
Abstract
In most engineering applications where fluid lubrication is practically impossible such as high temperature environment, solid lubrication becomes an alternative option. Polymers such as polytetrafluoroethylene are often used for solid lubrication due to their ability to provide low friction on interfacial sliding conditions. However, polymeric materials often show low wear resistance, which limits their applications. Therefore, there is need for high wear resistance polymers or polymer composites for such application. In this study, wear resistance of poly (vinylidene fluoride) (PVDF) was improved by incorporating hydroxylated titanium dioxide (TD-OH) and functionalized graphene nanoplatelets (fGNPs). The composites were fabricated by solution blending and further processed by melt compounding. Raman and X-ray diffractometer were used to characterize the particles, while morphological study and wear scars on the composite samples were examined using scanning electron microscope. From the results obtained, wear volume (WV) reduced from about 0.6255 mm3 for pure PVDF to 0.2439 mm3 for 3.34 wt% fGNPs composite and further reduced to 0.1473 mm3 with the addition of 10 wt% TD-OH to 3.34 wt% fGNPs composite. These are about 61% and 76% reduction respectively, compared to pure PVDF. It was noted that increase in TD-OH content up to 20 wt% in fGNPs binary composites increased the WV of the ternary composites. This indicates that ceramic nano-fillers at appropriate proportions in polymer/graphene composites can enhance the wear resistance of such composites. On the other hand, the ternary composites showed lower thermal stability compared to the binary composites, which was attributed to low thermal stability product(s) of chemical reaction between fGNPs and TD-OH in the PVDF matrix.
Introduction
In various engineering applications, materials with low coefficient of friction and high wear resistance are desired. This is because not all engineering applications are suitable for liquid lubrication during operation to reduce frictional coefficient, wear rate (WR) and wear volume (WV). Hence, the need for solid lubricant and/or self-lubricant materials arises. Polymeric materials often show self-lubrication behaviour under wear condition due to film transfer to sliding counterface and adhesion of such film on the counterface. For better self-lubrication, low coefficient of friction and low WR, some wear conditions must be favourable such as thin film transfer to sliding counterface, uniform covering of sliding metal asperities by thin film and good adhesion on the sliding counterface. 1 Experimental investigations have shown that wear loss of bulk polymer under wear test occurs by two mechanisms: initial removal of polymer debris from the bulk polymer (initial film transfer to the sliding counterface) and removal of transfer film from the sliding counterface. 2
Therefore, understanding of these mechanisms has led to modification of polymer matrix with various inorganic fillers, ranging from micro-fillers to nano-fillers with improved wear resistance in most cases. However, there are considerable factors that influence wear properties of polymer composites. These include but not limited to type of fillers used, dispersion of fillers in the polymer matrix, temperature distribution during wear (where increase in temperature softens bulk polymer and results in high film transfer to the counterface 3 ), and roughness of the counterface (where rougher counterface has been proved to have lower wear loss due to uniform film transfer on the counterface compared to smoother counterface 4 ). These and other factors are uncertain for prediction and difficult to measure, which have placed barrier on rigorous study and quantitative analysis of tribological behaviour of polymers and their composites. Both micro- and nano-fillers have different characteristics and influence on wear resistance of polymers. For instance, inorganic micro-fillers often require high volume fraction of above 25% to improve wear resistance. 1 Because micro-fillers have appreciable dimension projected into the polymer matrix under consideration, they reduce the rate of material removal from the bulk composite by the sliding counterface and detachment of film transferred on the counterface. 2 On that regard, various researchers have improved wear resistance of polymers with various micro-fillers such as cupric oxide in a thermosetting polyester 5 and copper monosulphide in polyphenylene sulfide. 6
Comparing nano- and micro-fillers, nano-fillers maybe considered to have insufficient size required to improve the wear resistance of polymeric materials. However, their large surface area is an advantage in enhancing the wear resistance of polymers in which they are incorporated. Some nano-fillers have shown increase in wear resistance when added into the polymer matrix. For instance, 2 wt% nano Al3O2 (aluminium oxide) in polyphenylene sulphide showed enhanced wear resistance but decreased with increase in Al3O2 content. 4 While Wang et al. 7 recorded significant reduction in WR with 20 wt% Al3O2 in the polymer matrix. Polyetheretherketone has shown continuous decreasing WR with the addition of zirconium dioxide up to 7.5 wt%, beyond which the WR of the composites started increasing. 8 In another study carried out by Zhang et al., 9 incorporation of polyacrylamide-grafted SiO2 into epoxy revealed continuous reduction in specific WR up to 6 vol%.
Currently, 2D nano-fillers such as graphene are used in the modification of the polymer matrix to improve wear resistance. Graphene is a carbon-based material with atoms in hexagonal and sp 2 honeycomb structure. Its high aspect ratio and large surface area to volume ratio distinguished it from other nano-fillers. Due to its excellent properties, it has been used in enhancing various properties of polymers such as mechanical properties 10 and thermal properties. 11 Graphene can significantly enhance polymers’ wear properties at a very low concentration. 12 Most graphene ranges from few microns by width to few nano thickness depending on the number of sheets stacking. Graphene nanosheets or nanoplates forms large in-plane dimension in the polymer matrix, which enhance the wear resistance of such composites even at high concentration up to 10 wt%. 2 Han et al. 13 recorded about 49.4% improved wear property by incorporating 0.75 wt% reduced graphene in poly (vinylidene fluoride) (PVDF) matrix. Thangavel et al. 14 reported decreased WR from 0.15 µm3/(cycle mN) for pure PVDF to 0.07 µm3/(cycle mN) for 0.5 wt% functionalized graphene oxide (GO) composite. Also, about 94.1% reduction in specific WR was reported with the addition of 0.5 wt% GO in epoxy. 15 In another study by Li et al., 16 about 75% reduction in specific WR was obtained by incorporating 0.7 wt% graphene in monomer casting nylon 6. Incorporation of 3 wt% GO in ultrahigh-molecular-weight polyethylene matrix reduced its WR by 40%. 17 In addition, reduction in coefficient of friction and WR with GO in nitrile rubber nanocomposites has also been reported. 18 A study carried out by Bhargava et al. 19 revealed that thickness of graphene platelet has influence on the wear resistance of polytetrafluoroethylene (PTFE) composites. The authors recorded improved wear resistance for various thicknesses of graphene platelet incorporated in PTFE when compared to pure PTFE. These improvements in wear resistance reported by various researchers with graphene/polymer nanocomposites are due to excellent properties of graphene in changing properties of polymers.
Furthermore, addition of ceramic nano-fillers in polymer/graphene nanocomposites has been demonstrated to improve the dielectric performance of such ternary composites. 20 –22 To the best of our knowledge, no work has investigated wear and thermal properties of such ternary composites for application in frictional environments. In our investigation, it was noted that wear resistance of polymer/graphene nanocomposites could be improved with the addition of ceramic nano-powder at the concentration of about 10 wt%. Ternary composites containing 10 wt% hydroxylated titanium dioxide (TD-OH) showed significant improvement in wear resistance and lower coefficient of friction compared to pure PVDF and functionalized graphene nanoplatelets (fGNPs) binary composites. Such composites can find application as solid lubricants where high wear resistance and low coefficient of friction are required.
