
Abstract
Composite partition sheets were prepared by vacuum infusion process using noncombustible glass fiber and waste nylon along with polyester matrix. The waste nylon materials obtained in the form of discarded fishing nets were reinforced in sheets with T90° orientation. They were then coated using two types of fumed silica nanopowders mixed in polyester resin. Two types of coated and corresponding bare hybrid composite samples were examined for their various properties. Appreciable values for mechanical properties were obtained for all the hybrid sheets which are more pronounced for the nanocoated sheets. Furthermore, horizontal flammability tests proved that the fumed silica-coated sheets have better flame-retardant characteristics. With constant heat flux of 50 W/m2, the specimens were investigated for the peak heat release rate (HRR) and fire reaction properties like total oxygen consumed, average specific mass loss rate, total smoke release, and average HRR which gave good results for the nanocoated sheets. Moreover, water-absorbing properties of the hybrid sheets were generally less and it was better in the case of hydrophobic fumed silica-coated samples. These low cost and less weight composite sheets were successfully developed and the results obtained were encouraging, which can be used as partition sheets in the construction of affordable buildings.
Introduction
Coating over material is done to improve desirable property of any material, and enhancements in powder coatings encourage the researchers to strive forward in this field. 1 –3 Mixing or dissolving of the powders with the solvents plays an important role in coating. Improper dissolving of those powders may result in decrease in mechanical strength of the resultant cured product. 4 –7 These disadvantages led to the involvement of nanosized particles in powder coatings because of its size and morphological structure. Proper nanopowders are to be chosen to move in viscous with the solvent, for which the coating can be perfected with ease. They are nonvolatile and are also employed for their better optical properties. 8 –10 The complete dispersion of the nanoparticles will enable the chemical interactions between the solvent to be more stable which thence improves the mechanical properties of the coated material. 11,12 Two types of fumed silica-enriched nanopowders, AEROSIL®200 and AEROSIL®R 972, were chosen for the best flow ability with the polyester for the coating. The prior one being a hydrophilic has better compatibility in making sheets with the polyester matrix. The latter is hydrophobic and hence the sheets have more advantages of being water resistant. 13
Fishing nets are made of nylon, a thermoplastic polymer, produced by condensation polymerization and transformed into monofilament and multifilament fishing nets. 14 Nylon is used because of their high tensile strength, elasticity, luster, excellent scratch resistance, highly resistant to abrasion and chemicals. They are also not affected by insects, fungi, animals, and rots 15 –17 and hence used for fishing purpose. Glass fibers, the utmost common reinforcement material for manufacturing polymer matrix composites, gained its way by their high tensile strength, high chemical resistance, and insulating properties. 18 –21 E-glass fibers are commercially available and cheap. Since they are brittle and have less impact resistance, waste nylon materials, that is, fishing nets, are also used as reinforcement for improving the impact properties of the partition sheets. 22 –24
This work deals with the study of hybrid composites with nanocoatings, manufactured as sheets, specifically evaluated as a substitute for partition sheets for indoor housing applications in buildings. They are investigated for the basic mechanical properties for their strength compatibility, as well as durability and flammability, along with smoke test, for their fire behavior in case of accidents. The water absorption characteristics are also considered for its reaction to moisture due to spillage.
Experimental
Raw materials
AIPOL-2102 grade of ultraviolet stabilized isophthalic polyester of viscosity 400–650 cps was employed due to its good mechanical property, better chemical resistance property, and high distortion temperature. 25 –27 It was purchased from Aiswarya Polymers, Coimbatore, India. Methyl ethyl ketone peroxide (MEKP) and cobalt naphthenate were used as catalyst and accelerator, respectively, and were purchased from Leo Enterprises, Kanyakumari, India. Chopped E-glass fiber of grade 300 g/m2 was also purchased from the latter. The waste nylon fishing nets, one of the reinforcing raw material with 8-mm mesh size, were collected from the coastal lines of Kanyakumari district, Tamil Nadu, India. The collected waste fishing nets were cleaned properly, dried under sunlight, and then stored in a room without any other temperature variations and weather conditions. Poly(methyl methacrylate) acrylic sheets were used as substrate for excellent glossy finish on both sides of the composite sheets.
The nanopowders, AEROSIL®200 and AEROSIL®R 972 having the surface area of about 200 m2/g, (hydrophilic) and 120 m2/g (hydrophobic), respectively, supplied by EVONIK Industries, Germany, were utilized for coating. The average size of both the nanopowders is around 16 nm, and the particles were loaded for 2% weight of the polyester solvent for coating over the composite sample sheets.
Composite preparation
The acrylic sheet was placed on the working table over which the wax, releasing agent, was applied. A single layer of glass fiber was carefully placed on the wax-coated acrylic surface; subsequently, waste nylon fiber is placed with T90° orientation. Another layer of glass fiber is placed over and again by the wax-coated acrylic sheet. The sandwich arrangement is then covered with a vacuum bag with the help of the sealant tape. The arrangement is then checked for the leakage of the vacuum bag with the help of the vacuum pump. Next, the mixed polyester matrix (resin) along with the catalyst and accelerator was taken in the inlet tank. The resin flows through the sandwiched reinforcements from the inlet by the action of the vacuum pump at the other side. Excess resin is collected at the outlet tank and care is taken for the resin, not to be infiltrated into the vacuum pump. Curing was done at clamping pressure of 0.6 bar at room temperature of 26°C. 28,29 The hybrid sheet, after complete curing, was then removed from the acrylic sheets easily with the aid of the releasing agent. A simple 3-D model of hybrid 1 is shown in Figure 1. The detailed vacuum infusion process setup is given in Figure 2, which clearly shows the resin flow through the raw materials, marked in red. Composite specimens with two and three layers of fishing net were sandwiched between the glass fibers for the manufacture of hybrids 2 and 3 samples, respectively, by adopting the above-mentioned method. The glass fiber alone sample, that is, Glass Fiber Reinforced Plastic (GFRP), was also prepared by the same method.
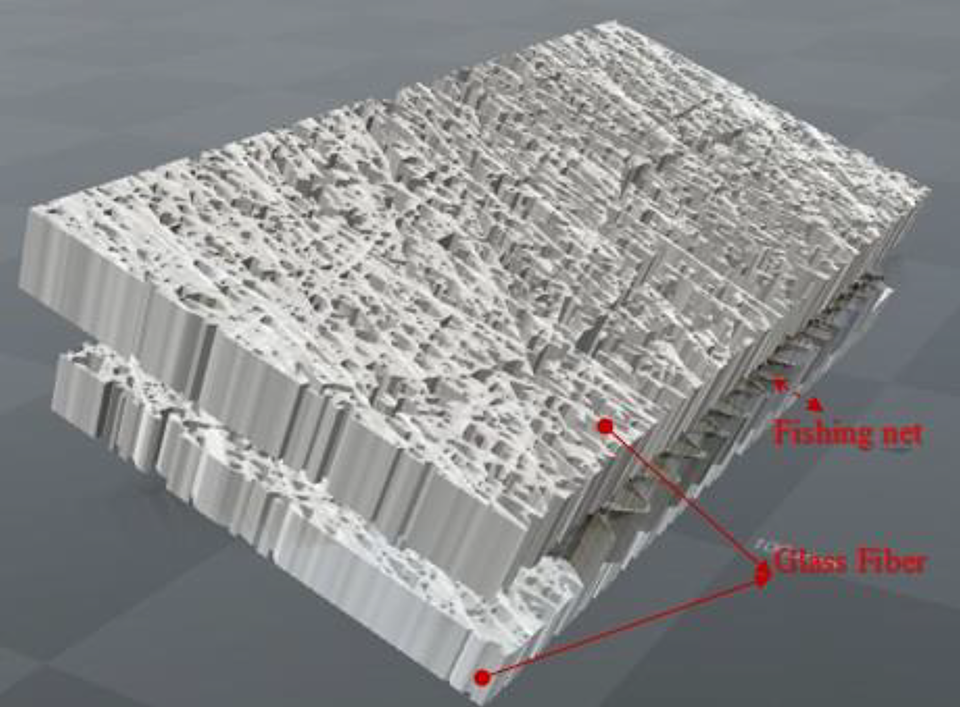
3-D model of hybrid 1.
