
Abstract
This research work highlights the thermomechanical investigations of silicon carbide (SiC) and aluminum oxide (Al2O3)–reinforced high-density polyethylene (HDPE)–based feed stock filament of commercial fused deposition modeling (FDM) setup. The recycled HDPE waste was collected (from domestic waste) and washed with water jet for removal of contamination in the first stage. After contamination removal, rheological and thermal behavior (melt flow index, melting temperature, decomposition and enthalpy, etc.) of the unreinforced and reinforced polymer matrix was observed. The SiC and Al2O3 reinforcements in the HDPE matrix have been controlled by twin-screw extrusion process, followed by its processing on single-screw extrusion for preparation of FDM feed stock filament. The feed stock filament prepared by single-screw extruder was subjected to tensile test for mechanical properties (such as peak strength, peak load, and Young’s modulus). After ascertaining mechanical properties, multifactor optimization has been performed. Finally, scanning electron micrographs were obtained to understand the distribution of ceramic particles. This study highlights the detailed procedure for managing the polymer waste with improved mechanical properties by considering multifactor optimization. This will enhance the sustainability and also helps to develop low-cost, in-house FDM filament for possible applications as rapid tooling.
Keywords
Introduction
Polymers have huge contribution in daily life as these are being used as different types of household commodities from mulches, greenhouses, wiring, and coating to bags and containers. Considerable amount of polymer can be found in main stream of municipal solid waste (MSW). 1 Polymers are found in containers and packaging plastics, with all MSW categories (sacks, bags, and wraps and soft drink, milk, and water containers) representing the highest tonnage. 2,3 Thermoplastics contribute to the total plastic consumption by roughly 80%, and are used not only for typical plastics applications such as packaging but also in nonplastics applications such as textile fibers and coatings. 4 In durable goods, plastics are found in appliances, furniture, casings of lead–acid batteries, and other products. Recent studies show that plastic solid waste (PSW) make up 7% of the final waste stream. 5 Packaging accounts for 37.2% of all plastics consumed in Europe and 35% worldwide. 6 Plastic usage superseded all other products for its properties and characteristics, including steel and glass. For that, a 5% increase in the global production of plastic has been observed in the last 20 years, reaching over 300 million tons annually, and are overwhelmingly used in all commodities from wrapping food to making must-have consumer products. 7 Most of the polymer waste is generated by the household product, thus making it necessary for reusing or recycling of the discarded polymer for its efficient use. There are various methods for recycling of the polymer including mechanical and chemical methods. Singh et al. outlined various techniques for recycling of the PSW including the recycling of the polymer blended with various reinforcements. 8 Blending of polymers is becoming increasingly important in packaging applications to enhance properties, improve processing or lower cost. Tailoring surface properties such as coefficient of friction, adding color, promoting adhesion, increasing output, improving stability, and obtaining easy-opening features are just a few of the attributes that can be achieved by blending. The simplest blends can be made by mixing ingredients in the extruder used to convert the resin into a film or coating. For more complex blends, specialized screw designs or customized compounding equipment may be required to achieve the desired properties. These machines incorporate various mixing modes, such as flow rearrangement (distributive mixing) or high stress levels to break up particles (dispersive mixing). Complex shear and elongation flow fields may also be used obtain optimum mixing. The final blend properties will depend not only on the flow and stress history, which is process-dependent, but also on the thermodynamics and the polymers’ thermal and rheological properties. Further, some researchers used polymer waste for preparation of the wood plastic composite. 9,10 In this study, composite material was prepared by the blending of high-density polyethylene (HDPE) waste with wood waste for making highly durable material. Various other reports can be found citing the preparation of wood blended plastic composite. 11 –13 In some other work, researchers used ceramic reinforcement in nylon and prepared feed stock filament wire, this was further fed to 3-D printer. 14 Graphene blending is a very encouraging area, and extensive research on the blending of graphene with PSW for preparation of the electrically conductive material is going on. Most polymer blends are immiscible where the minor component forms a separate dispersed phase within the major component. The major component forms a continuous phase. The phase size and shape is known as the blend morphology. Blend morphology has a major effect on the final properties and is the subject of much study. Morphology is influenced by interfacial tension (thermodynamics), dispersed to continuous phase viscosity ratio, elasticity of every phase, minor component concentration, mixing and melting order, and much more. A basic understanding of these complex relationships between polymer properties and processing can help in optimizing blends for a particular application. In the present research work, a polymer blend of HDPE and ceramic materials (silicon carbide (SiC)/aluminum oxide (Al2O3)) has been prepared in different proportions by processing through twin-screw extrusion process. Further, those different proportions were fed into single-screw extruder and feed stock filament wire was prepared and checked for various thermal and mechanical properties.
Methodology
This research work is basically devoted to the development of the fused deposition modeling (FDM) feed stock filament wire using reinforced/recycled waste polymer. For this, HDPE has been selected as the major ingredient and SiC and Al2O3 have been selected as reinforcements. Major reason behind the selection of the HDPE is its common usage and easy availability. Most of the household commodities are made of HDPE as it is easily recyclable and reusable because of its structure. 14 Polyethylene is of low strength, hardness, and rigidity, but has a high ductility and impact strength as well as low friction. 15 It shows strong creep under persistent force, which can be reduced by the addition of short fibers, whereas HDPE is known for its large strength-to-density ratio. 16 –20 Figure 1 shows the methodology which has been followed throughout the experimentation.