Experimental section
Materials
PVDF powder (average M w approximately 534,000, density – 1.74 g mL−1 at 25°C), slightly oxidized graphene nanoplatelets (GNPs; carbon > 95 wt%, oxygen < 3 wt%, surface area – 110 m2 g−1, diameter – 2–3 μ, thickness 6–8 nm average), anatase titanium dioxide (TD) nano-powder (assay – 99.7%, particles size – 25 nm, MP – 1825°C, density – 3.9 g mL−1 at 25°C, surface area – 45–55 m2 g−1), 3-hydroxytyramine hydrobromide (HTHB; assay – 99%, MP – 218–220°C) and N,N-dimethyl formamide (DMF; assay ≥ 99%) were purchased from Sigma-Aldrich (South Africa). Ammonia solution (25%), hydrogen peroxide (H2O2; assay – 29–32.0%) and nitric acid (HNO3; assay 68.0–70.0%) were sourced from Thembane Chemicals (South Africa).
Modification of GNPs and TD
HTHB was used in the functionalization of the slightly oxidized GNPs to enhance dispersion in the polymer matrix. Typically, 100 mg of GNPs was dispersed in 100 mL of distilled water with the help of ultrasonicator at 80°C for 1 h. Afterwards, 80 mg of HTHB was added to the mixture under ultrasonication. Then ammonia solution was added in drops into the suspension to trigger the reaction. The mixture was mechanically stirred and ultrasonicated for 6 h at 80°C. Afterwards, black solution was obtained with hydrophilic behaviour. The slurry was washed several times with distilled water and DMF till the mixture turned clear. On the other hand, TD was hydroxylated using H2O2 and HNO3 to enhance compatibility with fGNPs in the polymer matrix. The hydroxylation was carried out following dispersion of 1 g of TD in 300 mL of HNO3 under magnetic stirring. Then 100 mL of H2O2 was gradually added to the mixture with slow heating up to 60°C. The mixture was then allowed at this temperature for 6 h. TD-OH was obtained after washing several times with distilled water and ethanol.
Composites preparation
Desired amount of fGNPs and TD-OH was incorporated in the PVDF matrix by solution mixing with the aid of simultaneous mechanical stirring and ultrasonication for 1 h at 80°C. Firstly, fGNPs and TD-OH were pre-dispersed in DMF. The mixed co-fillers were then introduced into pre-dissolved PVDF. The mixture was ultrasonicated and stirred for 1 h to homogenously disperse the co-fillers in the PVDF matrix. The mixture was cast onto a clean glass substrate and dried in an air circulating oven till the weight became invariant. The dried composites were later milled and further processed by melt-compounding process using HAAKE Rheomix 600 OS (Thermo Scientific, United States) for 15 min at 200°C and 150 r min−1. The composites were then hot pressed to flat shape of about 0.15 cm thickness and 2.5 cm diameter using carver press moulder for 5 min at 200°C and 10 MPa. Binary composites of 1.67, 3.34 and 6.67 wt% fGNPs were prepared. Finally, 10 and 20 wt% TD-OH were respectively added to the binary composites for fabrication of the ternary composites.
Characterization and tests
Successful functionalization of GNPs was investigated using Raman spectrometer (LABRAM-HR, Horiba Ltd, Japan). The spectrometer used has excitation wavelength source of 414.5 nm laser. X-Ray diffraction (XRD) patterns of TD, TD-OH and composite samples were examined using X’pert PRO PANalytical diffractometer (Panalytical Ltd, Netherlands) at 30 kV and 40 mA. This was carried out at room temperature with copper K α radiation at a scanning angle range of 2θ = 10°–90°. Morphology of the composites and dispersion of the co-fillers in the PVDF matrix were examined using high-performance scanning electron microscope (SEM; VEGA 3 TESCAN, Czech Republic) at an accelerated voltage of 20 kV. The samples were coated with conductive carbon before viewing under the SEM. Also, the micrographs of the composites’ wear scars were presented. The composites were subjected to wear test using tribometer (Anton Paar, Austria) in accordance with the ASTM G99-95 standard. The test was carried out under rotating module at ambient temperature and humidity of 50%. The test was running at a speed of 200 r min−1 in a pin-on-disc configuration with steel ball of 0.3 cm radius and 0.03 µm roughness (Ra). The test per sample ran for 1 h and covered a sliding distance of 12 km under applied normal load of 10 N. The surface of the sliding ball was constantly cleaned with ethanol and acetone after each test before proceeding to the next. WV or wear loss (mm3) of the composites was estimated from the mass loss of the composites using their respective densities. Their WRs (mm3 N−1 m−1) were calculated as the ratio of WV to the product of applied force and sliding distance. The results presented in this report are average of three tests per sample. Melting and crystallization behaviours of the composites were investigated using differential scanning calorimetry (DSC Q2000, United States) under nitrogen environment. The samples were heated from 0°C to 200°C and cooled back to 0°C at the rate of 10°C min−1. From the DSC data obtained, crystallinities (X c) of the samples were calculated using equation (1)

where ΔH m is the melting enthalpy (J g−1), f is the mass fraction of PVDF in the composites and ΔH 0 is the melting enthalpy of PVDF at complete crystallization set as 104.7 J g−1. 23 Thermal stability of the composites was examined using thermogravimetric analyser (TGA; TA Instruments Q500 TGA, United States) under nitrogen environment at a heating rate of 10°C min−1 from 50°C to 900°C.
Results and discussion
Characterization of co-fillers and composite samples
The D and G band intensities of GNPs and fGNPs as revealed by Raman spectra are presented in Figure 1(a). Differences between the D and G band were due to slight introduction of defect sites on GNPs structure during modification, indicating that fGNPs were successfully functionalized. The D and G bands of GNPs were respectively represented at 1365 and 1585 cm−1. These bands respectively represent disordered structure due to increase in sp3 domain and first ordered structure due to scattering and vibration of E2g phonon by carbon atoms. 24,25 Intensities ratio of D to G band (I D/I G) of GNPs was about 0.25 due to the slight oxygen content on GNPs. After functionalization, I D/I G relatively increased to 0.37. This indicates slight reduction in sp2 network domain of GNPs. Also, weaker D band intensity of GNPs compared to fGNPs and the slight shift in D band to 1379cm−1 after functionalization was noted. XRD patterns of TD and TD-OH presented in Figure 1(b) show various peaks of different phases present in the anatase TD as was also noted by Ijadpanah-Saravy et al. 26 Hydroxylation of TD introduced small new peaks at 2θ = 31.85° due to attachment of oxygen and/or hydroxyl functional groups during the hydroxylation process. This shows successful hydroxylation of TD without destruction of its structures during the process.
