
Abstract
In the modern years, natural fibre composites have been converted into significant materials in many industries such as automotive, aerospace and and so on. Several types of natural fibre composites, particularly plant-based fibre composites, have been developed and tested. However, their mixed nature, engineer’s requirement of experience, an understanding of machinability databases, limit setting and trouble in manufacturing are barriers to extensive use of composites. The final shape of the natural fibre–reinforced composites (NFRCs) are obtained by conventional and unconventional machining. Machining of these composites generates confront due to the heterogeneous and anisotropic nature. Different methodologies and tools are intended to overcome the machining defects. In this article, a wide range of literature review on machining of NFRCs is examined with focus on conventional and unconventional machining operation. This article also discusses the influences of machining parameters and optimum conditions for machining of NFRCs.
Introduction
Composite materials are typically made up of two materials, where one phase is the reinforcing phase, such as fibres, sheets or particles and the other phase is the matrix material. The matrix material can be a metal, ceramic or polymer, whereas the reinforcing material typically is a low density, high strength or toughness material. 1 These composite materials now take over the aerospace, leisure, automotive, construction and sporting industries. 2
Although the synthetic fibre–reinforced composites (SFRCs) are used in various applications based on their properties, it is still lacking in reusability, recycling and biodegradability. Environmental sensitivity natural fibre–reinforced composites (NFRCs) are used by replacing SFRC to overcome this problem. The perception of naturally plagiaristic fibres from plants as reinforcement in a composite structure has been productively utilized by several civilizations throughout human history. 3 NFRC is economical to manufacture, eco-friendly, harmless to health, light in weight and has high stiffness to strength ratio but lack in thermal stability, strength degradation, water absorption and poor impact properties. 4 Due to their low cost, reasonably superior mechanical properties, elevated specific strength, and non-abrasive, eco-friendly and biodegradability characteristics, they are exploited as a replacement for the conventional fibre, such as glass, aramid and carbon. 5
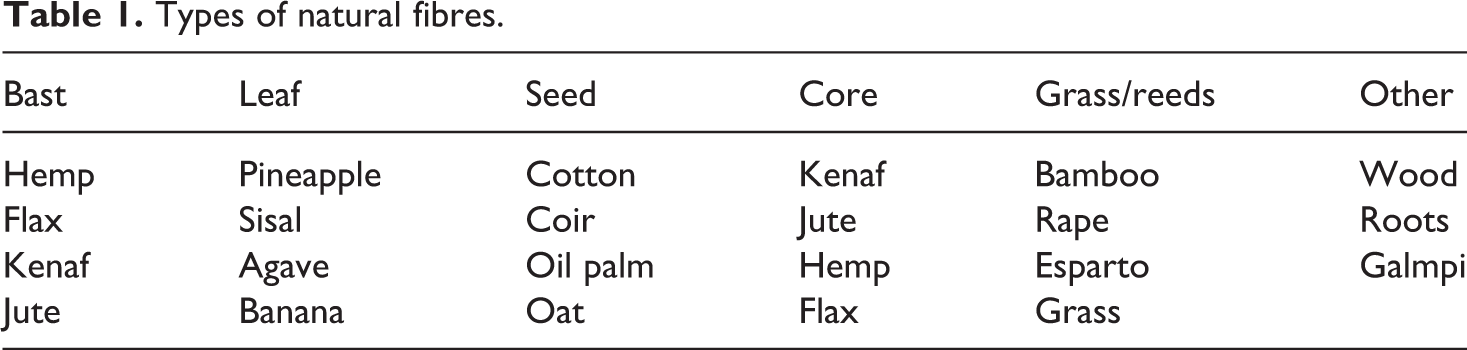
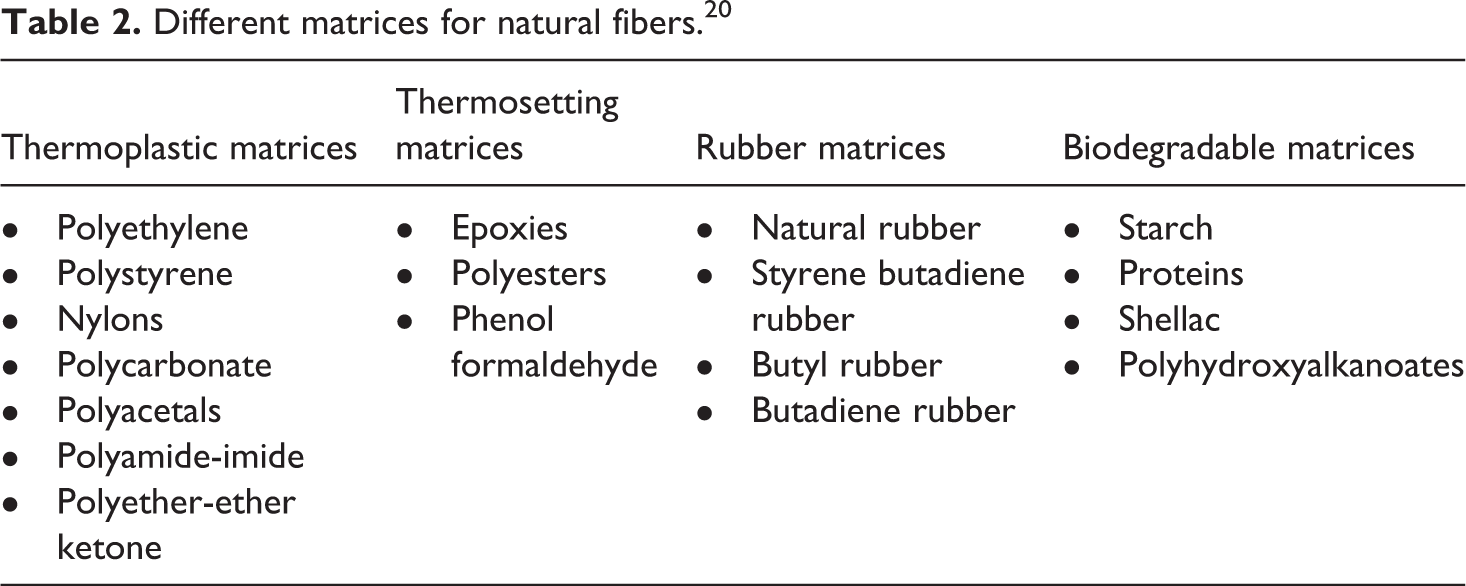
The most common classification for natural fibres is in botanical type. Using this system, there are six basic types of natural fibres which are presented in Table 1. Table 2 shows the various matrix materials to match the natural fibre reinforcement component of composites. The exploit of natural fibres in composite materials is growing due to legislation forcing automotive manufacturers to reuse and recycle materials, leading to increase in bio-based material content in automotive applications. 6,7
Types of natural fibres.
