
Abstract
Rubberwood flour (RWF) was treated by alkaline, silane, and alkaline–silane, and consequently, reinforced recycled polypropylene (rPP) composites. The wood–plastic composites (WPCs) were prepared with 40 wt% RWF content using a twin-screw extruder, followed by compression molding. Silane treatment was applied at various concentrations and treatment times to evaluate the effect of treatment conditions on water absorption, mechanical properties, thermal properties, and morphological characterization of WPCs. The results indicated that alkaline–silane treatment of RWF exhibits higher properties in comparison to silane or alkaline only. In addition, silane concentrations significantly affected water absorption, mechanical strength, and hardness, while treatment times remained relatively unaffected by these properties. The best water resistance, mechanical strength, and hardness of WPCs were achieved by alkaline–silane treatment with 5% silane concentration for 2 h, which improved the interfacial adhesion of RWF and rPP as well as increased the crystallinity in the WPCs.
Keywords
Introduction
In recent years, the wood–plastic composites (WPCs) manufacturing sector has grown rapidly, especially in North America, China, and Europe. 1 Moreover, WPCs are gaining popularity because of their advantages, such as high durability, high stiffness, and low level of maintenance. 2 Similar to natural wood products, WPCs could also be utilized as building materials, decking, fences, and floor tiles. WPCs are renewable materials that consist of a polymer matrix and reinforcement. Various types of polymer, for example, polyethylene (PE), polypropylene (PP), polystyrene (PS), and polyvinylchloride (PVC) are commonly used. PP, in particular, is a thermoplastic with good properties with regard to density, processability, and low price. 3,4 However, because of its lack of biodegradability, PP use generates large amounts of waste, with potential for many negative consequences. 5
Rubberwood flour (RWF) is in the form of sawdust, which is one of the 36% wood wastes of wood processing and which can be acquired from the furniture industry widely accessible in southern Thailand. 6 Thus, both recycled polypropylene (rPP) and RWF were used as the polymer matrix and the reinforcement, respectively, in composites that can put the waste materials to good value-added use. Natural wood is composed of cellulose, hemicellulose, lignin, pectin, waxes, and impurities. 7,8 However, the hydrophilic nature of wood is a major problem for use as reinforcement in a polymer matrix. 9 Natural wood is inherently incompatible with polymers because it contains strongly polar hydroxyl groups. 10 On the other hand, polymers are generally nonpolar, resulting in weak interfacial adhesion between the matrix and the reinforcement filler 11 and thereby poor mechanical properties. 12
To achieve stronger interfacial adhesion of the polymer and wood flour, surface treatment of natural wood particles is necessary. This can be done by corona, plasma, alkaline, silane, acetylation, or maleated coupling. 9,13 Among these, alkaline and silane treatments have been widely reported. 14 Alkaline treatment removes surface impurities effectively. Moreover, alkaline disrupts hydrogen bonds, thereby increasing surface roughness. Gwon et al. 15 reported that the composites with the alkaline treatment of the wood fibers increased the tensile strength and reduced the water absorption. Farsi 16 studied the effect of the chemical surface treatment of wood flour on mechanical properties of WPCs and found that the WPCs with alkaline treatment gave higher tensile and flexural properties in comparison to benzoyl chloride, acrylic acid, and silane. Therefore, it is of interest to many researchers on the effect of the alkaline treatment of pretreated natural wood-reinforced plastic composites. 10,15 –17
Silane is recognized as an efficient agent extensively used to improve the bonding of polymer with natural wood. 18,19 Using several conditions of silane treatment were explored at different silane concentrations (1, 2, and 5 wt% of silane relative to the weight of wood fiber) and various treatment times (2, 3, 4, and 24 h) to treated natural fibers for making WPCs. 3,14,16,17 Rojo et al. 20 used 1.5% of 3-(2-aminoethylamino) propyltrimethoxysilane (AAPS) concentration to treat the cellulose fibers from eucalyptus wood for 24 h and concluded that silane treatment provided composites with the most effective thermal and mechanical properties. Asumani et al. 14 immersed the kenaf fiber in the 5% of three-aminopropyltriethoxysilane solution for 4 h. It was observed that the kenaf fibers treated with alkaline followed by silane solution significantly improve the tensile and flexural properties. Lu and Oza 21 studied the effect of silane and alkaline treatments of hemp fibers. It was found that both silane and alkaline treatments enhanced the thermal stability of hemp–high-density polyethylene composites. Meanwhile, silane solution-treated hemp fibers exhibited higher thermal stability. It concludes that chemical treatment produces better fiber–matrix adhesion and also improves the mechanical properties of WPCs. Most of the studies have shown improvement in the properties of the WPCs using chemical treatments. However, only a few studies have considered the effect of chemical treatments associated with statistical analysis and achieved the optimal condition on chemical treatments for suitable properties of WPCs. Therefore, the aim of this study was to investigate the effect of alkaline, silane, and alkaline–silane treatment of RWF on water absorption, hardness, tensile, flexural, and compressive properties. The assessment of thermal properties was also observed. In addition, the phase interfaces were studied by scanning electron microscopy (SEM) to ascertain the effects of the surface treatment of RWF on interfacial adhesion between RWF and rPP and the optimal condition including the treatment time and the concentration of silane treatment was finally indicated.
Materials and methods
Raw materials
The rPP pellets with a melt flow index of 11 g/10 min at 230 °C were purchased from Withaya Intertrade Co., Ltd (Samutprakarn, Thailand). RWF was collected from local furniture industry in Trang province of Thailand. It was screened by sifting through an 80-mesh sieve. The rPP pellets and RWF were dried in an oven at 110°C for 8 h before use. Sodium hydroxide (NaOH) and silane solution were used as the chemical treatments. NaOH (molecular weight = 40 g mol−1) in pellet form was purchased from Merck Co. (Germany). Triethoxyvinylsilane (97%) with chemical formula C8H18O3Si, molecular weight of 190.31 g mol−1, boiling point of 160–161 °C, and a density of 0.903 g mL−1 at 25°C was purchased from Sigma-Aldrich (St. Louis, MO, USA).
RWF was treated with NaOH solution (2% w/v) at 25°C for 24 h at solution ratio 1:5 (w/v). It was then washed with distilled water until it became neutral and subsequently dried in an oven at 80°C for 24 h. Both alkaline-treated and untreated RWF were further subjected to silane treatments at 1% and 5% concentrations (by weight percentage relative to RWF). The silane was dissolved in an ethanol/water mixture (50/50 by volume). The pH of this solution was adjusted to 4.5–5 using acetic acid and then stirred at room temperature for 1 h. RWF was immersed in the silane solution at RWF to solution ratio 1:5 (w/v) for 2 or 24 h. Then, RWF was filtered and dried at 80°C for 24 h.
Processing
The rPP pellets and the RWF were mixed to have 40 wt% of RWF using a twin-screw extruder (Model EMT-26) from En Mach Co. Ltd (Nonthaburi, Thailand). The temperature zones of the extruder were controlled in the range of 160–190°C, with the screw rotation speed set at 60 r min−1. The extruded compound was cut to <8 mm in length and placed in a hot compression molding machine at 190°C for 15 min at 1000 psi and was then cooled to room temperature under pressure. The WPC samples were machined for testing according to American Society for Testing and Materials (ASTM) standards.
