
Abstract
This study provides a bibliographic review for future reference in the broad field of bagasse composites by looking for factors that influence their attributes. As an abundant agriculture resource, sugarcane bagasse has attracted extensive research interests because of its high annual yields, low costs, and environmental-friendly characters. During these research, various parameters have been tested to identify their effects; however, these studies are carried out dispersedly. This review provides a summary of these factors, their impacts, and mechanisms. Three factors are used to explain the attributes of bagasse composites followed by the factors involved in preparation, modification, and additives and also their influences. Then the best mechanical properties of different bagasse composites and their achieving condition are summarized. Durability is also reviewed. Additionally, competitive application of bagasse composites is defined by comparing their attributes with other natural fiber composites.
Introduction
Sugarcane is a major source of sugar, and is produced in large quantity. According to the statistical data of the Food and Agriculture Organization of the United Nations (FAO), approximately 1900 million metric ton of sugarcane stalks were produced in 2014. As a result, considerable bagasse is yielded as an agriculture waste when sugar juice is extracted by crushing sugarcane stalks. To utilize it as an abundant natural resource, bagasse is usually used to burn as fuel for boilers in sugar refineries or pulped to produce paper. Both the approaches have not fully explored the economic value of bagasse. Comparing to the traditional ways, employing bagasse as reinforcements in producing composites is a promising approach to yield better profit.
As composites reinforced with natural fibers, bagasse composites are commonly classified as a type of green composites. Indeed, some bagasse composites consist of biopolymers and are biodegradable. They are an important aspect of bagasse composites, since they accord with the increasing emphasis on environment. However, this work will not restrict to green composites. Any type of composites containing bagasse is within the scope of this work, even if the matrix is traditional resins, cements, or alloys.
Researchers have recently published several reviews containing information about bagasse, but unlike those, this work does not focus on chemistry treatments of bagasse and matrix materials, nor does it concentrate on different applications of bagasse. Instead, this work attempts to find out factors that affect the attributes of bagasse composites. Furthermore, this study also contributes to identifying the competitive application of bagasse composites. For detailed information about bagasse treatments and its application, readers can refer elsewhere. 1 –3
Initially, this review provides a brief summary of the forms of bagasse and matrix materials used in the development of composites. Then factors that are commonly used in scientific literatures to explain the properties of bagasse composites are also discussed in detail. These are considered as the main attribute-affecting factors. Following this, material preparation techniques, parameters, and their effects on material properties are reviewed. As an important approach to improve composite properties, modification, additives, and their mechanism are exhibited. This in turn is followed by the summarization of the highest reported mechanical properties of various bagasse composites and their achieving conditions. Then the durability of bagasse composites is investigated. In the last part of this work, properties of bagasse composites are compared with those of other natural fiber composites to understand their competitive applications. This can be used as a guide for future work.
Materials
Bagasse
In dictionaries the word bagasse is interpreted as the dry pulpy residue left after the extraction of juice from sugarcane. However, sugarcane is not the only source of bagasse. Other plants, such as cassava, agave, and guayule, also yield bagasse, which can be used in composites 4 –6 too. Since their production is much less than that of sugarcane bagasse (Saccharum officinarum), this work will focus on sugarcane bagasse, which reinforces composites in various forms, including rind, pith, fiber, pulp, lignin, cellulose, and ash.
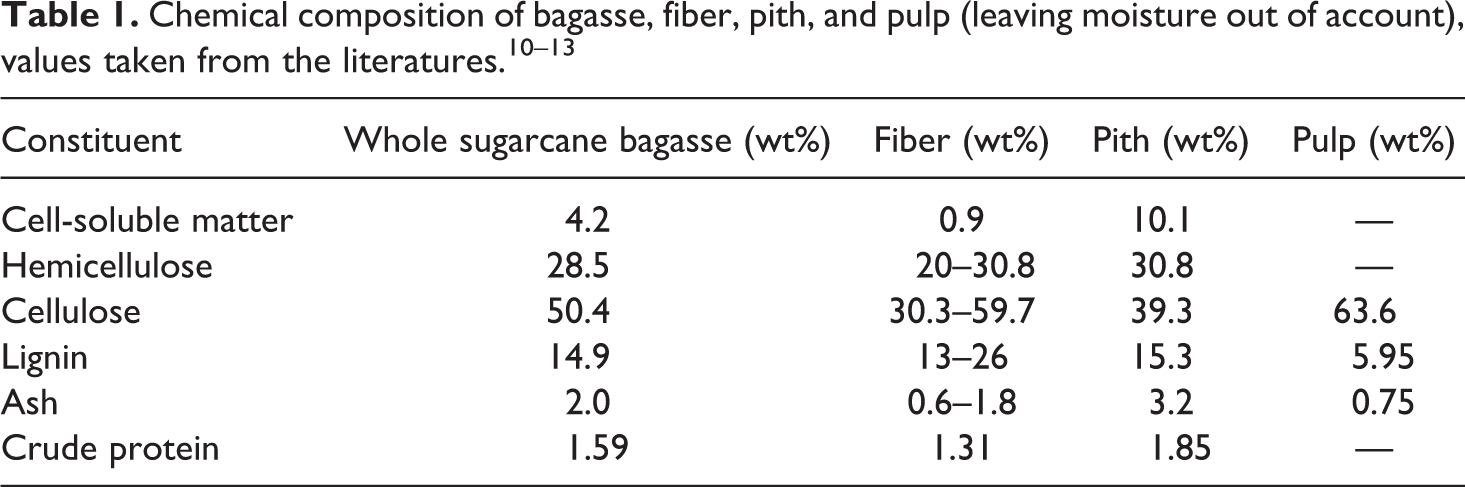
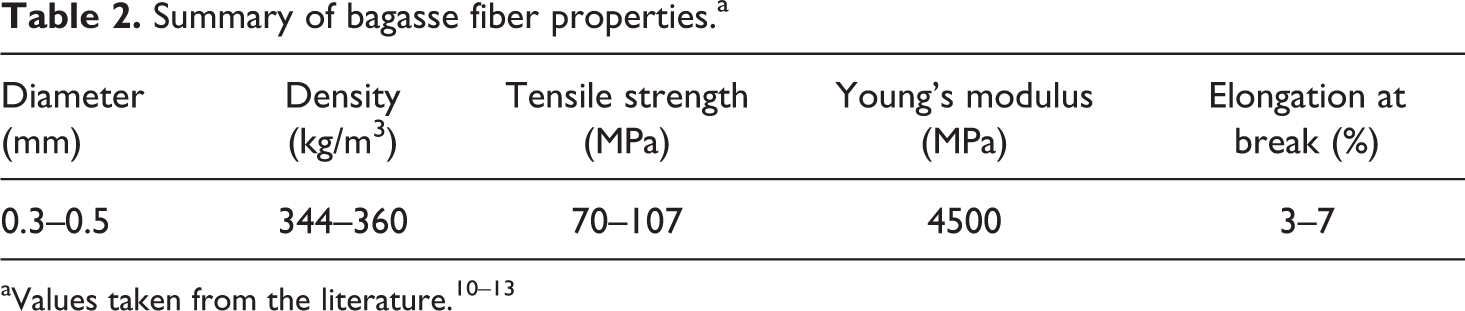
The sugarcane stalk is not a uniform material. In general, it consists of an external rind and an internal pith. However, denotations for the term “pith” are not the same. The term “pith” may be used to depict the inner nonfibrous structure, which must be removed before preparing wood–plastic composites. 7 In other literatures, the pith is believed to contain softer, shorter fibers, and the majority of sucrose, while the rind is composed of harder, longer, and finer fibers. 8 Therefore, composites can be reinforced by fibers from either part of sugarcane stalk. The properties of composites reinforced by the pith fiber are lower than that of reinforced rind fibers. 8 However, the two parts are not separated in sugar refineries. Therefore, common bagasse contains both parts. When bagasse fiber is used as a reinforcer, it is roughly treated as a component of sugarcane. The proportion of chemical composition in bagasse depends on the age, source of the fibers, and the extraction conditions. 9 Table 1 presents the general chemical composition of bagasse, fiber, pith, and pulp. Among these, fiber is the most common reinforcer, and its properties are shown in Table 2.
Summary of bagasse fiber properties.a
In addition, bagasse fibers are also mixed with other natural fibers as reinforcements in composites. 13,14 Bagasse are being used in the form of fibers of different length, several other forms of bagasse are also used in composites. Instances are lignin, cellulose, and ash from it. Lignin is extracted from steam-exploded bagasse using sodium hydroxide (NaOH) solution and then isolated by precipitation using hydrochloric acid or sulfuric acid. 15 Cellulose is extracted from bagasse pulp, then modified with zirconium oxychloride 16,17 or carboxymethylized. 18 Bagasse ash is carbonized black color particles. It is prepared through pyrolyzing bagasse powder in crucibles at elevated temperatures. 19 –22 It consists of cliftonite (C), quartz (SiO2), moissanite (SiC), and titanium oxide (Ti6O). 23
Matrix materials
Although bagasse is a natural resource, their matrix materials in their composites are not necessarily biodegradable. Cement and Al-Cu-Mg alloy are the best examples. There is a wide range of matrix materials in bagasse composites. The main matrix materials are listed as follows.
Synthetic polymer: Scientific literature report synthetic thermoplastic resin-based composites, including polypropylene,
7,24
polyethylene (high density and low density),
16
,17,25
polyester resin,
8,9,26
polyvinyl chloride
27,28
, and so on. In addition, some of the studies have also reported about recycled matrix materials.
29,30
Hybrid matrix are also being studied, for example, according to a study by Santiagoo et al.,
31
polypropylene (70 wt%) and recycled acrylonitrile butadiene rubber (NBR) (30 wt%) were mixed to produce for bagasse composite matrix. Compared with thermoplastic polymer, thermosetting polymers are used less in bagasse composites. Examples include rubber,
32
epoxy resin,
33,34
butylene succinate
11
, and epoxidized phenolic novolac resin.