Different matrices for natural fibers. 20
The manufacture of the NFRCs can generally be classified into major and minor manufacturing. In fact, NFRCs are mostly made-up by using different major composite fabrication methods such as hand lay-up, compression moulding, vacuum bag moulding, resin transfer moulding and pultrusion which outcome in a near-net form of the absolute product. However, these near-net shapes still require some minor operations such as drilling, milling or turning in order to meet the requirements to assemble the parts. 8
The automotive industries have been created a demand for natural fibre–based materials as seen in Figure 1. 9 The NFRCs have contributed cost reduction of 20% and weight reduction of 30% in the automobile industry. 10 Dimensional volatility and worsening in properties due to access of moisture are characteristics of NFRCs. 11 This restricts their application as an exterior component. The NFRCs have been incorporated into interior components such as seatbacks, headrests, front door-liners, rear door-liners and parcel shelves in automobiles. 12 NFRCs are extremely gainful as building materials and assembled structures that could be employed in times of natural disaster. 13
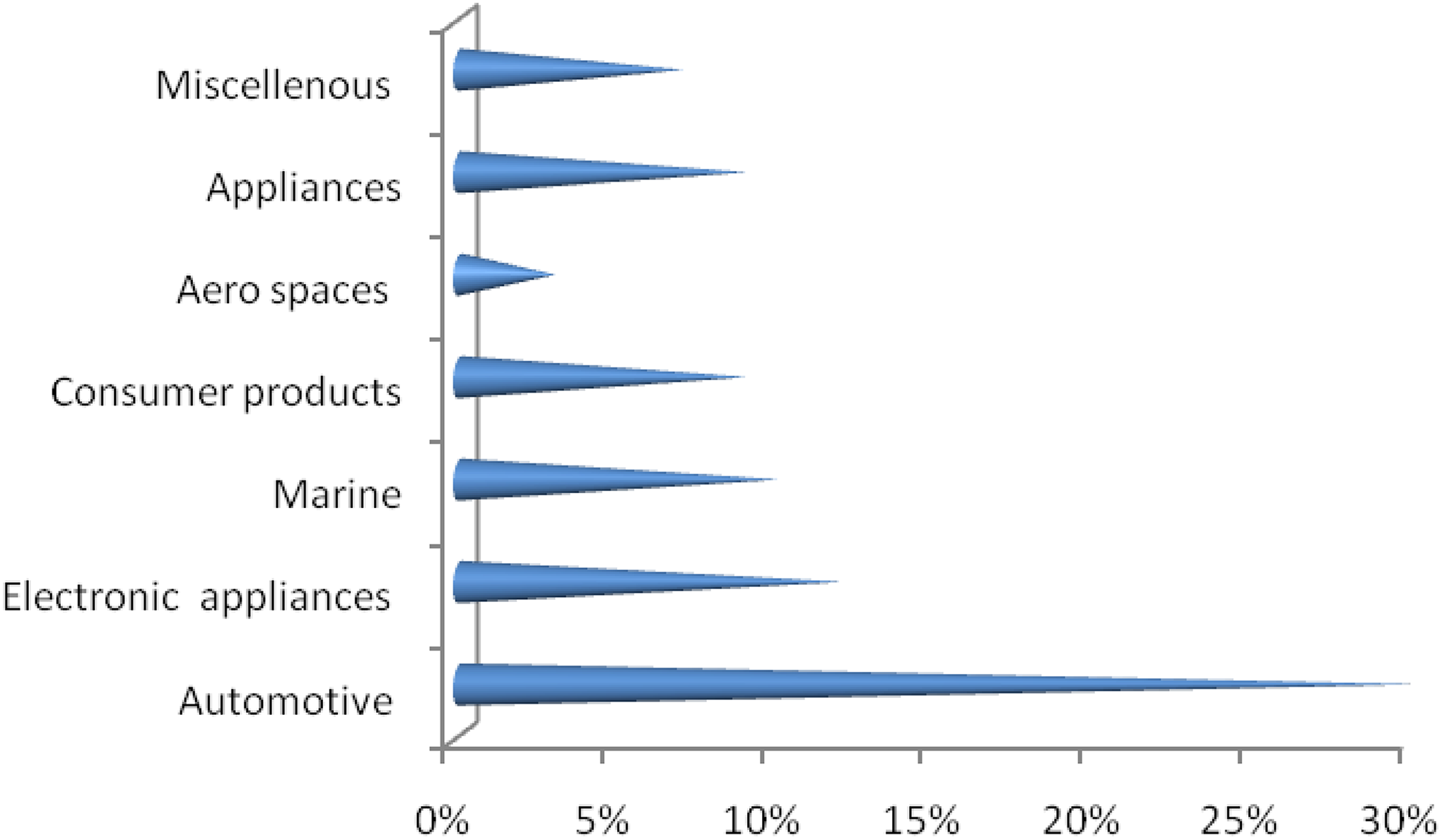
Applications of natural fibre composites. 9
In the view of the mounting engineering applications of NFRCs, needs for a detailed and efficient study of their machining characteristics have been predicted. The capable and economic machining of this material is required for the desired dimensions and surface finish. Moreover, NFRCs are extensively used as their higher specific properties of strength and stiffness when compared to metals that offer interesting opportunities for new product design. However, their non-homogeneous and anisotropic nature combined with the reinforcement render their machining is difficult. The workpiece may get damaged and the cutting tools experience high wear rates which may lead to an uneconomical production process or even make the process impossible. 14 Numerous manufacturing and machining defects comprise matrix imperfection, resin-starved area, resin-rich area, voids, cracks, blisters, debond, delamination, fibre pull-out and burning. Different techniques and tools are intended to overcome the above-mentioned issues. 15 Although there have been numerous thorough reviews books on the machinability of fibre-reinforced polymer composites, 16,17 it is quite clear that limited review on the machinability of NFRCs based on the literature survey. 4,18,19
Most of the published research has been approved in machining of SFRCs. Not much work has been reported on machining of NFRCs. This motivated the author for conducting a systematic review and examining the challenges on machining of NFRCs. Although NFRC parts are usually fabricated by near-net shape processes, they still need some secondary operations such as drilling, milling and turning. This review focuses on the machining of NFRCs and considers the important factors that affect the quality of the machined NFRCs. Based on the suggestions of numerous researchers, the review also presents general recommendations on the selection of machining parameters and discusses the issues in machining of NFRCs.
Classification and manufacturing of natural fibres used in NFRCs
Natural fibre is defined as tough plant material created as a result of photosynthesis. These fibres are referred to as a vegetable, biomass, photomass, phytomass, agromass, solar mass or photosynthetic fibres. Natural fibres could also include hair, feather, wool and silk fibres and mineral fibres. Because of the growing requirements, one way to classify the natural fibres is by geographic region where they are grown, as shown in Figure 2.
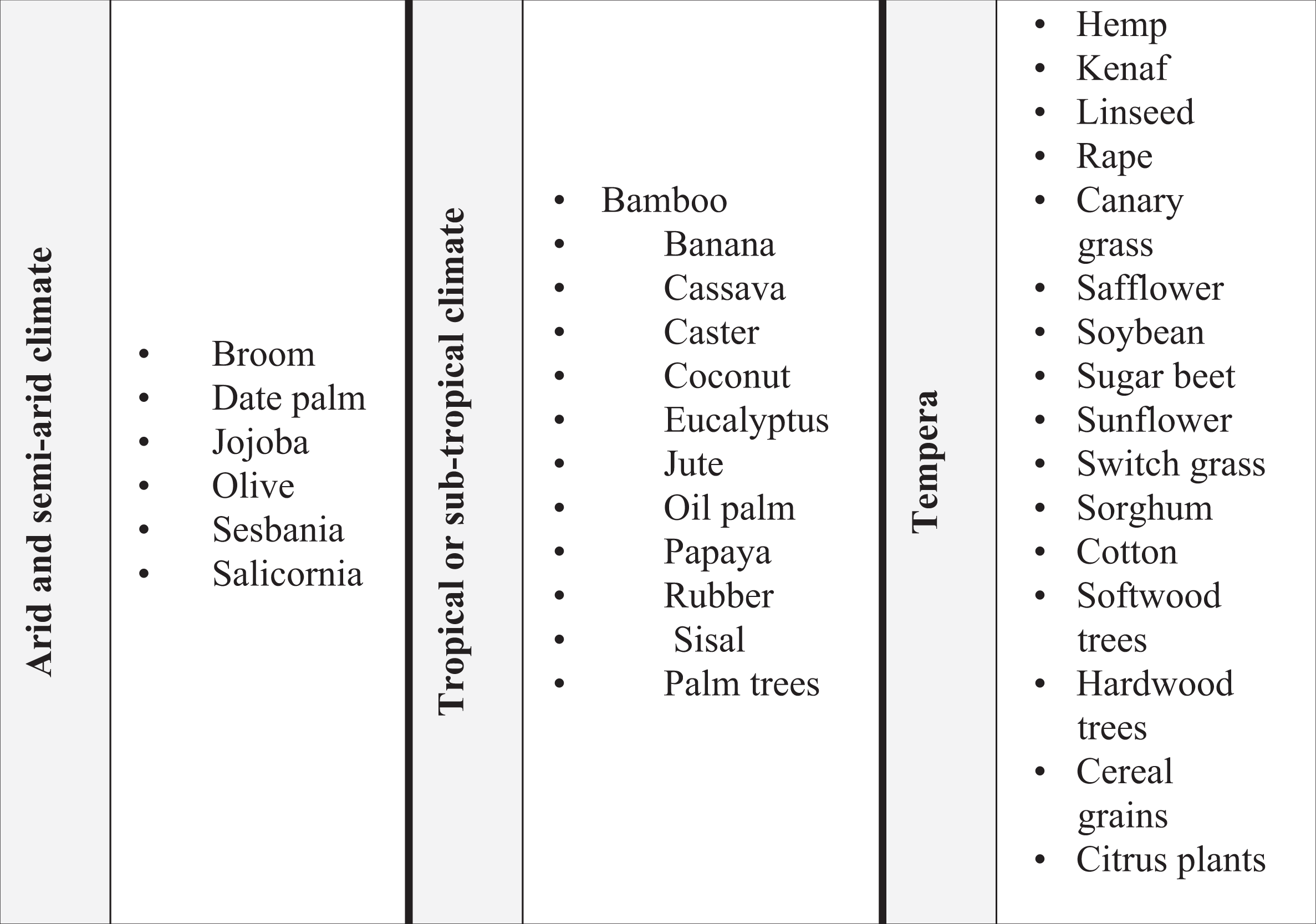
Classification of natural fibres by geographic region. 20
The various factors influencing the processing of natural fibres are moisture, fibre type and content and additives. Natural fibres made of cellulose contain several hydroxyl groups that are powerfully hydrophilic. The water uptake of NFRCs has several poor effects on their properties and subsequently, the enduring behaviour can be exaggerated. 21 Natural fibre reinforcement on the whole is an important factor affecting composites’ mechanical properties. Hence, the right option of fibre type and content is usually critical for further sustainability of the composite, which decides its effectiveness as an industrial material. 22 Employing additives in small quantities can considerably develop the most of the physical, chemical or mechanical properties of the cellulosic material and, consequently, of the composite. 23 The interfacial bond between fibre and matrix plays a significant role in influencing the performance of the composites. This is mainly due to their different hydrophobicity as the surface of fibre is hydrophilic while organic plastics are generally hydrophobic, they are incompatible and prevent efficient fibre–matrix bonding. Therefore, the handling of natural fibres for adhesion improvement is a significant step in the progress of the composites.