Characterization of the morphological and chemical structure of samples
The morphologies of untreated RWF, alkaline-treated RWF, and fractured surfaces of the WPCs with alkaline–silane-treated RWF were observed by SEM using a Quanta 400 microscope (FEI Company, Hillsboro, Oregon, USA) working at 15 kV for RWF and 20 kV for WPCs. The samples were sputter coated with gold to avoid electrical charge accumulation during imaging.
To characterize the chemical structure of untreated and alkaline-treated RWF, Fourier transform infrared spectroscopy (FTIR) was applied. The infrared spectra of RWF specimens were recorded by a Vertex 70 spectrometer from Bruker (Germany). The scan range was from 4000 cm−1 to 400 cm−1.
Water absorption
Water absorption was evaluated according to ASTM D-570 standard. Before testing, the samples were dried for 24 h in an oven at 50 C, cooled in a desiccator, and immediately weighed to the nearest 0.001 g. The samples were immersed in distilled water at 25 C for 10 weeks, and the increase in mass was measured. Five replications for each sample type were used. Water absorption was calculated according to equation (1):

where W 1 and W 2 are the weight of sample before and after soaking, respectively.
Mechanical tests
Tensile, flexural, and compressive tests were conducted according to ASTM D638, D790, and D6108, respectively, by a universal testing machine (model 5582, Instron Corporation, Norwood, Massachusetts, USA). Tensile test was carried out at the crosshead speed of 5 mm min−1. Flexural tests had the crosshead speed of 2 mm min−1 with 80 mm span length. Compressive test was performed at 2 mm min−1 speed. Hardness measurement according to ASTM D2240 specifications used Shore D durometer (Model GS-702G from Teclock Corporation in Nagano, Japan). The samples were conditioned at 50 ± 5% relative humidity for more than 40 h prior to testing. The measurements had five replicates at room temperature.
Thermal analysis
Thermal responses of the WPCs were determined with a differential scanning calorimeter (DSC-7, Perkin- Elmer, Norwalk, CT, USA) under nitrogen atmosphere. The samples were heated from 20 C to 200 C at 10 C min−1 and cooled at the same rate. Crystallization temperature (T c), melting temperature (T m), and crystallinity (X c) were examined. X c was calculated according to equation (2):

Here
Results and discussion
Characterization of untreated and alkaline-treated RWF
The morphologies of RWF before and after treatment with alkaline are shown in Figure 1(a) and (b), respectively. It is observed that the surface of alkaline-treated RWF is rougher than that of untreated RWF, which is consistent with Asumani et al. 14 and Gwon et al. 15 Alkaline treatment removes both natural and artificial products, such as hemicellulose, lignin, and waxes. This increases the surface contact area of the fiber–matrix adhesion. 22 The result is consistent with the FTIR spectra as shown in Figure 2. After RWF was treated with alkaline or alkaline–silane, the peak at 1750 cm−1 disappeared; it is attributed to the stretching vibrations of the C=O bonds on hemicelluloses. 17 Moreover, the peak at 1255 cm−1 corresponding to C–O bonding in lignin also decreased in size. 21,23 Alkaline treatment partially leaches out hemicelluloses and lignin, 8 which is in good agreement with Herrera-Franco and Valadez-Gonzalez. 23 Furthermore, the reduced intensity of the 1650 cm−1 peak is related to –OH bonding of water adsorbed on hemicelluloses, also indicating partial removal of hemicelluloses by the alkaline treatment, which is in agreement with several studies. 3,17,24 When the RWF had alkaline–silane treatment at 5% silane concentration for 2 h, a peak around 1035 cm−1 was observed due to the stretching of Si–O–C and Si–O–Si bonds around 1030–1200 cm−1. 3,18,21,25,26 This peak does not change much because it is overlapped by C–O and C–O–C stretching vibrations of cellulose. 3 However, the result reveals silane presence on the RWF surfaces. These observations lead to a good effect on water absorption, mechanical, and thermal properties of WPCs treated by alkaline, silane, and alkaline–silane.
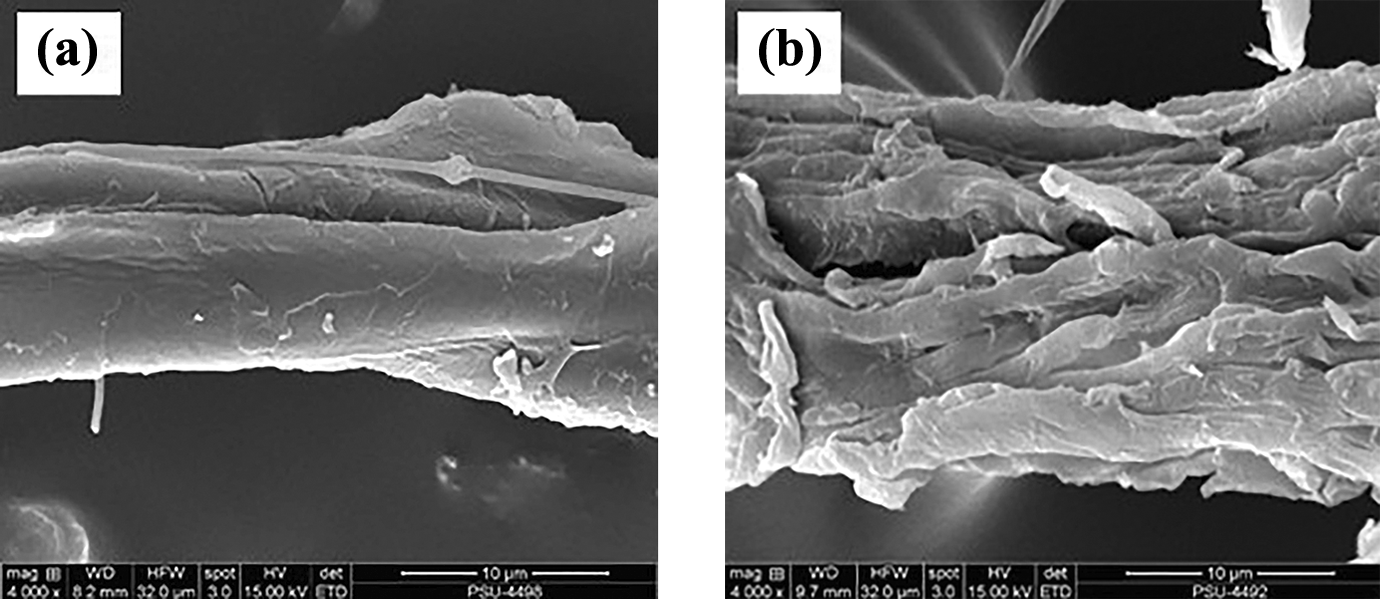
SEM micrographs of (×4000) (a) untreated and (b) alkaline-treated RWF.
