
Abstract
The research on polymeric composites is always in the stage of enhancing the properties. Several researches have been explored in recent decades to investigate the behaviour of both man-made fibre and bio-fibre-reinforced composites. In all these works, an artificial polymeric resin has been utilized as the matrix and it has been revealed that though they provide competent properties, the composites are partially degradable. To enhance the degradability to the fullest extent, both the reinforcements and the matrix must be biodegradable and this could be achieved only if both are derived from natural sources. During the synthesis of a bio-resin, a series of treatments must be followed to make it in to a usable form. The present work addresses a comprehensive survey about various bio-resins, their applications, various synthesis methods followed and the challenges faced during incorporation of reinforcement during composite formulation. The work also gives a clear picture on the challenges faced during characterization of green resin-based composites.
Introduction
Nowadays, polymeric composites are in the stage of using green fibres as reinforcements to improve its biodegradability. Several experimentations have been made to assess the usability and the performance of different natural fibers. 1 –4 Before using a natural fibre, it must be properly synthesized to improve its characteristics. 5 –7 Experimentations have showed that the green fibres are sometimes on par with the man-made fibres and some are better than that of the man-made fibers. 8 –10 A clear understanding has been given in all these researches that even though natural reinforcements are used in polymeric composites, the nature of degradability of composites could be achieved only to certain extent. 11,12 To make a full green composite, all the constituents used in a composite must be greenish or should be derived from nature. The major constituents used for processing a composite are the matrix and the reinforcement. 13 As the researches on green fibres are extensively made in the past, researchers are now focussing on the availability, process ability and ease of usage of different green resins extracted from various sources as a potential matrix element for the composites.
Green resins are available in nature in many plants, animals, fungi and seaweeds. They are available in the form of gums and are mostly mucilage by destroying the trees. The most common gums are moringa, neem aloe vera and so on, which are readily available in all parts of the world. 14 The gums extracted from many plants are used as a major constituent for some of the industries like pharmaceutics, food, consumer items and so on. In pharmaceutical world, they are used as binders for tablets, emulsifiers, gelling agents and coating agents in micro-capsules. As compared to the man-made polymers, these natural gums are non-toxic, cheaper, eco-friendly and do not create any side effects to the patients. 15 In food industry, the natural gums are used for stabilization of water, meat, ice cream, dairy products, confectionary, beverages, sauces and bakery items. In industries, these gums are used for processing of cosmetic items, textiles, adhesives, lithography, paints and for manufacture of paper. 16 Several research works have been carried out on green resins and are proven to be a good source for medicines, food items and other consumer goods. Among the green resins, natural rubber is proven to be a best material for many applications like air bags, tyres, flooring, clothing, adhesives, coatings, flotation and so on. Rubber is also used in the form of a composite by reinforcing different types of fibres and they are good in mechanical properties. 17 –19 Like rubber, there are several other green resins which when properly synthesized produce excellent characteristics, but the research on the usage of green resins as an alternative for man-made polymer during composite manufacture and characterization is limited. This made the authors to make a detailed survey of various green resins. The present work gives a clear picture on the availability of green resins, troubles faced during synthesis, usability and other challenges faced during characterization of composites.
Green resins and its applications
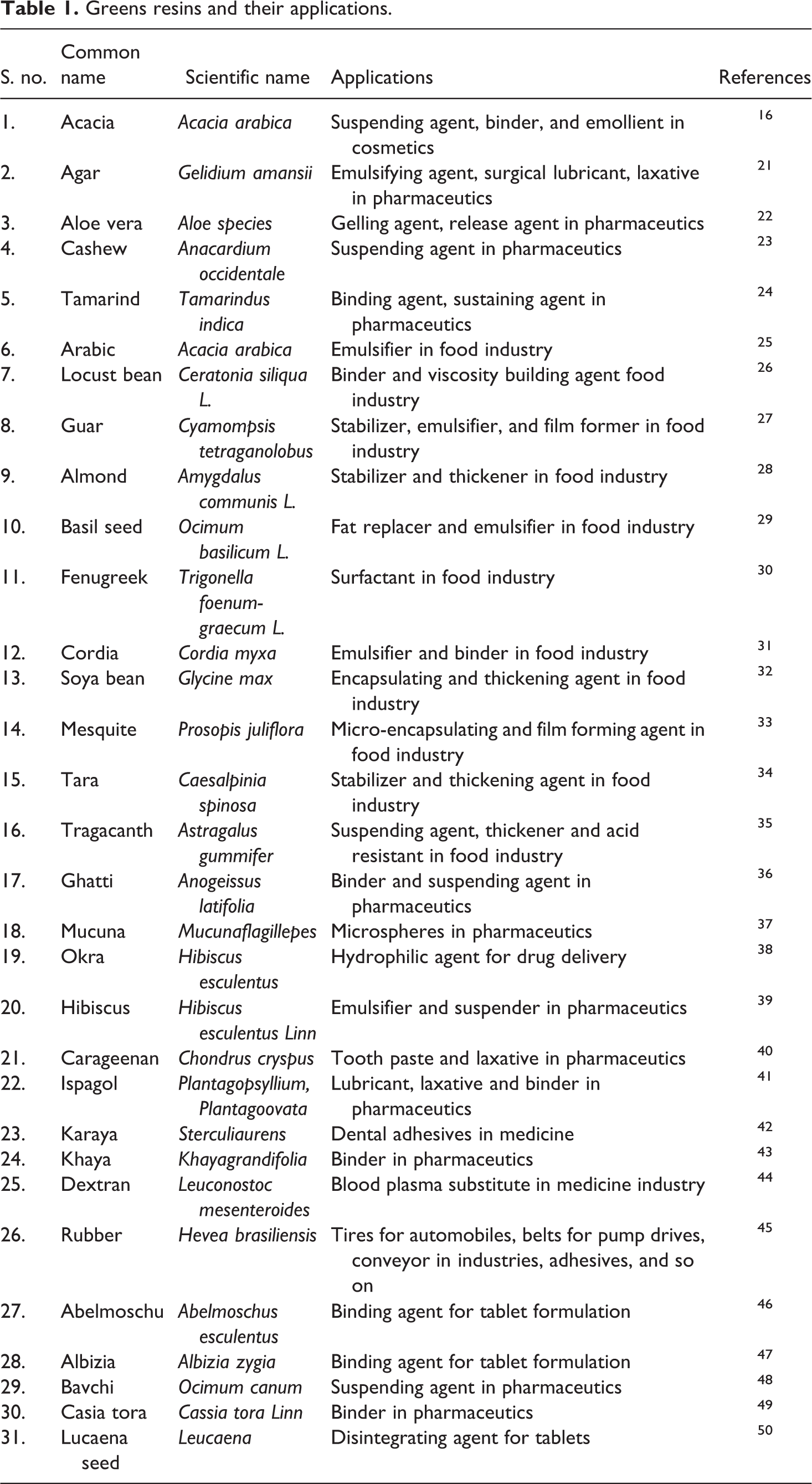
Green resins are abundantly available from many sources and are classified on the basis of charge, source and shape. On the basis of charge, the green resins may be non-ioinic and ionic. Non-ionic resins include tamarind, locust bean, xanthan, cellulose and so on and ionic gums are tragacanth, karaya, gellan, pectic acid and so on. On the basis of source, the green resins may be of marine origin, plat origin, animal origin and microbial origin as presented in Figure 1. The marine resins are derived from algae and some of them are agar, alginic acid, laminarin and so on. Some of the plant origin resins are Arabica, ghatti, guar, starch, pectin and so on. 20 On the basis of shape, the green resins may be linear or branched. Some important green resins and their applications are presented in Table 1.
