
Abstract
Additive manufacturing (AM), also known as three-dimensional printing, is an emerging technology that has revolutionized various sectors, including, manufacturing, construction and medical. Specifically in the medical sector, this technology has brought tremendous process as with its aid customized, porous and controlled geometries are easily producible through the integration of magnetic resonance imaging or computed tomography scan like imaging techniques. Till date, a wide variety of commercial and in-house developed biomaterials have been successfully used in biomedical and tissue engineering applications. However, very less work has been reported on the use of natural fibre (such as silk and sheep wool)-embedded biomedical structure prepared through fused deposition process (FDP). In this work, we have embedded the FDP-based polylactic acid (PLA) structures with biologically treated natural fibres. The effect of input variables (natural fibre, number of laminates, infill density and raster angle) on the mechanical characteristics of resulting structures was also studied, through design of experimentation. Mechanical testing revealed sustained scaffold stability. Selected structures were exposed to Madin-Darby bovine kidney (MDBK) epithelial fibroblast cells to compare cell ingrowth and viability. The matrices exhibited the growth of fibroblast cells which showed proliferation and differentiation in interconnected FDP specimens. Overall, this study demonstrates that embedment of natural fibre has catalyzed the reproduction of MDBK cells on PLA structures, printed with simple and economical tabletop AM system.
Introduction
Additive manufacturing (AM) or three-dimensional (3D) printing processes, 1 –3 represents a customized and application-specific geometrical material mainly used for created by printing the material layer by layer till resulting digital model into converted into physical objects. Over the past decades, there has been a vivid increase in the number of AM technologies as many patents have been collapsed. This resulted in settlement of various ventures that enabled the users to buy economical, versatile and compact filament deposition systems, 4 –6 for numerous applications. Today, AM systems are being used for a variety of applications including, engineering applications (aerospace, automotive, civil engineering/architectural applications, etc.), biomedical engineering, prototyping and fashion, jewellery, art, and so on. The potential of AM is continuously increasing in the field of synthetic biology in combination with existing and upcoming biomaterials. Biomedical applications of AM technologies like scaffold and implant design, their functionality, topography and chemistry are the emerging topics of today’s research. 7 The ability to design scaffolds morphology 8 with bioactive groups has evolved, 9 but there has been a big gap in the development of new polymer precursors to enable bioengineers to further use with AM processes. 10
Biocompatible materials commonly used for biomedical applications are polylactic acid (PLA), polyglycolic acid, polycaprolactone (PCL), and polyethylene glycol; however, the most widely used material in desktop printers is PLA which is suitable for biotechnology applications (refer Table 1). 18 This material and its blends, in combination of hydrogels, has been used for many biomedical applications like cartilage, 21,22 intervertebral disc, 23,24 bone 25 and tissue engineering. 26 Among these materials, PLA is the one that has received the most attention in Food and Drug Administration approved resorbable implant products. 27 Moreover, the PLA is best suited for extrusion-based AM technologies such as fused deposition process (FDP) (refer Figure 1). In this system, the plastic filament is melted and extruded via nozzle and deposited on the build platform, where it cools and solidifies. FDP parts, in general, offer poor material strength as during the extrusion the fibres usually get collapsed of the unsupported segment. This issue can be eliminated by subsequent removing of the filler materials once printing gets over. 28 Further, FDP construct possesses anisotropy in the z-direction. 29
Biomaterials and their applications with FDP.
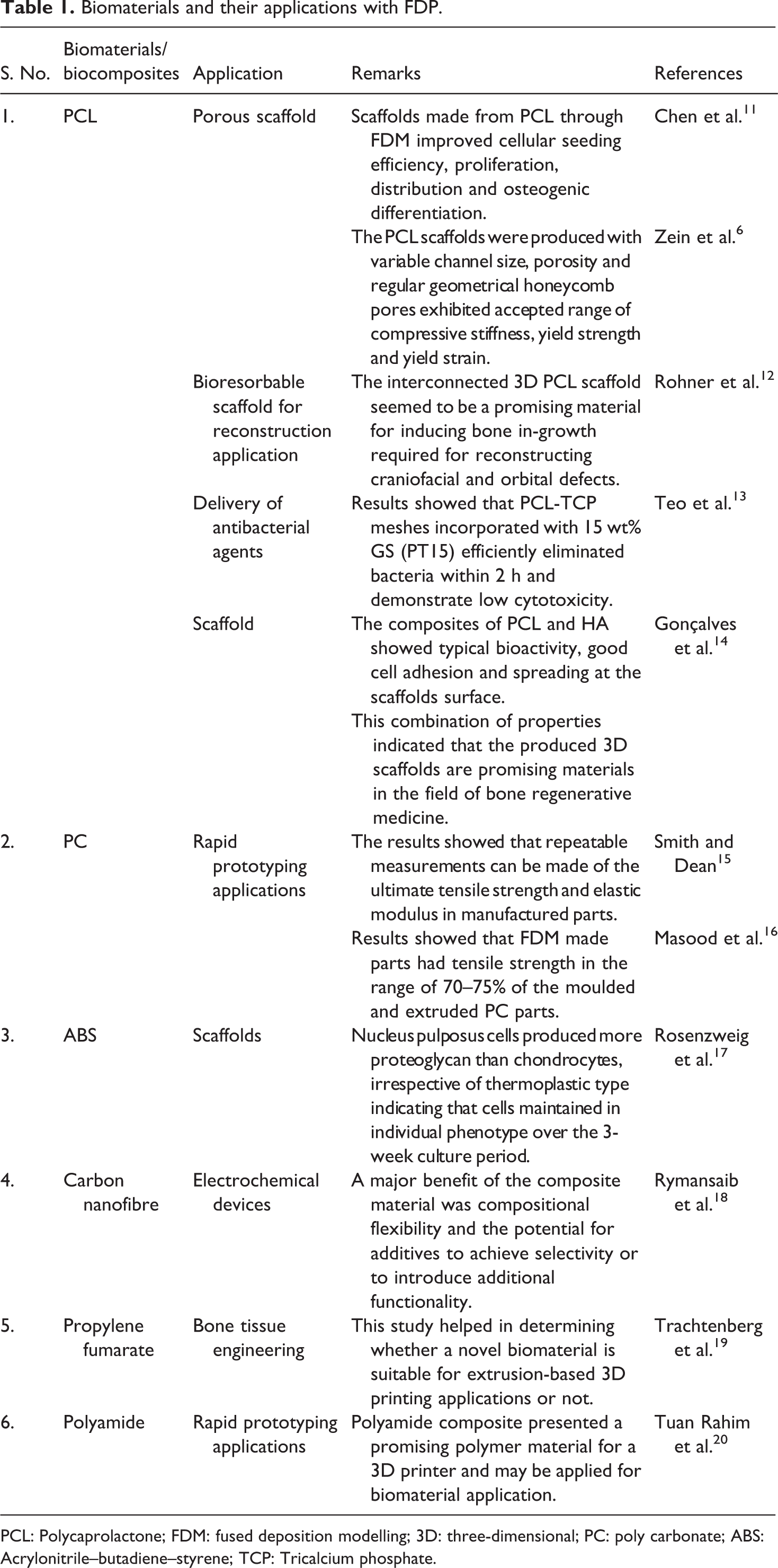
PCL: Polycaprolactone; FDM: fused deposition modelling; 3D: three-dimensional; PC: poly carbonate; ABS: Acrylonitrile–butadiene–styrene; TCP: Tricalcium phosphate.
