
Abstract
We prepared a novel covalent rubber-based polyurethane/starch composites material via a simple and effective method. Infrared, scanning electron microscopic, and mechanical tests demonstrated that polyurethane microparticles showed good compatibility with starch as the polyurethane content increases. This is mainly because of the urethane bond newly formed by –OH in starch and –NCO in rubber-based polyurethane. And when the rubber-based polyurethane content increased from 20% to 30%, its elongation at break improved by 116.9%. CPB30 showed excellent hydrophobicity and toughness, which showed potential application.
Introduction
In material science, researchers are looking for efficient renewable materials to face petroleum shortage and environmental concerns. 1 Starch, with a combination of factors including biodegradability, low cost, and its availability in abundance from a variety of plant sources, can be considered as a viable alternative to conventional plastics. 2 In addition, the ample hydroxyl groups in the starch enable targeted surface modification to introduce virtually any desired surface functionality. Chemically modified starch such as by hydrolysis, esterification, and oxidation are currently produced in industry. However, most conventional chemical methods involve harsh reaction conditions and hazardous reagents such as acid anhydrides and acyl chlorides. 3 Composite materials incorporating starch under mild conditions, which offer a more environmentally friendly alternative, are the focus of increasing interest.
As a suitable polymer used in starch modification, rubber has attracted great attention. Rubber is used extensively in many applications and products. It can normally be stretched and is extremely waterproof because hydrophobic rubber is not compatible with hydrophilic starch, the grafting efficiency of the rubber component used for preparing the compatible rubber–starch composite is not high; modification was designed to make starch hydrophobic 4 –6 or make rubber hydrophilic 7,8 ; other methods use compatibilizers. 9 However, the complicated modification approach and the dependence on the availability and efficiency of the compatibilizers limited their applications.
In our previous work, 10 hydrophobic castor oil was prepared into polyurethane prepolymer (PUP) and then used to modify starch in an intensive mixer with water plasticizer. The hydrophobic castor oil-based polyurethane and hydrophilic starch showed good compatibility due to urethane covalent bond. The structure of polyurethane microparticles attached to a large amount of NCO groups is essential to improve the grafting efficiency of polyurethane. The grafting ratio of PUP used for modified starch was almost 100%, and the properties of modified starch were also obviously improved in comparison with raw starch. Herein, a worthwhile endeavor would be to prepare rubber-based PUP microparticle, which would then be chemically cross-linked with starch. In addition, rubber showed better toughness and hydrophobicity than that of castor oil; therefore, starch modified by rubber-based polyurethane might show better properties. In this article, styrene–butadiene rubber diol was used as the soft segment to synthesize PUP, and then the obtained PUP was used to modify starch in an intensive mixer. At the same time, the effect of the hydrophilicity of the PUP on the modified starch material and properties was also compared.
Materials and methods
Material selection and fabrication
The styrene–butadiene rubber diol (weight-average molecular weight (Mw ) = 1000 g mol−1) purchased from Dongguan Yongzheng Chemical Co., Ltd (Dongguan, China) and corn starch (CS; AM: 23–26 wt%; moisture: 13 wt%) was obtained from Wuhan Corn Starch Co. Ltd (Wuhan, China). 4, 4′-Methylenedi-p-phenyl diisocyanate (MDI, 98%, PubChem CID:7570) was purchased from Sigma-Aldrich Fine Chemicals (St Louis, Missouri, USA).
Preparation of modified starch
With the molar ratio of isocyanate to hydroxyl group (NCO/OH) was 2.0, the vacuum-dried styrene–butadiene rubber diol and MDI reacted at 80°C for 1 h in a three-necked flask, with vigorous stirring and vacuum, to obtain white PUP. Then corn starch, PUP, and water were charged into an intensive mixer and mixed reactively at 90°C with a stirrer speed of 100 r/min. After 20 min, a white modified starch was obtained. A series of modified starch with different PUP content were prepared and coded as CPB10, CPB20, and CPB30 (CPB means styrene-butadiene rubber based polyurethane prepolymer modified corn starch), the number means the weight of PUP to the total weight of dry starch and PUP in modified starch were 10, 20, and 30 wt%, respectively. Without addition of PUP, native corn starch was also processed and assigned as thermoplastic starch (TPS). The formulations of modified starch are shown in Table 1, and Figure 1 shows preparation route to modified starch.
Formulations of modified starch.
