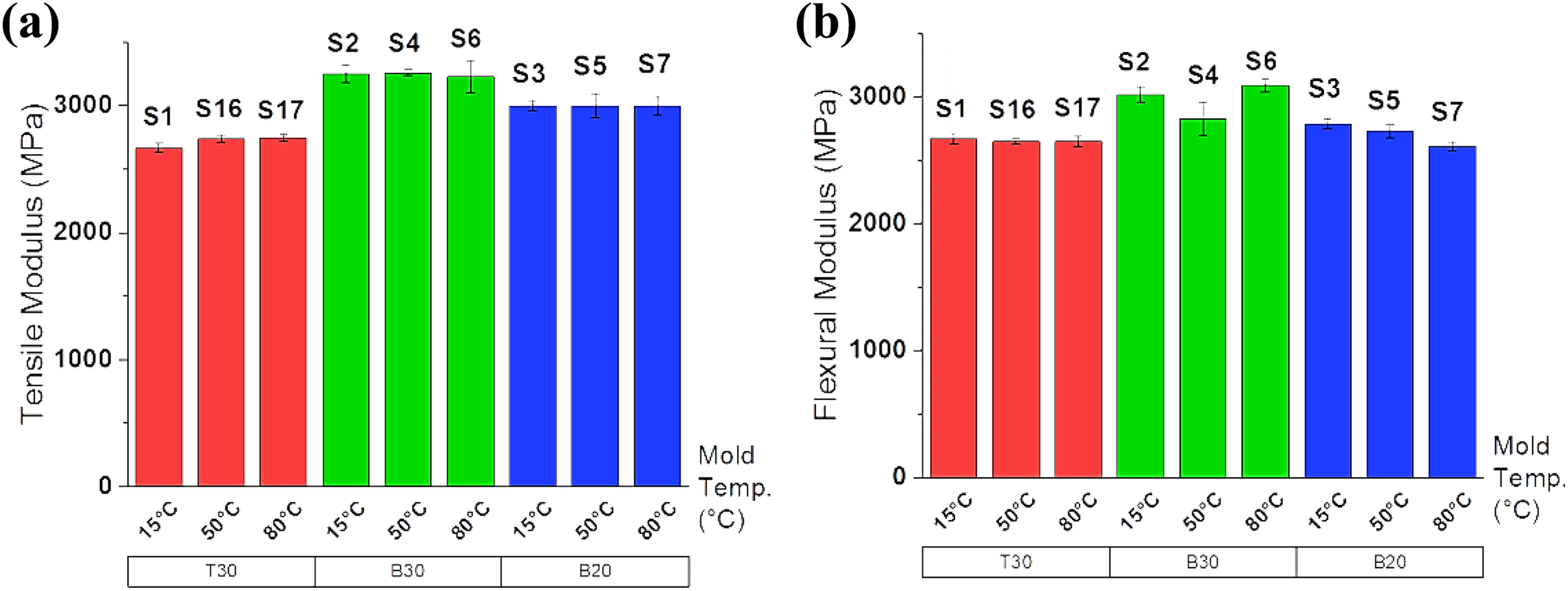
Graphical comparison of modulus of samples S1, S16, S17; S2, S4, S6; and S3, S5, S7: (a) tensile modulus and (b) flexural modulus.
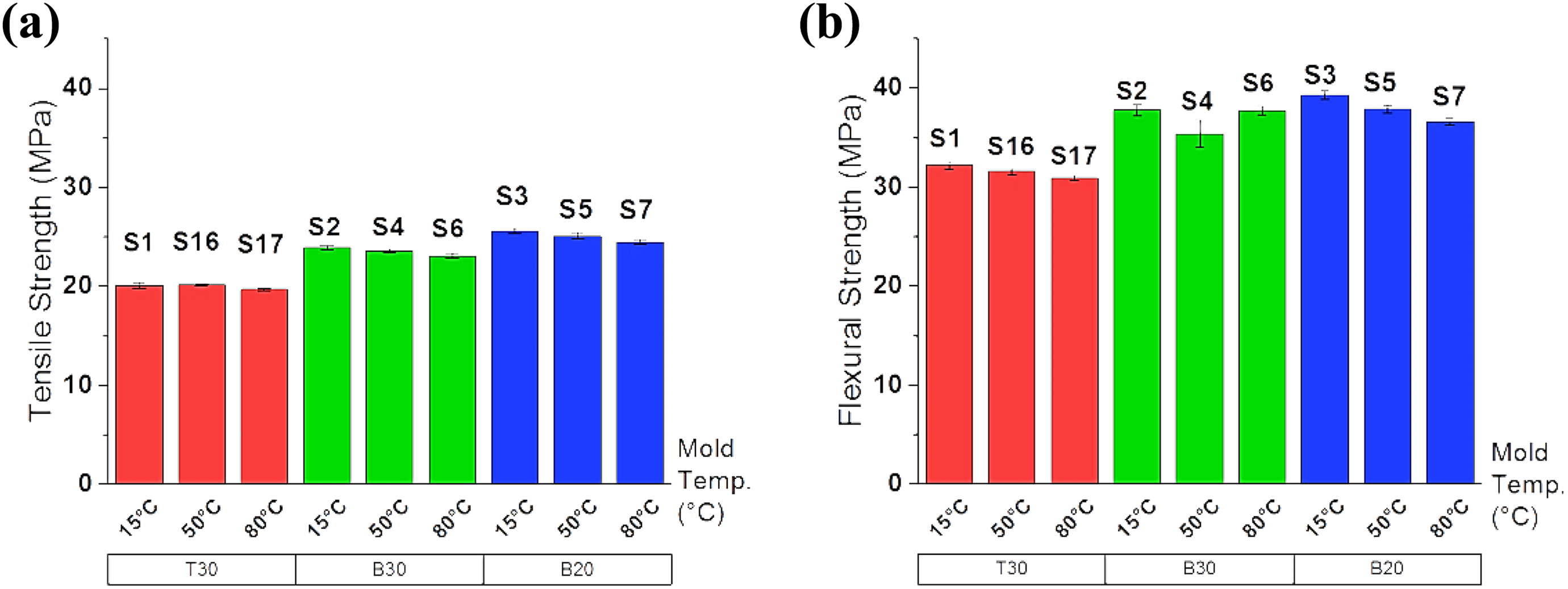
Graphical comparison of strength of samples S1, S16, S17; S2, S4, S6; and S3, S5, S7: (a) tensile strength and (b) flexural strength.
Impact properties of the samples S1, S16, S17; S2, S4, S6; and S3, S5, S7 (i.e. notched Izod impact and notched Charpy impact) determined by Izod–Charpy impact tester are shown in Figure 4. A drop can be seen on T30 as mold temperature increases, which is most probably related with its increasing crystallinity and brittleness, but on the other materials, the changes are not so obvious.