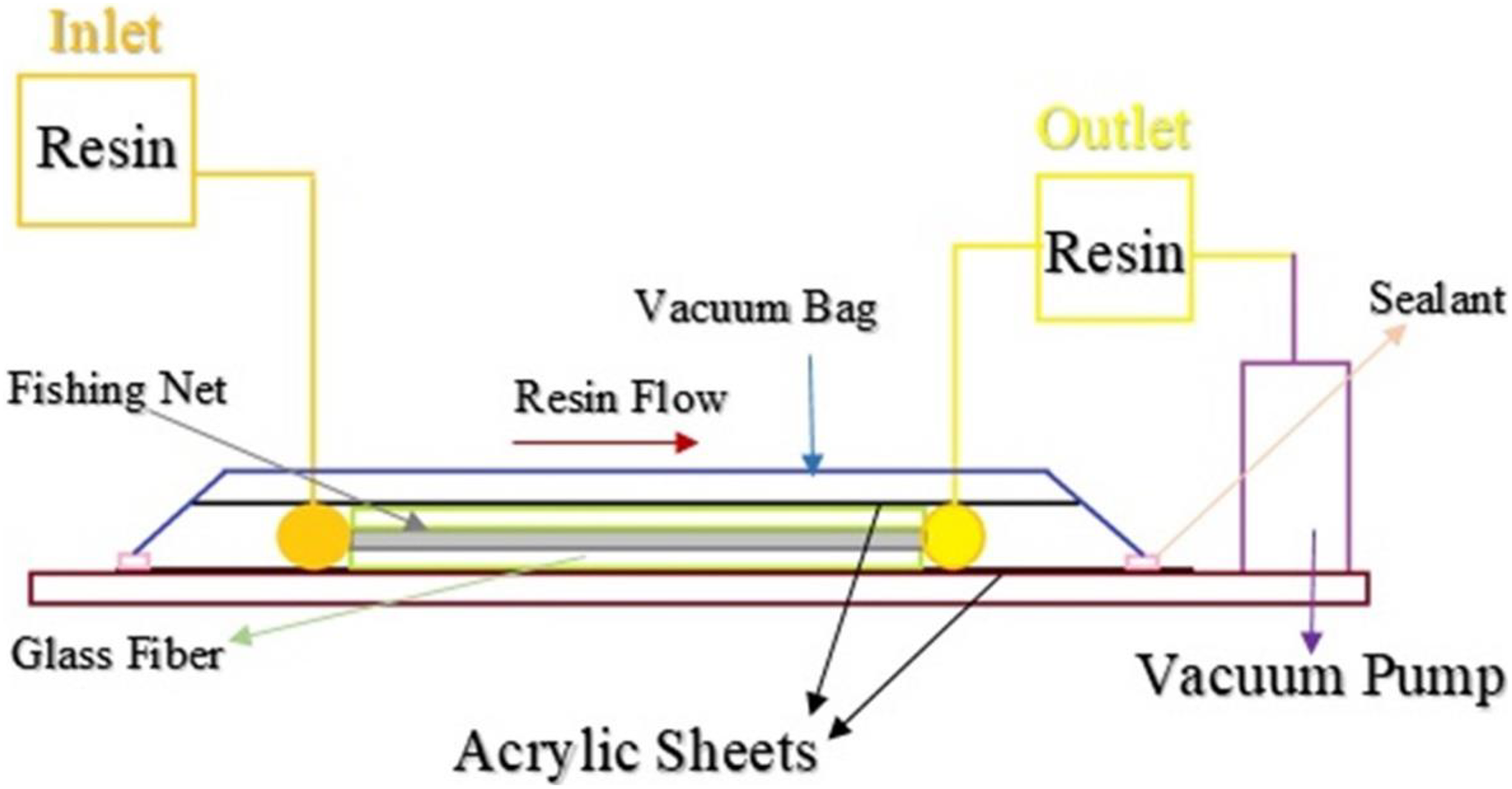
Vacuum infusion process of composite sheet manufacturing.
Nanopowder coating
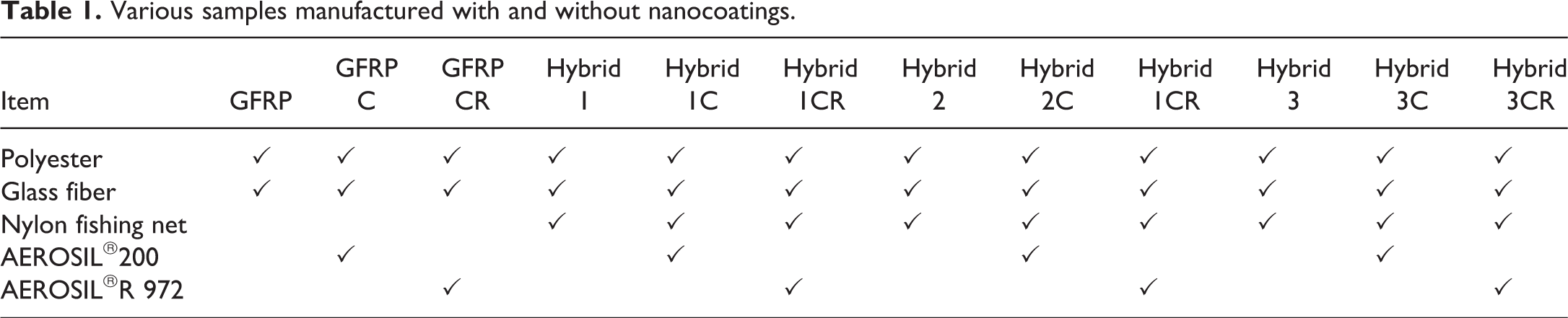
After composite sheets preparation, the coating was done on them using the two nanopowders separately. The nanoslurry was prepared with the uniform dispersion of the nanoparticles in polyester resin with the help of the stirrer of blade diameter 50 mm, at a peripheral speed of 3 m/s. Pigment suspension and anti-sag property of the polyester are improved by the above-mentioned nanopowders. 30,31 The nanoslurry along with MEKP and cobalt naphthenate (curing agents) is then sprayed over the cured sample sheets using the air-assisted electric spray gun with a rated power of 650 W. The coated samples were allowed to cure for about 15 min at 80°C. The thickness of all the samples was measured to be 2.5 ± 0.5 mm. The total number of sample sheets manufactured was illustrated in Table 1.
Various samples manufactured with and without nanocoatings.
Mechanical properties
The tensile test and three-point flexural test of all the prepared composite sheets were carried out using Kalpak Computerized Universal Testing Machine (100 KN) (Kalpak [Model No: KIC-2-1000-C]). The tensile test was performed on composite flat specimens adopting the standard ASTM D 3039. The composite specimens were cut to essential dimensions (25 × 250 mm2) using a circular saw. A uniaxial load was applied through both the ends of the specimen and was pulled off from the holding fixture until it breaks. Flexural test was performed using the standard ASTM D 790 (13 × 125 mm2). The test speed maintained was 2 mm/min. The test was stopped when the specimen breaks after the application of the bending load. Impact tests were carried out on composite specimens in accordance with ASTM D 256 and the specimen size was 13 × 60 mm2. The composite sheets resistance to impact from a swinging pendulum was obtained through this test.
All the above-mentioned tests in triplets were carried out in order to obtain statistical accuracy at normal ambient temperature of 27°C, under semiarid climatic conditions at the locality which is maintained near the machines. The humidity was 62% and the pressure was found to be 1.011 bar, as measured at the time of testing.
Flammability
Flammability vertical evaluations were performed by adopting the standard procedure for thermoplastics UL-94. In this test, the specimen (125 × 13 mm2) was held at one end in the vertical position using the specimen holder. The burning flame was shown to the free end of the specimen such that the free end was 10 mm above the Bunsen burner for a period of two 10-s intervals. The after flame time was noted. For horizontal flammability test, ASTM D 635 was carried out, where the flame was shown to the free end of the specimen for 30 s by the burner until the fire catches completely on the specimen and the time interval between two reference points was noted.
Smoke test
Smoke test was performed with Cone Calorimeter of Fire Testing Technology, UK, with a maximum heat output of 100 kW/m2. The method adopted was ISO5660-1. The apparatus consists of a conical electric heater delivering uniform radiance of 50 kW/m2 to the samples (100 × 100 mm2). The sample was mounted on a load cell recording its mass during the experiment. A spark is used to ignite flammable vapors. The fire effluent gases travel upward into an instrumented hood where the gas samples were collected.
Water absorption
The standard used for this test was ASTM D 570. The specimen size was 50 × 50 mm2 and five specimens were tested for each of the different composites manufactured for statistical accuracy. The specimens were preconditioned by drying in open air until a constant weight was obtained. The weighed samples were submerged in both fresh water (pH 7.8) and sea water (pH 8.9) at room temperature, 26°C. The specimens were then removed and the surface was cleaned with a tissue paper before weighing at different intervals of time. Various long-term immersions were carried out and the increase in weight and the percentage of water gained by the composite was also calculated.