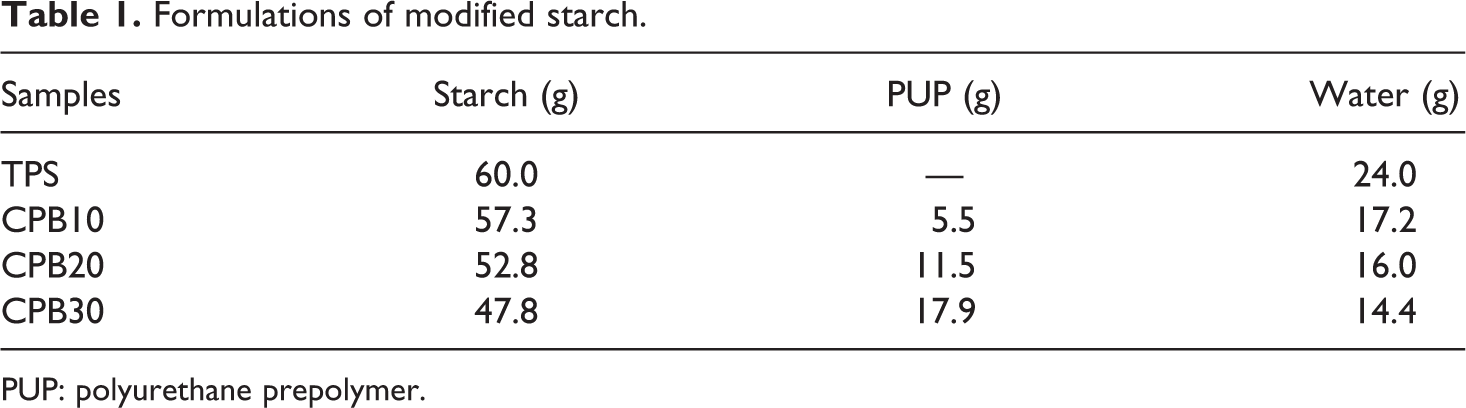
PUP: polyurethane prepolymer.
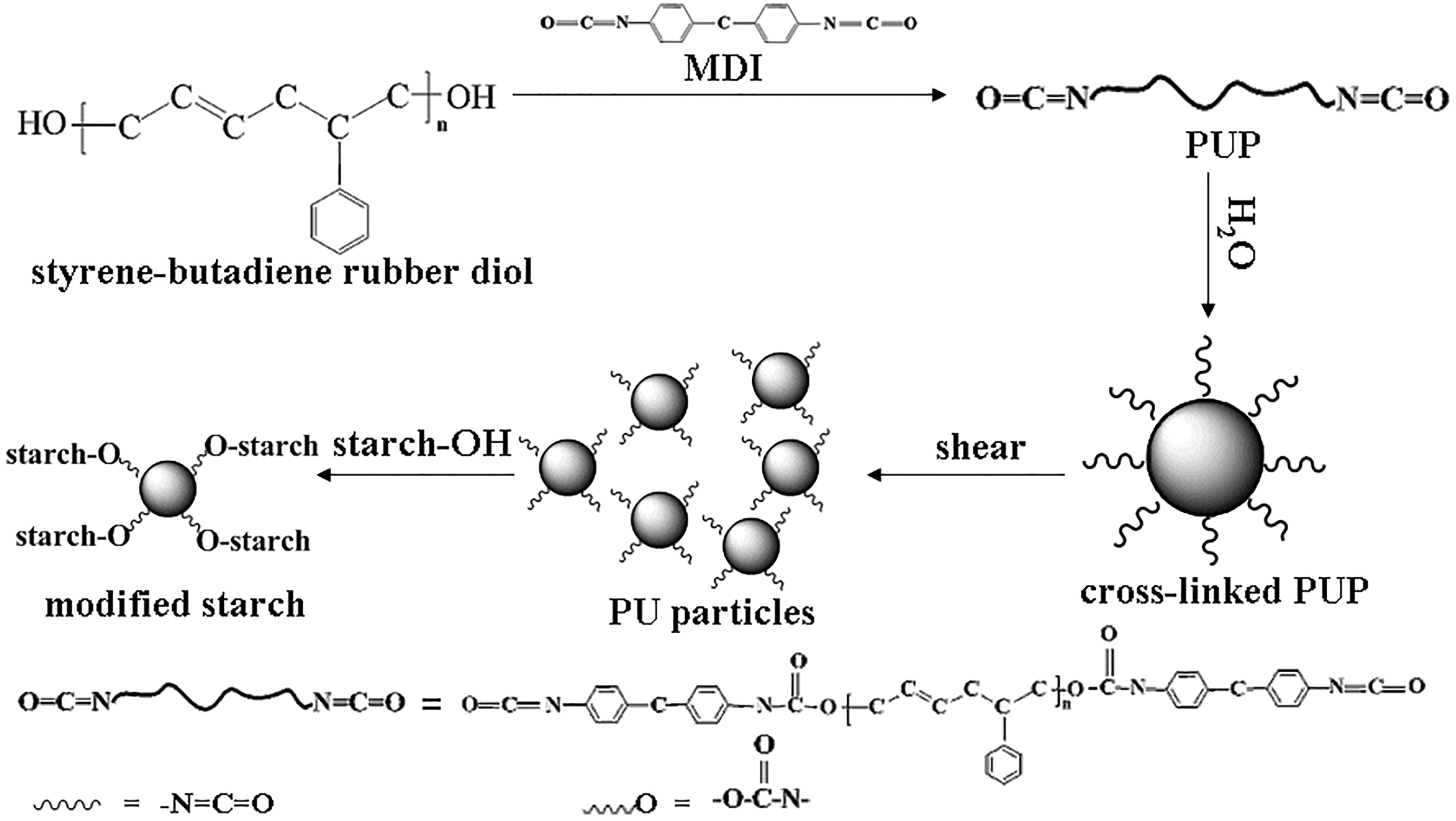
Preparation route to modified starch.
