
Abstract
The in situ consolidation of commingled yarns during filament winding is demonstrated on an aramid fibre-reinforced polyamide 6 material. This article is a systematic experimental investigation of the filament winding processing parameters, namely, the heat gun temperature, line speed, fibre tension, compaction force and preheater temperature. Optimizing the processing parameters in this filament winding process produced a fully consolidated material with a void content of ∼0.25% which is comparable to the material quality achieved by means of compression moulding using the same intermediate materials.
Introduction
Filament winding is a process widely used to manufacture hollow constructions, for example, pipes, 1 pressure vessels 2,3 and aircraft structures, 4 from continuous fibre-reinforced plastic composite materials. The process generally involves winding endless reinforcement fibres and matrix material around a rotating mandrel along programmed orientations determined according to the load cases expected during operation. 5 Originally, filament winding was developed for composite materials based on thermosetting resins due to their low viscosity and processability, but the process has also been demonstrated for thermoplastic composites by direct melt impregnation, 6,7 and, more commonly, by utilizing intermediate materials, such as preconsolidated tapes, 8,9 commingled yarns 10 –12 and powder-coated yarns. 13 Intermediate materials are used in thermoplastic composite processing to reduce the flow lengths necessary during consolidation and thereby enable faster cycle times. 14 Commingled yarns, in particular, are a promising intermediate material that allow for a higher degree of control over the fibre volume fraction than powder-coated yarns while offering more flexibility and lower material costs than preconsolidated tapes. 15 However, due to the imperfect mingling quality found in commercially available yarns, 16,17 the part quality achieved in filament winding processes using commingled yarns is generally poor, 18 and highly sensitive to the processing route and conditions. 10,11 To ensure high part quality, filament-wound parts are often consolidated after winding in a subsequent processing step, for example, by vacuum bagging inside a heated oven or autoclave. 11,19,20 However, processes that are dependent on vacuum bag technologies to reduce voids are less attractive for processing engineering thermoplastic polymers due to the higher processing temperatures required and the temperature limitations of vacuum bagging materials. Therefore, filament winding processes that can fully consolidate thermoplastic intermediate materials during the winding process would potentially reduce manufacturing time and costs. While, the in situ consolidation of commingled yarns during filament winding has been proven to be a viable technology for manufacturing thermoplastic composites, 10 –12 the reports of these investigations have been limited.
Here, we describe a systematic experimental study of the effects of processing parameters during in situ consolidation on the part quality of filament wound hoops. Specifically, we investigate the influence of processing temperature, line speed, fibre tension, compaction force, and preheating on the elastic modulus, short-beam shear strength and void content of aramid fibre-reinforced polyamide 6 (PA6) hoop-wound cylinders.
We demonstrate that by optimizing the processing parameters, it is possible to achieve material qualities using in situ consolidation during filament winding which are comparable to those produced by compression moulding.
Materials and methods
Material and material characterization
Commingled yarn made of Twaron and PA6 (Akzo, the Netherlands) was the material studied in these experiments. The commingled yarn was characterized by differential scanning calorimetry (DSC) (DSC1; Mettler Toledo, Switzerland) and thermogravimetric analysis (TGA) (Pyris 1; Perkin Elmer, Waltham, MA, USA) to determine its thermal properties. Optical microscopy (DMRXA, Leica, Germany) was used to analyse the microstructures of the commingled yarn and the consolidated materials obtained from them. For optical imaging, samples were embedded in resin (SpeciFix 20; Struers, Cleveland, OH, USA) and polished (Abramin; Struers, Denmark) using successively fine-grained discs (MD Piano 120 to MD Nap; Struers, Denmark) and diamond suspensions (DiaPro Allegro/Largo 9 μm to Diapro Nap R 1 μm) to obtain smooth cross sections. Figure 1 shows a representative optical microscopy image of the unconsolidated commingled yarn. Thermal and microstructural properties of the commingled yarn material are provided in Table 1.
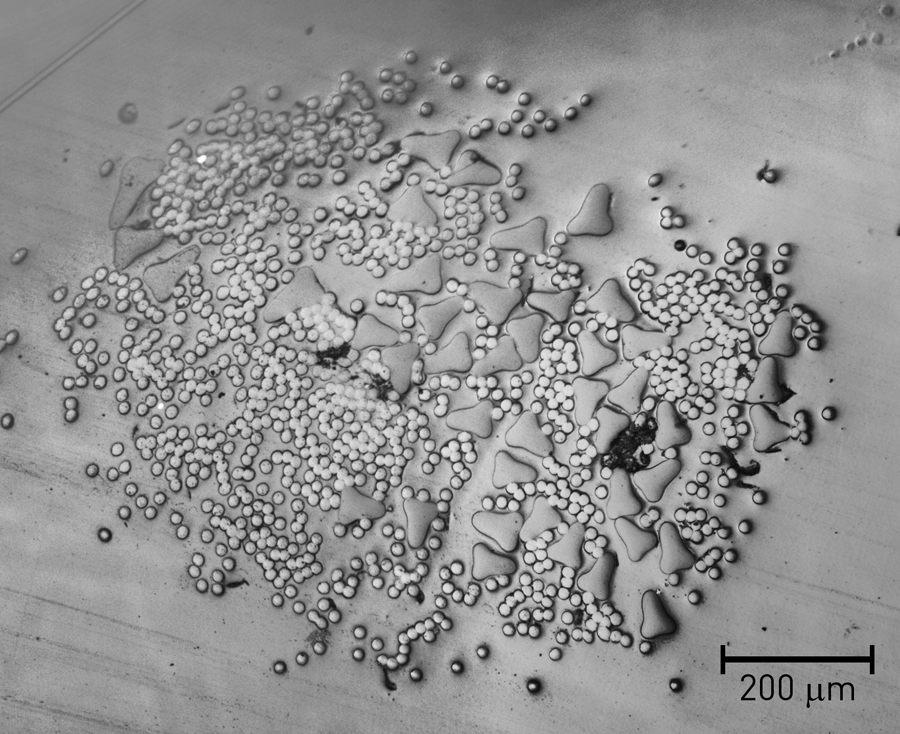
Optical microscopy image of a polished cross section of commingled yarn embedded in epoxy resin. Aramid reinforcement fibres were imaged to have small circular cross sections, while the polyamide 6 matrix fibres are comparatively larger and triangular in profile.
Properties of Twaron/PA6 commingled yarn.
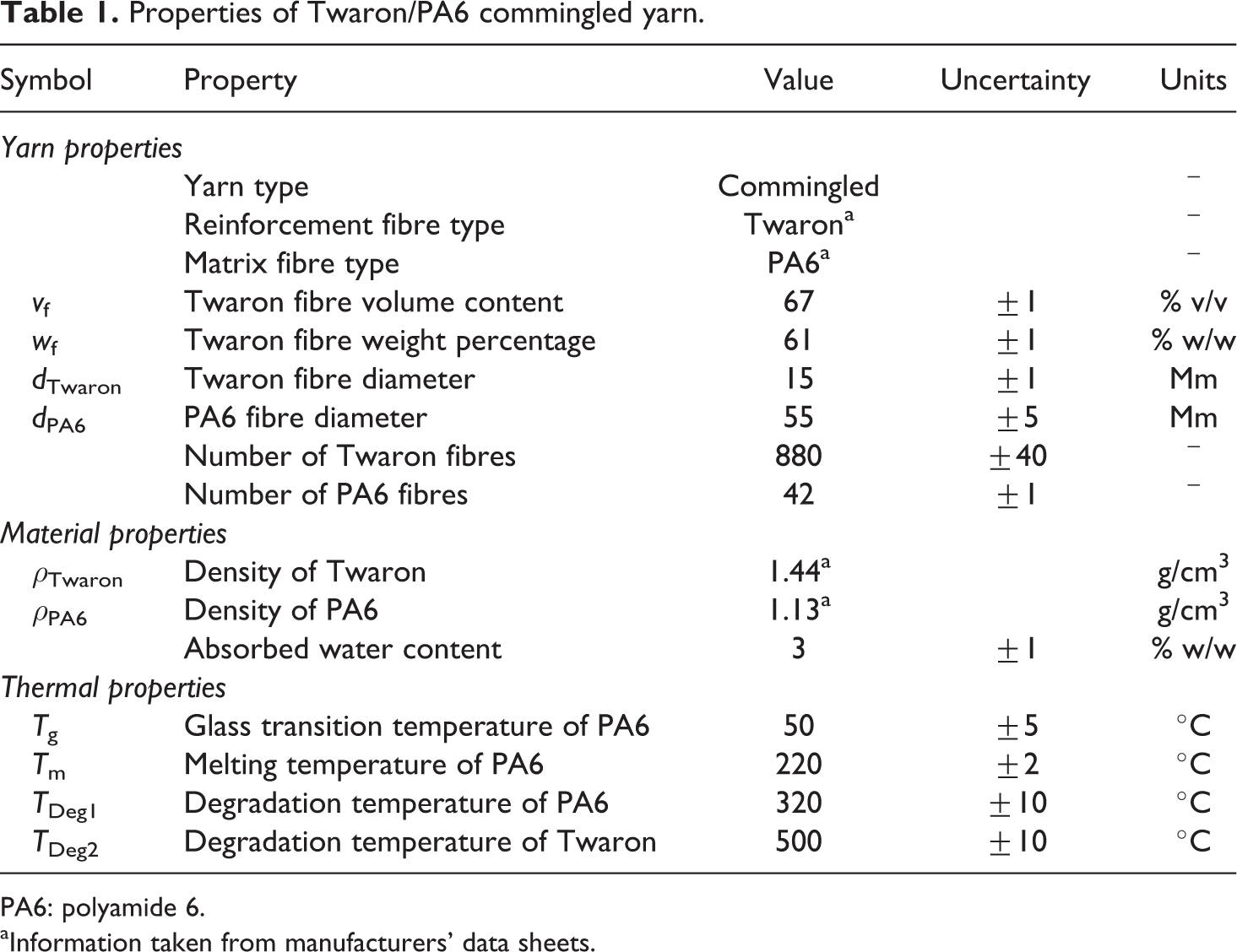
PA6: polyamide 6.