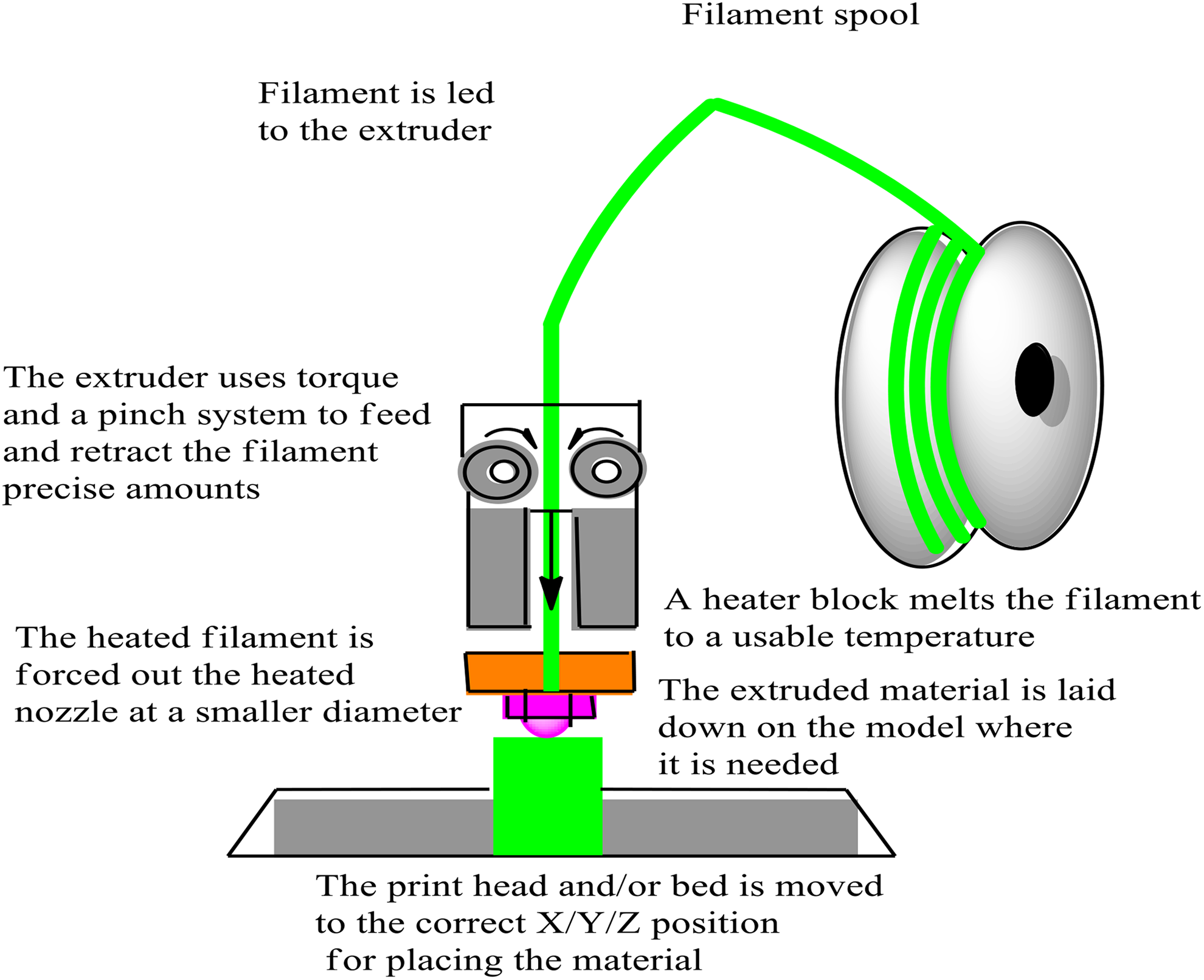
Schematic of FDP process. FDP: fused deposition process.
PLA has also established a benchmark for printing of highly precise structures as well as better resolution. The PLA was also mixed with bioactive calcium phosphate glass for modifying the surface chemistry also helped in increasing cell attachment and tissue regeneration. 30 In one of the other works, a multi-nozzle deposition manufacturing system, consisted of both extrusion and jetting system, showed good biocompatibility and bone conductive property as a molecular scaffold for bone morphogenic protein. 31 Although, the results of the study were very promising yet the deposition mechanisms need modifications. Researchers have prepared porous PCL meshes with fused deposition modelling (FDM) and embedded Hydroxyapatite (HA), methylated collagen and terpolymer inside the matrix through polyelectrolyte complex coacervation process. It was found that these embedded scaffolds provided higher cell seeding efficiency as compared to naked PCL structures. 11 Large-pore 3D printing-based acrylonitrile–butadiene–styrene (ABS) and PLA scaffolds were compared for cell ingrowth, viability and tissue generation. Primary articular chondrocytes and nucleus pulposus cells were cultured for 3 weeks on resulting scaffolds and both cell types proliferated well and showed high viability and produced ample amounts of proteoglycan and collagen type II on both scaffolds. 18
Also, the concern over the use of environmentally sustainable materials is growing due to the increase in the amount of polymeric waste. This can be controlled using natural fibres (of animal, plants and other resources) instead of traditional fibres as laminates/reinforcements in composite structures. 32 Natural fibres have been used to reinforce thermoplastics due to their advantages such as low cost, low density, acceptable specific strength, good thermal insulation properties, biodegradability and renewability. 33 In this study, we have used chemically treated natural animal fibres as the laminates for increasing the mechanical and biological characterizations of the FDP structures. Moreover, we have studied the effect of input process variables (such as type of fibre, number of laminates, infill density and raster angle) on the mechanical and biological properties of the resulting structures. The experiments were conducted as per Taguchi L18 orthogonal array and analysis of variance (ANOVA) has been employed to find out the significance of the input variables. Scanning electron microscopic (SEM: JEOL JSM-6510LV, Jeol Ltd., Japan) analysis has been used to find out the type of fracture, and cell culture was performed for analysing the viability and in vitro performance of the printed specimens.
Experimental detail
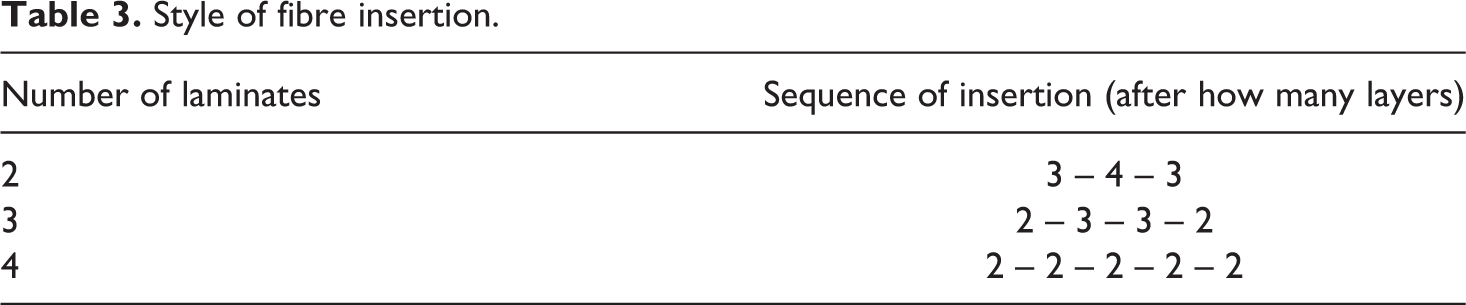
In this work, biocompatible grade PLA filament (Divide by Zero, Thane, Mumbai, India) of 1.75 mm diameter was used. Table 2 shows the specifications of the PLA filament. A desktop Accucraft-FDP 250Di system (Divide by Zero) was used for the printing of the test specimens. Printing was carried out by keeping parameters such as nozzle tip size, temperature of extrusion, speed of deposition, air gap and layer thickness as 0.4 mm, 230°C, 35mm/s, 0.5 mm and 0.3 mm, respectively. Natural animal fibres (silk and sheep wool) were collected from local textile industry and were treated chemically as per standard procedure. 34 From SEM micrograph (Figure 2), it has been found that the average diameter of silk and sheep wool is 3 and 11.5 µm. Tensile specimens were fabricated as per ASTM-D638 standard (Figure 3). It can be seen from Figure 4, that the laminates were inserted manually between two adjacent layers as per the order given in Table 3. We have used ‘Repetier Insight (0.9)’ software package for controlling the input process variables of FDP system. This slicer (Slic3r) software was used to generate G-code files as per which the extrusion head and the platform moved and further other parameters of FDP system were controlled time to time. Initially, the geometry of the test specimens was modelled with SolidWorks (23) software and then the CAD file is exported to standard triangulation language (.STL) file format, which further transferred to G-code. During specimen printing, we have changed the input process parameters such as type of fibre, number of laminates, infill density and raster angle and employed Taguchi L18-based design of experimentation. Table 4 shows the final control log of experimentation.
