
Abstract
There is limited information on the recycling of continuous fiber-reinforced thermoplastics (FRTPs). Furthermore, existing research has been conducted in laboratories on a very small scale. In this article, we propose an effective and simple technology for recycling of FRTPs, which can be conducted on a large scale. To accelerate the rate of resin dissolution, prepared FRTPs were cut into small pieces. The obtained pieces were used to manufacture recycled chopped fabric tape-reinforced thermoplastics (R-CTTs). The feasibility of the recycling technology was confirmed by comparing the mechanical properties of the composites made from virgin materials (virgin chopped fabric tape-reinforced thermoplastics (V-CTTs)) and recycled materials. There was a significant improvement of the tensile properties with the increase of the specimen thickness. The strength of the materials was more sensitive to the length of the chopped tape than the modulus. Fibers in both V-CTT and R-CTT were well connected with the resins, as confirmed by scanning electron microscopy.
Introduction
Fiber-reinforced plastics are used in a wide range of applications in the automotive and construction industries. Every year, thousands of tons of composites are manufactured worldwide for a variety of purposes. 1 Although there are many successful applications of carbon and glass fiber composite materials, it has raised environmental and economic awareness for the need to recycle fiber-reinforced plastic waste. 2 Continuous fiber-reinforced thermoplastics (FRTPs) are slowly displacing fiber-reinforced thermosetting plastics (FRPs) as they are generally considered to be more recyclable than thermosets, and, therefore, will result in less environmental pollution. However, because the viscosities of thermoplastics are much higher than those of thermosetting resins, FRTPs are prepared with a low fiber volume fraction, which leads to bad mechanical properties. A new method—solution impregnation—has been proposed by our laboratory; FRTPs with high fiber volume fractions have been prepared successfully using this method. 3
There has been a lot of research that has focused on the recycling of FRPs. 4,5,6 However, there is less research and information about the recycling of FRTPs. Therefore, it is necessary to assess the recyclability of FRTPs, both technically and economically. Because thermoplastics can be heated and easily reformed into a new shape above their melting temperature, it should be possible to directly recycle FRTP composites; however, it is not always feasible to reform the virgin composites into a useful structure. 7 Therefore, to reuse FRTPs, they are typically ground up into small granules or chips and either reprocessed by itself or with virgin materials to make new composite materials, the same way that plastic bottles are recycled at present. 8,9 However, grinding/reprocessing is not considered the best recycling technique for FRTPs because the performance of the thermoplastic composite materials is degraded by both the grinding and the reprocessing steps owing to attrition of the fiber length, polymer degradation, and fiber/matrix interface degradation. 10
Similar to thermoset composites, thermoplastic composites can also be recycled by thermal recycling, which uses high temperatures (between 300°C and 1000°C) to decompose the resin and separate the reinforcement fibers and fillers. However, the quality of the recovered fibers or filler materials degrades to a varying extent during thermal processing. 11 Compared with mechanical recycling and thermal recycling, the chemical recycling technique provides fibers with the highest tensile strength values, which can be used to produce high-strength new composites (generally 98% of the strength of virgin fibers).1 Some researchers have found that the fiber/matrix separation in supercritical water can recover up to 95% of the mechanical properties of the recycled carbon fibers. 12 However, these recent tests were conducted on a very small scale in laboratories, and the reactor was a 10 mL stainless autoclave. Much more research and development is needed to scale up the reactor system. 13 A novel, effective, and simple recycling technology that can be conducted on a large scale needs to be developed.
As discussed in our previous work, 3 thermoplastics can easily be dissolved in organic solvents to obtain a resin solution with low viscosity. Therefore, a solvent recycling technique was used to recycle the FRTPs in the present work. Moreover, the fiber volume fraction of the composite materials prepared using the solution impregnation method was very high, which can also decrease the recycling time. Meanwhile, to separate the prepared FRTPs with a higher fiber volume fraction, only the resin between the layers needs to be dissolved, which means that it is not necessary to dissolve the resin in the fabric. This can decrease the recycling time and increase the recovery efficiency. Because the chemical process is gentler than other processes, the fiber length and uniformity of the recycled material tend to be higher. However, this process consumes chemicals such as acids and solvents. The solvent we used during the recycling process was obtained from the manufacturing process of the FRTPs by using a condenser, which can reduce the production cost and is environmentally friendly.
The shape and size of the products that need to be recycled are variable. To accelerate the rate of resin dissolution and make the recycling more practical, the size of the composites needs to be reduced prior to the treatment process. A great advantage of composite materials made from discontinuous fibers is that they can be applied for the manufacturing of complex structural composite materials with superior mechanical properties,14 whereas it is not always feasible to use continuous fibers to prepare composites with a complex shape.
Hence, in this study, one kind of FRTP was prepared and used to verify the feasibility of the novel recycling technique. The feasibility of a solvent recycling technology for continuous fiber-based thermoplastic composites was confirmed by comparing the tensile and bending properties between virgin chopped fabric tape-reinforced thermoplastics (V-CTTs) and recycled chopped fabric tape-reinforced thermoplastics (R-CTTs).