aInformation taken from manufacturers’ data sheets.
Filament winding
Filament winding was done on a custom-built two-axis filament winder (Waltritsch & Wachter Sondermachinen, Germany) that includes a pneumatically controlled fibre tensioning system. The filament winder was retrofitted in-house with the capacity for processing thermoplastic composites, namely, by the addition of a heat gun, a spring-controlled compaction roller (diameter = 32 mm, length = 28 mm), and a preheating chamber (length = 170 mm, inner diameter = 10 mm). Figure 2 shows a photograph of the retrofitted filament winder with the essential components indicated. Neither the mandrel nor the compaction roller was equipped with independent heating or cooling systems.
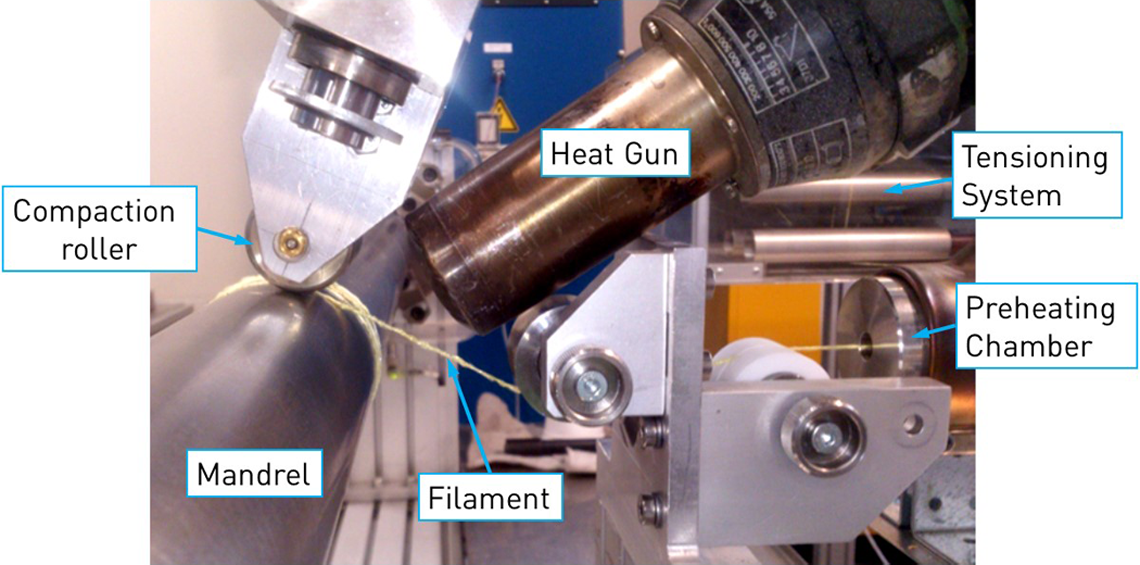
Photograph of the retrofitted two-axis filament winder used in these experiments.
Prior to each production cycle, the filament winding system was brought to steady-state conditions by allowing the heat gun and preheating system to run for 30 min. A noncontact pyrometer focused at a position just behind the nip point was used to measure the temperature evolution of the nip point over time. Despite the absence of a temperature-controlled mandrel and compaction roller, the temperature evolution of the nip point showed only mild fluctuations (approximately ±10°C) over the duration of the winding (>30 min). As subsequent layers were wound around the mandrel, the temperature at the nip point was observed to drift to higher temperatures due to the low thermal conductivity of the added polymer layers; however, the magnitude of this drift was within the fluctuations noted above. Between the nozzle of the heat gun and the point just behind the nip point, the yarns were observed to undergo large temperature drops that suggested cooling rates of 50°C/s–100°C/s. These high cooling rates are consistent with those previously reported in hot gas-based filament winding processes due to thermal losses, resulting from convection and conduction to the ambient environment and to the mandrel structure. 9,11
Open-ended cylinders measuring 65 mm in diameter and 25 mm in length were wound at an angle of ±89.7° to the mandrel axis in a lay-up that was eight layers thick (∼1.1 mm when consolidated). In these investigations, the temperature of the heat gun was varied from 350°C to 460°C, the line speed was varied from 5 to 100 mm/s, the compaction force was varied from 38 to190 N, the fibre tension was varied from 2 to13 N and the preheating temperature was varied from none (∼24°C) up to 450°C.
Compression moulding
Reference samples for mechanical testing were produced by winding four layers of the commingled yarn around a rectangular frame to make an eight-layer stack and compression moulding the stack into a plate using a table press (TP 400; Fontijne, the Netherlands) at a temperature of 240°C and under a pressure of 50 kN for 30 min to ensure maximum consolidation.
Mechanical testing
Short-beam shear tests were used to determine short-beam shear strengths τ SBS and flexural moduli E f in accordance with ASTM-D2344-89 and ASTM-D790, respectively, using the following equations:


where F max is the maximum load observed, m is the slope of the elastic region in the load–displacement curve, and b, h, and L are the width, thickness, and span length of the specimen.
The test specimens were produced by cutting specimens measuring 15 mm in length along the fibre direction and b = 5 mm in width from the consolidated tubes using a circular diamond saw with water cooling. Samples were allowed to dry overnight at ambient conditions prior to testing to allow the amount of absorbed water to reach an equilibrium. Three-point loading tests were performed on the samples over a span of L = 12 mm using a universal test machine (Type 1474; Zwick, Germany) with a 100-kN load cell. Loads were applied to the convex surfaces of the curved beams. Although the beam curvatures were assumed to be negligible for the calculations of interlaminar shear strength, the convex loading test configuration is expected to result in slightly higher maximum shear stress concentrations than those predicted by simple beam theory. 21 Therefore, the calculated shear strengths at fracture on the curved samples would be lower than those obtained from straight beams of equivalent material qualities and thus offer conservative estimates of the true material properties.
Void content determination
The void content X void values of the composite tubes were determined using the following equation:

where ρ measured and ρ theoretical are the measured density of the actual composite tube and the theoretical density of a fully consolidated tube with no voids, respectively. In Equation 1, m is the mass of the tube, L is the length of the tube, h is the thickness of the shell and ri is the inner radius of the tube. However, this method of determining void X void severely overestimates the void content in the material due to surface roughness of the filament wound tube as shown in the inset of Figure 3. Image analysis of polished cross sections of the same samples indicated that although the void contents in the bulk material are correlated with those estimated from density considerations, they were more than an order of magnitude lower. To ensure a representative value, 10 cross-sectional images from were analysed for each sample and their averages taken. Figure 3 shows the relationship between the void contents derived from density measurements and those derived from image analysis. The equation of the fitted line was used to correct the void content values derived from the density measurements.