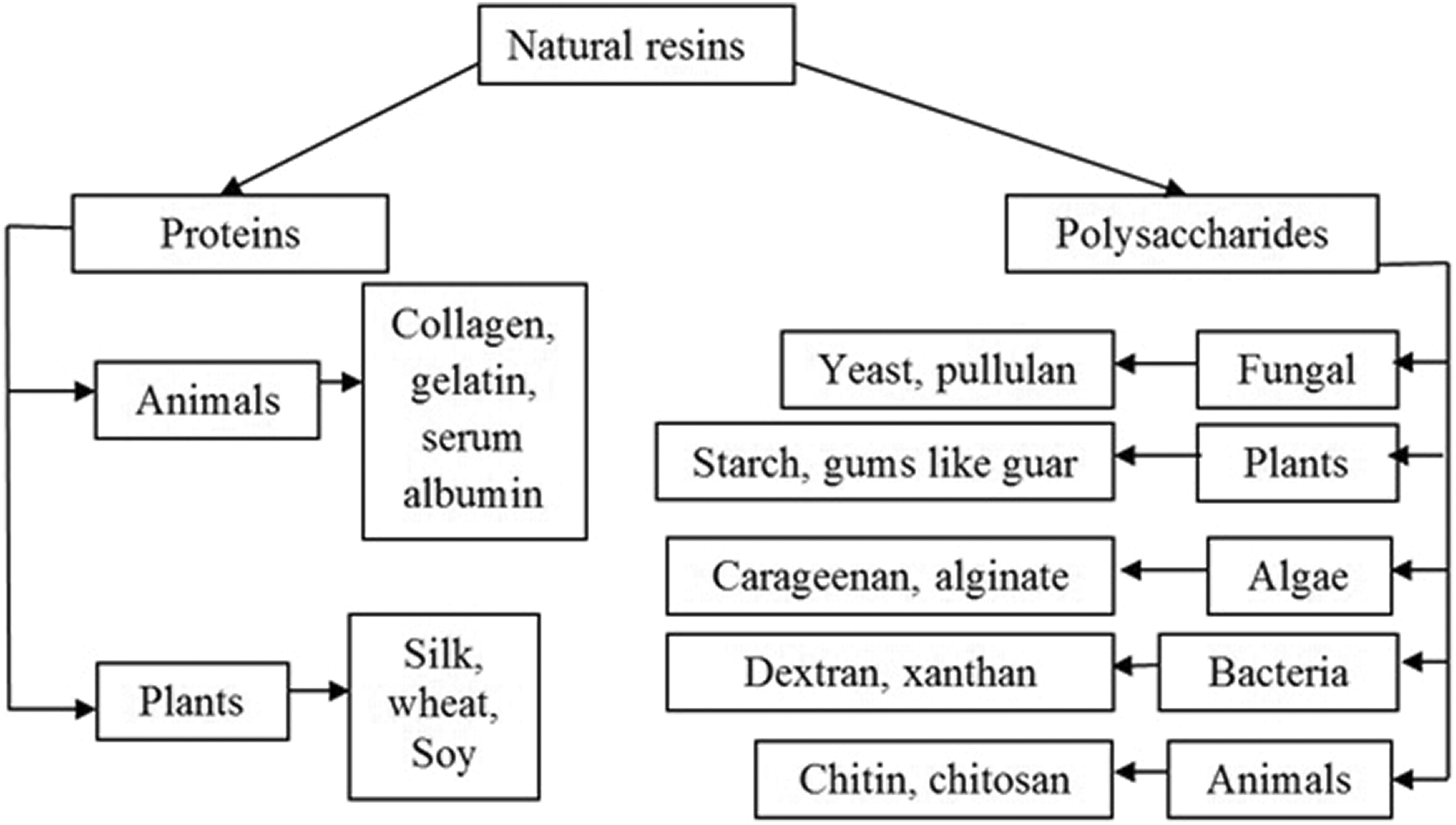
Classification of natural resins.
Greens resins and their applications.
Synthesis of banana sap
A green resin after deriving it from the natural source could not be used as it is. It is subjected to a series of chemical and physical processing. The primary step is to remove the impurities present in it. 51 Many green resins are in a liquid form during extraction from the plants and they become solid after a period of time naturally. As the collection of green resins is done over a period, all green resins are normally solid and very hard. Hence, green resins need pretreatments to make it in to a liquid or semisolid or as a powder. When a green resin is used for production of composite material, it must be in a liquid form and by using appropriate catalyst, hardener and reinforcement they are converted into a composite form. 52 The procedure of synthesizing a green resin is not similar. Each resin needs a special sequence and chemicals for synthesizing. Except rubber, very few researches have been carried out in the past for synthesizing green resins.
Banana is well known for its sap that is mucilage while cutting the banana plant. It is mainly used as a mordant in printing and dying industry. It has some specific characteristics like antioxidant and antibleeding and it is also used for browning the fruits, staining the clothes and fibers. 53 A research on green resin composites used banana sap as its resin matrix for composite manufacturing. During the synthesis of banana sap, a series of chemical treatments have been done to make the raw resin in to a regular resin. The treatments include curing the banana sap with 35% styrene and followed by treating with propylene glycol and maleic anhydride for several hours. The reaction for formation of propylene maleate is presented in Figure 2. 54 In another research on the processing of banana sap, maleic anhydride and propylene glycol have been mixed with banana sap and heated to about 240°C with continuous stirring for about 40 h. Then the mixture is treated with styrene that resulted in the cross-linking of polypropylene maleate double bonds with styrene monomer. 55 Figure 3 presents the reaction of how the ester of banana sap joins itself with backbone of polypropylene. Once the resin is prepared, composites are made by usual polymerization technique with the help of cobalt naphthenate as accelerator and methyl ethyl ketone peroxide as the catalyst.