Different treatments such as pre-impregnation, surface modifications, chemical reactions and plasma have been studied for interfacial shear strength improvement in order to develop composites with better mechanical properties. 24 Chemical treatments such as dewaxing, delignification, acetylation and chemical grafting are used to modify the surface properties of the fibres and enhance the performance of composites. Plasma treatment is an environmentally friendly new technology which can alter the surface properties of the materials without interfering their bulk properties. 25 The size of the composites is a control factor for the initial evaluation of a suitable type of production processes to be used. Injection and compression mouldings are preferred due to their simplicity and fast processing cycle for small- to medium-sized components. However, they are typically manufactured by open moulding, pultrusion and autoclave processes for large structures. 26 Table 3 shows the different treatment and production process used in natural fibre by various researchers for enhancement of properties.
Effect of treatment on NFRCs.
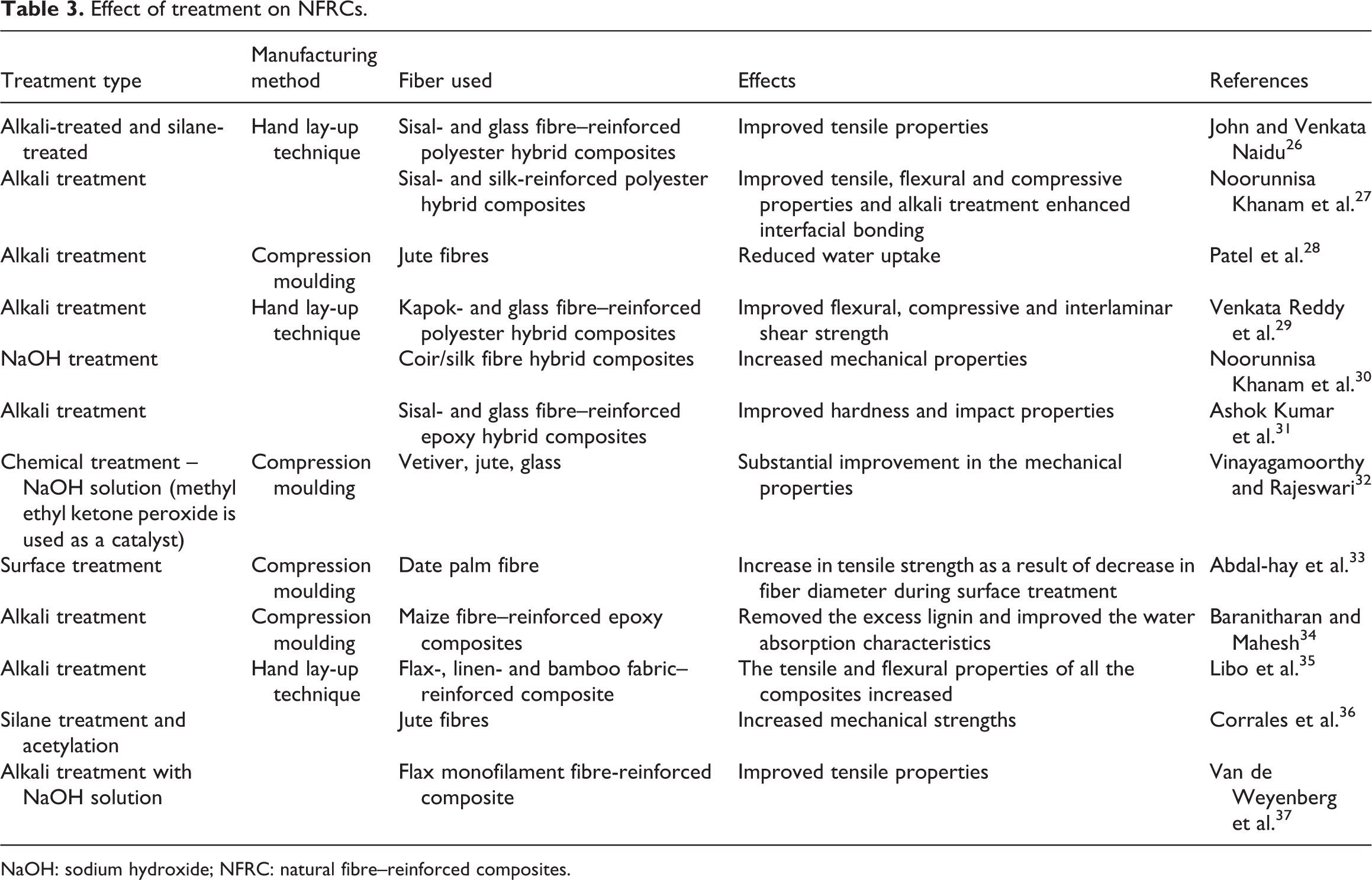
NaOH: sodium hydroxide; NFRC: natural fibre–reinforced composites.
Machining of NFRC
NFRCs are produced to near-net profile which decreases the necessity for machining. However, machining processes similar to trimming for giving completed form and drilling to make easy joining of parts in intricate assemblies are common operations in industries that deal with these kinds of materials. Among these machining process, drilling, turning, milling and grinding are the examples which is used for NFRCs to acquire the final shape. The required feature and reliability in the machined NFRC components strongly depend on the type of fibre and its mechanical properties. The machinability of the NFRCs is measured by various performance indicators such as cutting force, cutting power, specific cutting force, tool wear, tool life, delamination and surface roughness. 38 Figure 3 presents the various process parameters which affect the feature of the machined surface of NFRCs.