13
Biopolymer: Another important category of matrix materials is biopolymer. Literature report several studies on bagasse/biopolymer composites, for example, natural rubber,
35
polycaprolactone corn starch,
36
–38
defatted soy flour (DSF) and soy protein isolate (SPI),
39
rice bran (RB),
40
polylactic acid (PLA),
18
and 3-hydroxybutyrate-co-hydroxyvalerate.
15
Cement: As an extensively used construction material, cement possesses exceptional compression strength but limited tensile properties. The addition of bagasse reinforces the cement matrix against failures, and several approaches to achieve this are reported in the literature. The first one is using carbonized bagasse particles,
41
the second one is to blend cement paste with bagasse pulp,
12,42
and the third one is to add bagasse fibers as well as multiwall carbon nanotubes (MWCNT)
43
or steel fiber with ultrahigh volume of fly ash.
44
Alloy: The only alloy reported so far is Al-Cu-Mg alloy.
20
–23,45
The matrix contains 3.7% Cu and 1.4% Mg, which equals the aluminum alloy A2009. The composite is reinforced with carbonized bagasse ash. The ash used in cement-based composites is carbonized at 850°C for 1 h.
41
However, the bagasse ash employed here is prepared at 1200°C for 5 h. Others: Lignin, isolated from bagasse and miscanthus and being depolymerized, was used to synthesize phenolic-type resin. The resin, then, was reinforced by bagasse fiber.
46
Besides structural composites, many bagasse-based composites are prepared for functional purpose. For instance, bagasse cellulose/hydrous niobium phosphate (NbOPO4·nH2O) and bagasse cellulose/hydrous niobium oxide (Nb2O5·nH2O) composites were reported by Pereira et al.
47
and Maschio et al.,
48
respectively. Bagasse-based functional composites can be used for absorbing heavy metal
49
or act as conductive paper for packaging applications.
50
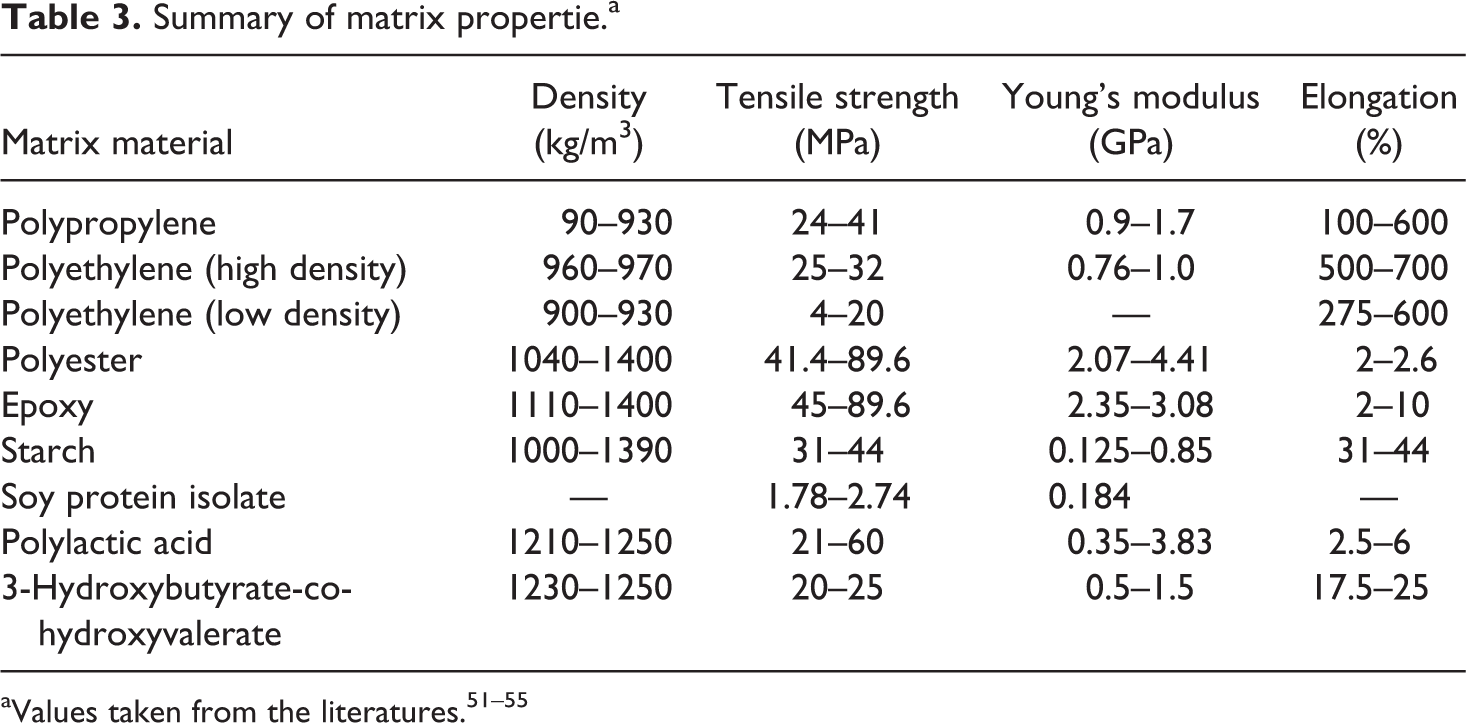
Table 3 provides an overview of some of these matrices.
Summary of matrix propertie.a
Factors affecting material performance
Porosity
There are several reasons for the porosity of bagasse composites, including bagasse fibers, polymers, their interactions, additives, degradation in preparation, and during utilizing and pretreatment of bagasse. First, as a natural cellulose fiber, bagasse contains hollow cavities called lumen. 26 In addition, scanning electron microscopy photos show that bagasse fibers have a porous structure (75–80% by volume 56 ), while bamboo and kenaf fibers are solid like. 36–37 Second, besides the porosity of bagasse, there are minute interstices in the polymer and are filled by lignocellulose fibers and additives at high temperature. 57 Third, although coupling agents can be added, perfect wetting bagasse with polymer is not possible. 57 The voids at bagasse/polymer interface make composites porous. 15 Fourth, some additives may increase the porosity of composites under certain circumstance. For example, alumina trihydrate (ATH), a flame retardant, may decompose in melt blending process and release vapor, 57 excessive nanoclay absorbs coupling agents, 58 and higher nano-graphene (NG) agglomerates in composites, resulting in voids between bagasse and matrix polymer. 59 These increase the porosity in composites. Fifth, when the forming temperature is high, bagasse fiber degrades and generates gas. 51 Therefore, the porosity of composites increases. Sixth, fungal decay changes the morphology and structure 60 and increases the composites’ porosity. 61 Seventh, the intercellular space of bagasse fiber is filled with binder lignin and fatty substances. 13 Pretreatment with dewaxing solvent mixtures removes part of them, thus resulting in a large number of surface cracks or pit formations. 13
Porosity has multiple effects on bagasse composites’ properties, such as water absorption, fungus attack, mechanical properties, acoustic and thermal insulation, and so on. The direct effects of porosity is to decrease the bulk density and the specific gravity of composites. 26,51 Furthermore, the pores have negative effects on the mechanical properties of bagasse composites. For instance, the decrease in Young’s modulus, compressive stress, and flexural strength of bagasse fiber/cement composites can be associated with increasing porosity. 44 Increased pores reduce tensile/bending strength of bagasse flour/polyethylene composites. 58 One reason for the phenomena is that the voids jeopardize the stress transference between filler and matrix. 15 Other effects of high porosity include increased water absorption, thickness swelling, and accelerated fungus attack. High porosity enhances water absorption from two aspects. Firstly, high porosity means greater capacity for the accommodation of more water molecules, 60 additionally, the volume of void spaces plays an important role in the maximum water absorption. 62 Secondly, the porosity provides channels for moisture transportation, 57,63 which accelerate water penetration. 59 When the two factors are combined, it results in higher water absorption and thickness in swelling. With sufficient moisture provided by porosity, fungal attack becomes much easier. 57 However, porosity does have positive effects, since it acts as an acoustic and a thermal insulator. 26 Generally, the more porous the composite is, the higher the acoustical absorption coefficient it has. 64
The porosity can be reduced by several factors, such as forming parameters, additives, pretreatment of bagasse, and so on. As mentioned above, bagasse fibers degrade under high temperature, so controlled preparation temperature reduces the formation of porosity. 11 Another forming parameters affecting porosity is the forming pressure. The void fraction of bagasse fibers decreases to one-third by compression. 7,38,56 Consequently, the pore size of the composite reduces with higher molding pressure. 9 Different mechanisms are involved in the reducing effects of additives on porosity. Composite voids and lumens are filled by silica fume, NG, and multiwall nano-carbon tubes. 65,59,43 While, furfuryl alcohol, a modifier, increases interfacial adhesion (by grafting bagasse fibers) to reduce porosity. 13 As the binder lignin and fatty substances, sugar also fills lumens. 62 Therefore, leaving bagasse unwashed is another way to reduce porosity. Finally, a porosity reducing mechanism happens naturally in the hardening process of cement pastes. During the process, hydrations deposit into the pore system. 12 This may also explain the increasing bulk density of bagasse/cement composites with lower bagasse content in curing.
