
Abstract
Present research concentrates on the effects of a silane coupling agent on the properties and dispersibility of the polypropylene (PP)-cenosphere composite system. Improving the interfacial interaction between the hydrophobic PP matrix and cenosphere particles is important to get a good combination of properties. 3-Aminopropyltriethoxysilane and glycidyl methacrylate–grafted polypropylene (PP-g-GMA) were used as a coupling agent and compatibilizer, respectively. The surface characteristics of untreated and treated cenosphere and PP-g-GMA were characterized by Fourier transform infrared spectroscopy. The silane treated and untreated cenosphere particles were incorporated as fillers into PP and PP-g-GMA matrix composites by mixing at different weight ratios. Such cenosphere-filled polymer composites possess attractive mechanical, thermal, morphological, flow, dispersion and chemical resistance properties.
Introduction
There has been increasing demands for developing new polymeric materials with enhanced properties since last few decades. Therefore, the blending of different polymers is continuously on the rise among the industry and researchers to meet the demands and explore the potential of newly developed polymers. 1 –5 Polymer composites have attracted a lot of attention because of their unique properties and numerous potential applications from a combination of organic and inorganic hybrid materials. 6 Considerable interest has been generated in the manufacture of thermoplastic composites due to their unique properties, such as good mechanical properties, high thermal stability, lightweight and also a reduced product cost. Due to the combination of more than one material, the properties of composites are influenced by many factors such as filler characteristics and its content along with the interfacial adhesion. So, the behaviour of filled polymers could be more complex than their unfilled counterpart. 7–8 They are increasingly replacing conventional materials such as metal, glass, wood and paper in diverse applications. The broad spectrum of properties offered by a variety of thermoplastics together by compounding them with other polymers, chemical additives and fillers has been an effective and vital tool for achieving a specific balanced combination of physical properties and processing characteristics. 9 Polypropylenes (PPs) filled with particulate fillers are of great interest in both research and industry. PP has good process ability, thus allowing it to accept different types of natural and synthetic fillers. PP is one of the most widely used commodity thermoplastics, especially in automotive, electric, packaging and consumer application. The reason for this can be found in its excellent properties, such as good processing, heat distortion temperature above 100°C, recycling ability and favourable price/volume/performance ratio, with the result that composites successfully penetrate fields traditionally occupied by other materials such as Acrylonitrile Butadiene Styrene (ABS) and so on. The ever-increasing technical and aesthetic requirements as well as soaring material and compounding costs lead to the necessity of utilizing all possible advantages of fillers. 10 Fillers can affect the dimensional stability, crystallinity, mechanical and other properties of polymers. 11,12 In order to enhance the physical properties and reduce the cost of processing PP composite, some additives can be incorporated into the composite. Among particulate fillers such as mica, snail shell, fly ash, calcite, rice husk, periwinkle shell, eggshell and so on, fly ash is produced by the burning of coal in a boiler. Some of the improved fly ash is commercially utilizable in concrete, concrete products, cement production, sewage sludge stabilization, pavement base materials, lightweight aggregate, reinforced plastics and other miscellaneous purposes. The residual fly ash must usually be disposed of by land filling since it hardly has any commercial value. Different types of structures are observed in the particles of fly ash. A few particles in fly ash are empty and called as cenospheres. A cenosphere is a lightweight, idle, empty sphere made to a great extent of silica and alumina and loaded with air or inactive gas, commonly processed as a by-result of coal burning at warm power plants. Cenospheres fluctuate from light black colour to practically white shade and their specific gravity extends in the middle of 0.4–0.8, which offers them extraordinary lightness. Cenospheres are basically thin-walled, hollow spherical particles with relative density less than 1.0. They are floated on water and are recovered from the float up of ash disposal lagoons and have similar chemical composition as that of fly ash. These are 75% lighter than different minerals at present utilized as fillers like clay, talc, calcium carbonate and so forth and are 30% lighter than generally pitches. 13 The mechanism for improving the mechanical properties of the polymer filled with cenosphere was studied using the energy dissipation theory. And the method of in situ observation under the tensile test with SEM was adopted to analyse the dynamic energy dissipation process of the crack generation, propagation and termination in the cenosphere/PP composite. The results show that the particles trigger massive cracks effectively and absorb energy. 14 Sridhar et al. 15 studied the thermal stability of fly ash/waste tire powder/isotactic PP composites and report that the thermal stability of final formulation increases along with fly ash concentration. It is observed that along with the nature of cenosphere including size and volume, its surface modification also greatly impacts on the properties of the final polymer composite made from it. It can be presumed that poor mechanical properties may result due to the inferior interfacial bonding between non-polar polymer and cenosphere particles. 16 Moreover, –OH functional groups on the surface of cenosphere may configure clusters of cenosphere particles within the matrix, leading to the strong filler–filler attraction. 17 This makes the base of cenosphere modification before filled into any polymer matrices. Various coupling agents and surfactants are widely used these days to modify the surface characteristics of cenosphere. 18,19 Sharma 20 studied the influence of sisal fibre loading with and without silane treated cenosphere on the dielectric constant and AC conductivity of PP/sisal fibre/cenosphere composites. The temperature dependence of the dielectric constant and the loss factor were also analysed. It was observed that the dielectric constant increases with the sisal fibre/cenosphere in PP and the incorporation of cenosphere into the sisal fibre/PP composite reduced the AC conductivity of composites. Ray et al. 21 studied a coating fly ash with furfuryl palmitate and prepared its composite with PP. The composites were tested for their flexural properties, impact properties, dynamic mechanical behaviour and fracture surface analysis. Enhancement in the dispersion of filler in polymer matrix, flexural strength and glass transition temperature was observed. In this article, we have widely studied the role of 3-aminopropyltriethoxysilane coupling agent–modified cenosphere in the PP matrix. Present work explores the effect of matrix modification (glycidyl methacrylate–grafted polypropylene (PP-g-GMA)) and reinforcement modification (silane treatment) on the final overall properties of the PP-cenosphere composite system. PP was filled with silane treated and untreated cenosphere in their different weight proportion. An interface of this blend was tailored using PP-g-GMA in accordance to create a homogeneous blend of PP and cenosphere particles. Finally, the prepared composites were examined with mechanical, chemical, rheological and thermal properties and morphological studies.
Experimental
Materials
PP of 110MA grade having melt flow index (MFI) of 11 g 10 min−1 supplied by Reliance Industries Ltd. (Jamnagar, Gujarat, India) was used as the polymer matrix. Cenosphere with an average particle size of 80 µm was supplied by Sarlachem (Changodar, Gujarat, India). The silane coupling agent 3-aminopropyltriethoxysilane used was purchased from Spectrochem Pvt Ltd (Mumbai, Maharashtra, India). Glycidyl methacrylate used to synthesize PP-g-GMA compatibilizer was received from HiMedia (Maharashtra, India). All other chemicals were used of LR grade.
Methods
Surface treatment of cenosphere
Cenospheres were washed with acetone to remove impurities and then dried in the oven at 60°C. 3-Aminopropyltriethoxysilane (1% based on the weight of cenosphere) is added with stirring to the prepared alcoholic solution (95% ethanol and 5% water) at room temperature. After the completion of addition, the temperature was raised up to 60°C and maintained for 30 min to complete the hydrolysis and silanol formation. Cenosphere is then mixed with this solution at constant stirring and allowed for 30 min. The solution is then filtered off and the cenosphere particles were rinsed twice with ethanol followed by drying for 3 h at 60°C in the oven. Surface treatment of cenosphere was confirmed by means of FTIR spectroscopy.
Synthesis of compatibilizer
Glycidyl methacrylate–grafted polypropylene (PP-g-GMA) was synthesized using benzoyl peroxide as an initiator. PP is first dissolved in xylene at 90°C. Simultaneously, a solution of 10% glycidyl methacrylate and 0.5% benzoyl peroxide (based on the weight of PP) is prepared in xylene. This solution is added gradually after PP is completely dissolved. The reaction is continued for 2.5 h at 90°C and finally it is coagulated in methanol. Graft copolymer is analysed by FTIR.
Composite preparation
Cenosphere, PP-g-GMA and PP were pre-dried at 80°C for 2 h in a vacuum oven. PP-g-GMA is used as compatibilizer to enhance dispersion and compatibility between polymer and silane treated cenosphere. Batch formulation of this ternary system is given in Table 1. PP/cenosphere composites were prepared by melt blending using a twin-screw extruder. In the blending process, the temperature profile of the extruder was zone 1: 170°C; zone 2: 190°C; and zone 3: 210°C and die temperature was kept at 220°C. Screw speed of 60 r min−1 was applied and the extruded blends were brought to room temperature. Subsequently, the melt-mixed blends were pelletized and taken for specimen preparation in an injection moulding machine.