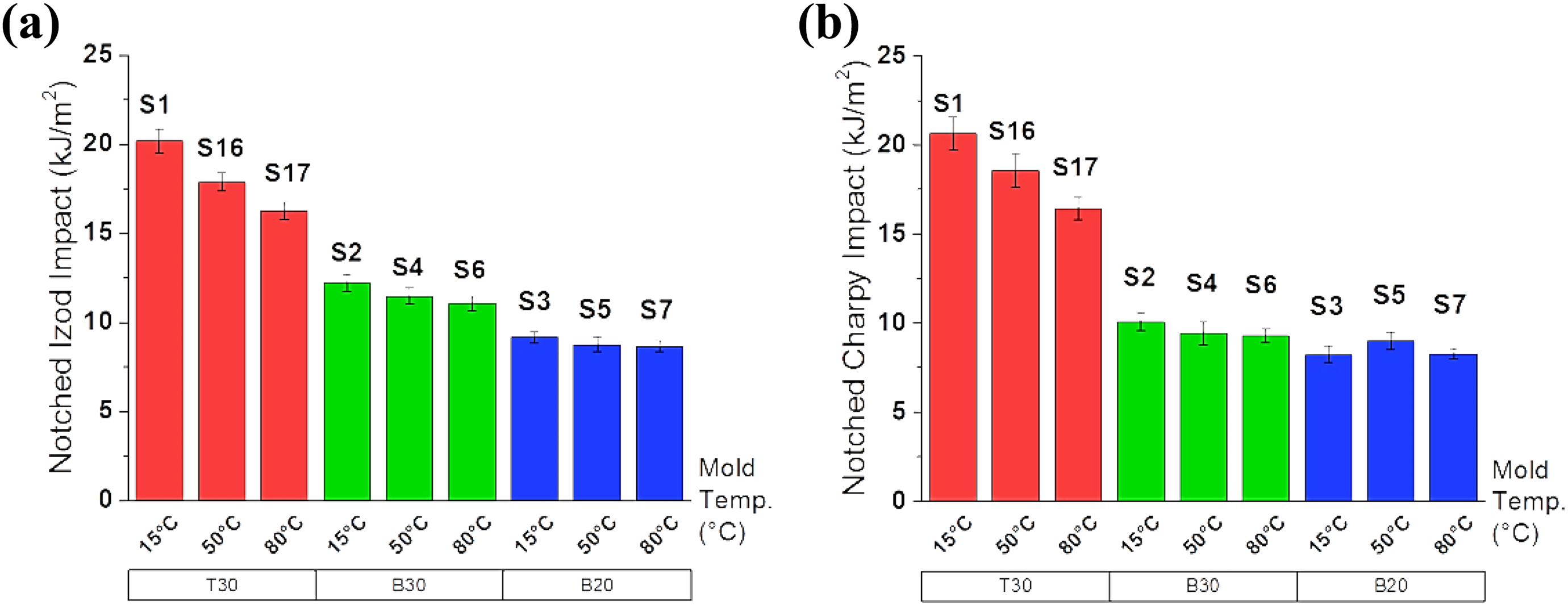
Impact properties of samples S1, S16, S17; S2, S4, S6; and S3, S5, S7: (a) notched Izod impact and (b) notched Charpy impact.
Softening points of the samples S1, S16, S17; S2, S4, S6; and S3, S5, S7 determined by the HDT-VST methods are represented in Figure 5. The results do not show much difference and the softening point are somewhat similar.
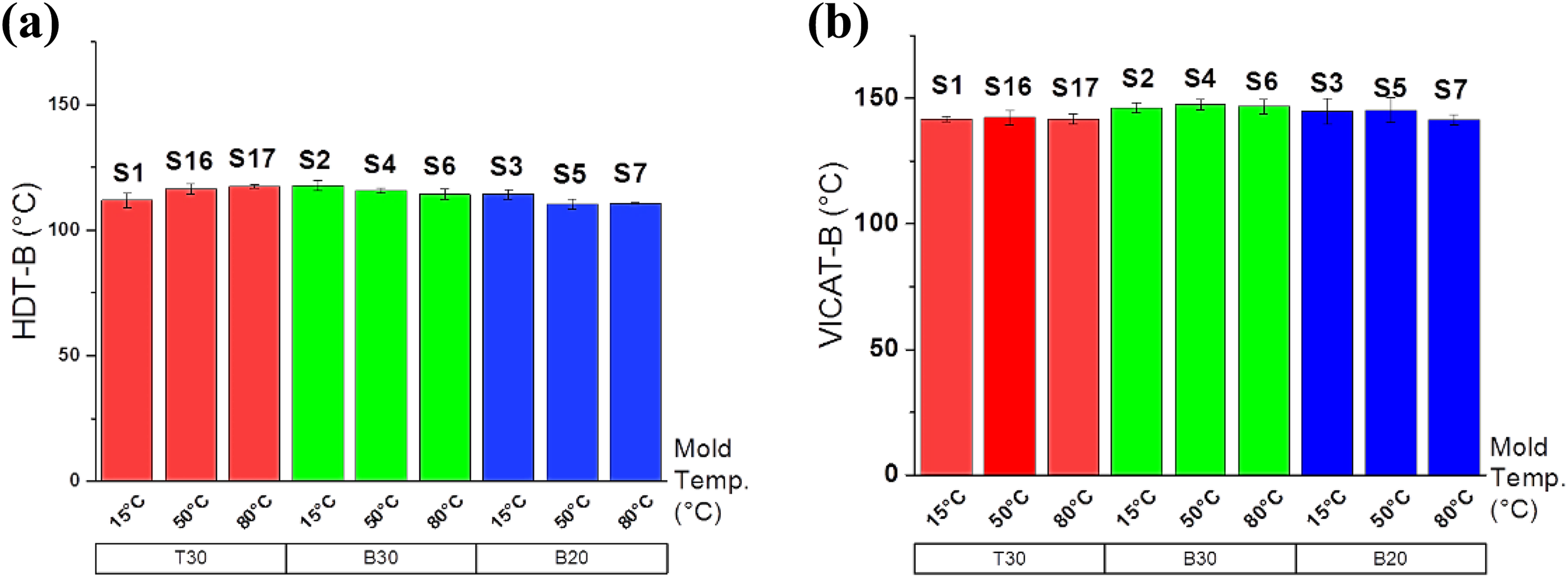
Softening points of S1, S16, S17; S2, S4, S6; and S3, S5, S7: (a) HDT-B (b) VICAT-B. HDT: heat deflection temperature.