Results and discussion
The diameter of a single thread of collected waste fishing net nylon is 0.3 mm for which the tensile strength is 287 MPa. Thermogravimetric analysis studies of the utilized fishing net nylon using PerkinElmer TGA 4000 available at NIT Tiruchirapalli, India, revealed that 50% decomposition occurred at 390°C, whereas the complete decomposition happened at 510°C. Decomposition temperature range was between 350°C and 450°C. 32
Mechanical properties
Tensile strength is appreciably good as these composites possess glass fiber and waste fishing net 33,34 as their reinforcement as seen from Figure 3. A significant increase in tensile strength is observed in nanocoated sheets but more predominant with the nanocoated composites. The increase in tensile strength is about 33% when compared with the bare GFRP sample. The better dispersion of the hydrophilic contents of the nanopowder has led to increased tensile strength than the hydrophobic as seen in the bar plotted for hybrid 1C sample. Even though the hydrophobic nanopowder was made by the chemical treatment of silanes over hydrophilic grade powder, the tensile strength is comparably slightly reduced, which may be due to the improper bonding with the matrix. 35,36 Furthermore, the tensile load bearing capacity is increased by the presence of the waste nylon elements, that is, fishing nets in layers 22 –24 which is reflected in the latter samples.
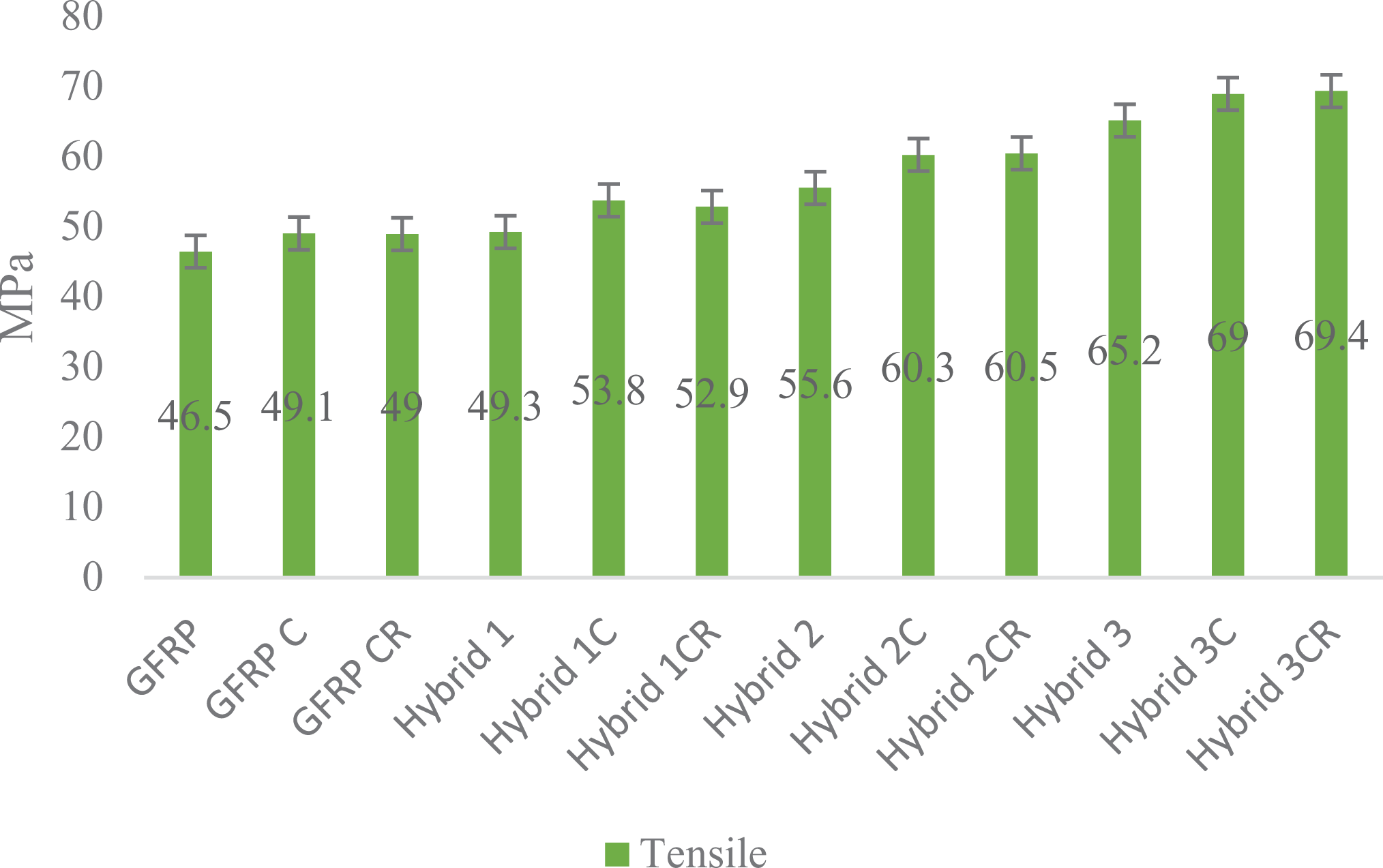
Tensile properties of specimens.
All the composites manufactured showed better flexural strength which attributed with the glass fiber content in them. 22,28 Also, the flexural strength of the composites with waste nylon reinforcement is higher than their analogues which is due to the better flexibility of nylon fibers. 22,23 As the number of fishing net layers increased, the values also are more pronounced as shown from the bar chart in Figure 4. The nanocoated sheets also have improved bending capacity because of their sheer thickening with the nanocoating. 36 In this three-point bending test, both the fumed silica powders showed better load bearing capacity in all the samples which are nearly similar with each other except for those without coating. A sudden cling in the flexural strength is seen for hybrid 1C with 66.4 MPa than its predecessor, which is 58 MPa, which is due to the presence of the waste nylon and nanoparticles in them.
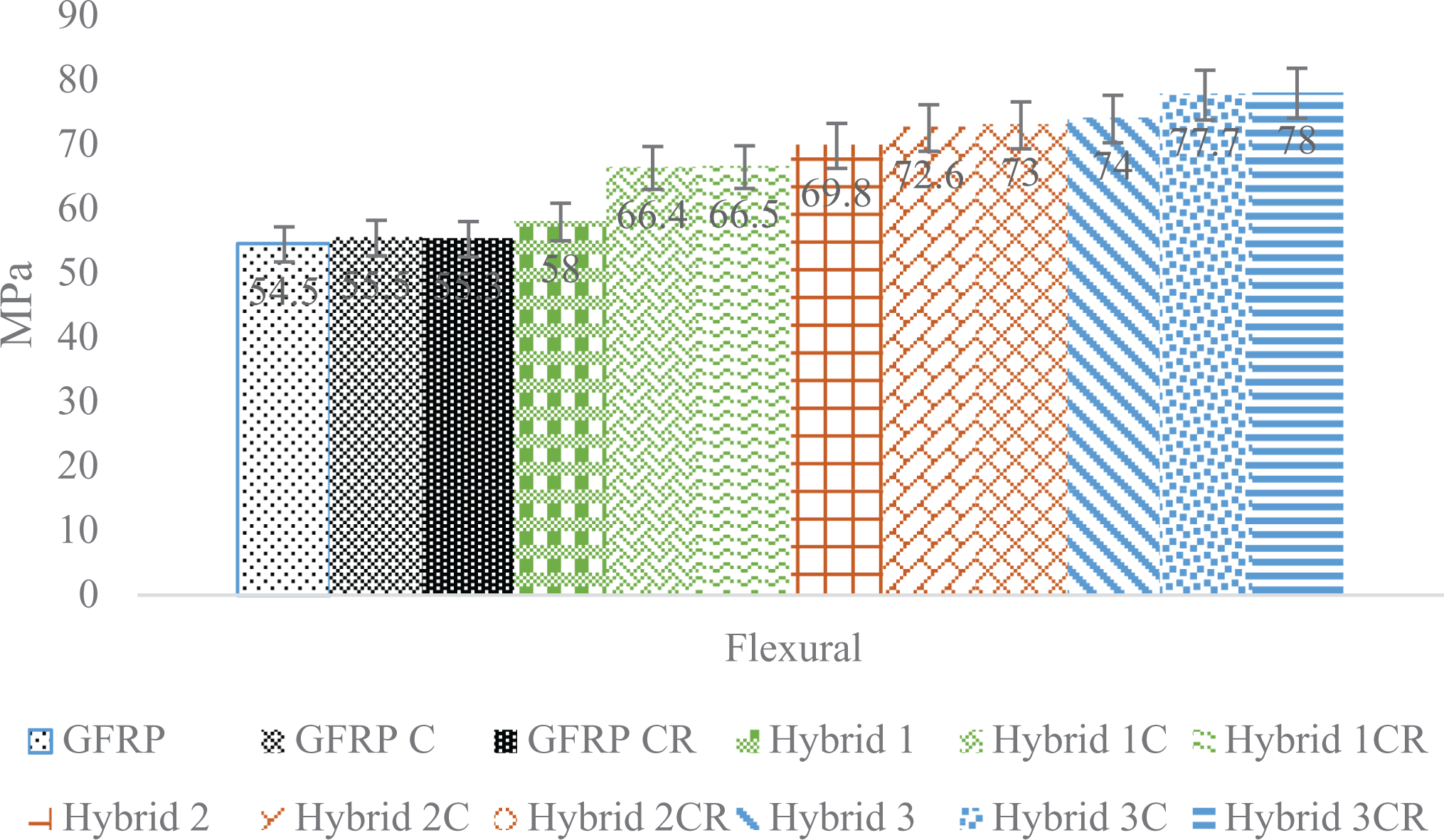
Flexural properties of specimens.