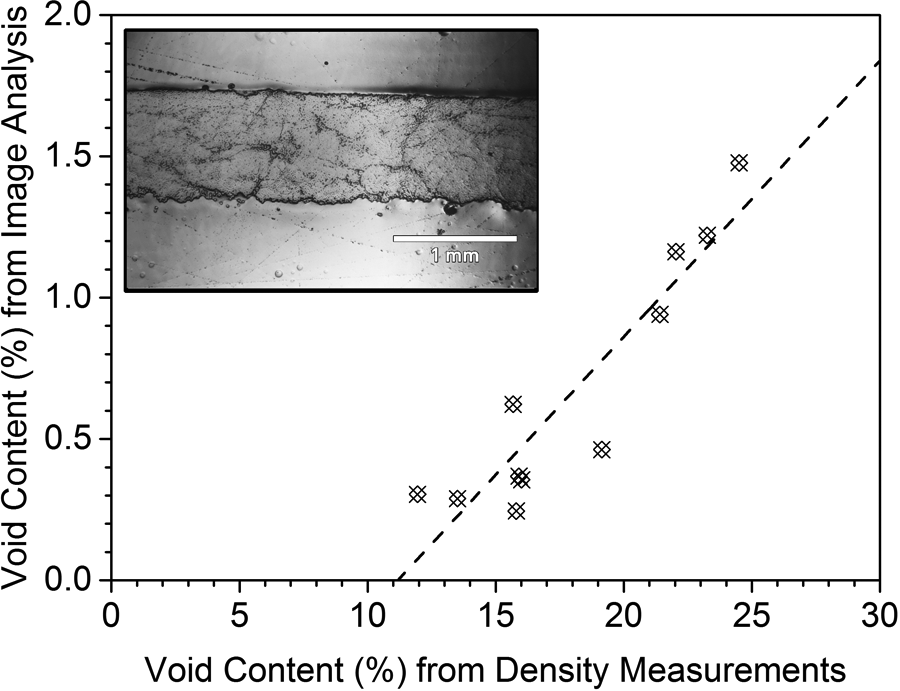
Correlation between void contents measured from density and those obtained by image analysis. Density measurements greatly overestimate the void contents due to high surface roughness as shown in the optical microscope image in the inset. Equation for fitted line is y = 0.09765x – 1.092.
Results
The degree of consolidation of the commingled yarns and hence the quality and mechanical properties of the filament wound parts were observed to vary greatly depending on the processing parameters, ranging from materials with distinct fibre-rich and matrix-rich regions and noticeable residual porosity to fully consolidated materials as shown in the two cross-sectional images given in Figure 4. In components made from fibre-reinforced composite materials, void content is a critical property as it has a prominent influence on the strength and the stiffness of the material. 22,23 For the aramid/PA6 composite material investigated here, the experimentally measured influences of void content on shear strength and flexural stiffness are provided in Figure 5, where the mechanical properties can be observed to decrease noticeably with increasing void content. Furthermore, the degree of consolidation also determines the mechanisms by which the samples failed in the short-beam shear tests. Well-consolidated samples tended to fail by interlaminar shear, while poorly consolidated samples tended to fail by inelastic deformation; sample curves for each type of failure mode are provided in Figure 6. Because the mechanical properties are so sensitive to the degree of consolidation, identifying the optimal processing window is essential to obtaining high part quality in filament winding processes. This is particularly critical when unconsolidated intermediate materials are to be filament wound without additional processing steps, for example, in an autoclave, to further reduce void content.
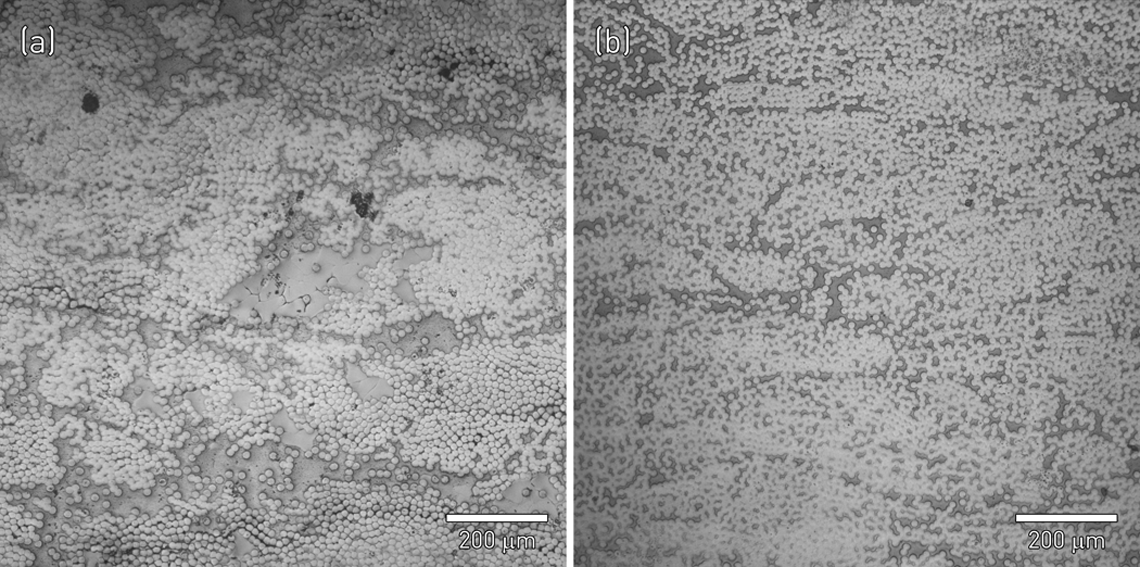
Optical microscopy images of polished cross sections of Twaron/polyamide 6 material showing samples of poorly and well-consolidated materials made with filament winding using in situ consolidation, with estimated void contents of 1.48% and 0.29%, respectively. Twaron fibres appear as light colour circles embedded in a darker matrix. Black areas indicate voids due to poor consolidation. These materials were processed under (a) heat gun temperature = 460°C, line speed = 50 mm/s, compaction force = 40 N, fibre tension = 1.5 N and preheating temperature = none, (b) heat gun temperature = 450°C, line speed = 10 mm/s, compaction force = 190 N, fibre tension = 8 N and preheating temperature = 120°C.
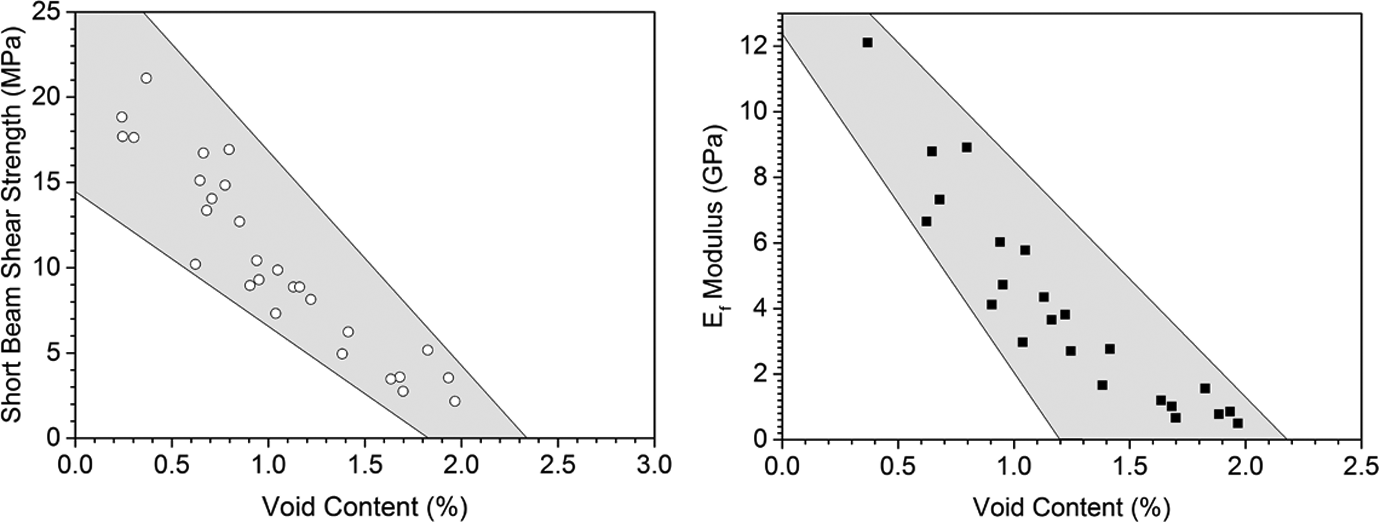
Measured mechanical properties of short-beam shear strength (^) and flexural modulus (▪) plotted against estimated void content of the materials produced by in situ consolidation during filament winding.