Interfacial adhesion
The interfacial adhesion between bagasse and matrices is affected by multiple factors. It mainly relates to the affinity of bagasse fiber. Because of the hydroxyl groups of cellulose and hemicellulose and other polar groups, bagasse fibers have poor wettability and interfacial bonding with hydrophobic matrices. 11,62 For instance, the separation of high-density polyethylene and nonmodified cellulose fibers can be observed. 17 On the other hand, some matrices tend to form good interfacial adhesion. For example, organosolv lignin formaldehyde resin and organosolv lignin glutaraldehyde resin favor intermolecular interaction at interfaces, because of their aromatic rings and polar hydroxyl groups. 46 Besides matrices, bagasse itself has effects on interfacial adhesion. Compared to rind/polyvinyl chloride composite, pith/polyvinyl chloride composite has better interfacial adhesion. 66 However, pith existing in surface undermines a good mechanical interlocking. 11 The interfacial adhesion also changes during service. Water absorption causes swelling of bagasse fibers, which debonds the wood–plastic interfaces. 25 Finally, the residual sugar may increase interfacial frication. 62
The interfacial adhesion between bagasse and matrices is another key factor that affects composite properties. Since stress transfer relates to interfacial adhesion, it affects several mechanical properties of composites, including tensile strength, 31,35,59,67 Young’s modulus, 31,59 flexural strength, 51,59 modulus, 68,59 elongation at break, 31,59 and impact strength. 51,59 Better interfacial bond between matrix and bagasse ash reduces the wear rate of composites. 19 As interfacial gaps consist of pathways of water absorption, improved interfacial adhesion reduces water sorption 25,69,70 and swelling. 25 Thermal properties, such as static thermal stability 70 and glass transition temperature, 26 also increase with enhanced interaction between bagasse and matrix.
There are several ways to enhance interfacial interaction. The first one is to employ surface modification or other additives. Used agents include NaOH, acrylic acid (AA), 26 maleic anhydride (MA), 71 glycidyl methacrylate-grafted polypropylene (PP-g-GMA), 7 maleated polyethylene, 72 silane (SiH4), 35 aminopropyltriethoxysilane (γ-APS), 31 zirconium oxychloride, 17 and so on. Additionally, multiple agents can be used, such as NaOH and SiH4. 44 However, chemical treatment does not necessarily increase interaction. When soy protein and PLA are used as matrix, experiments indicate poor interaction. 39 Other additives include nanoclay, 30,58 NG, 59 plaster, 35 titanium dioxide (TiO2), 73 and so on. Electron beam irradiation treatment accounts for another way to enhance interfacial interaction. 74
The second one is to increase forming pressure. The fractographic analysis corroborates that a better bagasse to matrix contact is obtained when higher molding pressure is used. 9 According to the experiments, when the pressure is below 6 MPa, the interface is completely split, indicating weak adhesion. For 6 MPa, the fractographic aspect also displays regions where the interface is open, but signs of better adhesion and unbroken interfaces predominate. 9
The third one is to enhance bagasse dispersion, 14 for instance, reducing bagasse’s size. The reduction in the size of the chopped material increases its surface area, increasing the interfacial area available for contact. 9 On the other hand, the dispersion is reversely affected by the wettability and interfacial bonding. 21
Water absorption
Water absorption of bagasse fiber composites is achieved by three mechanisms 72 : first, hydrogen bonding forms between water molecules and free hydroxyl groups in the surface of the fibers; second, water molecules diffuse into the fiber–matrix interface; and third, numerous porous tubular structures in fibers accelerate the penetration of water by the capillary action. The process of water absorption involves three steps 62 : first, water molecules diffuse directly into composite surface; second, water molecules flow along interface inside composites, then diffuse into matrix and filler; third, water molecules transport into void of composites. The water absorption is a typical Fickian diffusion process. 26 It is sharp at the beginning and levels off. To be precise, the amount of water absorption increases linearly with the square root of immersion time until reaching a certain value, 66,75 where it approaches equilibrium. 8 The initial water absorption is more related to the first two steps, while the maximum water absorption is associated with the last one. 62
When it comes to cellulose fibers, water absorption is an important factor, because high humidity worsens mechanical properties of composites. 70 According to Mulinari et al., 17 elongation at break, tensile strength, and tensile modulus are all reduced due to water absorption. Another serious and complex effect of water absorption is thickness in swelling. 60 Besides these, moisture is a necessary for decay. 63 In addition, for functional materials, moisture content drastically affects dielectric properties. 76
There are several factors other than porosity and interfacial adhesion that affect water absorption. The first factor relates to bagasse itself. Bagasse fiber is a hygroscopic and hydrophilic material. It has a water absorption capacity of up to 235 wt%. 77 Therefore, higher fiber loading results in higher water absorption. 66,43 Additionally, at a critical fiber concentration, water absorption increases pronouncedly. 59,74 Furthermore, finer bagasse powder leads to lower water absorption. 70 As can be expected, water absorption of rind composite is different from that of pith composite. Actually, with the same fiber content, the rind composite has higher water absorption than that of pith composite. 66 The second factor is matrix material. For example, water absorption of polyethylene-based composites is lower than that of polypropylene-based ones 75 ; low-density polyethylene composites absorb less water than high-density polyethylene ones. 74 The third factor is using surface modification or other additives. Agents, such as NaOH, 70 maleic anhydride-grafted polypropylene (MAPP), 71 maleated polyethylene (maleic anhydride-grafted polyethylene (MAPE)), 72 and hydrous zirconium oxide 17 can reduce water absorption. Through employing the AA and NaOH treatments, the water absorption of composites is lower than polyester resin. 26 However, it does not always work. Alkali treatment and benzoic acid treatment increase the initial rate of water absorption of sugar-free bagasse/polyvinyl chloride composites. 62 The increase in alkali concentration results in higher water absorption for soy-based composites. 39 Other additives that reduce water absorption includes silica fume, 65 nanoclay, 58 NG, 59 and multiwall nanocarbon tubes. 43 The fourth factor relates to material preparation. The sugar in unwashed bagasse reduces water absorption. 62 The higher the alkali concentration or reaction temperature used in treating fibers, the lower the moisture absorption. 76 Referring to other manufacturing variables, 29 an increase in temperature reduces water absorption; an increase in pressing time has the same effect; while, an increase in pressure slightly increases water absorption. The fifth factor relates to servicing. Fungi decay 61,63,78 and ultraviolet weathering 79 in service increase water absorption.
Material preparation and its effects
Processing techniques
Generally speaking, bagasse composites are formed through hot pressing or injection molding, after bagasse is fully mixed with matrices and other ingredients. While some bagasse composites are produced through extrusion process. 61,73 There are also processes in which bagasse and matrices do not been mixed before forming. In the work of Fuentes et al., 29 alternating layers of bagasse and recycled high-density polyethylene is loaded onto a metal frame manually to form particle mats. Then they are pressed and heated in a press. When polyester resin is employed as matrix, vacuum bagging is used to prepare composites. 8,26 For epoxy resin, 14,32 –34 composites are directly casted into wooden molds. So as cement-based composites. 12,42 –44,65 The double stir-casting method is used to prepare Al-Cu-Mg-based bagasse composites. 20,22,23,45 Different from these structural composites, nanocomposites, such as bagasse cellulose/NbOPO4·nH2O 47 and bagasse cellulose/Nb2O5·nH2O, 48 are prepared through co-precipitation method.
Temperature
Temperatures in preparation include several different ones, such as mold temperature, injection temperature, press temperature, reaction temperature, and so on. The reaction temperature is a factor of bagasse fiber pretreatment, such as cyanoethylation. Increasing cyanoethylation reaction temperature decreases dielectric index and dissipation factor of cyanoethylated bagasse composites. 76 The former phenomenon may be due to the higher crystallinity and loss of amorphous components caused by higher temperature. 76
Press temperature refers to the degree of heat in hot press forming. Under a certain temperature, flexural strength and flexural modulus increase with press temperature; while reverse trend appears if press temperature is above the certain point. 36 The former phenomena can be considered as normal, since higher temperature causes a better flow of polymer and a better contact between bagasse particles and matrix. 29 For the same reason, water absorption and thickness in swelling are reduced by higher press temperature. 29 On the other hand, press temperature has no significant effect on modulus of elasticity, 29 so as compression ratio. 36 With increase in press temperature from 130°C to 210°C, the fiber volume fraction remains constant until 170°C. 36 After that, it increases. In addition, above 170°C, the matrix changes from milky white to yellow and became brittle in appearance. 36
Mold temperature and injection temperature relate to injection forming. Compared with composites prepared at 30°C mold temperature, the flexural strength and modulus of the ones prepared at 90°C are higher, while the impact strength has not changed. 56 Meanwhile, higher mold temperature causes smoother appearance. 56 These are due to better flow at high mold temperature. 56
Injection temperature affects the completion of injection forming. With increasing injection temperature, the complete filling percentage decreased dramatically. 51 It is due to the gas generated at high temperature and can be modified by altering the injection procedure. 51 Generally speaking, mechanical properties, including flexural modulus, flexural strength, and impact strength, decrease with injection temperature. 51 It is caused by the damage that high temperature performs on bagasse fiber. It can be observed that fiber size is reduced under high temperature. 51,56 In bagasse fiber, there are three stages of thermal weight loss. 56 The first one is a slight weight decrease, which is caused by water evaporation and continues up to about 120°C; the second one starts at 207°C and generates noncombustible gases such as carbon dioxide (CO2), formic, and acetic acids; the third stage occurs at about 300°C because of pyrolysis as well as generation of combustible gases. After the second stage, the fiber can be effectively employed as reinforcement. 56 Consequently, its reinforcement effect is jeopardized by high temperature, thus the mechanical properties are decreased.