Waste nylon fishing net has good elastic property depicted in the impact test results obtained and depicted in Figure 5, which shows that the increase is nearly 35% from the bare GFRP sample. Further impact load is distorted by the stiffness and scratch resistant properties of the nanopowders. 36 It is obvious that as the number of nylon fishing net layer increases, the impact resistance tends to increase. 22 –24 The suitability of a composite material for partition sheet application should be determined not only by typical design parameters but also by its impact or energy-absorbing properties as these partition sheets have to undergo different types of impact in day-to-day living conditions.
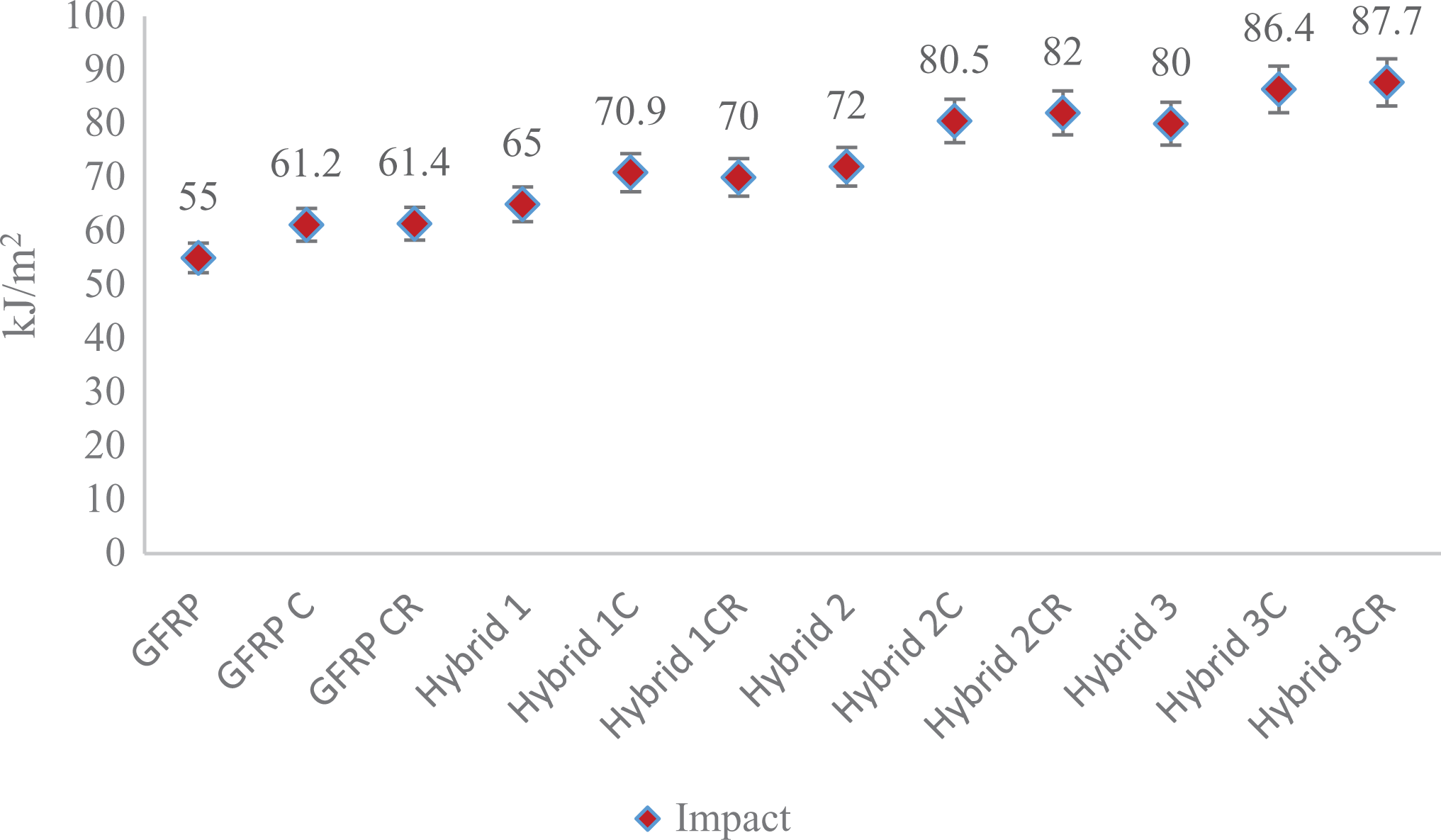
Impact properties of specimens.
Figure 6 shows the computerized microscopic images taken as snapshots of hybrid 1 specimen subjected to three-point flexural testing. It is seen clearly from the images that waste nylon convincingly holds the composite together from fracturing completely. The incorporated glass fiber in the composites has almost broken completely because of its brittle nature. However, the added fishing nets in to the polyester matrix 26,27 hold the composites together, as the nylon fiber is highly flexible. This is reflected in the improved impact property of the fishnet incorporated composites rather than its glass fiber alone analogue.
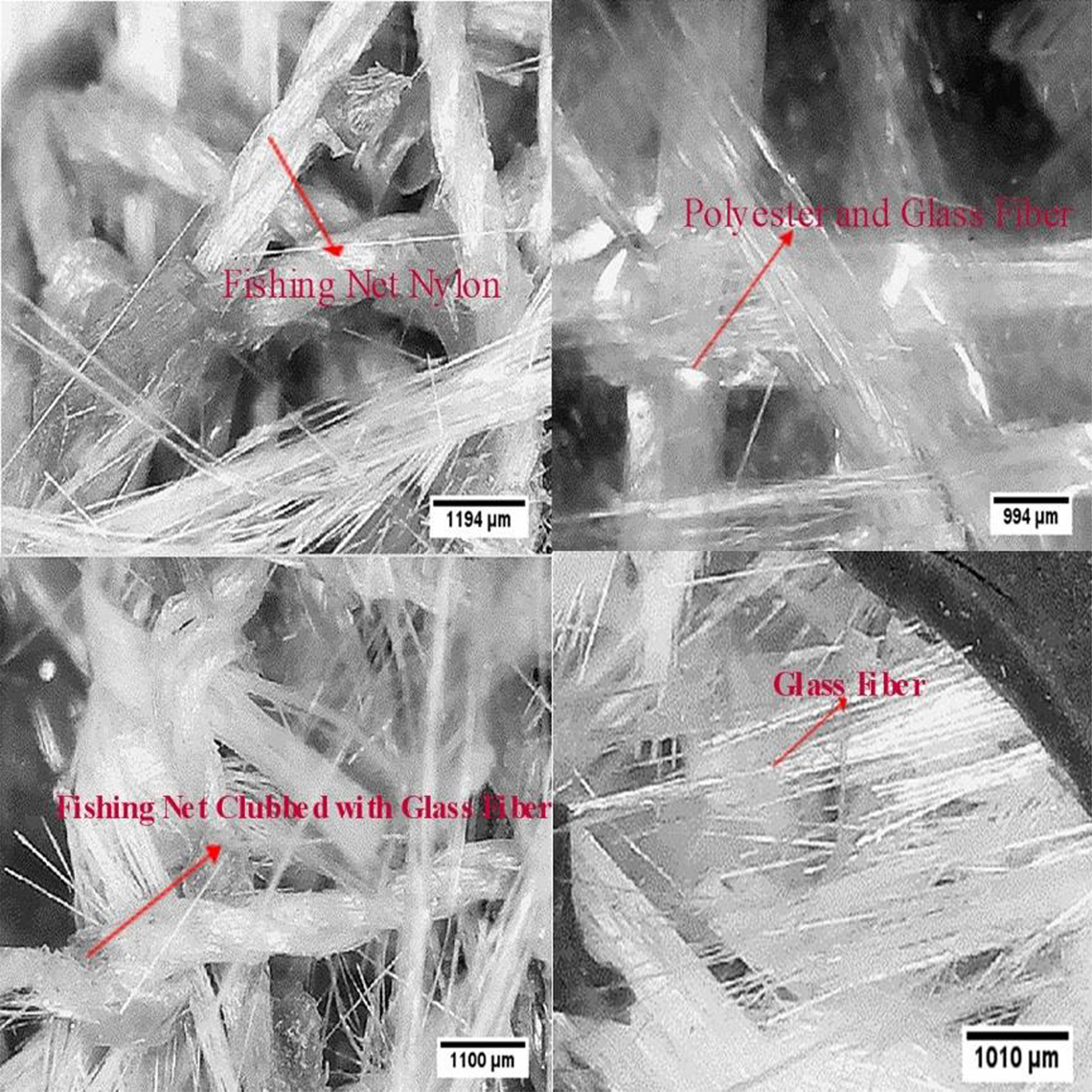
Microscopic view of a fractured hybrid specimen.