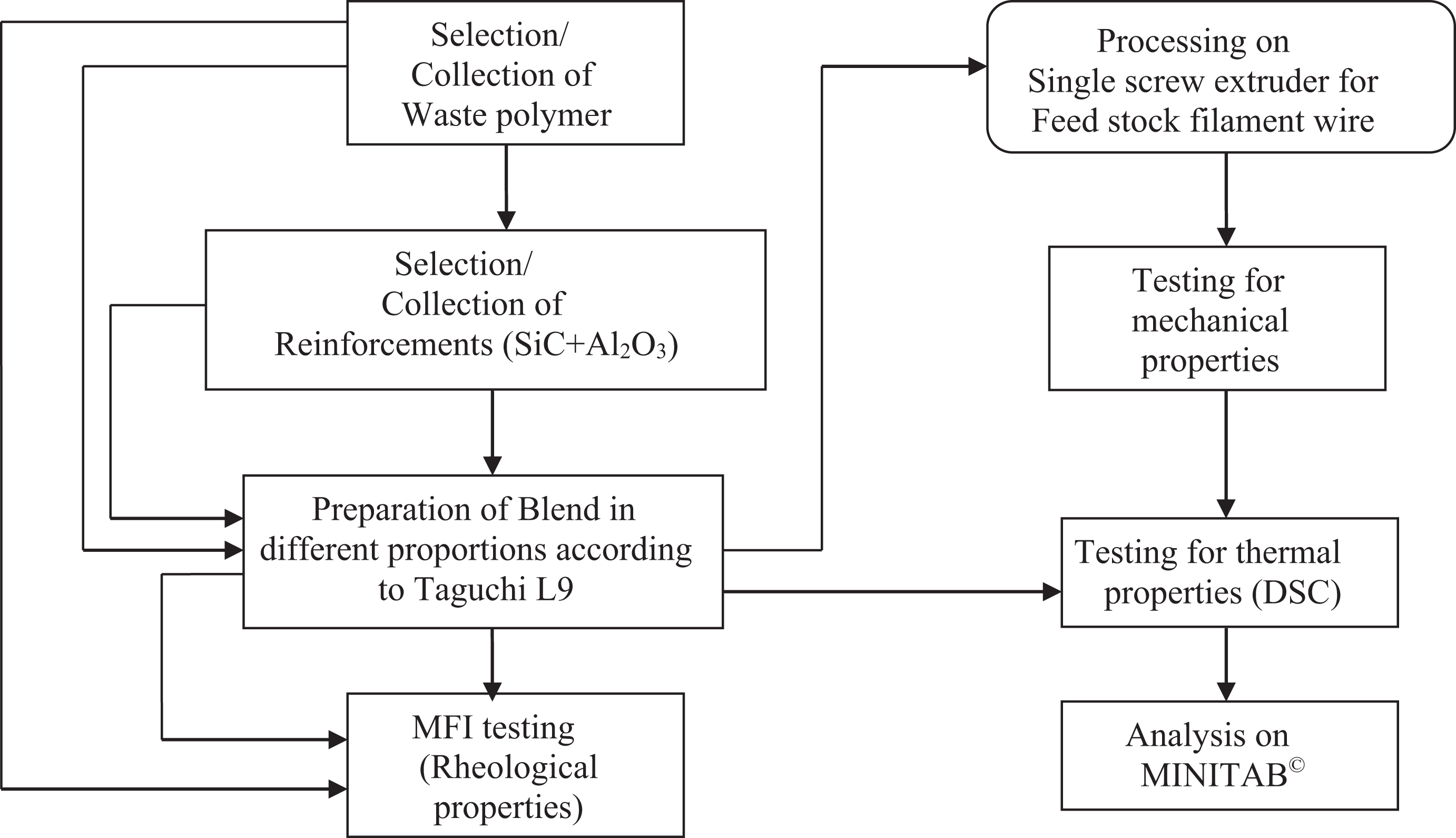
Methodology for present study.
The SiC and Al2O3 are having high strength as compared to the polymeric materials and are also available at reasonable cost. So it was proposed to prepare blend of the HDPE and ceramic reinforcement to overcome low strength, hardness, and rigidity of the composite made by the blend through screw extrusion. After selection of materials, the melt flow index (MFI) of the material was established followed by the processing on the screw extruders. The MFI provides an indication of the polymer flow qualities. For this reason, it was used to compare the processing capabilities of the composite material.
Experimentation
In this study, SiC/Al2O3 of size 20 µm were used in equal weight percentage, that is, 10%, 20%, and 30%. After preparing three different proportions of base matrix and reinforcements, the MFI (g/10 min) was calculated using the melt flow indexer machine (as per ASTM D 1238-73 standard) to understand the rheological behavior of the materials (as this material has to run on commercial FDM setup). Table 1 shows the MFI data for the various proportions of HDPE and SiC/Al2O3 reinforcements.
MFI data (as per ASTM D 1238-73).