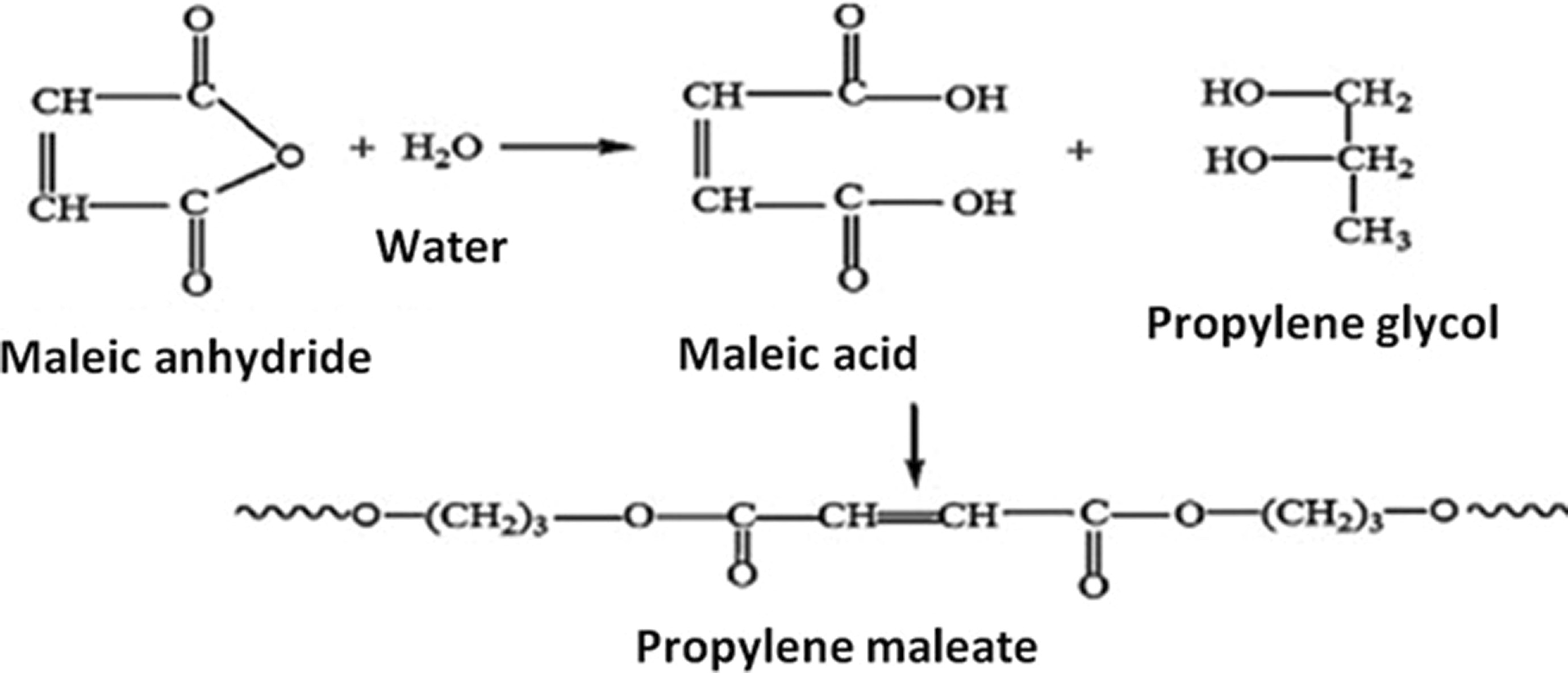
Reaction of maleic anhydride and propylene glycol. 55
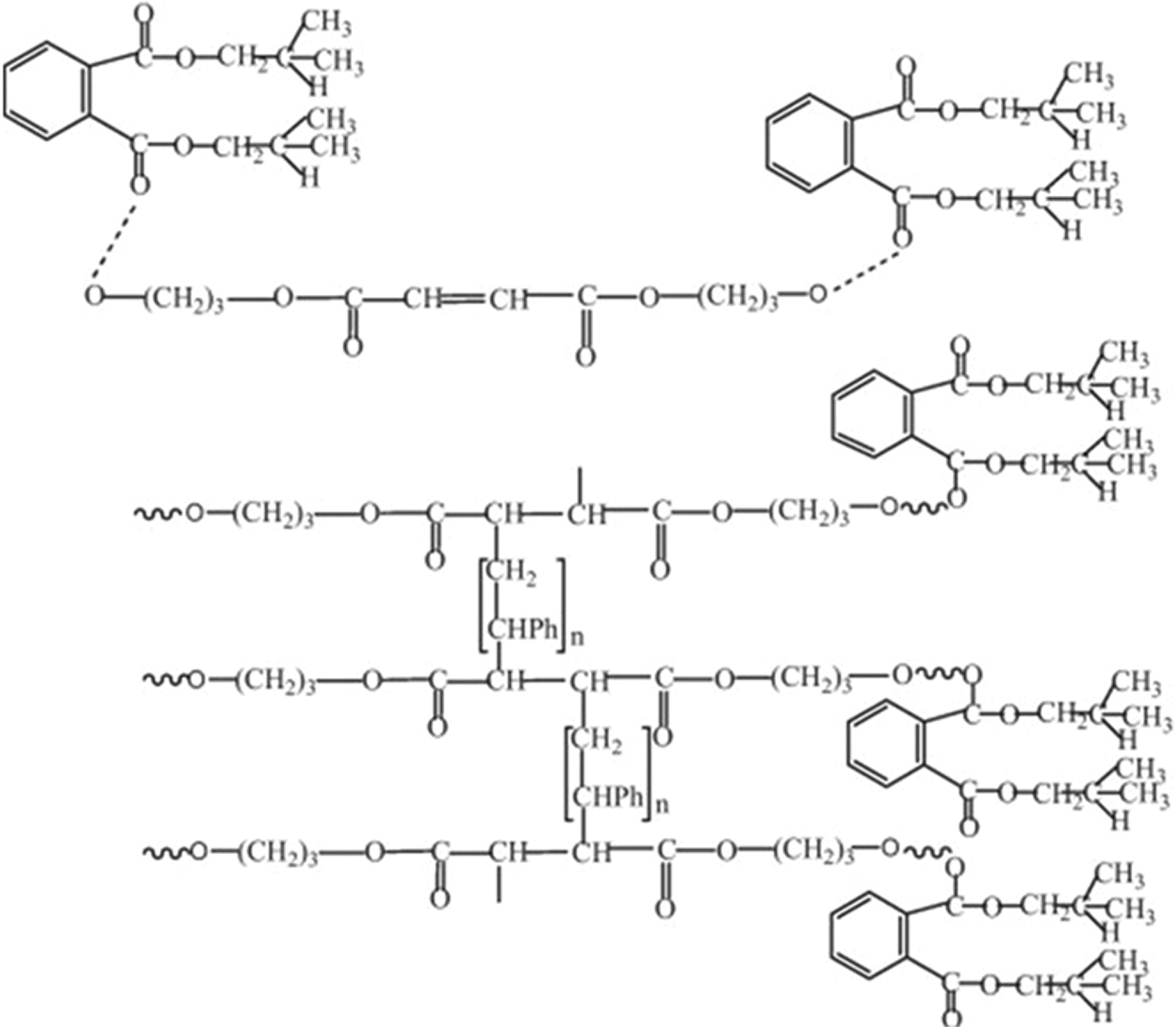
Mechanism of ester from banana sap with polypropylene. 55
Synthesis of lignin and tannin
Lignin is an organic polymer that acts as a support material for tissues of plants and algae. Lignin is the base material for making the cell walls and bark for trees and they are identified as cross-linked phenolic polymers. Lignin is used for breaking up of lignocelluloses, adsorbent, dispersant and in electrochemical applications. 56 In an investigation, lignin and tannin are used as matrix resin during composite preparation. Lignin powder is synthesized by initially treating with 30% sodium hydroxide solution keeping the pH value as 12. By continuous stirring, the lignin powder is converted in to liquid and is heated to about 58°C. Glyoxal is then added and continuously stirred under a hot atmosphere for about 8 h. The resulting resin is known as glyoxalated lignin resin. Tannin is another natural resin obtained from mimosa (Acacia dealbata), a plant with yellow flowers. It is also present in many trees like kathaa, ker, mango, babul, amla and so on. They are mainly used in the field of medicine for diabetes treatment. 57 The tannin extract is treated with sodium hydroxide solution followed by addition of water and 5% hexamine. Finally, this solution is added to the previously synthesized glyoxalated lignin in equal parts. The hexamine acts as a hardener and composites have been fabricated by reinforcing natural fibers. 58
Synthesis of urushi and moringa resins