Ingredients used in making the PP/cenosphere composite.
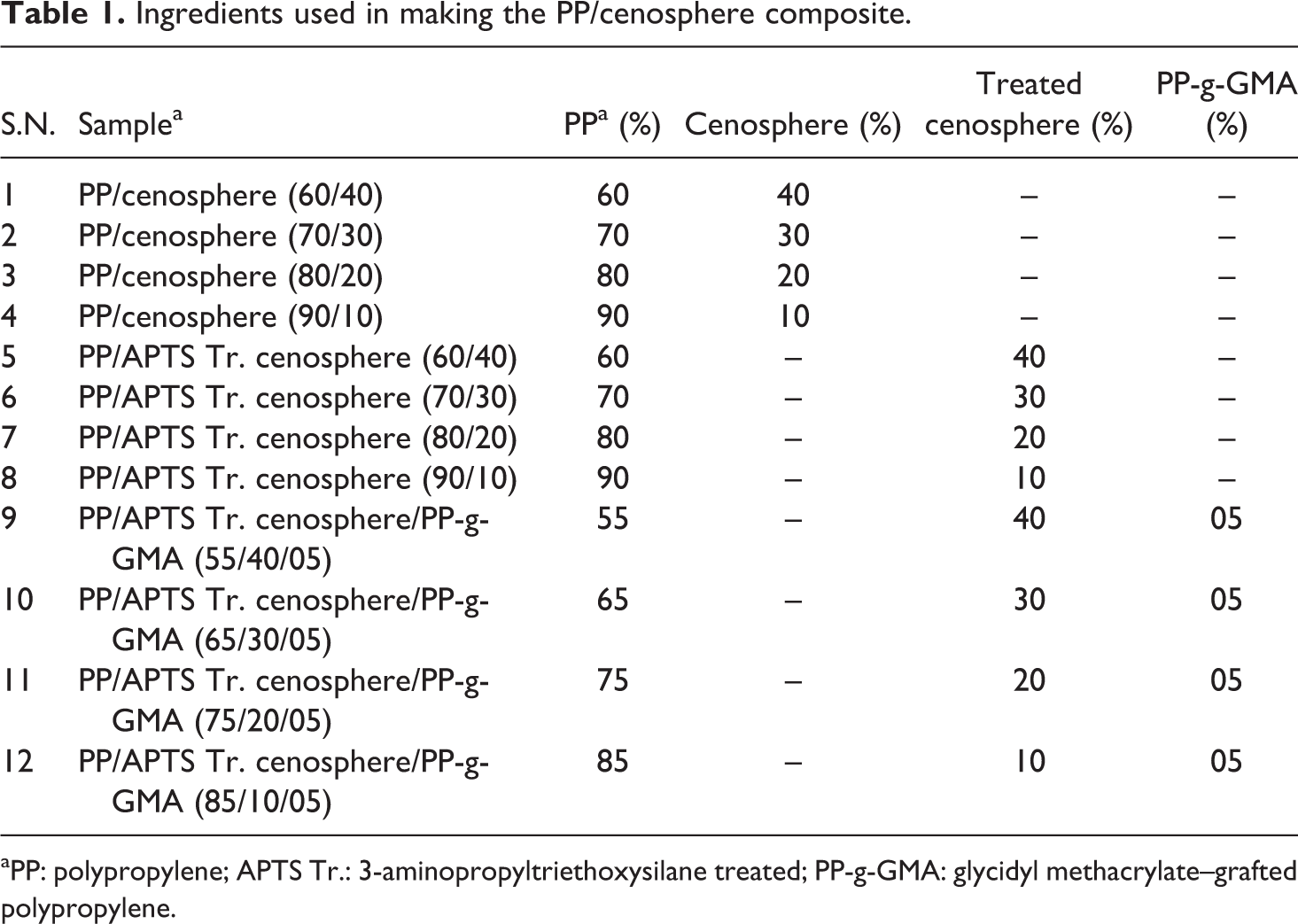
aPP: polypropylene; APTS Tr.: 3-aminopropyltriethoxysilane treated; PP-g-GMA: glycidyl methacrylate–grafted polypropylene.
Sample preparation
The resulting pellets were injection moulded to prepare test specimen for further investigation. All the samples were conditioned for 24 h prior to testing. The resulting samples were used for the study of mechanical, chemical and morphological properties.
Characterization
Fourier transform infrared spectroscopy
The FTIR spectra were measured on Spectrum GX of PerkinElmer, USA. The range of FTIR spectrophotometer is 10,000 cm−1 to 370 cm−1. Absorbance spectra were acquired at 0.15 cm−1 resolution and signal averaged over 20 scans. The tests were carried out using KBr cell.
Mechanical properties
Tensile strength (ASTM D 638)
Tensile test measures a material’s ability to withstand forces that tend to pull it apart and determines to what extent the material stretches before breaking. Test was performed on UTM (universal testing machine) Shimadzu AG-100 at 100% strain rate and a cross-head speed of 50 mm min−1 was maintained.
Izod impact strength (ASTM D 256)
Izod impact test results are expressed in terms of kinetic energy consumed by the pendulum in order to break the specimen. The specimen used for the test was notched. Izod impact strength was measured on a CEAST Izod tester.
Flexural strengths (ASTM D 790)
Flexural strength is the ability of a material to withstand bending forces applied perpendicular to its longitudinal axis. The stresses induced by the flexural load are a combination of compressive and tensile stresses. Flexural properties are reported and calculated in terms of the maximum stress and strain that occur at the outside surface of the test bar. Test was performed on UTM Shimadzu AG-100, at a cross-head speed of 1.2 mm min−1.
Rockwell hardness (ASTM D 785)
The information from a hardness test can be used to provide critical material performance information and insight into the durability, strength, flexibility and capabilities of a variety of component types from raw materials to prepared specimens and finished goods. A digital Rockwell hardness tester (Balancing Instruments and Equipments Pvt. Ltd., Maharashtra, India) with an HRL indenter is used to measure the hardness value of prepared test specimen.
All the mechanical properties were measured at room temperature. Two samples of each test were analysed and the average of the results was taken into account.
Melt flow index (ASTM D 1238)
MFI test gives an idea about the flow behaviour of sample under a specified temperature and pressure through the orifice of defined length and diameter. The term sometimes referred to as melt flow rate as well. It imparts a very high importance on the processing phenomena of the sample. The relevance of cenosphere percentage loading on the flow characteristic of prepared composites was analysed as per ASTM D 1238.
Chemical resistance test (ASTM D 543-87)
The chemical resistance of composites is studied as per the ASTM D 543-87 method. This method covers the chemical resistance testing of all the plastic materials for reporting changes in weight, dimensions, appearance and strength properties by the action of chemical reagents. In the present work, all specimens’ dimensions were 1.5 × 1.5 cm and immersed in suitable uniform containers with six different chemicals. Concentrated sulphuric acid (10% wt/wt), aqueous sodium hydroxide (10% wt/wt), sodium chloride (10% wt/wt), dimethylformamide and methanol were used as a chemical media. The water absorption by the composites is also studied. For each specimen, 250 ml of solution is introduced into the container. They were removed after 7 days’ exposure to each chemical and immediately washed with distilled water. Specimens were dried by pressing them on both sides with a filter paper at room temperature. Before and after the test cycle, all specimens were weighed in a precision electronic balance and the percentage weight loss/gain was determined. Percentage change in thickness is also determined with the aid of a digital Vernier caliper. In each case, two samples were tested and their average values are reported.
Thermogravimetric analysis
The thermal degradation behaviour is studied using a Perkin Elmer Pyris 1. The samples of 5–10 mg were scanned from 50 to 600°C at a heating rate of 10°C min−1 in nitrogen environment.
Scanning electron microscopy
Nova Nano SEM 450 (FEI Ltd.) was used to investigate the surface microscopy of PP/cenosphere composites. A tensile fractured sample was utilized to investigate the surface smoothness and texture appearance of the specimen.
Results and discussion
Cenosphere is treated with a 3-aminopropyltriethoxysilane coupling agent and is confirmed by FTIR spectroscopy which is shown in Figure 1.