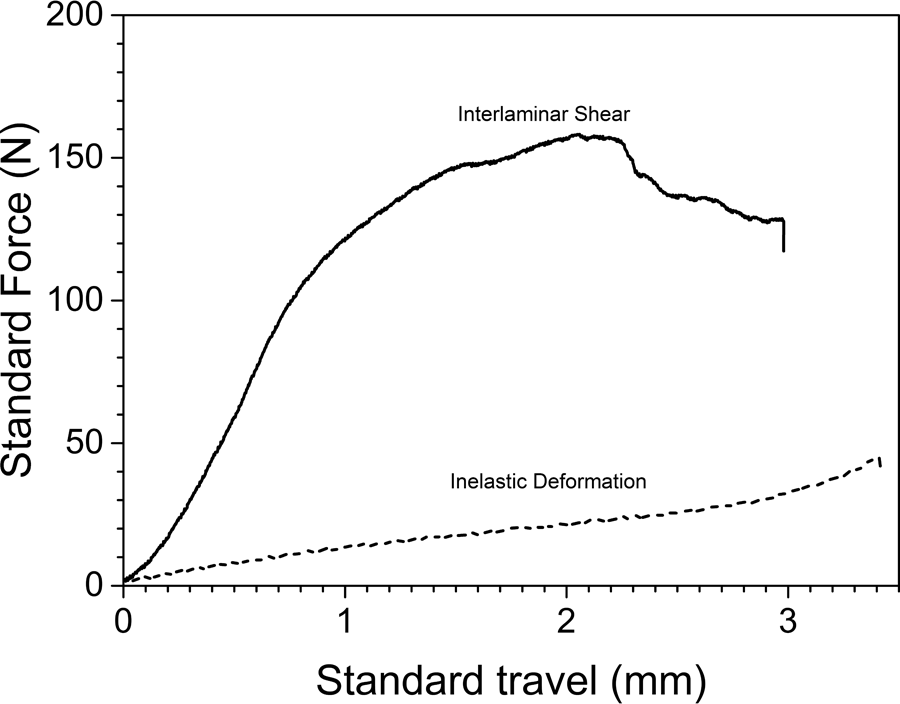
Sample curves from short-beam shear tests showing failure modes of interlaminar shear (solid line) and inelastic deformation (dashed line). The well-consolidated brittle sample was produced under heat gun temperature = 460°C, line speed = 10 mm/s, compaction force = 38 N, fibre tension = 4.6 N and preheating temperature = none. The inelastic sample was produced under heat gun temperature = 350°C, line speed = 20 mm/s, compaction force = 38 N, fibre tension = 4.6 N and preheating temperature = none.
In fibre-reinforced composites, the processing parameters with the greatest influence on the quality of materials are categorized as those that affect (1) the thermochemical properties of material, that is, melt viscosity, (2) the forces driving matrix flow, that is, pressure gradient and (3) the flow length required for consolidation. 24 Darcy’s law defines the relationship between these quantities as follows:

where q is the Darcy flux,
In ideal scenarios, the viscosity of a thermoplastic polymer can be taken to be dependent solely on temperature, decreasing exponentially with increasing temperature. In practice, processing temperatures and times for thermoplastic polymers are limited by thermal degradation of the polymer, especially in the presence of oxygen. TGA measurements taken at 230°C under nitrogen and oxygen atmospheres over 5 h confirmed that a significant degree of degradation occurred in the presence of oxygen during prolonged exposure to heat. The photograph in Figure 7 shows oxidative degradation is greatest when the yarns are processed at high temperatures and low line speeds, maximizing exposure to oxidative conditions. Thermal degradation is indicated by the noticeable darkening of the otherwise yellowish Twaron/PA6 material. Extreme oxidative degradation occurred when high temperatures (>430°C) were combined with low line speeds (5 mm/s), thus prohibiting the production of samples under these combinations of parameters.
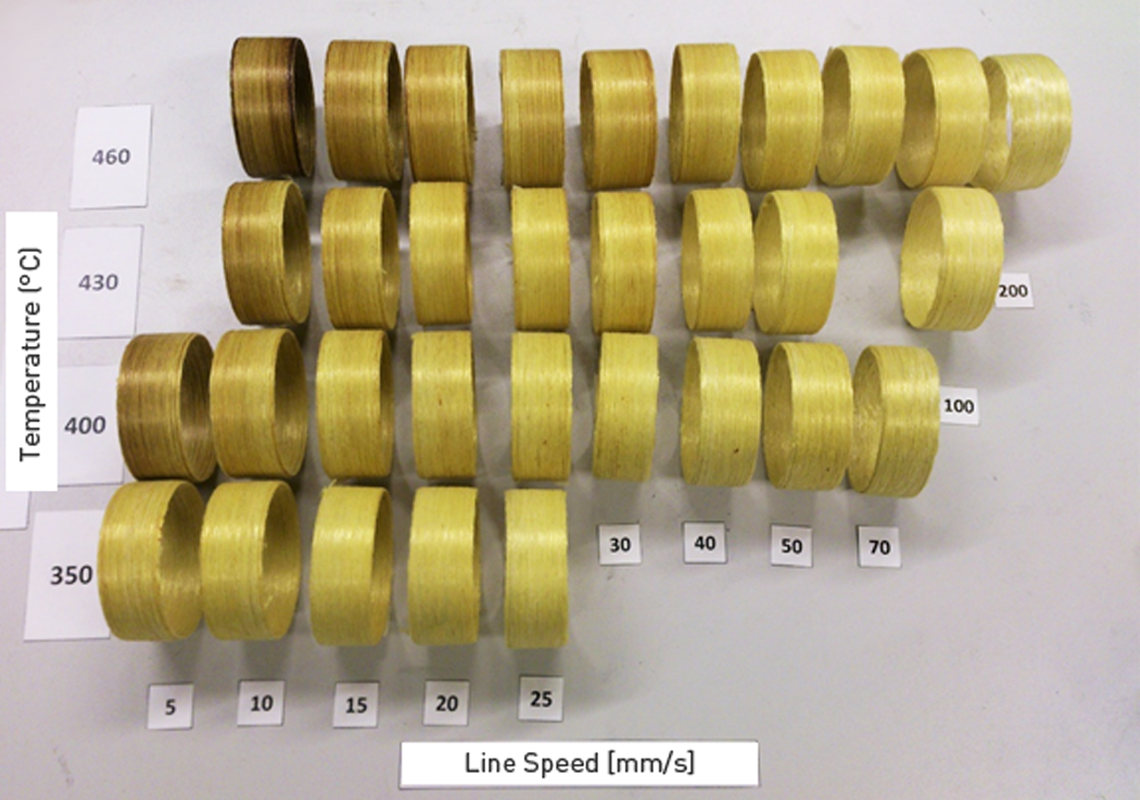
Photograph of filament wound cylinders produced using different heat gun temperatures and line speeds showing various degrees of browning due to oxidative degradation.
Conflictingly, the combination of high heat gun temperatures and low line speeds also resulted in the filament wound materials with the highest mechanical properties in terms of short-beam shear strength and flexural modulus, and the lowest void contents as shown in Figure 8, Figure 9 and Figure 10, respectively. Processing the commingled yarns at higher temperatures and lower line speeds both increases the thermal energy transferred to a particular yarn segment and the time allowed for the melted matrix to flow between the reinforcement fibres leading to more complete consolidation of the final material. Within the range of heat gun temperatures and line speeds investigated here, a combination of a heat gun temperature of 460°C and a line speed of 10 mm/s yielded the highest short-beam shear strength of 21 MPa, the highest flexural modulus of 12 GPa, and the lowest void content of 0.4%. Even though the surface fits in Figure 8, Figure 9 and Figure 10 seem to suggest that even better mechanical properties can be produced using combinations of even higher heat gun temperatures and lower line speeds, the degraded samples in Figure 7 clearly indicate that the limits of the processing windows have been reached. Therefore, further improvements in properties must be found by adjusting other processing parameters.