Pressure and holding time
The results of effects of forming pressure on mechanical properties are not identical. Fuentes et al. 29 have reported that flexural modulus is negatively affected by increased pressure, and modulus of elasticity is unvaried. While Shibata et al. 36 have reported that both flexural modulus and strength increase with pressure. This may be due to the difference in forming processes. Higher pressure leads to higher compression ratio, which enhances flexural modulus. 36 However, in the work of Fuentes et al., 29 the pressed composites cooled without pressure with a temperature that is above the matrix melting point. In this condition, a post-press spring back may tear the melted polymer, thus the bond between bagasse and matrix is reduced. 29 While Sousa et al. 9 reported the following phenomena: when molding pressure increases, flexural properties increase sharply at the beginning and then vary over a constant value, finally increasing about 20% at the highest pressure (6 MPa). A pressure threshold above which the material structure changes evidently is suggested by Sousa et al. 9 Additionally, water absorption and thickness in swelling increase with pressure. 29
Like the results of forming pressure, effects of holding time diverge, too. Fuentes et al. 29 reported that flexural modulus increased proportionally with pressing time, and an increased holding time improves flexural strength. While Shibata et al. 36 reported that both flexural modulus and strength are at maximum at 10 min. This phenomenon is explained as follows 36 : When the holding time increases from 1 to 10 min, the bagasse fiber volume fraction increases steeply. Therefore, flexural properties increase. When the holding time accumulates from 10 to 30 min, the fiber volume fraction increases only gradually. However, the color of resin changes, which suggests longer holding time results in increased depolymerization. Therefore, flexural properties reduce. For other properties, modulus of elasticity is not significantly affected by holding time; water absorption and thickness in swelling are reduced by increasing holding time. 29
Bagasse content and size
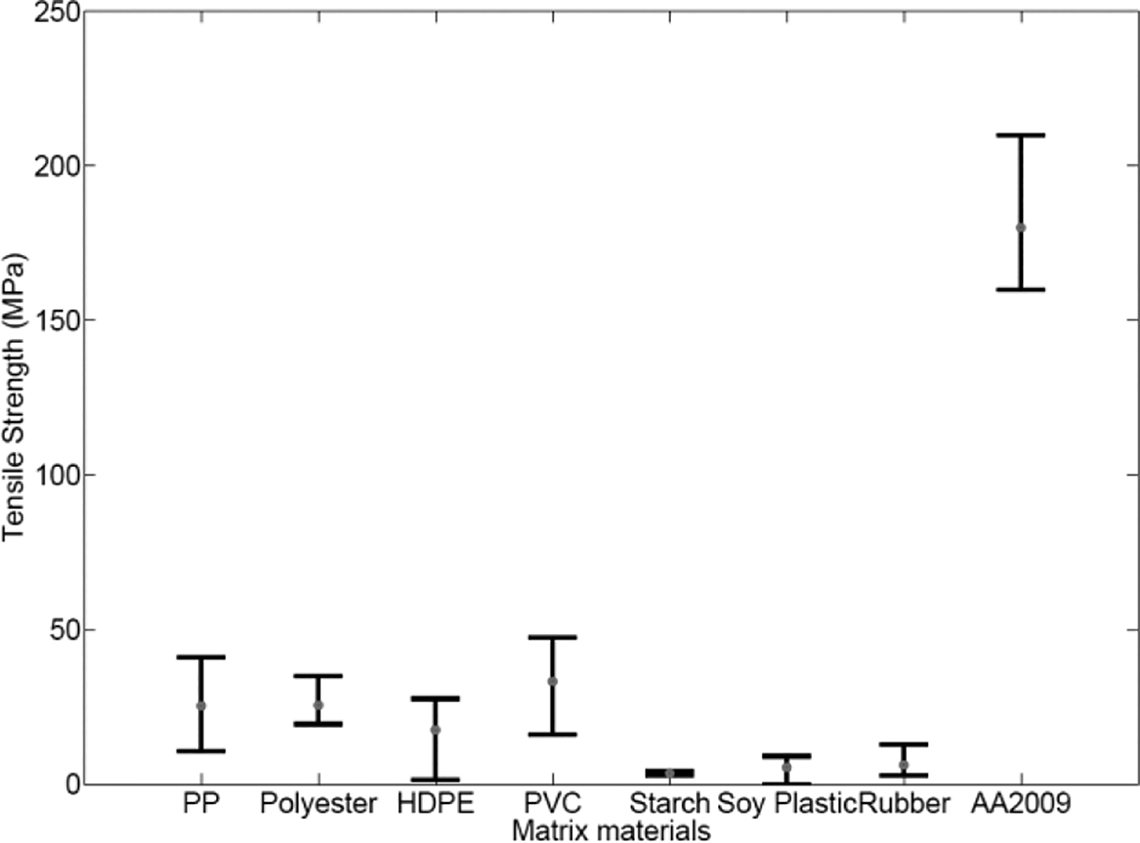
Among the properties that affected the fraction of bagasse in composites, the mechanical properties have attracted the most attention. Common mechanical properties include tensile strength and modulus, flexural strength and modulus, and impact strength.
There is no universal conclusion for tensile strength. Chaharmahali et al. 59 and Samariha et al. 67 reported that it increases with adding bagasse in polypropylene-based composites. Whereas data from Arrakhiz et al. 68 show no clear trend of tensile strength. According to the data of natural rubber/bagasse fiber/plaster composites, 35 it increases with fiber content of 30 phr plaster, while decreases with 70 phr plaster. This relates to plaster agglomeration. There are also data that suggest tensile strength decreases with the addition of bagasse content, 70,72,73 and the coarser the bagasse powder, the faster it decreases. 70 Additionally, for bagasse/polyester composites, the tensile strength increases with bagasse content in all cases. 26
For tensile modulus, results are unified. Generally, the tensile modulus increases with bagasse content. 26,29,35,59,68,70,72,80
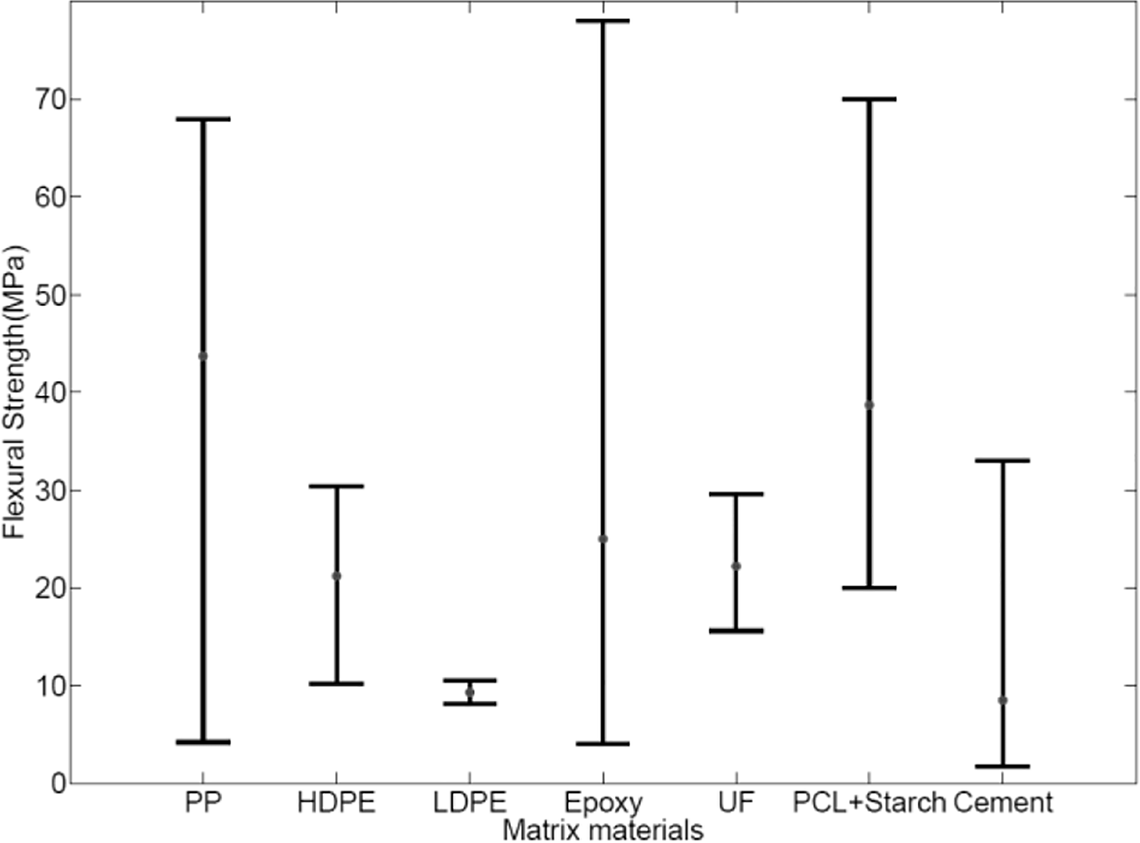
For the effects of bagasse content on flexural strength, generally speaking, the flexural strength first increases with increasing bagasse content, then it decreases with the addition of more bagasse. However, the amount of bagasse content on which it begins to decrease varies. For polypropylene composites, it is 65 wt%. 7 While for corn starch composites, it is 65 vol.%. 37 However, there is also report that the flexural strength remains almost constant with changing bagasse. 56 The flexural strength is also influenced by bagasse powder’s size, fiber’s length and the used part is rind or pith. Similar to bagasse content, finer powder and longer fiber first increase flexural strength, then reduce it. Related data were obtained from Hemmasi et al. 30 and Shibata et al., 37 respectively. For composites with rind of 5% to 15% volume fraction, it increases with increasing rind. While, for pith, it has a maximum value at 10%. 8
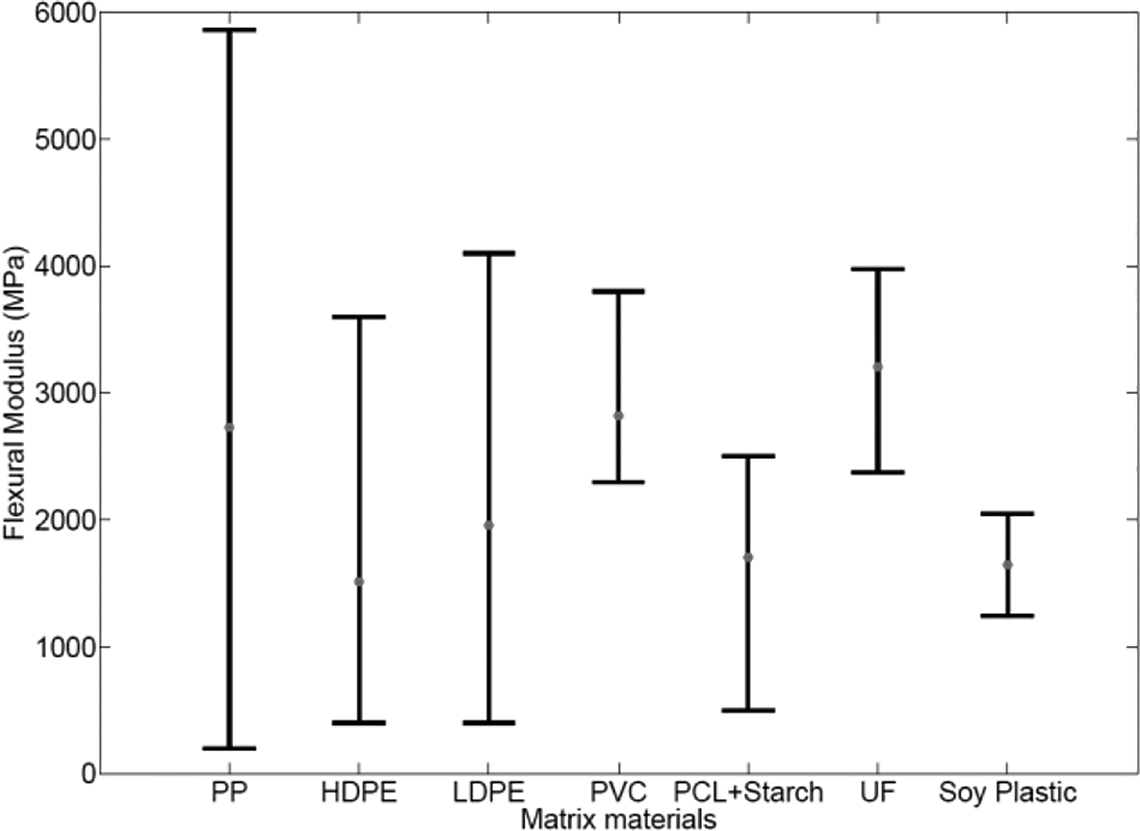
According to literature, flexural modulus, increases with bagasse content. 26,51,59,68 While Fuentes et al. 29 reported that it decreases. Like flexural strength, a decreasing trend is also reported, when bagasse content exceeds a certain amount (70 wt%). 7 Whether it is pith or rind, the flexural modulus increases. 8 However, for powder size and fiber length, flexural modulus has similar trend of flexural strength. 37,38
Most experiments show that impact strength decreases with increasing bagasse content,
43,51,70
except Chaharmahali et al.
59
according to whom it increases. Taking into account rind and pith, impact strength increases with the addition of rind, while it has a maximum value for pith at 10% volume fraction.
8
Additionally, finer bagasse leads to higher impact strength
30
and slower reduction.
70
Other properties affected by bagasse content and its size are summarized as follows. Density: As bagasse (fiber, pulp, and ash) density is usually lower than common matrix materials, composite density decreases linearly with increasing bagasse content. When comparing different effects of pith and rind, true density and apparent density should be distinguished. True densities of pith and rind, which do not take into account internal void volume, are close. However, pith’s apparent density is lower than that of rind, indicating it contains more pores. Therefore, the density of pith composite is lower than that of rind.
66
