
Abstract
The present study investigated the effects of exposure of bamboo–plastic composites to three aggressive fungi species on mass loss values. Polyvinyl chloride was used as the synthetic matrix of the composite. Three mixing combinations were used for bamboo–polymer composites, namely 40/60, 50/50, and 60/40. The injection-molded process was employed to produce the composites. Specimens were prepared according to modified European standard specifications (EN-113) to be exposed to white-, brown-, and soft-rot fungi each month for 4 months. The results indicated that the soft-rot fungus (Chaetomium globosum) generally caused higher mass losses in all bamboo/plastic combination ratios. Brown- and soft-rot fungi demonstrated different mass losses on different combination ratios. However, the white-rot fungus (Trametes versicolor) caused nearly the same mass losses on all three combination ratios. Moreover, T. versicolor was highly significant with respect to mass loss and moisture content. It can therefore be concluded that the T. versicolor has a different decay metabolism when compared to the brown- and soft-rot fungus used in this study.
Introduction
Wood and wood composites have been used as a valuable, natural, renewable material in many applications for centuries. 1,2 However, wood is susceptible to deterioration and damage by fungi, insects, and weather. 3 –8 To increase its resistance, chemical and nonchemical protection measures are used. 9 –11 Acetylation, 12 impregnation with melamine resin 13 and with 1, 3-dimethylol-4,5-dihydroxyethylen urea 14 as well as thermal modification (heat treatment) 15 are among some of the most widely used forms of protection. An additional protection possibility is the incorporation of wood into a thermoplastic matrix. This new material known as wood–plastic composites (WPCs) provides many beneficial material properties. 16 –18
WPCs have been utilized for the last few decades. WPCs have been widely accepted for many outdoor applications. This material is marketed as durable and maintenance free, although the material has shown susceptibility for long-term durability. 19 The wood used in WPCs is most often in particulate form (e.g. wood flour) or very short fibers and bundled fibers rather than long individual wood fibers. Products typically contain approximately 50% wood, although some composites contain very little wood and others as much as 70%. 20
As the wood component of a wood–thermoplastic composite is hydrophilic and the plastic is hydrophobic, a compatibilizer is often used to improve interfacial bonding of the two different phases. 21 One of the most common compatibilizers used today is a maleic anhydride grafted polypropylene (MAPP). 22 To increase the compatibility between fiber and plastic, recognition of a suitable compatibilizer is very important in improving the interfacial adhesion, thereby developing an effective interface structure with improved physical and mechanical properties of the composites. 23
Maleated coupling agents have always been used in reinforced composite material. Two important functions of maleic anhydride—polyolefin in the composite is to produce economical products and to create good interaction between maleic anhydride (MA) surfaces that link polyolefin with reinforced fiber composites. Keener et al. 24 showed that the addition of 3% maleic anhydride polyethylene (MA-PE) coupling agents in wood composites doubled the tensile strength when compared to the ones without coupling agents.
Several techniques ranging from chemical treatment and grafting of short-chain molecules and polymers onto the fiber surface using coupling agents and radical-induced adhesion promoters have been reported for improving interfacial bonding. 25 –27 As reported, 24,28 grafting is one of the techniques to improve wetting between the fiber and matrix by promoting interfacial bonding through diffusion of the chain segments of the grafted molecules with the matrix. Coupling agents and radical-induced adhesion enhance interfacial bonding by producing covalent bonds between the fiber and the matrix. 23 Thermoplastic polymers, mainly derived from fossil, are plastics that can be repeatedly melted, such as polyethylene (PE), polypropylene (PP), and polyvinyl chloride (PVC). Thermoplastics are used to make many diverse commercial products, such as milk jugs, grocery bags, and siding for homes. 20,29 Moreover, compression molding is commonly used in industry and it is easy to handle.
Generally, wood species used in production of wood thermoplastic composites include pine, maple, and oak 20,22 that usually are aged between 20 and 30 years. However, the rapid growth of population and demand for wood products in the world as well as reduced pressure on forest resources led to the use of other lignocellulosic and raw materials. In this regard, bamboo is the fastest growing and most versatile plant on Earth. Bamboo is referred to a unique group of tall grasses with woody jointed stems. 30 Cellulose is primarily responsible for strength in the wood fiber because of its high degree of polymerization and linear orientation. 31 The cellulose content in bamboo is 40–60%, higher than that in hardwoods; cellulose content of softwoods and hardwoods is 40–52% and 38–56%, respectively. 32 Bamboo is a potential lignocellulosic material, which can be used in thermoplastic composites to reduce the use of fossil fuel-based materials. Bamboo exhibits high potential due to its availability, good material properties, and high-yield resources. The utilization of bamboo for thermoplastic composites would reduce the demand for plastics and the environmental impact associated with their production and disposal. Several studies have shown that bamboo is a very good prospect for reinforcement of thermoplastic composites and is a promising substitute for WPC products. 33
The scope of this study was to investigate a suitable bamboo: PVC mix ratio that can provide better biological resistance to different wood-deteriorating fungi (white-, brown-, and soft-rot). As to the great potential of nanotechnology and nanomaterials to improve properties of different materials, 34,35 with due consideration of previous studies that demonstrated improving effects of nanoclay and other mineral nanomaterials on physical, mechanical, and even biological properties of wood–plastic composite panels, 36 –41 the composite panels produced in the present study were also treated with nanoclay for comparison.