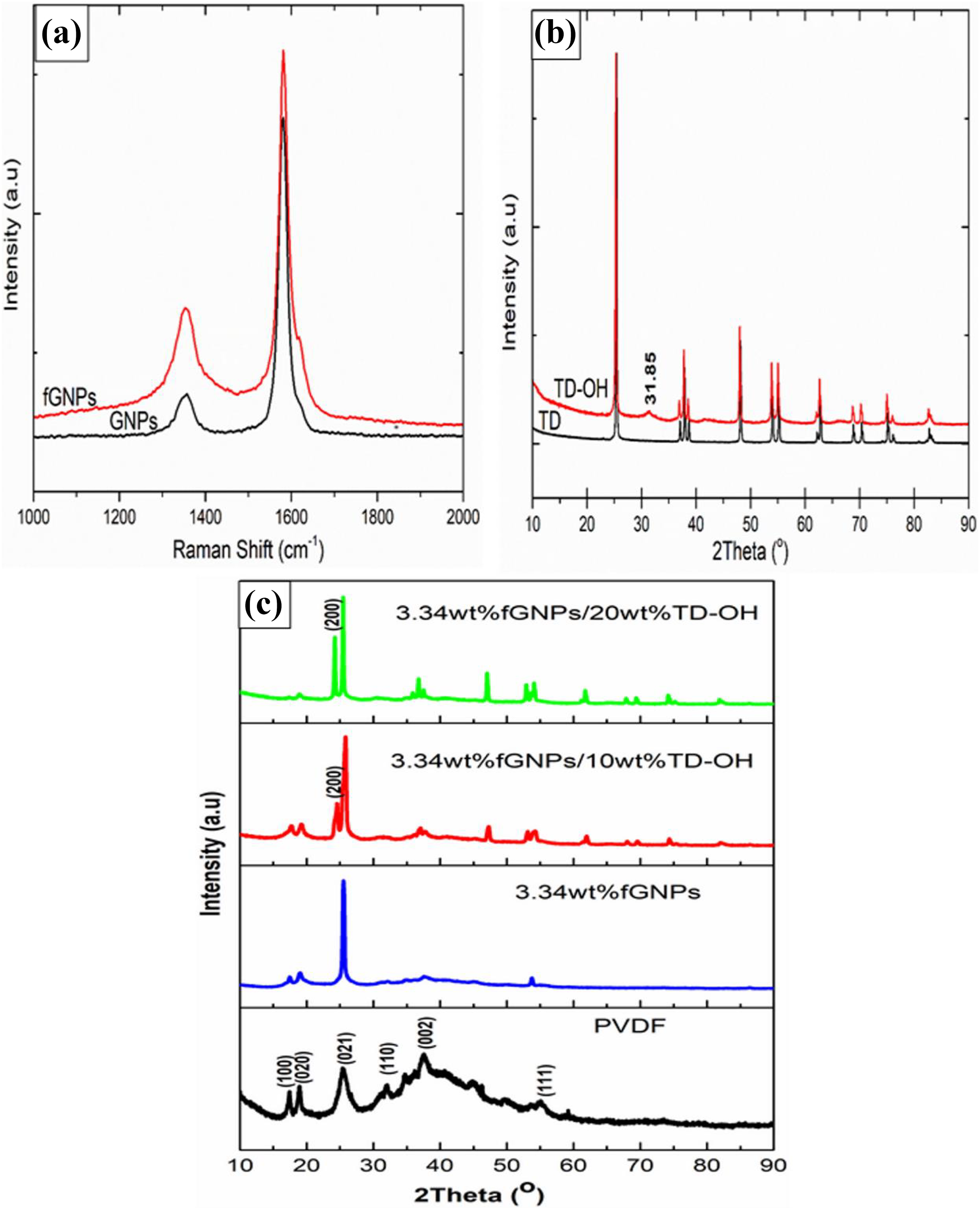
(a) Raman spectra of GNPs and fGNPs, (b) XRD patterns of TD and TD-OH and (c) XRD patterns of composite samples.
XRD patterns of the composite samples are presented in Figure 1(c). Pure PVDF revealed major diffraction peaks at 2θ = 17.4°, 18.9°, 25.5°, 32.5°, 37.5° and 53.8°, which correspond to (100), (020), (021), (110), (002) and (111) diffraction planes. The phase present at these diffraction planes was mostly α-phase. 27,28 Broad peak was also noticed at 2θ = 37.5°, which is accountable to the amorphous region of PVDF. Addition of 3.34 wt% fGNPs into the PVDF matrix decreased the α-phase at 2θ = 17.4°, 18.9°, 32.5°, 37.5° and 53.8°. Similar decrease in α-phase with the addition of graphene in the PVDF matrix was recorded by Fan et al. 29 This indicates increase in polar and crystalline regions of PVDF with the addition of fGNPs. Also 3.34 wt% fGNPs/10 wt% TD-OH and 3.34 wt% fGNPs/20 wt% TD-OH composites showed further reduction in α-phase of PVDF with the formation and growth of new peak at 2θ = 24.6° ((200) diffraction plane), which can be credited to β-phase in the composites. Peaks at 2θ = 47.3°, 54.1°, 61.9°, 69.5°, 74.3° and 83.4° resulted from vibration peaks of TD in the polymer matrix. Notably, broad peak observed at 2θ = 37.5° decreased for all composites. This can be attributed to good dispersion and interaction of fGNPs and TD-OH with the matrix. This resulted from attached functional groups on fGNPs and TD-OH during the functionalization and hydroxylation, respectively.
Morphology of the composite samples
Figure 2(a) to (d) shows SEM images of the composite samples. Smooth morphology of pure PVDF can be seen in Figure 2(a) due to the absence of foreign constituent. From Figure 2(b), 3.34 wt% fGNPs composite showed changes in morphology due to the presence of graphene flakes. There was no significant agglomeration of fGNPs. This can be accounted to the functionalization of GNPs, which encouraged good dispersion. On the other hand, there was reduction in visibility of the graphene flakes when 10 wt% TD-OH was added into 3.34 wt% fGNPs composite as shown in Figure 2(c) due to the attachment of TD-OH on fGNPs surfaces. The ternary composites also showed good dispersed co-fillers in the matrix. This can be attributed to the hydroxylation of TD, which enhanced its wettability on fGNPs surfaces and compatibility with PVDF. With the addition of 20 wt% TD-OH into 3.34 wt% fGNPs composite, visibility of flakes was further decreased due to higher concentration of TD-OH as shown in Figure 2(d). Notwithstanding, there was still homogeneous dispersion of the fillers in the matrix even at higher content.