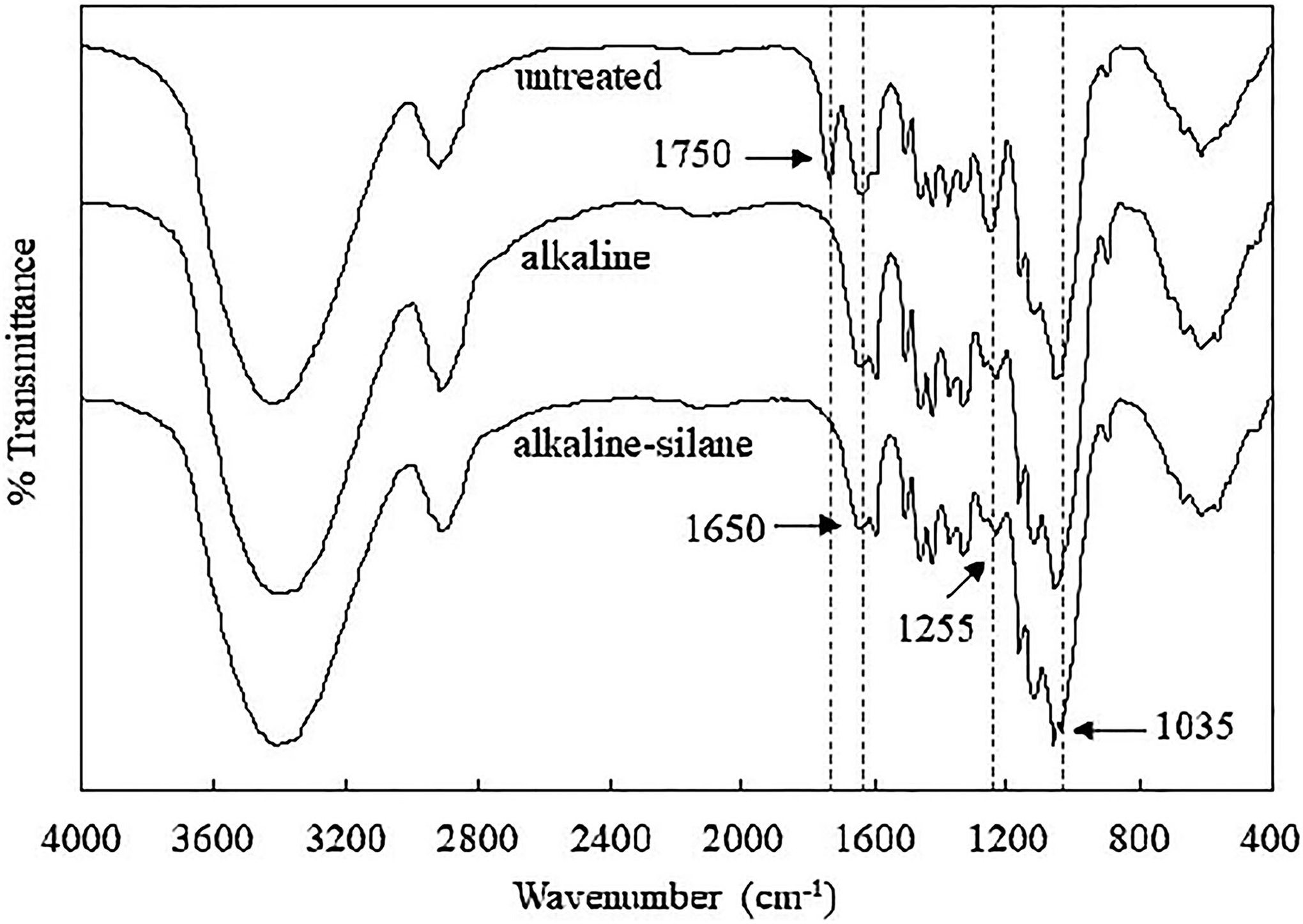
FTIR spectra of untreated and treated RWF.
Water absorption
Water absorption of WPCs with untreated, alkaline, and alkaline–silane treated RWF is shown in Figure 3. Water absorption increased with immersion time in which water was absorbed rapidly in the first period until saturation at approximately 10 weeks. Water absorption with untreated RWF was higher than that of both alkaline and alkaline–silane-treated RWF, because wax, impurities, and hemicelluloses on RWF surfaces were removed by the alkaline treatment, reducing the water absorption of composites and improving the surface adhesion of polymer and fiber. 12,27 Similar result has been reported by Cui et al. 10 who studied the water resistance properties of wood-recycled plastic composites with different surface treatments. The results showed that the moisture content of a combination of the alkaline and silane methods was the lowest as compared to those treated by an alkaline or a silane method.
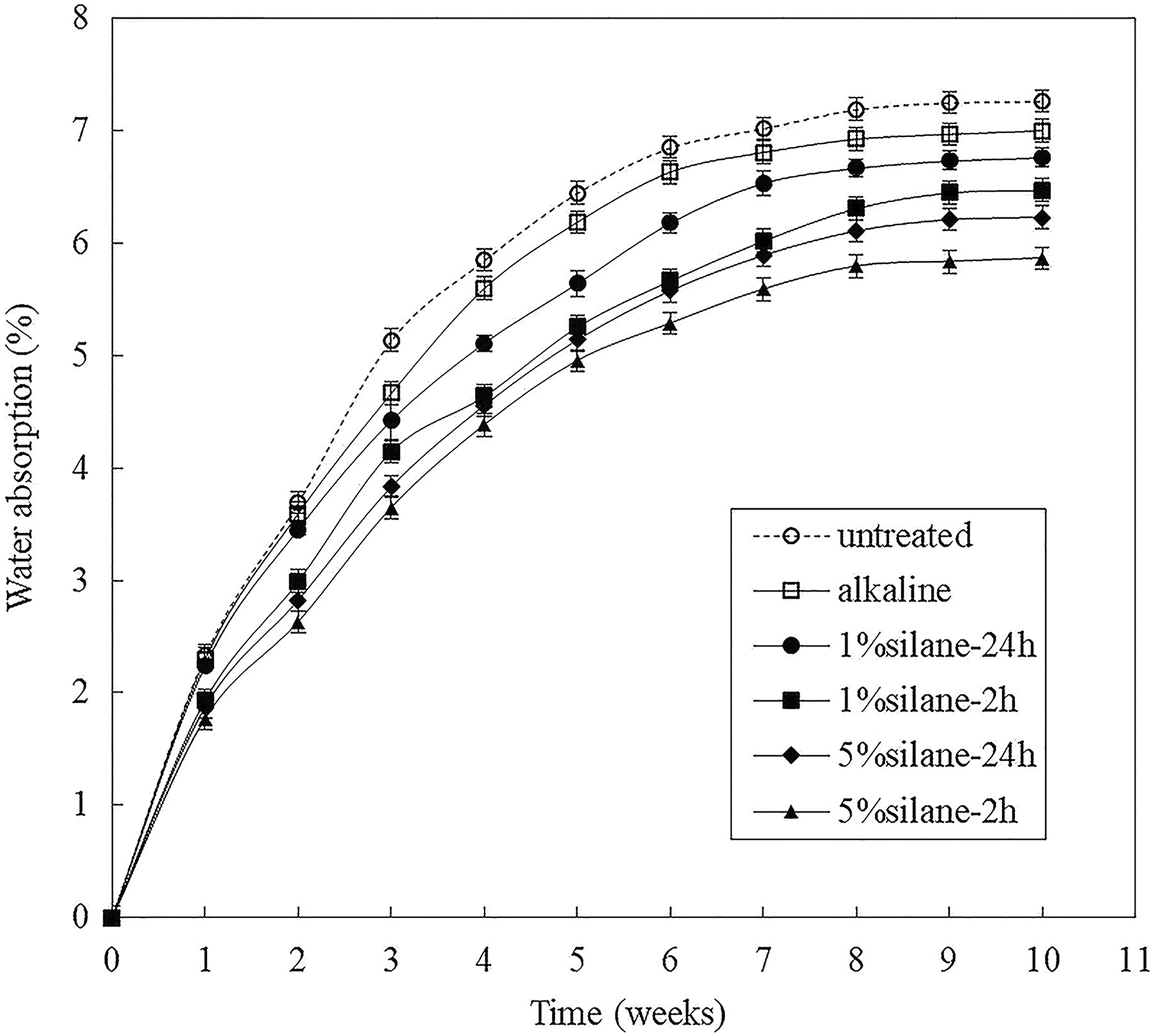
Water absorption of WPCs with untreated or treated RWF, with alternative treatments shown in the legend.