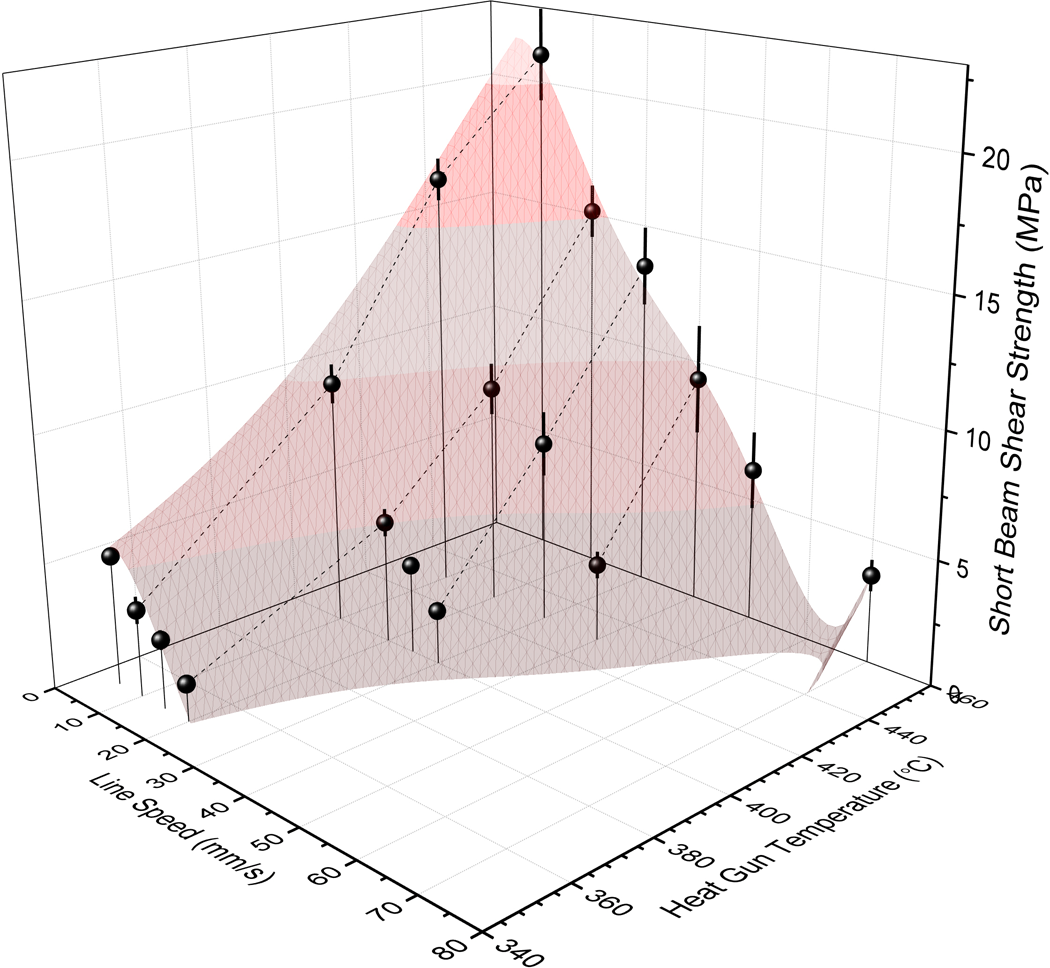
Short-beam shear strength of aramid/polyamide 6 as a function of heat gun temperature and line speed. Fixed parameters: Compaction force = 38 N, fibre tension = 4.6 N and preheating = none. A polynomial surface fit is used to emphasize the trend. Thick lines represent error bars. The thin drop-down lines are provided to facilitate temperature readings and the dotted lines connect samples produced at the same line speed.
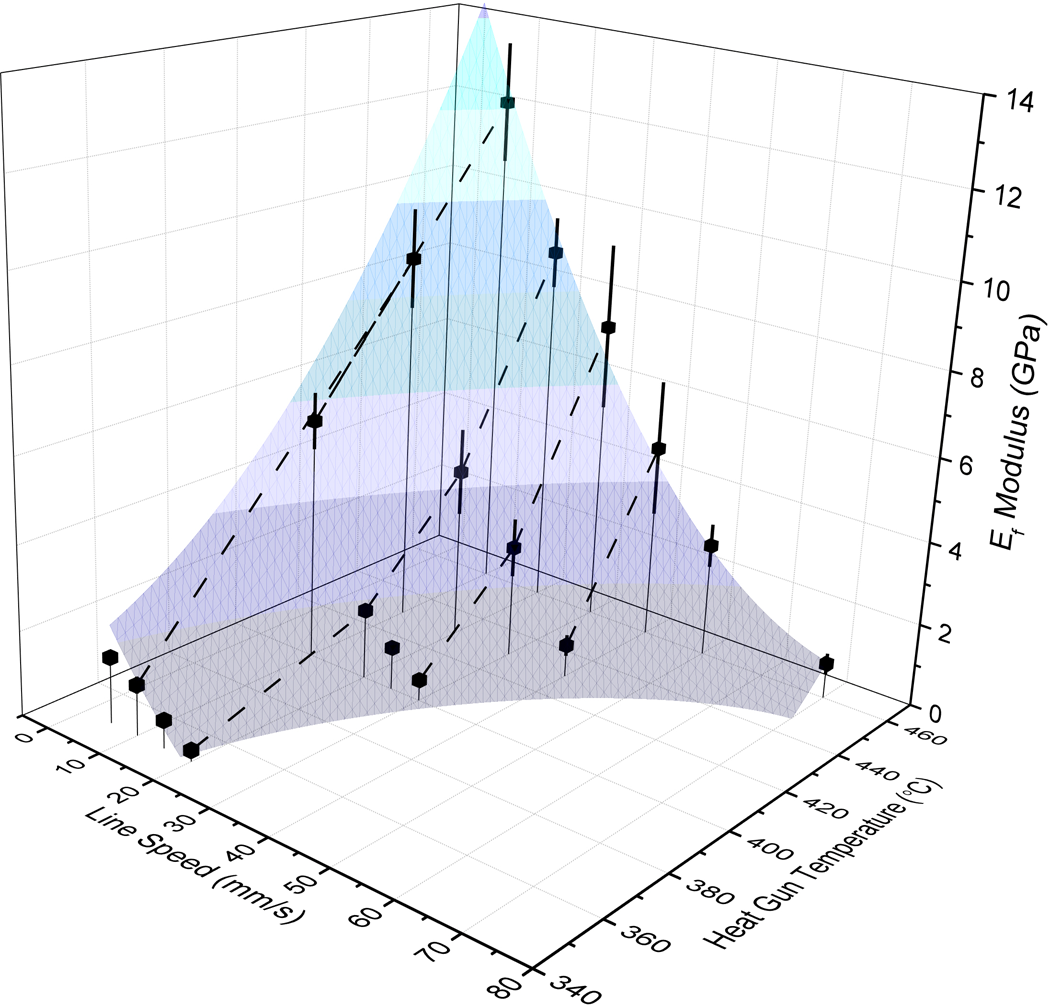
Flexural modulus of aramid/polyamide 6 as a function of heat gun temperature and line speed. Fixed parameters: Compaction force = 38 N, fibre tension = 4.6 N and preheating = none. A polynomial surface fit is used to emphasize the trend. Thick lines represent error bars. The thin drop-down lines are provided to facilitate temperature readings and the dotted lines connect samples produced at the same line speed.