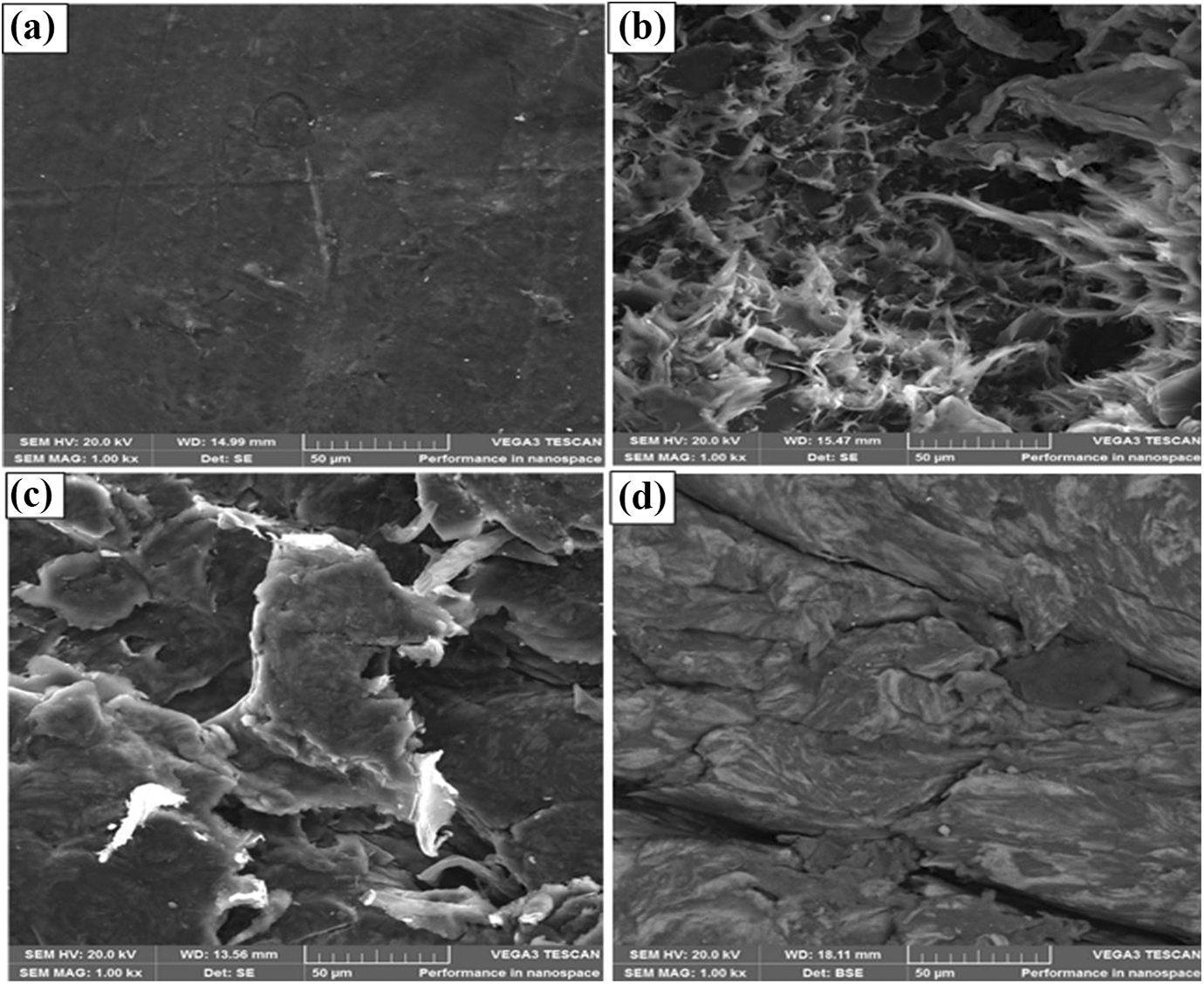
SEM images of (a) pure PVDF, (b) 3.34 wt% fGNPs, (c) 3.34 wt% fGNPs/10 wt% TD-OH and (d) 3.34 wt% fGNPs/20 wt% TD-OH composite samples.
Wear properties of the composite samples
Figure 3(a) to (d) presents SEM micrographs showing wear tracks on the samples after wear test. Pure PVDF (Figure 3(a)) showed visible and wider wear track compared to 3.34 wt% fGNPs binary composite (Figure 3(b)). The ternary composite containing 10 wt% TD-OH (Figure 3(c)) showed faint wear scar due to higher resistance to wear when compared to the binary composites and pure PVDF. Increase in size of wear scar (width and depth) was noted when TD-OH was increased to 20 wt% in the ternary composite as shown in Figure 3(d). This was due to higher content of the fillers in the matrix, which resulted to a decrease in the polymer matrix that bonded the particles and easy removal of fillers from the bulk composite. Quantitative detailed discussion of the wear behaviours of the composite samples are presented in the next section.
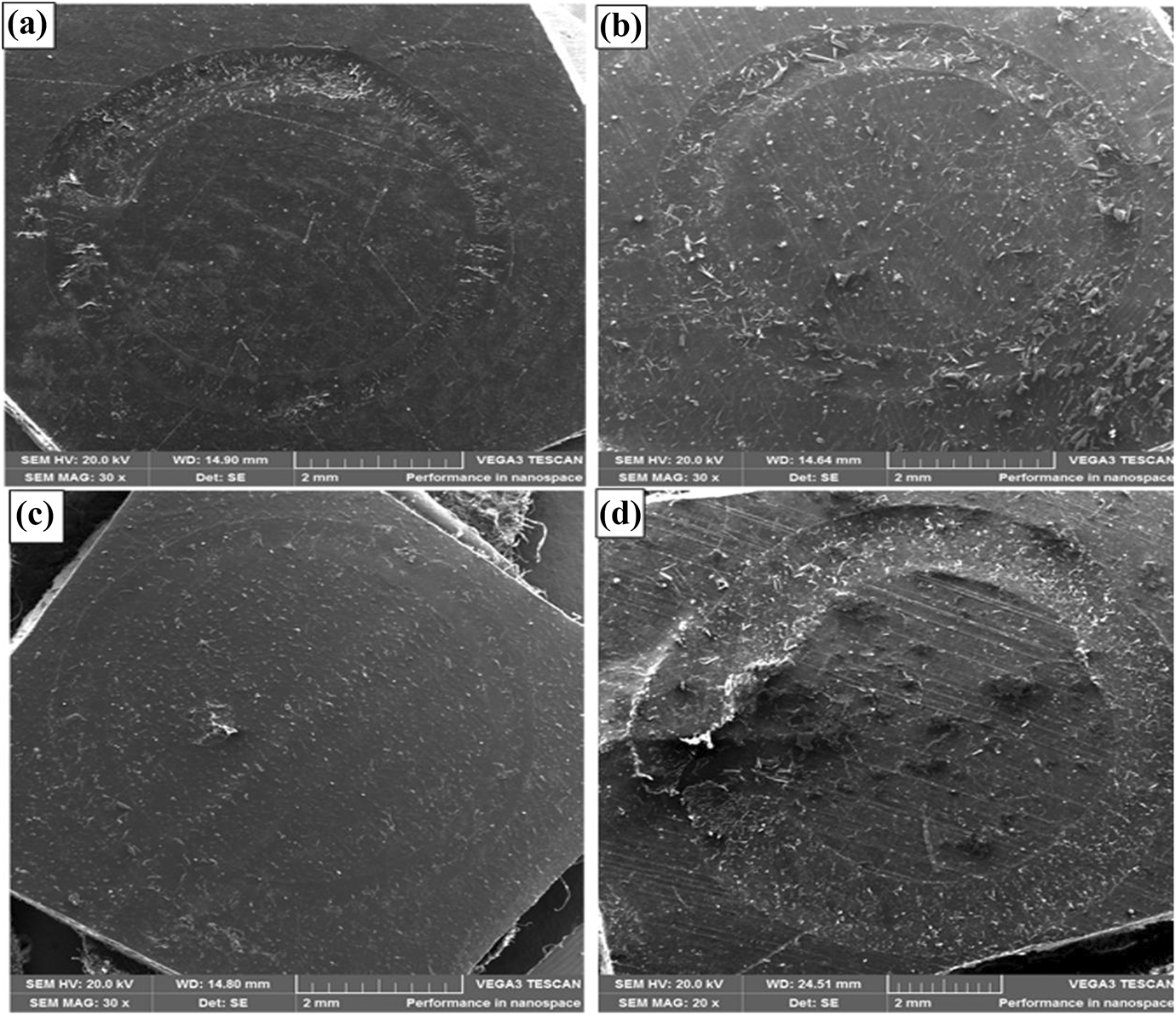
SEM micrographs showing wear tracks on (a) pure PVDF, (b) 3.34 wt% fGNPs, (c) 3.34 wt% fGNPs/10 wt% TD-OH and (d) 3.34 wt% fGNPs/20 wt% TD-OH composite samples.