From Table 1, two-way analysis of variance (ANOVA) was performed (p < 0.05) to evaluate the effects of silane concentrations (1% or 5%) and treatment times (2 or 24 h) of silane treatment on water absorption for 10 weeks of composites. Silane treatment increased the water resistance of WPCs. Water absorption significantly decreased with increasing silane concentration, while treatment time has statistically insignificant effect. It is concluded that 2 h of silane treatment for RWF is sufficient for enabling the cross-linking of RWF and rPP. It was observed that the WPCs with alkaline treatment followed by silane-treated RWF with 5% silane concentration for 2 h exhibited the lowest water absorption in comparison to other conditions, which absorb water more easily. As a result, the WPCs reveal an improvement in the compatibility of RWF and rPP, supported by the SEM images in Figure 4. WPCs with RWF-treated 5% silane concentration for treating time of 2 hexhitbit more compatible materials and less voids as shown in Figure 4(b). In contrast to the WPCs with RWF-treated other conditions, water absorption could be more easily evaluated if voids were left by poor interfacial adhesion of RWF and rPP as shown in Figure 4(a), (c), and (d).
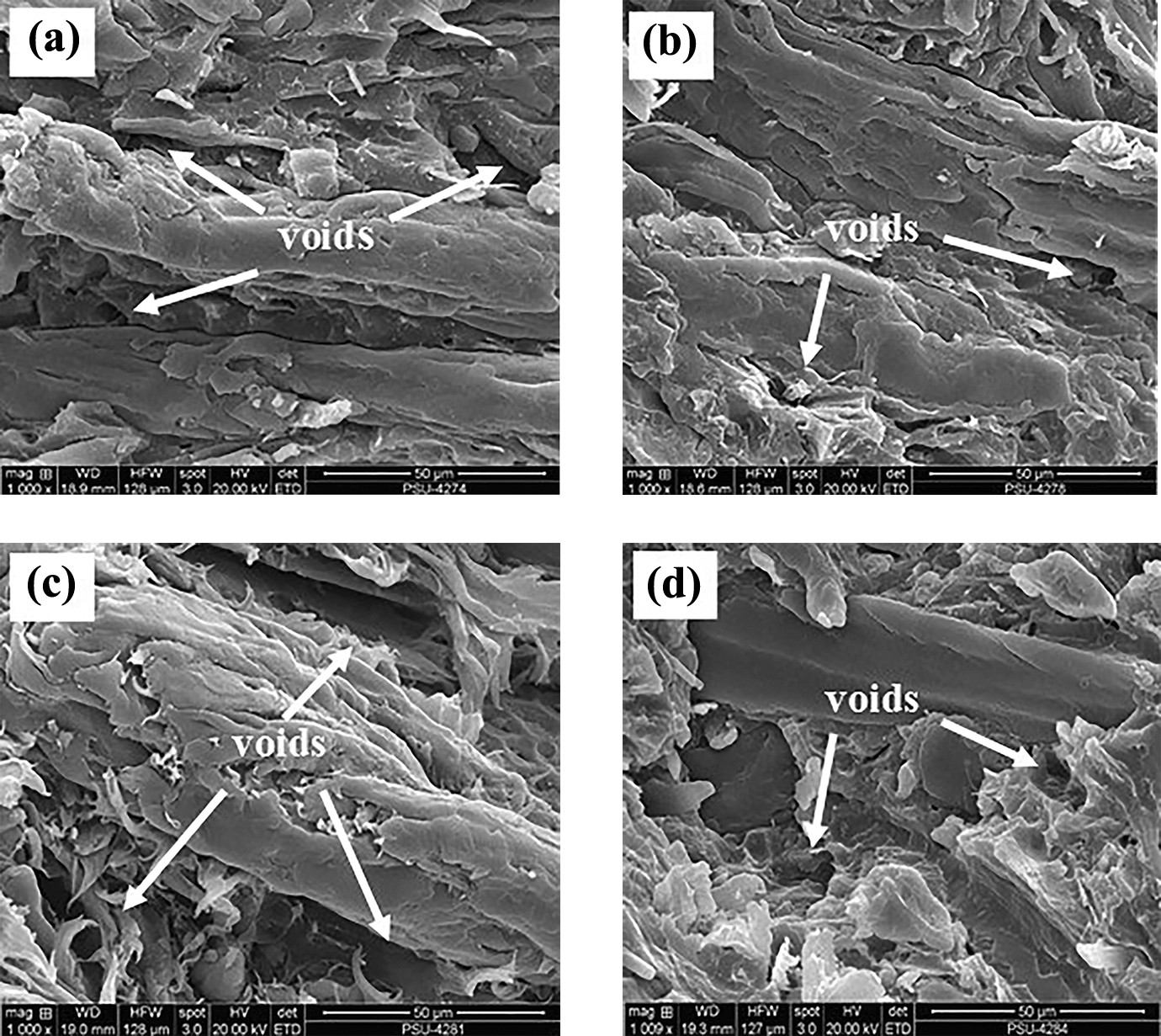
SEM micrographs (×1000) of WPCs with alkaline–silane-treated RWF: (a) 1% silane for 2 h, (b) 5% silane for 2 h, (c) 1% silane for 24 h, and (d) 5% silane for 24 h.
Analysis of variance for the effect of alkaline–silane treatment factors on properties of WPCs.