Effect of barrel temperature
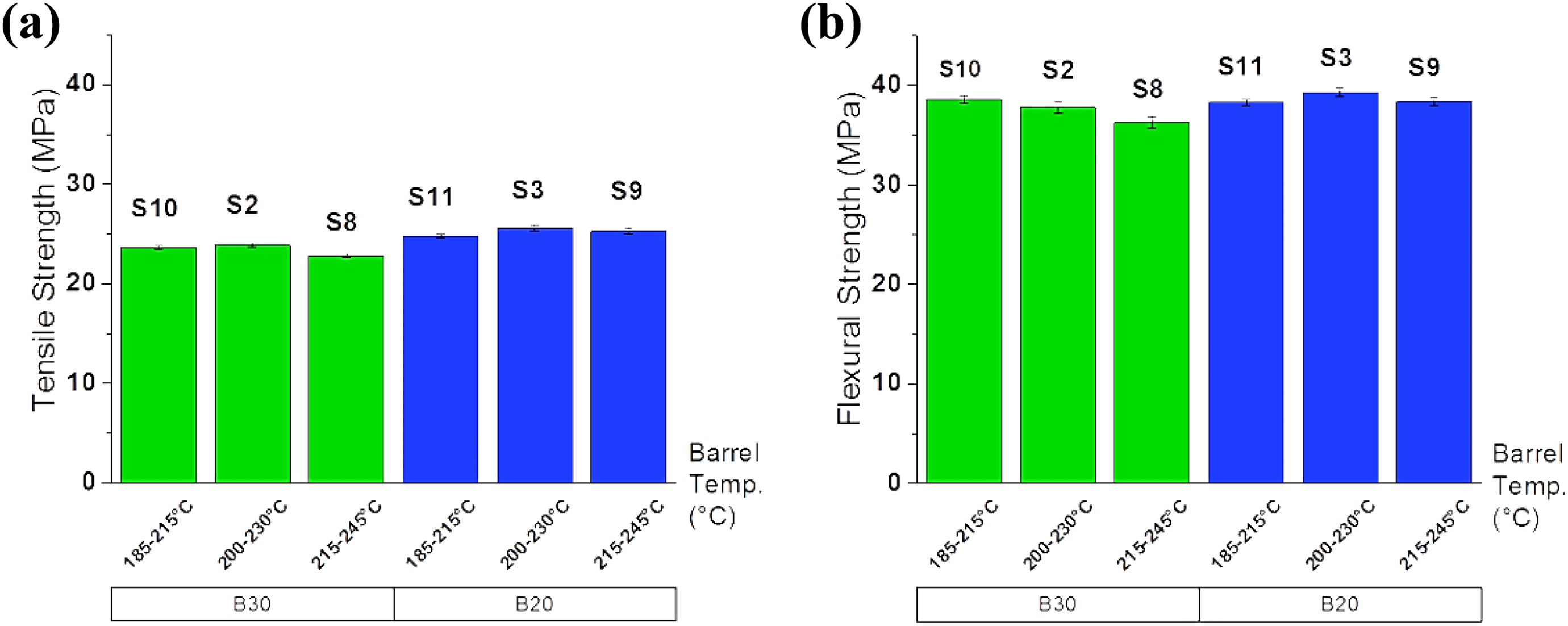
With different barrel temperatures in a range of ±15°C, S10, S2, and S8 samples which were injected from material B30 and S11, S3, and S9 samples which were injected from material B20 were subjected to tensile, bending, impact, HDT-VST and DSC analyses in order to determine how different barrel temperatures affected the mechanical and thermal behaviors. Figure 6 and Table 12 show the heating thermograms as well as results of melting/crystallization temperature, enthalpy, and calculated crystallization percentage of the samples S10, S2, S8; S11, S3, S9, respectively. DSC results show that there is an increase in crystallinity of B30 with increase in barrel temperature due to most probably the decrease of its viscosity and easier crystallization kinetics. In addition, B30 was affected more than B20 because B30’s MFI is lower than B20. Therefore, mobility increases of molecules are more dominant than B20.
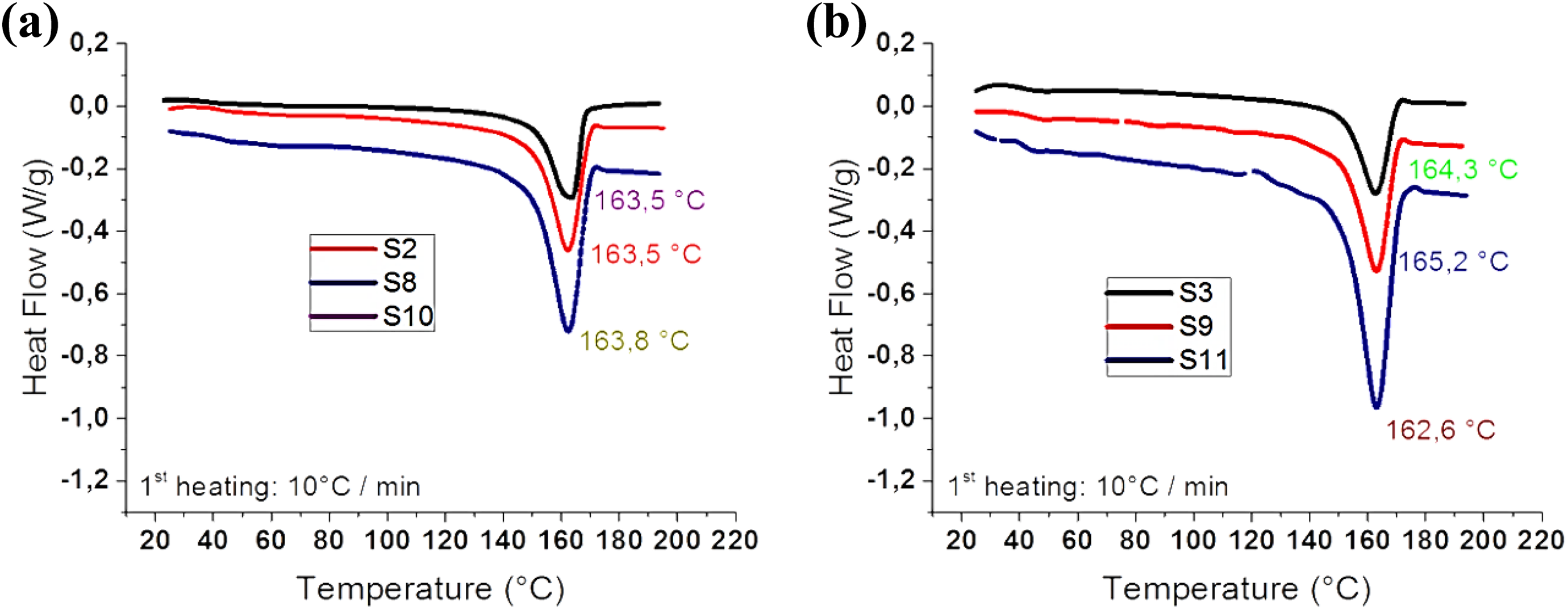
Heating thermograms of samples (a) S10, S2, S8 and (b) S11, S3, S9.