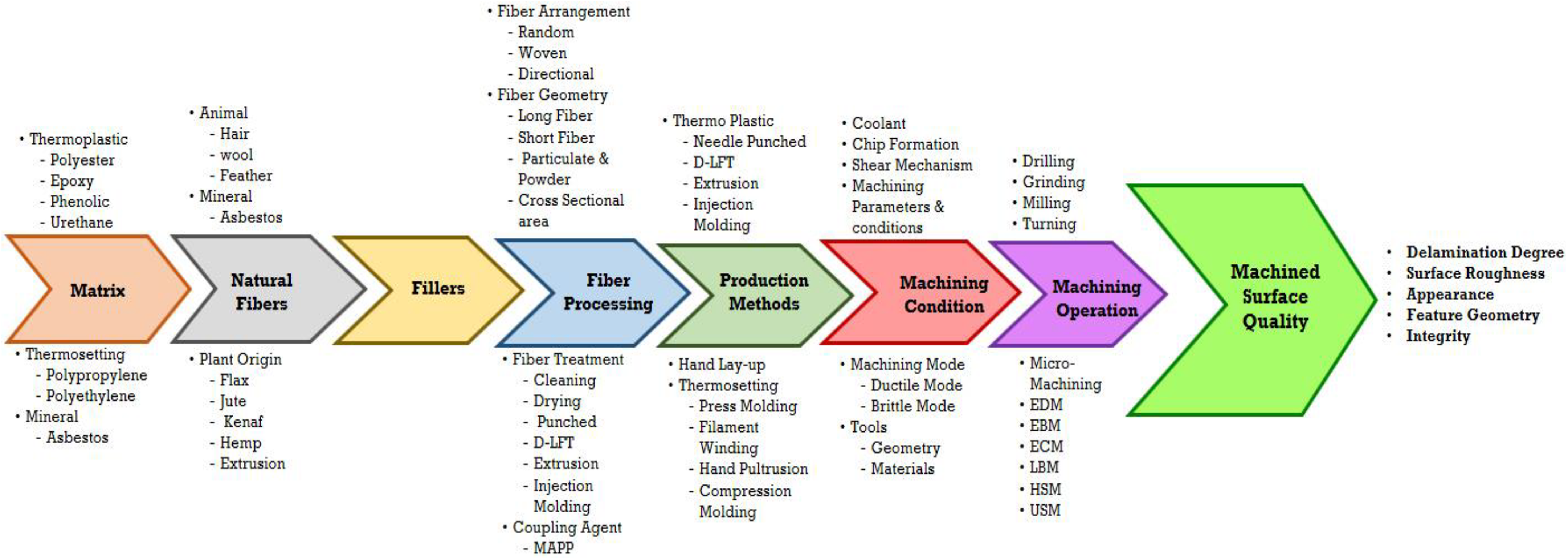
Control parameters affects the feature of the machined surface of NFRCs.
Turning of NFRCs
NFRCs are machined with hi-end tools become cost-effective approach due to the property of abrasiveness and non-homogeneity. NFRC components are created by net profile manufacturing, therefore turning is used for final needs based on literature and very few researchers have investigated the machinability in turning of NFRCs. Zajac et al. 39 have used higher tool nose radius, lower feed rates and higher cutting speeds to maximize the surface finish in turning rubber-reinforced thermoplastic composites. Further, they recommended bio-filler to eliminate the homogeneity in NFRC.
The main problem in the turning of NFRCs is tool wear and the sticking of synthetic resins on cutting tools due to its melting during the machining process. These issues have eliminated by incorporating water jet and abrasive water jet machining for the turning of wood-based natural composites. During the conventional machining of composite materials based on synthetic resins and natural fibres, the problem of the melting of the plastic matrix and its subsequent sticking to the functional parts of cutting tools occurs. This problem can be solved by the application of high-speed water jet turning. 40 Hutyrová et al. 41 have used the spindle speed in the range of 450 and 1400 min−1 and feed rate in the range of 0.1 and to 0.61 mm and big nose radius in turning of wood plastic composite. The surface roughness is the major significant factor affecting coating performance in turning of the wood plastic composites. The feature of WPC surface after turning is supposedly openly dependent on the combination of tool tip radius and feed rate. 42
Drilling of NFRCs
Drilling is a frequent resulting machining operation for making easy assembling of parts prepared for fibre-reinforced material. In the view of the growing engineering applications of NFRCs, a thorough and efficient study of their drilling characteristics is needed. The efficient and economic drilling of NFRCs are essential for the required dimensions and surface finish. 43
In drilling operation, drill bit is rotated relative to workpiece. It may produce coarse, helical feed marks on the workpiece depend on the machining parameters such as feed rate, speed, tool geometry, coolant and so on. NFRCs are anisotropic materials, so drilling enhances exacting issue that will influence the strength of the parts. Drilling may induce the mechanical properties of the NFRCs by creating low residual stresses around the hole. The other issues that influence the feature of the drilled hole are the fibre/resin pull-out and poor surface finish of the hole. 44
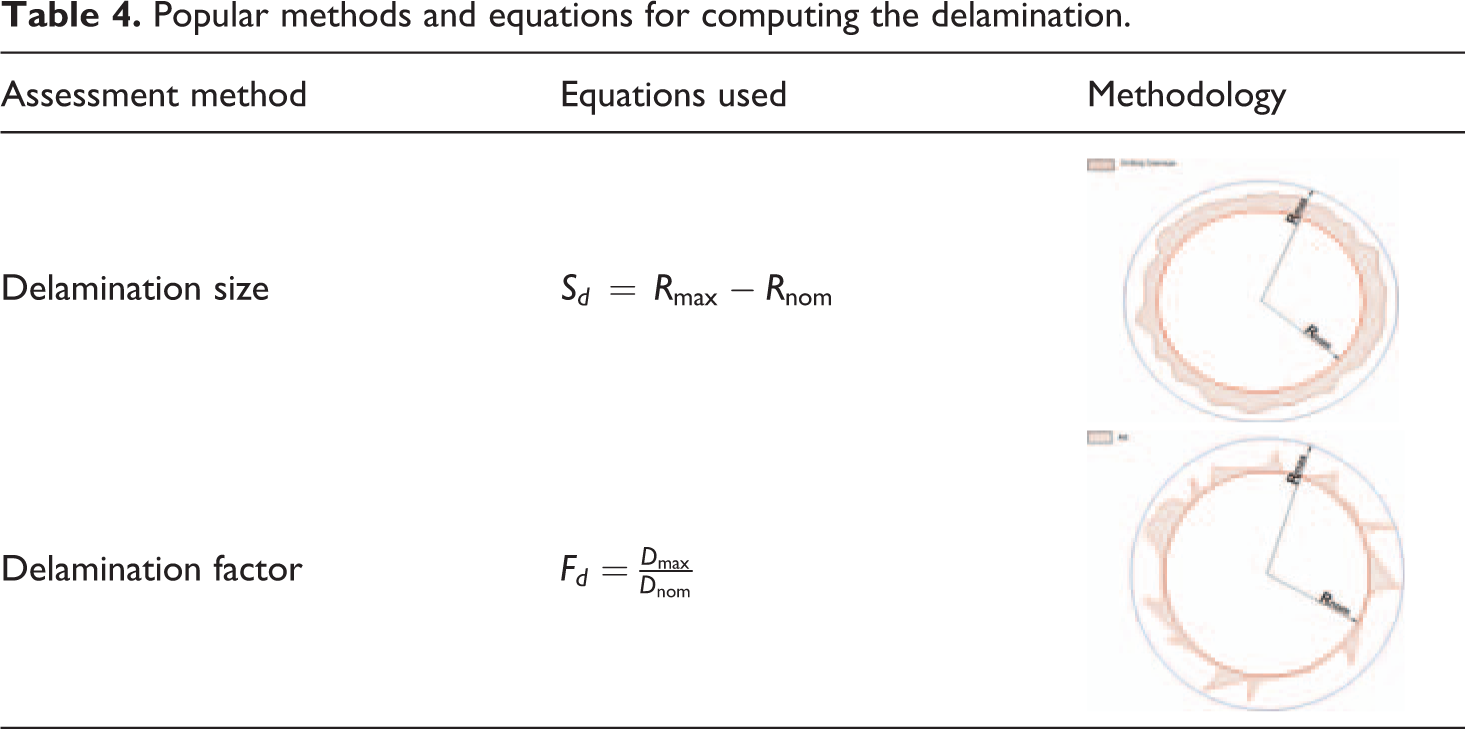
Delamination is the most important damage stumble in drilling. Delamination of the component surface at entry and exit of the drill is a drilling defect normally occurred. Elimination rates of up and about to 60% are accounted in case of aircraft assembly. 45 Therefore, delamination can significantly lower the performance of the finished part. The different parameters measured to measure delamination are delaminated area, crack length, ratios of delaminated areas, radii to reference areas and radii as the delamination measure. Figure 4 shows the different measures employed to compute delamination. Figure 5 demonstrates the various procedures used to compute the parameters used in the evaluation of delamination. 46 Among various assessment methods, delamination size and delamination factor are maximum used by researchers to quantify the delamination which is presented in Table 4. The induced thrust force and torque are the sources for delamination in drilling of NFRCs. It is examined that the delamination factor of drilled NFRCs is better than those of glass fibre–reinforced composite. 47 Abilash and Sivapragash 48 established that the delamination of NFRC is decreased with increasing cutting speed and increases with an increase in feed rate due to the increase in thrust force and drill diameter. Venkateshwaran and ElayaPerumal 49 found that the effect of feed rate is more on delamination than speed. Patel et al. 50 showed that the delamination at hole entry declines and at hole exit increases with the higher point angle. Table 5 summaries the important drilling studies on NFRCs by researchers.