Flammability
The graph shown in Figure 7 gives the clear cut values of time taken by the flame’s end to end propagation through the composites. Both the nanocoated specimens nearly needed equal time limit. The fire resistance can be improved by adding halogenated polyester resin (bromine and chlorine) or by incorporating metal hydrates into the polymer. Use of metal hydrates has the major advantage to absorb heat from the combustion zone, which reduces the prospect of continued burning. 37,38
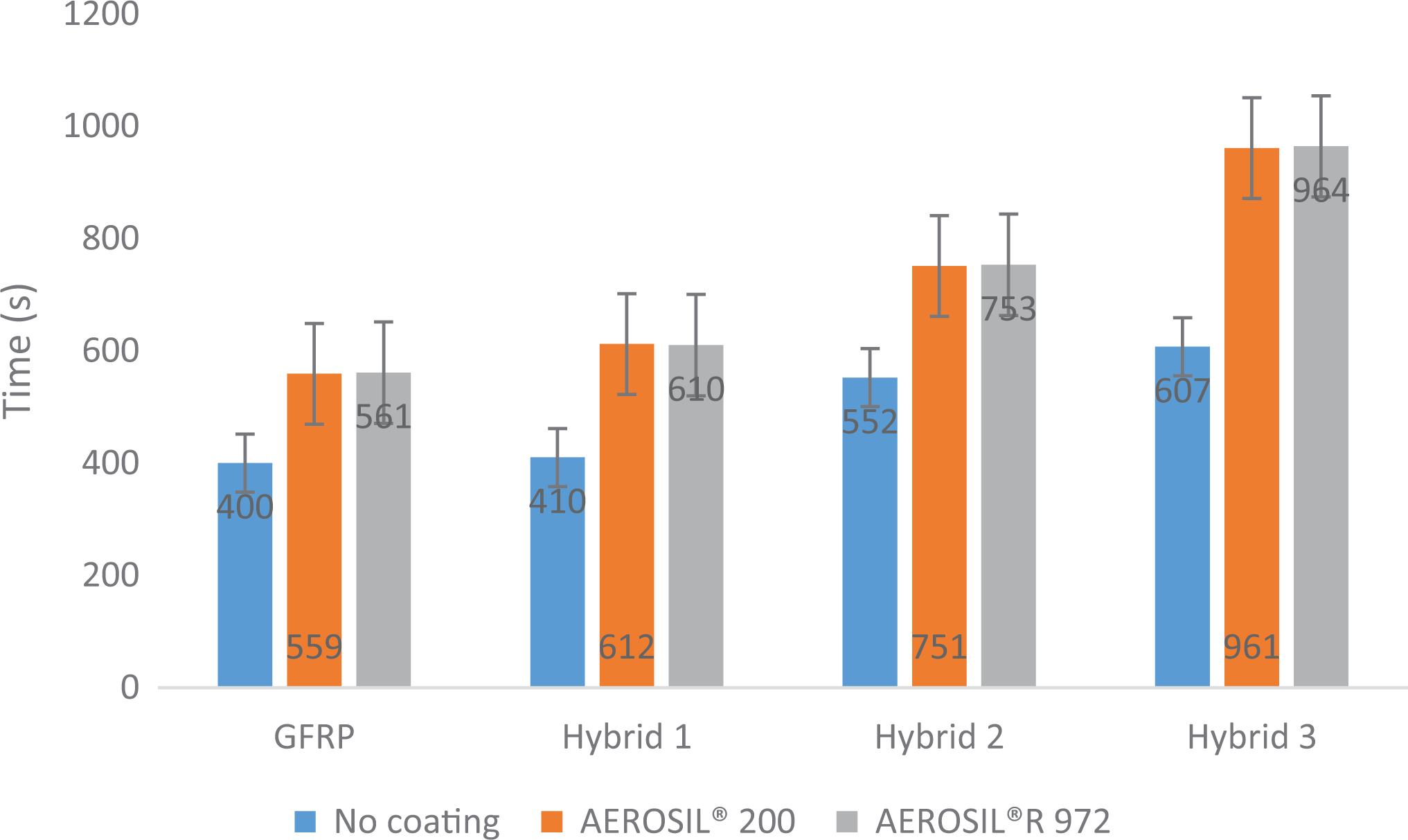
Horizontal flammability.
Flammability vertical evaluations of composites showed that different specimens manufactured subjected to the test burned up to the clamp because of the aliphatic components of the polyester. The specimens coated with nanopowders for the same vertical test gave better results due to the presence of fumed silica present on them. But they needed more time to burn completely. Also the waste nylon material burns completely.
Smoke test
Composites made with polyester matrix and waste nylon are organic in nature, apart from its glass fiber component. Therefore, they release maximum heat due to the complete combustion of the reinforcements. Glass fiber is made up of inorganic alumino-borosilicate glass that cannot combust and therefore cannot release heat like organic nylon. The quantum of heat emission depends on the amount of organic content in the composites as seen from the graph shown in Figure 8. Therefore, it is obvious that the hybrid composites 1, 2, and 3 release more heat, even though their corresponding coated specimens have the same quantum of organic content. Heat release rate (HRR) decreases with time due to thickening and char layer deposition of the burned material, which slowed down the heat generated by the underlying materials. HRR was also reduced as the resin content was decreased. Thus, the endothermic decomposition of polyester and waste nylon gives the HRR of the composites. 39,40
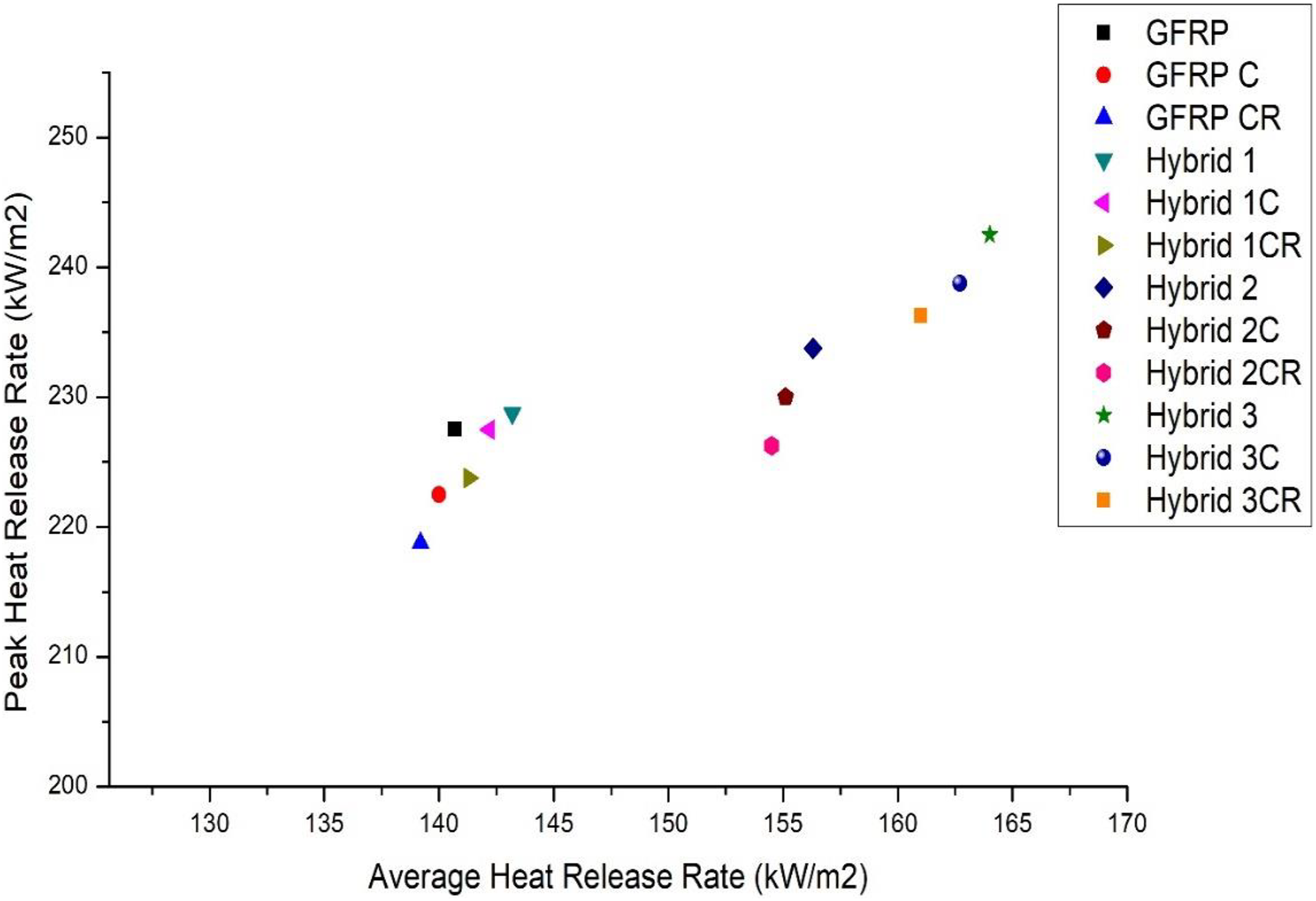
PHRR versus AHRR.