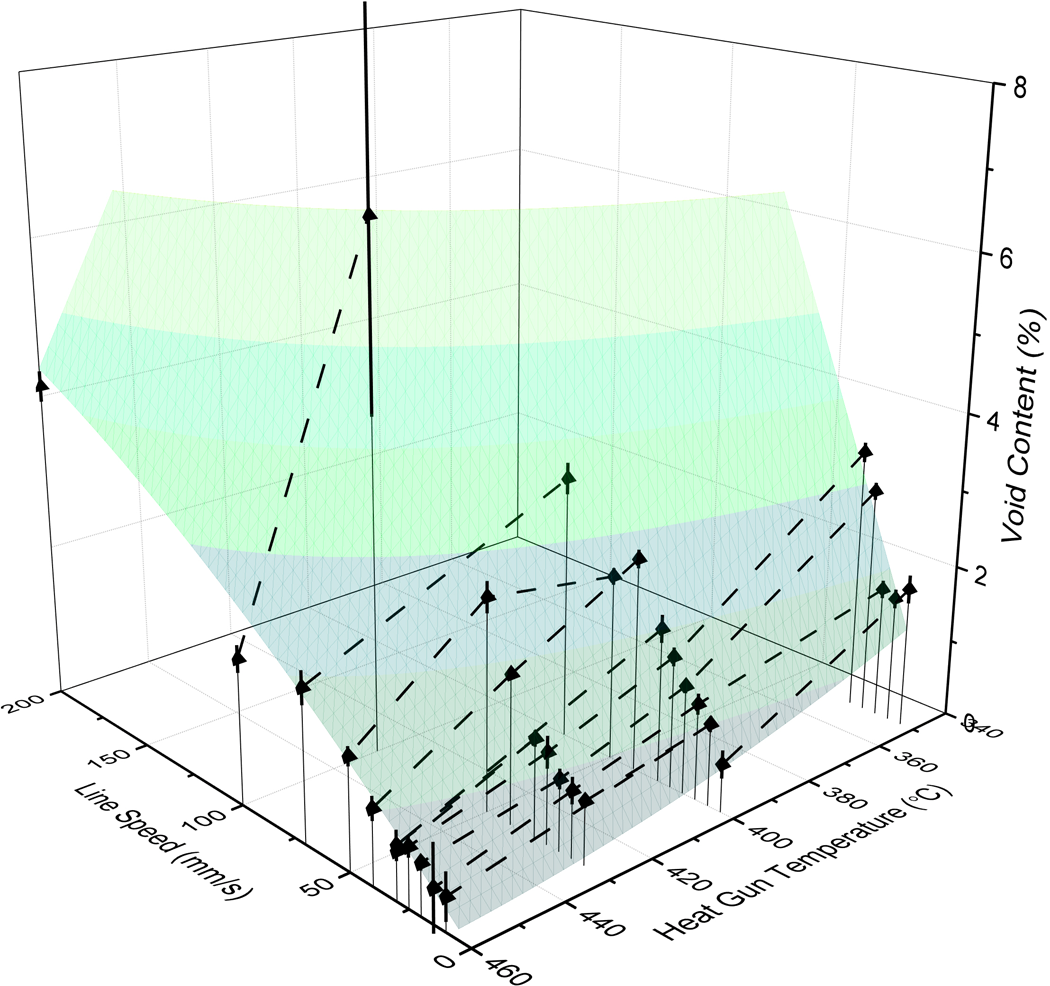
Void content of aramid/polyamide 6 as a function of heat gun temperature and different line speed. Fixed parameters: Compaction force = 38 N, fibre tension = 4.6 N, preheating = none. An exponential surface fit is used to emphasize the trend. Thick lines represent error bars. The thin drop-down lines are provided to facilitate temperature readings and the dotted lines connect samples produced at the same line speed.
In filament winding, the consolidation pressure that drives the matrix melt into the channels between the dry reinforcement fibres can be provided by the fibre tension and the compaction head. When using low-viscosity thermosetting resins such as epoxies, the pressure applied by exerting tension on the filaments may be high enough to achieve full impregnation of the fibres. However, the viscosity of thermoplastic melts is often several orders of magnitude greater than those of thermosetting resins. Fibre tension was varied from 2 to14 N, limited on the lower end by the pneumatic fibre tensioning system and at the upper end by breaking of the unconsolidated commingled yarns. The consolidation pressures achieved using fibre tension alone were insufficient for producing viable samples for mechanical testing. However, using the compaction head to apply a minimal force, it was possible to study the effects of fibre tension on the mechanical and material properties. Figure 11 shows that in the presence of a low compaction head force, both short-beam shear strength and flexural modulus increase with fibre tension. The increases in shear strength and flexural modulus at higher fibre tensions are attributed to the introduction of internal stresses to the material through the tensioning of the yarn during filament winding leading to a prestressed material that is capable of resisting higher bending loads applied to the convex surface. It was additionally noted that fibre tensions greater than 12 N resulted in high internal stresses that made demoulding of the cylinders difficult. Void content was not significantly affected by the fibre tension in the investigated range, indicating that the lateral forces caused by tensioning the yarns did not contribute much to consolidation and void reduction, at least in comparison to the effects of loading the compaction head.
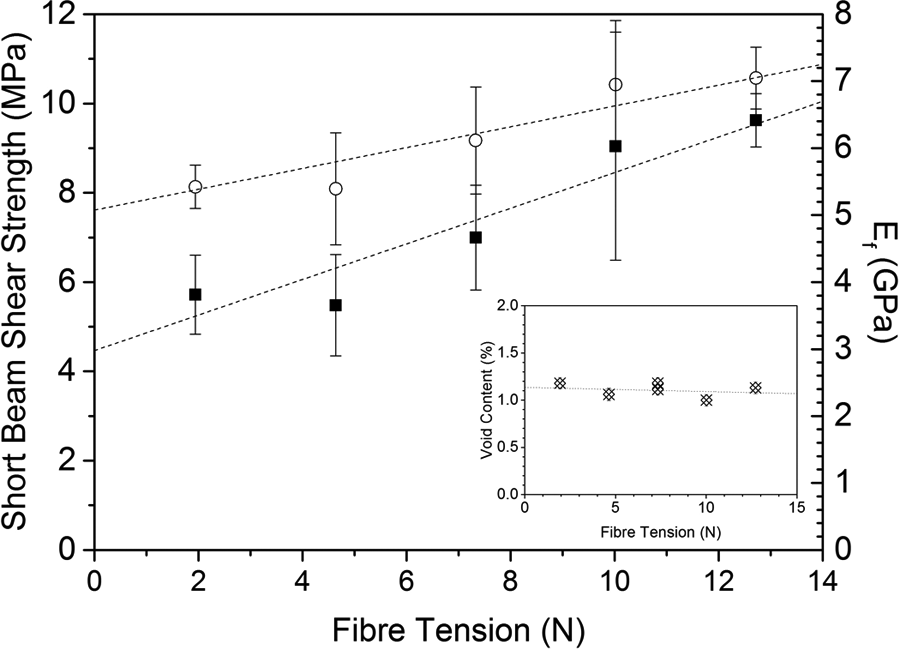
Effect of fibre tension on the short-beam shear strength (^) and flexural modulus (▪) of Twaron/polyamide 6 thermoplastic composites consolidated in situ from commingled yarns during filament winding. Inset shows the effect of fibre tension on the residual void content. Heat gun temperature = 426°C, line speed = 20 mm/s, compaction force = 38 N and preheating temperature = none.
Supplementing fibre tensioning with a compaction roller increases the applied compaction pressure and leads to improvements in the short-beam strength and flexural modulus of the filament wound samples as shown in Figure 12. Moreover, increasing compaction force resulted in observable reductions in void content. The inset in Figure 12 suggests that for the fixed processing parameters used here, the residual void content can be reduced from >1% to ∼0.6% by increasing compaction force alone. Within the limits of the designed compaction device, no optimal compaction pressure was found for the processing of the Twaron/PA6 yarns. While the mechanical and material properties of the filament wound samples seem to increase with increasing compaction pressures, matrix squeeze out will limit the use of high compaction pressures, especially for polymer melts with low viscosities.