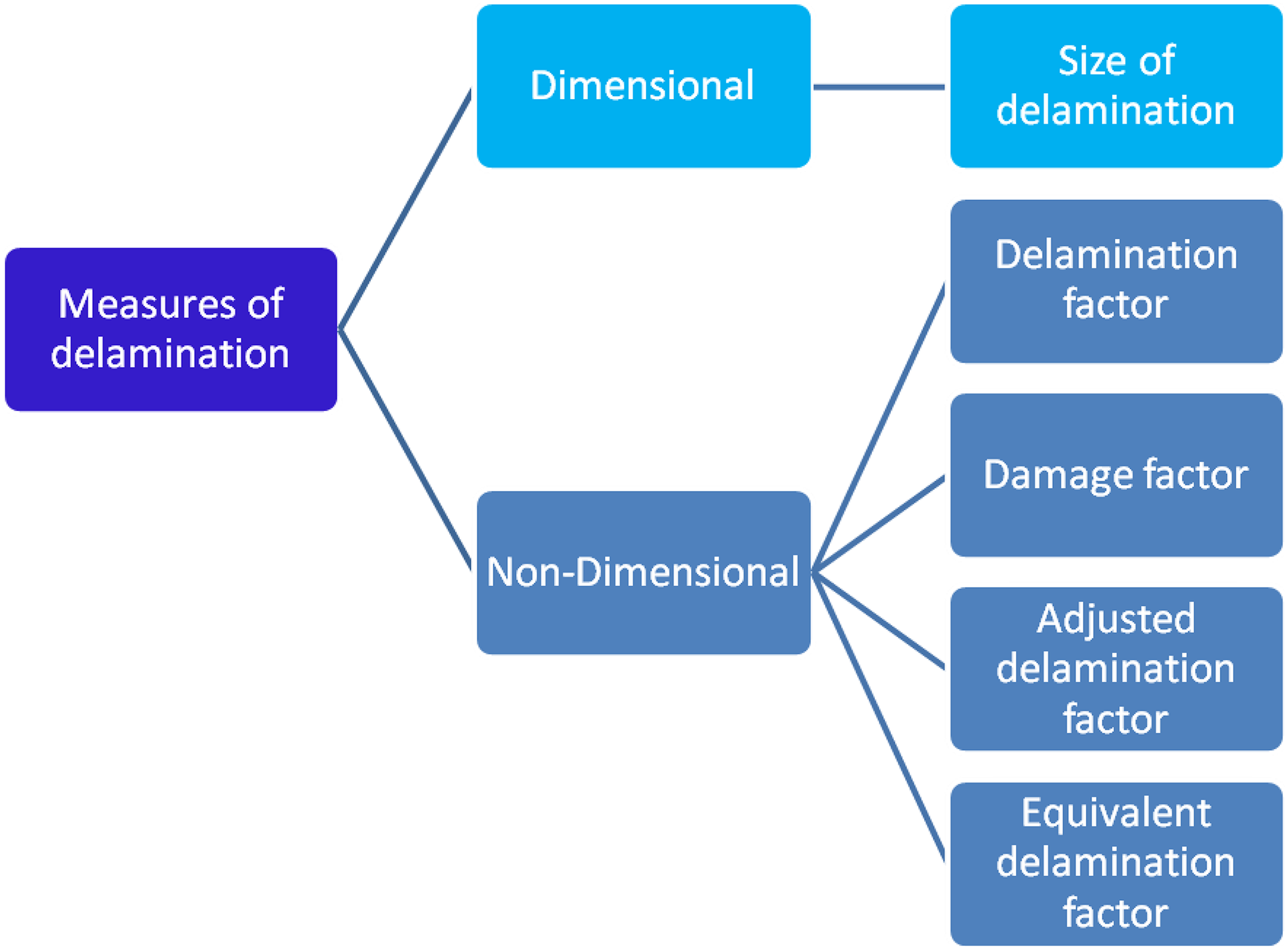
Evaluation of delamination. 46
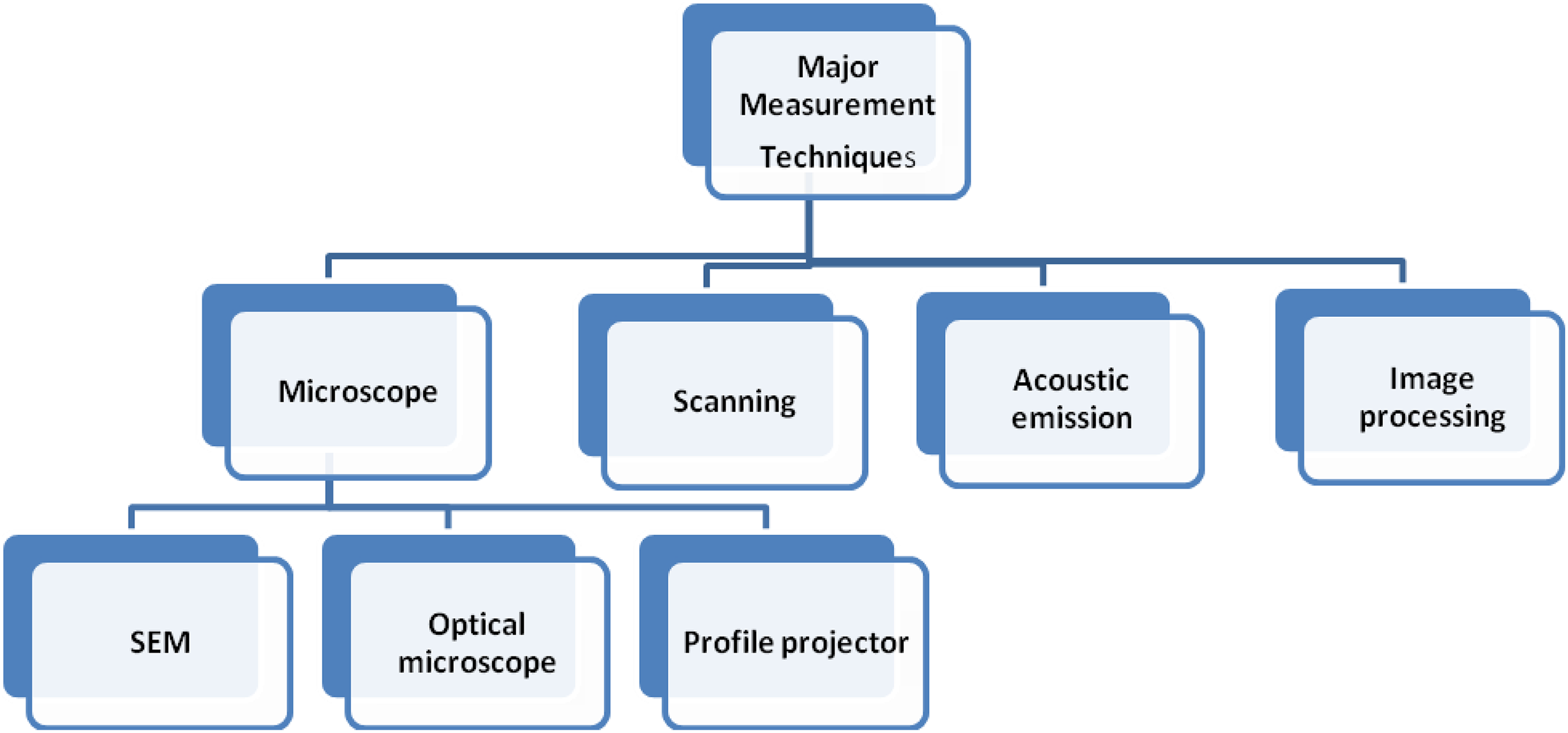
Techniques for measurement of delamination.