The graph shown in Figure 9 gives the total smoke released by each of the composites with respect to the average heat release rate (AHRR). Hybrid 3 specimens produced much smoke due to the many layers of waste nylon reinforcements and polyester matrix binding them. Smoke is composed of carbon monoxide, methane, volatile organic components, aldehydes, alkyl benzene, and polycyclic aromatic hydrocarbons existed in smoke, obtained from the hood of the cone calorimeter. 40 All the composites produced a considerable amount of smoke due to the polyester component in them. For the coated specimens, the smoke released was nearly equivalent to those of the non-coated specimens, but the AHRR was less which is attributed due to the presence of the fumed silica.
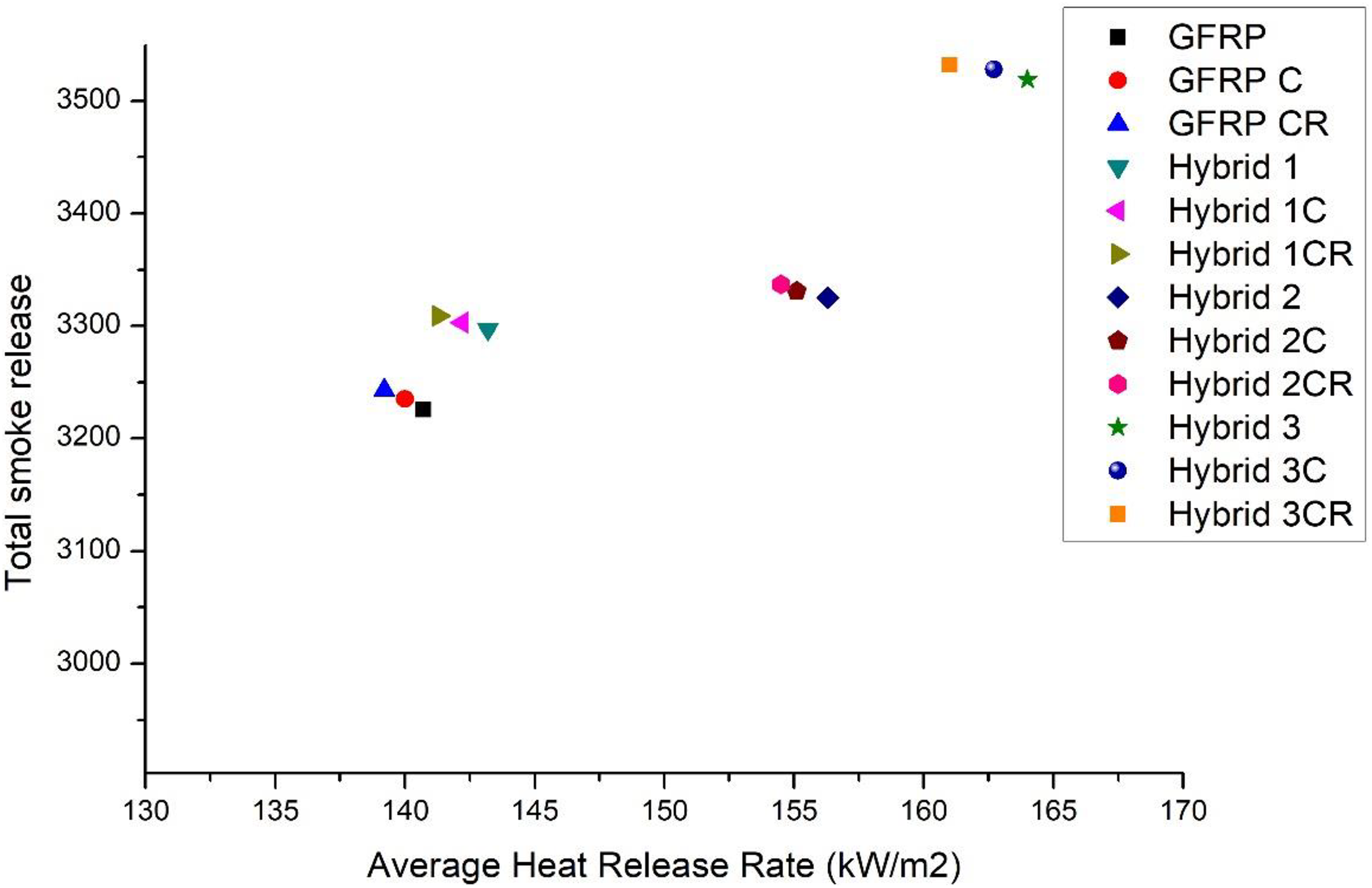
AHRR versus total smoke release.
Here, hybrid sheets with waste nylon (fishing net) required more oxygen to burn completely than composites without it. As the organic content increases, the requirement of oxygen also increases which helps to burn the specimen as the setup was kept in a good ventilated condition. 40
The amount of oxygen consumed for burning for each of the specimens completely plays an important role as the oxygen is essentially required for burning. As seen from Figure 10, the specimens with organic combustible components had consumed most oxygen for burning. Also, AHRR value is high for the non-coated specimens while the hybrid coated has less AHRR.