Urushi is a tree mainly cultivated in Japan. The resin is obtained by making grooves on the stem similar to rubber extraction. Urushi resin is majorly used for formulation of lacquer and its predominant uses are for coating tableware, wooden furniture and military armours. A study on the influence of urushi resin with PTFE has been made by synthesizing the urushi lacquer. It is an emulsion and has same chemical structure like urushiol, water and laccase. Normally, urushi is cured by enzyme activity of laccase at room temperature for a long period of time, but this could be accelerated by enhancing the temperature. The urushi lacquer has some vital characteristics like high chemical resistance, hardness and less harm to human body. 59 The chemical reaction showing the formulation of artificial urushi is presented in Figure 4. Moringa Oleifera is a tree commonly known as drumstick. The leaves and fruits are used as food and the other parts are used in medicine. When the stem is broken, it segregates the sap that is in the form of a liquid. It becomes solid when it is open to atmosphere and almost behaves like polylactic acid (PLA). A research used moringa as the resin to fabricate composites. During the synthesis, the collected resin that is in the form of a hard solid is melted in furnace at about 135°C to convert it in to liquid form and also to place the reinforcements easier. The research has also utilized vinyl ester resin along with moringa and four reinforcing fillers, namely coconut shell powder, rice husk, bagasse and fungi, have been used during composite preparation. Planetary ball milling has been used for making the natural fillers and the samples have been fabricated using hand layup method. 60
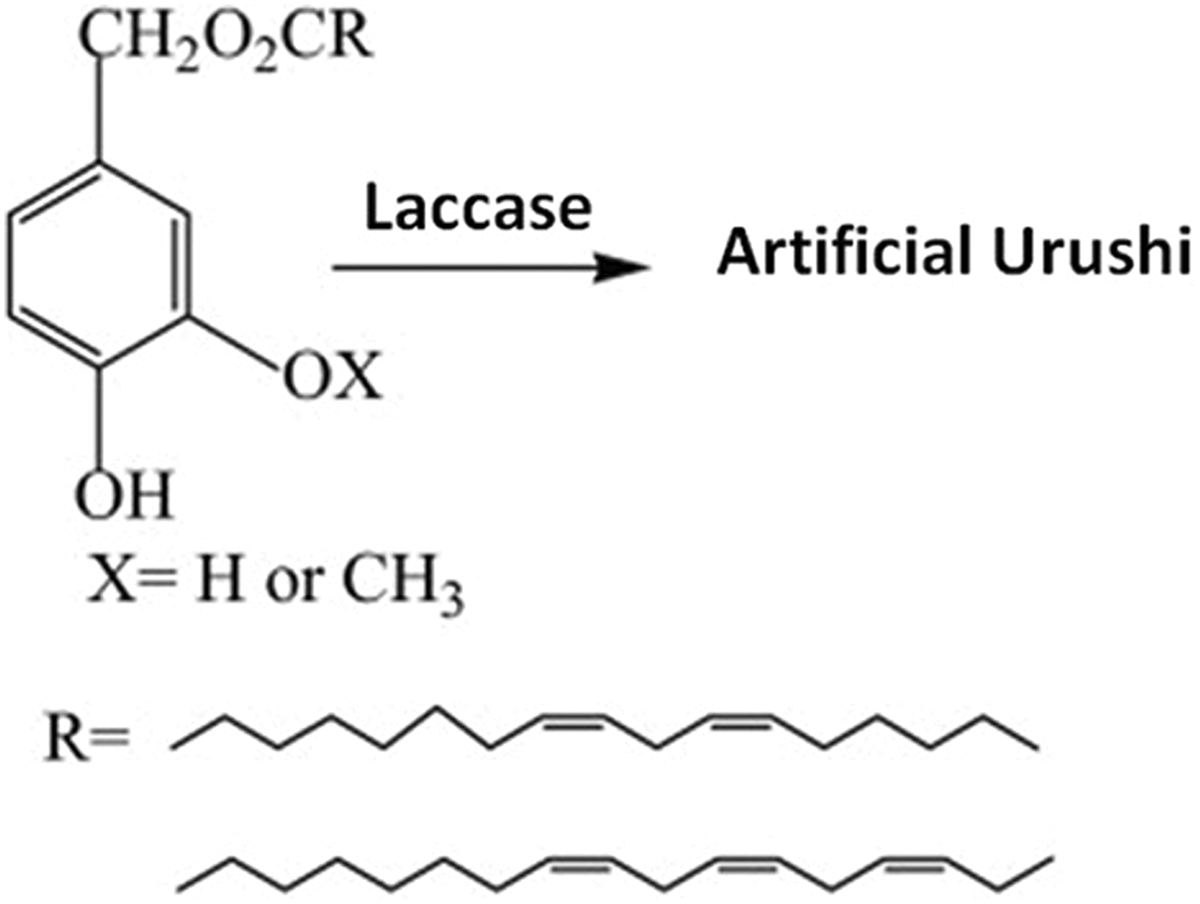
Formulation of artificial Urushi.