Specifications of PLA filament.a
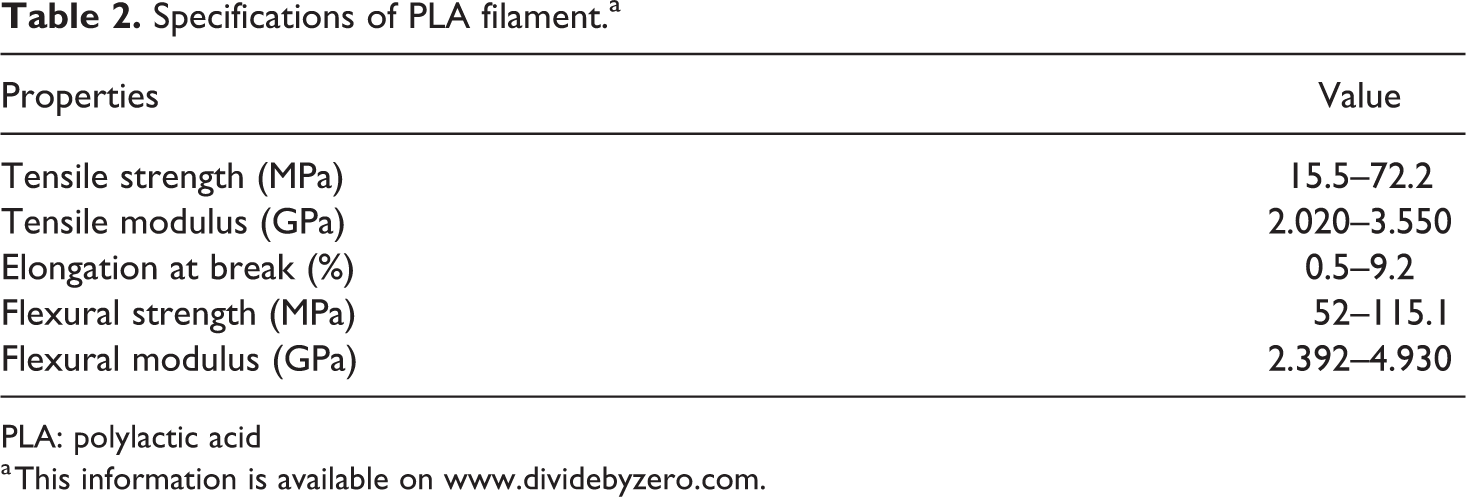
PLA: polylactic acid
a This information is available on www.dividebyzero.com.
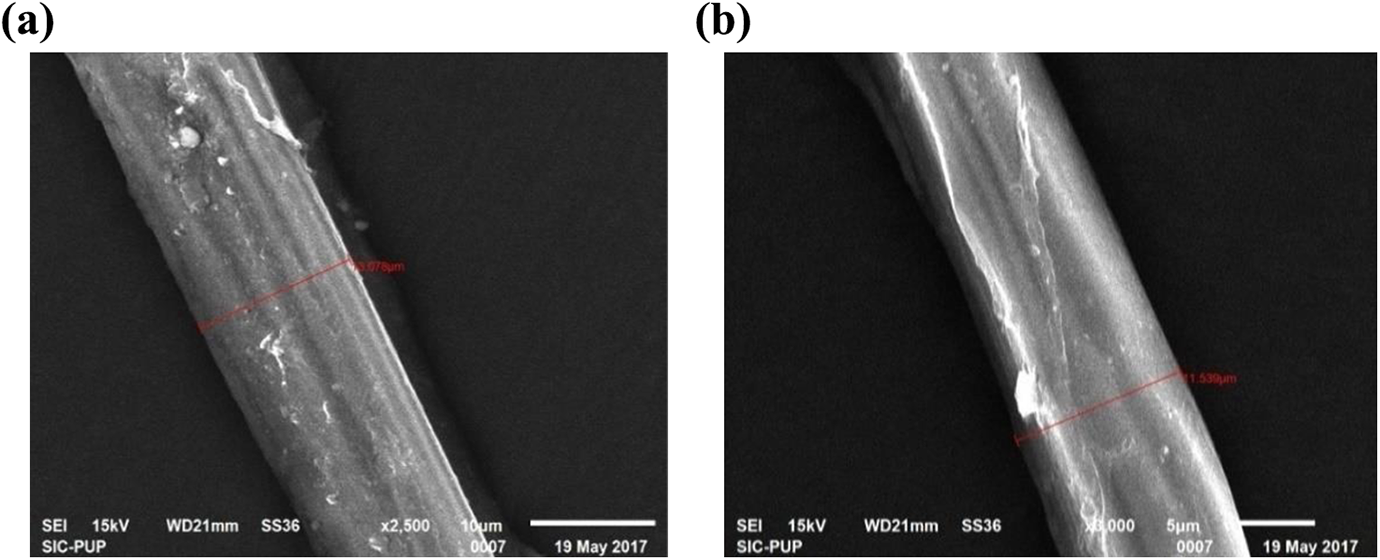
SEM micrograph of silk (a) and sheep wool (b). SEM: scanning electron microscopic.
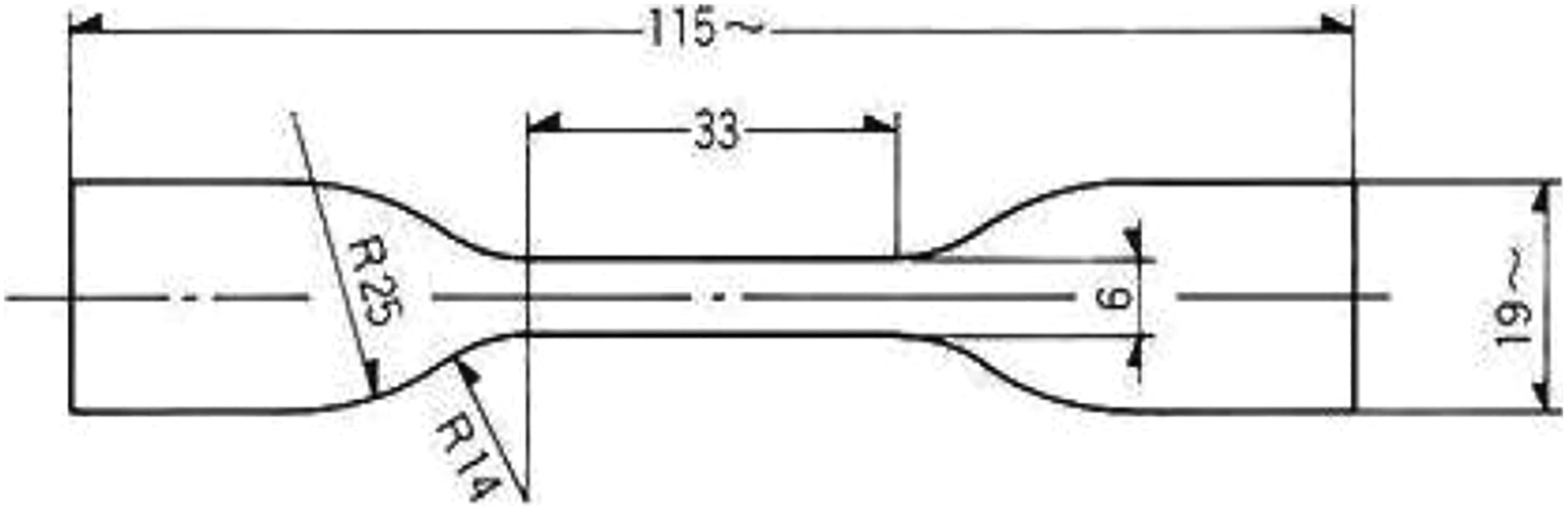
Standard specimens for tensile testing. Note: All dimensions are in mm.