As for cement-based composites, bagasse content affects their bulk density during curing. For cement composites with lower bagasse content (1 wt% and 2 wt%), bulk density generally increases slightly during curing. While for ones prepared with 3 wt% and 4 wt% bagasse content, the bulk density generally increases first and then decreases.
12
Additionally, the density of bagasse pulp/cement composites is higher than that of bagasse fiber/cement composites.
12
Lightweight composites can be made by adding bagasse.
21
Wear resistance: The wear rate decreases with increase in the fraction of bagasse ash.
19
The addition of ceramic content results in a drop in its ductility and an increase in hardness.
19
Storage modulus: As an elastic property, the storage modulus increases with fiber content.
80
Although it is lower than that of neat polyvinyl chloride with low fiber content, the storage modulus with high fiber content is larger than the unfilled polyvinyl chloride.
80
However, when bagasse powder is used, the storage modulus is higher than that of polyvinyl chloride from the beginning.
70
Additionally, C coefficient can be calculated with storage modulus of the glassy and rubbery region.
80
C coefficient is defined as the quotient of the ratio of storage modulus from the glassy and rubbery region of the composite divided by that of the matrix. Higher C coefficient represents lower effectiveness of fibers on the modulus of the composites.
80
According to experiments by Wirawan et al.,
80
it decreases exponentially with fiber content, indicating that by adding up to 40% fiber successfully reduces the mobility and deformability of the matrix. Furthermore, the C coefficient of rind composite is higher than that of pith composite, suggesting pith is more effective than rind in reducing the mobility and deformability.
80
Loss modulus: Effects of rind and pith on the loss modulus, which measures the viscous response of material, are different. According to the experiments of Wirawan et al,
80
the loss modulus for pith composites increases with fiber content, while for rind composites it first increases with fiber content of up to 30% and then decreases. Damping parameter: The damping parameter is defined as the ratio of the loss modulus to the storage modulus. It decreases with increasing bagasse content, because adding bagasse fiber makes the whole system more elastic.
80
Water consumption of standard consistency: This parameter represents the mass ratio of water, required to achieve standard consistency, to cement. It increases with the addition of both bagasse and pulp but with higher rates in pulp than in fiber.
12
Setting time: Both initial and final setting time of bagasse/cement composites increases with fiber and pulp content.
12
This may be because some constituents of bagasse can act as set retarders.
12
Thermal degradation: Thermal degradation is carried out though thermogravimetric analysis, which records the remaining weight of specimens during heating. For bagasse fiber/ethylene co-vinyl acetate composites, before thermogravimetric curve plunges, weight reduces faster as fiber content increases.
73
For bagasse lignin/poly 3-hydroxybutyrate-co-hydroxyvalerate, after the thermogravimetric curve plunges, the weight of specimens with higher bagasse lignin reduces slower.
15
The solid residue of both composites increases with bagasse. Moreover, the onset temperature of thermal degradation generally decreases with adding bagasse.
73
Static thermal stability: It is the time needed to decompose composites under a certain temperature. For bagasse powder/poly vinyl chloride composites, it decreases with increasing powder loading.
70
Hardness: For bagasse powder/poly vinyl chloride composites, hardness increases with powder loading.
70
Furthermore, finer bagasse powder has more effect.
70
As for aluminum-based composites, its hardness also increases with increasing bagasse ash.
21
The hardening is related to dislocations at the boundary of the ceramic particles because of different thermo-expansion coefficients. The higher the amount of ash particles, the higher density of dislocation results and, therefore, the composite hardness increases.
21
Bagasse dispersion: Finer bagasse powder leads to better dispersion.
70
Glass transition temperature, crystallization temperature, and melting temperature: They are measured through differential scanning calorimetry. Results diverge. According to Camargo et al.,
15
they have the some value or small shifts with changes in composite formulation. Saini et al.
70
agree with it in glass transition temperature. According to Vilakati et al.,
73
crystallization temperature do not significantly decrease as bagasse loading increases, but it decreases after the addition 20 wt% bagasse. This agrees with its experimental data in enthalpy.
The compressive strength of Al-Cu-Mg-based composite increases with the content of bagasse ash, because the ash particles have hardening effects on the matrix. 21 While the compressive strength of cement-based composites decreases with the addition of bagasse pulp and fiber. 12 It is better with pulp than with fiber. 12
Compressive ratio: Counterintuitively, the compressive ratio with lower bagasse fiber content is higher than that with higher bagasse fiber content. The same phenomena also exist in Kenaf/corn-starch-based resin composites, and the reason is not clear. 37 It may relate to the movement of fibers during press forming. 37
Elongation at break: It reduces with increasing bagasse content. 31
There is a different type of bagasse fraction for hybrid fiber composites. The whole volume fraction of hybrid fiber remains a constant, but the fraction of bagasse in it changes. For jute-bagasse hybrid fiber composites, 13 the tensile strength and modulus, elongation at break, flexural strength and flexural modulus, and impact strength all increase with bagasse up to 50% (volume fraction) and then decreases.