Preparation of polyurethane powder (PW)
The rubber-based PUP was poured into a mold and cured at ambient conditions for 30 days to prepare the polyurethane sheet. In this case, the unreacted terminal NCO groups of the polyurethane were consumed by moisture in air atmosphere. The polyurethane sheet was milled into polyurethane powder (PW) in a polymer grinder (GP-00001 model, Wuhan Qien Science & Technology Co., Ltd, Wuhan, China) with the use of liquid nitrogen. The PW was then filtered using a screen with 80 meshes.
Grafting ratio
A quantitative method was used to analyze the grafting ratio of modified starch. Modified starch (5 g) and water (250 g) were cooked in a beaker (500 mL) at 95°C for 1 h to obtain starch dispersion, and then butyl acetate (20 g) was added to separate the unreacted PU component in the modified starch. After mixed for 30 min, the aqueous system was kept at 5°C for 12 h to obtain clear butyl acetate layer and water layer. To take images for the separation of butyl acetate layer and water layer conveniently, the water–butyl acetate solvent mixture (20 mL) was taken into a glass tube for image recording using a digital camera. The water layer was roughly taken out of the beaker using a pipette, and the residue in the beaker was washed 4 times with much amount of water. The washed residue (containing unreacted PU) was concentrated, dried, and weighed. As a control, dried unmodified starch (4 g) was extracted using the above water–butyl acetate solvent mixture. To know the efficiency of this analysis method, PU power (1 g) and dried unmodified starch (4 g) were mixed and extracted using the same procedure as that for modified starch. The “CS-SR” and “CPB30-SR” represent the solid residue in butyl acetate layer of the CS and CPB30 samples, respectively.
The grafting ratio of modified starch was calculated as follows:

where W L represents the weight of solid residue in butyl acetate layer for modified starch, W 1 is the weight of solid residue in butyl acetate layer for dried unmodified starch, and W 2 is the weight of PU used to modify starch in theory (1 g). Three replicates were carried out.
Material characterization
Emission scanning electron microscopy
An emission scanning electron microscopy (SEM) (FEI, Quanta 200 FEG, the Netherlands) was used to observe the cross sections of the fractured samples. Each sample was frozen using liquid nitrogen and then fractured using tweezers to produce cross sections.
Fourier transform infrared spectroscopy
Fourier transform infrared (FTIR) absorption was recorded on a PerkinElmer 983 (USA). The measurement range was 4000–400 cm−1, and the FTIR spectra were obtained at a resolution of 4 cm−1 using 64 scans.
Wide-angle X-ray diffraction
The composite powders were measured using wide-angle X-ray diffraction (WAXRD) (Y-2000 Dandong Radiative Instrument Co. Ltd, China). For the irradiation, the copper K-line was applied (at 0.1542 nm, cathode at 30 kV and 20 mA) between 2° and 40°.
Mechanical characterization
A universal testing machine (CMT6503, Shenzhen SANS Test Machine, Shenzhen, China) was used to study and characterize the tensile performance of various samples. The samples were tested at room temperature and the tensile tester with a strain rate of 5 mm min−1. The distance between the two clamps was 40 mm, and the strength at break as well as the elongation at break of the sheets was recorded.