Material and methods
Material preparation
PVC, obtained from the commercial grade name Z30 S, was purchased from Bandar-Emam Petrochemical Co., Khuzestan Province, Iran in granule form. Green stems of Bamboo (Bambusa arundinacea Willd.) were prepared from Nowshahr gardens. Bamboo stems were air dried under a sunshade for 4 weeks and then fragmented by a hammer mill. The whole bamboo stem, including skin, was utilized. Bamboo flours were passed through laboratory sieves. The fraction between 40 and 60 mesh screens was used. The flour was dried for 24 h at 103 ± 2°C. To prevent moisture absorption from the air, sawdust was kept in plastic bags. To complete the formulation, following additives were mixed with the main components: MAPP as compatibilizer, polyethylene wax as lubricants, nanoclay and borax as fire retardant, and calcium carbonate as mineral filler (Table 1).
Compositions of bamboo/plastic polymer mixtures evaluated for resistance to fungal attack and moisture uptake.
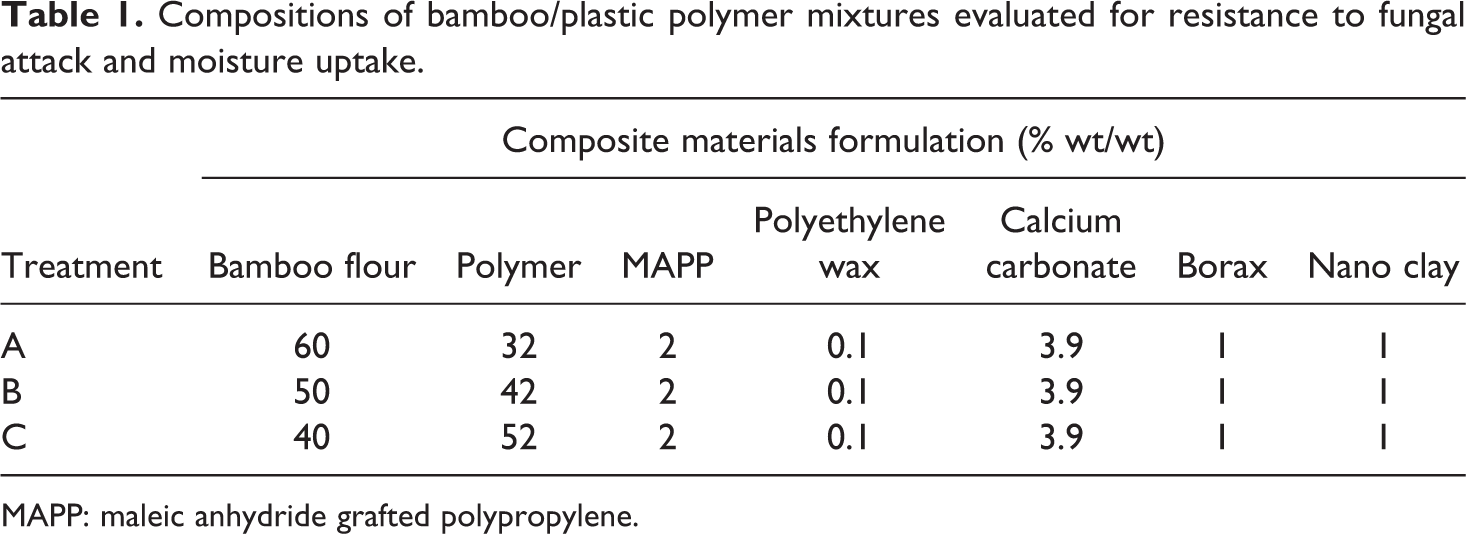
MAPP: maleic anhydride grafted polypropylene.
Samples preparation
Dried bamboo flours and PVC powder were mixed based on their weight ratios (Table 1). Once the ingredients of each composite formulation were weighed to a 0.01 g precision, they were manually mixed and again kept in plastic bags before the compression molding process. Care was taken to mix the ingredients as homogenously as possible.