Coefficient of friction of the composite samples
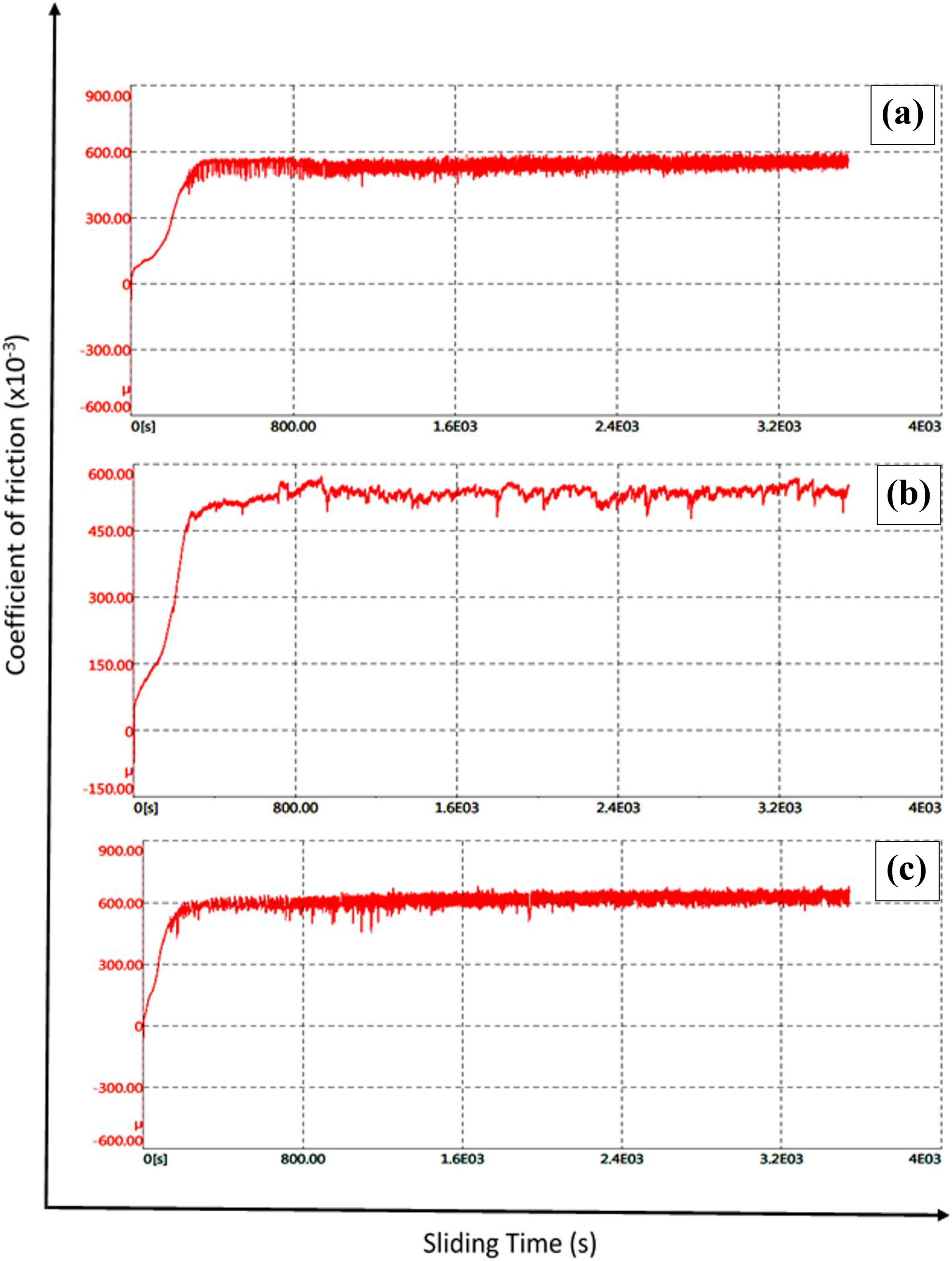
Plot of coefficient of friction (μ) over sliding time is presented in Figures 4 and 5. Frictional coefficient of all samples seems to be relatively low at initial stage due to smooth surfaces of the samples. The samples showed transient state of frictional coefficient approximately between 0 s and 400 s, beyond which relatively steady states were observed for all samples. Pure PVDF showed high μ of about 0.679 at 800 s, while it gradually decreased with increase in sliding time to 0.606 at 2400 s. The reduction in μ over sliding time was due to transferred film on the counterface, via adhesive wear mechanism. This makes polymers self-lubricant under wear and are desired in many engineering applications. 1 Addition of 3.34 wt% fGNPs into the PVDF matrix slightly reduced the μ at all sliding time when compared to pure PVDF. This indicates that fGNPs further increased the self-lubrication of PVDF. For instance, μ reduced to 0.500 at 800 s and 0.524 at 2400 s with 3.34 wt% fGNPs composite compared to pure PVDF. The increase and decrease in μ over sliding time observed with the composites is accountable to continuous transferring and peeling off of the film from the counterface. When 10 wt% TD-OH was introduced into 3.34 wt% fGNPs composite, μ further decreased compared to composite containing only 3.34 wt% fGNPs. As such, μ of about 0.465 and 0.510 were obtained at 800 s and 2400 s, respectively, for 3.34 wt% fGNPs/10 wt% TD-OH composite. The increase in TD-OH content to 20 wt% in 3.34 wt% fGNPs composite increased μ to about 0.580 and 0.600 at 800 and 2400 s, respectively. The increase in μ can be credited to increase in roughness of fGNPs surfaces in the matrix due to the more pronounced attached TD-OH compared to the composite containing 10 wt% TD-OH. This high μ of fGNPs/20 wt% TD-OH composite series resulted in higher wear loss compared to others.