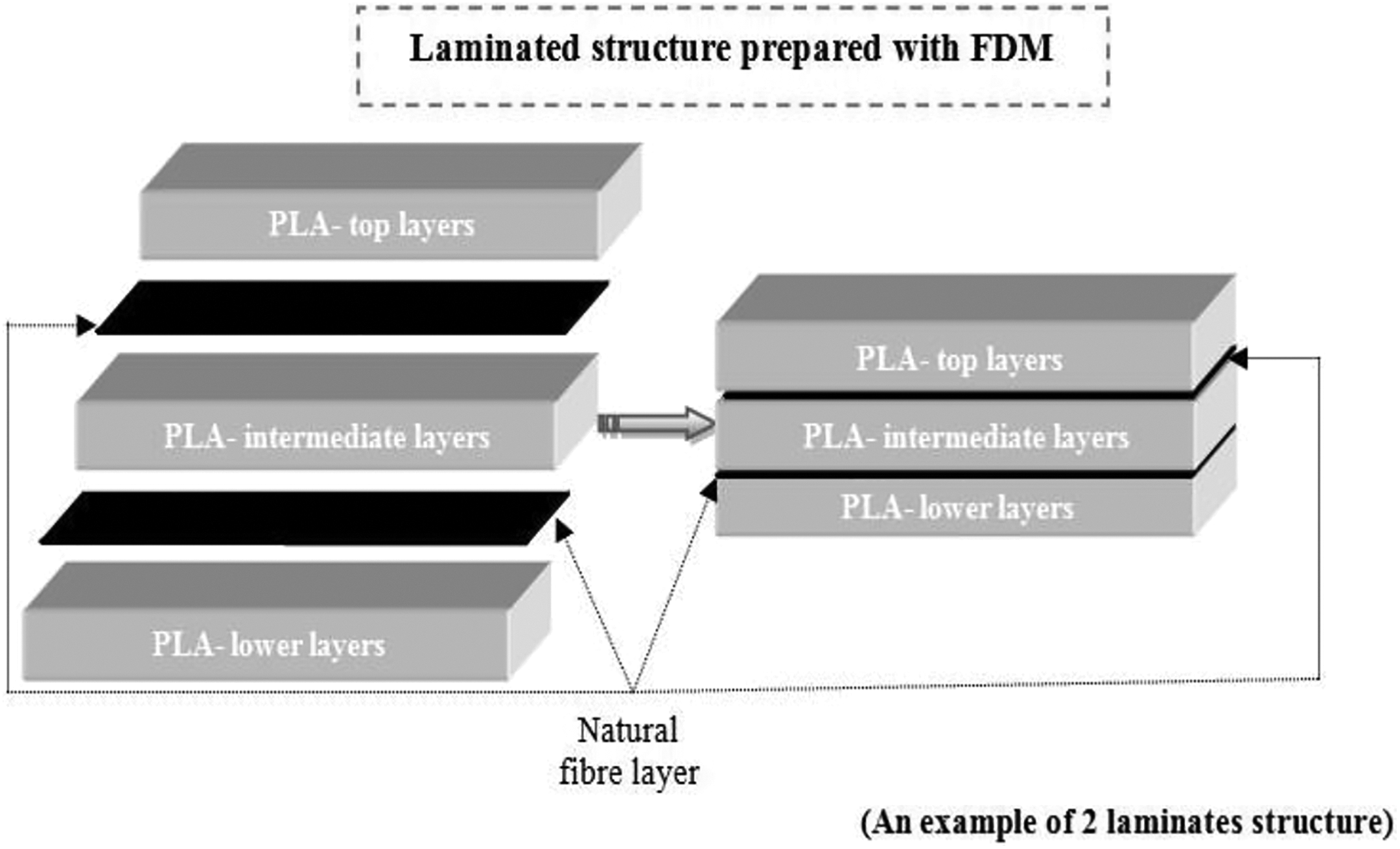
Method of fibre insertion.
Style of fibre insertion.
Control log of experimentation.a
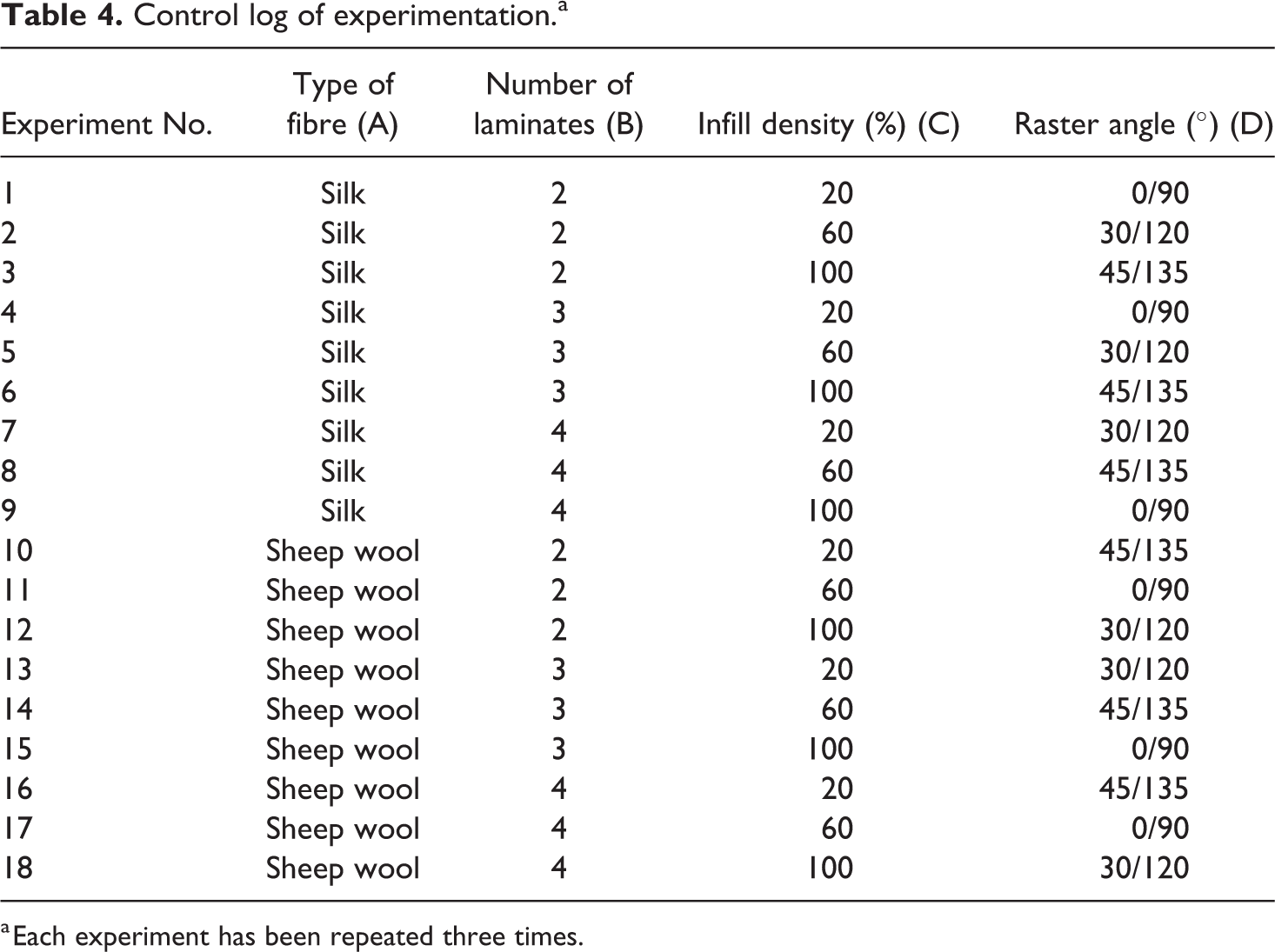
a Each experiment has been repeated three times.
The tensile strength was performed on a Universal Tensile Testing machine (Zwick Roell Z010, Switzerland) as shown in Figure 5(a) and (b). The dog bone-shaped sample was held by clamps in a vertical position and was stretched by loading. The system used was computer controlled, and the graph between load and deflection is also available as an output. The test was performed at 5 mm/min speed and 0.1 MPa preloaded condition. The fractured specimens are shown in Figure 5(c).