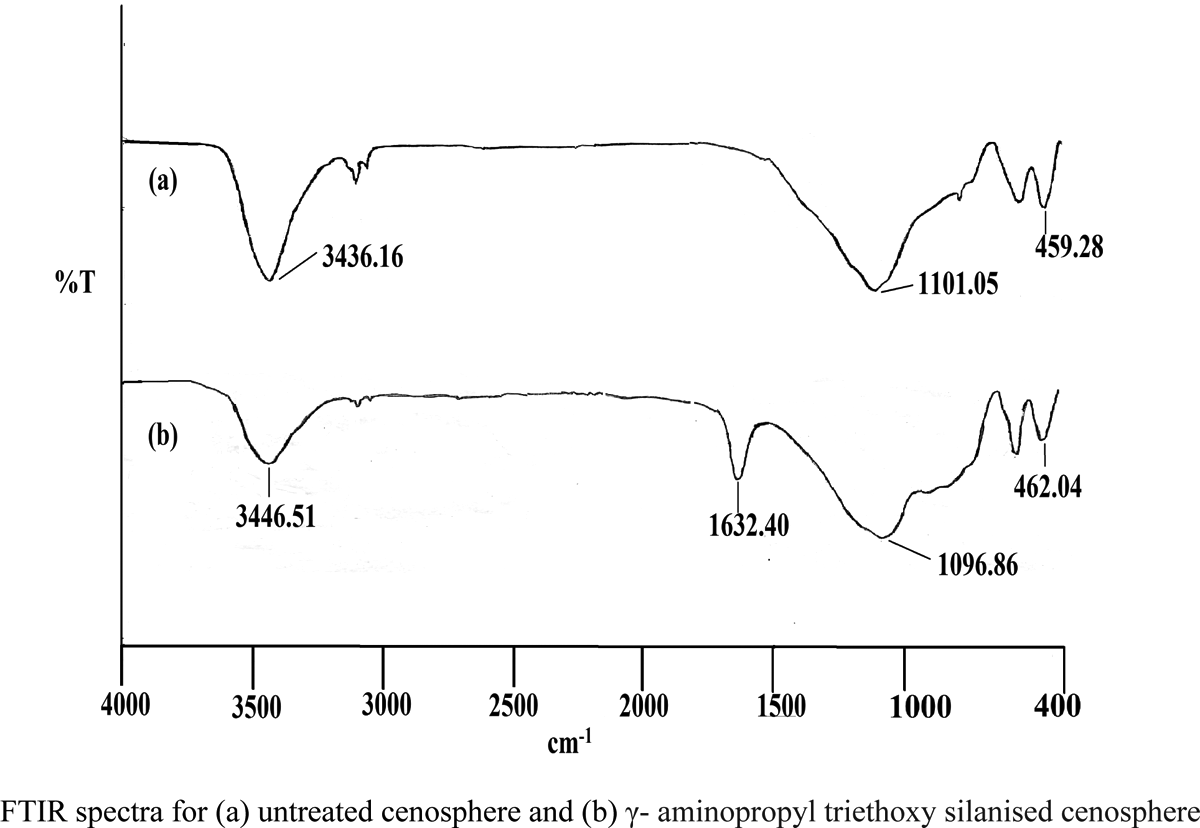
FTIR spectra of cenosphere. FTIR: Fourier transform infrared.
As the cenospheres have O–H bonds present on their surface, the FTIR spectra of untreated cenospheres show the peak at 459.28 cm−1 which assigned to O–H bending and 3436.16 cm−1 to O–H stretching vibrations. The Si–O–Si bond asymmetric stretching is observed at 1101.05 cm−1. In the FTIR spectrum of silane treated cenosphere, the peak lying at 1632.40 cm−1 denotes the characteristic peak of N–H bond. Additionally, 3446.51 cm−1 band is weakened, which indicates that the amount of hydroxyl group (–OH) reduces and the reactions must occur between γ-aminopropyltriethoxysilane and hydroxyl group on the surface of cenospheres.
PP-g-GMA compatibilizer was also analysed by FTIR spectroscopy, as shown in Figure 2.
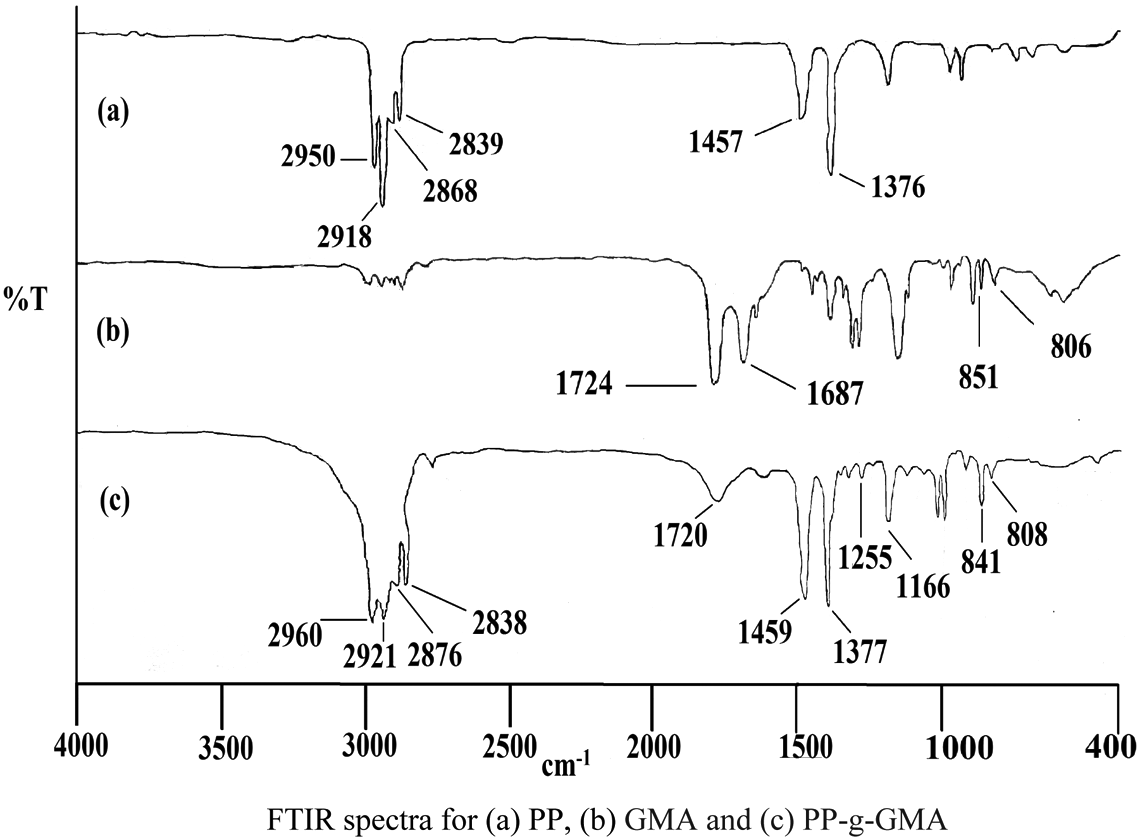
FTIR spectra of PP, GMA and PP-g-GMA. FTIR: Fourier transform infrared; PP: polypropylene; PP-g-GMA: glycidyl methacrylate–grafted polypropylene; GMA: glycidyl methacrylate.
FTIR spectra of PP show the characteristic peaks of methyl and methylene functional group as asymmetric stretching methyl group (–CH3) – 2950 cm−1, symmetric stretching (–CH3) – 2918 cm−1, asymmetric stretching (methylene group –CH2–) – 2868 cm−1, symmetric stretching (–CH2–) – 2839 cm−1, asymmetric bending (–CH2–) – 1457 cm−1 and symmetric bending (–CH3) – 1376 cm−1. Glycidyl methacrylate was used as a monomer to synthesize compatibilizer. The FTIR spectra of glycidyl methacrylate show peak at 1746 cm−1 which represents the carbonyl (–C=O) of ester functional group and the subsequent peak appearing at 1687 cm−1 denotes (–C=C–) unsaturation from which the reaction would take place on PP. –C–O–C– bending vibrations of oxirane ring have appeared on 851 and 806 cm−1. The FTIR spectrum of synthesized PP-g-GMA compatibilizer is a combination of both the above. Here, it can be clearly seen that peaks emerging between 2800 and 3000 cm−1 denote the characteristic methyl and methylene linkages present in PP. Peak appearing at 1720 cm−1 represents the carbonyl of ester and the peak of –C=C– has relatively disappeared from 1687cm−1 which proves that the reaction between PP and glycidyl methacrylate has taken place. Moreover, the absorption bands lying at 1255 and 1166 cm−1 represent (–C–O) stretching of glycidyl methacrylate. The complementary presence of glycidyl (–C–O–C–) is also clearly visible at 841 and 808 cm−1.