Results and discussion
The data of the FTIR spectra (Figure 2(a)) indicated that the intensity of the –OH peak at 3400 cm−1 in the CPB30 decreased dramatically in comparison with that of the raw starch, and the new peak at 1730 and 1710 cm−1 were attributed to C=O and C–O absorption band of urethane, 11,12 respectively, suggesting a consumption of OH groups by NCO groups in PUP. This result indicated that PUP had chemically reacted with starch. The above results demonstrated that the modification was successful and effective. In the process of preparing modified starch, some NCO groups of PUP were consumed by water to form urea, and the urea could be further chain branched or cross-linked with NCO groups to form biuret. 13 Branched or cross-linked polyurethane with many NCO groups was thus obtained. The polyurethane then formed polyurethane particles under the shear stress (Figure 1). As each polyurethane particle contains many NCO groups and a starch macromolecule contains a large amount of hydroxyl groups, the reaction probability of PUP microparticles with starch is increased, resulting in high modification efficiency. Water played the role of chain extender for PUP and plasticizer for TPS, which was important in preparing modified starch. FTIR spectra of CS-SR and CPB30-SR are shown in Figure 2(b). Generally, native corn starch contained little amount of protein. 14 The band at 1646 cm−1 for CS-SR was assigned to the absorption of carbonyl groups in protein. 15 The same absorption peak was also observed in CPB30-SR, indicating protein component also existed in CPB30-SR. The peak at 1730 cm−1 for CPB30-SR was attributed to the absorption of urethane groups in PU. These results indicated that CPB30-SR contained unreacted PU and protein components.
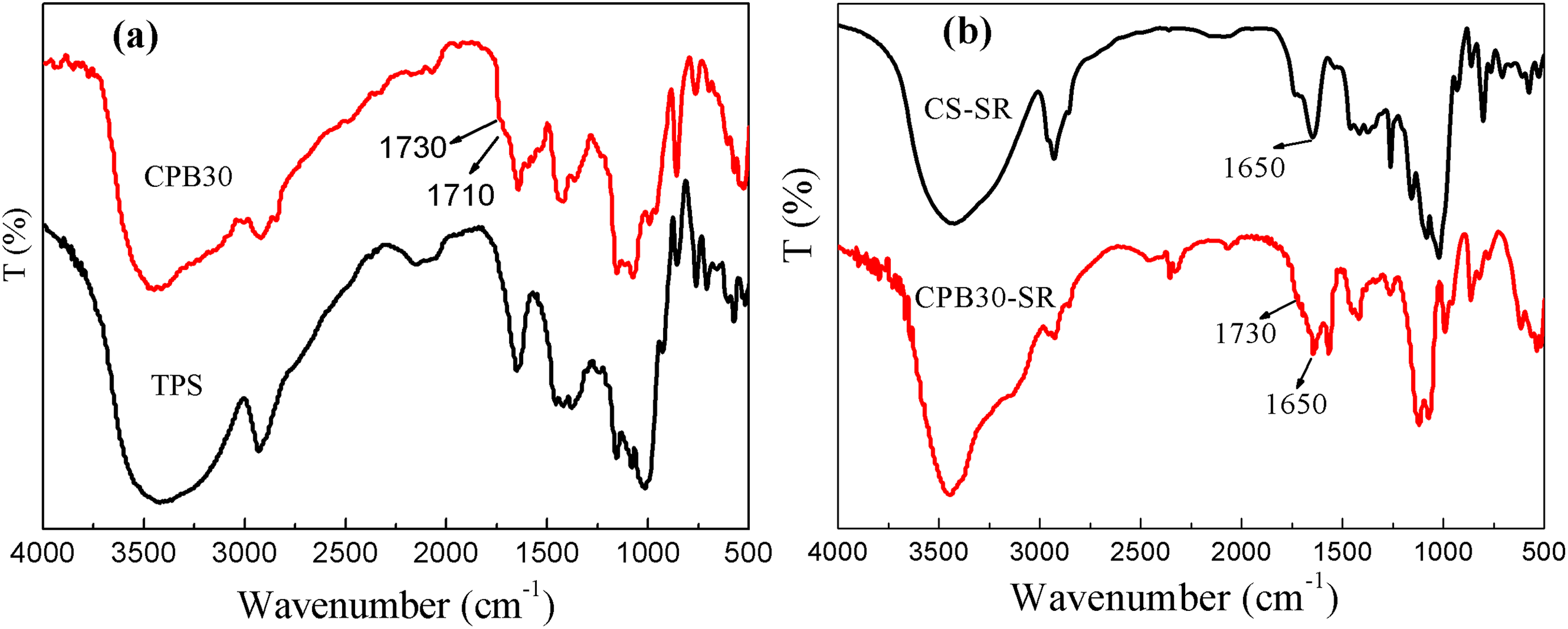
(a) FTIR spectra of TPS and CPB30; (b) FTIR spectra of CS-SR and CPB30-SR.