Modification and additives
Sodium hydroxide
NaOH is one of the most common agents used in modifying bagasse. NaOH treatment removes a certain amount of lignin, wax, and fat that cover the external surface of bagasse fiber cell walls, depolymerize cellulose, and expose the short-length crystallites. 33 It promotes the ionization of hydroxyl groups to alkoxide 33 :

Therefore, it reduces the hydroxyl group in the fiber molecule, thus decreasing water absorption. 26 NaOH treatment influences cellulose fiber, the degree of polymerization, and extraction of lignin and hemicellulose compounds. 33 Through dissolution of the hemicellulose, bagasse fibers are broken down to smaller ones (fibrillation). 26 Fibrillation increases effective surface areas available for matrix contact. 26 After NaOH treatment, the surface roughness and the amount of cellulose increase, thus resulting in better mechanical interlocking and greater number of possible reaction sites. 33 Furthermore, NaOH treatment destroys the cellular structure of bagasse fiber, thus reducing its porosity. 26 With these effects combined, treated bagasse fibers have better tensile strength, modulus, and elongation at break than the untreated ones. 26 Consequently, NaOH treatment enhances properties of bagasse composites. This deduction is supported by experiments of Vilay et al. 26 The tensile strength and modulus, flexural strength and modulus of treated bagasse fiber/polyester composites are better than those of the untreated ones. 26 However, for soy-PLA-based composites, the NaOH treatment shows negative effects on tensile and flexural properties according to the data from Boontima et al. 39 They suggest that the OH group of fiber reacts with NaOH, increasing fiber hydrophilicity, thus reducing the interaction between fiber and the soy-PLA matrix. Other properties that increase after NaOH treatment include static thermal stability and storage modulus. 70 NaOH concentration also has its effects. For composites containing 65 vol.% bagasse fiber, 1% NaOH treatment provides the best flexural strength and modulus. 38 While for composites containing 30 vol.% bagasse fiber, 5% NaOH treatment provides best flexural strength. 33
Maleic anhydride
MA can be used to modify both polymer matrix and natural fibers. 3 However, directly using MA-modified bagasse fiber to prepare composites is not reported by any study cited in this article. The closest method is to mix MA, bagasse fiber, polypropylene, and other content. 71 Common approach is to use MAPP or MAPE. Fibers react with hot MAPP copolymers, and covalent bonds across the interface are provided. 3 The mechanism of the reaction can be explained as the activation of the copolymer by heating and the esterification of cellulose fiber. 3 After the reaction, the surface energy of fibers is increased to a level that is close to that of matrix, therefore resulting in better wettability and higher interfacial adhesion. 3 As a consequence, tensile strength and modulus, flexural strength and modulus, and impact strength increase in the presence of MA, 51,67,69,71 But water absorption decreases. 69
Acrylic acid
Vilay et al. 26 also use AA in bagasse fiber surface modification. First, bagasse fiber was immersed in NaOH solution for 30 min; then it was soaked in 1% of AA solution at room temperature for 1 h; finally, it was washed with distilled water and dried in an oven for 72 h at 70°C. 26 AA treatment has similar effects of NaOH modification. However, the tensile strength and modulus of AA-treated bagasse fiber are obviously higher than that of the one treated with NaOH. 26 The fracture photomicrographs of specimen subjected to tensile loads shows little evidence of fiber pullout in AA-treated fiber composites, which indicates better adhesion at interface. 26
Irradiation
Electron beam irradiated low-density polyethylene is used to prepared bagasse composites. 81 It is found that the effect of irradiation on the thermal stability is insignificant. 81 It seems that low irradiation dose is not enough to improve thermal stability. 81 On the other hand, irradiation has pronounced effects on mechanical properties. Generally, lower dose electron beam irradiation increases the mechanical properties of bagasse/polyethylene composites. Detailed effects depend on the type of matrix. For low-density polyethylene-based composites, flexural strength and modulus gradually increased up to 50 kGy and 40 kGy, respectively, after which they decline. 74 For high-density polyethylene-based composites, the two properties reach maximum values at 10 kGy and then they sharply decrease. 74 For impact strength, abrupt increase are observed at 10 kGy for both kinds of composites. Then it slightly increases with the addition of dose. 74 The enhancing mechanism can be attributed to increasing compatibility between matrix and bagasse fibers. 74 During irradiation, macromolecular free radicals are formed; these radicals react with oxygen, resulting in peroxy free radicals; when they are heated, peroxy free radicals produce alkoxy free radicals; alkoxy free radicals react with composite components and yields free radicals in both polyethylene and bagasse, therefore, improving the interfacial adhesion.
Nanoclay
Nanoscience and nanotechnology are ways to improve the mechanical and physical properties of bagasse composites. Small amounts of nanoclay can improve the overall properties at a relatively low cost. To be specific, adding lower dose (about 2 wt%) of nanoclay increases composites’ tensile strength and modulus and flexural strength and modulus. 30,58,71 Higher dose (4 wt%) sometimes reduces these properties slightly when compared with that with lower dose. 30,58 Furthermore, it reduces water absorption of bagasse composites. However, the negative effect of adding nanoclay is that it may weaken the impact strength. 71 The enhancing mechanism of nanoclay can be due to the formation of hydrogen bonds and intercalation or exfoliation structure, which causes strong interaction between the matrix and silicate layers. 58 Two reasons are responsible for the weakening of impact strength and other mechanical properties with higher dose. 58 They are the formation of agglomerated clay tactoids and the absorption of coupling agent by nanoclay. Three mechanisms are related to the reduction of water absorption by nanoclay 30 : First, nanoclay is a hydrophilic material that tends to immobilize moisture; second, nanoclay forms a tortuous path for water transportation, which hinders moisture entering inner parts of composites; third, as a nucleating agent, nanoclay changes the crystallinity of composites, resulting in the formation of impermeable crystalline regions.
Nano-graphene
NG is a two-dimensional carbon allotrope formed by a single layer of carbon atoms, which are bonded by sp2 orbitals into planar hexagonal crystal lattice. 59 It is believed that NG can improve composite properties compared to nanoclay. 59 Adding 0.1 wt% of NG increases tensile and flexural strength and modulus of bagasse composites. 59 With more addition of NG, these properties first decrease then remain almost constant. 59 For impact strength, it shows negative effects in general. To be specific, with the addition of NG, it first decreases, then increases and decreases again. 59 Elongation at break has a similar trend. The mechanism of these phenomena is similar to that of nanoclay. NG has a large aspect ratio and high interfacial contact area and is stiffer than matrix. 59 This leads to the enhancement in lower dose. For higher dose and impact strength, NG forms agglomeration and causes stress concentration. 59 For water absorption, data from Chaharmahali et al. 59 do not reveal a clear trend. In addition, NG slightly increases the thermal stability of composites.
Fly ash
Fly ash is a by-product of fire power plant and can improve the mechanical properties of cement composites in many aspects. 44 When cement is partially replaced by fly ash in concretes, CO2 emission in manufacturing cement can be reduced significantly. 44 As a pozzolanic material, fly ash can reduce matrix alkalinity and the content of calcium hydroxide, so the degradation process of bagasse fiber slows down. 44 Furthermore, it can increase the compactness and bonding between fibers and matrix. 44 However, according to the experiment by Tian et al., 44 mechanical behavior generally declines with more fly ash content. The declining properties include compressive strength, Young’s modulus, and modulus of rupture. Only toughness increases with more fly ash. 44 The decrease in Young’s modulus can be ascribed to the removal of coarse aggregates. 44
Multiwall carbon nanotubes
Due to its high-specific strength, water, and chemical resistance, great mechanical properties and extremely high aspect ratio 43 using MWCNT are the ways to improve the properties of bagasse composites. 43,69 This material is used in both plastic and cement composites. For both composites, the water absorption and thickness swelling reduce with increasing MWCNT. The flexural modulus and strength increase with its content when carbon nanotubes is lower than 1.5 wt%. 43,69 However, they decline when carbon nanotube content ranges from 1.5 wt% to 4.0 wt% for high-density polyethylene composites. 69 Tensile properties also show the same trend. 69 Effects of carbon nanotubes on impact strength of cement and high-density polyethylene composites are different. For bagasse/cement composites, the impact strength has a maximum value with 0.5 wt% of carbon nanotubes. 43 It decreases for bagasse/high-density polyethylene composites. 69 Similar to other nano-additives, the enhancement can be attributed to the stiffness, high aspect ratio, and other related properties of carbon nanotubes 43,69 ; weakening can be attributed to bad dispersion or aggregation caused by Van der Waals’ forces. 69
Silica fume
Silica fume is a reactive pozzolanic material, which consists of amorphous silicon dioxide (SiO2). 65 Silica fume reduces the concentration of hydroxyl ion, thus making bagasse fiber more suitable for use externally or in aggressive environments. 65 It can increase flexural strength and density while reduces porosity and water absorption. 65 Through replacing 5 wt% cement with silica fume, the flexural strength of bagasse fiber/cement increases around 20%. 65 There are two mechanisms for this phenomenon. 65 First, tiny silica fume particles fill voids of composites, thus reducing the porosity; second, calcium silicate hydrate, formed due to the pozzolanic reaction of silica fume, aids in higher strength.