Composite production
Extrusion
Bamboo flour, PVC, and additives were dry blended in a mixer (Reimelt Henschel, FM L 30 KM 85, Mischsystemse GmbH, Kassel, Germany) and heated until a product temperature of 120°C was reached. For neat formulation, no bamboo flour was added to the dry blend. The dry blend was compounded to granulate by counter-rotating twin-screw extrusion (Collins, Germany). Extrusion was carried out at screw speeds of 70 r/min at 2 kg/h feeding rate with temperature settings of 155, 160, 165, 170, and 175°C from the hopper to the die. Pure polymers and additives were loaded into the feed hopper by using gravimetric metering device whereas bamboo fibers were introduced to the barrel at the side feeder between zones 3 and 4. The strands leaving the circular extruder die with diameter of 3 mm were pelletized. The pelletized composites were then oven dried at 80°C for 24 h and stored in a sealed plastic bag inside desiccator for injection molding.
Injection molding
The dried pelletized composites were then injection molded with a single gate for biological test specimens using an injection molding machine (Eimen Machine, Iran). The barrel was set at temperatures between 160°C and 170°C, an injection pressure of 85 bar, cooling time of 55 s, and mold temperature of 20°C with loading speed of 45 r/min. These processes were used for all treatments. All treatments were produced with the same density of 1.26 g/cm3. The specimens were kept at room conditions for 1 week before performing the test.
Biological assessment
Source of fungi
The white- and brown-rot fungi Trametes versicolor (L:Fr.) Pilát isolate 122 and Gloeophyllum trabeum (Pers.:Fr.) Murr isolate 121 were provided from Bari culture collection at Technical Faculty of Sari No 2, Sari, Iran. The soft-rot fungus Chaetomium globosum Kunze: Fr. isolate P10 was obtained from Prof. Schmidt’s laboratory of Hamburg for determination of mass loss according to European standard method EN-113. 42
Sample preparation and incubation
To determine the mass loss by European method EN-113, a modified method was performed as described by Bravery. 43 The samples were sized in 30 × 5 × 3 mm3 (longitudinal by width by thickness). All samples were kiln-dried at 103 ± 2°C for 48 h. They were then weighed and steam-sterilized in autoclave chamber by 1.5 bar at 121°C for 21 min. The mycelia of fungi were maintained on 4.8% Malt Extract Agar (MEA). Six replicates of the bamboo-plastic composites (BPC) test samples were exposed to the fungi at 25 ± 2°C and 65 ± 5% relative humidity (RH) for 120 days. Samples were harvested at 30-day intervals, brushed clean of mycelia, oven dried, and weighed to calculate mass loss (ML) according to EN-113, and moisture content was determined.
Statistical analysis
Hierarchical cluster analysis using Ward methods with squared Euclidean distance intervals was carried out by SPSS/18 (2010). Cluster analysis was performed to find similarities and dissimilarities between treatments based on more than one property simultaneously. The scaled indicator in each cluster analysis shows how much treatments are similar or different; lower scale numbers show more similarities while higher ones show dissimilarities. Fitted-line plots were made by Minitab software, version 16.2.2 (2010).
Results and discussion
Results showed that the lowest (0.48%) and highest (3.53%) ML values occurred in B40-PVC60 and B60-PVC40 specimens exposed to white rot (WR) and soft rot (SR), respectively (Figures 1 and 2). These observations were in agreement to the amount of lignocellulosic materials in the test specimens. In comparison to the other two WR and BR fungi, SR generally resulted in higher ML values in all bamboo/polymer combinations. This showed the aggressive behavior of this fungus toward lignocellulosic materials specifically. The B composition showed similar ML values for all three fungi during the first three months of exposure (Figure 1(b)). In the last month of exposure, however, brown rot (BR) and SR increased significantly in ML values, but WR retained its steady increasing trend. In the control hornbeam specimens, no outstanding difference was observed between the ML caused by these three fungi (Figure 3). As shown in the graphs, the ML caused by SR increased as bamboo content increased. Schmidt et al. 44 reported that C. globosum caused severe degradation in bamboo after 6 months of incubation. Generally, major bamboo degrading fungi belong to the group of the well-known higher fungi, the Basidiomycetes and Ascomycetes. Their hyphae can penetrate deeply into bamboo tissue. However, brown- and white-rot fungi grow within the lumen of cells and produce different enzymes, which enter the wood cell wall and digest cellulose, hemicelluloses, and lignin. 30 The soft-rot fungi are mostly Ascomycetes. In contrast to Basidiomycetes, their hyphae grow mainly inside the cell wall. They use cellulose/hemicellulose polymers and produce few changes in the lignin molecule.