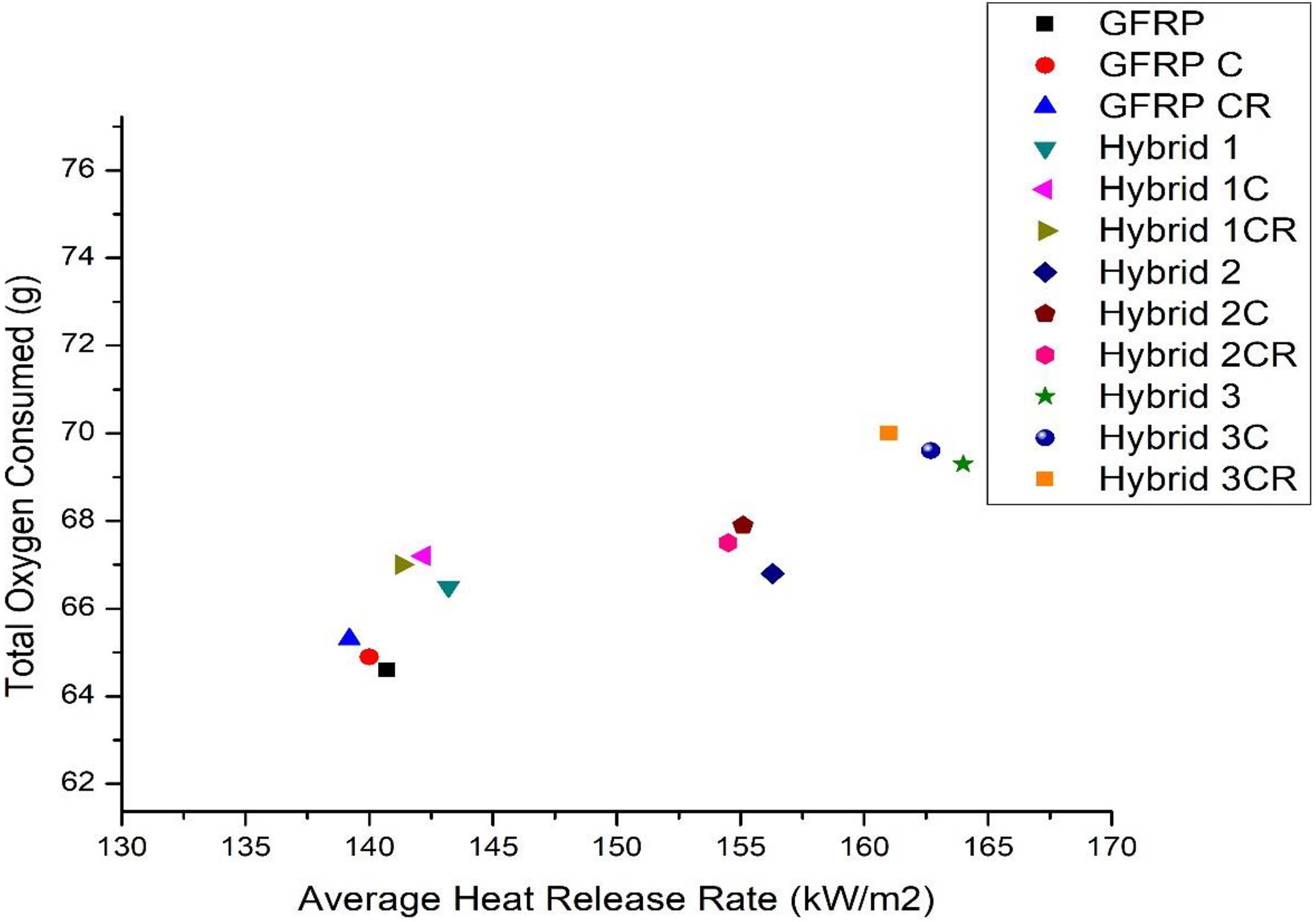
AHRR versus total oxygen consumed.
The average mass loss rate (MLR) for the composites depends on the percentage of organic contents present in them. 40 Figure 11 clearly reveals that composite with more organic content, viz., hybrid 3, has more MLR than the other counterparts due to the complete burning of the organic components. But the nanocoated specimens had less MLR due to the combustion hindrance provided by the incombustible silica in them. Mass lost was due to the smoke released by the specimens burned and collected from the hood of the cone calorimeter.
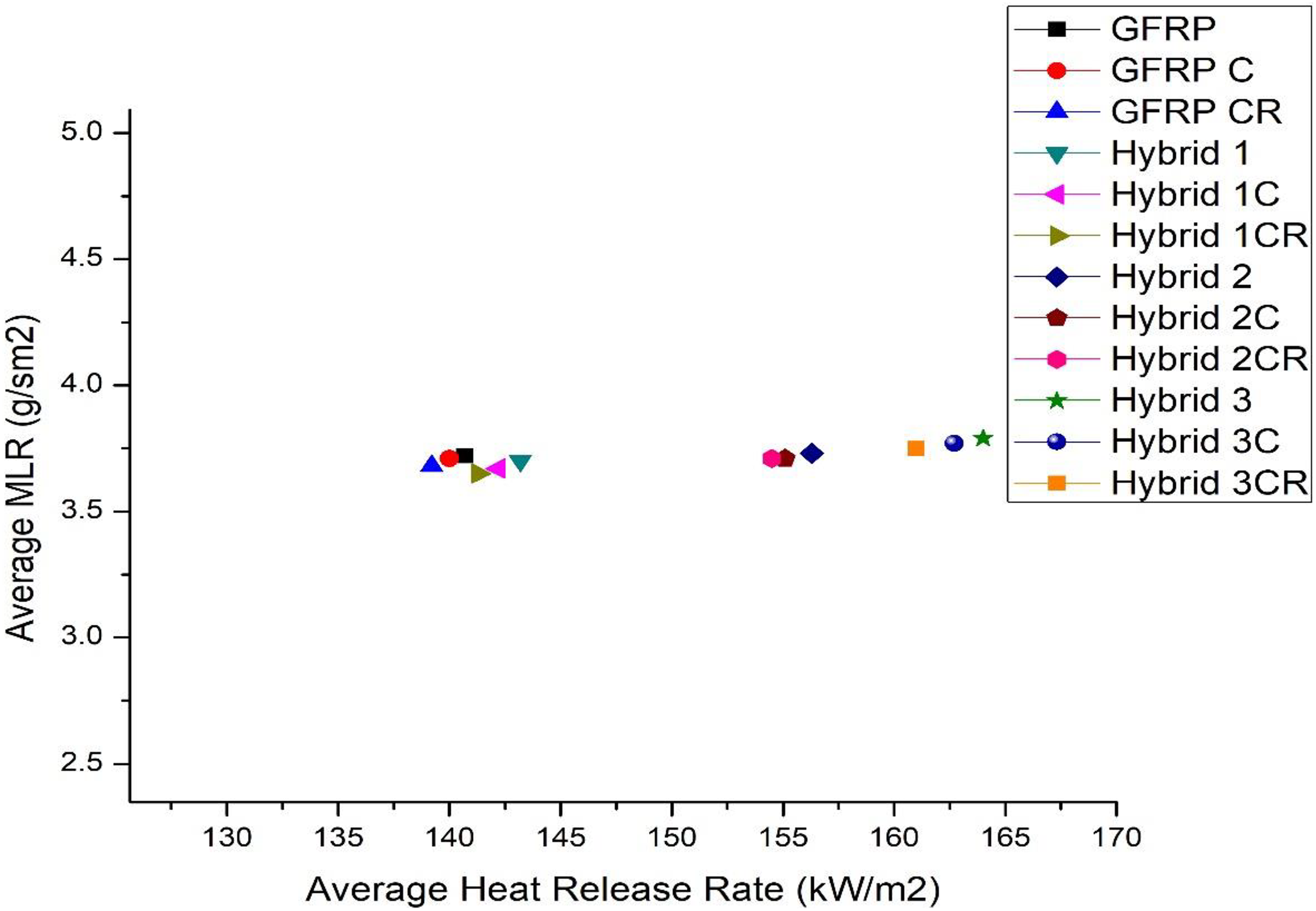
Average MLR versus AHRR. MLR: mass loss rate; AHRR: average heat release rate.
Water absorption
Sea water and fresh water, taken locally from bore well of Kanyakumari District, Tamil Nadu, India, were used to perform the water absorption test. Table 2 expresses the amount of sea water and fresh water absorbed in terms of mass gained in accordance with the time period.
Water absorption of composites.