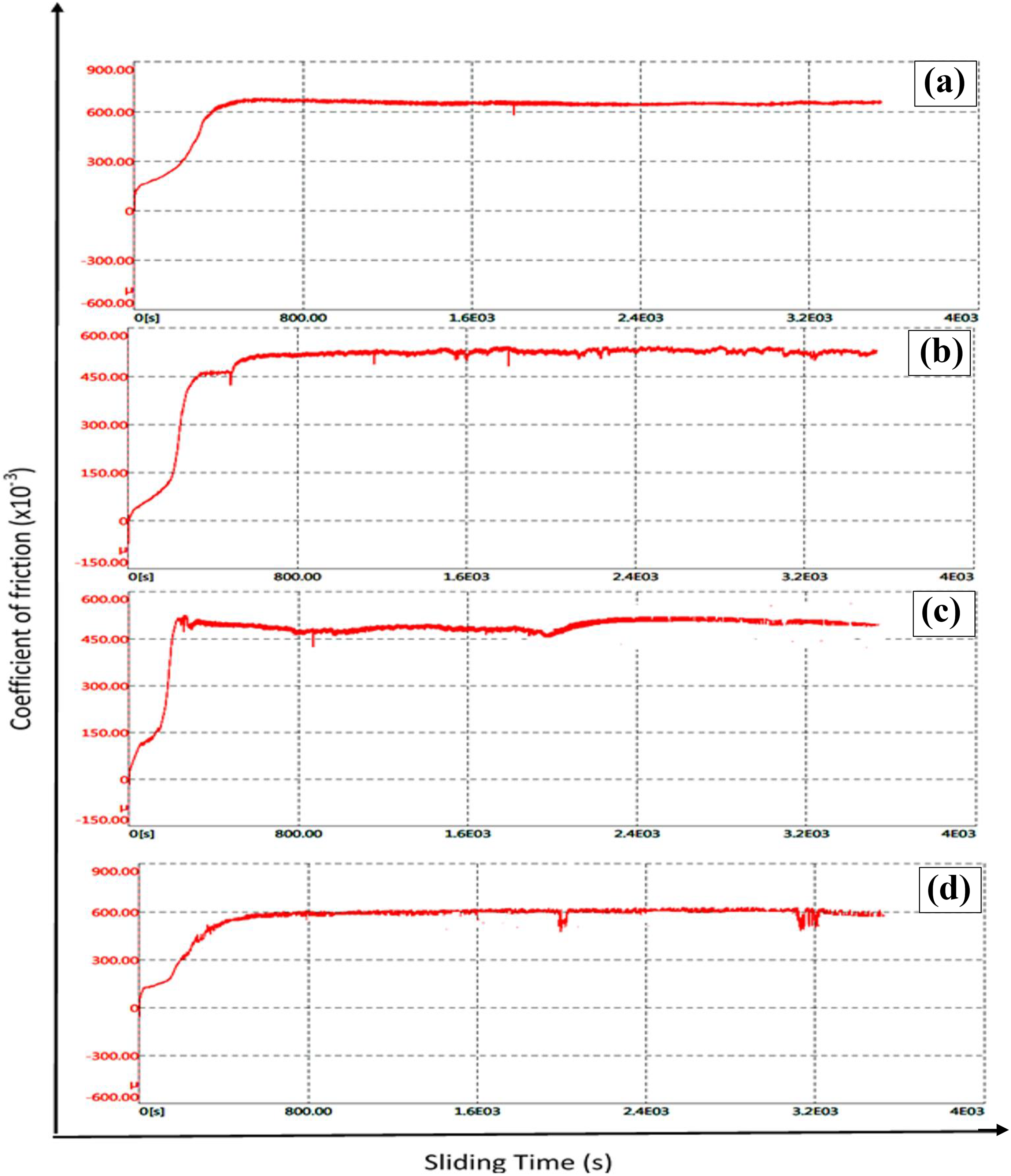
Coefficient of friction against sliding time of (a) pure PVDF; 3.34 wt% fGNPs composites containing (b) 0 wt% TD-OH, (c) 10 wt% TD-OH and (d) 20 wt% TD-OH. fGNP: functionalized graphene nanoplatelet; TD-OH: hydroxylated titanium dioxide; PVDF: poly (vinylidene fluoride).
Coefficient of friction against sliding time of 6.67 wt% fGNPs composites containing (a) 0 wt% TD-OH, (b) 10 wt% TD-OH and (c) 20 wt% TD-OH. fGNP: functionalized graphene nanoplatelet; TD-OH: hydroxylated titanium dioxide.
On the other hand, when fGNPs was increased to 6.67 wt% in both binary and ternary composites, μ showed slight increment as shown in Figure 5, but was still lower than pure PVDF. This indicates that at higher fGNPs content, fGNPs became the main contributor to increase in μ, since similar observation was made for both 10 wt% and 20 wt% TD-OH ternary composite series containing 6.67 wt% fGNPs. This shows that at 3.34 wt% fGNPs content, film transfer adhesion on the counterface was better compared to composites with higher fGNPs content (6.67 wt%) as was also noted by Han et al. 13 Figure 5(c) shows higher μ for 6.67 wt% fGNPs/20 wt% TD-OH composite compared to other composites at similar fGNPs content. The increase in μ at higher co-fillers concentration was due to poor adhesion of the transferred film on the counterface, which resulted in continuous peeling off of the film and reduction in self-lubrication of the composites.
WV and WR of the composite samples
Figure 6(a) shows WV of the composite samples. WV of about 0.6255 mm3 was obtained for pure PVDF. The WV respectively decreased to 0.3942 mm3 and 0.2439 mm3 with the addition of 1.67 and 3.34 wt% fGNPs into the PVDF matrix. Beyond 3.34 wt% fGNPs content, the binary composites showed slight increase in WV but still lower than that of pure PVDF. The significant decrease in WV with the binary composites compared to pure PVDF was due to thinner film transfer and better adhesion on the sliding counterface. Also, the reduction in WV is in relation to the lower µ obtained for the fGNPs binary composites, which resulted in a decrease in the material removal. This can be attributed to large in-plane dimension of graphene in the polymer matrix due to their large surface area despite their nano thickness as opposed to micro-fillers. 2 Considering the ternary composite series, significant decrease in WV was recorded with the addition of 10 wt% TD-OH in fGNPs binary composites. For instance, WV of about 0.1938, 0.1473 and 0.1737 mm3 were recorded when 10 wt% TD-OH was incorporated into 1.67, 3.34 and 6.67 wt% fGNPs composites, respectively. These are about 69%, 76% and 72% reduction in WV compared to pure PVDF. These reductions indicate that film transfer with ternary composites is thinner, more uniform and better adhered on the counterface compared to pure PVDF and fGNPs binary composites. This contributed to the lower WV obtained in conjunction with well-dispersed fillers as revealed by SEM image shown in Figure 2(c). During sliding of the steel on the surface of the ternary composites, TD-OH might first be removed with the formation of debris on the large surface area of fGNPs, which reduced subsequent removal of material. Hence, this mechanism contributed to a further reduction in WV with the 10 wt% TD-OH ternary composite series. However, when 20 wt% TD-OH was incorporated into 1.67, 3.34 and 6.67 wt% fGNPs composites, WV increased to 1.5685, 0.9211 and 1.8328 mm3, respectively. These increases in WV of 20 wt% TD-OH ternary composite series can be clearly seen from the large wear track shown in Figure 3(d). This can be attributed to the high concentration of fillers and reduction in the PVDF matrix that held the particles together. Therefore, quick formation and removal of debris, poor adhesion of film on the counterface and peeling off of the large transferred film resulted in high WV of 20 wt% TD-OH ternary composite series.