Proposal for an effective and simple recycling technique for FRTPs
A schematic diagram of the novel recycling technique is shown in Figure 1. To make it easier to understand how much weight of thermoplastic resin and solvent were used, an example of recycling a four-layer FRTP with a size of 9 × 14 cm is explained here. The total mass of thermoplastic and solvent used in the manufacturing and recycling processes were 30 and 90 g, respectively. In other words, in the case of a n-layer FRTP, in which n indicates the number of layers, the total mass of thermoplastic and solvent used in the manufacturing and recycling processes will be
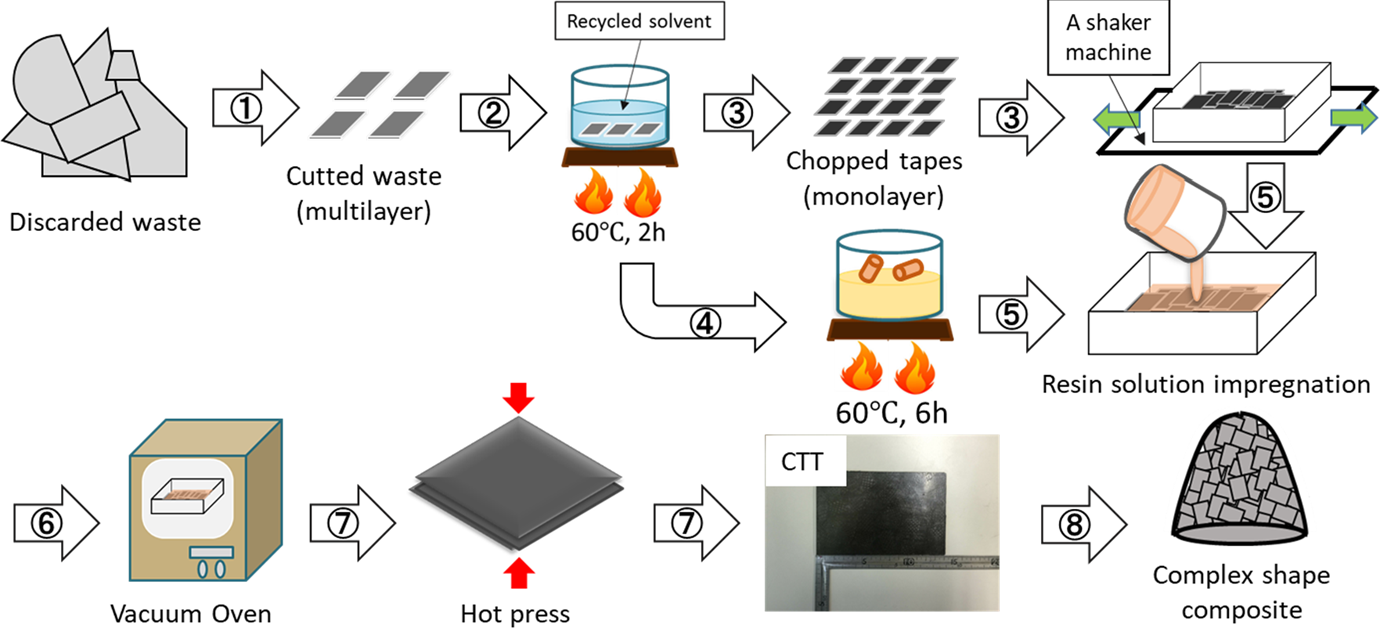
A schematic diagram of a solvent recycling technique.
Discarded FRTPs were cut into a specified size prior to the recycling process. To manufacture a four-layer virgin FRTP with size of 9 × 14 cm, two prepreg sheets with a size of 20 × 22 cm need to be prepared first. During this process, 22.5 g of thermoplastic and 90 g of solvent were used. Discarded FRTPs were put into an organic solvent. As presented some advantages of this method previously, such as high fiber volume fraction and easy dissolution, therefore, it only takes 2 h to obtain chopped tapes, which is much shorter than chemical recycling of FRPs.
15
Approximately 75 g of solvent can be recovered during the manufacture process. For recycling of FRTPs, the amount of solvent per unit surface area of reinforcement was determined as 1.2 kg/m2. For example, to recycle a four-layer FRTP with a size of 9 × 14 cm, the total amount of solvent needed is 0.09 × 0.14 × 4 × 1200 g ≈ 60 g, which means the solvent recovered during the manufacturing process is sufficient for recycling of the FRTP. The obtained chopped tapes were randomly placed in a container and shaken for 10 min in a shaker machine to obtain a uniform distribution. The short shaking time can also effectively decrease the production cost. The resin solution is filtered to separate any insoluble ingredients and then virgin resins are added to the obtained resin solution. The amount of virgin resins added into the obtained solution depends on the weight percentage of the obtained solution. The method used to calculate the amount of virgin resins needed is explained in the next section. In the case of a four-layer FRTP, 50 g of solution containing 8 wt% of resin was obtained. Approximately 7.5 g of virgin resin was added to obtain a solution containing 20 wt% of resins. The resin solution was poured into the container with uniformly distributed chopped tapes. The container needs to be sealed to avoid evaporation of the solvent. Some researchers have used this method to prepare composites with good mechanical properties.
16
After standing for 6 h at 60°C, which is sufficient to completely impregnate the resin solution into the chopped fabric tapes, the solution was placed in a vacuum oven at a temperature above the boiling point of the solvent to evaporate the solvent. The material was thermally treated using a hot-press machine to obtain the final composites (R-CTTs). According to some researchers, it has been confirmed that the mechanical properties of R-CTTs are better than short fiber-reinforced plastics and nonwoven-reinforced plastics.
17
Discarded R-CTTs can be reused to manufacture composites with a desired structure by remelting and reforming, which is one of the advantages of R-CTTs.
Materials and methods
To verify the feasibility of the above recycling technique for FRTPs, a continuous woven fiber and a super engineering plastic were used to manufacture FRTP, and its mechanical properties were studied in the present work.
Materials
Carbon fibers are widely known as reinforcement materials owing to their superior properties such as high mechanical strength and modulus of elasticity, low density, and good flame resistance. 18 The carbon fabric (Torayca®T300), which features plain weaves, used in this study was purchased from Toray Co. Ltd, Tokyo, Japan. It has a tensile strength of 3530 MPa and a tensile modulus of 230 GPa. Polyetherimide (PEI; product number 700193, Sigma-Aldrich Co. LLC., St Louis, Missouri, USA; melting point = 280°C) was used as a thermoplastic matrix. The solvent for PEI was N-methyl-2-pyrrolidone (NMP; Kanto Chemical, Tokyo, Japan).
Manufacturing of V-CTTs
A solution impregnation method was used for the preparation of the prepreg. 3 The solution impregnation method consists of five main steps. (1) Preparation of resin solution: PEI (20 wt%) was dissolved in NMP with a hot plate magnetic stirrer (Coring PC-420D, Corning Co., Ltd, New York, USA) at 60°C for 24 h; (2) adequate impregnation: the carbon fabric was pre-impregnated by a hand layup method; (3) solvent evaporation: the pre-impregnated fabric was placed in a vacuum oven at 220°C to evaporate the solvent; (4) prepreg preparation: the uneven surface obtained after evaporation of the solvent was smoothened with a hot-press machine at 0.12 MPa and 290°C for 10 min; (5) virgin composite manufacture: the obtained prepreg sheets were cut to a specified size and a shaker machine was used to uniformly distribute these chopped tapes. A comparison of chopped tapes before shaking and after 10 min of shaking is shown in Figure 2. After shaking, the material was pressed at 3.74 MPa for 30 min at 290°C using a hot-press machine to obtain the final composites (V-CTTs).