SEM images of CPB10, CPB20, and CPB30 are shown in Figure 3, where PUP particles in the dispersed phase distributed in the TPS matrix. For CPB10 and CPB20, the particles were clearly visible in the starch matrix. The adhesion between the two phases was imperfect, and a few cracks appeared on some of the particles’ edges. This could be attributed to the fewer amounts of urethane linkages between starch and PUP with low content, which limited the interaction between polymers, resulting in the poor compatibility. However, this result disagreed with the results observed by our previous study based on the other starch-PUP system. Even though the modified starch had low PUP content (10 and 20 wt%), the castor oil-based PUP showed good compatibility with starch. The result further proved that the compatibility between extremely hydrophobic rubber-based PUP and hydrophilic starch was poor. With the PUP content increasing at 30 wt% (CPB30), the internal structure of the film was clearly different. The particles were completely embedded in the matrix, showing good compatibility of polymers. The increase of PUP content also increased the amount of urethane linkages between starch and PUP, resulting in the improvement of compatibility. Therefore, the PUP with content at or near 30 wt% would be a suitable choice for preparation of modified starch in this work.
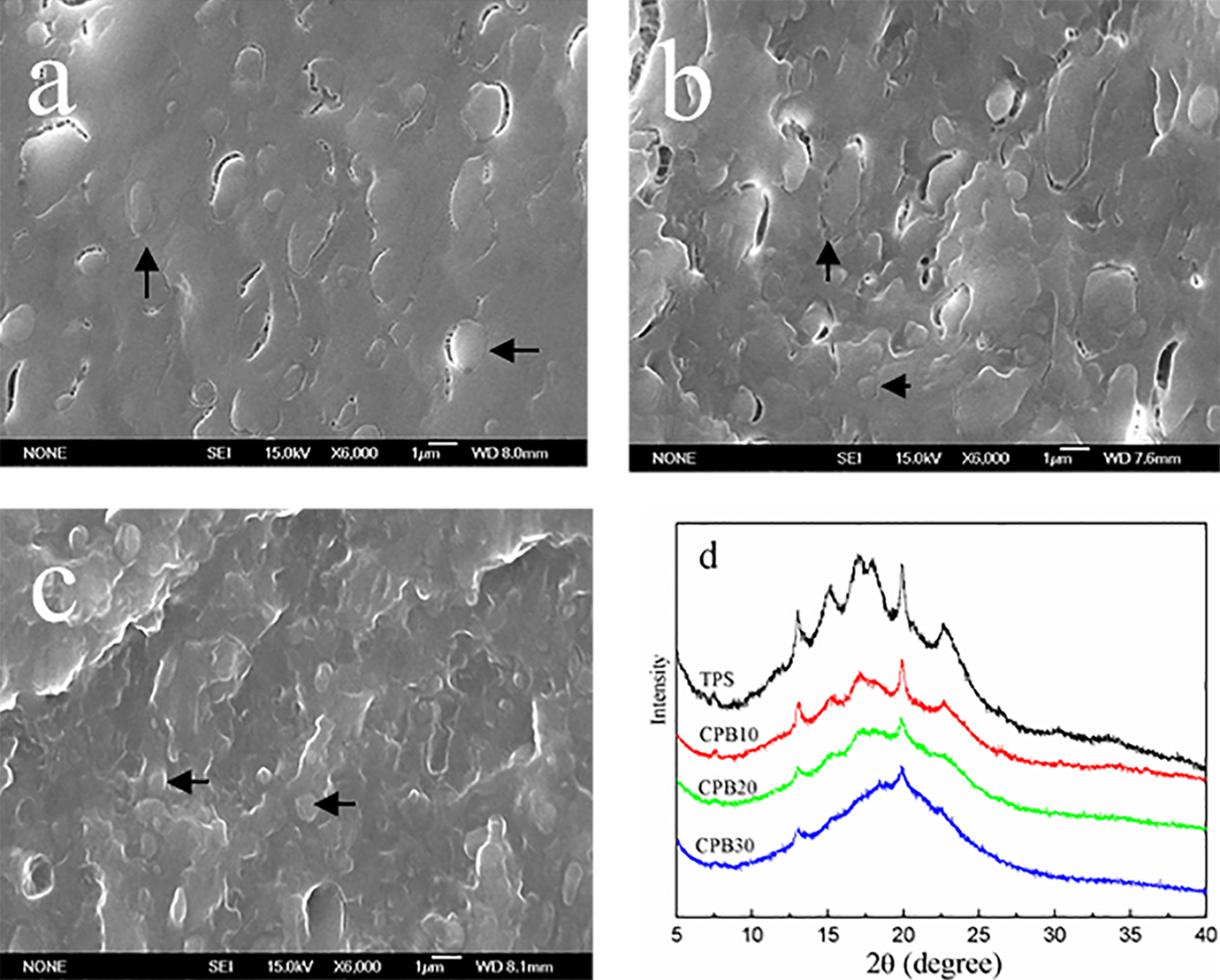
SEM images of (a) CPB10 (15.0 kV, ×60000); (b) CPB20 (15.0 kV, ×60000); and (c) CPB30 (15.0 kV, ×60000); (d) WAXRD patterns of TPS, CPB10, CPB20, and CPB30.