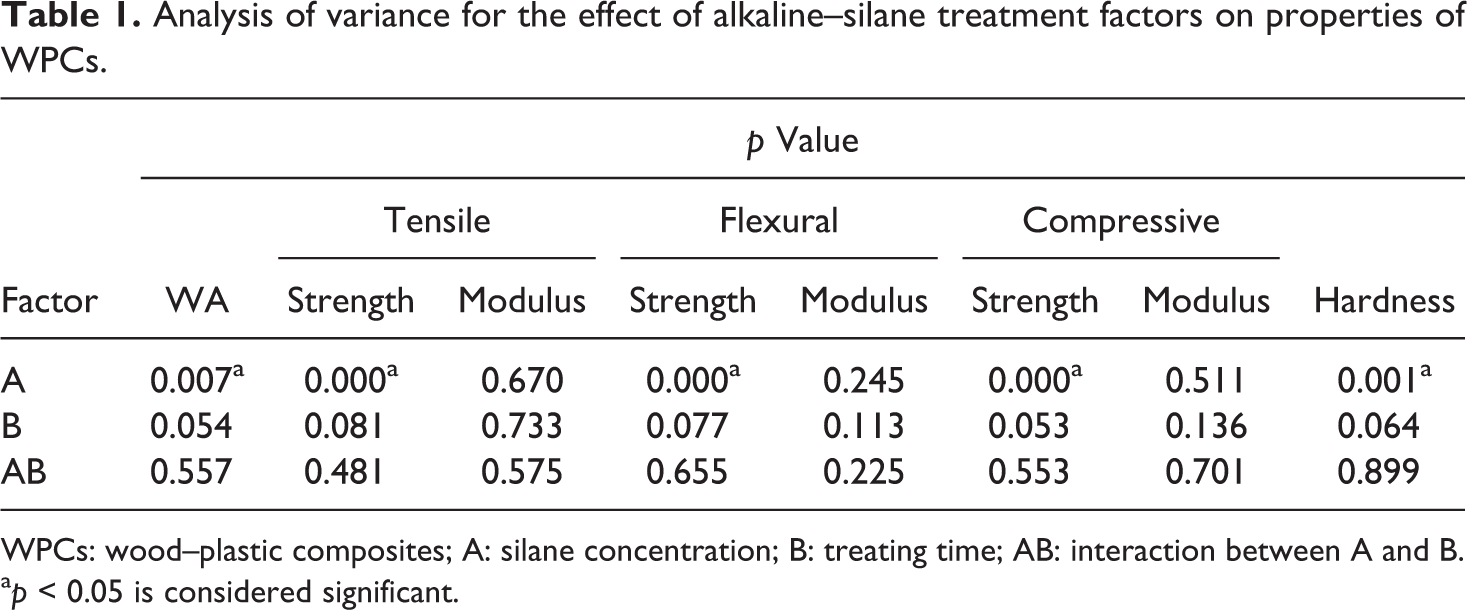
WPCs: wood–plastic composites; A: silane concentration; B: treating time; AB: interaction between A and B.
a p < 0.05 is considered significant.
Mechanical properties
The effects of alkaline, silane, and alkaline–silane treatments on the tensile properties of WPCs are shown in Figure 5. It was found that the tensile strength and modulus of WPCs with alkaline treatment improved up to approximately 3.89% and 30.18%, respectively. This trend was also found by Kaewkuk et al. 12 and Farsi 16 who reported that alkaline-treated wood filler gave tensile properties of WPCs superior to that of untreated wood filler. The removal of impurities by alkaline treatment was very effective and improved adhesion between RWF and rPP. 8 As a result, WPCs with alkaline-treated RWF and with subsequent additional silane treatment produced better tensile properties than RWF treated with silane alone due to the improvement of the surface area of wood fiber and the interfacial adhesion between RWF and rPP.
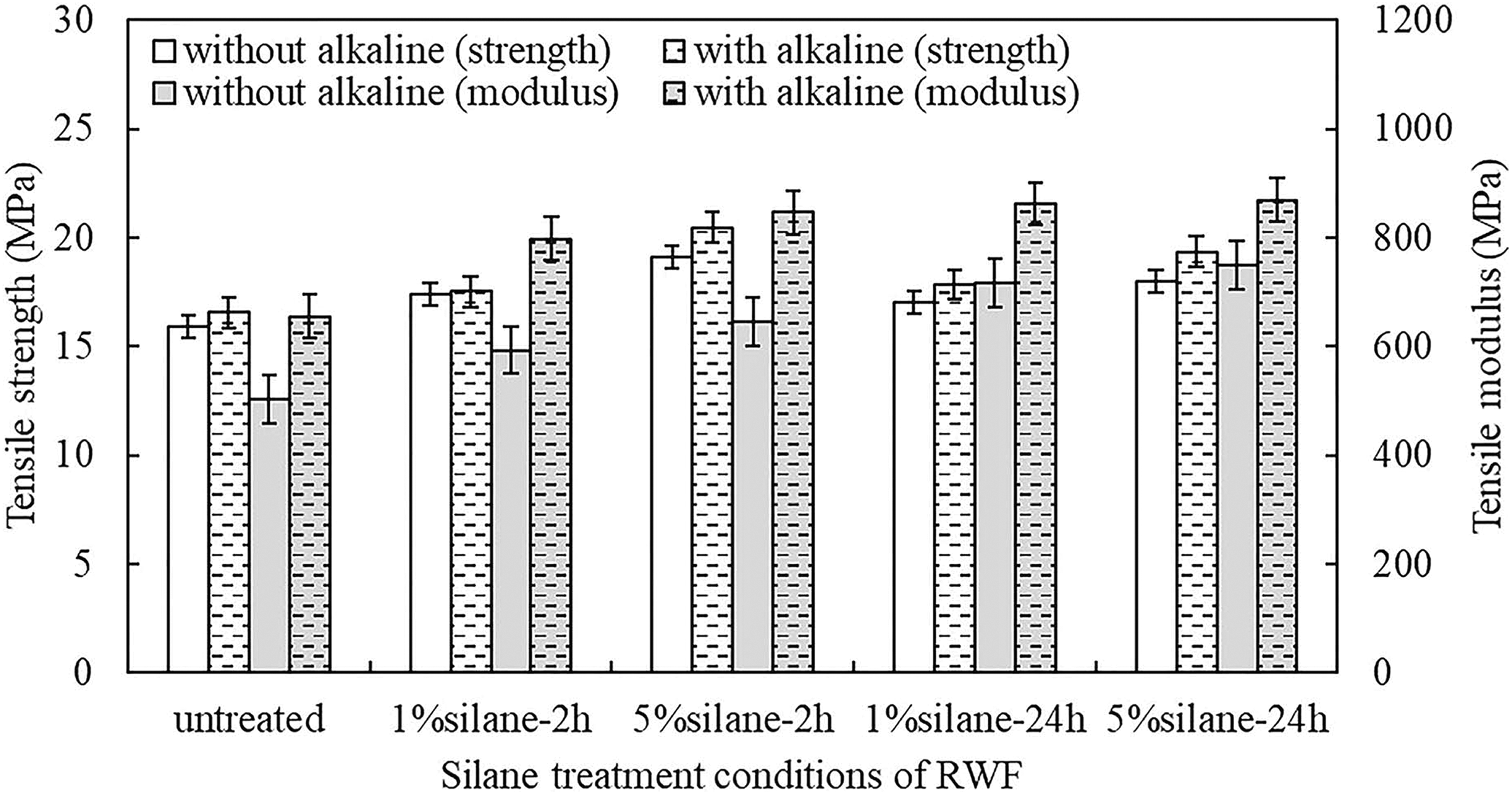
Tensile properties of WPCs with untreated or treated RWF filler.