Melt flow index
Melt flow behaviour of the samples was measured by forcing the material through capillary kept at 210°C under the load of 2.16 kg. The melt flow results of each formulation are shown in Figure 3. It can be seen that the flow rate of the sample is decreasing with an increase in cenosphere percentage loading as expected because melt flow rate decreases at a higher fly ash concentration. 22 This may be due to cenosphere particle agglomeration, which lowers the total surface area available for interaction with the matrix phase. A similar downward behaviour is observed in the case of APC (PP/silane treated cenosphere) composites.. The results of APC formulations show a very sharp decrease in melt flow rate as compared to PPC (PP/untreated cenosphere) at all the corresponding filler concentrations which may be due to the interfacial adhesion created by the surface modification of cenosphere particles, and it creates hindrance to the matrix phase chain mobility. However, the results of GCPP (PP/PP-g-GMA/silane treated cenosphere) depicted in Figure 3 clear that the strong phase interaction between cenosphere particles and PP matrix has taken place due to the presence of PP-g-GMA compatibilizer and this restricts the flow of matrix polymeric chain. This decreases the flow rate of GCPP compared to PPC and APC at all the filler concentrations. Hence, the MFI results manifest a clear relevance of cenosphere modification, concentration and interfacial modification on the melt flow rate of final composition.
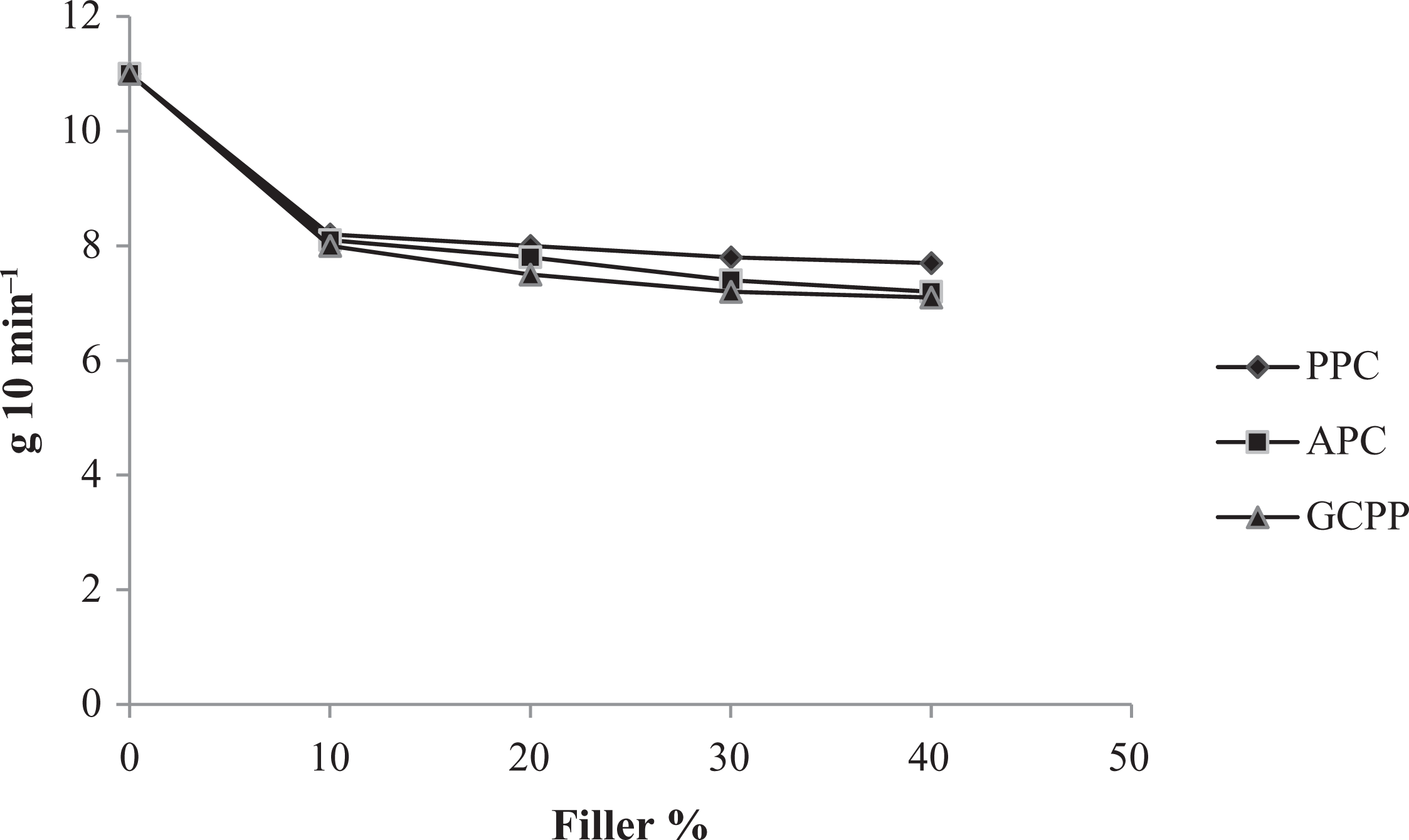
Melt flow behaviour of the PP/cenosphere composite. PP: polypropylene.
Mechanical properties
In order to evaluate the mechanical properties of PP/cenosphere composites, tensile, flexural, impact and hardness properties were performed in the present work.
The effect of composite, matrix modification and filler modifications individually on the physico-mechanical properties of PP composites with standard deviations in parentheses is displayed in Table 2. To improve the bonding between the polymer matrix and cenosphere, PP is modified by grafting with GMA in the presence of BPO as an initiator (PP-g-GMA; matrix modification). Also, the cenosphere was modified with its surface treatment by amine-based silane (filler modification). The results of tensile tests are expressed in Table 2. In general, the tensile strength of PP decreases with increasing filler content. At 10% filler concentration, the tensile strength of PP/untreated cenosphere, PP/treated cenosphere and PP/PP-g-GMA/treated cenosphere composite decreases to 12.75, 15.78 and 16.76 MPa, respectively, as compared to 19.14 MPa tensile strength of virgin PP. The incorporation of cenosphere into PP led to more brittle and weaker materials, as tensile strength significantly decreased. The loss of strength could be attributed to the lack of interfacial adhesion between PP and cenosphere. It has been reported that poor tensile strength and low failure strain are caused by particle debonding from the matrix prior to yielding, as a result of poor interfacial adhesion. The presence of big particles with a wide particle size distribution also contributed to the embrittlement effect as observed. 23 Furthermore, Table 2 shows that the PP/silanized cenosphere and compatibilized PP/PP-g-GMA/cenosphere–based composites gave 23.76% and 31.45% higher values of breaking strength, respectively, compared to that of untreated cenosphere–filled PP composites at corresponding 10% filler level, which supports the improvement in the interaction between polymer matrix and filler particle, which are due to the effect of a silane coupling agent and PP-g-GMA compatibilizer.
Physico-mechanical properties of the PP-cenosphere composite in their different composition (standard deviation in parentheses).