Popular methods and equations for computing the delamination.
Drilling studies on NFRCs.
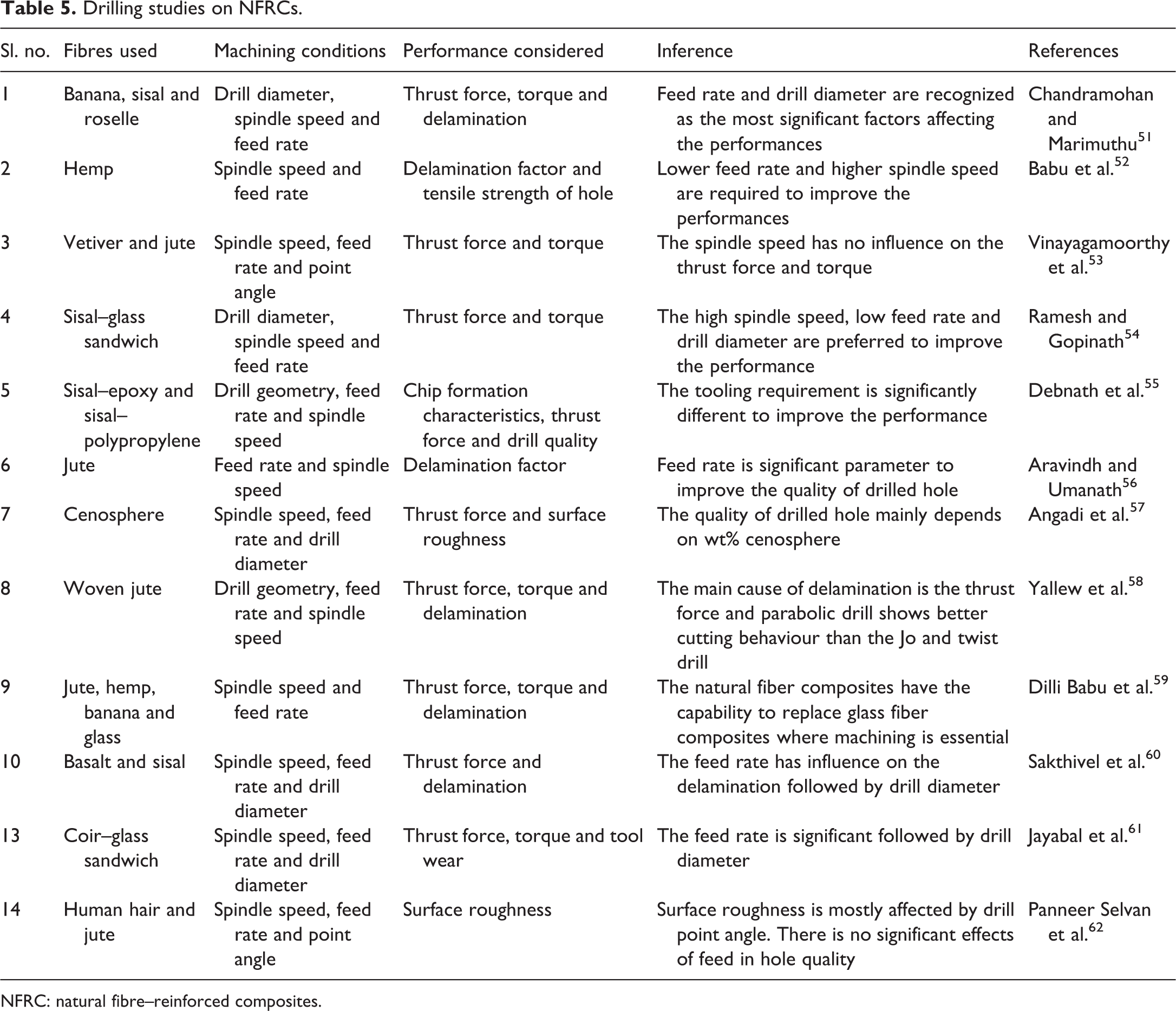
NFRC: natural fibre–reinforced composites.
Jayabal et al. 61 have proved that drill diameter and feed rate are the most significant parameters that affect the tool performance in the drilling of coir polyester composite. Jayabal and Natarajan 63 found that tool performance is improved by setting spindle speed at a lower level, the feed rate at a high level and drill diameter at the lower level. The surface roughness of the machined surface decides the quality and cost of the drilled components. Ramesh et al. 64 found that drill geometry has more effective on surface quality of the hole in the drilling of NFRCs. Trepanning tool shows the better performance than High speed Steel (HSS) drill. 48
Figure 6 shows the influence of control parameters on the performance of the drilled hole by various researchers. Almost all the researchers have considered thrust force, delamination, surface roughness and torque as performance measures in the drilling of NFRCs. The careful examinations by a number of researchers, it can be proved that feed rate is the dominant factor for maximum delamination. It can also be confirmed that delamination is reduced by alkali treatment. Furthermore, it is firmed that at the exit finish of the hole, the spindle speed and drill diameter are the most prevailing factors. The feed rate has no more influence on the thrust force and torque than spindle speed. The surface quality is enhanced by higher spindle speed, lower federate and point angle at 118°.
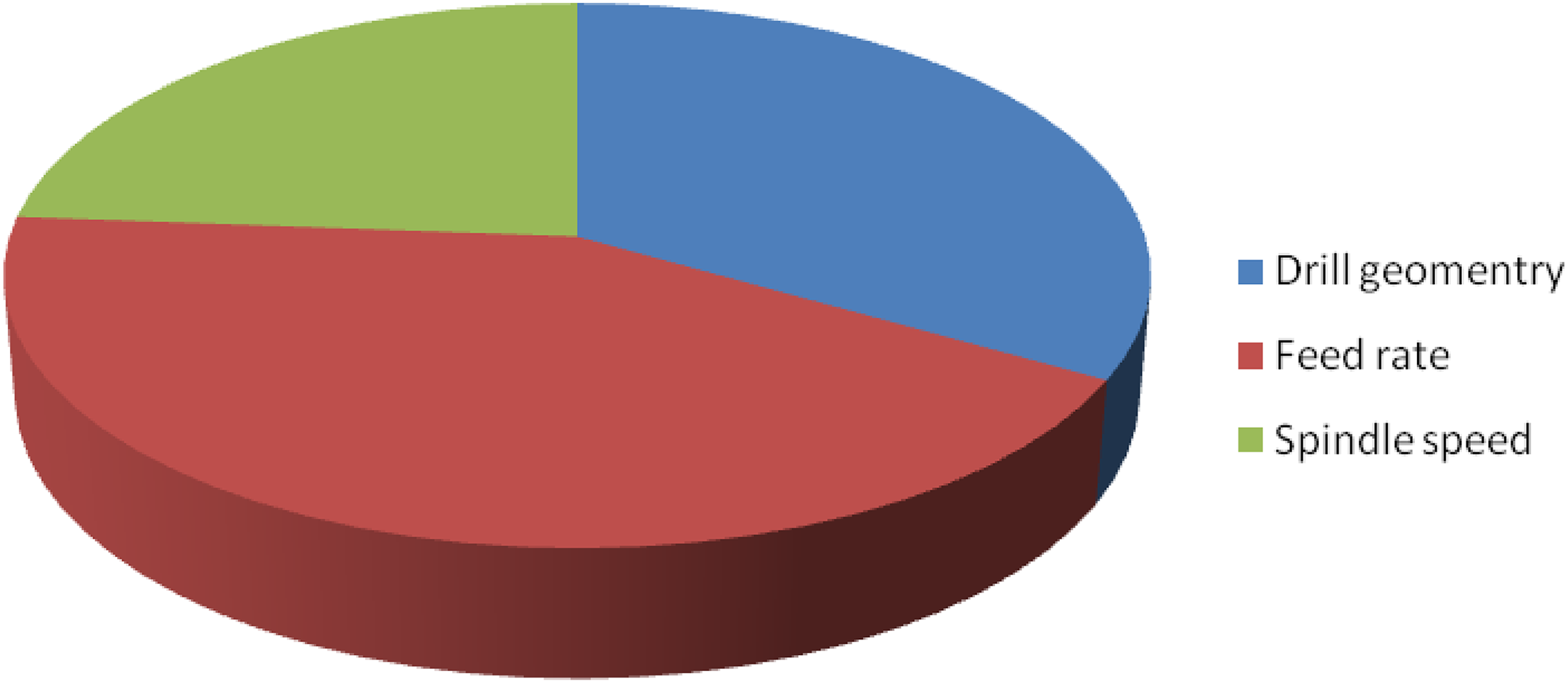
Influence of parameters on the quality of hole.