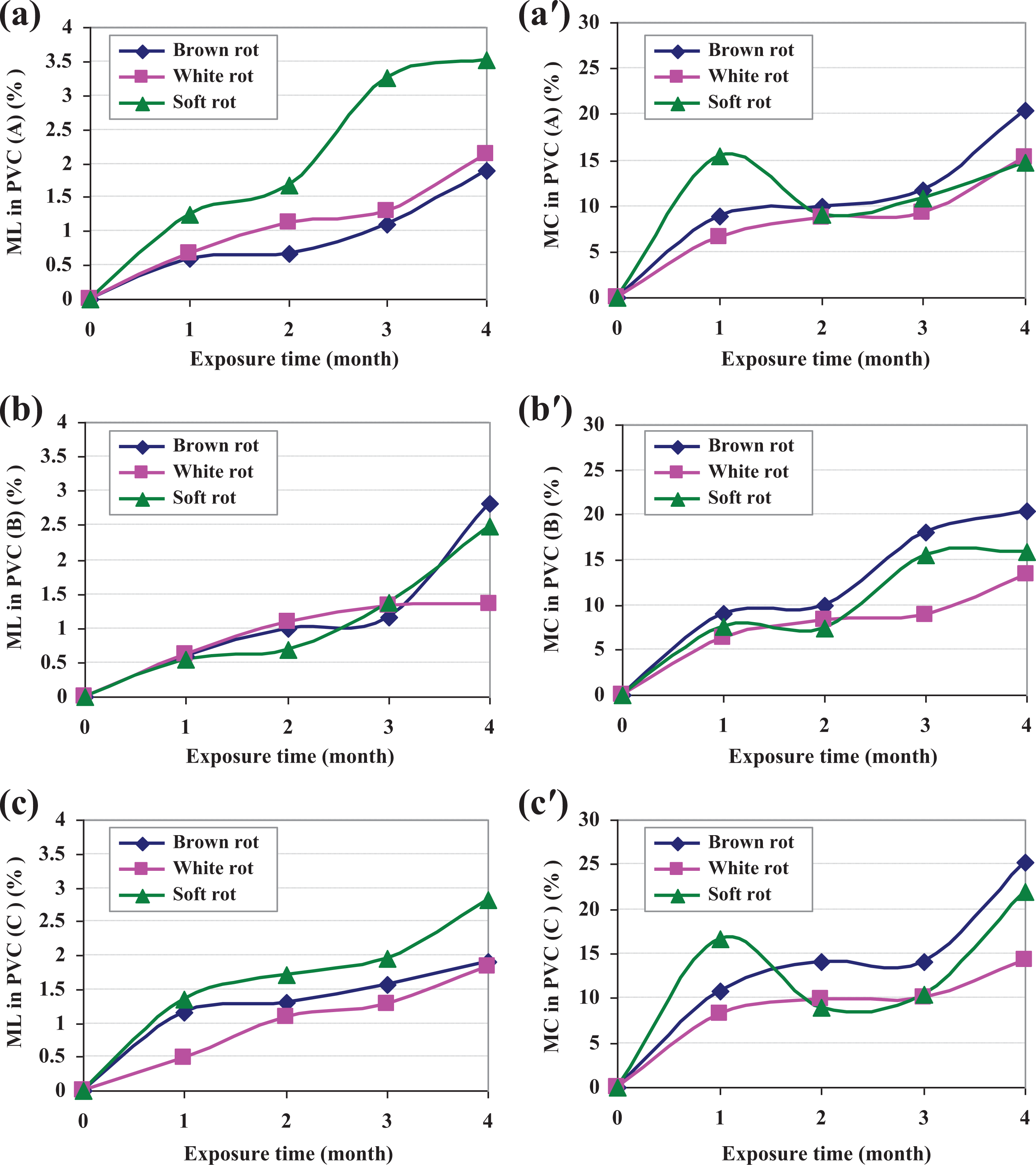
Mass losses (a, b, c) and moisture contents (a′, b′, c′) grouped based on the three different fungi, produced in bamboo–plastic composite samples exposed to different fungal types.