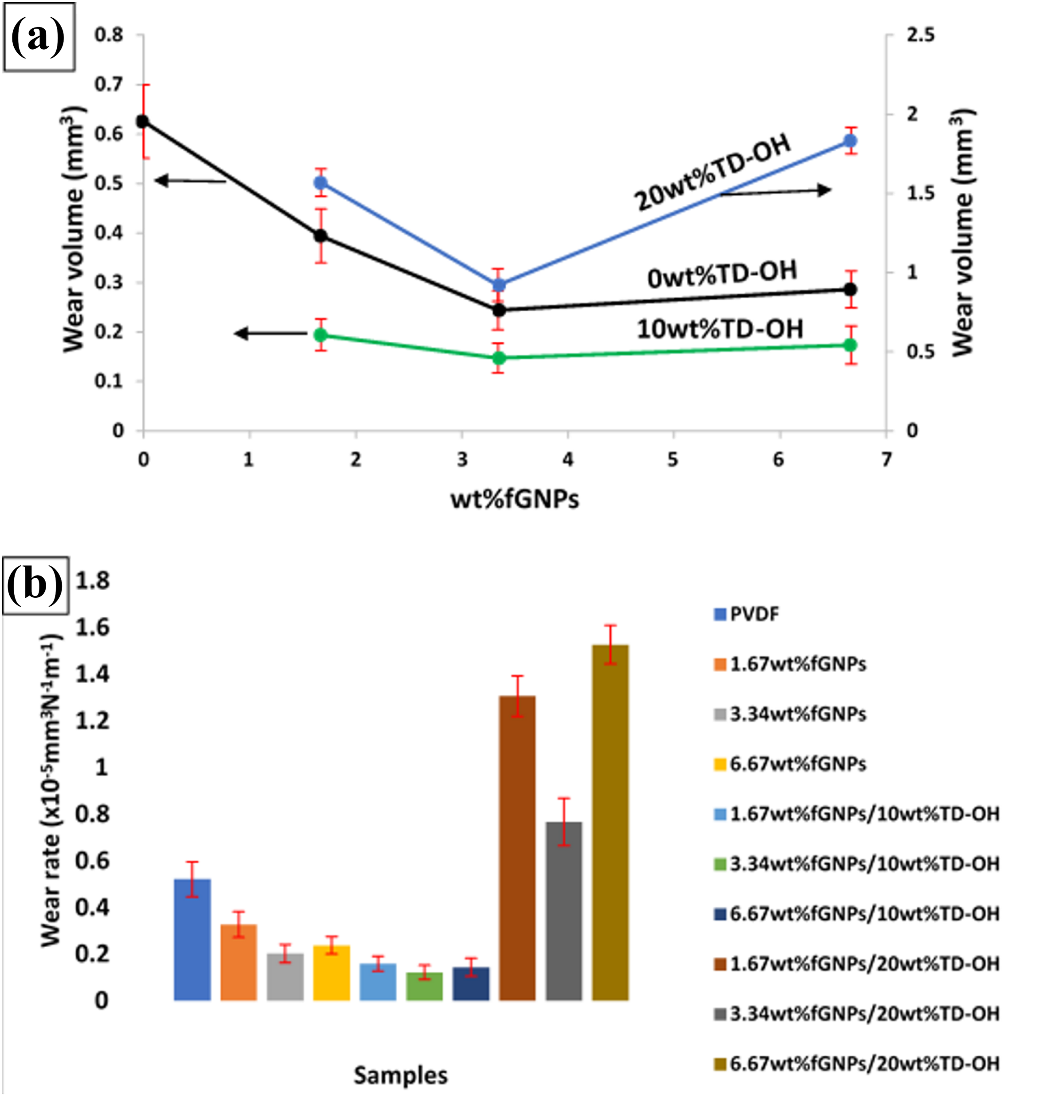
(a) WV and (b) WR of the composite samples. WR: wear rate; WV: wear volume.
WRs of the composite samples are presented in Figure 6(b). Obviously, materials with high wear loss are expected to have high WR. Higher WR was recorded for 20 wt% TD-OH ternary composite series compared to pure PVDF, fGNPs binary and 10 wt% TD-OH ternary composite series. The reasons for the observations are in line with the reasons for their differences in WV discussed earlier. WR of about 0.5212 × 10−5 mm3 N−1 m−1 was obtained for pure PVDF and reduced to 0.2032 × 10−5 and 0.2385 × 10−5 mm3 N−1 m−1 for 3.34 and 6.67 wt% fGNPs composites, respectively. Further reduction in WR to about 0.1227 × 10−5 and 0.1447 × 10−5 mm3 N−1 m−1 were obtained when 10 wt% TD-OH was incorporated into 3.34 and 6.67 wt% fGNPs composites, respectively, while higher WR of about 1.3071 × 10−5, 0.7676 × 10−5 and 1.5274 × 10−5 mm3 N−1 m−1 resulted from 1.67, 3.34 and 6.67 wt% fGNPs composites containing 20 wt% TD-OH, respectively. Easy detachment of the co-fillers, large formation of debris, thick film transfer and non-uniform counterface covering by the film are likely reasons for higher WR and lower wear resistance recorded for 20 wt% TD-OH ternary composite samples. However, higher wear resistance obtained with ternary composites containing 10 wt% TD-OH revealed that ceramic nano-fillers can be used to further improve the wear resistance of polymers when combined with graphene at appropriate proportions.
Thermal properties of the composite samples
Figure 7(a) shows melting temperatures (T m) of the composite samples. Experimental studies have shown that the addition of graphene nanoplates in the polymer matrix does not significantly enhance its T m. 30 In most cases, graphene nanoplates do not have direct correlation with the crystal structure of the composites. 31 In this study, a slight increase in T m from about 159.7°C for pure PVDF to 163.6°C for 6.67 wt% fGNPs composite was recorded. Growth of polar phase due to decreased α-phase with the addition of fGNPs as revealed by XRD patterns shown in Figure 1(c) is the likely reason for the slight increase in T m. 32,33 This is because polar phase in PVDF is believed to have higher T m than α-phase. 34 However, the ternary composites showed insignificant change in T m compared to the pure PVDF. This can be traced to reduction in lamella thickness of pure PVDF with the addition of TD-OH in fGNPs binary composites. 30 Similar observation of slightly decreased T m of polymer with the addition of TD nano-powder was also recorded by Nomai et al. 35 On the other hand, crystallization temperature (T c) of all composites shifted to the higher temperature as shown in Figure 7(b). This indicates that the fillers acted as nucleation agent for heterogeneous nucleation in the PVDF matrix with enhanced crystallization. 30 At 3.34 wt% fGNPs content, maximum T c was recorded. This indicates that maximum nucleation sites were formed at the 3.34 wt% fGNPs content. The increase in T c of the composites influenced their crystallinity (X c) as shown in Figure 7(b). All composites showed higher X c compared to pure PVDF. This shows the capability of the co-fillers in facilitating crystal arrangement in PVDF matrix.