DSC results of samples S10, S2, S8; and S11, S3, S9.
DSC: differential scanning calorimetry; Tm : melting temperatures; Tc : crystallization temperatures; ΔHm : enthalpy of melting; ΔHc : enthalpy of crystallization; Xm : degree of crystallinity during heating; Xc : degree of crystallinity during cooling.
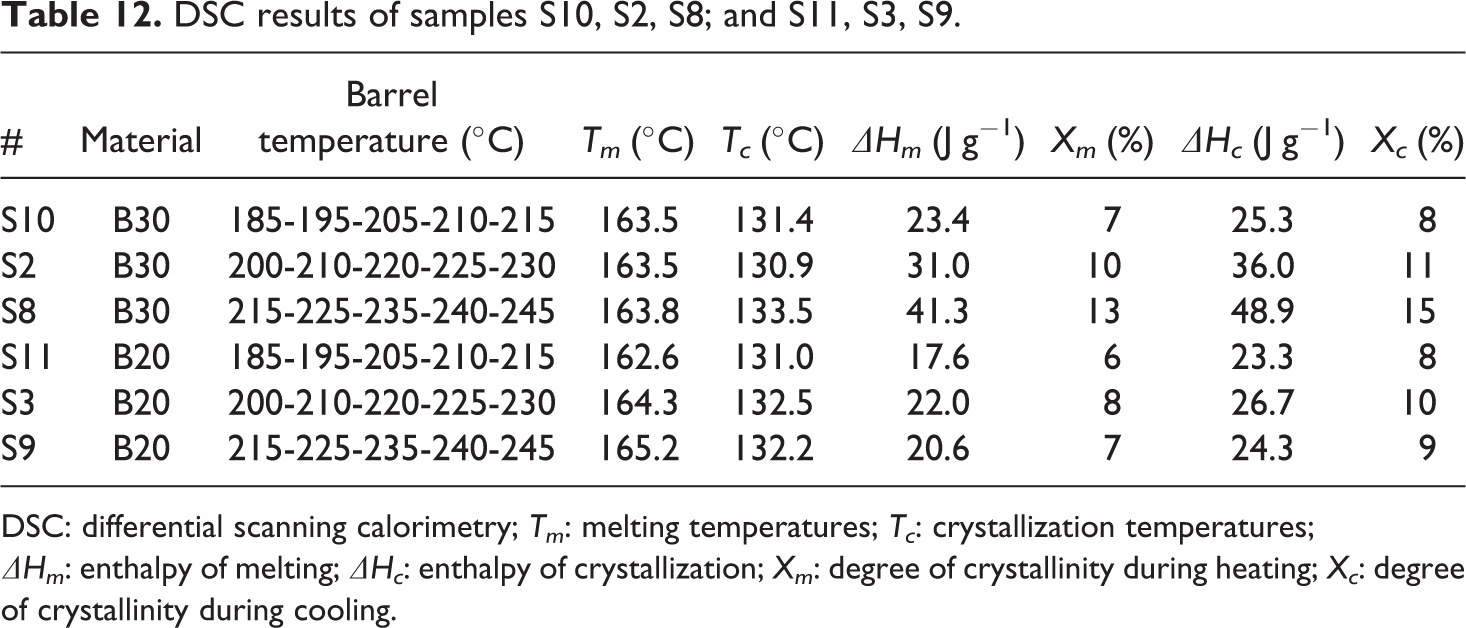
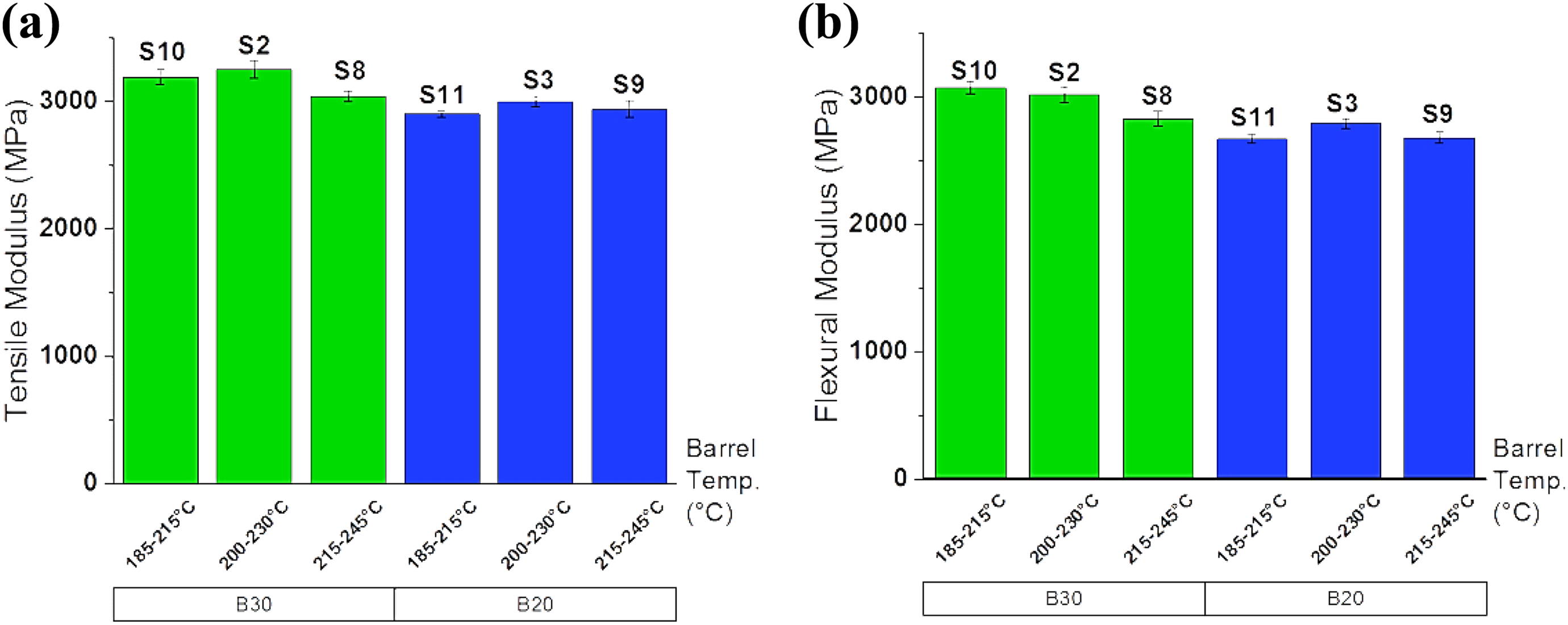
Tensile and flexural properties of the samples are also shown in Figures 7 and 8. Results demonstrate that there is no obvious effect of barrel temperature on tensile and flexural properties of the samples. Slight decreases on high temperature may be the result of chain degradation.