By comparing the alkaline–silane conditions, it clearly showed that the WPCs with RWF treated 5% silane concentration and 2-h treatment time exhibited superior tensile strength in this experiment. Moreover, its improvement of tensile strength is 28.49% and 23.69% when against untreated and alkaline-treated RWF-rPP composites, respectively. This finding is consistent with the results of Asumani et al. 14 who considered PP composites with kenaf fiber-treated alkaline–silane treatment. They reported that the additional silane treatment results increase in tensile strength of composites with both untreated fiber and alkaline treatment only.
Similarly, the alkaline–silane-treated RWF also gave higher tensile modulus (an average 844.43 MPa) in WPCs than with either untreated or alkaline treatment. The maximum tensile modulus occurred in WPCs when RWF was treated with silane at 5% concentration and treatment time for 24 h. For this condition, the tensile modulus increased by 72.55% and 32.54% in comparison to untreated and alkaline-treated RWF, respectively. Furthermore, the various conditions of silane treatment did not seem to affect the tensile modulus, which is in good agreement with several prior studies reporting that the loading of wood filler in a polymer matrix may influence the modulus mainly through the rigidity of natural wood. 2,5,6,12,28
Flexural properties of WPCs with different treatments of RWF are shown in Figure 6. The trends are similar to those in tensile properties. Flexural strength and modulus were improved up to 4.46% and 7.24%, respectively, by alkaline treatment. Similar results have been reported by Rojo et al. 20 who concluded that alkaline-treated fiber-reinforced composites improved the flexural properties. However, silane treatments also enhanced the flexural strength up to 7.57% at 5% silane for 2 h treatment time and the flexural modulus up to 6.90% at 1% silane for 24 h treatment time. This result is similar to that of Gharbi et al. 26 who reported that the flexural properties were greatly affected by silane treatment of olive nut flour used as filler in a polyester resin matrix. Moreover, the result is clear that the use of the combined alkaline and silane treatment is better than either alkaline or silane because surface treatment produced the strong RWF-rPP matrix compatibility. Therefore, alkaline–silane treatment at 5% silane for 2 h treatment time showed a higher flexural strength (39.12 MPa) than that the alkaline (11.86%) or silane treatment (8.62%) only. In similar prior studies, the flexural properties improved steadily with alkaline and silane treatments, as reported by Asumani et al. 14 and Nopparut and Amornsakchai 17
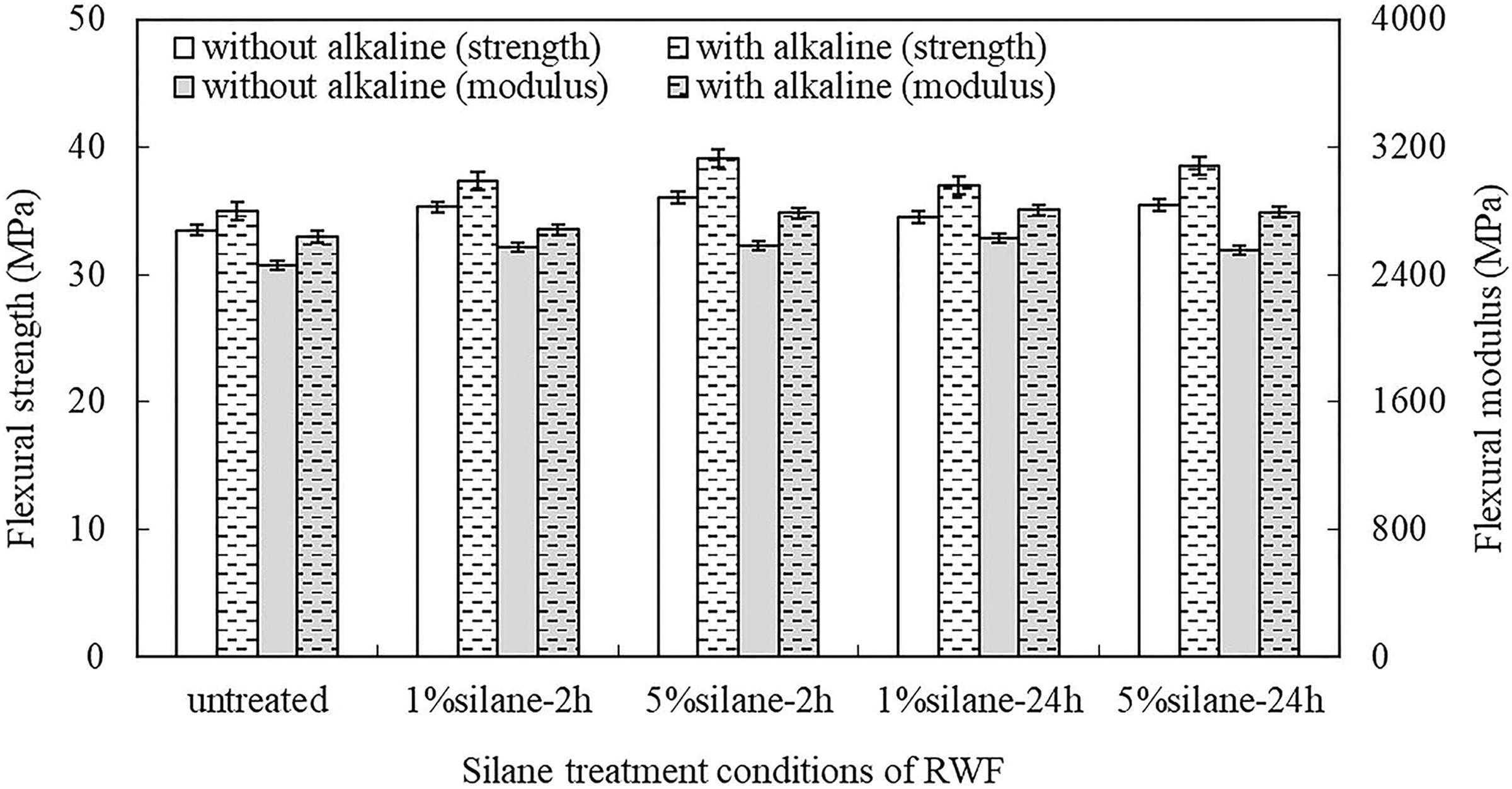
Flexural properties of WPCs with untreated or treated RWF filler.
The effects of surface treatments on the compressive properties of WPCs are shown in Figure 7. The results exhibit similar trends in tensile and flexural properties.