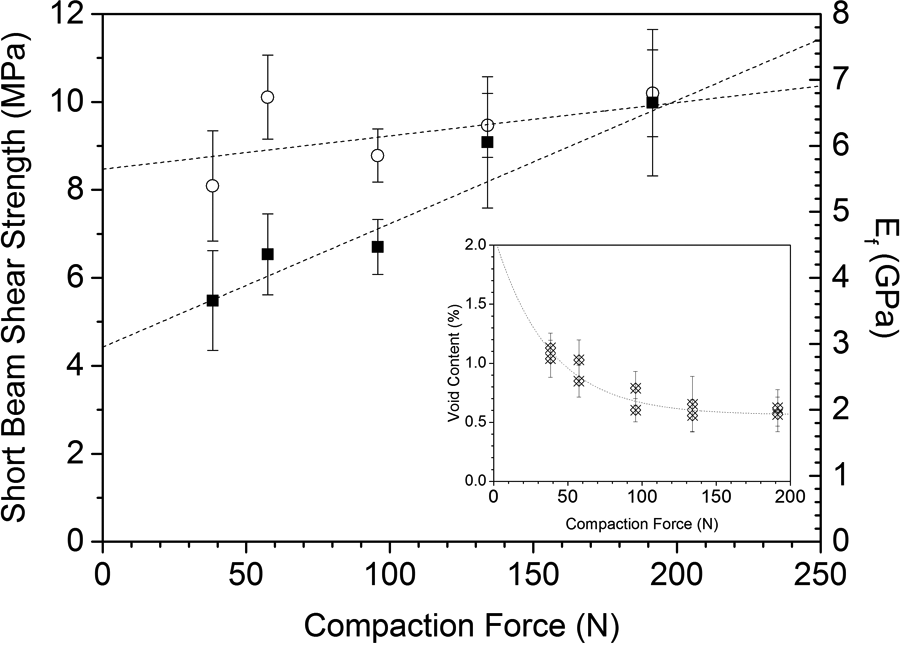
Effect of compaction force on the short-beam shear strength (^) and the flexural modulus (▪) of Twaron/polyamide 6 thermoplastic composites consolidated in situ from commingled yarns during filament winding. Inset shows effect of compaction force on the residual void content. Heat gun temperature = 426°C, line speed = 20 mm/s, fibre tension = 4.6 N and preheating temperature = none.
Preheating the commingled yarns prior to the heating and consolidation at the nip point visibly improved the properties of the filament wound materials as summarized in Figure 13. Considering the distance between the end of the preheating system and the nip point, the moderate line speed and high cooling rates, preheating the commingled yarns is unlikely to benefit the material by achieving higher temperatures at the nip point. Indeed, no difference in temperature was measured at the nip point when the preheating system was used even at high preheater settings. To investigate further the influence of the preheater, the commingled yarns were passed through the preheating system at 10 mm/s at different set temperatures, and samples were taken from the yarns after the material had exited the preheater but before coming into contact with the Teflon roller. The optical microscope images of the yarn cross sections provided in Figure 14 show that significant impregnation and consolidation of reinforcement fibres occur inside the preheater when the temperature is above the melting point of the matrix. The preheating temperature is limited, as is the temperature of the heat gun, by thermal degradation of the polymer.
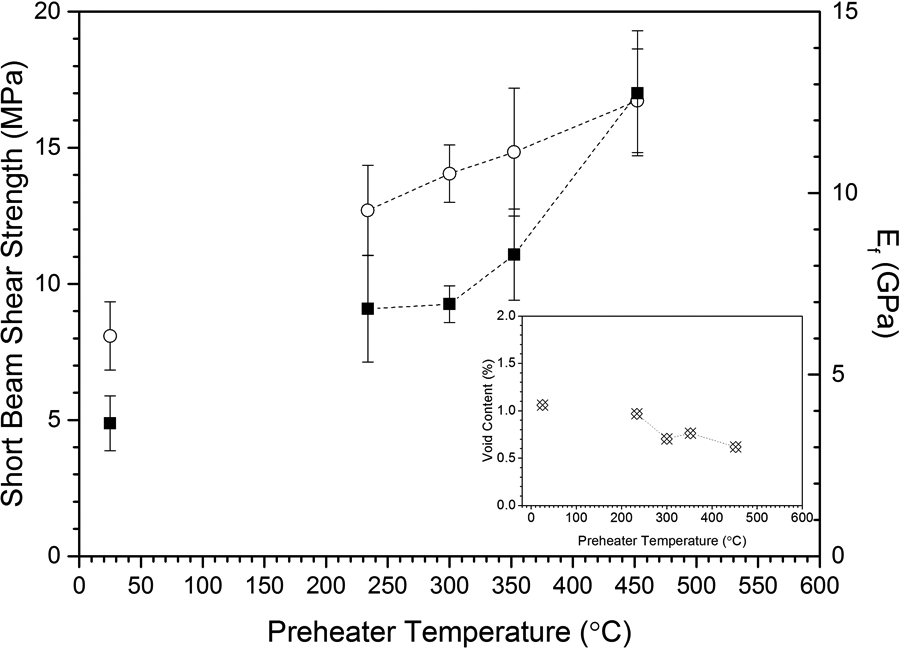
Effect of the preheater temperature on the short-beam shear strength (^) and flexural modulus (▪) of Twaron/polyamide 6 thermoplastic composites consolidated in situ from commingled yarns during filament winding. Inset shows the effect of the preheater temperature on the residual void content. Heat gun temperature = 424°C, line speed = 20 mm/s, compaction force = 38 N and fibre tension = 4.6 N.
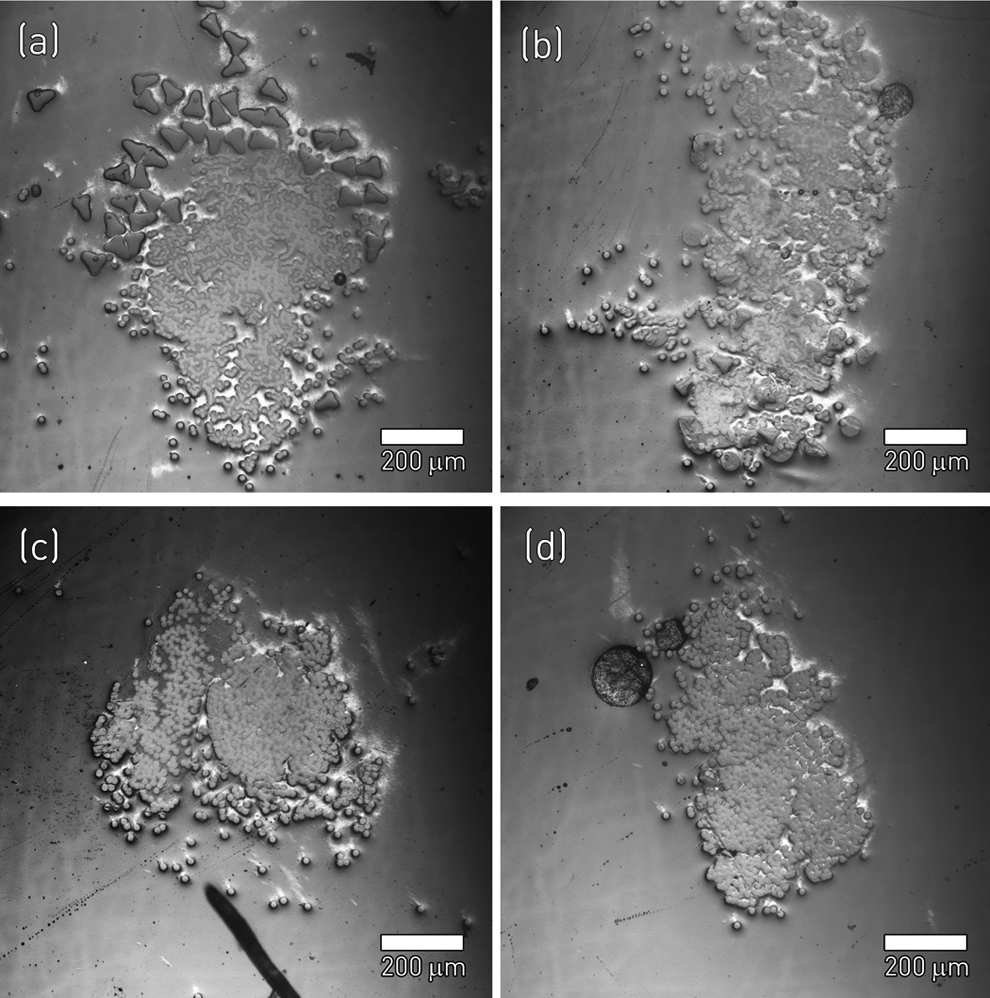
Cross-sectional optical microscope images of commingled yarns taken after passing through the preheating system at a line speed of 10 mm/s and preheating temperatures of (a) 24°C, (b) 233°C, (c) 352°C and (d) 452°C showing that the commingled yarns undergo noticeable impregnation and consolidation at elevated temperatures prior to compaction at the nip point. Near the melting temperature of polyamide 6, the matrix fibres can be seen to have been partially melted, losing the triangular structure and taking more rounded forms as shown in (b).