Graphical comparison of modulus of samples S10, S2, S8 and S11, S3, S9: (a) tensile modulus and (b) flexural modulus.
Graphical comparison of strength of samples S10, S2, S8 and S11, S3, S9: (a) tensile strength and (b) flexural strength.
Impact properties of the S10, S2, S8 and S11, S3, S9 samples are shown in Figure 9. Results show that by barrel temperature increase, impact resistance of B30 and B20 slightly decreased due to more ordered structures so their energy absorption capabilities could have been decreased.
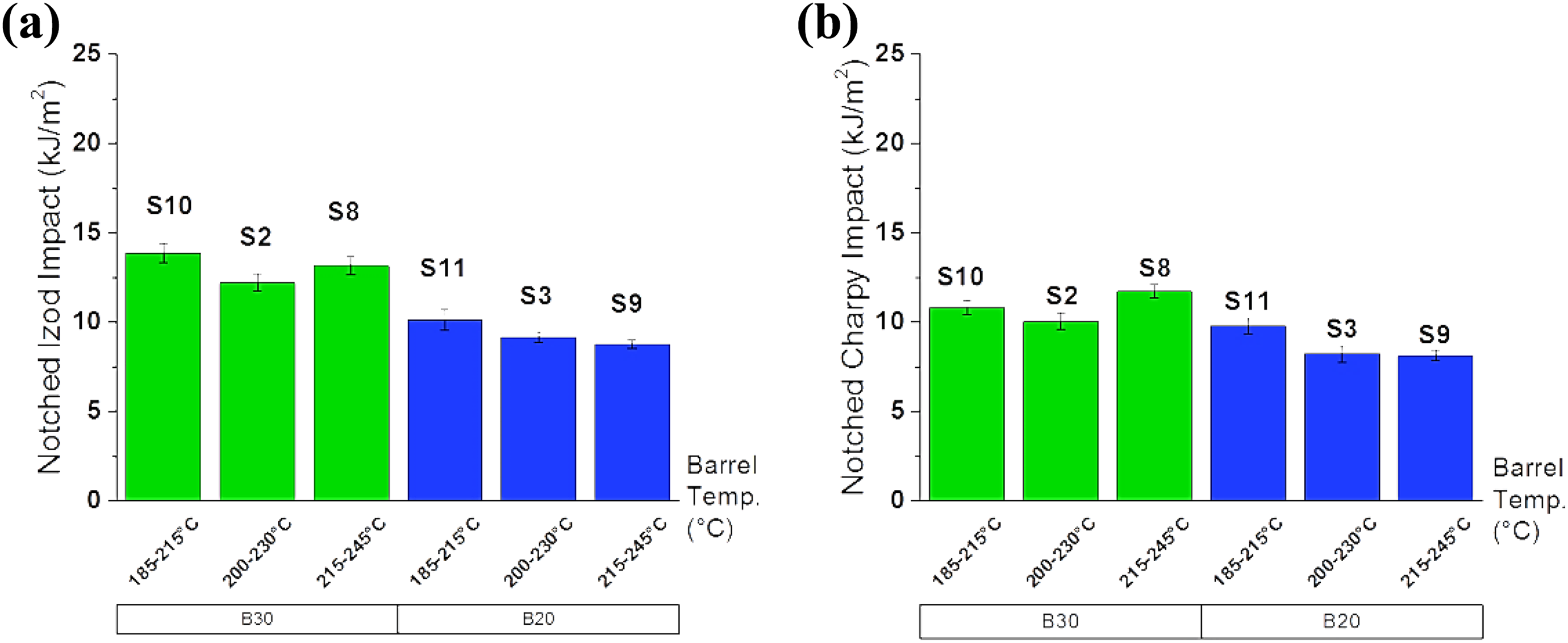
Graphical comparison of impact strengths of samples S10, S2, S8 and S11, S3, S9: (a) notched Izod impact and (b) notched Charpy impact.
Softening points of the samples were similarly determined by HDT-VST, and the results indicate that there is no obvious effect of barrel temperature on softening points of the samples.
Effect of nanoclay incorporation
Samples S12, S13, S14, and S15 were prepared as compounds of B20 material with different nanoclay contents respectively 0, 1, 3, and 5 wt% by TSE. They were then injected at fixed mold temperature (15°C) and barrel temperature (200-210-220-225-230) and then their MFI, XRD, tensile, bending, impact, HDT-VST, and DSC were analyzed in order to determine how different nanoclay contents affected the mechanical and thermal behaviors.
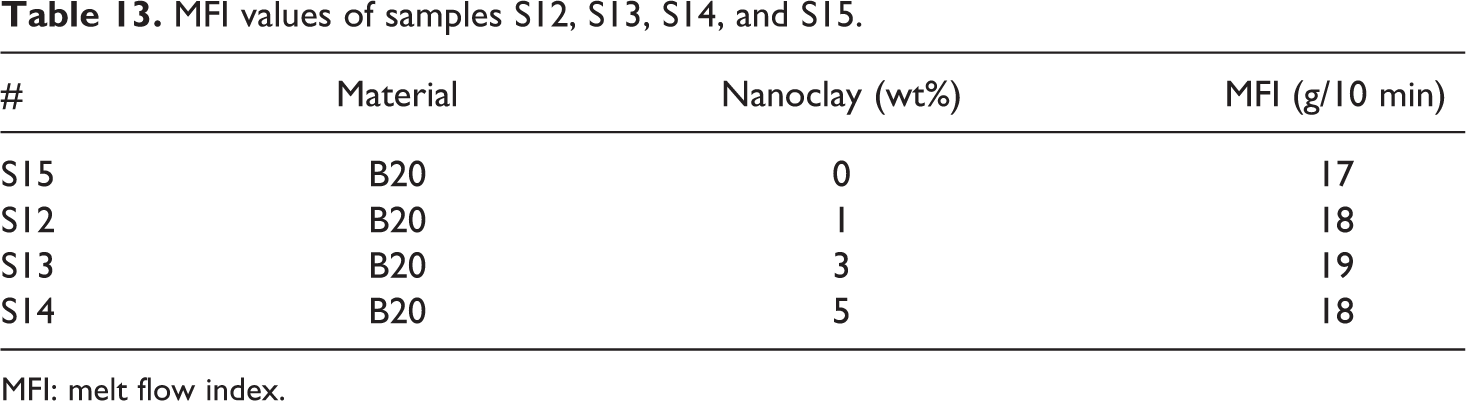
MFI values of the samples are shown in Table 13. In general, adding filler should result in an increase in viscosity or decrease in MFI. In this study, a slight increase in MFI was observed. An interaction may be occurred between the polymer matrix and the surfactants of the nanoclay or clay particles have disturbed chain entanglements by high aspect ratio of clay layers.