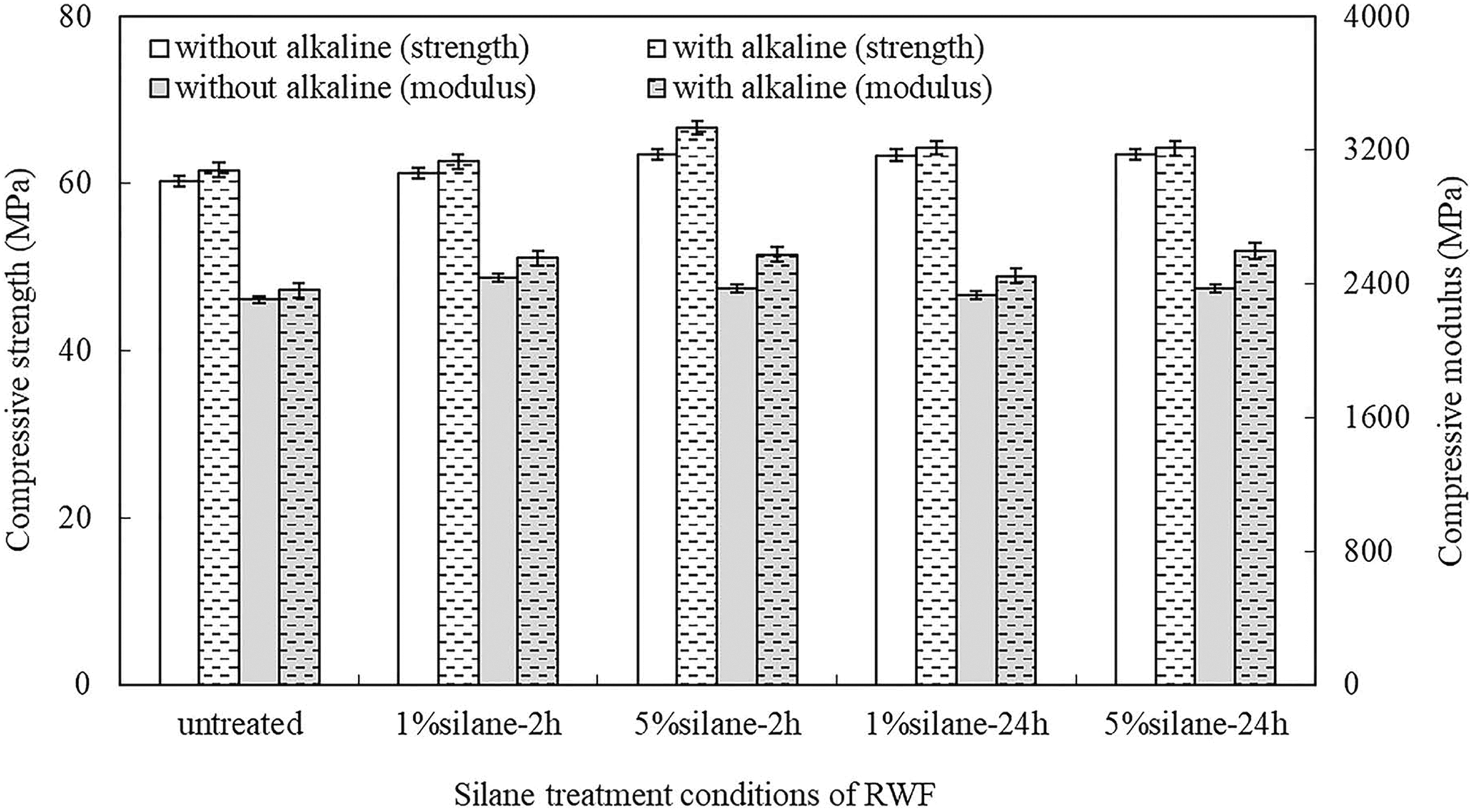
Compressive properties of WPCs with untreated or treated RWF filler.
WPCs with alkaline or silane-treated RWF had slightly improved compressive strength and modulus. The alkaline treatment enhances the strength and modulus of 2.16% and 2.50%, respectively. The RWF treatment with 5% silane concentration and 2 h treatment time prior alkaline showed the higher compressive strength up to 10.59% in comparison to untreated RWF. This condition is a clear indication of effective load transfer between the RWF and rPP matrix. The alkaline–silane treatments gave an average compressive modulus value of 2544.15 MPa, which up to 10.33% compared to untreated RWF. It concludes that the chemical treatments also improved the compressive properties.
Panaitescu et al. 3 reported that the chemical treatments could increase the stiffness and hardness of WPCs. The trends are similar to those in Figure 8, where RWF with surface treatments enhanced the hardness of WPCs in all cases. The hardness values of WPCs with RWF treated with alkaline or silane or alkaline–silane were higher than that of untreated RWF.
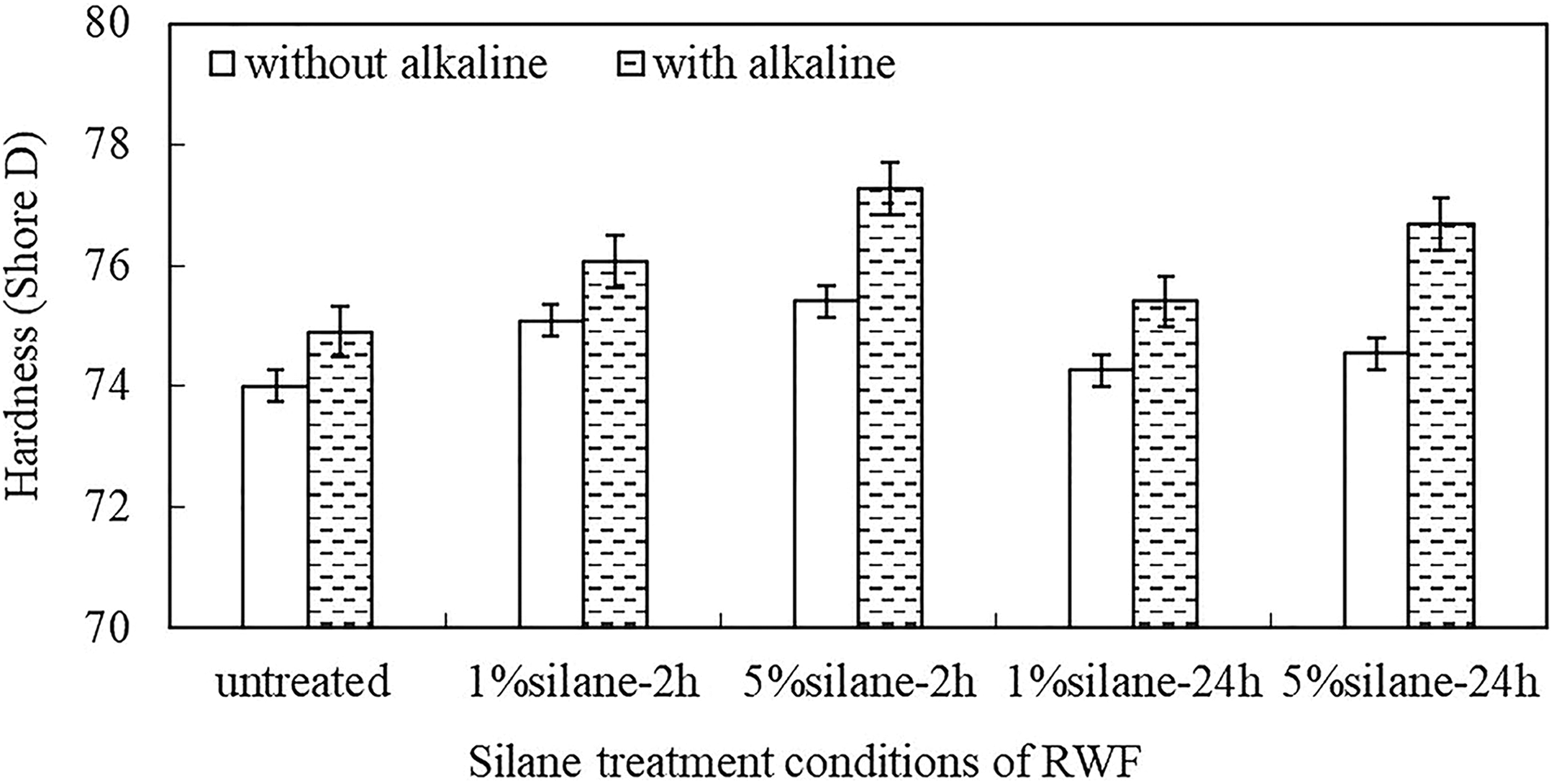
Hardness of WPCs with untreated or treated RWF filler.