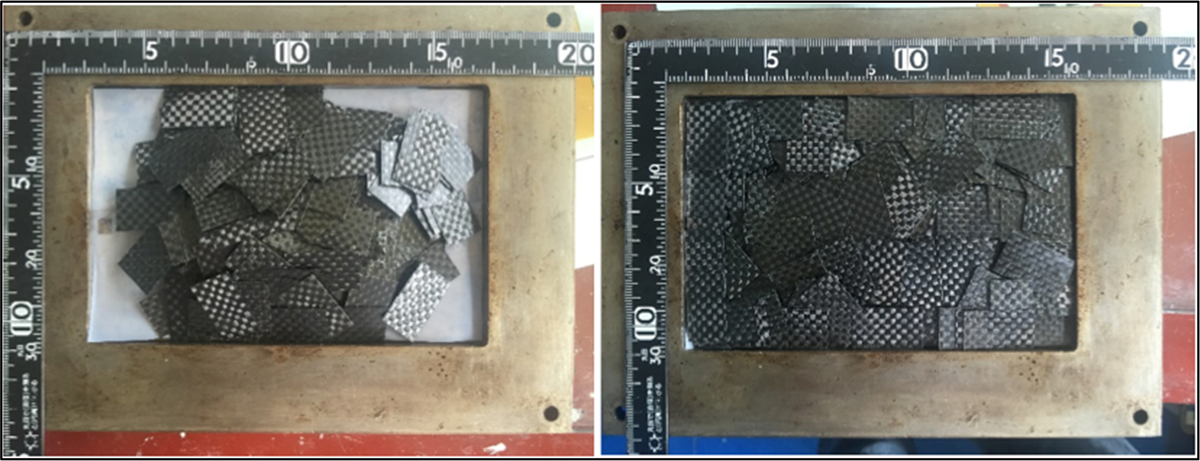
Comparison of chopped tapes before and after shaking.
Determination of the weight percentage of the obtained resin solution
After filtration of the resin solution, it is necessary to measure its weight percentage to determine the weight of the used resins in the resin solution. A certain weight of the resin solution (W 1) is placed in a vacuum oven at a temperature above the boiling point of the solvent for 3 h. The weight of the remaining material is measured (W 2). The weight percentage of the obtained resin solution is (W 1 − W 2)/W 1 × 100%.
Tensile and three-point bending test
The tensile and three-point bending tests were performed on the basis of Japanese Industrial Standards (JIS) K 7054 and JIS K 7074, respectively. At least five specimens were assessed per sample and the average value was reported. The tests were all performed on an Autograph AG-20KND (Shimadzu Co. Ltd, Tokyo, Japan).
Scanning electron microscopy
After the three-point bending test, the fracture surfaces were studied by scanning electron microscopy (SEM) (JSM-6010LA In Touch Scope, EOL Co. Ltd, Tokyo, Japan). To reduce surface charging, the samples were sputtered with Au in an Ar atmosphere.
Results and discussion
Effect of specimen thickness on the tensile properties
Chopped carbon fabric tape-reinforced thermoplastics are expected to be applied for the production of structural parts with complex shapes to achieve a significant weight reduction of the body structure of cars. 14 However, they are composed of chopped tapes several centimeters in length; therefore, it is difficult to obtain a uniform dispersion of chopped carbon fabric tapes in the composite materials, which may cause bad mechanical properties if the specimen thickness is too thin. A uniform dispersion of chopped carbon fabric tapes in the reinforced thermoplastics is important for uniform physical properties. Some researchers19 have found that the coefficient of variation of the mechanical properties of chopped fabric tape-reinforced thermoplastics (CTTs) made from chopped unidirectional carbon fabric tapes, which are thinner than the chopped carbon fabric tapes used in this study, is reduced by increasing the specimen thickness. To understand how the thickness of the specimens affects the tensile properties of the CTTs made from chopped carbon fabric tapes, the tensile test of three different CTTs with different thicknesses was conducted and these results are shown in Figure 3. The specifications of the specimens for the tensile test is shown in Table 1.
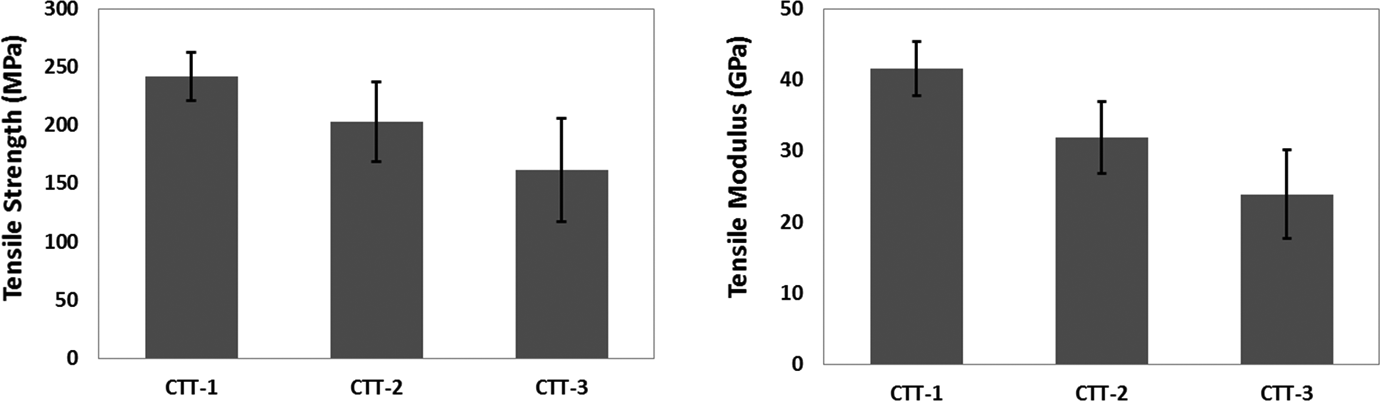
Tensile properties of CTTs with different thicknesses. CTT: chopped fabric tape-reinforced thermoplastic.
The specification of the specimens for the tensile test.
CTT: chopped fabric tape-reinforced thermoplastic.