MFI values of samples S12, S13, S14, and S15.
MFI: melt flow index.
In order to see dispersion of nanoclay particles in PP matrix, XRD analyses was performed on the PP-nanoclay compounds. It is clear that it is not an agglomerated dispersion since there is no peak at 2.41° on compounds. It can be exfoliated and intercalated. The peaks at the higher diffraction angles are the characteristic of the structure of PP crystals. It was also observed that all samples crystallized as α form. Figure 10 shows the XRD results of the samples.
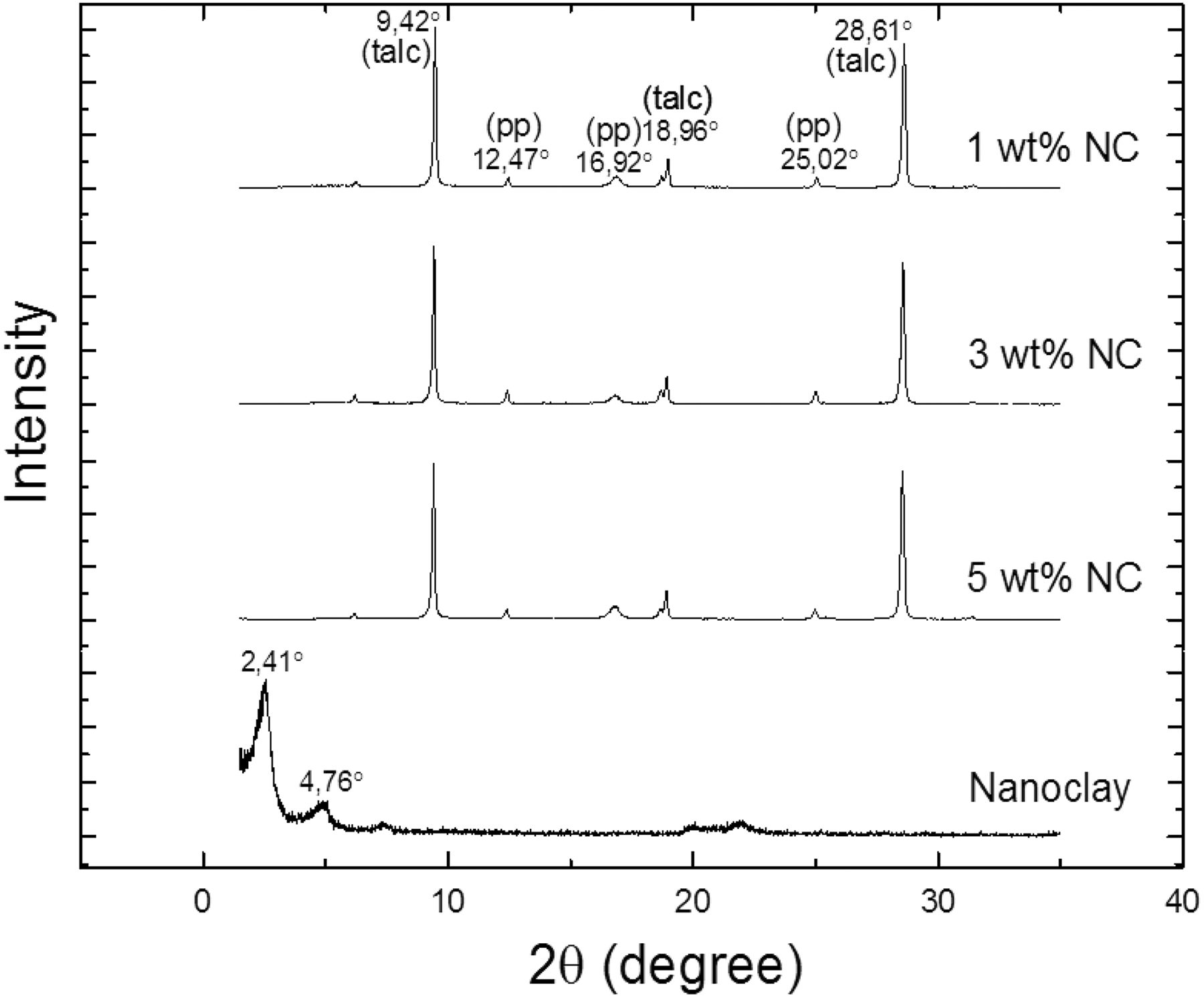
XRD results of samples S12, S13, S14, and S15. XRD: X-ray diffraction.