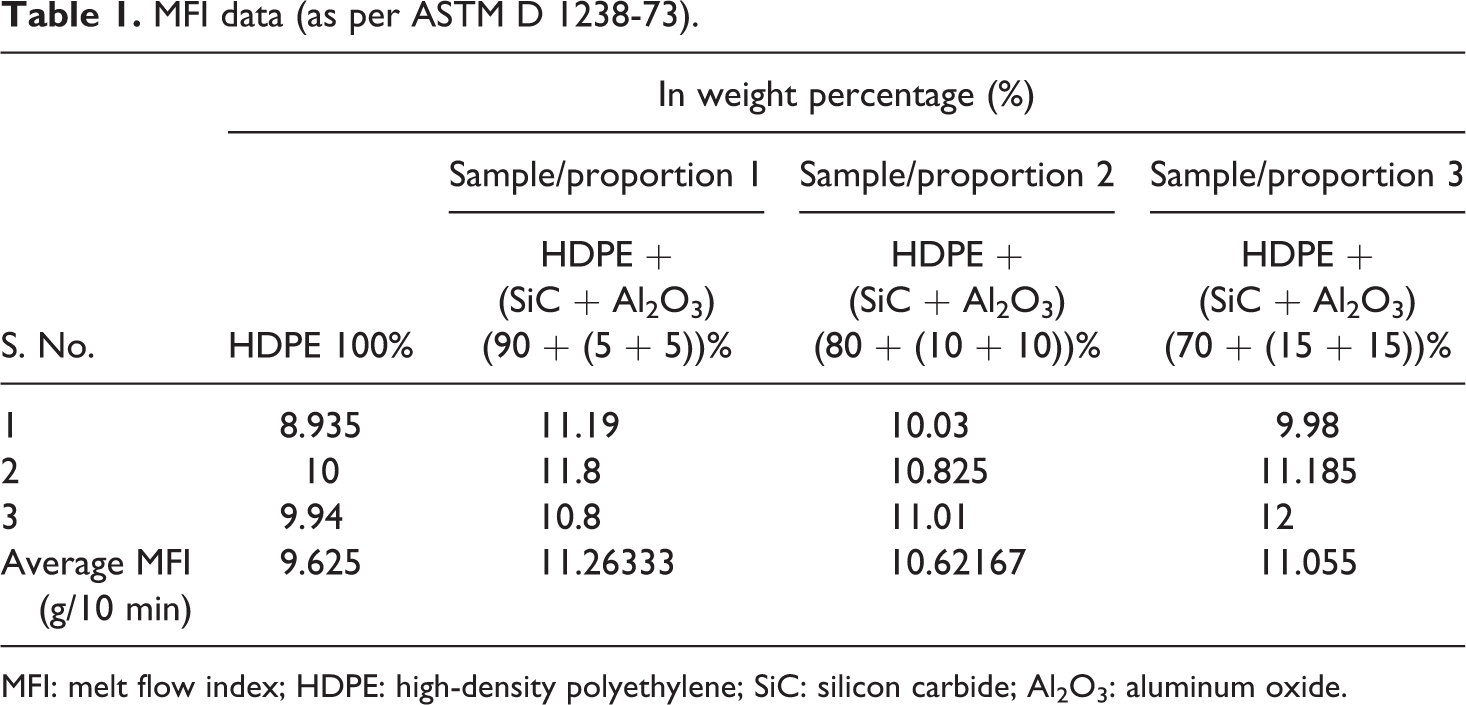
MFI: melt flow index; HDPE: high-density polyethylene; SiC: silicon carbide; Al2O3: aluminum oxide.
As observed from Table 1, the MFI values for different proportions are coming in the range of 10–12 g/10 min, whereas the MFI value for 100% HDPE is coming to be around 9–10 g/10 min. Hence it can be said that after adding the reinforcements, the MFI of reinforced material increases which is useful from injection molding point of view.
Thermal testing
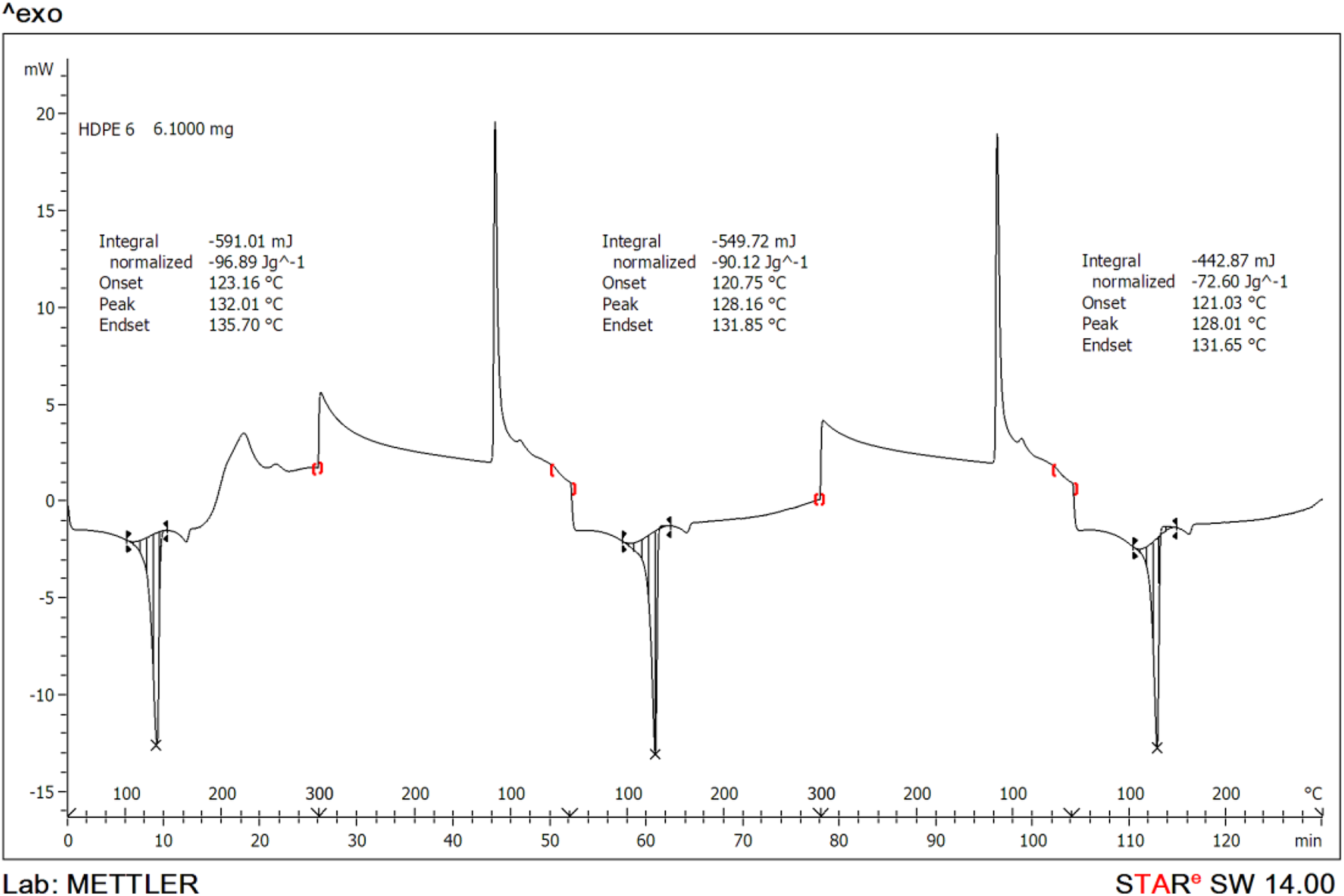
Thermal stability of the material is one of the basic properties to be investigated for rapid tooling (RT) applications. Thermal testing of the material comprises of the differential scanning calorimetry (DSC) test, where material can be tested along the line of the melting range, which ensures the accurate measurement of thermal characteristics of the material. Melting range of the material comprises melting temperature, enthalpy, and the decomposition of the material. Various samples of the waste polymer comprising of HDPE, Al2O3, and SiC were prepared by using the twin-screw extruder to ensure the high dispersion rate and tested to study the effect of the reinforcement on the thermal properties of the waste polymer. Figures 2 to 4 show the DSC graph of sample proportion 1, sample proportion 2, and sample proportion 3, respectively.