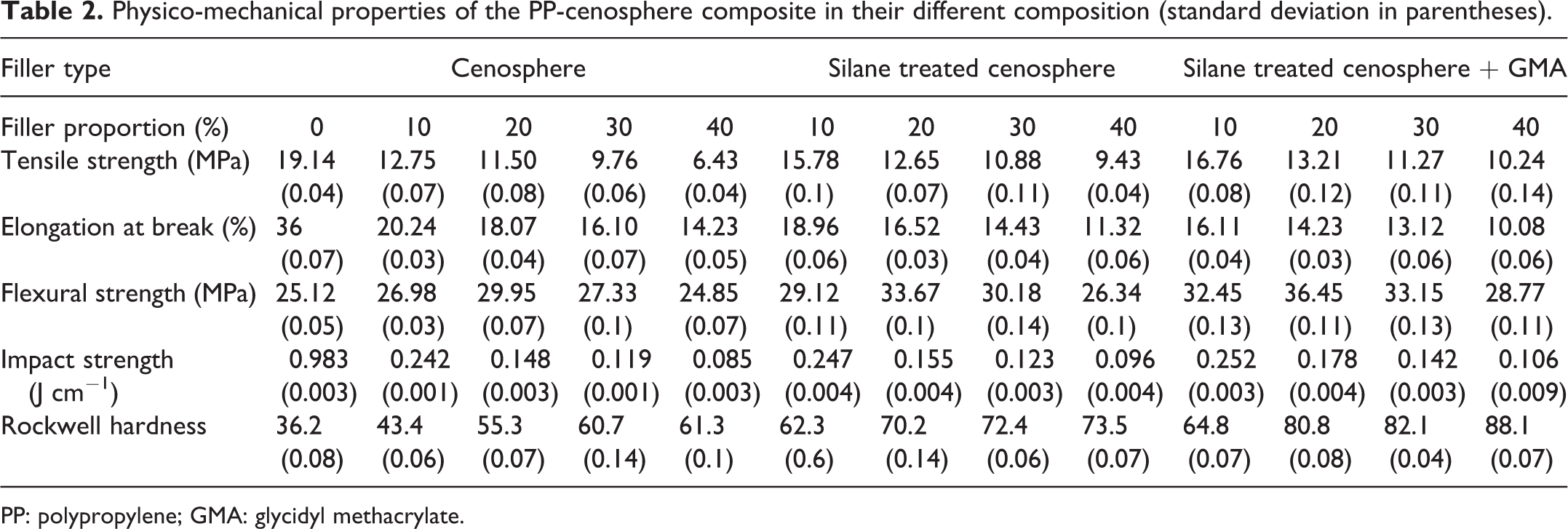
PP: polypropylene; GMA: glycidyl methacrylate.
Although neat PP displayed ductile behaviour exhibiting strain hardening with high elongation (36%), the incorporation of cenosphere into PP results in more brittle and weaker materials, as both tensile strength and elongation at break significantly decreased. Also, the decreasing trend remains the same in the case when PP was filled with surface-modified cenosphere in the presence and absence of PP-g-GMA compatibilizer. The results of percentage elongation at break are displayed in Table 2. The aforementioned results show that 10% cenosphere concentration in PP was followed to decrease its elongation from 36 of virgin PP to 20.24, 18.96 and 16.11% in the case of PP/untreated cenosphere, PP/silane treated cenosphere and PP/silane treated cenosphere/PP-g-GMA composites, respectively. Elongation percentage in each type of composite was observed to be decreased as the cenosphere concentration goes on. This may be due to the enhanced filler-to-matrix interaction because of improved interface which retards the straining of the polymer.
The Izod impact strength values of PP, PP filled with untreated, treated cenosphere and compatibilized PP-g-GMA are shown in Table 2. The impact strength of composites marginally reduced compared to PP, indicating a low-cost material-fundamental with an enhanced stiffness–toughness combination. The impact strength values of all PPs and its composites decreased with increasing filler content which is also attributed to the lessening of the interfacial interaction effect due to a reduction in intimate contact between the surface of cenosphere and PP matrix. This supported the strong particle–particle interaction and their thermodynamic incompatibility with non-polar PP matrix act as the driving force behind the kind of particle clustering at higher filler concentrations, leading to high stress concentrations. 24,25 The impact strength of PP decreases significantly from 0.943 to 0.242, 0.247 and 0.252 J cm−1 for PP/cenosphere, PP/treated cenosphere and PP/PP-g-GMA/treated cenosphere composite, respectively, at corresponding 10% filler concentration. The use of a coupling agent and PP-g-GMA as compatibilizer showed a significant effect on impact strength. The impact performance of PP/treated cenosphere and compatibilized PP/PP-g-GMA/cenosphere composites showed 2.06% and 4.13% higher comparable performance than that of untreated cenosphere reinforced at 10% filler level and showed a gradual reduction at higher corresponding cenosphere loading. The impact performances of compatibilized and silanized composites are superior to that of untreated cenosphere–filled composites. It suggests that the influence of a silane coupling agent and PP-g-GMA as a polymeric coupling agent of the fillers is significant and may be due to the improvement in the interfacial adhesion between cenosphere and PP matrix.
The flexural strength of PP and its composite, that is, PP filled with untreated, treated cenosphere and compatibilized PP-g-GMA with various formulations is shown in Table 2. It was observed that the flexural strength of PP increased with the incorporation of cenosphere into the matrix. However, the optimum concentration of filler was found to be 20% in all the three classes of composite present in this work. The flexural strength of PP was found to be increased from 25.12 to 29.95, 33.67 and 36.45 MPa at 20% filler concentration. Above 20% of filler loading, strength was observed to be reduced marginally. This also supports the improvement in chain stiffness due to the addition of rigid particles and also supports the hollow spherical nature of the cenosphere. The flexural strength values of compatibilized PP/PP-g-GMA/treated cenosphere composites are superior to that of untreated and treated cenosphere–filled composites. It lies in the range of 36.45–25.77 MPa. The flexural strength of PP/treated cenosphere and compatibilized PP/PP-g-GMA/treated cenosphere composites showed 12.42 and 21.70% higher comparable performance, respectively, than that of untreated cenosphere reinforced composite at 20% filler level. It suggests that the influence of PP-g-GMA as a polymeric coupling agent is significant and may be due to the improvement in the interfacial interaction of filler particles with PP matrix.
Variations in the hardness value of all the prepared composites and virgin PP were studied and the results are shown in Table 2. The results significantly prove that the hardness of PP and its composite increases along with filler loading. The hardness value of PP was increased from 36.2 to 61.3, 73.5 and 88.1 in the case of PP/untreated cenosphere, PP/treated cenosphere and PP/PP-g-GMA/treated cenosphere, respectively, at 40% cenosphere concentration. It can be seen from the table that the hardness of PP/treated cenosphere composite and PP/PP-g-GMA/treated cenosphere composites rises at 43.55 and 49.31% as compared to PP/untreated cenosphere composite at corresponding filler loading of 10%. Once again, the results clearly exhibit the silane treatment and subsequently, the use of polymeric compatibilizer improves the overall mechanical behaviour of the composite.
This improvement in mechanical properties owes to the enhanced polymer–filler interactions. The improvement can be attributed to the presence of the polar glycidyl group, which may promote chemical bonding between the silane treated cenosphere and PP-g-GMA, thus leading to improved intercalation and adhesion of cenosphere in the polymer matrix. A similar trend was observed by Kulkarni et al. 26 for the mechanical properties of Maleic Anhydried (MA)-grafted PP/Fly Ash (FA) composites. The probable reaction between PP-g-GMA and silanized cenosphere is shown in Figure 4.
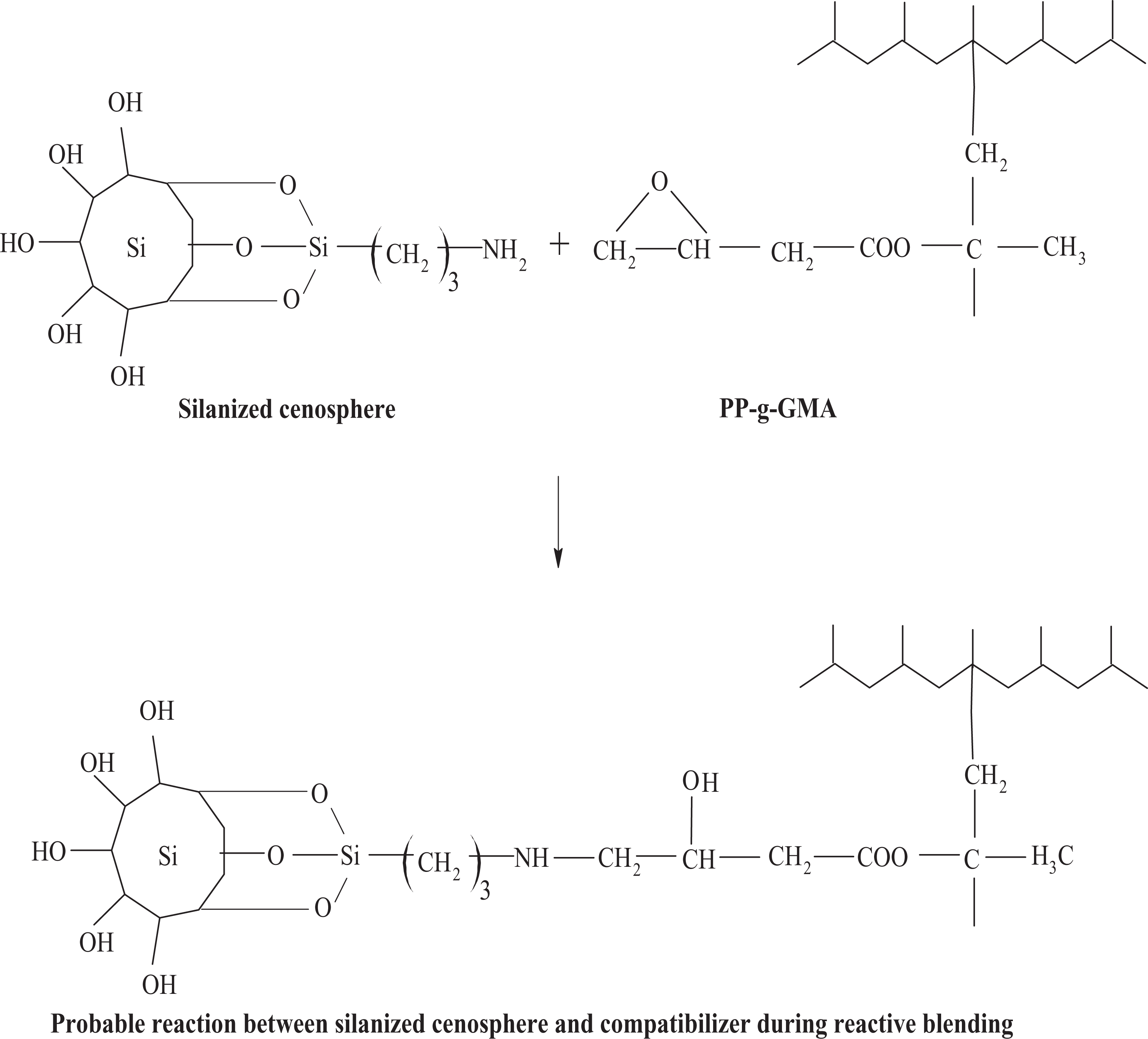
Probable reaction between PP-g-GMA and silanized cenosphere. PP-g-GMA: glycidyl methacrylate–grafted polypropylene.