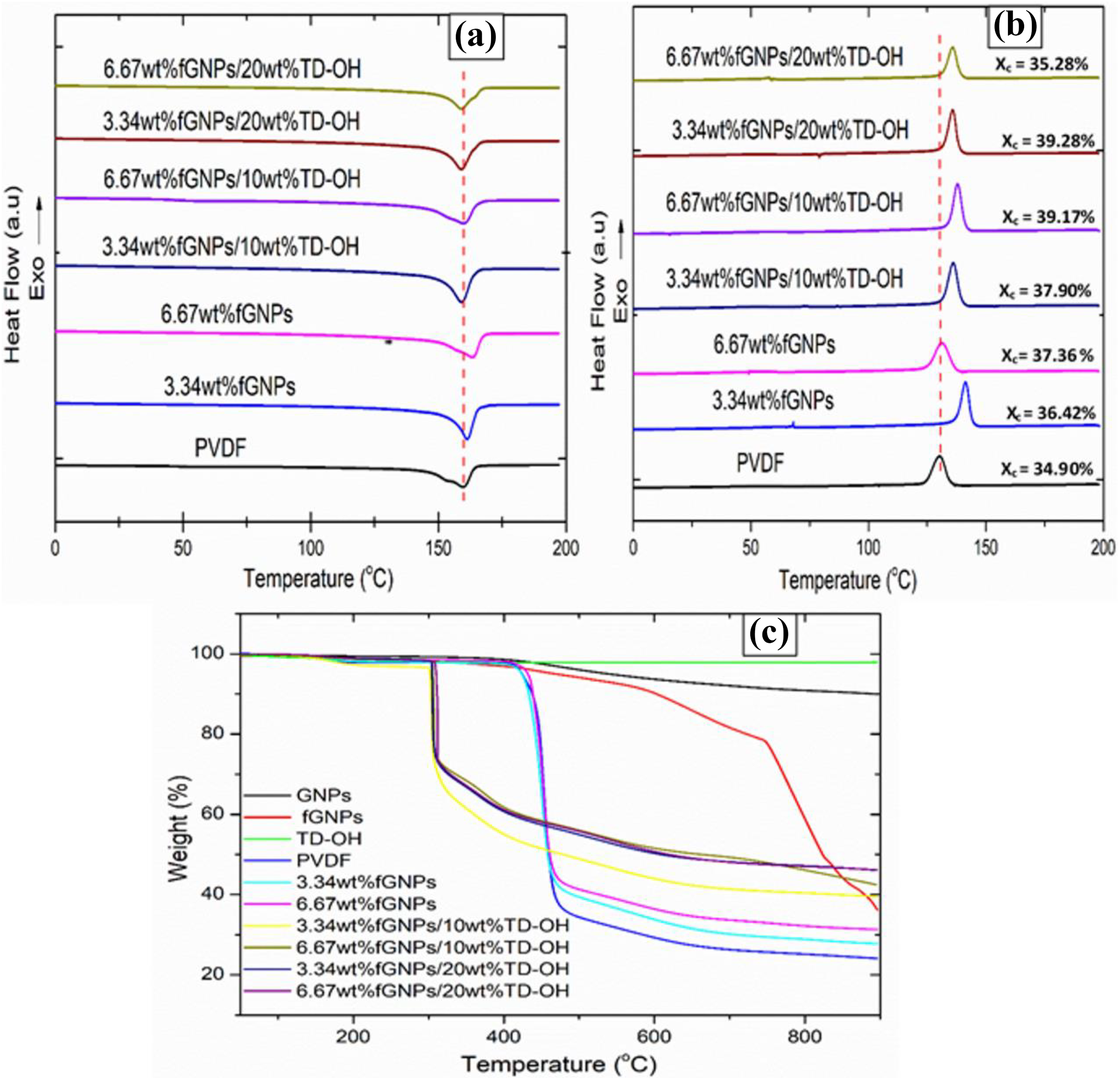
DSC curves of (a) melting, (b) cooling and (c) TGA of the composite samples. DSC: differential scanning calorimetry; TGA: thermogravimetric analysis.
Behaviours of the composite samples at elevated temperature as revealed by TGA are shown in Figure 7(c). Within 200°C and 420°C, GNPs showed weight loss due to decomposition of oxygen containing groups since it was slightly oxidized. At 900°C, only about 10 wt% loss was noted, showing high thermal stability of GNPs. Modification of GNPs changed its thermal response at elevated temperature, indicating successful functionalization of GNPs. For fGNPs, major decomposition temperatures started around 570°C and 720°C due to pyrolytic decomposition of graphene carbon structure. 10 TD-OH maintained high thermal stability with about 3 wt% loss at 900°C. There were no significant changes in thermal decomposition between pure PVDF and the binary composites at all fGNPs concentrations. However, the binary composites showed higher residuals due to high thermal stability of the fGNPs. With the ternary composite series, major decomposition temperature decreased to about 320°C compared to that of pure PVDF and fGNPs binary composites with major starting decomposition temperatures between 420°C and 430°C. The reduction in the major starting decomposition temperature of the ternary composite samples might be due to product(s) of chemical reactions between fGNPs and TD-OH in the matrix, which was not stable at elevated temperature. This is because GNPs and TD were functionalized and hydroxylated, respectively, which involved chemical reactions during the processes and attachment of functional chemical elements on them. These functional groups reacted with one another and with fluorine atoms in PVDF. This might have resulted in products that were not favourable at elevated temperature, resulting in the decrease in the thermal stability of the ternary composite samples. Notwithstanding, the residual of the ternary composites was higher than their counterparts due to high thermal stability of TD-OH incorporated in them. The TGA results revealed the temperature range at which the ternary composites could be subjected when fabricated for any engineering application.
Conclusion
Wear resistance of fGNPs binary and fGNPs/TD-OH ternary nanocomposites were investigated. Results obtained showed reduction in coefficient of friction for both binary and ternary composites compared to pure PVDF. WV and WR of the composites obtained revealed that the addition of fGNPs in the PVDF matrix improved its wear resistance, while the incorporation of 10 wt% TD-OH in fGNPs binary composites further enhanced the wear resistance. The addition of 10 wt% TD-OH into 1.67, 3.34 and 6.67 wt% fGNPs composites reduced the WV by 69%, 76% and 72%, respectively. This improvement in wear resistance was attributed to thin, uniform and good adhesion of film on the sliding counterface. However, 20 wt% TD-OH ternary composite series showed decrease in wear resistance with high WV and WR. All ternary composite series showed lower major starting decomposition temperature compared to pure PVDF and binary composites. Although the ternary composites showed no significant change in T m, their T c shifted to high side due to heterogeneous nucleation offered by the fillers. The ternary composites with appropriate co-fillers concentration can find application as solid lubricant where high wear resistance and low coefficient of friction materials are required.