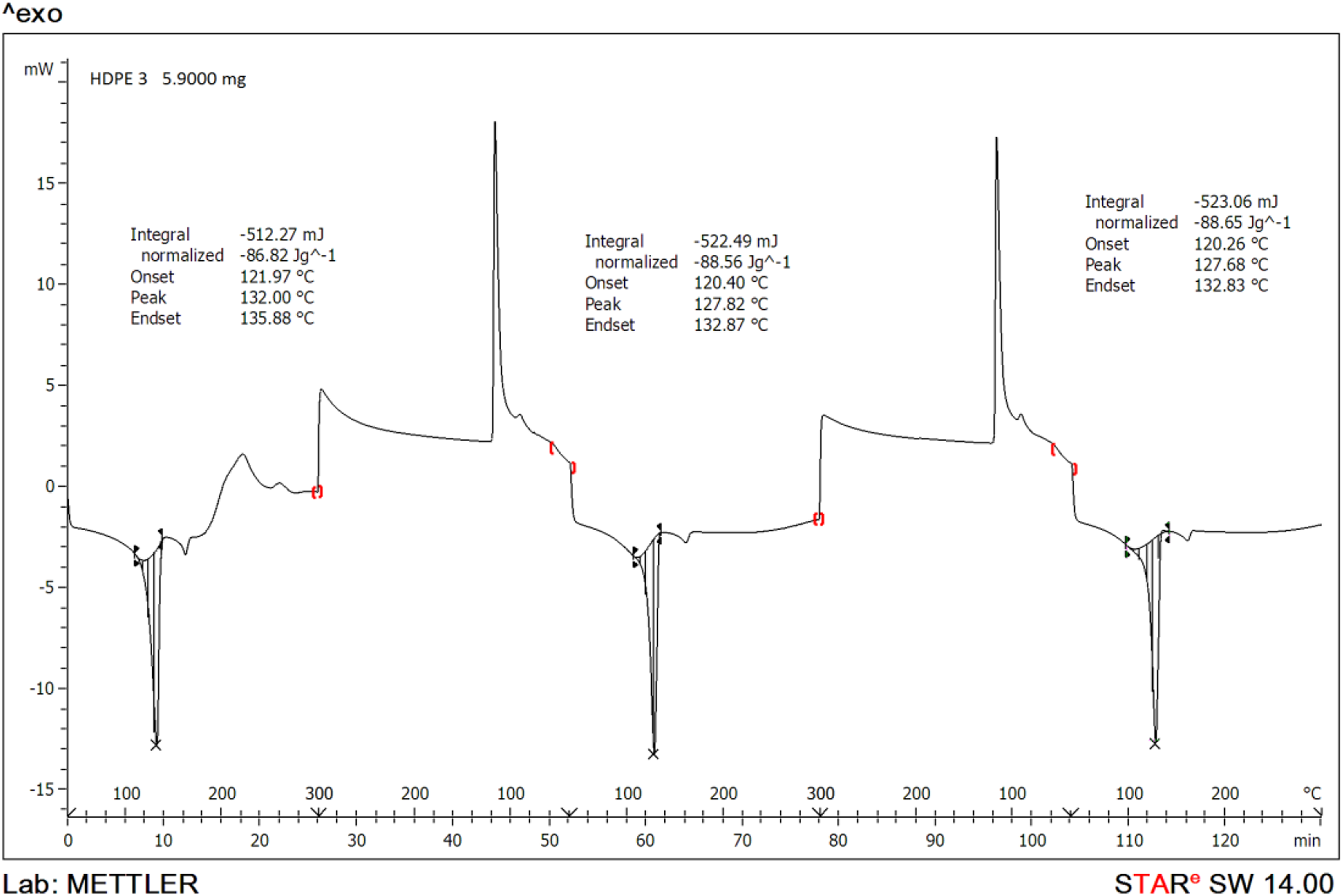
DSC graph for sample 1 (see Table 1).
DSC graph for sample 2 (see Table 1).