Chemical resistance
The resistance of PP and its composites to water and certain chemicals was studied. From Table 3, it is clearly evident that for the composite, weight gain was observed after immersion in chemicals. This clearly indicates that the composites did not lose weight and therefore no erosion of materials occurred. Here, the weight increase was larger for water or aqueous solutions and this was to be expected because of the presence of filler. Generally, a water absorption characteristic of polymers largely depends upon the basic type and final composition of the material. Water absorption characteristics of polymers are altered by the addition of additives such as filler, glass fibres and plasticizers. In these cases, the –OH groups in the cenosphere were better exposed and increased the hydrophilicity of the system. Moreover, the addition of filler makes polymer more likely to absorb water. It was also observed that the effect of other chemicals on the composites was negligible. Furthermore, water absorption by the matrix and hybrid composites under study was also observed to be negligible. Thus, based on the chemical resistance, the composites under study can suitably be considered for applications in making acid/water storage tanks, table tops, automotive sector, and the building and construction industry applications.
Chemical resistance of PP/cenosphere, PP/treated cenosphere and PP/PP-g-GMA/treated cenosphere.a
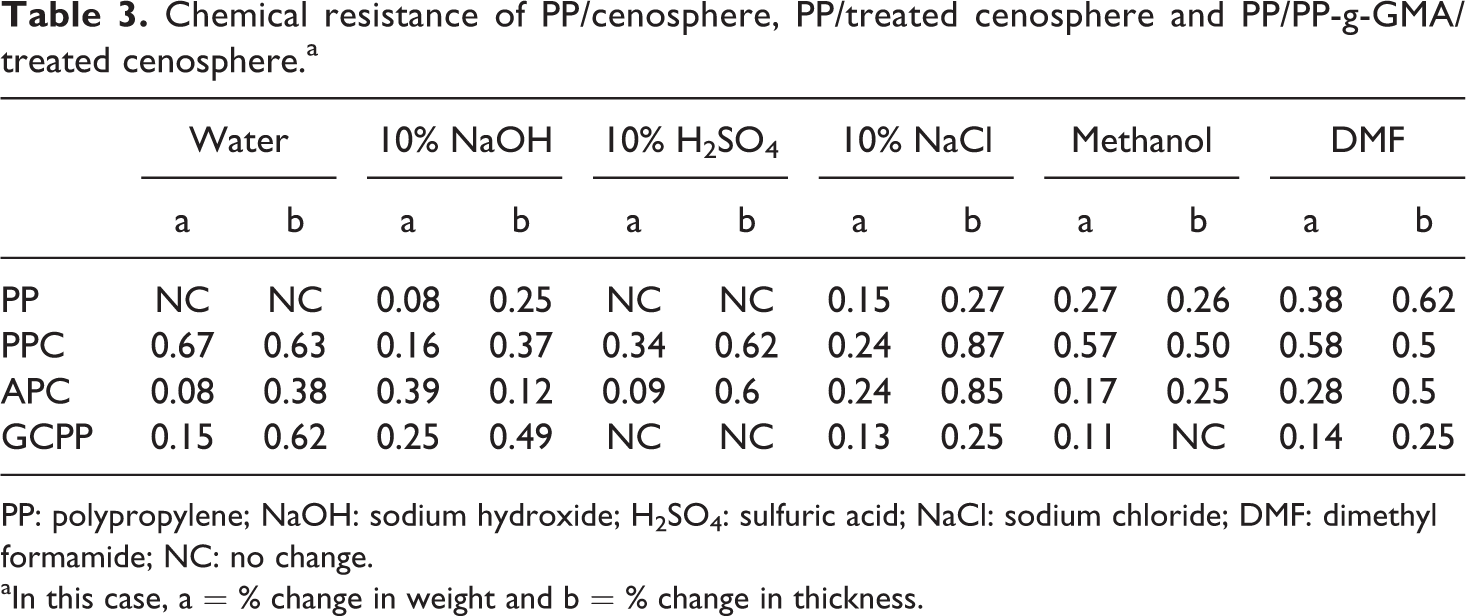
PP: polypropylene; NaOH: sodium hydroxide; H2SO4: sulfuric acid; NaCl: sodium chloride; DMF: dimethyl formamide; NC: no change.
aIn this case, a = % change in weight and b = % change in thickness.
Thermal study
Thermogravimetric analysis (TGA) of the polymer and its particulate composites was carried out in order to understand the effects of cenosphere addition. Thermal degradation and the amount of residual char remained at different temperatures were measured in order to evaluate the behaviour of composites during degradation and its activation energy (E a). Thermogram, that is, weight change of the composites with respect to temperature, is depicted in Figure 5. Information about the derivative TGA to figure out the thermal stability of the analysed samples is shown in Figure 6. Being a non-combustible material, cenosphere does not show any weight loss in TGA. On incorporation of cenosphere into the polymer matrix, the degree of entanglement between the polymer chains was altered, resulting in a continuous change of weight ranging between 300 and 500°C. Initial decomposition temperature and procedural decomposition temperature (PDT) of matrix material alone and the fabricated composite systems are shown in Table 4. In the case of PP, the onset of degradation is shown at 337°C, whereas PP/untreated cenosphere (PPC) shows a remarkable decrease in onset temperature which may be owing to a change in chain entanglement on adding cenosphere in the PP matrix. However, in the cases of PP/silane treated cenosphere (APC) and PP/PP-g-GMA/silane treated cenosphere (GCPP) composite systems, it appeared at 351 and 355°C; this improvement could be because of the modification in interfacial bonding. In addition to this, PDT of each sample was also derived from the Derivative Thermogravimetric Analysis (DTGA) curve and is shown in Table 4.