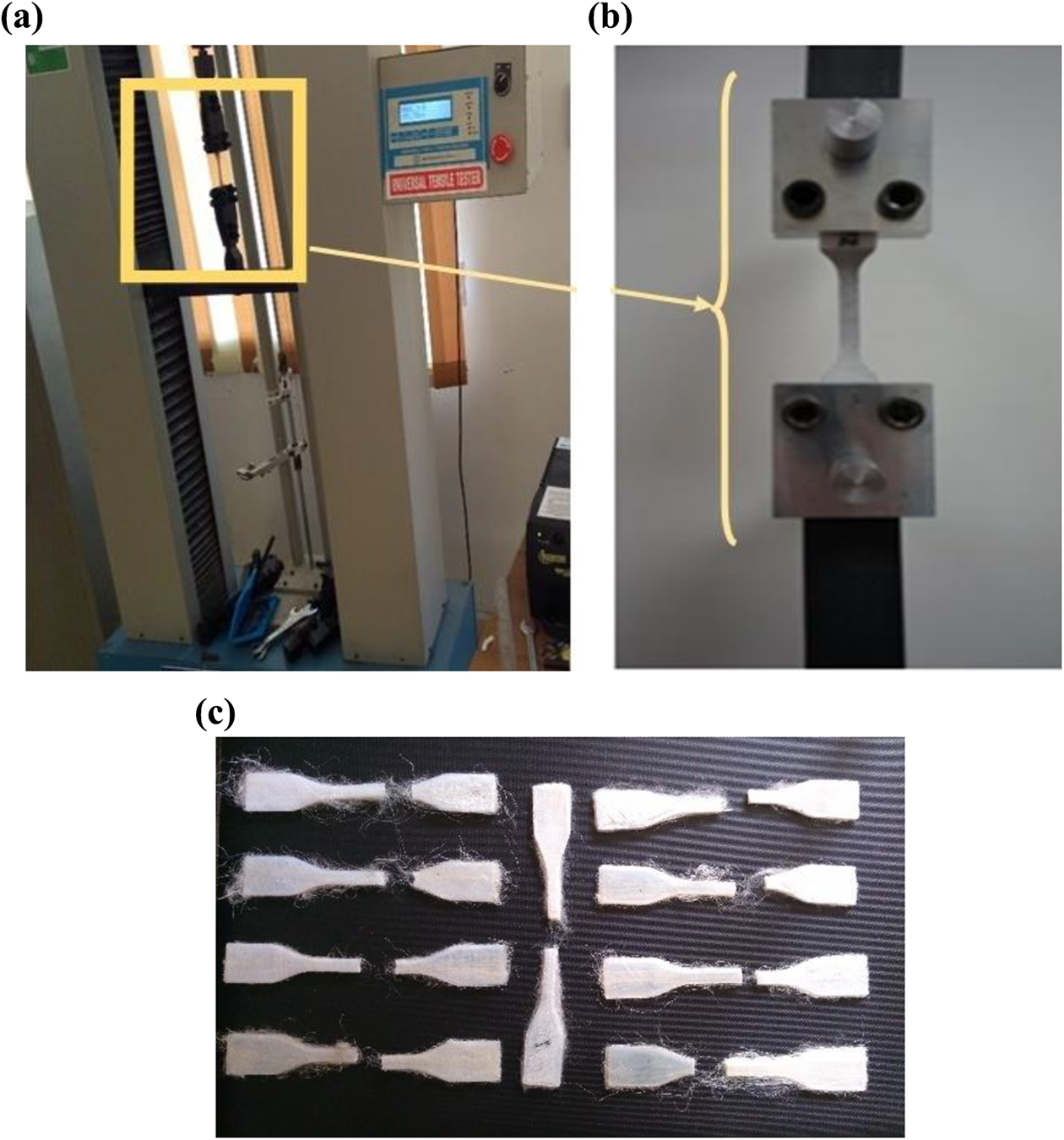
Universal tensile testing machine (a), specimen fixture (b) and fractured specimen (c).
Results and discussion
The results of tensile strength and elongation (at peak) are given in Figure 6. The mean values of S/N ratio for tensile strength and elongation are 33.99 and 9.01 dB, respectively. The comparison among maximum and minimum values of tensile strength and elongation showed the variations between specimens manufactured under different printing conditions in the range of 41.04–62.67 MPa and 2.60–3.04 mm, respectively. Further, we used Minitab-17 statistical software to find out the effect of input process parameters on tensile strength and elongation of the test specimens. From Figure 7(a), it has been found that in case of silk fibres, the tensile strength of the fibres was higher as compared to sheep wool. This is mainly because of the fact that pure silk has more tensile strength as compared to sheep wool. 35,36 In micrographs (refer Figure 8), brittle fracture has been observed in the samples made with silk; however, both brittle and ductile fractures were existed in the silk wool sample. This brittle fracture of silk specimens might be the reason for their higher tensile strength. The presence of fibrous materials has reduced the freedom of the slices of printed polymer to slide over one another that contributed to brittleness. Further, it has been found that the tensile strength of the specimens was increased by increasing the number of laminates and was found maximum when four laminates were used. It means that the natural animal fibres have enhanced the mechanical strength of the specimens (in tension).
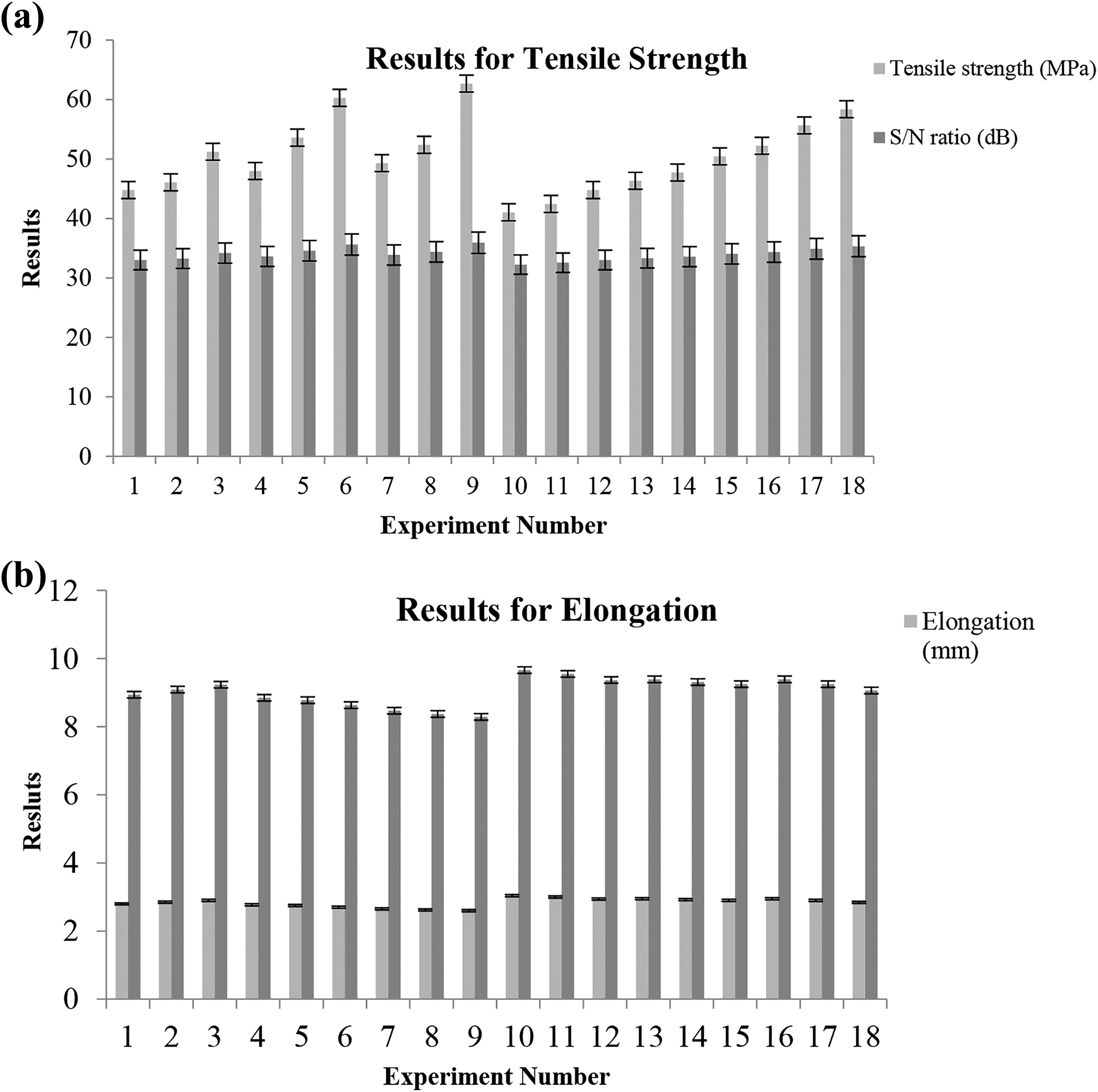
Results for tensile strength (a) and elongation (b).