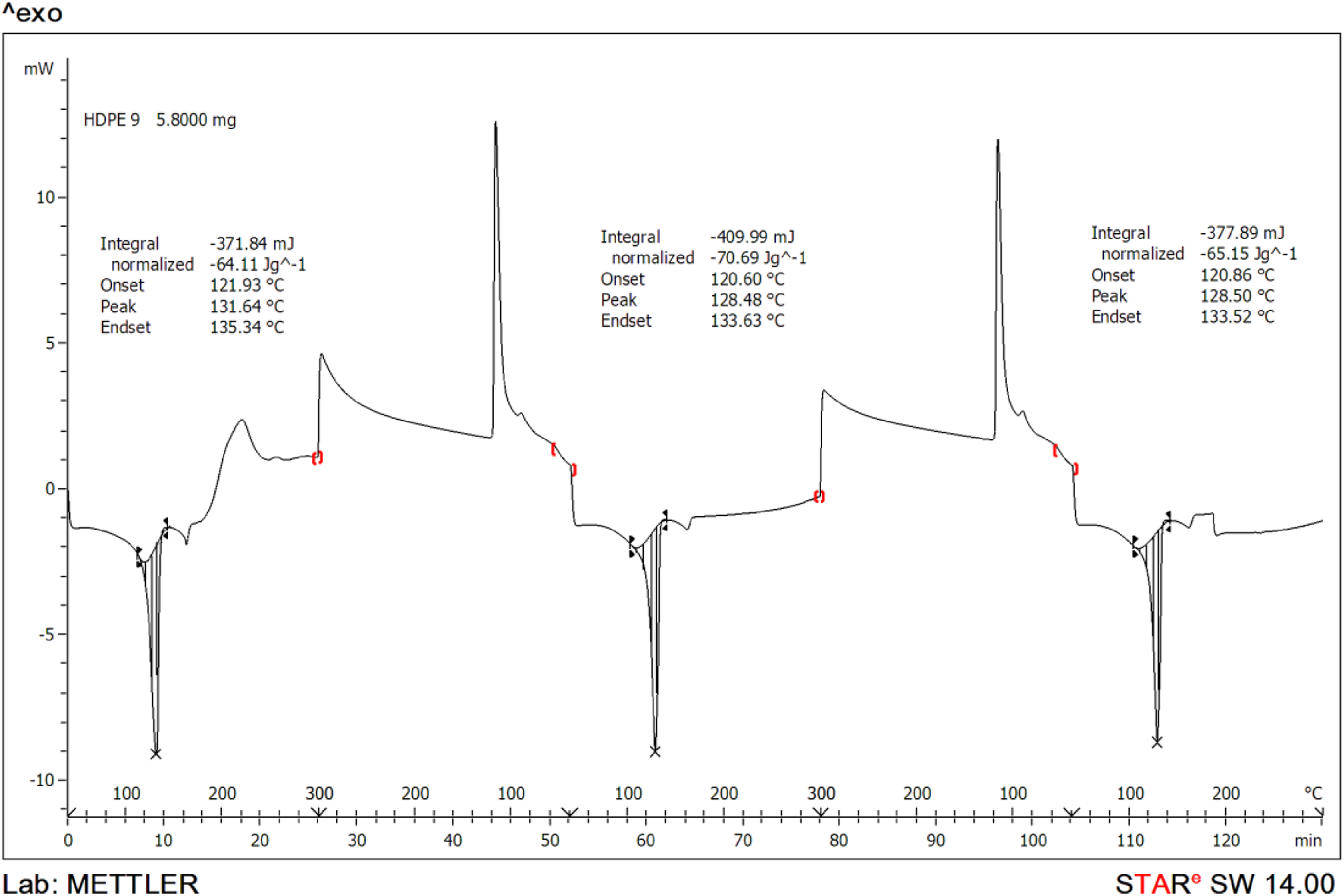
DSC graph for sample 3 (see Table 1).
Figure 2 shows the DSC graph of the waste polymer consisting of defined quantity of the reinforcement of sample proportion 1. Under this, three cycles of testing were performed to eliminate any kind of stress and history as this material is a waste polymer that may consist of some prestored history because of the number of recycling cycle done previously. In the first cycle of heating, all the stresses were assumed to be relieved. Further, it can be clearly seen that melting temperature of the proportion varies from 122°C to 136°C shown in hatched area in graph. Melting of the material starts from 122°C and ends at 136°C. While under melting state, material’s enthalpy was calculated to be −512 mJ. Enthalpy of the material also follows a particular trend. In the first cycle after melting of the material at 122–136°C, a small drop has been observed in graph showing the melting. As primary material, HDPE has been melted previously at 122°C. This sudden drop might be due to the melting of some pigment (color) present in waste polymer. Al2O3 and SiC cannot melt at this temperature as these contain melting range above 1000°C. After the first cycle of heating up to 300°C, material was given a cooling cycle. It can be seen from Figure 3 that when temperature came close to 119°C in the first cooling cycle, sudden peak appears which shows the convergence of material from melt stage to solid stage releasing some energy and continue to release energy. In the second cycle of heating, after melting of material, curve remains stable unlike in the first heating cycle and continues to follow the same trend in the third heating cycle also. Pigment or any impurity has been assumed to be eliminated in the first cycle of heating. Another sample of different proportion (see Figures 3 and 4) followed the same trend and every sample was found showing stability across all the temperature ranges.
Filament preparation
After successful thermal testing of the composite material, all three proportions were prepared (from batch production point of view) and subjected to single-screw extruder for the preparation of filament wire (see Figure 5) that could possibly run on FDM machine. The filament wire was prepared by using the single-screw extruder with approximate diameter of 1.75 mm, which is the standard dimension of the FDM filament wire. Three input parameters (namely proportion of reinforcement in HDPE matrix as per Table 1, die temperature, and barrel temperature) were selected (see Table 2) to perform further experimentation for mechanical properties.

HDPE filament wire prepared by using single-screw extruder. HDPE: high-density polyethylene.
Control log as per Taguchi L9 orthogonal array.