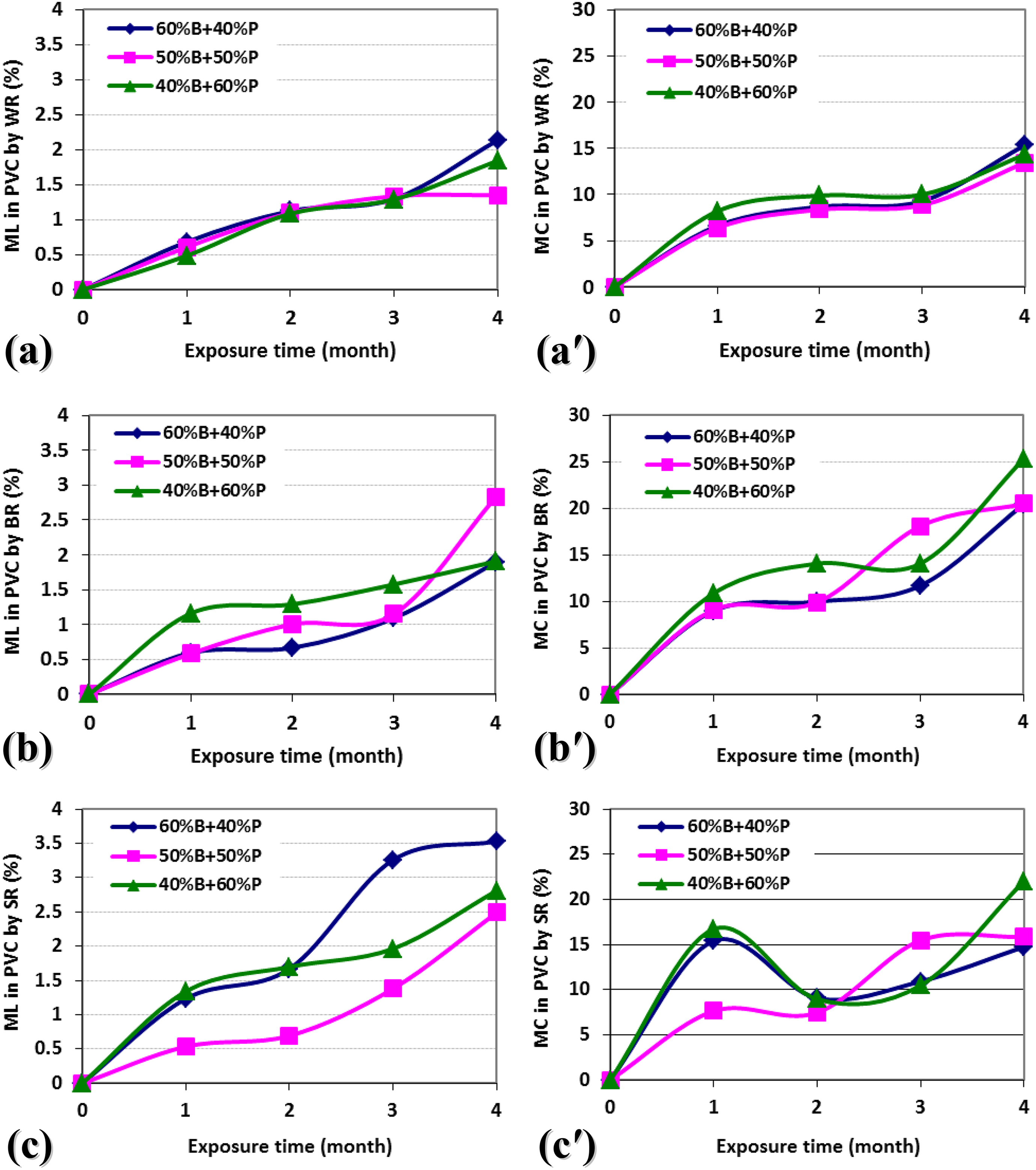
Mass losses (a, b, c) and moisture contents (a′, b′, c′) grouped based on bamboo/PVC production proportions and produced in bamboo–plastic composite samples exposed to different fungal types.
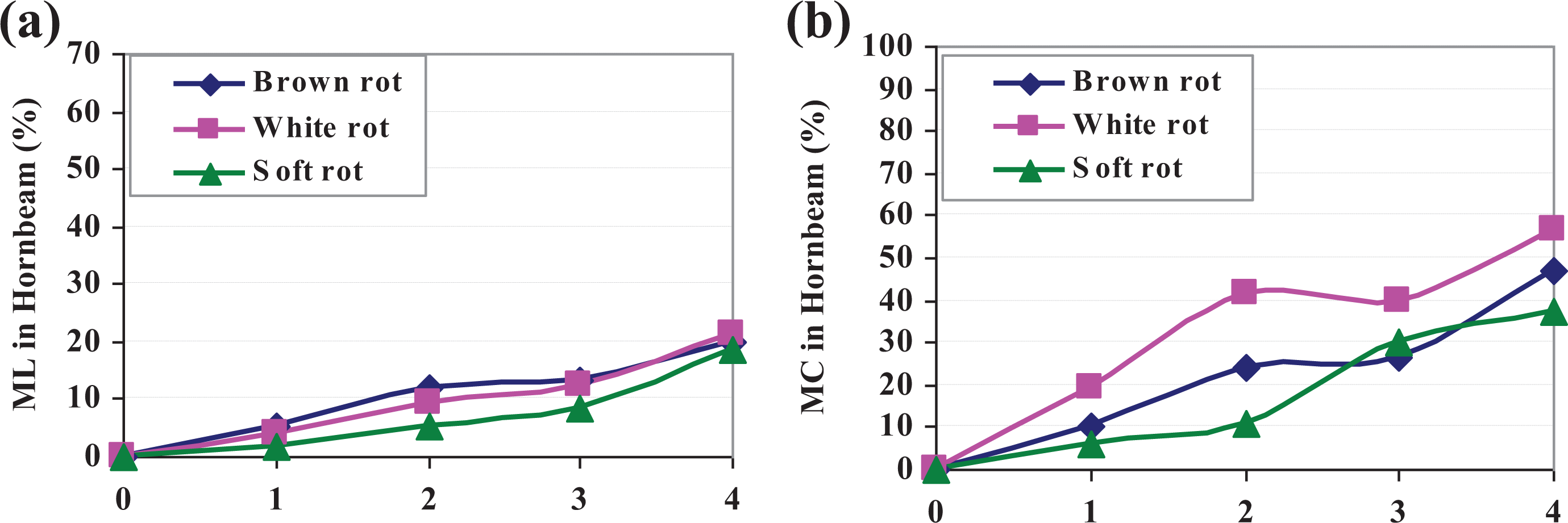
Mass losses (a) and moisture contents (b) produced in the control hornbeam wood specimens, exposed to different fungal types.