Titanium dioxide
TiO2 is another nanoparticle used to improve the performance of bagasse composites. After adding 2 wt% TiO2, the tensile modulus increases. 73 However, the tensile strength increases in lower bagasse fiber content but decreases in higher fiber content. 73 The elongation at break decreases after adding TiO2. 73 Since elongation is generally inversely proportional to modulus, hardening material becomes brittle and easy to break. 73 For thermal properties, an increased enthalpy can be observed with lower bagasse loading due to the improved crystallinity by adding TiO2. 73 However, some phenomena are not observed at high bagasse loading. 73 Adding leads to no significant difference in degradation behavior, only increases the onset temperature. 73 This can be related to heat absorption by TiO2, which delays deacetylation. 73
Zirconium oxychloride
Zirconium oxychloride is used to produce metallic oxide–coated cellulose fibers, Cell/ZrO2. The reaction of incorporation of hydrous zirconium oxide on to bagasse cellulose surface can be described as follows 16 :

Through X-ray diffraction analysis, it can be found that modified cellulose are more crystalline than the nonmodified cellulose. 82 The modified cellulose shows two thermal decomposition phases, whose temperatures are lower than the unmodified cellulose. 16 However, the amount of Cell/ZrO2 residue is higher than that in pure cellulose. 16 Comparing to nonmodified cellulose composites, modified bagasse cellulose/high-density polyethylene composites exhibit higher tensile strength and modulus, lower elongation at break and water absorption. 17,82 These are due to decreased agglomeration resulting from surface modification. 17
Pigments
Besides color, pigments affect degradation properties of bagasse composites. The presence of pigment may trigger oxidation and chain scission of matrix, leading to shorter chains that then recrystallize, therefore increasing the brittleness. 79 Weaker bonds in pigmented samples or degradation of pigment itself cause higher removal of fibers from surface. 79 If no other factors are considered, Darabi et al. 79 suggest that pigmented sample is slightly vulnerable to fungi attack, though pigment contains fungistatic or fungicidal chemicals. 57 However, when dealing with the effects of pigments, the matrix of pigment masterbatch should be taken into account. The amalgamation of pigment matrix and composite matrix also has its effects. Additionally, adding pigment results in a higher wettability of the surface. 79
Others
Fire retardant: Fire retardant has effects other than retardation of inflaming. Comparing bagasse composites with magnesium hydroxide (MH), the one containing ATH shows less resistance to fungi growth and reproduction. 57
SiH4: SiH4 is a coupling agent that may reduce the number of cellulose hydroxyl groups in the fiber–matrix interface. 3 It was also used in bagasse modification. 35 In the presence of moisture, hydrolysable alkoxy group leads to the formation of silanols, and the silanol reacts with hydroxyl group of fibers, forming stable covalent bonds in fiber cell wall; thus, SiH4 treatment provides hydrocarbon chains, which restrain the swelling of fiber by creating a cross-linked network due to covalent bonding between matrix and fiber. 3
γ-APS: γ-APS is a coupling agent used to treat bagasse powder. 31 Compared to the untreated bagasse/polypropylene/recycled acrylonitrile butadiene rubber composites, γ-APS-treated ones have better tensile strength and modulus but lower elongation at break. 31 Scanning electronic microscopy analysis suggests that γ-APS treatment improves dispersion, adhesion, and compatibility of bagasse fibers. 31
Polymethylene polyphenyl isocyanate (PMPPIC): PMPPIC is reported as a suitable coupling agent for natural fiber-reinforced poly vinyl chloride composites. 62 PMPPIC-treated bagasse composites have better tensile properties than NaOH-treated ones. 62 The treatment also decreases the initial rate of water absorption of sugar-free bagasse/polyvinyl chloride composites. This may due to the more hydrophobic surface resulted from the reaction between the–N=C=O groups of the isocyanate and –OH groups of cellulose. 62
Glycidyl methacrylate: Glycidyl methacrylate is used to produce PP-g-GMA, which is a coupling agent in preparing bagasse composites. Compared with MAPP, PP-g-GMA-treated composites have better flexural modulus but lower flexural strength. 7 Similar to MAPP, hydrogen bonding and etherify reaction are the mechanisms between hydroxyl group of bagasse and epoxy group of PP-g-GMA. 7
Furfuryl alcohol: Furfuryl alcohol is a grafting agent used in treating bagasse. After treatment, composites’ tensile strength and modulus, elongation at break, flexural strength and modulus, and impact strength are all increased. 13
Benzoic acid: Benzoic acid is used to treat bagasse. Its effects are lower than NaOH and PMPPIC. After treatment, the tensile modulus is lower than that of the untreated ones, and the tensile strength is close to that of untreated ones. 62
Acetone: Different from common chemical treatment processes, acetone treatment is carried out by condensing. Bagasse fiber is immersed into acetone, and the mixture is heated to evaporate acetone. 34 This process is repeated several times. After acetone treatment, the flexural strength can be doubled under certain condition. 34 This is due to superior bonding, which is caused by dissolution of hemicellulose and crystallinity and fibrillation during acetone treatment. 34
Mechanical properties
Factors that influence the mechanical properties of bagasse composites have been discussed in the above sections. In this section, Figures 1 to 4 shows the mechanical properties of bagasse composites that are made from several different matrix materials. To avoid overemphasis on references that report more data, the values given in these figures are the average of each paper’s properties. Table 4 summarizes the highest reported mechanical properties of various bagasse composites and their achieving conditions.
The highest reported mechanical properties of bagasse composites and their achieving conditions.a
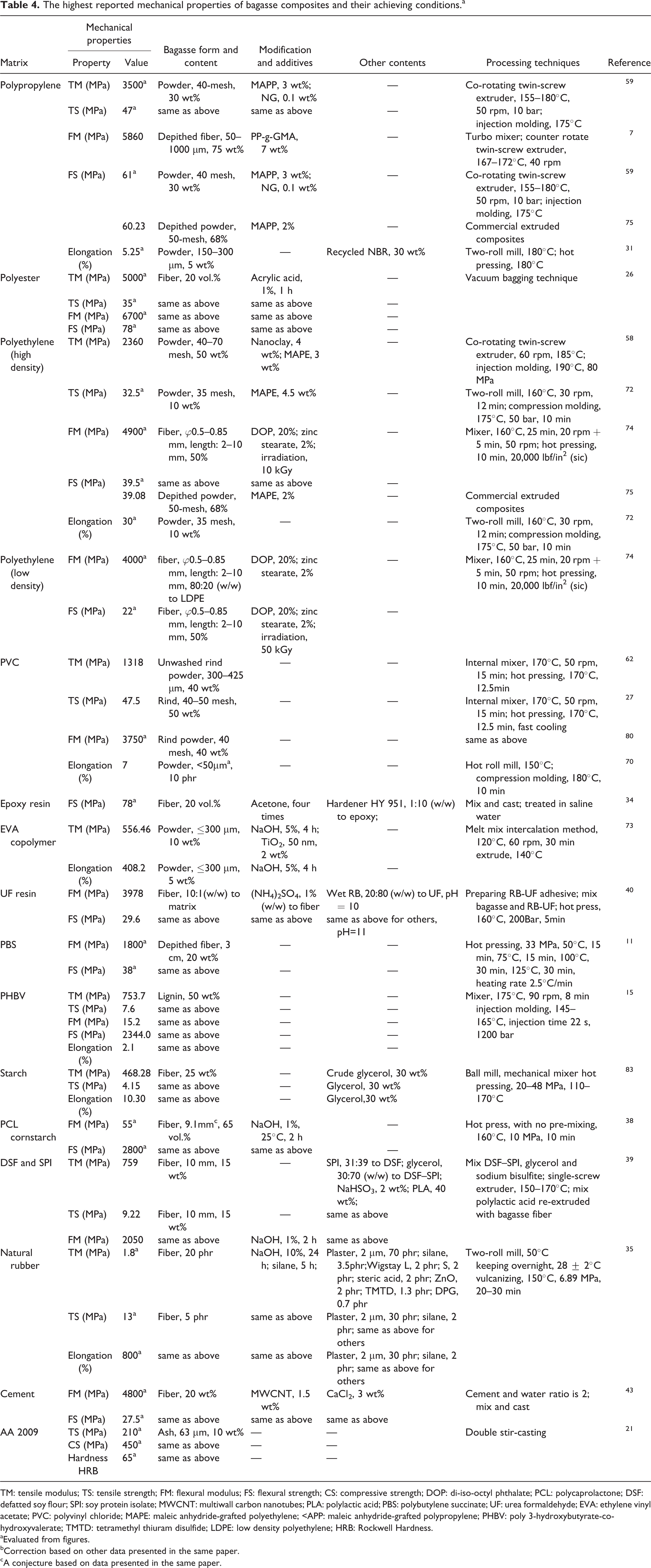
TM: tensile modulus; TS: tensile strength; FM: flexural modulus; FS: flexural strength; CS: compressive strength; DOP: di-iso-octyl phthalate; PCL: polycaprolactone; DSF: defatted soy flour; SPI: soy protein isolate; MWCNT: multiwall carbon nanotubes; PLA: polylactic acid; PBS: polybutylene succinate; UF: urea formaldehyde; EVA: ethylene vinyl acetate; PVC: polyvinyl chloride; MAPE: maleic anhydride-grafted polyethylene; <APP: maleic anhydride-grafted polypropylene; PHBV: poly 3-hydroxybutyrate-co-hydroxyvalerate; TMTD: tetramethyl thiuram disulfide; LDPE: low density polyethylene; HRB: Rockwell Hardness.
aEvaluated from figures.
bCorrection based on other data presented in the same paper.
cA conjecture based on data presented in the same paper.