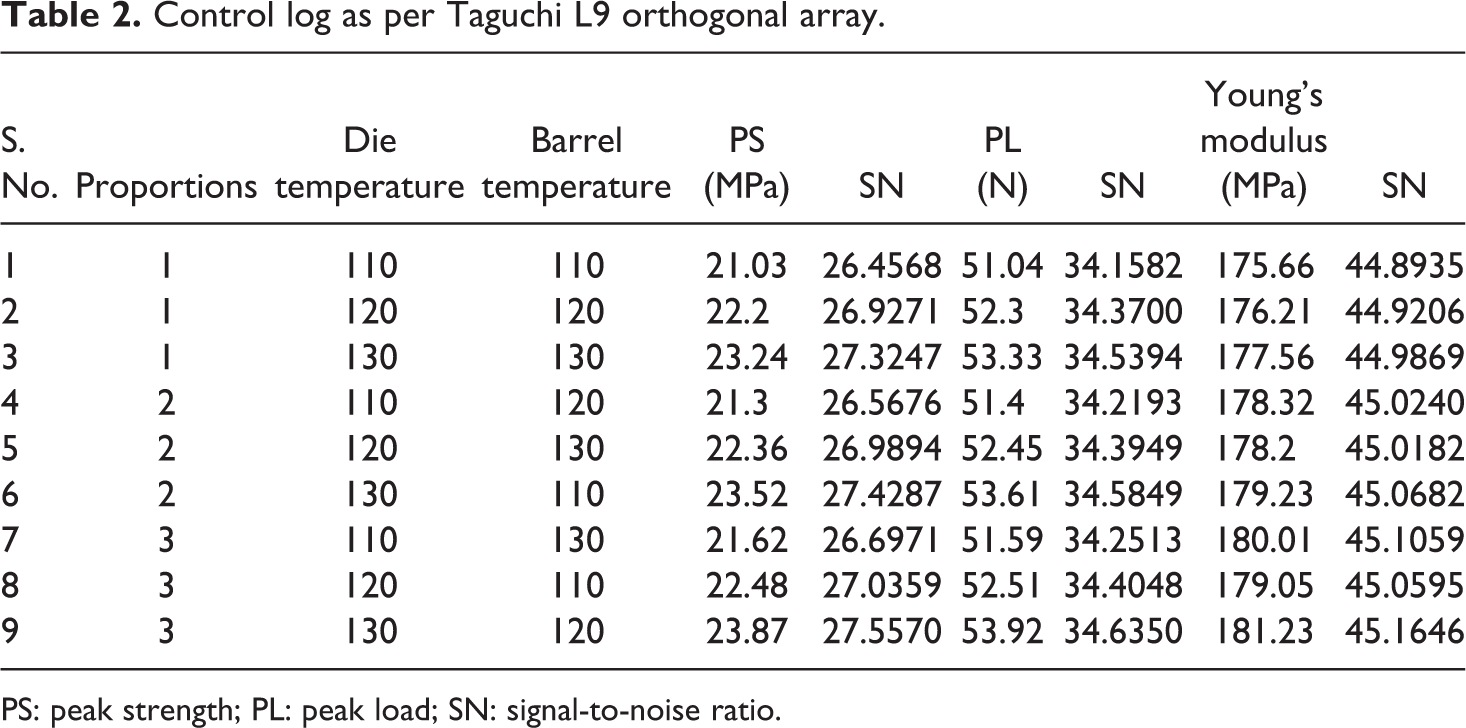
PS: peak strength; PL: peak load; SN: signal-to-noise ratio.
In Table 2, die temperature and barrel temperature have been selected as other input parameters for single-screw extrusion process. The die temperature and barrel temperature were kept fixed between 110°C and 130°C. After preparation of filament wires, samples from every wire were taken for testing of mechanical properties (peak strength, peak load, and Young’s modulus) of the wire. Table 2 also shows the results obtained from the mechanical testing, which includes the peak strength, peak load, and Young’s modulus along with their signal-to-noise (SN) ratios. After getting all the results from the mechanical testing, the results were analyzed using MINITAB17© software to understand the obtained results. The p-value was calculated to find the significant parameter. Tables 3 and 4 shows the response for SN ratios and analysis of variance (ANOVA) response obtained from multiregression analysis of SN ratios of peak load, peak strength, and Young’s modulus, respectively.
Response table for SN ratios for various properties.
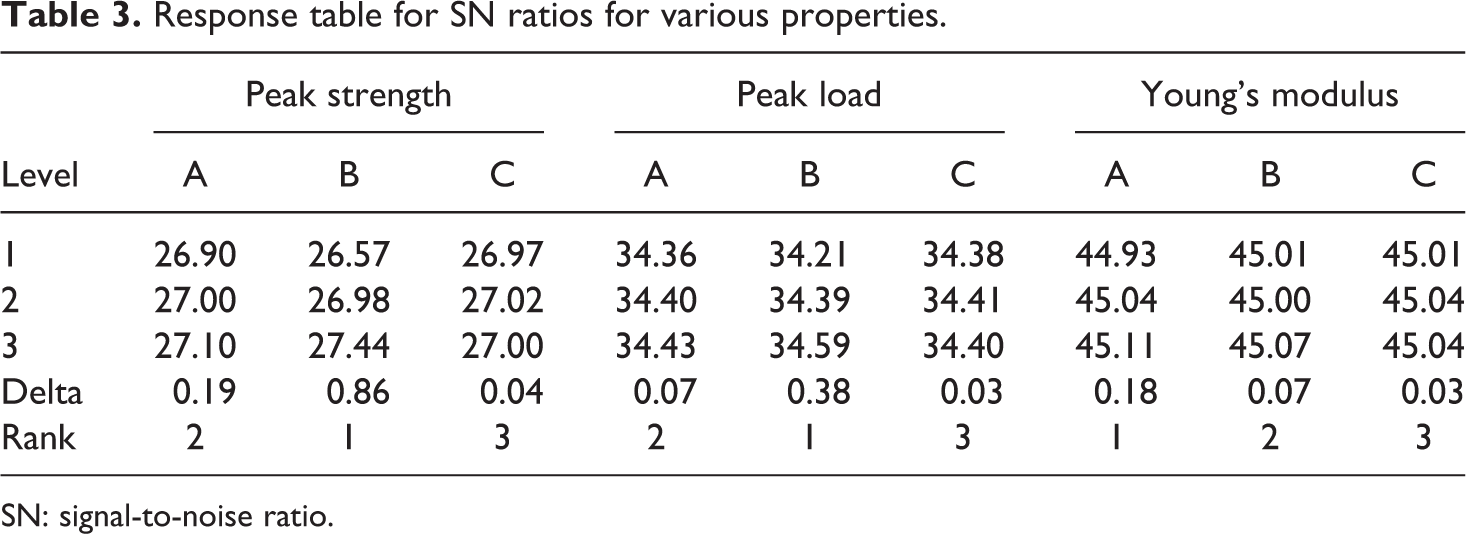
SN: signal-to-noise ratio.