Moisture content graphs at different exposure times and exposed to different fungi illustrated that MC values in the last month of exposure increased in all compositions and when exposed to all fungi (Figures 1 and 2). This increasing trend was also present for ML in the last month for all treatments. Fitted-line plots showed high significant R 2 between the ML and MC values in the specimens exposed to WR as well as in the control specimens (hornbeam wood species) (Figure 4(a) and (b)). Low and insignificant R 2 values were found for SR and BR fungi. This indicated that fungal metabolism, MC, and ML had a close relationship in hornbeam as well as the bamboo composite panels when exposed to WR fungus but cannot be generalized to BR and SR fungi. Contour plots also showed different patterns for ML and MC versus bamboo contents for different fungi (Figure 5(a) to (c)), confirming that the three fungi studied had different preference toward different bamboo as well as different moisture contents. Further studies should be carried out in this regard to determine the different aspects and metabolism of these three fungal types.
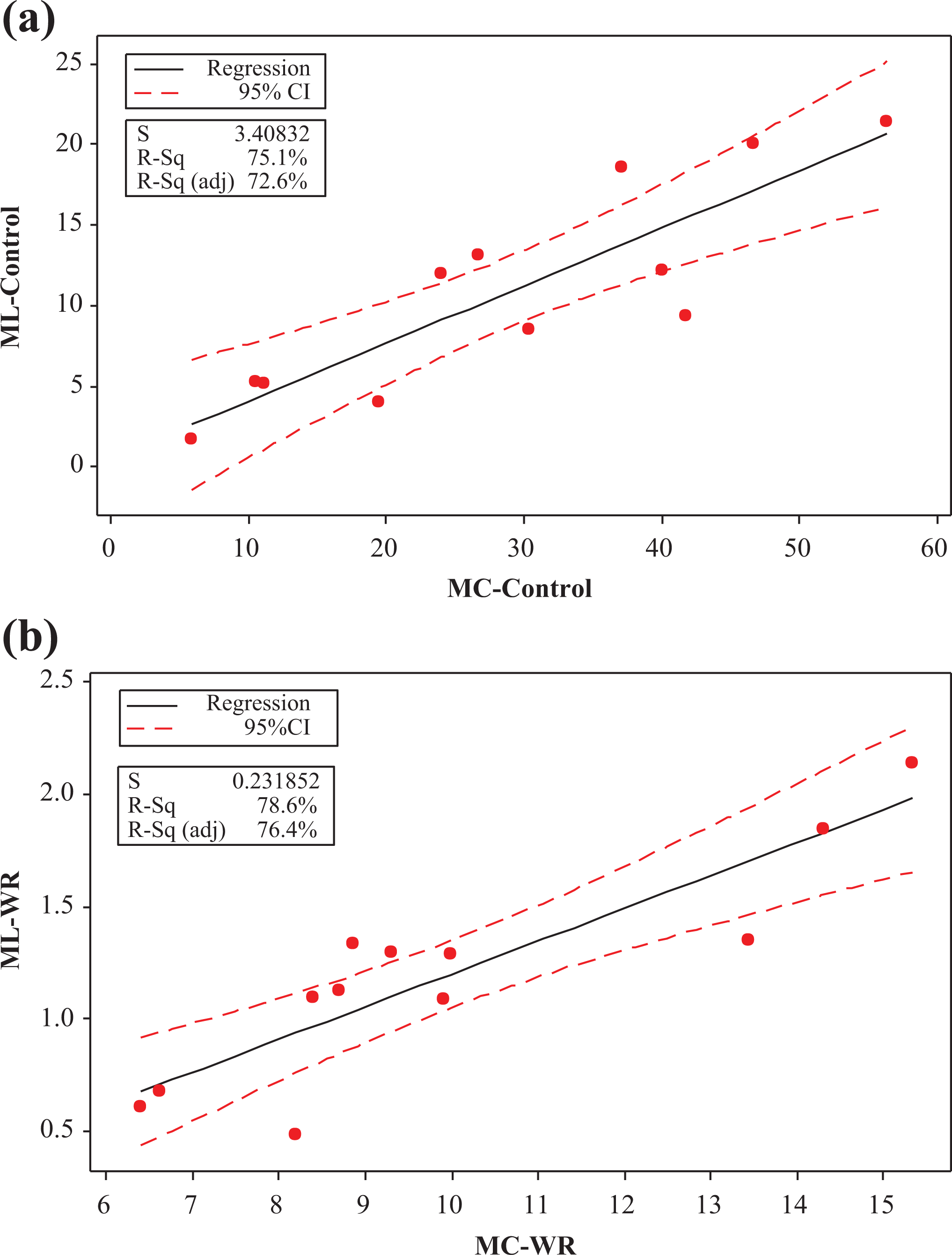
Fitted-line plots between ML and MC values in the hornbeam wood control specimens (a) and bamboo-composite specimens (b) exposed to WR fungus, Trametes versicolor.