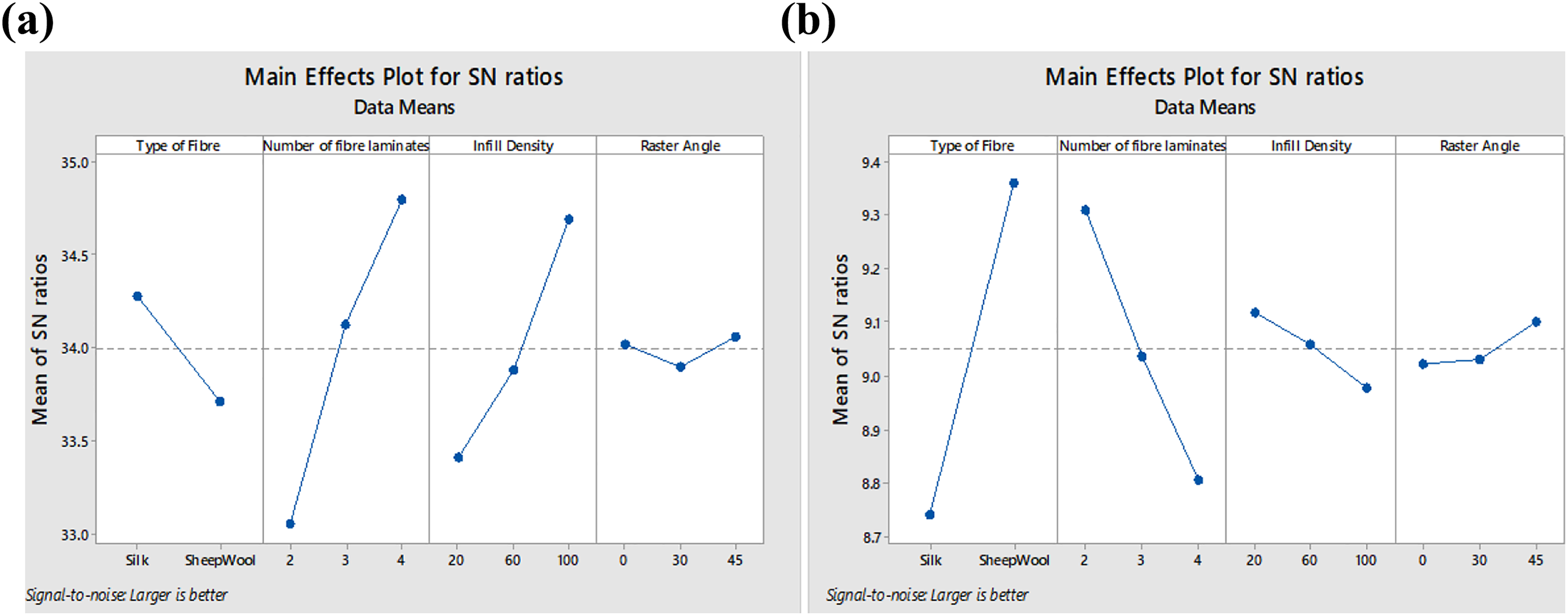
Signal to noise (S/N) ratio response of input variables for tensile strength (a) and elongation (b).
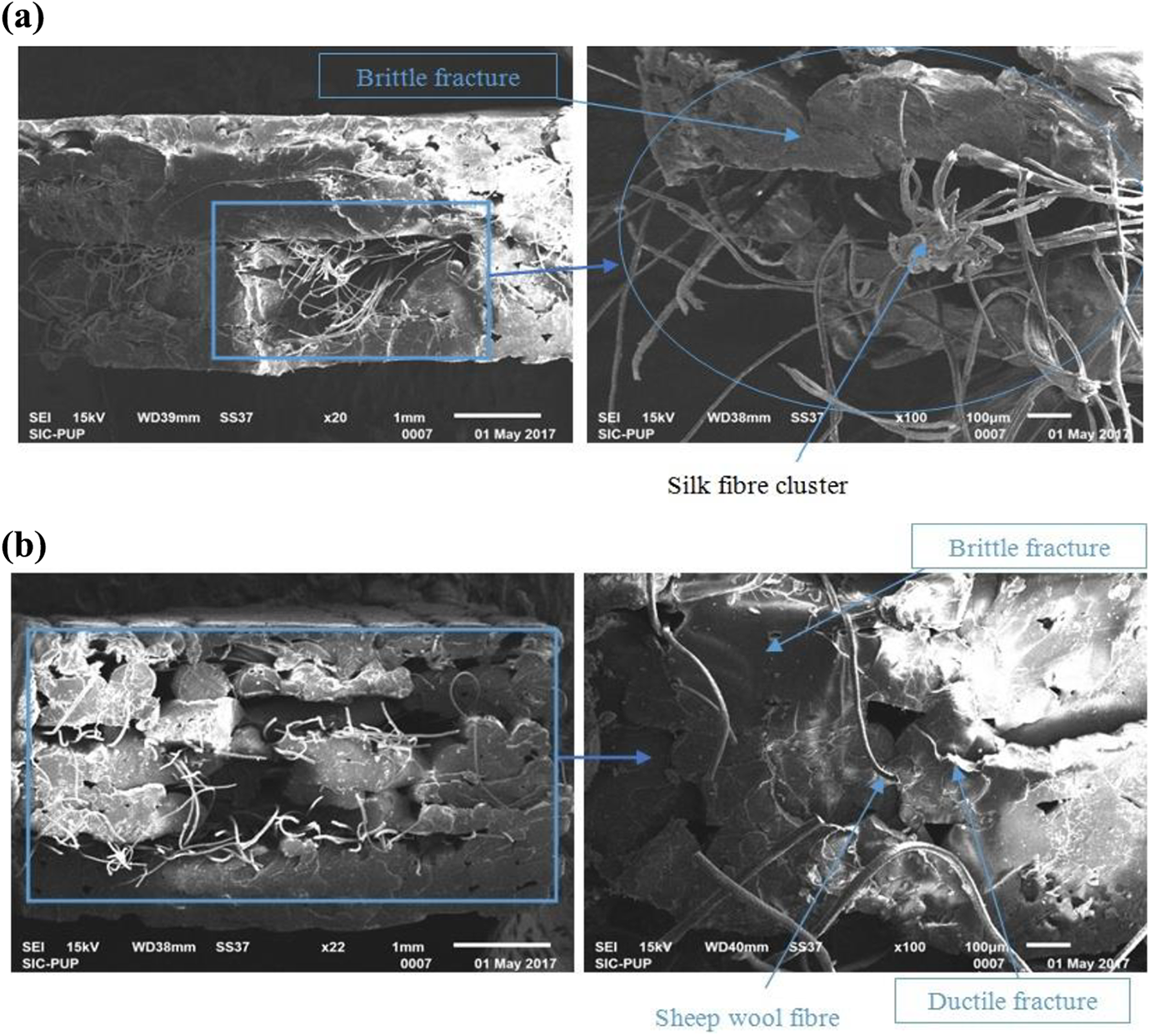
Micrographs of fractured surface with silk (a) and sheep wool (b).
In case of infill density, the highest tensile strength was obtained at 100% infill. This is basically due to the fact that with an increase in the infill percentage, the numbers of fibres to undertake the acting load were also increased. From the literature review, it has been found that the raster angle in FDP system is still a conflicting parameter apart from numerous efforts made to study the best setting for maximum tensile strength. 37 –39 However, in the present case, criss-cross raster (i.e. 45°/135° or ±45°) is found optimum. The best parametric settings for tensile strength are type of fibre – silk, number of laminates – 4, infill density – 100% and raster angle – 45°/135°.
Similarly in case of elongation at peak (refer Figure 7(b)), it has been found that except the raster angle all other trends are opposite to the tensile strength. The reason behind is obviously due to the fact that the specimen with higher tensile strength will offer minimum elongation, as the specimen is resisting the movement under tensile load. For elongation, the best parametric settings are type of fibre – sheep wool, number of laminates – 2, infill density – 20% and raster angle – 45°/135°. Sheep wool specimens had more elongation as compared to silk specimens because sheep wool itself has 10–15% higher elongation than silk. Further, Tables 5 and 6 show the ANOVA and response table for input parameters with regard to output responses, respectively. It has been found that for tensile strength and elongation, number of laminates and type of fibre contributes maximum, respectively.
ANOVA of S/N ratio for output responses.