General linear model for SN ration for various responses.
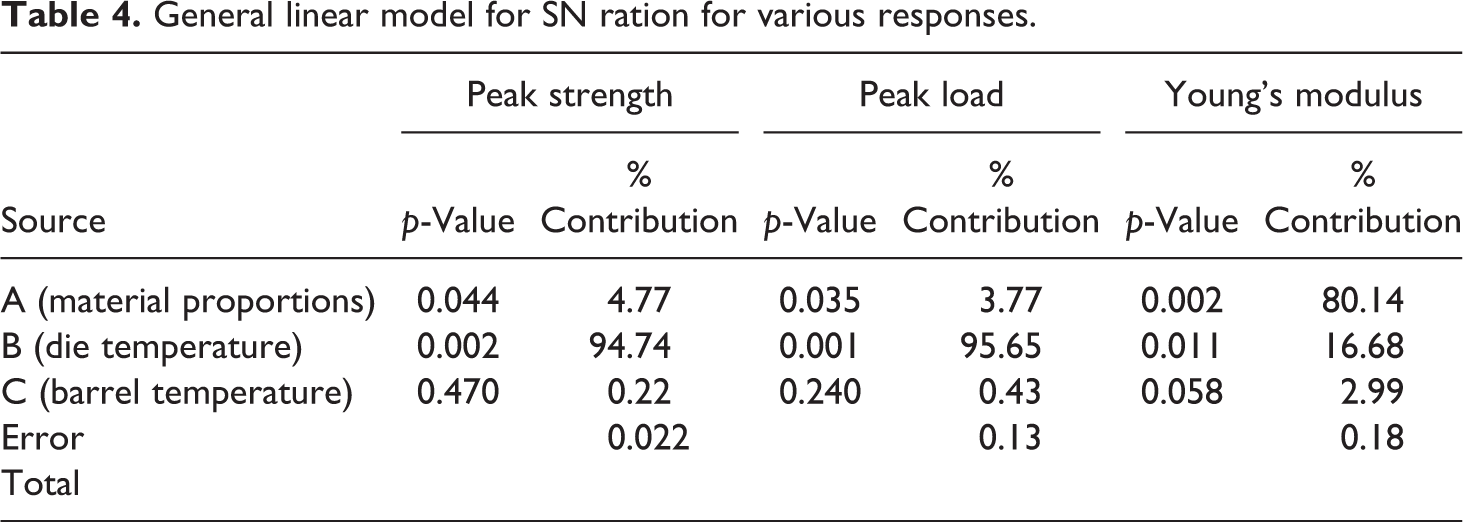
As shown in Table 4, p-values for the first two parameters, that is, proportions and die temperature, came out significant as the values are below 0.05. The contribution of the same has been 4.77% and 94.74%, respectively. Further, Table 5 represents the ranking of different parameters which have contributed in the final properties of the composite material. Similarly, ANOVA table for the SN ratios of the Young’s modulus has been generated and p-value has been calculated. Further, response optimization for the all three SN ratios given in Table 2 has been done (see Table 5).
Response optimization: SNRA3, SNRA2, and SNRA1.
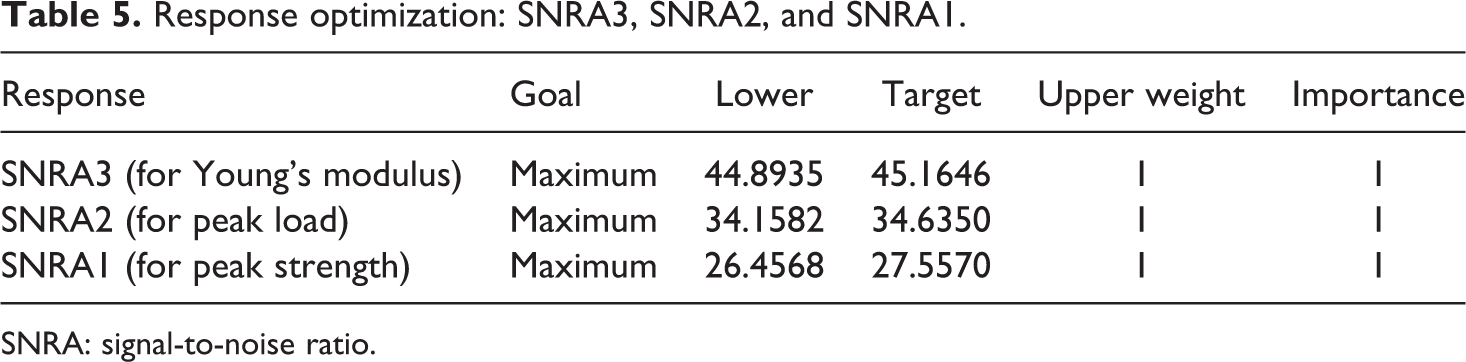
SNRA: signal-to-noise ratio.
Based upon Tables 5, 6 shows the final solution to the accurate fit to calculate the maximized values of various SN ratios for different parameters.
Fit and composite desirability.