Synthesis of cashew nut shell resin
Cashew nut shell liquid is used for production of resins and they are used as a substitute for synthetic resins. They have applications in frictional materials like clutches and brakes. They also serve as a good binding agent during the manufacture of particle boards. 61 Cashew nut liquid is a phenolic compound and the major components are cardanol, anacardic acid, cardol and methyl cardol as presented in Figure 5. In a research, the series of steps to convert cashew nut liquid in to cashew nut formaldehyde resin has been discussed. Firstly, the cashew nut liquid is distilled under atmospheric pressure and also at a reduced pressure at about 230°C to get cardanol. Hexamethylenetetramine (HMTA) is added to improve the curing process. During this stage, HMTA degrades into dimethylenimine and other groups resulting in cross-linking of atoms. During composite preparation, the polymerization of cashew nut liquid is done using formaldehyde with sodium hydroxide as catalyst and HMTA as hardener. 62 The structure of cashew nut liquid-formaldehyde resin is presented in Figure 6. In another study, cashew nut liquid is mixed with 2 g of oxalic acid in a container with stirrer and cooler. The mixture is purged with nitrogen for about 10 min and the entire setup is heated to about 70°C. The mixture is now slowly added with formaldehyde and rested for 2 h to ensure proper chemical reaction. The mixture is finally heated until all the water gets evaporated thus resulting in pure cashew nut resin. 63
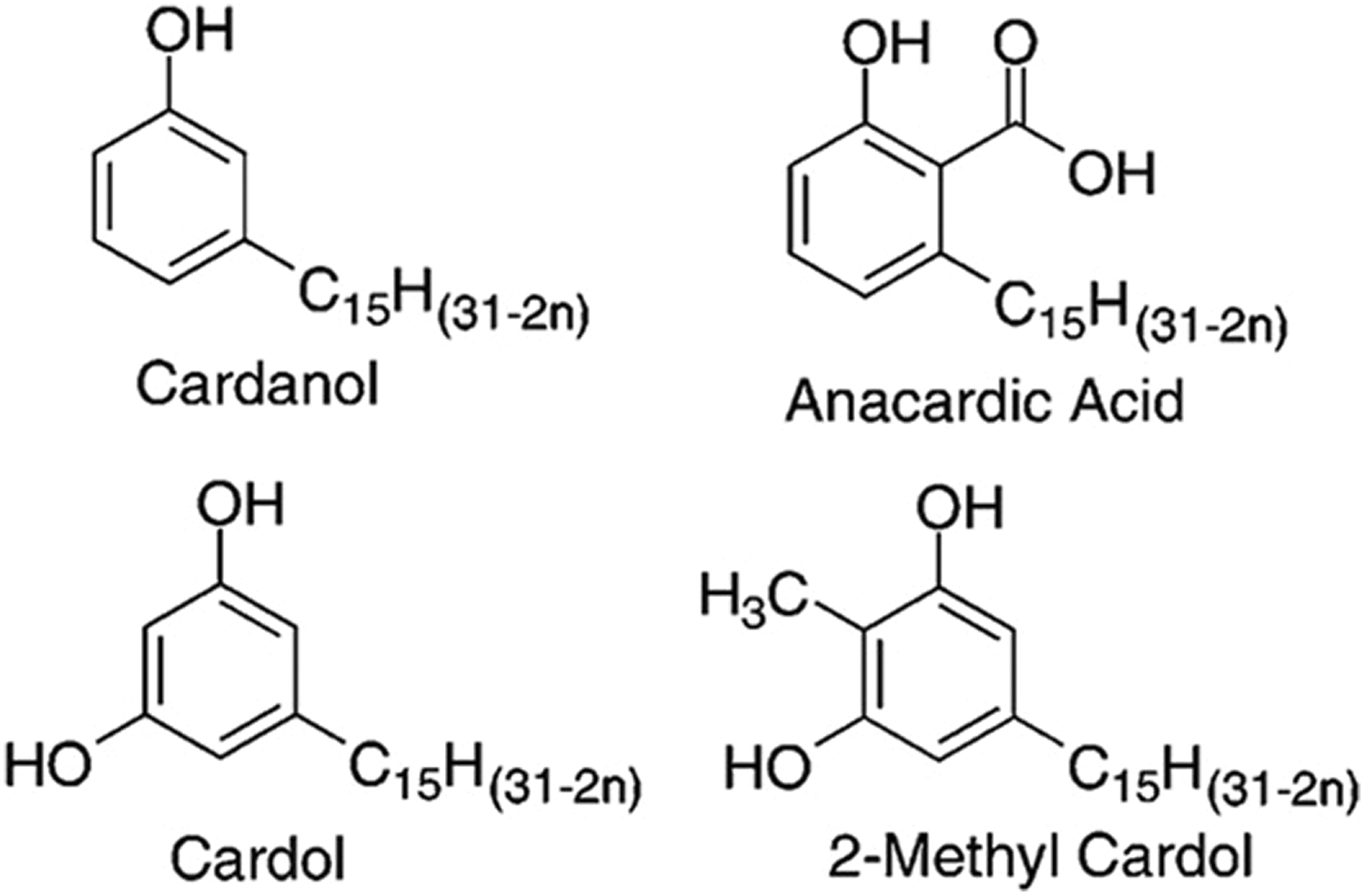
Components of cashew nut shell resin.