WAXRD patterns of TPS, CPB10, CPB20, and CPB30 are shown in Figure 3(d). There were six peaks of TPS at 2θ = 13.0, 15.1, 17.0, 17.9, and 22.6° in the XRD patterns, respectively. 16,17 These reflected the crystalline structure of starch. As shown in Figure 3(d), the crystallinity intensity of modified starch obviously decreased in comparison with that of TPS. It is clear that the crystallinity intensity decreased with the increase of the PU content, suggesting a transition from a crystalline structure to an amorphous state during the cross-linking process. This confirmed that the intramolecular and intermolecular hydrogen bonds of starch were broken during reaction, leading to the loss of crystallinity, and the chemical cross-linking reaction induced the further destruction of the crystalline structure.
Starch (modified starch, 0.32 g) and water (16 g) were mixed and cooked at 90°C for 30 min, and then the solvent mixture was immediately taken into a glass bottle for image recording using a digital camera. The photograph is shown in Figure 4. Raw starch was soluble in water at 90 °C, which showed transparent solution while modified starch exhibited milk-like white emulsions. Furthermore, modified starch showed higher contact angle than that of raw starch (Table 2). These results indicated that the hydrophobicity of modified starch was improved by incorporating hydrophobic rubber-based polyurethane.
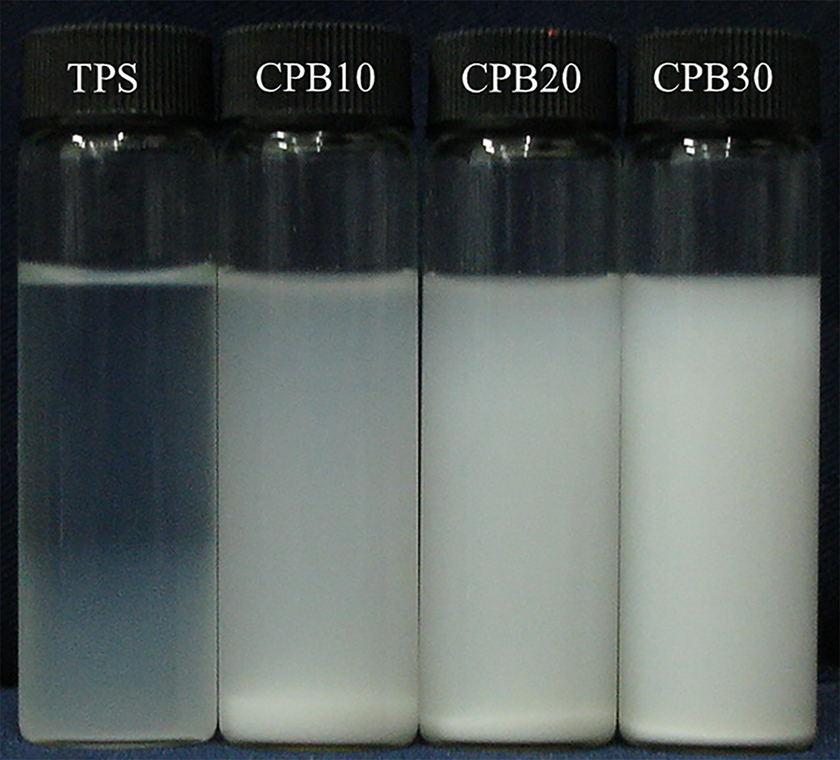
Photographs for analyzing the hydrophobicity of modified starch.