Durability
Fungus decay
Although plastic matrices can generally resist fungus attack, bagasse fiber remains susceptible to biological degradation. Since the encapsulation of bagasse by plastic is hardly perfect, it provides pathways of moisture for fungus attack. 57 One of the direct effects of fungus decay is weight loss. The information on fungus decay is not consistent. 63 Zabihzadeh et al. 78 reported that brown rot fungus (Coniophora puteana) causes more weight loss than white rot fungus (Trametes versicolor). They suggest this is the result of oxalic acid. 78 Through producing oxalic acid, brown rot fungus hydrolyzes hemicelluloses, makes cellulose more accessible to decay enzymes, and produces water-soluble sugars leaving only a lignin skeleton. As a result, brown rot fungus rapidly depolymerizes the total cellulose and applies a direct action on total cellulose microfibrils. White rot fungus only produces a gradually decrease in the degree of polymerization and attacks surfaces of microfibrils. However, experiment by Kord et al. 60 show opposite results. Another direct effect caused by fungal attack is apparent damage. One month exposure to rainbow fungi (Coriolus versicolor) is enough to result in 100% mycelium cover. 61 Following weight loss, all mechanical properties reduce after fungal exposure but the extent of reduction is different. Flexural strength and modulus are significantly decreased by fungal attack (about 50%), and hardness reduction is less. 61 Impact strength declines only slightly. 78 The phenomena can be explained as follows 61,78 : For flexural properties, they relate to specimen surfaces, which undergo more fungal damage, whereas for hardness, damaged surface layers, following fungal exposure, will not cause further reduction, because testing ball will not reach lower layer. For impact strength, as the polymer matrix remains undigested during fungal exposure, the strength is not affected appreciably. Physical properties also change with fungal decay. As mentioned above, water absorption increases after fungi exposure, 61,63 because fungus degrade lignocellulose materials resulting in more pores in composites. The fiber nature is damaged, so because of the bagasse fiber cannot cause effective swelling of the structure and thickness in swelling is reduced. 63 Equilibrium moisture content initially increases, while it decreases with extending fungal exposure time. 61 Initial increase is due to the open access to bagasse by decaying composite surface; later reduction is due to further degradation of bagasse. 61
To suppress fungi decay, antifungal agents can be added. Some agents, like zinc borate, have several other advantages such as flame retarding, being environment friendly, low mammalian toxicity, and low volatility. 57 Adding sufficient zinc borate (0.75 wt%) results in better suppression of fungi reproduction. 57 At lower dose, the fungal growth suppression shows no improvement. 57 Because additives cause a serious impediment to fiber encapsulation resulting in opening access to moisture absorption followed by fungal attack. 57 Some of other additives, like fire pigments and fire retardant, make bagasse composites more vulnerable to fungi decay. 57 The effect of ultraviolet stabilizers is negligible. 57
Termite attack
The reports about termite resistant of bagasse composite are rare at present, and results are not consistent. Although there is no available consumption data, Chen et al. 64 reported visible termite consumption of bagasse fiber composite. Darabi et al. 79 reported that weight loss is indeed very small, far within the threshold required to consider a material as durable. The termite survival rate diverges too. Chen et al. 64 reported an average termite mortality of 56.67%. However, not even one termite survived in the test according to Darabi et al. 79 Reason for the differences may due to the different preparation methods. Compared with extruding process suggested by Darabi et al., 79 bagasse fibers, only coated with aliphatic aromatic copolyester, were hot pressed as reported in the work of Chen et al. 64 The so-called pure bagasse fiber composite fell apart after absorbing moisture, 64 suggesting a considerable weak structure.
Soil burial
Besides fungus and termite, the biodegradation of bagasse composites under soil burial is also researched. The soil used consisted a mixture of red gravel and leaf mold for gardening (1:1 mass ratio). 56 Specimens were buried at a depth of 8 cm and water was supplied to keep the soil’s humidity. 56 Compared with neat polycaprolactone cornstarch (6%), bagasse fiber-reinforced polycaprolactone cornstarch has higher weight loss during soil burial (12–31%), and the higher the bagasse content, the larger the weight loss results. 56 The reason behind this is a function of bagasse fibers as channels for water diffusion and supports microorganism attack. 56
Weathering
When exposed to weathering, bagasse composites’ chemical properties, color, visual appearance, wettability, and mechanical properties changes. Fourier-transform infrared spectroscopy analysis shows that the wood index, lignin index, hydroxyl index, and carbonyl index all decrease. 58 Compared with nonpigmented specimens, there is decrease in wood index and hydroxyl index, while lignin index and carbonyl index showed less decrease. 58 This is due to higher surface fiber removal because of weaker bonds in pigmented samples or pigment degradation. 58 Because of these differences, weathering increases wettability of nonpigmented sample but decreases that of pigmented ones. 58 While as an indicator of oxidation during weathering, carbonyl index decreases because of removing surface fibers. 58 After weathering, bagasse composites became lighter, less red and less yellow. 58 For appearance, weathering also introduces small cracks, which is due to swelling and shrinkage of fibers and weakening of fiber–plastic bonds. 58 These small cracks provide access to termite attack, making weathered sample more susceptible. 58 The impact strength slightly decreases after accelerated weathering, and adding ultraviolet absorber can diminish the strength loss. 57
Accelerated weathering experiments are carried out with ultraviolet lamps. 57 Ultraviolet exposure causes photodegradation of both bagasse fibers and plastic matrix. For wooden fibers, photodegradation breaks lignin into water-soluble products and eventually leads to the formation of chromophoric functional groups such as carboxylic acids, quinines, and hydroperoxy radicals. 57 This process is the main reason for discoloration. 57 For polymer, photodegradation scissors chains via Norrish type I and II reactions which form carbonyl groups and eliminates vinyl groups. 57 These reactions decline chain entanglements, allowing shorter molecules to crystallize and increasing the brittleness of composites. 57 However, carbonyl groups make polymer more compatible with bagasse fiber, therefore the impact strength reduction is so small that remains within experimental error. 57
Flame retarding
When bagasse composite is ignited, it generates smoke and air steam. The air steam temperature increases drastically in the first 30 s, then it gradually increases after 3–4 min, finally, it remains almost constant. 84 Smoke is characterized by light absorption, it first increases and then decreases. 84 The burning characters of bagasse composites can reach class A according to ASTM E84-08 Standards. 84
Fire retardant characters are imparted by adding flame retardants. Using flame retardants, bagasse composites preserved their integrity during combustion and the flame spread is much lower than that on the control sample. 57 These effects relate to the types of flame retardants. Compared to ATH, MH has better fire retarding effects. Composites containing MH process auto-extinguishing attributes. 57 The three reasons for the better performance of MHare, 57 first, its enthalpy of decomposition is larger than that of ATH. Therefore, it removes more thermal energy. Second, MH acts better in forming char, which is a barrier to heat and mass transfer. Third, its decomposition temperature is higher than that of ATH, so MH is more unlikely to decompose during composite preparation. Besides flame retardants, zinc borate has some efficacy in retarding flame spread, but other additives, such as ultraviolet stabilizer and pigments, have negligible effects on burning rate. 57
Wear
Compared with matrix materials, bagasse ash–reinforced composites have lower wear rate irrespective of whether the matrix has recycled low-density polyethylene or Al-Cu-Mg alloy. 19,20 The enhancement of wear resistance can be attributes to bagasse ash’s role as a transfer layer and barriers preventing large-scale fragmentation of matrix. 19 Furthermore, the wear rate decreases with increasing fraction of bagasse ash. 19 Since adding ceramic content results in a pronounced drop in ductility and an increasing hardness, which increases the wear resistance of composites. 19 The wear resistance of bagasse ash composites is better with lower testing load and sliding speed. 19 The reason is as follows 19 : Under high applied load and sliding speed, the sample spreads and bagasse ash particles break, resulting in extensive material loses due to their fragmentation and detachment from matrix, because there is no enough medium to hold them. 19 Additionally, at high speed, microthermal softening may happen, which further reduces the bonding of reinforced particles. 19
Resistant to subzero, steam, and saline water
If only considering weight gain and swelling, the effects of subzero, steam, and saline water treatment are similar to normal water. They all cause weight increase and swelling. However, there is difference when taking mechanical properties into account. The effects on flexural strength of epoxy-based composites relate to fiber treatment. 34 For the unwashed bagasse fiber composites, steam treatment results in a flexural strength lower than normal water treatment; the result of saline and subzero water treatments is higher. For washed fiber composites, the trend of flexural strength is normal < steam < saline < subzero; for washed and acetone-treated fiber composites, the trend of flexural strength is normal < steam < subzero < saline.
Competitive applications
In discussing its application, attributes of bagasse composites should be compared with that of other natural fiber composites. Only when attributes of bagasse composites exceed that of other natural fiber composites or other existing materials, the corresponding applications are promising. In this work, such applications are called competitive applications. They are discussed below according to comparative studies made by Frollini et al, 11 Gope et al, 14 Shibata, 36 Youssef et al., 50 Chen et al., 64 Khorami and Ganjian, 65 Arrakhiz et al., 68 and Guimarães et al. 83
Besides a few exceptions, the tensile strength and modulus, flexural strength and modulus of bagasse composites are on the lower side compared with other natural fiber composites. So is its impact strength. 11 However, their fracture toughness (adding 2 wt% silica) is larger than that of banana and coconut composites. 14 These suggest that bagasse composites can only be used in applications that do not require high mechanical properties. In such application, its abundancy advantage exerts. In addition, the sound absorption ability of bagasse composite is higher than that of hemp, kenaf, and ramie composite. 64 Furthermore, bagasse fiber or pulp separates cement particles and hinders their hydration, therefore, its composites suit thermal, electrical, and sound insulator. 12
Conclusion
This review has provided a summary of sugarcane bagasse composites, their attributes, and factors that affect their properties. Used forms of bagasse include fiber, powder, rind, pith, pulp, lignin, cellulose, and ash. Matrix materials include synthetic polymer, biopolymer, cement, aluminum alloy, and even bagasse itself. Besides structural composites, there are also functional bagasse composites being studied. These reveal a lot of efforts have been done to explore new ways of utilizing this abundant natural resource.
This review investigates a series of factors that affects bagasse composite attributes. Factors (including porosity, interfacial adhesion, and water absorption) that are widely used to explain the attributes of bagasse composites are discussed in detail. Composite preparation techniques and parameters that influence bagasse composites’ properties have been analyzed. As an effective way to improve composites’ properties, various modification agents, additives, and their mechanisms have been reviewed. Then this review summarizes the mechanical properties of various bagasse composites and lists their highest reported values and achieving conditions. Additionally, bagasse composites’ durability characters and its effects are investigated. This information, which allows engineers and designers to have a better grasp of the affecting factors and facilitates their work, is the main purpose of this study.
In the last part of this review, attributes of bagasse composites are compared with other natural fiber composites. Based on comparison, competitive applications of bagasse composites are presented. Deriving from an abundant natural resource, bagasse composites have competitive advantages in applications that require low or no mechanical properties, for example, sound insulator. It is anticipated that this will lead to develop more possible application of bagasse composites, ultimately leading to a better approach of utilizing this prolific resource.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by Guilin University of Aerospace Technology under its natural science research project, an integrated approach to utilize sugarcane in the major production area (Guangxi) by preparing bagasse composites, YJ1509.