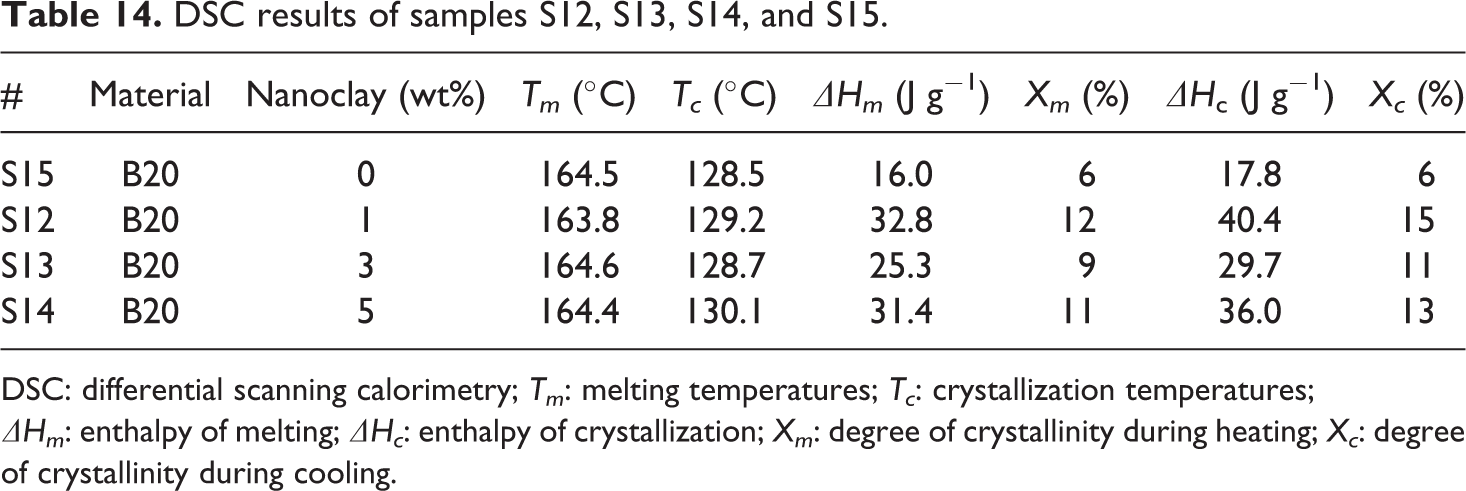
Table 14 presents the results of melting/crystallization temperature, enthalpy, and calculated crystallization percentage of the samples S12, S13, S14, and S15. DSC results show that nanoclay addition to B20 increases the degree of crystallinity by nearly 50% due to the nucleation effect of nanoclay. T m remained nearly unaltered after the addition of nanoclay, which means that the crystal size of PP did not change.
DSC results of samples S12, S13, S14, and S15.
DSC: differential scanning calorimetry; Tm : melting temperatures; Tc : crystallization temperatures; ΔHm : enthalpy of melting; ΔHc : enthalpy of crystallization; Xm : degree of crystallinity during heating; Xc : degree of crystallinity during cooling.
Tensile and flexural properties of the samples are shown in Figures 11 and 12. Results demonstrate that modulus of the samples raised gradually with nanoclay. Since modulus is mostly related to filler content, it is consistent with literature. In addition, these results are compatible with crystallinity results. On strength values, there is a slight increase also on higher ultimate strength values.
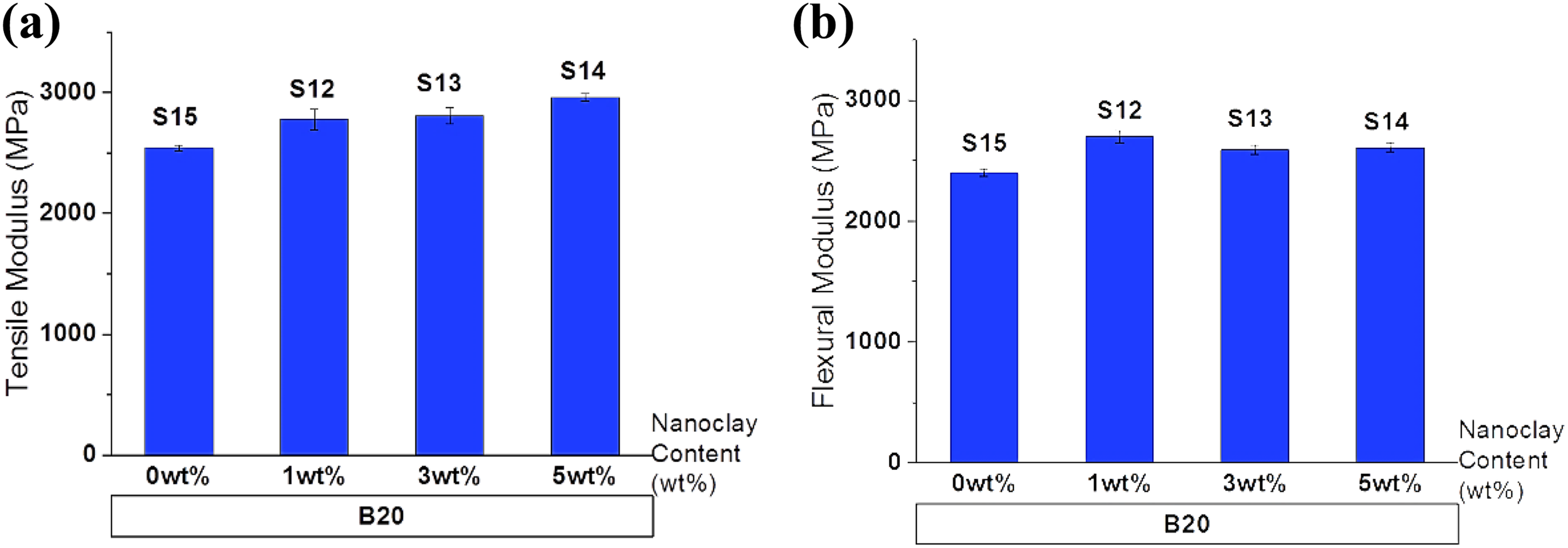
Graphical comparison of modulus of samples S12, S13, S14, and S15: (a) tensile modulus and (b) flexural modulus.
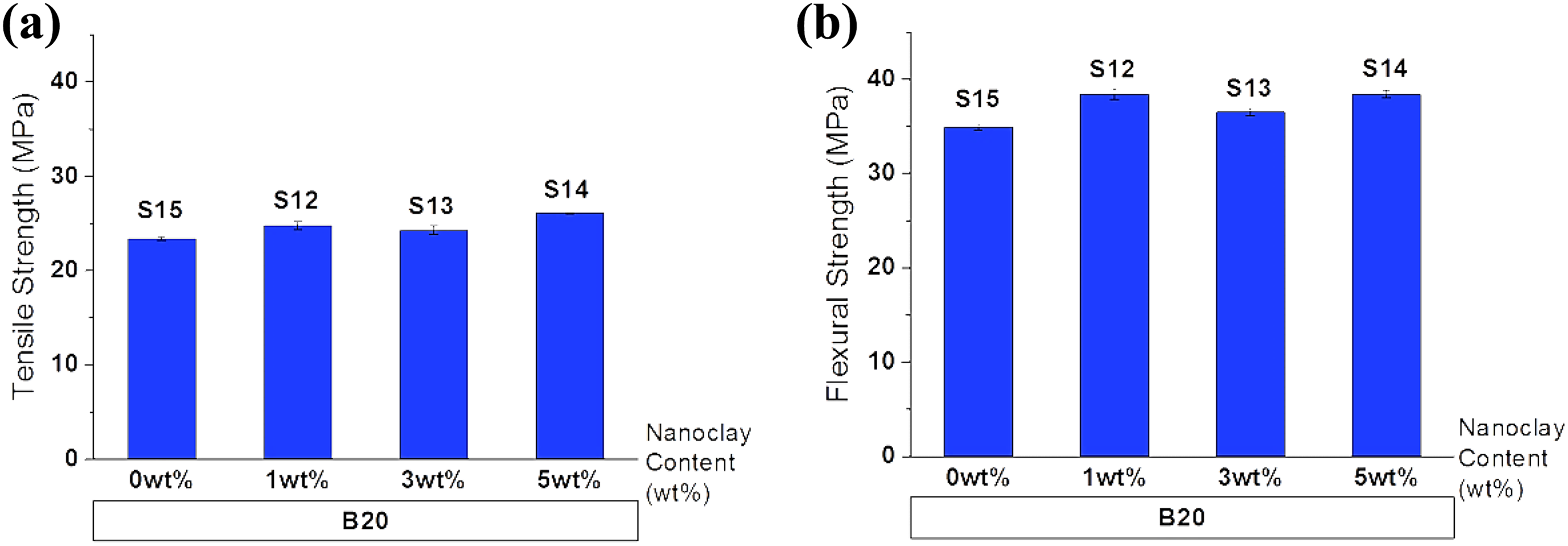
Graphical comparison of strength of samples S12, S13, S14, and S15: (a) tensile strength and (b) flexural strength.