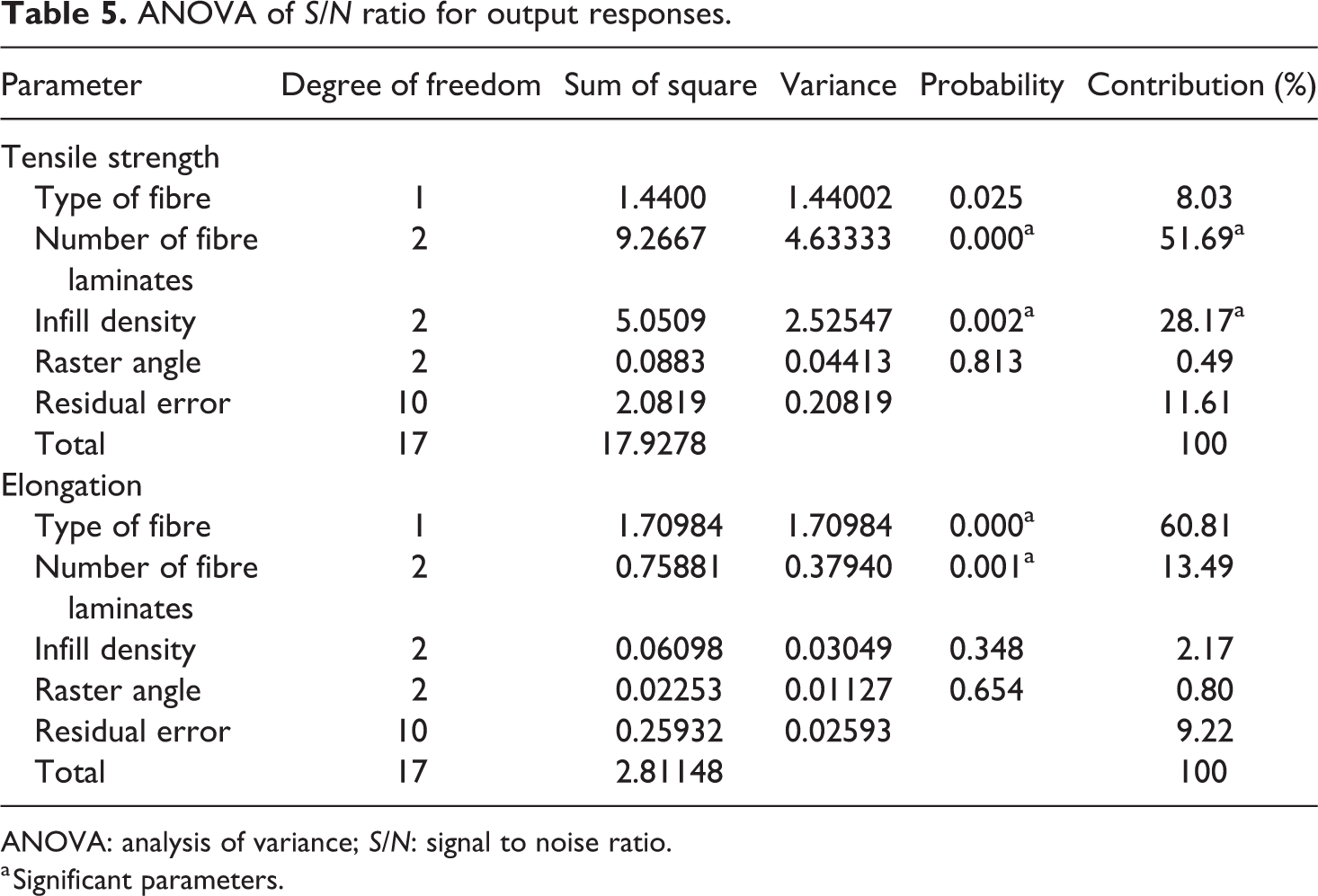
ANOVA: analysis of variance; S/N: signal to noise ratio.
a Significant parameters.
Response table for S/N ratio.
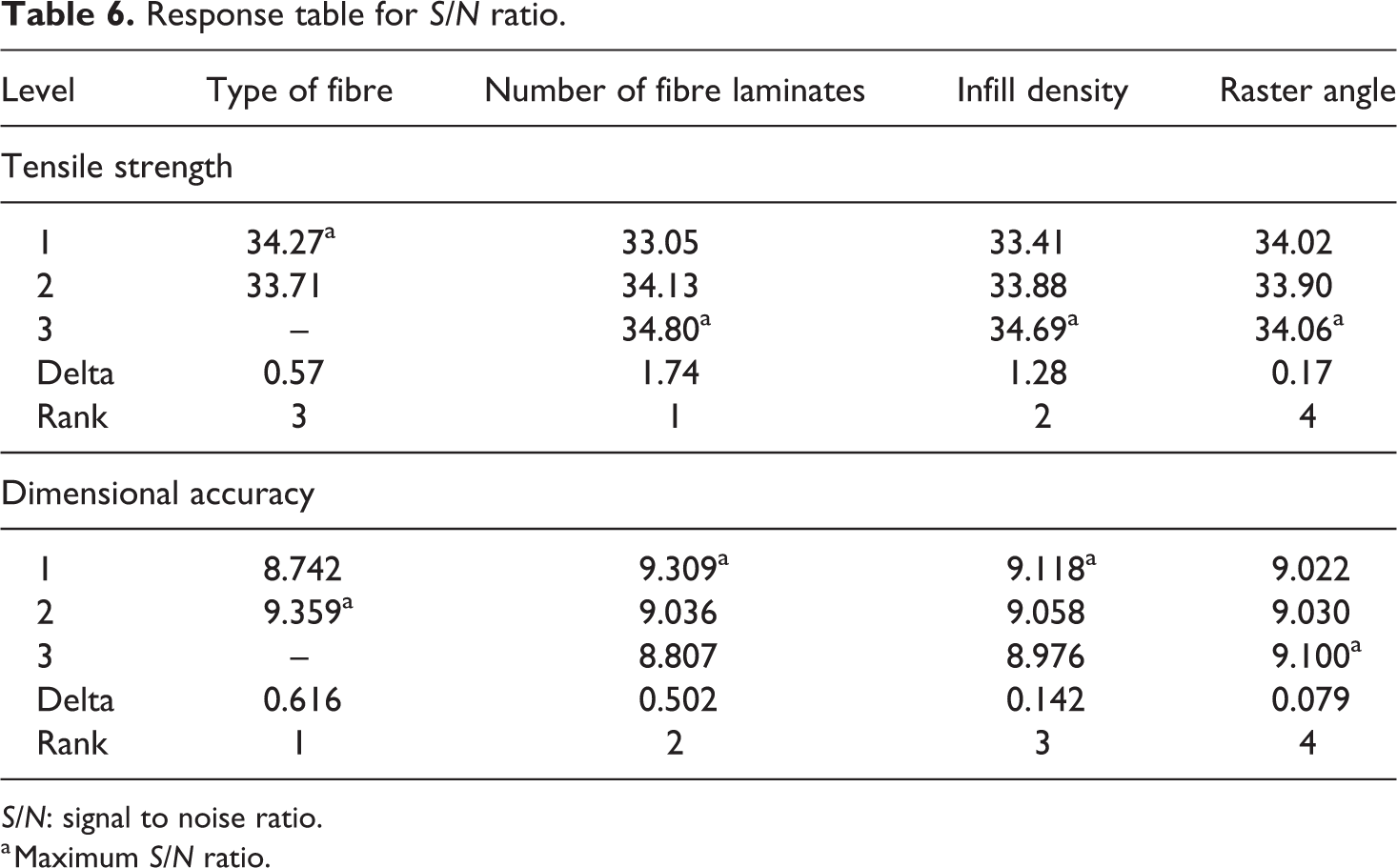
S/N: signal to noise ratio.
a Maximum S/N ratio.
Further, we have predicted the optimum tensile strength and elongation based on the observed trends. The optimum value of mean S/N ratio (η) under the influence of best input conditions of parameters can be designated as η opt. The same was calculated using equation (1). In equation (1), m is the overall mean of S/N data (calculated in Table 4), m Amax is the mean of S/N data for the type of fibre at maximum level, m Bmax is the mean of S/N data for number of laminates at maximum level and similarly for m Cmax and m Dmax.
The corresponding optimum tensile strength is calculated using equation (2): After calculating the predicted values, we have performed three sets of confirmatory experiments (on each) and the corresponding results are given in Figure 9. It has been found that the difference between the predicted and experimental values is less than 5% (error), which means that the optimum settings are statistically significant at 95% confidence level.