The author is currently functioning on making Multi Wall carbon Nano Tubes (MWCNT)-filled hybrid NFRC laminates using sisal–glass fibres and epoxy resin. The laminates have been subjected to drilling operation with the objective of assessing the quality of the machined surface. In this investigation, the drilling parameters namely spindle speed, feed rate and point angle have been optimized based on the multiple performance characteristics including thrust force, torque, surface roughness and delamination factor. The experiments are carried out by computer numerical control (CNC) Vertical Machining Centre (VMC 100).
Milling of NFRCs
Milling is employed as a remedial process to fabricate precise and high feature surfaces. 65 Milling is one of the most important machining processes extensively used for making accurate pockets and slots. However, milling operations provoke scratch to the surface in the form of delamination, microcracks, fibre pull-out and matrix burning, ultimately affecting the performance of the components. 4 Delamination is one of the shortest ways of measuring the feature of the slots shaped by the end-milling process and also indicates the compatibility and linking between fibre and matrix. The same is calculated using the ratio between Wmax and W where Wmax is the maximum width of the slot and W is the width of the cut. An optical microscope is employed to compute the maximum slot width to calculate the delamination factor in the milling of NFRCs. 4
Klocke and Wurtz 66 have identified that the reduction in cutting velocity and an increase in feed can limit the melting of the matrix and jammed tor to the chips. Further, they proved that higher thermal stress due to friction and tool wear is eliminated by adopting hi-end tool in the milling of NFRCs. The feed rate and cutting speed have contributed to the delamination factor and surface roughness. Usually, the use of high cutting speed and low feed rate is preferred to reduce delamination in the milling of NFRCs 67 Chegdani et al. 68 have proved that the milled surface of NFRCs is considerably needed on the fibre stiffness and interface bonding through scanning electron microscopy. Table 6 summaries the important milling studies on NFRCs by researchers.
Important milling studies on NFRCs.
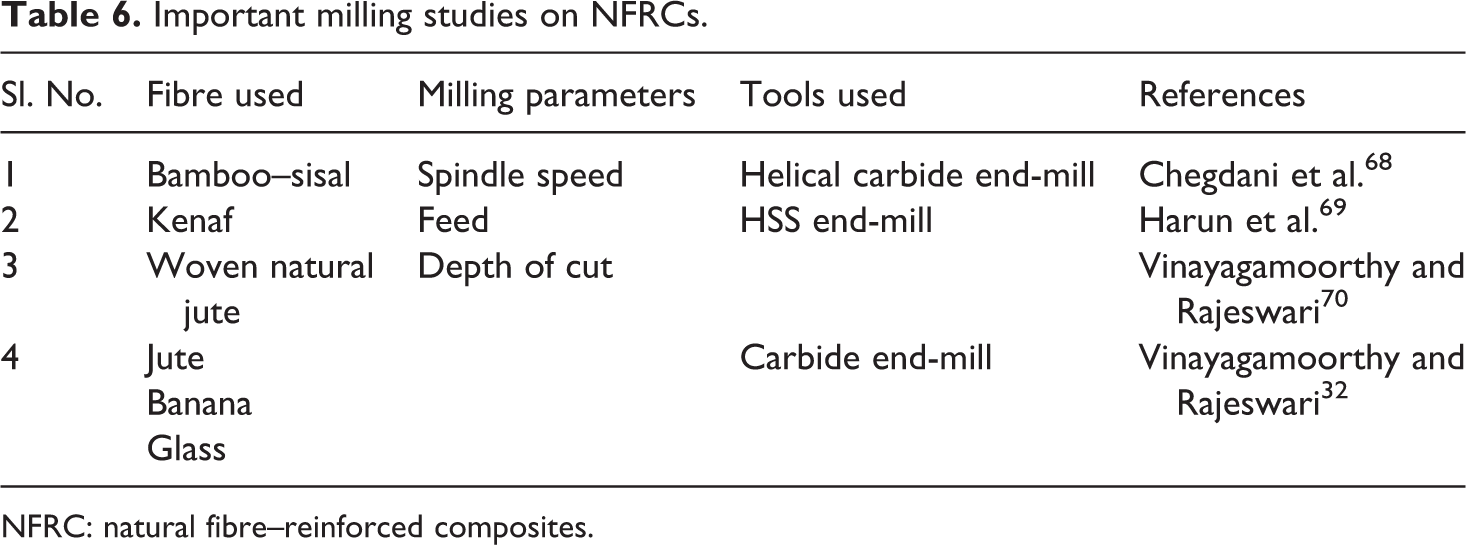
NFRC: natural fibre–reinforced composites.
The spindle speed and depth of cut are the most significant factors in thrust force whereas speed, feed and depth of cut on torque. High speed, high feed and medium depth of cut are the optimum milling conditions to obtain optimum thrust force whereas high speed, low feed and low depth of cut are the optimum conditions for optimum torque. The middle value of the feed rate has to be considered to get lower values of both thrust force and torque. 71
Non-traditional machining
Traditional machining might root unfeasible operating conditions because of lower material removal rates (MRRs), tool wear and disagreeable responses. Therefore, unconventional machining processes may turn into realistic and commercial methods for NFRCs machining.
Based on literature, few researchers have investigated the machinability in non
A Different process like kerf cutting, piercing and milling can be employed to create holes and slots using water jet machining. Delamination could be reduced by using lower jet speed, but it affects the piercing capabilities. 74 Pentland and Ektermanis 73 have studied the effect of various process parameters like abrasive concentration, abrasive grain size and feed rate on machining ability with respect to the MRR in ultrasonic machining of composites. Further, they found that ultrasonic machining is that it does not produce the thermal or chemical scratch on workpiece. Jani et al. 75 have used filler material along with natural fibre to improve the machinability in water jet cutting process. Further, they confirmed that the hybrid fibre composite with filler can produce good engineering component without delamination and fibre pull-outs during machining.