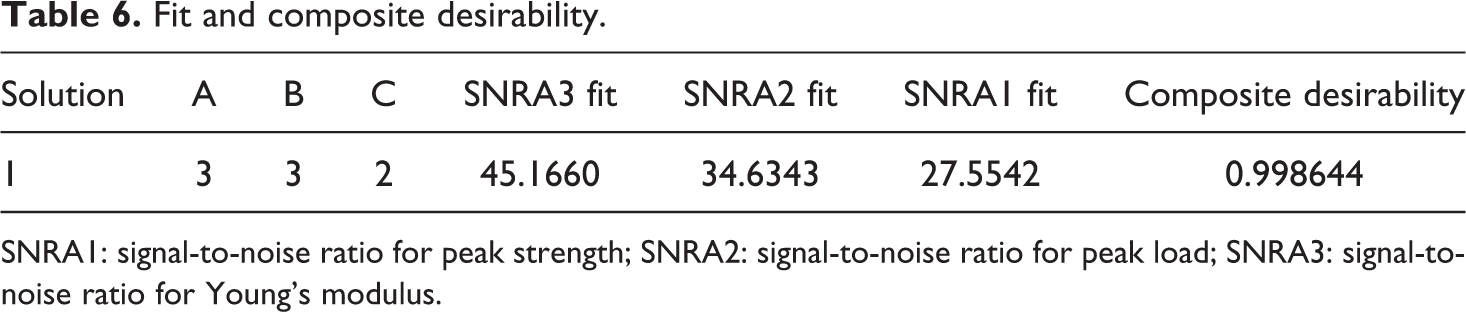
SNRA1: signal-to-noise ratio for peak strength; SNRA2: signal-to-noise ratio for peak load; SNRA3: signal-to-noise ratio for Young’s modulus.
As observed from Table 6, the optimized setting for the best results comes up with setting 3, 3, 2 which could be demonstrated as the third level of the proportions, that is, (90% HDPE + 10% reinforcements), the third level of the die temperature, that is, 130°C, and the second level of the barrel temperature, that is, 120°C. According to the analysis, these settings would give the best results. It should be noted that these settings already exist in Table 2 at S. No. 9. So values obtained at this level are the best values which could be obtained. Finally, after regression analysis based on outputs of SN ratio, a linear model (regression equation) has been suggested for all the SN ratios (see Appendix 1).
It should be noted that the predicted values (obtained by solving the model equation (as shown in Appendix 1)) are near to the maximum values of SN ratio obtained in Table 2. So, this verifies the validity of the process. After preparation of filament wire, 3-D printer parts of dimension 20 × 20 × 20 mm were prepared in the open-source FDM machine with the help of composite feed stock filament wire on selected parameters. Figure 6 shows the printed parts in the form of cubical sections as nonfunctional prototypes.
Parts printed on commercial FDM setup. FDM: fused deposition modeling.
Since these parts are prepared from the feed stock filament with better mechanical/thermal properties, these are suitable candidate for RT applications.
The filament wire, which was prepared by using the single-screw extruder, has been subjected to the scanning electron microscope testing (see Figure 7). It can be clearly seen from the image that ceramic particles, such as SiC and Al2O3, are present in the filament wire, which would further enhance the mechanical properties of the material by embedding into the final part being prepared on FDM machine.
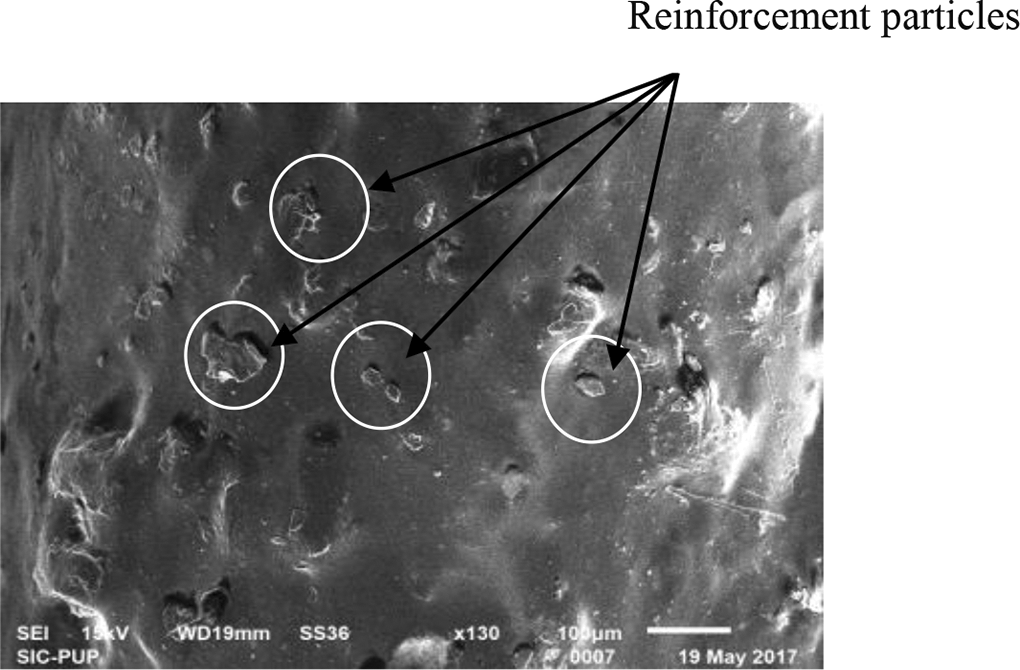
Scanning electron microscopic image.
Conclusions
This research article highlights the novel method for recycling polymeric waste for the preparation of functionally graded materials. The results of the study suggest that with reinforcement of Al2O3/SiC in HDPE polymeric waste, no deterioration in thermal and rheological properties of the composite material is observed, which enable the in-house prepared filament wire to be used on commercial FDM setup (without any change in hardware/software of the system). Further mechanical properties of the composite wires were studied to analyze the mechanical behavior of the material. Multifactor optimization for the SN ratios of the properties has been performed and results were counter verified after solving obtained regression model (see Appendix 1). The proposed technique of recycling the waste polymer will be helpful in reducing the waste.