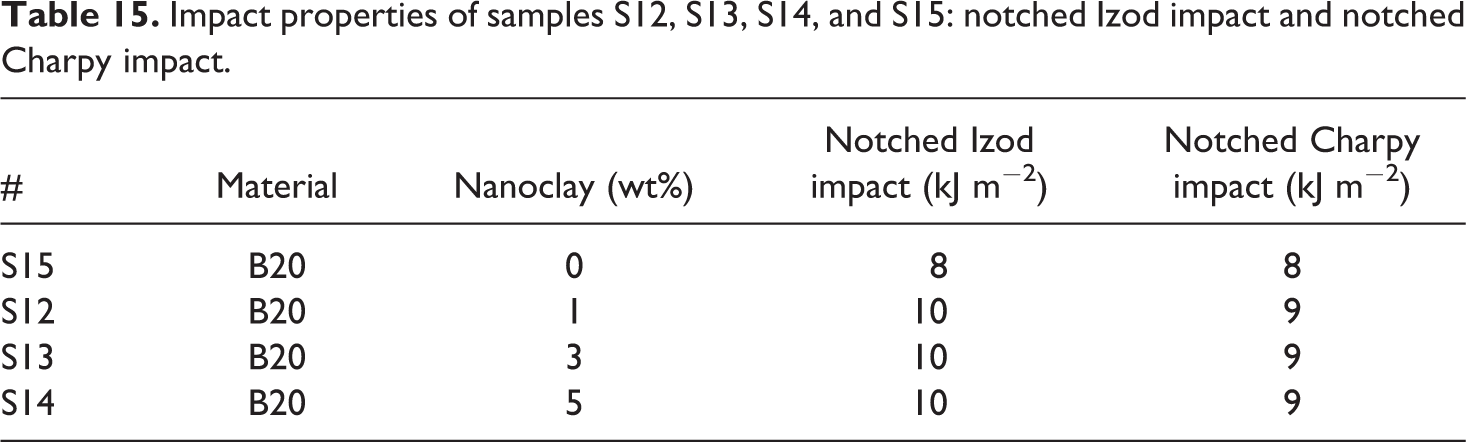
Impact properties of the samples are presented in Table 15. Results show that nanoclay increased the impact resistance compared to that in the case without clay. The results are still under the requirement of an exterior automotive part.
Impact properties of samples S12, S13, S14, and S15: notched Izod impact and notched Charpy impact.
It should also be noticed that the softening points of the samples are still very similar and no obvious effect of clay addition was recorded.
Conclusion
PP compounds including different talc contents were molded by injection with different mold and barrel temperatures, then their physical, mechanical, and thermal behaviors were examined by MFI, TGA, tensile test, three-point bending test, Izod–Charpy impact test, HDT-VST tests, and DSC analysis. By comparing the effects of talc content on PP compounds, it was found that talc addition decreased the MFI so the material is easy to process, but increased the degree of crystallinity due to talc’s tendency to act as a nucleating agent and to promote nucleation. Talc content also expanded the modulus so the stiffness due to talc’s platy structure which had tendency to orient flow direction during injection. Moreover, talc addition decreased the impact resistance.
Mold temperature changes affected the materials which have higher molecular weight more than the lower ones because it caused an extension on mobility of the molecules. During injection, higher mold temperature supplied more time to material to get in an ordered from, so crystallinity values also swelled by mold temperature. On strength and modulus values, not any obvious effect of mold temperature was observed. On impact resistance, a reduction was observed by mold temperature most probably due to the raise on degree of crystallization.
Barrel temperature changes diminished the materials viscosity so slight increase was observed on the degree of crystallinity values. On strength and modulus values, effects of barrel temperature were not so obvious but their impact resistances reduced most probably due to the increase on degree of crystallization
PP compound including 20% talc also extruded in a TSE with different nanoclay contents (1, 3, and 5 wt%). XRD results showed that most probably, due to the surface modification of nanoclay, nanoclay had relatively a good dispersion within PP. In a contrast with literature, nanoclay addition extended MFI. An interaction may be occurred between the polymer matrix and the surfactants of the nanoclay or clay particles have disturbed chain entanglements by high aspect ratio of clay layers. DSC analyses show that nanoclay addition increased the degree of crystallinity by nearly 50% due to the nucleation effect of nanoclay. Tm remained nearly unaltered after the addition of nanoclay, which means that the crystal size of PP did not change. Nanoclay also had a positive effect on stiffness, ultimate strength, and impact resistance but obtained impact resistance values are still not sufficient for a material that became a candidate for an exterior automotive part
As a result, using lower talc contents of PP compounds in exterior automotive parts could benefit weight reduction, cost reduction, and process efficiency but lower impact resistance than requirement could be risky for final product/automobile tests. Process parameters could have positive effects but could not be sufficient. Further studies in order to increase impact resistance could be performed first at compounding phase like impact modifiers addition or any other nanofiller addition.
Footnotes
Acknowledgements
The authors would like to thank FarPlas A.S., Mr Mert Emre Oztoksoy, and Mr. Yavuz Emre Yagci. They also would like to express their appreciation to Mr Fahri Kizilay, Mrs Iffet Iyigun Meydanli, and Mr Bahadir Ceylan for their support during this study. They also thank Mr Deniz Taskin and Mr Omer Nuri Curukoglu from Gama-Alfa Plastic and Mrs Tugba Ucar Demir from Eczacibası Esan for their helpfulness for material preparation and testing.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.