Optimal setting for machining of NFRCs
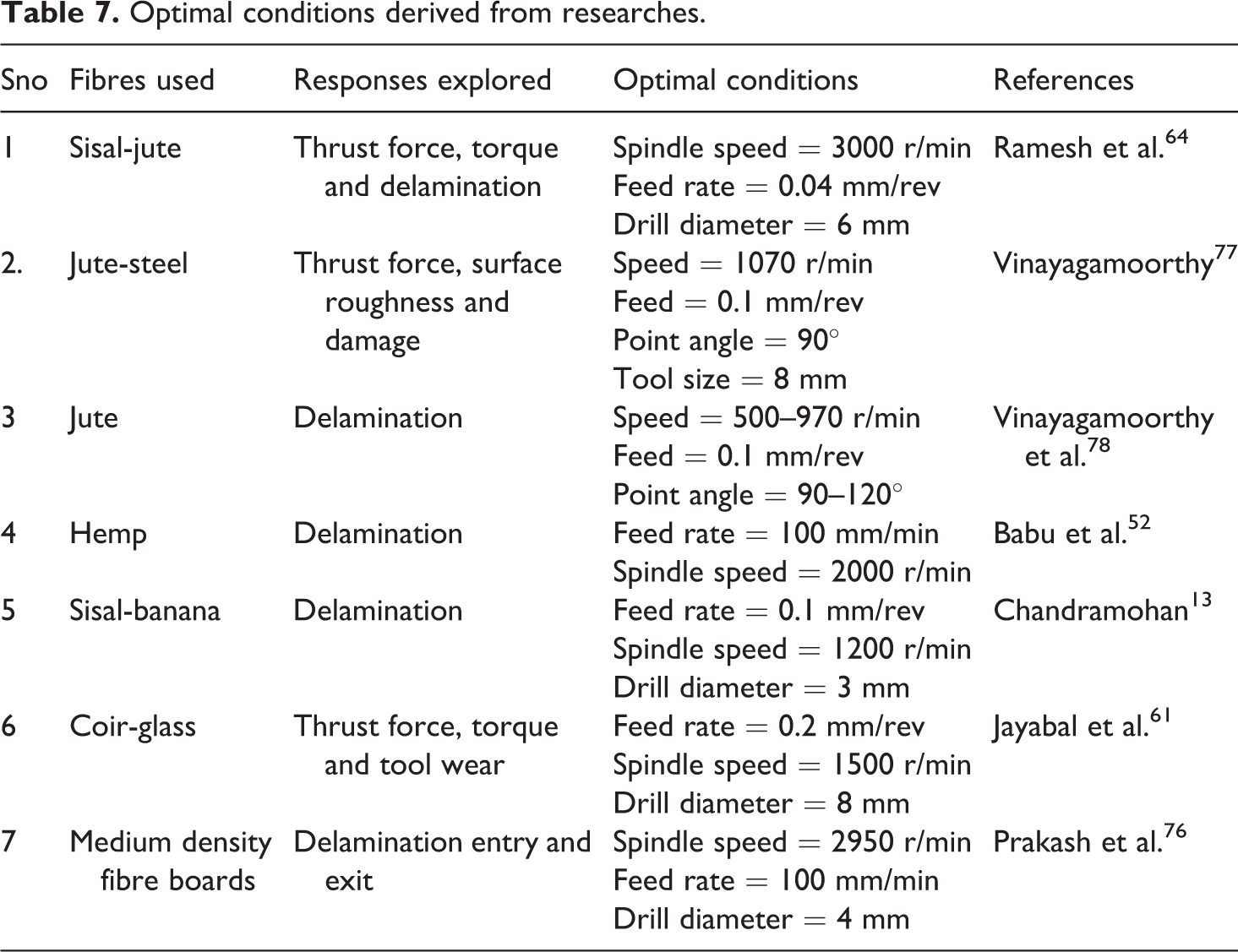
For the realistic machining of NFRCs, it is essential to find out the optimal machining parameters to achieve better performance such as less delamination, tool wear, good surface finish and so on. The labour and operating cost will be cheap when NFRCs are machined under optimum machining parameters. Researchers have optimized the parameters such as cutting speed, feed rate, tool geometry, workpiece geometry, fibre orientation and fibre volume fraction using response surface methodology and artificial intelligence are used to optimize the parameters. 61,63 Prakash et al. 76 have used desirability function–based method is applied for optimizing drilling parameters such as spindle speed and feed rate based on the multiple performance characteristics. Table 7 presents the optimal setting for machining of NFRCS by various researchers. Most of the results have proved that higher spindle speed, lower feed rate and minimum drill diameter are the optimized parameters in machining of NFRCs
Optimal conditions derived from researches.
Issues in machining of NFRCs
The enormous variety of available natural fibres creates understanding their machinability more difficult. Defects that are usually started by machining of NFRCs include burrs, debonding, intralaminar cracks, delamination and thermal damage. The amount of these defects is mainly dependent on selected process parameters. Heed should also be compensated for circularity of holes after machining. The matrix type, type of natural fibre, fibre treatment and fabrication technique are the pre-machining causes that considerably influence the NFRCs surface and subsurface integrity. By setting the suitable values of these factors, the defects can be overcome significantly. The induced delamination has more effect on the surface quality of machined components. The recommendations by various researchers to minimize the defects in machining of NFRCs are as follows: Babu et al.
52
have suggested that by selecting appropriate delamination factor to assess the damage and implement the advancement in digital image processing in determining the parameters to assess delamination. Lower feed rate is recommended in order to minimize delamination.
51,52,54,55
Durão et al.
79
recognize that maximum thrust force and delamination addition depend on drilling conditions, tool geometry and material. Consequently, it could be found that tool geometry through thrust force indirectly affects delamination. Higher spindle speed is suggested in order to lower the thrust force and thereby decreases delamination,
61,76
Davim and Reis
65
have recommended the application of back support while using variable speed feed systems to reduce delamination in drilling. Debnath et al.
55
have suggested the use of advanced fixtures to mount the NFRCs during machining because vibration can lead to poor-quality machined surface. Ramesh et al.
64
observed that fibre pull-out, fibre debonding and the internal cracks are the major issues in the drilling of NFRCs which is presented in Figure 7. Carbide tools still they do not meet the condition, and so there is a need to develop suitable tool material and geometry in order to achieve better surface quality.
70
Another important tackle during machining is the heat generated and it could overcome by air or mist cooling system.
71
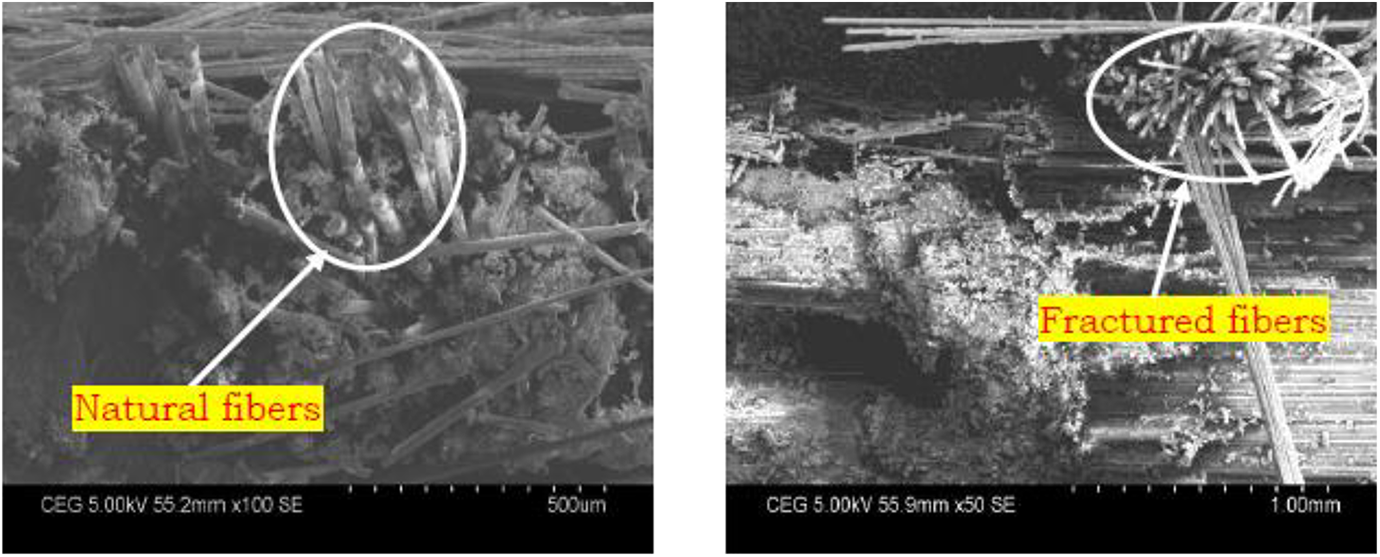
SEM micrographs of the inner surfaces of the drilled holes. 64
Conclusion and potential trends
This present work is intended to review the machining issues for natural fibre composites. The majority involvement of the present study is recognizing the different process parameters that affect the performance of the machined NFRCs. It is recognized that the study could absolutely be very helpful for industries and researchers looking for control on choosing machining parameters. The performance indicators such as delamination, thrust force surface roughness and torque have given more concentration to examine the quality of the machined NFRCs. The following are the significant points that can be found from this review. There are a number of natural fibres existing in global, and choice of natural fibre for a particular NFRC depends on the required properties as particular by specifications. Numerous production methods that could be used for making NFRCs. Many useful NFRCs have not been attempted as work material on machining. Their use may be suggested in household applications and transportation industry. The quality of the drilled holes can be assessed using delamination. In common, higher spindle speed, lower feed rate and smaller drill bit diameter are required to improve the quality of the drilled holes. The other machining process turning, milling and non-traditional techniques of NFRCs have also been addressed. The fibre pull-out, fibre debonding and the internal cracks, tool wear and the sticking of synthetic resins are the major issues in the machining of NFRCs.