Figure 3 shows the change in the tensile strength and tensile modulus of CTTs with different specimen thicknesses. The tensile strength and modulus increase with increasing specimen thickness. A similar phenomenon was reported by Sato et al. 19 If the thickness of the specimen is thin, the possibility of defects appearing in the composite materials is greater. This means that some parts of the material have not been covered by fibers, which is where the first cracks occur when the specimen is stretched. In this case, the mechanical properties of the composite materials will decrease. Further increase of the specimen thickness may improve its mechanical properties. However, this is limited by our laboratory instrument. From the aspect of practical design, it is impractical to prepare products with a body that is too thick because of production costs. Therefore, the thickness of all the specimens that were studied was approximately 2.5 mm.
Feasibility of a solvent recycling technology
To study the feasibility of the recycling technology used in this study, tensile and three-point bending tests were performed on V-CTTs and R-CTTs. Because the specimens had the same thickness, width, and length, the coefficient of variation of the mechanical properties of CTTs made from chopped carbon fabric tapes indicated that there was no obvious correlation between them, as shown in Figures 4, 6, and 7.
Tensile properties of reinforced samples.
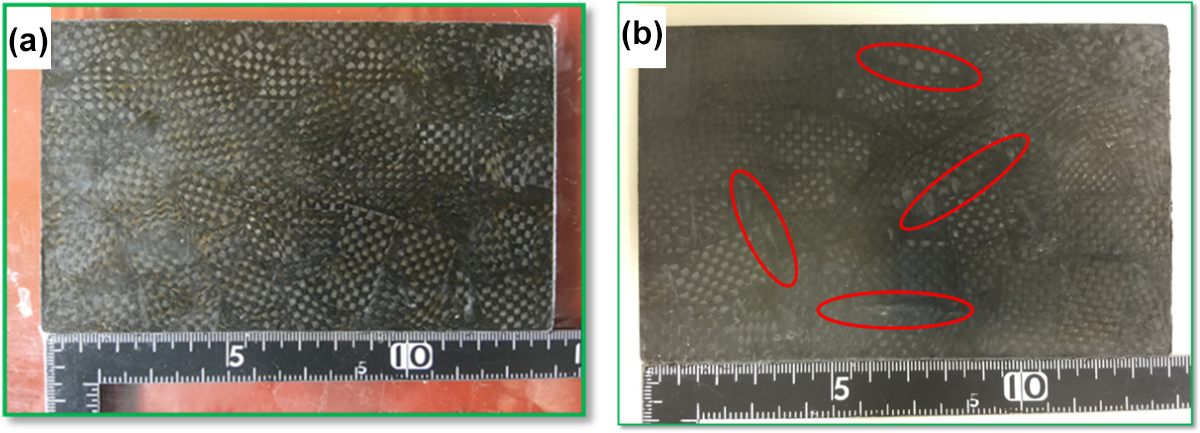
Photographs of the surface of (a) V-CTT and (b) R-CTT. V-CTT: virgin chopped fabric tape-reinforced thermoplastic; R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
Bending properties of reinforced samples.
Tensile characteristics
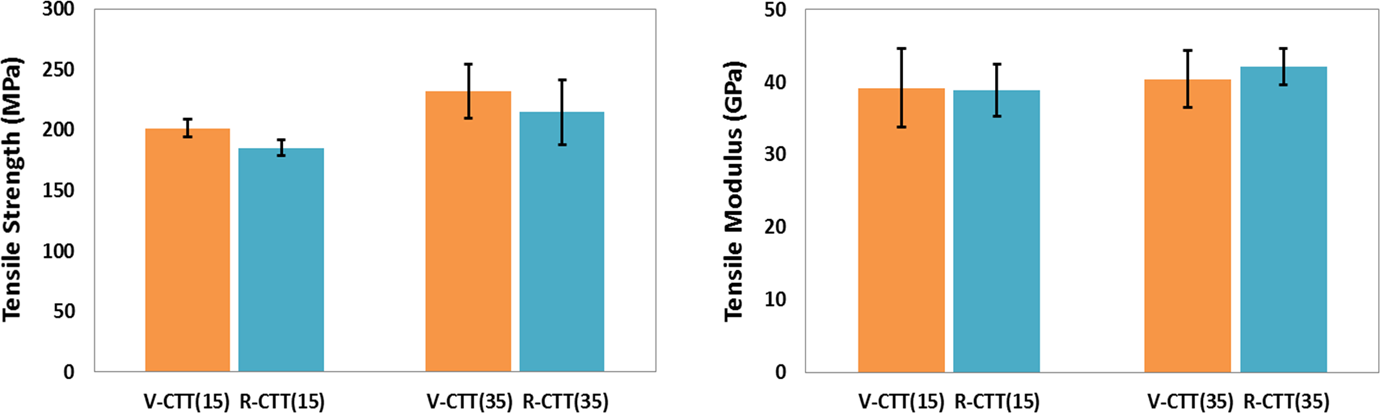
A tensile test was performed on both V-CTTs and R-CTTs, which confirmed that R-CTTs possessed similar tensile characteristics to V-CTTs. This verified the feasibility of the solvent recycling technology. The parameters from the tensile test are presented in Table 2. The average results of the tensile strength and tensile modulus of four kinds of CTTs are shown in Figure 4.
The parameters from the tensile test.