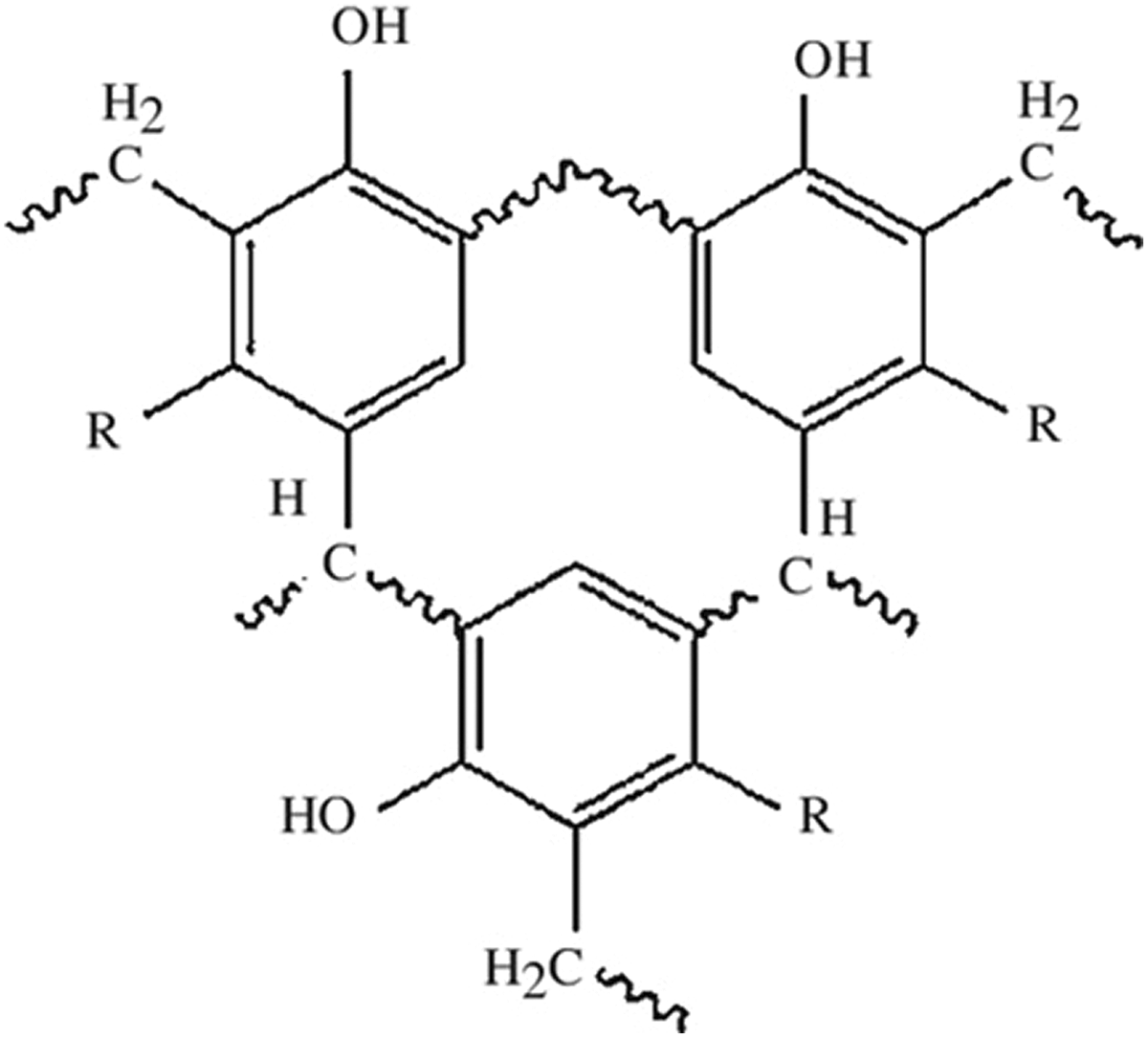
Structure of cashew nut liquid-formaldehyde resin.
Synthesis of guar gum and soya bean oil
Guar resin is majorly used in pharmaceutics for drug delivery carrier. A research on the guar resin-based composites used unsaturated polyester as the base matrix for fabricating the composites. During the synthesis, 5 g of guar gum has been acetylated using 9.48 g of acetic anhydride solution catalysed by 50 ml of pyridine solvent. The mixture is heated to about 90°C and different degrees of substitution are obtained by varying the reaction time. The derivative is dissolved in 25 ml of alkali and the ester is permitted for hydrolysis in 18 h duration. The unreacted alkali is let for back titration with hydrochloric acid. 64 Soyabean oil is edible oil and is also used in medicinal applications. The main molecule present in soyabean oil is the triglyceride. In its chemical structure, each triglyceride atom has three fatty acids and is joined by glycerol at the centre. A research utilized soyabean oil as the resin for composite fabrication. During the synthesis, firstly the triglycerides are epoxidized and then made to react with acrylic acid in order to get acrylated epoxidized soyabean oil. The oil is again mixed with styrene and permitted for free-radical copolymerization through redox decomposition. 65 The chemical reaction for formulation of acrylated epoxidized soyabean oil is presented in Figure 7. The composites have been fabricated using vacuum assisted resin transfer moulding technique with flax, hemp and recycled paper as the reinforcements. Cumyl peroxide and cobalt naphthenate are used as the initiator and catalyst respectively. The synthesis of soyabean oil could be done through different routes like epoxidation, amidation, malenization, acrylation, hydroxylation and glycerolysis. In another research, soyabean oil is synthesized by mixing the epoxidized oil with styrene and divinylbenzene. To initiate the polymerization, 1.5% of unsaturated polyester is added in the resin and nitrogen is purged to eliminate the reaction of oxygen with the initiator. 66
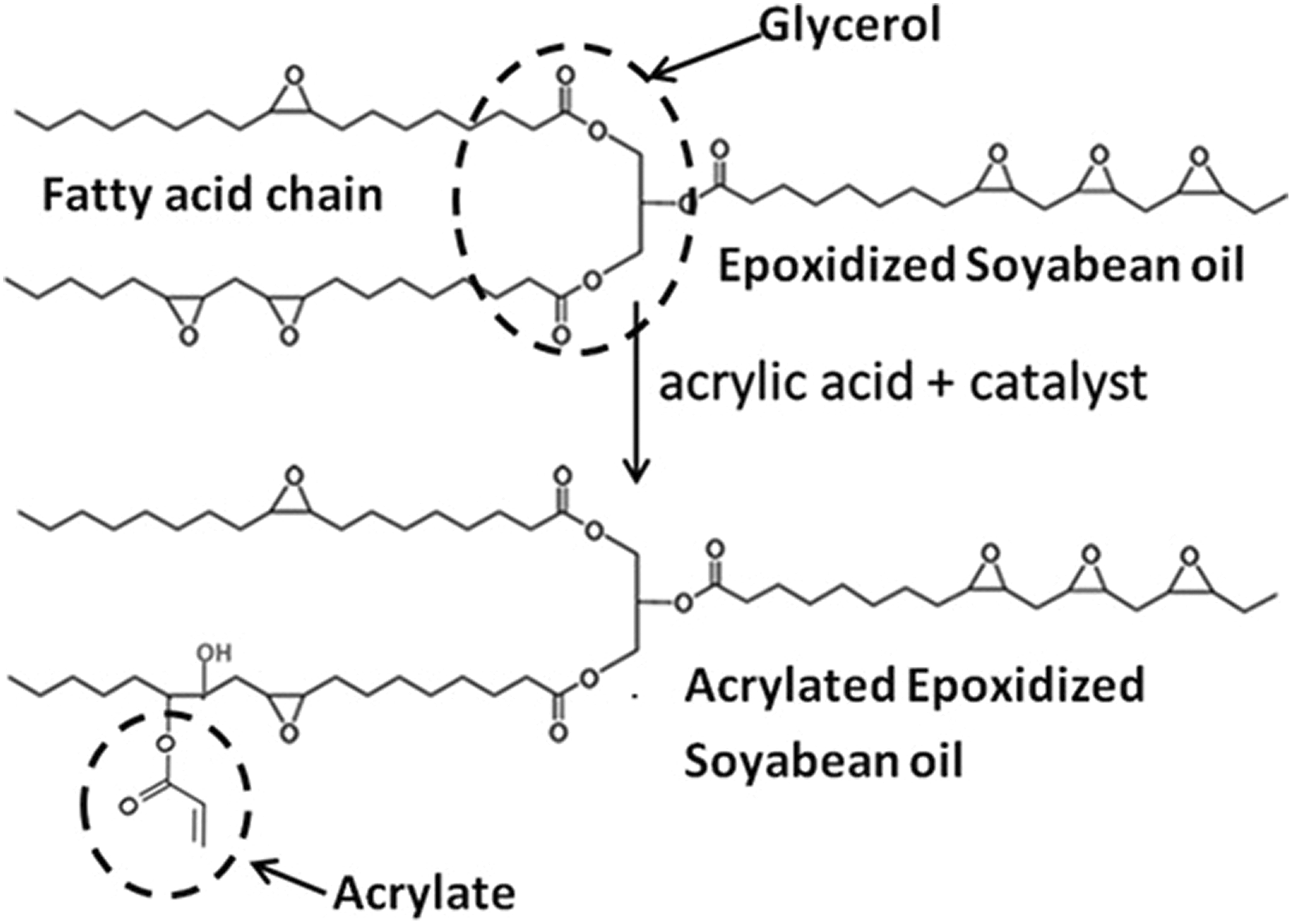
Reaction of tryglyceride to acrylated epoxidized soyabean oil.