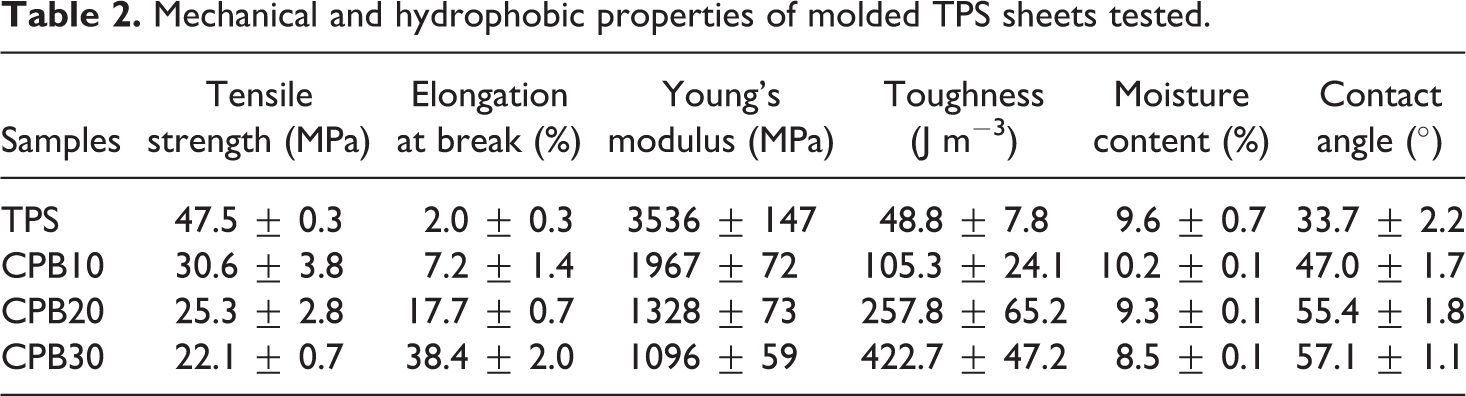
Mechanical and hydrophobic properties of molded TPS sheets tested.
Typical stress–strain curves of molded starch films are shown in Figure 5(a). The curve of raw starch showed a brittle fracture, while modified starch revealed a plastic behavior, and stress whitening was clearly observed in fractured sheets (Figure 5(b)). The result revealed that the incorporation of rubber into the films could improve their tensile properties. Moreover, their tensile properties are summarized in Table 2. The decrease in the Young’s modulus and the tensile strength were associated with an increase in elongation at break, which was clearly observed for modified starch as the PUP content increased from 0 wt% to 30 wt%. Toughness is the ability of a material to absorb energy and plastically deform without fracturing, and it can be calculated from the area under stress–strain curves. As shown in Table 2, the toughness values increased with an increase in PUP content, and the toughness of CPB30 increased up to 776% with respect to raw starch. In addition, CPB30 showed excellent flexibility as shown in Figure 5(c) and (d), because the PU particles and starch showed good compatibility in CPB30, and they eventually exhibited greater toughness. The tensile properties of CPB30 also endowed them with potential application.
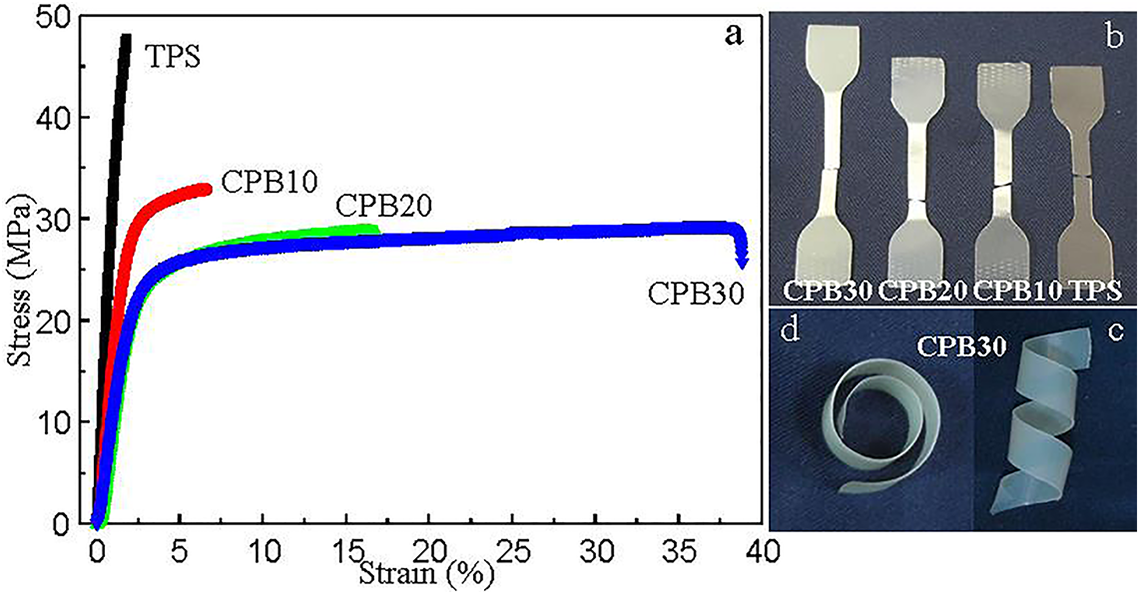
(a) Stress–strain curves of TPS, CPB10, CPB20, and CPB30; (b) photographs of fractured TPS, CPB10, CPB20, and CPB30 sheets; and (c, d) photographs showing the flexibility of CPB30.