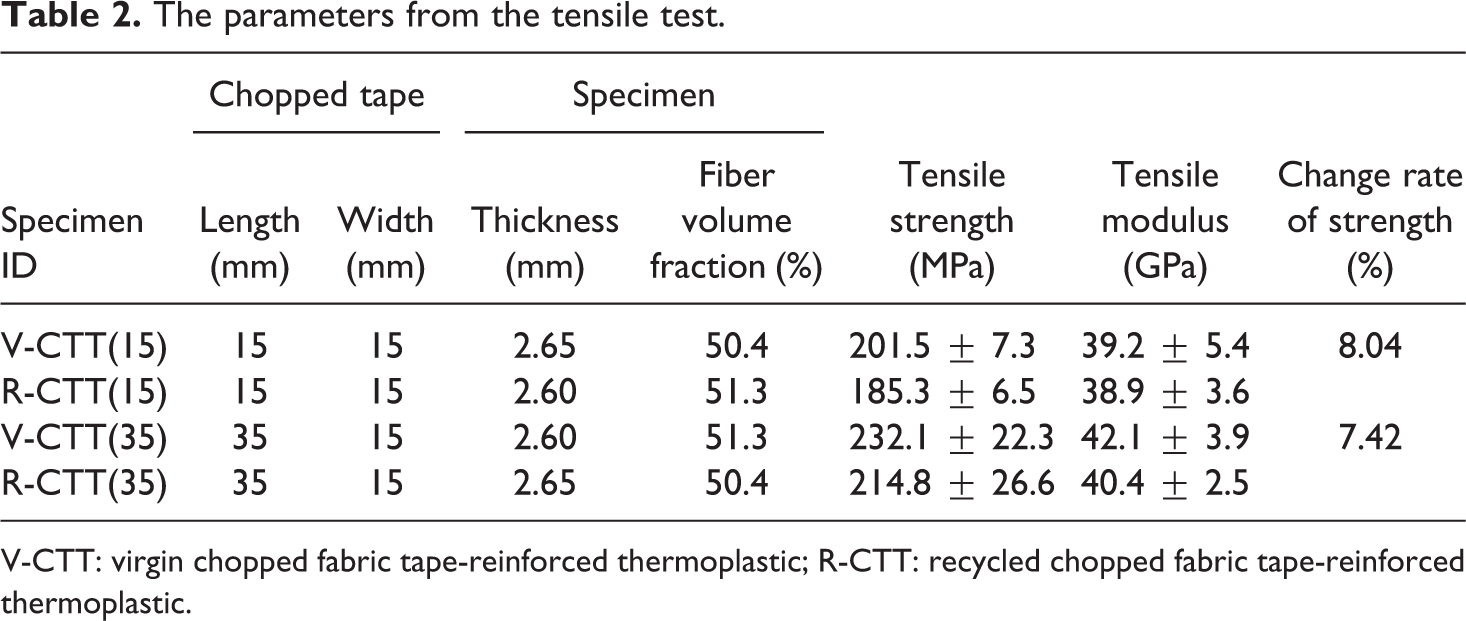
V-CTT: virgin chopped fabric tape-reinforced thermoplastic; R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
The tensile strength of the R-CTTs prepared from recycled carbon fabric tapes with a length of 15 and 35 mm are slightly lower than that of the V-CTTs prepared from virgin carbon fabric tapes with a length of 15 and 35 mm, whereas the tensile modulus of the R-CTTs is similar to that of the V-CTTs. As shown in Figure 5, part of the tensile strength decrease might be attributed to the macrostructural difference between these two composite materials. Although the orientation and distribution of the chopped carbon fabric tapes within the composites were similar, there were more fiber bundles separated from the edge of the chopped carbon fabric tapes, which became random arrangement within the R-CTT. This phenomenon was caused by the low cohesive force between the fiber bundles that are on the edge of tapes and other fiber bundles after soaking in the resin solution. Moreover, according to the results of our previous work, the tensile strength of FRTP prepared from continuous carbon fibers and PEI was about 650 MPa. 3 It shows that the tensile strength of R-CTT(35) possesses one-third of continuous carbon fiber-reinforced thermoplastics’ tensile strength.
Three-point bending test
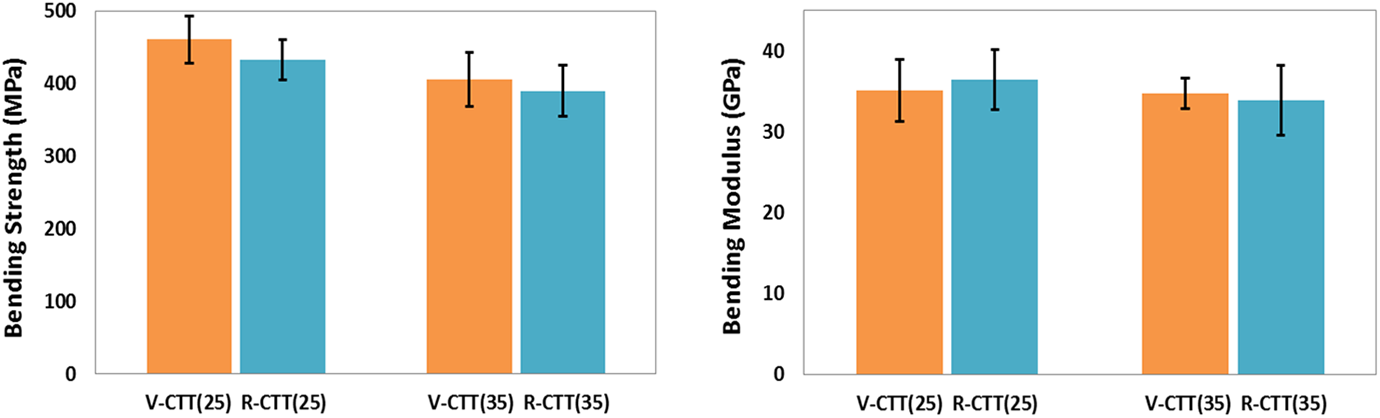
The stiffness, bending strength, and modulus of the V-CTTs and R-CTTs were evaluated using a three-point bending test in accordance with JIS K 7074 using a test rate of 5 mm/min. The material bending behavior can represent the interfacial bonding between the matrix and reinforcement in some ways. 3 The parameters from the three-point bending test are presented in Table 3. The average results of the bending strength and bending modulus of four kinds of CTTs are shown in Figure 6.
The parameters from the three-point bending test.