These experimental results allow us to identify suitable processing parameter windows in which the mechanical and material properties are optimized by minimizing void content while avoiding polymer degradation due to oxidative conditions. The feasible and optimal processing windows for the parameters investigated are summarized schematically in Figure 15. A final cylinder was manufactured using the settings identified to be within each of the optimum parameters ranges, namely, a heat gun temperature of 320°C combined with a line speed of 10 m/s, a fibre tension of 8 N, a compaction force of 190 N and a preheating temperature of 330°C. The properties of the material produced using the optimized processing conditions are compared with those of materials produced from the Twaron/PA6 commingled yarns using compression moulding in Table 2. The short-beam shear strength, flexural modulus and void content of the samples produced using the two processes were measured, within experimental error, to be identical. These results clearly demonstrate that the process of online consolidation of commingled yarns has the capacity to achieve material quality equal to that produced by compression moulding processes, provided that appropriate processing parameters are used.
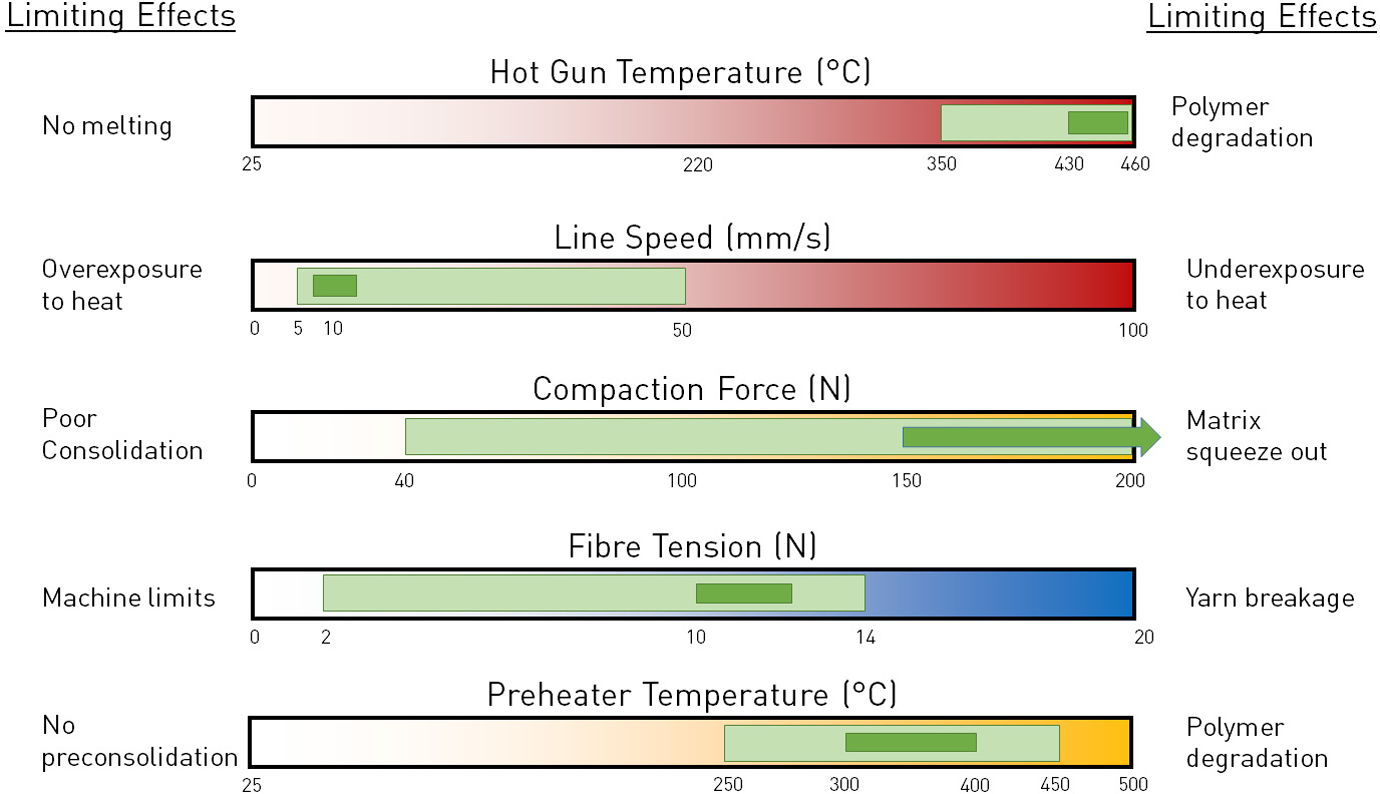
Description of possible and optimal processing windows found for filament winding with in situ consolidation of Twaron/polyamide 6 commingled yarns. Viable processing ranges are indicated as light green while optimum conditions are represented as dark green.
Mechanical properties measured from Twaron/PA6 materials processed by compression moulding and filament winding.
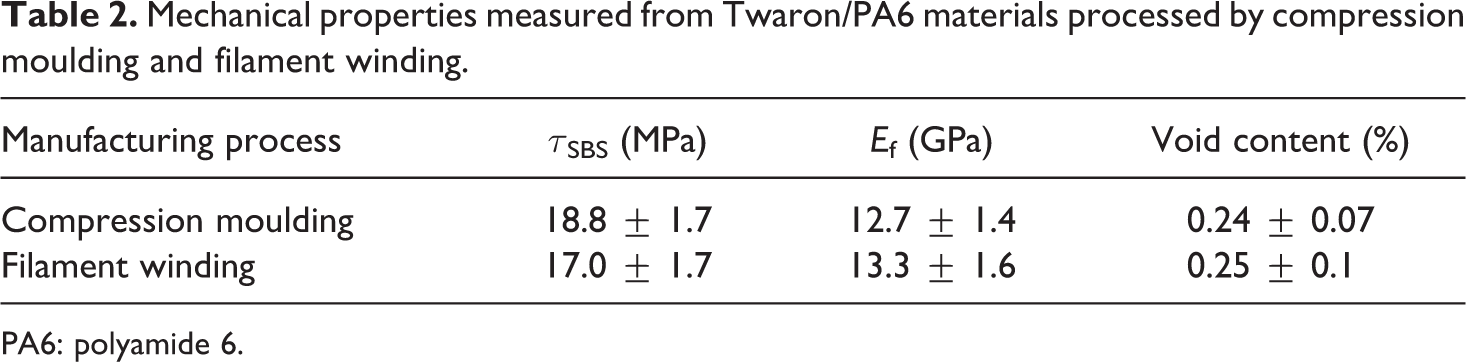
PA6: polyamide 6.
Conclusions
We have demonstrated the ability to manufacture fully consolidated materials from commingled yarns by consolidating the intermediate material in situ during filament winding. By systematically investigating the effects of heat gun temperature, line speed, fibre tension, compaction force and preheater temperature, a range of optimal settings were identified, allowing a material quality equivalent to that produced by compression moulding of unidirectional plates.
Further improvements in material quality and throughput may be achievable by reducing the presence of oxygen at high temperatures, for example, using an inert hot gas torch, processing at higher temperatures, for example, laser heat source, applying heating/cooling elements to the mandrel and compaction roller, and improving the mingling quality of the commingled yarns. Any improvements to material quality are, however, expected to be minor as the void contents obtained using commingled yarns in this process are already comparable to those achieved using a more established technique for the processing of thermoplastic composites, that is, compression moulding.
Footnotes
Acknowledgements
The authors would like to thank Dr Giulio Molinari, Dr Alberto Sánchez Cebrián, Bryan Louis, Christoph Schneeberger, Claudia Thurnherr and Mario Danzi for their scientific expertise and insightful discussions, and Thomas Heinrich and Hanspeter Eigenmann for their technical support in refitting the filament winder.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: the Swiss-European Mobility Programme, and the Commission for Technology and Innovation through the Swiss Competence Center for Energy Research Efficient Technologies and Systems for Mobility.