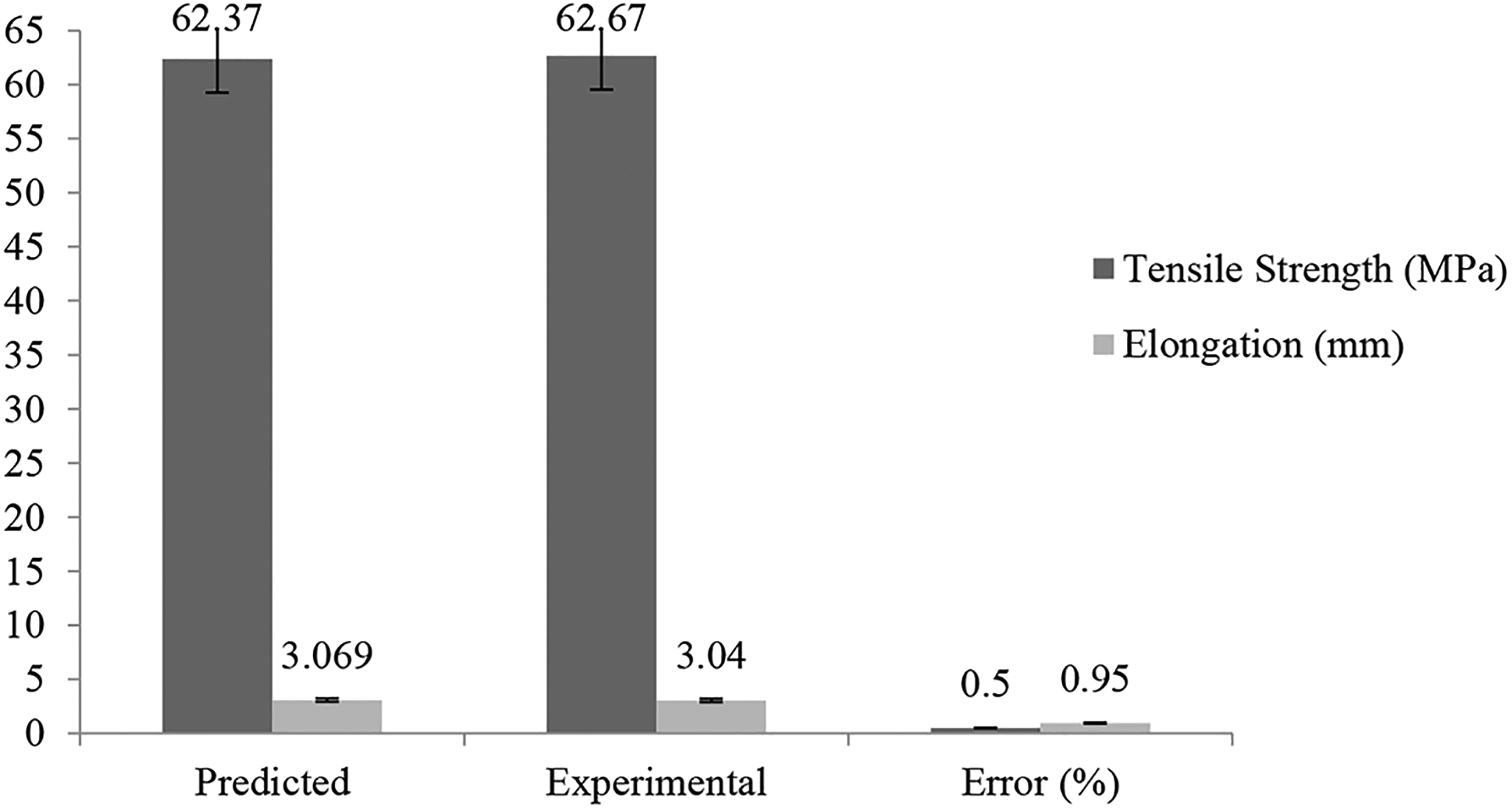
Comparison between predicted and confirmatory experimental results.
After completing the mechanical study of the FDP specimens, we have conducted the in vitro study in order to test the viability, cell growth and suitability of the structures for biomedical applications. For this, Madin-Darby bovine kidney epithelial fibroblast cell line was maintained in adherent culture for 1–2 passages. Cells from a 80–90% confluent flask were trypsinized and cultured in Dulbecco’s Modified Eagle’s medium supplemented with 10% fetal bovine serum, 2 mM
The matrices exhibited the growth of fibroblast cells which showed proliferation and differentiation in interconnected FDP specimens. During initial culture of cells with matrices, a slower growth was observed for 1–2 days, as the matrices were seen in inverted microscope following which the cells started to proliferate and grow in 3D clusters. After 3–4 days of culture, when the matrices were transferred to another plate containing medium, the matrices supported the growth of cells which confirmed the biocompatibility of the specimens to carry over and initiate proliferation in the new environment. Cell to cell contact was observed and cell aggregates (Figure 10) formed within the matrices also showed the capability of PLA/natural fibres to promote cell networking and interactions which means that these polymers are suitable for the growth of fibroblast cells. Cell proliferation and differentiation was prominent post 10 days of culture of cells within matrices.
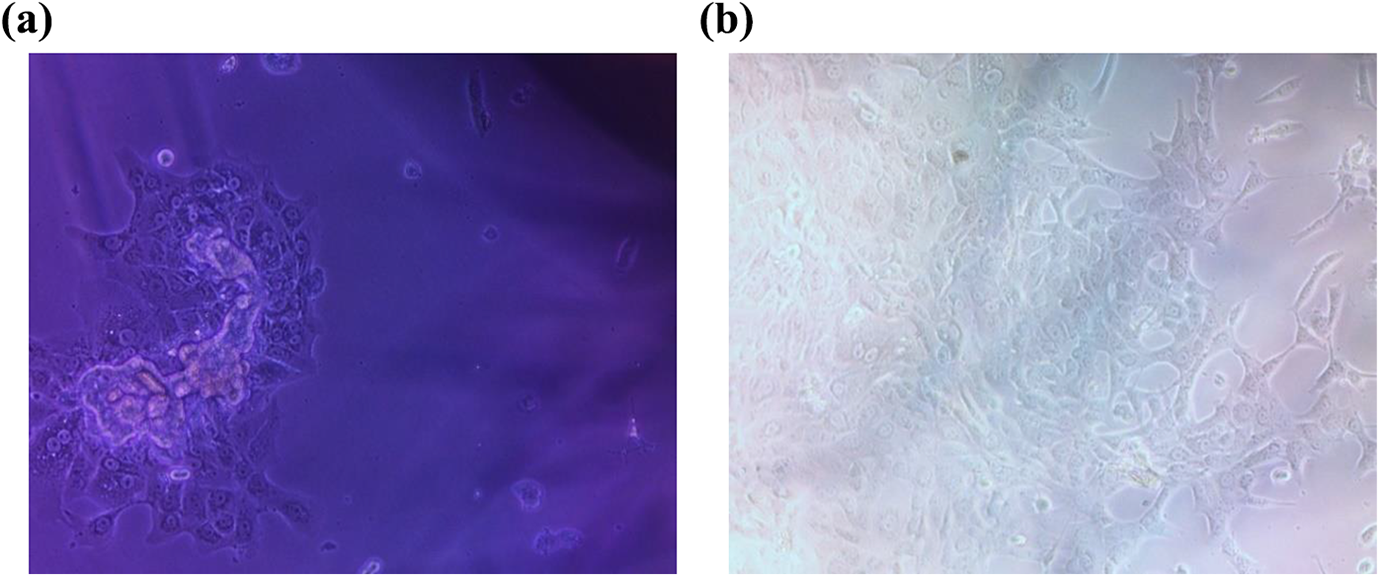
Growth of cells in different specimens: cell clamp (a) and cell present on the wall (b).
Cell aggregates were observed on fibre particles within and outside the matrices which shows the tendency of natural fibres to support cellular growth. The PLA/natural fibre matrices were found to be capable of cell adhesion and interaction.
Conclusion
In the present research work, we have developed a natural fibre-embedded FDP-based porous biodegradable structure with the help of economic and flexible tabletop printer. The structures developed were tested for their mechanical and biological characteristics. All the specimens were found reliable and suitable for their use in biomedical and tissue engineering applications. Out of the selected parameters, it has been found that number of laminates and type of fibre contribute maximum to tensile strength and elongation, respectively. In place of the expected ductile fracture behaviour, the addition of fibrous materials in printed structures led to brittle characteristics.
Moreover, the significant parameters have been observed through ANOVA, and the optimized quality characteristics were predicted and verified successfully. It has been found that in case of tensile strength, the optimized process parameters were type of fibre – silk, number of laminates – 3, infill density – 100% and raster angle – 45°/135°. Similarly for elongation, the optimized process parameters were type of fibre – sheep wool, number of laminates – 2, infill density – 20% and raster angle – 45°/135°. The difference between predicted and confirmatory experimentation was found below 5%, indicated that results are significant at 95% confidence level.
Along with this, the biological analysis showed the exhibition of fibroblast cells growth, cell proliferation and differentiation in interconnected FDP specimens. Cell to cell contact was observed, and cell aggregates formed within the matrices and showed capability of PLA/natural fibres to promote cell networking. The upcoming research is focused on analysis of various types of cell cultures on the fabricated specimens, in order to find out their suitability for different types of tissue engineering applications.
Footnotes
Acknowledgements
The authors would like to thank Dr Dipak Deka (Assistant Scientist) and Mr Sarabjit Singh (SRF) of GADVASU, Ludhiana (India) for their help in conducting cell culture test on the specimens. Further, the authors would like to extend their gratitude to Dr Parladh Garg (Assistant Professor, Punjabi University (Patiala), India) for helping in conducting SEM analysis.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.