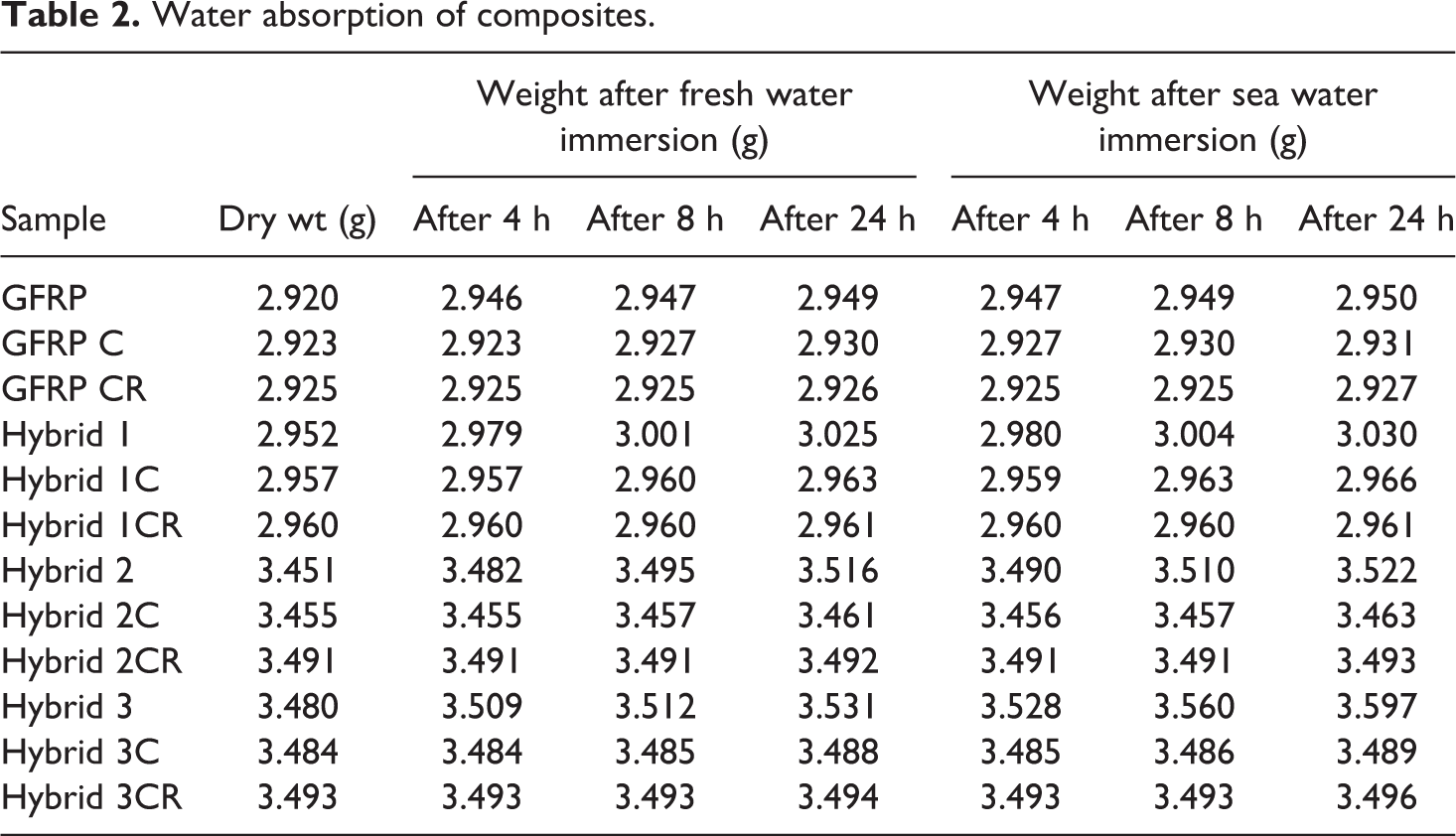
The percentage of water absorption in the composites was calculated by weight difference between the samples immersed in water and the dry samples using the following equation
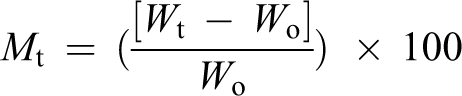
where Mt is the moisture content in the specimen, Wt is the weight of the specimen after immersion, and Wo is the weight of the specimen before immersion
Figure 12 corroborates with the percentage of mass gained by the composites after subjecting to water absorption. The high basic nature of fresh water and sea water has henceforth gives the amount of water absorption in hours which is found to be similar to each of the different non-coated composites. The gain of water percentage is increased with the increase in time. The seepage of the water into the sheets increases as the layer of fishing nets gives enough space for the water to enter because of the polar nature, which can interact with the polar water molecules and hence absorption is appreciable. Also the sea water density also paves the way for the penetration of the water into the sheets. But, more the water absorption, the degradation of the composites starts to increase leading to the failure of composites. 41,42 Coming to the nanocoated sheets, the hydrophilic nature of AEROSIL®200 found to be interacting with the water molecules like that of the non-coated sheets. But the dispersion with the fine powders with the polyester helps in disturbing the absorption. Since the water absorption takes time, as reflected from the results, the composite sheets are capable of withstanding degradation by water. The hydrophobic contents like silanes of the AEROSIL®R 972 are more aggressive toward the polar water molecules. Since the coating covers only the upper surface of the sheets, the seepage is possible from the sides of the specimen. This was clearly depicted from the figure with prolonged submersion of the composites in both the waters.
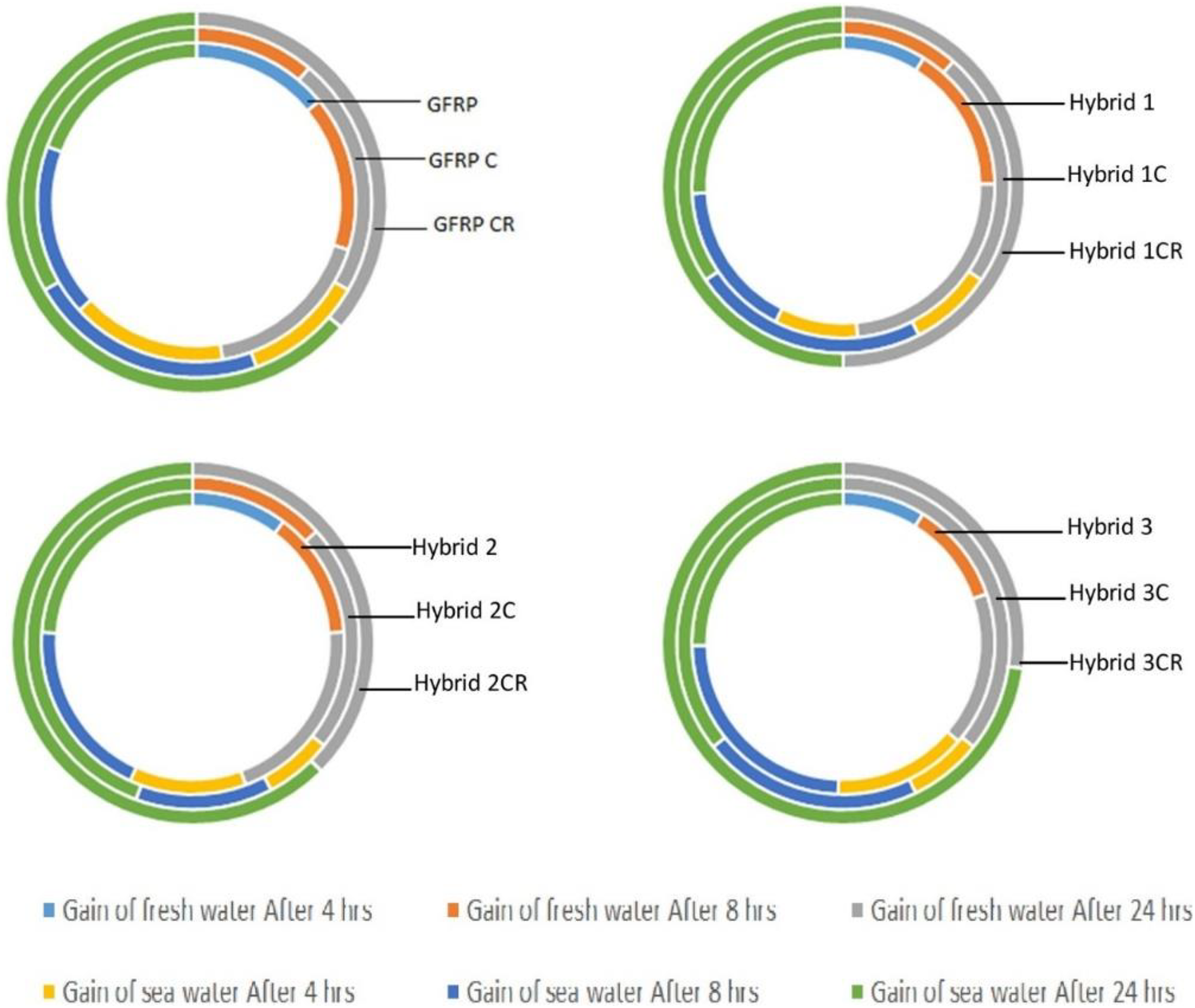
Water absorption.
Figure 13 is shown to portray the utilization of hybrid sheets being incorporated for partitioning a room, with aluminum frame housing. Here, hybrid 3CR composite sheets are utilized as they have better properties to be used for partition in buildings. Therefore, these sheets can be used as a fire-resistant hydrophobic partition sheet materials in buildings, especially in multistoried apartments, to reduce the overall weight.

Hybrid partition sheets incorporated in a room.
Conclusions
Twelve different composites were manufactured using the vacuum infusion process as sheets. They were all subjected to mechanical testing for their ruggedness, fire and smoke properties for their performance in fire and also water absorbing capability in various immersions. The mechanical testing proved that their impact properties were abruptly increased by the waste nylon reinforcement by their flexibility with the applied impact load. Nanocoating supports further the tensile strength and flexural load bearing by the deep dispersion of the fumed silica in polyester. In the case of fire, the nanocoating helps in reducing the heat released by the burning of the specimens subjected to fire in the cone calorimeter. Hydrophobic silanes of nanopowders perform well against the water absorption. Results thus confine that the nanocoated sheets perform better for the partition sheets application and also provide better finish in appearance.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Building Materials and Technology Promotion Council, a Central Governmental Organization of India (BMT/RESEARCH PROPOSAL/AR/2014 (P-5): dt 19-03-2015).