Alkaline–silane treatment resulted in better mechanical properties than either alkaline or silane treatment alone. Increasing the silane concentration from 1% to 5% at the same treatment time improved the mechanical strength of WPCs because of siloxane linkages as consequence of better adhesion between RWF and rPP. Treatment time did not seem to affect mechanical properties. The results from ANOVA showed that silane concentration significantly affected the mechanical strength of WPCs (p < 0.05) as shown in Table 1. In this study, the mechanical strength of WPCs with an alkaline–silane treatment at 5% silane concentration for 2 h appeared to be the optimal surface treatment for RWF. The silane concentration or treatment time did not seem to affect mechanical modulus with statistical significance.
The morphological characterization of WPCs with alkaline–silane treatments was observed by SEM micrographs as shown in Figure 4. The improvement of mechanical properties of WPCs depends on the distribution of fiber reinforcing into matrix and the strong interfacial bonding between the reinforcement and the matrix, as reported by Madhoushi et al. 29 and Fiore et al. 30 As a result, WPCs had the mechanical properties between wood fiber and matrix interlocking enables the transfer of stress from the matrix to the wood fiber. 20 The SEM imaging in 5% silane concentration for 2 h treatment time, Figure 4(b), displayed more compatibility of RWF with rPP matrix by good adhesion and fewer voids than other the treatments (Figure 4(a), (c), and (d)).
Thermal analysis
The results of DSC analysis of WPCs with alkaline–silane-treated RWF, namely T c, T m, and X c are shown in Table 2. WPCs reinforced with alkaline–silane-treated RWF had slightly elevated T c. Therefore, the forming of WPCs with treated RWF requires less molding time and energy than with untreated RWF. 31 The silane treatment conditions did not affect T c. On the other hand, crystallinity increased with silane concentration and X c is generally affected by surface treatment of the filler. 2 The increased T m caused thicker lamellae of crystallites and increased X c. 3,27 Although, WPC with 1% silane–24 h-treated RWF showed higher T m, it gave lower X c. This is because X c is dependent on the dispersion of wood filler as well. 2 This result is shown in Figure 4(c) in which the dispersion of RWF is not good, resulting in more voids between rPP and RWF. This study also found that 5% silane concentration with 2-h treatment time gave WPCs the highest T m and X c: 163.50°C and 27.56%, respectively. This implies that the increased X c was caused by stronger interfacial interactions between matrix and wood after alkaline–silane surface treatment as shown in Figure 4(b), and this helped to improve the mechanical properties of WPCs. 3
Thermal characteristics of WPCs with untreated or alkaline–silane-treated RWF filler.
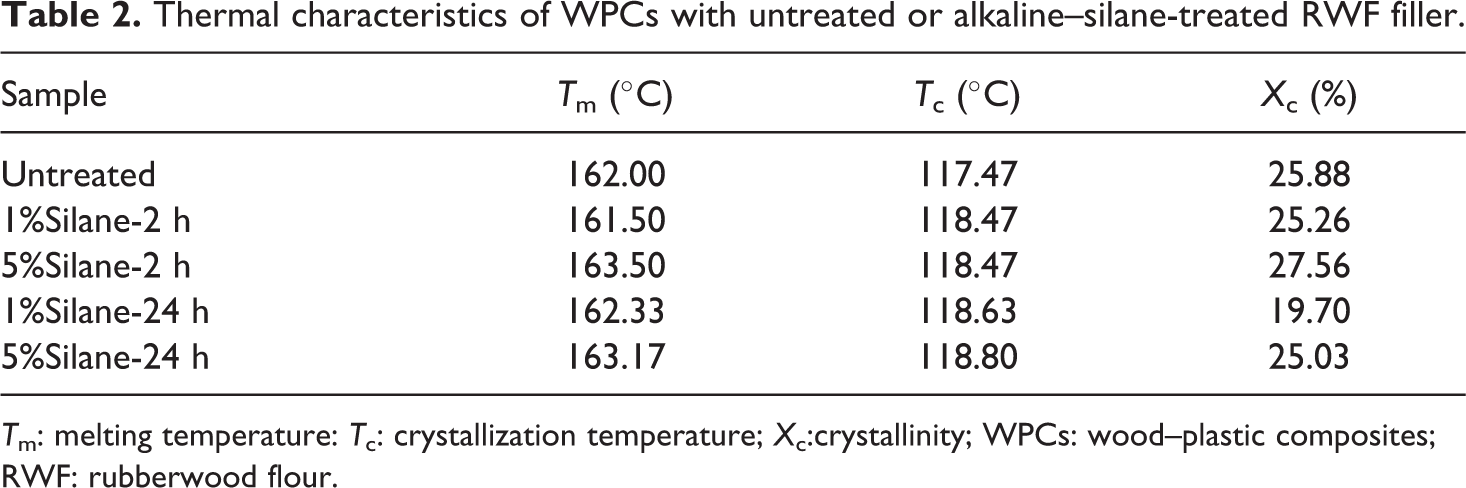
T m: melting temperature: T c: crystallization temperature; X c:crystallinity; WPCs: wood–plastic composites; RWF: rubberwood flour.
Conclusions
When RWF was treated with alkaline or with alkaline and silane, FTIR and SEM showed that alkaline removed impurities and reduced the hydrophilic characteristics of wood flour. WPCs were prepared with treated and untreated RWF filler, and water absorption and mechanical properties of the WPCs were examined. Both water resistance and mechanical properties of the WPCs were improved by treatments of the RWF that increased the compatibility of RWF with the rPP matrix. The effects of silane treatment concentration on water absorption, mechanical strength, and hardness of WPCs were statistically significant. Among the tested alkaline–silane treatments of RWF, the properties of WPCs are the greatest at the condition of RWF treated with 5% silane concentration for 2 h. The strong interfacial interactions of alkaline–silane treated RWF filler and rPP matrix also caused increased X c in the WPCs. Finally, this study presents the alkaline–silane RWF-rPP composites that a potential consideration for building applications and also value added of wood waste and recycled plastic.
Footnotes
Acknowledgements
The authors would like to thank the office of the Higher Education Research Promotion for supporting Mrs Sriwan Khamtree under the CHE-PhD Scholarship Program and the government budget of Prince of Songkla University (ENG-61-00-62-S). The authors would also like to thank Research and Development Office (RDO) and Assoc. Prof. Seppo Karrila for editing this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.