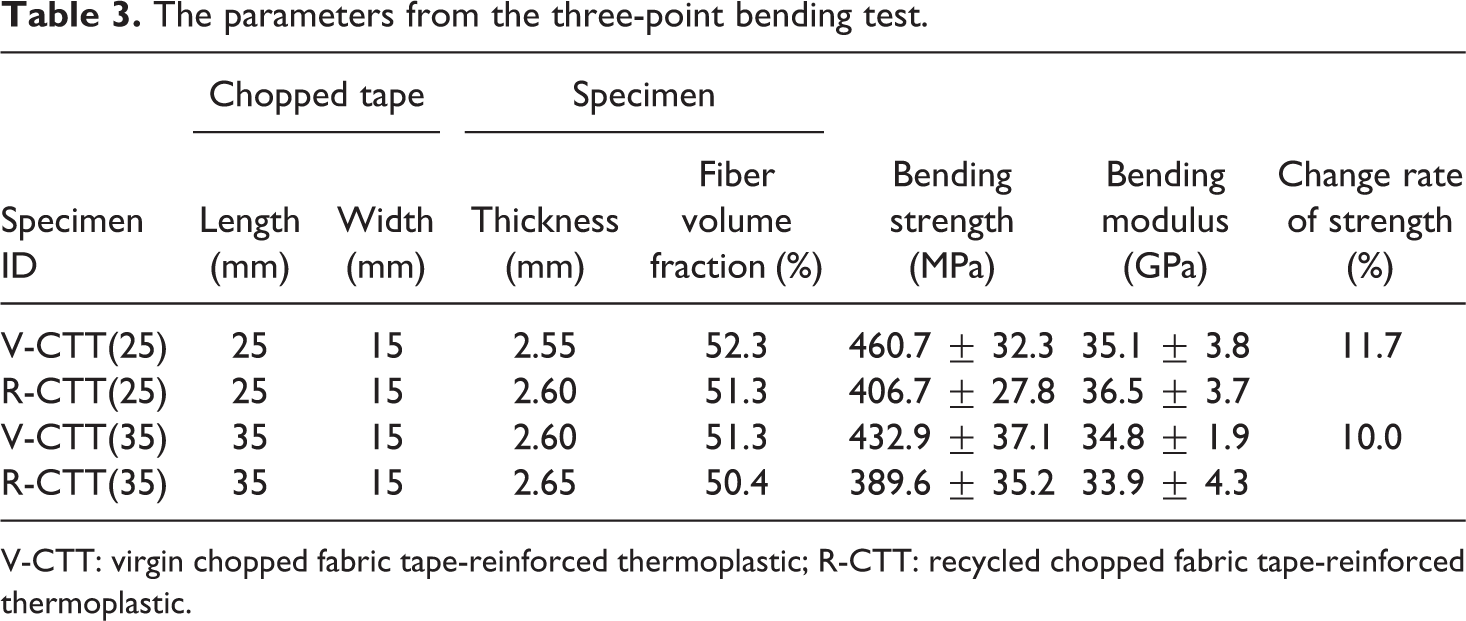
V-CTT: virgin chopped fabric tape-reinforced thermoplastic; R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
A decrease (approximately 10%) occurred in the bending strength of the R-CTT prepared from recycled carbon fabric tapes with a length of 25 and 35 mm compared with the V-CTT prepared from virgin carbon fabric tapes with a length of 25 and 35 mm. Similarly, according to the results of our previous work, the bending strength of FRTP prepared from continuous carbon fibers and PEI was about 700 MPa. 3 The result indicates that the tensile strength of R-CTT(25) possesses more than half of continuous carbon fiber-reinforced thermoplastics’ bending strength. There was no clear difference in the bending modulus of V-CTTs and R-CTTs, as observed previously for the tensile modulus. The macrostructural difference between these two composite materials was considered as one of the reasons for the decrease in the bending strength, as explained in the previous section.
The molecular weight of a polymer decreases if it is redissolved by a solvent after thermoforming, and the tensile modulus and the fracture stress at break increase with increasing molecular weight of the polymer. 20 The effect of the resin’s physical properties on the mechanical properties of the composites can be ignored if the composite materials are made from continuous carbon fibers; however, it cannot be ignored if composites made from chopped carbon fabric tape, especially super engineering plastics (such as PEI), are used as a matrix. Overall, the results indicate that a solvent recycling technology is feasible for the recycling of carbon fiber-reinforced thermoplastic composites, even though the mechanical properties of the R-CTTs were slightly lower than those of the V-CTTs.
Effect of tape length on the mechanical properties
Composite materials made from recycled carbon fabric tapes are superior for the design of complex shapes and have better flowability than continuous fiber systems. However, before applying this kind of composite materials in the automotive industry, basic knowledge of the materials such as their structure and mechanical properties needs to be obtained. The tensile and bending properties are the most basic mechanical properties of materials that are important in automotive structures.
The strength, modulus, and mode of failure of a composite are not only dependent on the properties of the fiber and matrix, fabric tape orientation, and fiber volume fraction but also on the fiber length, which strongly influences the properties of the composite materials. 21
The orientation of the chopped carbon fabric tape also has a strong influence on the mechanical properties of the composite materials. To reduce its effects on the mechanical properties of the composite materials prepared in this work, a shaker machine was used to uniformly distribute these chopped carbon fabric tapes. Meanwhile, increasing the thickness of the specimens can also reduce the impact on the mechanical properties of the composite materials. Different fiber volume fractions of the composite materials result in different mechanical properties, even if the other parameters are the same. However, the fiber volume fractions of the prepared R-CTTs were almost the same (approximately 50%); therefore, this factor can be ignored.
The area of contact between chopped fabric tapes in the resin increases with increasing chopped fabric tape length, which could ultimately increase the mechanical properties. However, if the chopped fabric tape is too long, the coupling effect would cause in-plane waviness, which would decrease the strength performance. 22 In this work, four kinds of R-CTTs with different tape lengths of 15, 25, 35, and 45 mm were prepared to investigate the effect of the chopped carbon fabric tape length on the mechanical properties. The tensile and bending properties of R-CTTs with different chopped tape length were examined, as shown in Figure 7. The four points from left to right represent the performance of chopped carbon fabric tapes with the length of 15, 25, 35, and 45 mm, respectively. The parameters of the four R-CTTs used in the tensile test and bending test are shown in Tables 4 and 5.