Synthesis of rubber
Applications of rubber in the field of engineering are wide. Rubber after extraction from the tree needs a series of chemical processing before regular usage. In a study, the preparation of deproteinized rubber for composite synthesis has been discussed. High ammonia natural rubber is used as the raw material and is let for incubation with urea in presence of sodium dodecyl sulphate solution for about 1 h at atmospheric temperature. By proper centrifugation, the cream fraction that is redispersed in sodium dodecyl sulphate solution is separated. Then the cream fraction is washed several times in sodium dodecyl sulphate solution. 67 Epoxidized natural rubber (ENR) is commonly used in many research, the formulation of which from natural rubber with peracid is presented in Figure 8. In a research on rubber-based composites, purification of ENR for composite fabrication has been discussed. Initially, ENR is treated with chloroform at 25°C and stirred to about 24 h. Then the mixture is filtered to separate the high-molecular-weight ENR and low-molecular-weight ENR. Then the low-molecular-weight ENR is precipitated in n-hexane and subjected to stirring by a glass rod. During this operation, the precipitate gets stick to the glass rod and is separated to a Teflon dish. The precipitate is then heated in vacuum furnace at 50°C for about 2 days. The dried sample is now said to be purified ENR and then subjected to acid treatment. During the acid treatment, the purified ENR is dissolved in toluene solution by continuous stirring. The pH of the solution is set to 3 by mixing glacial acetic acid and stirred continuously to get a homogeneous solution. The solution is then heated at 110°C for about 3 h and followed by cooling to 60°C. This acid-treated ENR has been utilized as the matrix resin for composite preparation. 68
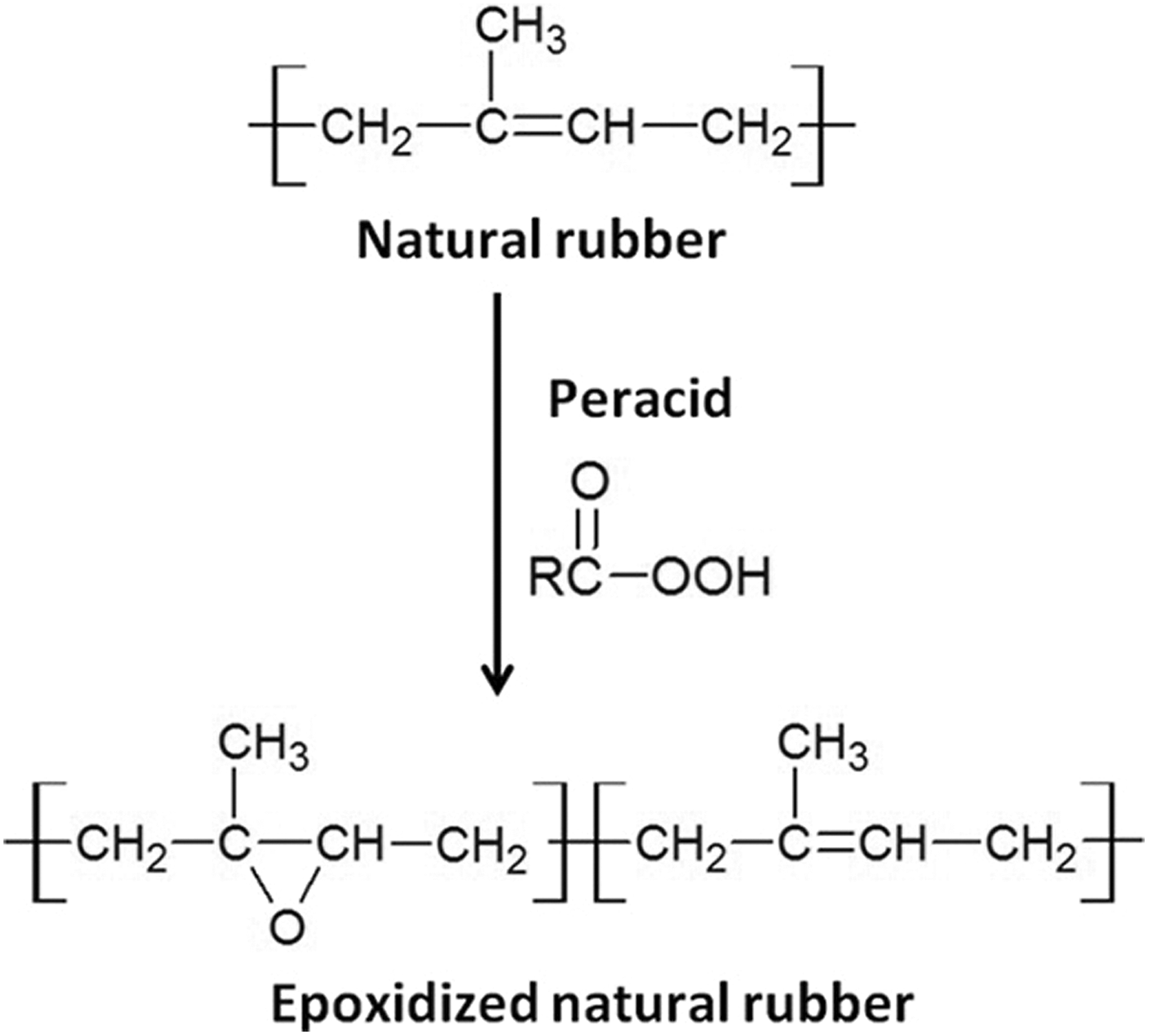
Epoxidation of natural rubber.