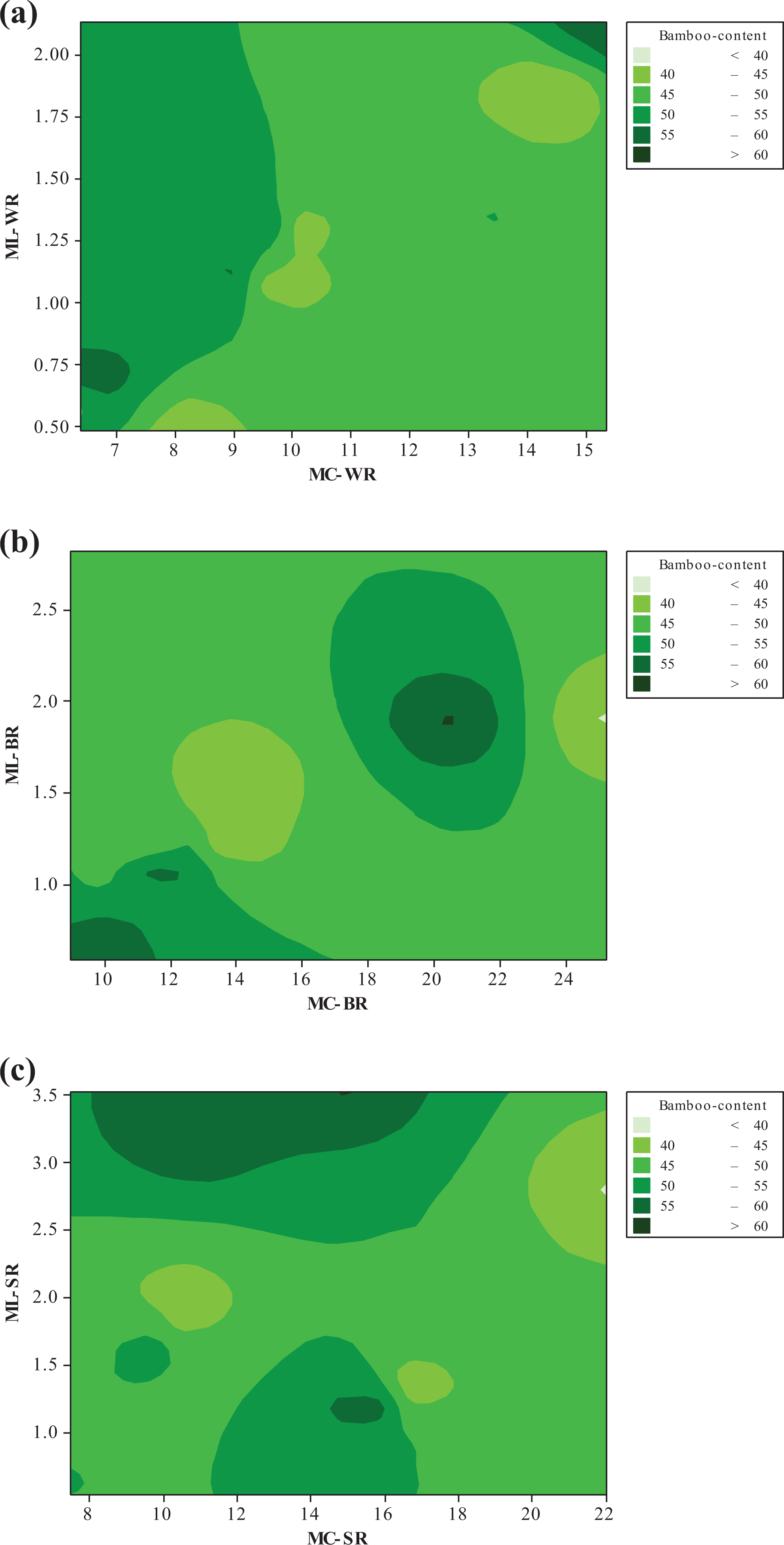
Contour plots between ML and MCs values of bamboo contents for: (a) WR, (b) BR, and (c) SR fungi.