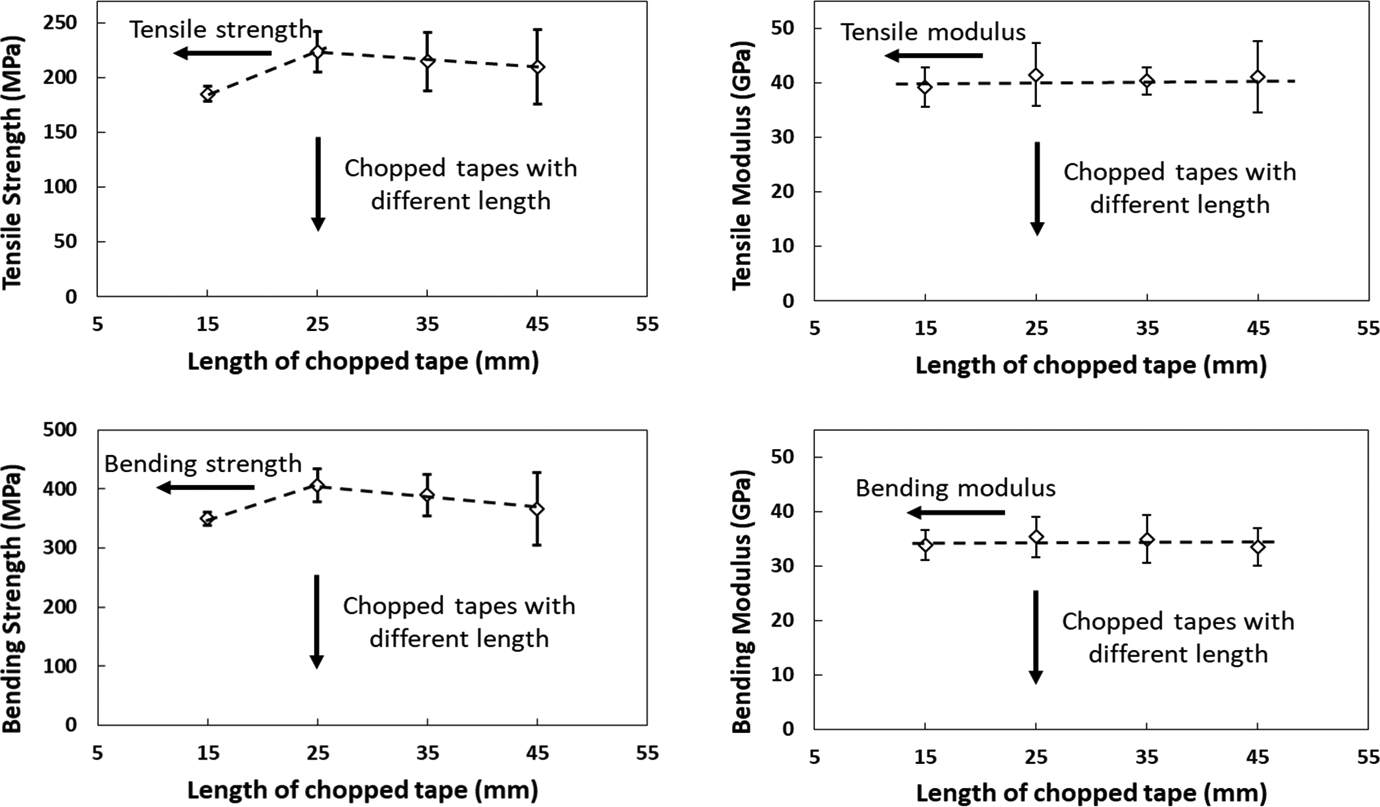
Variation of tensile and bending properties with the length of chopped tape.
The parameters of the four R-CTTs used for the tensile test.
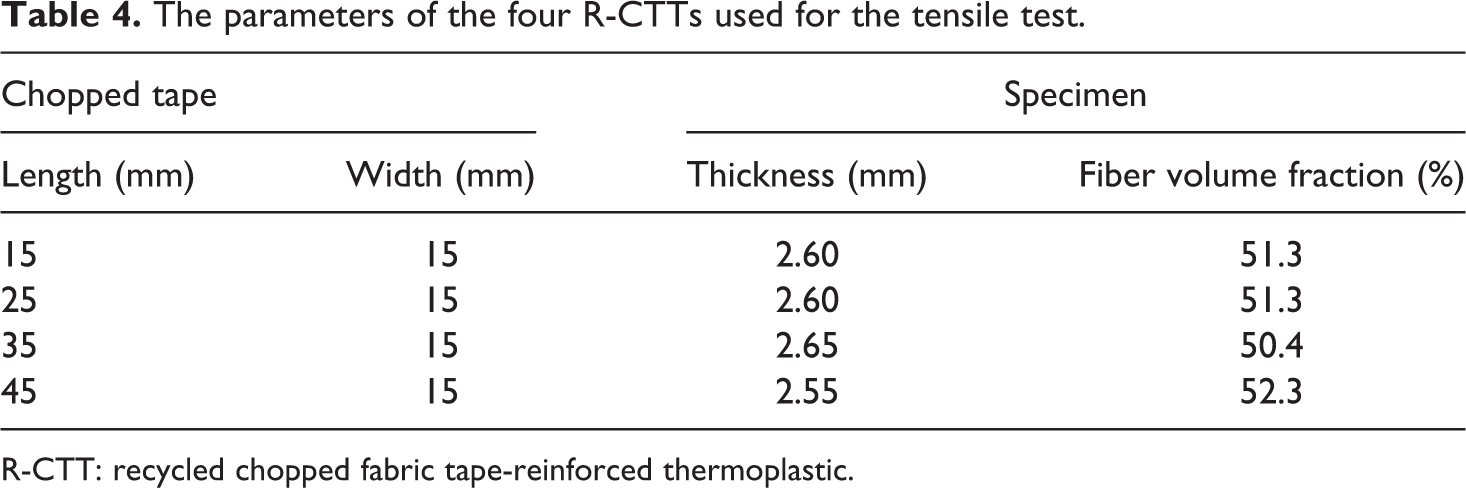
R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
The parameters of the four R-CTTs used for the three-point bending test.