Characterization of green resin composites
Having given a clear understanding about the green fiber-reinforced composites that their characteristics are decided mainly by the properties of the reinforcements and matrix, 69 –71 the characteristics of green resin composites depend on the properties of resin after it has been synthesized. Once a green resin is synthesized, there will be tremendous variation on its characteristics as compared to that of the raw ones. A research on banana fibre-reinforced banana sap composites reported that the fabricated materials are suitable for non-functional parts. The study made comparison between composites made of only polymeric resin and composites made from both polymer and banana sap. It is revealed that the addition of 50% banana sap enhances the tensile strength, tensile modulus, flexural modulus, and thermal stability of the composites. Also, degradation tests concluded an increased microbial activity resulting in enhanced degradability. 54 In another research on banana sap composites, a comparison has been made between composites made of both banana and polyester and composites made of neat polyester. It has been concluded that the addition of banana sap enhanced the mechanical strengths to a notable extent and an optimum proportion of 50% of banana sap must be retained to achieve maximum strengths. 55
In another research, lignin and tannin resin are reinforced with flax and hemp fibres in the form of composites. A comparative investigation is made between composites made of only lignin and composites made of a mixture of lignin and tannin. To improve the properties, the composites are also subjected to corona treatment. The results revealed that the composites with a mixture of lignin and tannin give satisfactory results in terms of modulus of elasticity, breaking strength, and hardness. It is also concluded that the corona treatment effectively enhances the properties of the composites. 58 On the other hand, research on synthetic PLA-reinforced with flax fibres concluded that the incorporation of flax fibres alleviated the resistance to thermal degradation and enhanced the water uptake ability, impact strength, and stiffness of the composites. It is also suggested that the impact resistance could be elevated using a modified PLA as the matrix material. 72 This shows that the treatments to be given to a natural matrix and a synthetic matrix are not similar. Each matrix material needs a special treatment to improve the characteristics of the composite. Investigations on composite made of urushi and polytetrafluorethylene (PTFE) mixture concluded that the friction and wear behaviour of urushi and PTFE mixture is superior to that of the virgin PTFE. It is recorded that 30% of PTFE is an optimum proportion to mix with urushi and the resulting compound is sound in self-lubricating property. 59 During the characterization of composites made from moringa resin filled with coconut shell powder, rice husk powder, bagasse and fungi, a resin to filler ratio of 60:40 has been maintained. A comparison between moringa mixed composite and neat resin composite revealed that there is a substantial improvement in the mechanical properties using the moringa resin partially in the composite and the resulting composites are more suitable for light load applications. 73 On the other hand, a study on coconut shell powder- reinforced PLA composites reported that the inclusion of coconut shell powder alleviates the tensile strength and strain at break of the composites but enhances the modulus of elasticity and thermal stability. 74 This proves that the effect of reinforcement in the natural matrix and synthetic matrix is different.
Gum arabic has proven to be a good binder for core preparation in foundries. A 4–6% gum arabic mixed with conventional binders like water glass, bentonite, industrial starch and linseed oil provides maximum permeability, moldability and scatter index and high compressive strength. Also, it is proved that this binder has a low refractoriness of 1200°C, which helps for better collapsibility during knockout. 75 Investigations on hemp-reinforced cashew nut liquid composites reported that the composites with unidirectional fibres produced maximum mechanical strengths with alleviated porosity. Also, it is concluded that an elevation in moulding pressure alleviates the mechanical strengths to a notable extent. 76 A comparative study between cashew nut resin and polyester resin composites showed that the compressive strength of cashew nut resin composite is comparable with the polyester composite. On the other hand, the tensile strength of cashew nut resin composite is more than that of the polyester composite. 63 Enhancing the biodegradability nature of composites is the core theme of researchers in recent days. Guar gum is proved to be an important agent for enhancing the biodegradability of synthetic polymer composites. This could be achieved by adding the guar gum in the form of fillers in the synthetic matrix. 77,78
A study on the utilization of soyabean oil as matrix resin for composites used four natural reinforcements, namely flax, cellulose, pulp and hemp during composite fabrication. A comparative analysis between the composites revealed that the use of recycled paper pulp effectively enhances the impregnation, surface bonding and flow thus elevating the modulus of the composite up to five times as compared to the virgin resin. The results also suggested that the soyabean reinforced with pulp is suitable for construction materials and furniture. 65 Investigations on epoxidized soyabean oil resin-based composites reported that the tensile and flexural modulus of the composite goes up proportionately with the 1,1,1-tris (p-hydroxyphenyl) ethane triglycidyl ether content. On the other hand, the flexural strength goes up with an elevation in the reinforcement content until 10% thereafter the strength goes down. The tensile strength shows a similar trend with a saturation limit of 13.5% fibre content. The overall performance of soyabean oil as found to be satisfactory as compared to that of the petroleum-based oils. 79 A comparative investigation between two types of rubber reinforced with jute fibres has been made to know the mechanical performances. Composite made from deproteinized natural rubber and high ammonia natural rubber have been studied and revealed that deproteinized rubber improves the mechanical properties to a maximum extent as compared to the high ammonia rubber. 67
Furfuryl alcohol is an organic compound derived from corncob and sugarcane. It has many applications like adhesives and coatings in foundry. Research on agave and sisal-reinforced polyfurfuryl alcohol matrix has been made and reported that the presence of reinforcement enhances the flexural strength of the composite to a notable extent, whereas there is no change in the flexural modulus. 80 Furfuryl-based resins are commercially available in the name of QuarCorr. A research used two resins namely QuarCorr1001 and QuarCorr1300 for composite preparation. p-Toluenesulfonic acid monohydrate (pTam) and commercial QuarCorr2001 (Q2001) are used as the catalyst in different proportions (1– 6%) during composite formulation. The analysis revealed that, the use of 2.5% pTam and 3% of Q2001 as catalyst resulted in a maximum tensile strength and is on par with the synthetic epoxy-based composite. Moreover, it has been concluded that the curing time has less significance on the Young’s modulus but has a high significance on the tensile strength of composite. 81
Conclusion
The present study has made a comprehensive survey on various green reins, their synthesis and problems faced during composite formulation and characterization. The major conclusions drawn are as follows: Many green resins are available in nature and are majorly used in medicinal and food industry. Limited research has been done in synthesizing the green resins as a proper matrix for composites. All the available green resins are not suitable for composite development. Many resins stay in the form of liquid even after a series of chemical processing and hence they do not form composite structure. Green resins like rubber, moringa, guar, cashew nut liquid, urushi and soyabean oil are proven to be good as a matrix resin for composites. Other resins are yet to be processed and have a wide scope for future research. Each green resin needs a separate route for synthesis and all those routes require a series of chemical and physical processing techniques. During the synthesis, the process parameters like pressure, temperature, catalyst, initiator and so on play a vital role on the composite property. As the green resins are aimed to produce biodegradable composites, utmost care must be taken during synthesis as these techniques may alleviate the biodegradability nature of the resins. Characters of green resin composites are not similar to that of the synthetic resin composites. The behaviour of green resin composites not only depends on the properties of resin but also depends on the properties of reinforcement used and its ability to react with the surrounding matrix. Some green fibres more suitable for green resins and as compared to synthetic fibres like glass and carbon, green fibres are more compatible with green resins and the resulting composites are on par with the properties of synthetic composites.