To further prove the structure and properties of modified starch, the reaction efficiency of PUP was analyzed by solution extraction method. Images for analyzing reaction efficiency are shown in Figure 6. The weight of CS-SR and CPB30-SR were 0.020 ± 0.01 g and 0.050 ± 0.01 g (M CPB10-SR = 0.032 g, M CPB20-SR = 0.039 g), respectively. By the FTIR analysis (Figure 2(b)), CPB30-SR contained corn protein and free polyurethane components. According to our calculation using equation (1), the reaction ratio of PUP used for preparing CPB10, CPB20, and CPB30 were 98.8%, 98.1%, and 97.0%, respectively. These implied that PUP was almost cross-linked to starch matrix, suggesting that the modification was conducted efficiently and successfully. The PW was rather hydrophobic, resulting in the complete dispersion of the polyurethane in butyl acetate layer as shown in Figure 6 (PW). As shown in tube 3 (a mixture of PW and CS), the weight of solid residue (0.99 ± 0.02 g) in butyl acetate layer was near to the added amount of PW (1 g), indicating that PW could be almost completely extracted out of water medium by the use of butyl acetate. The results suggested that the unreacted PU in modified starch samples could be effectively collected into butyl acetate layer. Therefore, the above butyl acetate–water method was effective for analyzing the grafting ratio of PUP.
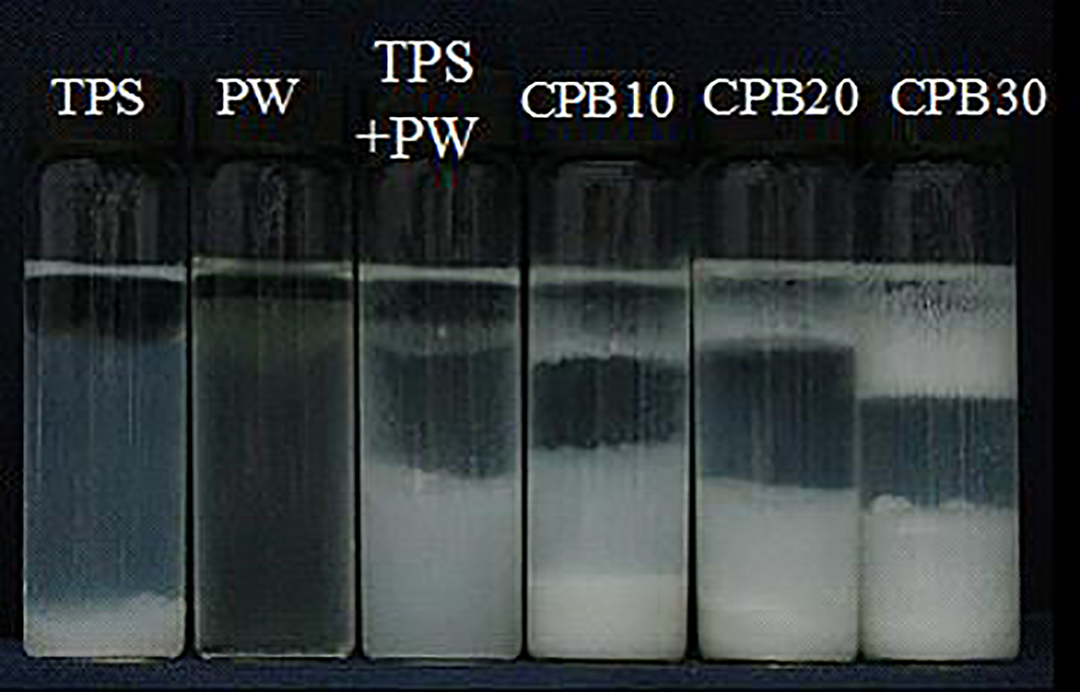
Images for analyzing reaction efficiency “PW”.
Conclusion
In summary, we prepared a novel rubber-based polyurethane/starch composite material through covalent interaction. The grafting ratios of PUP used to modify starch were almost 100%. With increasing PUP content, the modified starch showed improved hydrophobicity and tensile properties. Furthermore, CPB30 displayed homogeneous structure and high toughness as a result of good miscibility between PUP and starch. This work provided a simple and effective way to prepare modified starch with high ductility. Thermoplastic CPB30 with good processability and high toughness will have potential applications.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work received financial support from the project supported by the foundation of National Natural Science Foundation of China (grant no. 51573066); Foundation of Hubei Provincial Department of Education (grant no. Q20173001); Foundation for College Outstanding Young Scientific and Technological Innovation Team of Hubei Province (T201718); Foundation for the talentless introduction of Hubei University of Education; Foundation for Gongke Wutong of Wuhan Engineering Science & Technology Institute.