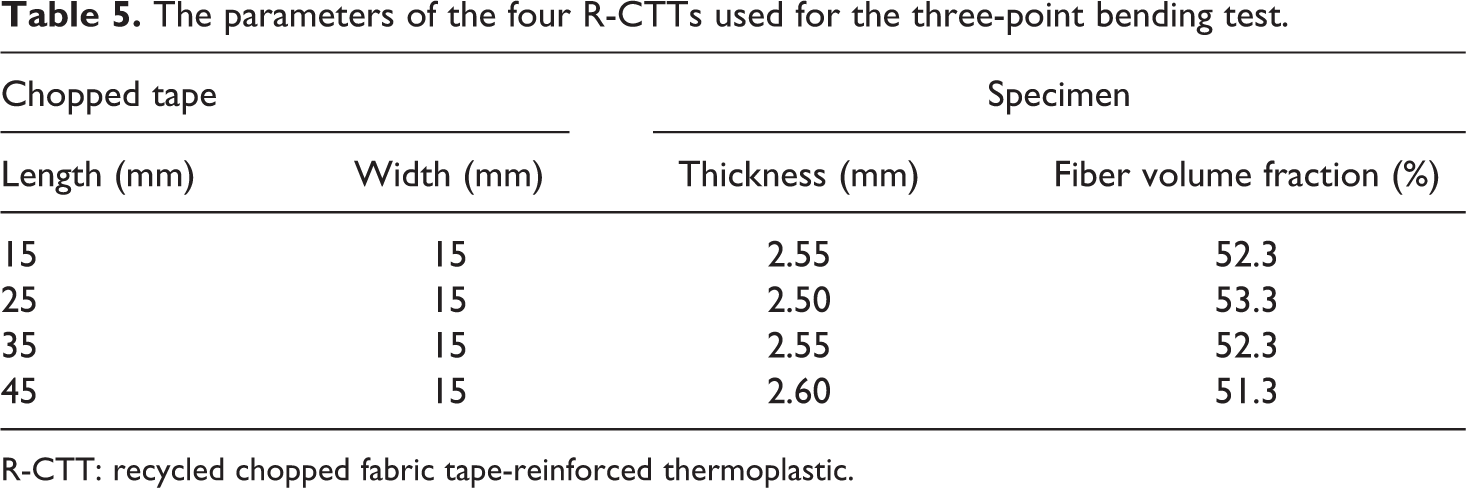
R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
The addition of chopped carbon fabric tape with different lengths caused an increase in the tensile strength and bending strength up to a chopped tape length of 25 mm and a slight decrease at longer chopped tape lengths. In contrast, the tensile modulus and bending modulus were independent of the length of the chopped tape. When the chopped tape length is short, the material structure is similar to a locally independent laminate, which means that there is not much entanglement of the chopped tape; when the chopped tape length is long, the structure of the material is more like a combination of carbon paper, which means that the contact area between the chopped tapes increases and the probability of chopped tape entanglement is enhanced. However, when the chopped fabric tape is too long, the coupling effect causes in-plane waviness, which decreases the strength, as explained before. Therefore, from the aspect of the mechanical properties of the composite materials, the best length of chopped tape is 25 mm. Furthermore, we found that the coefficient of variation of the strength is increased with increasing chopped tape length. To decrease the coefficient of variation, it is necessary to make thicker materials, which might increase the production cost significantly. At the same time, the smaller the material, the stronger the ability to recycle.
Observation of the fractured surface
The morphology of the fractured composite materials can be used as a measure to assess the interfacial bonding strength of the materials. To evaluate the interfacial behavior between the matrix and the reinforcement, the fracture morphology of the V-CTT and R-CTT after the three-point bending test was examined by SEM, as shown in Figure 8. An amount of resin adhered to the surface of the carbon fibers can be seen on the SEM images, which indicated that the fibers of both V-CTT and R-CTT were well connected with the resin; this can provide excellent mechanical properties. If the adhesion between the fibers and matrix was weak, the fibers would completely detach from the matrix. In this case, an interface microstructure that is significantly different to a smooth carbon fiber surface would be apparent.
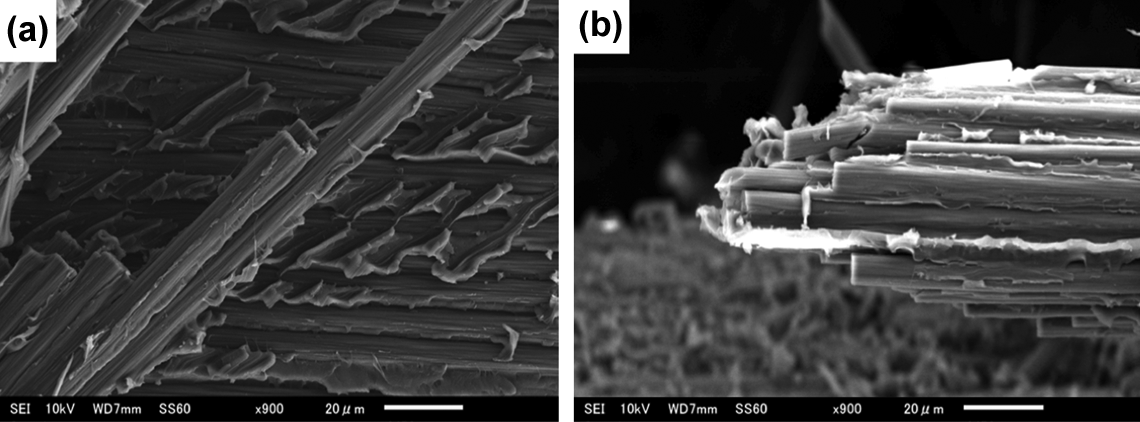
SEM images of fracture surfaces of (a) V-CTT and (b) R-CTT. SEM: scanning electron microscopy; V-CTT: virgin chopped fabric tape-reinforced thermoplastic; R-CTT: recycled chopped fabric tape-reinforced thermoplastic.
Conclusions
The feasibility of a novel recycling technology in continuous fiber-based thermoplastic composite materials was investigated. We confirmed that the recycling technology is an effective and simple method for the recycling of FRTPs. The recycled fibers were used for the preparation of chopped fabric tape-reinforced thermoplastics, which generally exhibited a similar mechanical performance as the ones made from unused chopped fabric tape. The tensile properties of a composite made from chopped carbon fabric tapes depend on the sample thickness. Tensile and three-point bending tests of the CTTs were conducted using materials made from different tape lengths. The results indicated that the tensile and bending strength were more sensitive to the length of the tapes than the tensile and bending modulus. Although there was not a big difference between them, the materials prepared using a chopped tape length of 25 mm shows the best tensile and bending strength. The SEM analysis of the fracture morphologies of the composites after the three-point bending test indicated that the surface of the fibers was strongly coated with the resin, which could explain the high interfacial bonding strength between the matrix and the fibers.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a grant-in-aid for the Shinshu University Advanced Leading Graduate Program by the Ministry of Education, Culture, Sports, Science and Technology (MEXT), Japan. This work was also conducted using subsidies for scientific research granted by the MEXT (26289005, 16K14113, and 15H01789).