The results were indicative that there was a relationship between MC and ML. It is to be noted that as a result of metabolic activities of nearly all fungal species, energy-rich adenosine triphosphate (ATP) is formed that in turn produce and release fungal enzymes. 4,45,46 Interaction of these enzymes on wood polymers results in an increase in moisture content of wood. In the present project, the MC increase was correlated with the ML fluctuations, which occurred in the composites.
Cluster analysis based on the ML values of the four exposure times showed that the WR fungus had a completely different effect in comparison to the other two fungi at 95% level of confidence (Figure 6). This indicates that T. versicolor has similar decay on all three bamboo/PVC plastic combinations, whereas the other two fungi reacted differently with regard to different combinations.
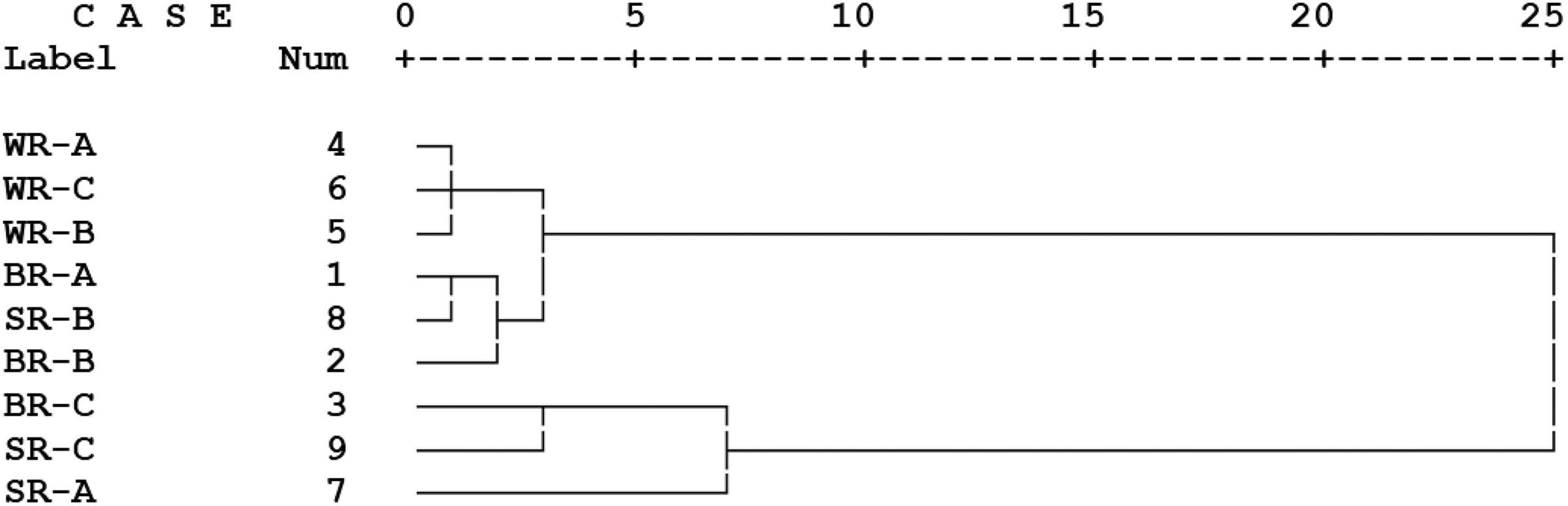
Cluster analysis based on the ML values of the four exposure times (WR = white-rot fungus; BR = brown-rot fungus; SR = soft-rot fungus; A, B, and C = three compositions of bamboo/PVC plastic).
Conclusions
Bamboo–plastic composite panels were produced with different bamboo contents of 40, 50, and 60%, based on the dry-weight of the composite panels. As the synthetic matrix, polyvinyl chloride was used to produce the composites with an injection-molded process. To evaluate the biological resistance of the composite produced, a modified European standard (EN-113) was used to expose the specimens to three types of fungi: white-, brown-, and soft-rot, for durations of 1, 2, 3, and 4 months. Based on the results, it was concluded that the soft-rot fungus (C. globosum) generally had a higher decay on bamboo–plastic composites with different combination ratios. Brown- and soft-rot fungi demonstrated different mass losses on different combination ratios. However, the white-rot fungus (T. versicolor) caused nearly the same mass losses on all three combination ratios. The high significant R 2 between mass losses versus moisture contents for T. versicolor, along with the low R 2 for BR and SR, indicated that the white-rot fungus had different decay metabolism. Further studies should be carried out to clarify the aspects of difference between the metabolisms of the three fungi.
Footnotes
Acknowledgement
The authors are grateful to Prof. Olaf Schmidt from Department of Wood Biology, University of Hamburg, Germany, for providing the isolate of fungi and his great scientific collaboration and support.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.