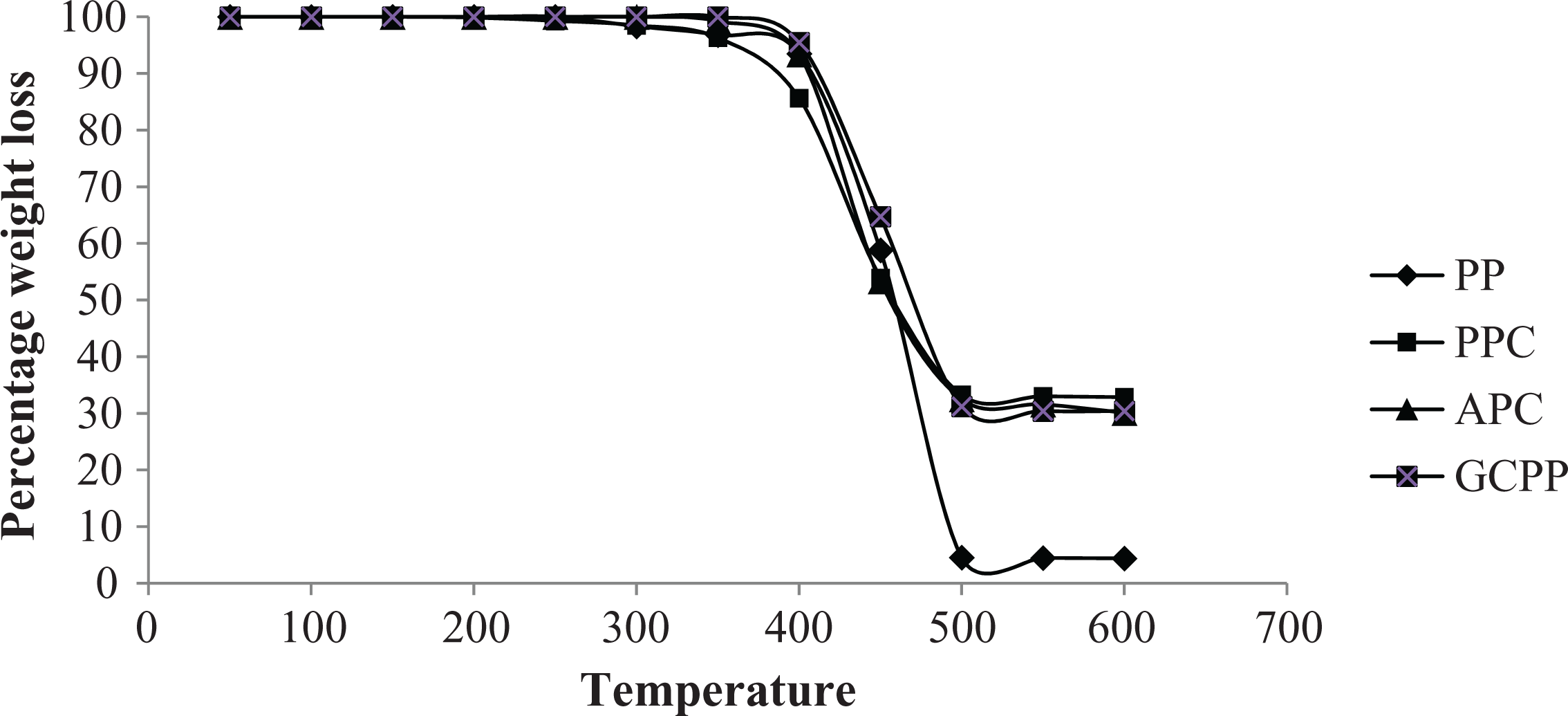
TGA of virgin PP and PP/cenosphere composites. PP: polypropylene; TGA: thermogravimetric analysis.
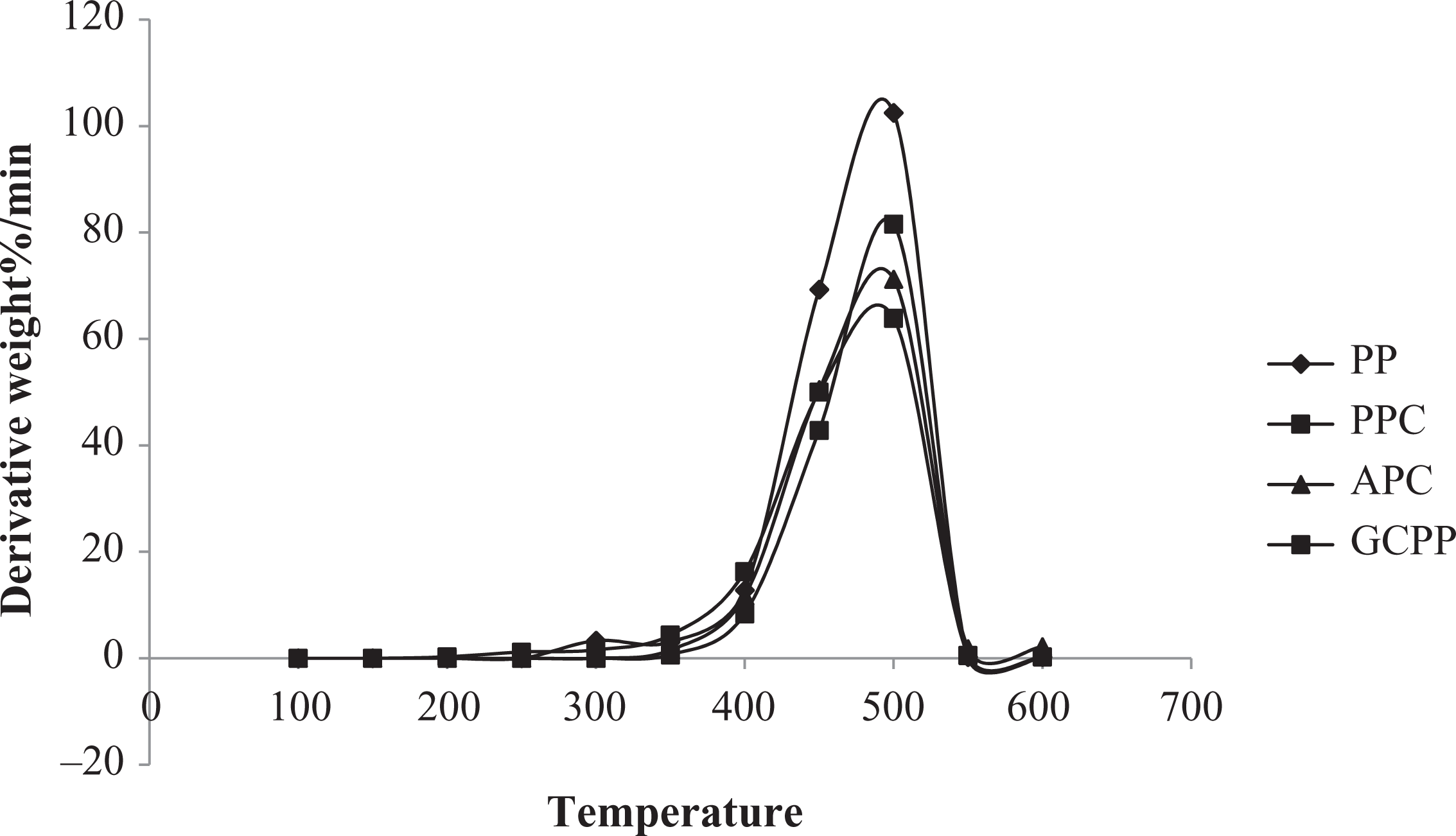
Derivative TGA curve of virgin PP and PP/cenosphere composites. PP: polypropylene; TGA: thermogravimetric analysis.
Thermal kinetic parameters.
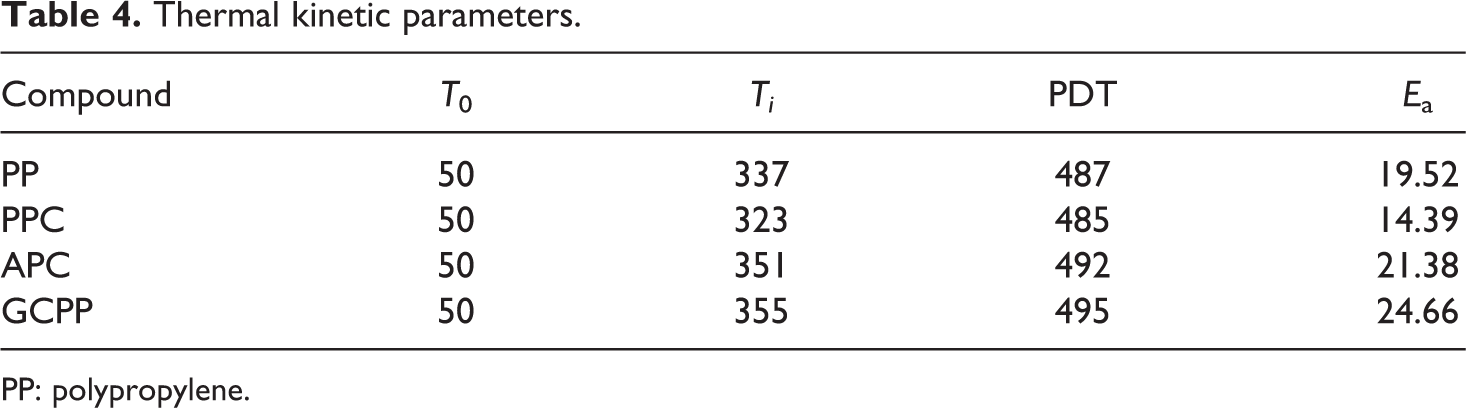
PP: polypropylene.
Moreover, an E a was calculated according to Broido’s method. 27 The E a data state thermal stability in the order of GCPP>APC>PP>PPC. The highest degradation rate of PP, PPC, APC and GCPP was observed at 487, 485, 492 and 495°C, respectively. The highest degradation peak thus shifted to a higher temperature in PP/PP-g-GMA/silane treated cenosphere composites. Thus, a strong filler–matrix interaction was prevalent in the presence of a coupling agent. However, the presence of PP-g-GMA makes the formed char stronger and more compact at high temperatures to protect the matrix from degradation. From the overall results and the DTGA curves, it could be said that the PP/PP-g-GMA/silane coated cenosphere composites had more enhanced thermal stability than PP and only silane coated cenosphere/PP composite.
Surface morphology
Figure 7(a) shows the microstructure of PP/cenosphere (90/10) composite. In this microphotograph, heterogeneous phases are clearly visible which suggests the agglomeration of particles has taken place in the blend. The layers of matrix and reinforcement agent slides past over each other and the cracks can be clearly seen which indicates that there is a lack of compatibility between matrix and filler content. Figure 7(b) and (c) shows the microstructures of PP/silane treated cenosphere and PP/PP-g-GMA/silane treated cenosphere (90/10), (85/05/10), respectively. The surface of the composite in Figure 7(b) becomes smooth as compared to that of untreated cenosphere present in Figure 7(a), but the cracks are still needed to be overcome. The black portion appeared in Figure 7(c) could be due to chopped PP-g-GMA, while the white clear particles are of cenosphere. Here, it can be seen that surface morphology and smoothness are improved as compared to Figure 7(a) and (b), hence the chemical treatment of the cenosphere and the use of compatibilizer to tailor the interface improved the interfacial bonding which shows a splendid agreement with the observed mechanical properties.
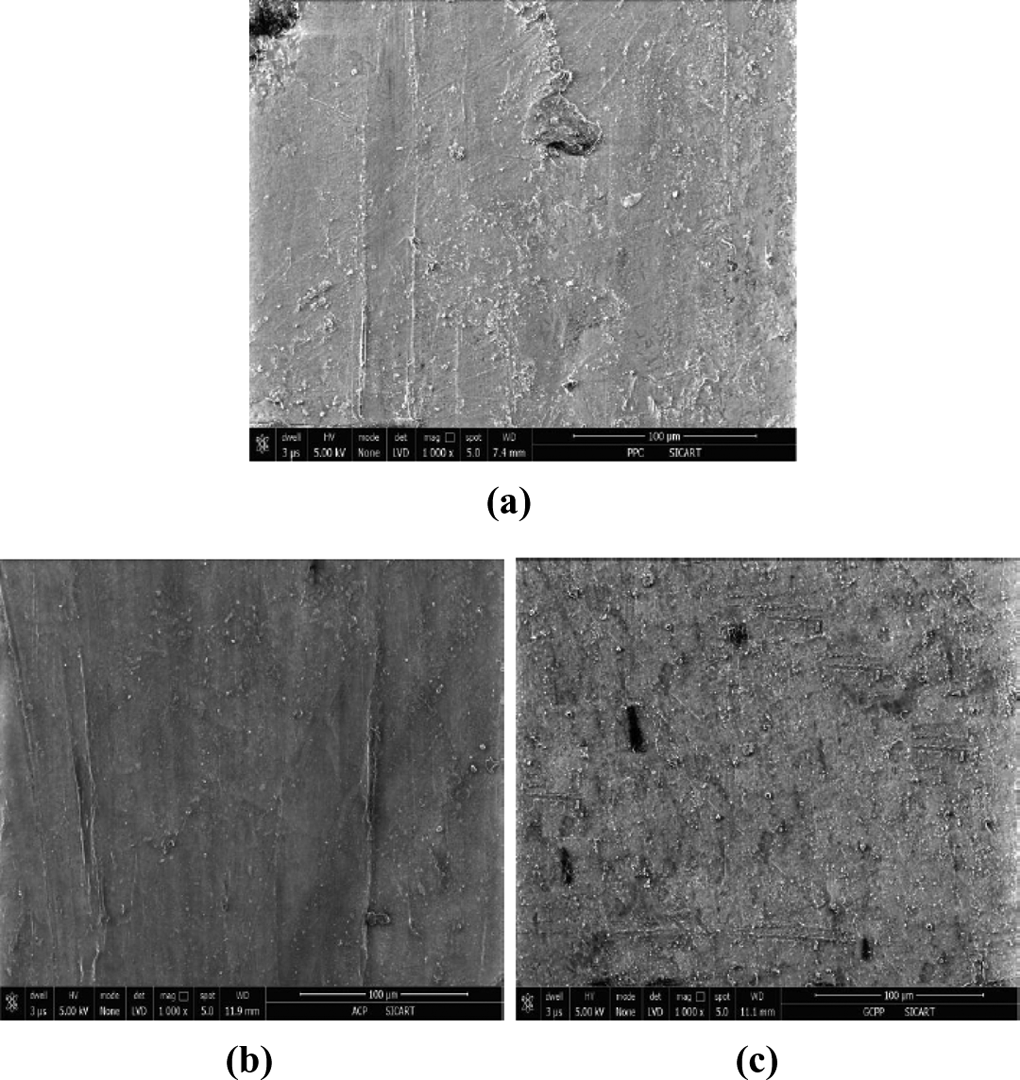
SEM images of (a) PP/untreated cenosphere, (b) PP/silane treated cenosphere and (c) PP/silane treated cenosphere/PP-g-GMA. PP: polypropylene; PP-g-GMA: glycidyl methacrylate–grafted polypropylene; SEM: scanning electron microscopy.
Conclusion
A synergistic effect of a silane coupling agent and nontraditional compatibilizer (PP-g-GMA) for polyolefins on the properties of PP was investigated along with the study on the effect of different filler percentage loadings in PP. The resulting composites were evaluated with their thermal, mechanical, chemical, morphological and rheological studies. MFI results were conducted to study the change in the flow characteristic of each formulation. The result shows a linear alignment with cenosphere percentage. As the cenosphere percentage increases, flow rate decreases. Moreover, the improvement in the interfacial adhesion restricts the flow of polymer under identical conditions. In mechanical properties, on addition of 20 wt% of cenosphere, tensile strength, flexural strength, impact strength and Rockwell hardness were found to be increased by 10%, 12.42%, 4.73% and 26.94%, respectively, for silane treated cenosphere/PP composites than untreated cenosphere/PP composites. A similar upward trend in mechanical properties was observed for silane treated cenosphere/PP/PP-g-GMA composites. On addition of 20% silane treated cenosphere in the presence of 5% compatibilizer, tensile strength, flexural strength, impact strength and Rockwell hardness were found to be increased by 14.87%, 21.70%, 20.27% and 46.11%, respectively, for untreated cenosphere/PP composites. The tensile strength, elongation at break and impact strength of all the composite systems were dropping down as the concentration of cenosphere loading was increased. Flexural strength showed exceptional performance up to 20% mark of cenosphere concentration and started decreasing on further increase in cenosphere percentage loading. However, the Rockwell hardness test was continually increased in all the composite systems and showed its excellent performance for the silane treated cenosphere/PP/PP-g-GMA composite system. This improvement in mechanical properties owes to the enhanced polymer–filler interactions due to the presence of PP-g-GMA in the system which has also shown a very good dispersion in the scanning electron microscopic analysis of all the three composite variants. This along with enhanced filler–matrix interaction resulted in an increase in the thermal stability of the final blend. Composites were shown to be more prone towards water absorption because of the presence of filler, even though all the three composite variants possibly present the polar –OH group in their final stage. However, the developed composite has comparably good chemical resistance. This study therefore shows the possibility of using a 3-aminopropyltriethoxysilane coupling agent and PP-g-GMA in cenosphere/PP composites especially in 20 wt% concentration to achieve high-performance, tailor-made composites, withstanding service conditions. Thus, PP-g-GMA compatibilizer turns out to be the suitable polymeric coupling agent for the cenosphere reinforced PP composite which could be developed as having good mechanical strength and thermal stability.
Footnotes
Acknowledgement
The authors Sagar Joshi and Ravi Savaliya are thankful to the Department of Science and Technology (DST), New Delhi, India, for awarding INSPIRE Fellowship.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.