
Abstract
This work has conducted an extensive investigation on the effect of discontinuous long polyimide (PI) fiber on the mechanical properties, fracture morphology, and crystallization behaviors of polyamide-6 (PA6) matrix composites. A series of PA6 matrix composites with different contents of PI fiber were prepared through a standard melt-pultrusion process. The resulting composite specimens not only achieved a prominent reinforcement but also obtain a significant improvement in impact toughness. It is highlighted that the composites achieved a remarkable increase in Izod impact strength by a factor of five compared to pure PA6 when 12 wt% of PI fiber was incorporated. Moreover, the tensile strength of the composites reached 143 MPa at a fiber content of 18 wt%. The mechanical properties could be well predicted by the Cox-Krenchel model, but a negative deviation in experimental data was observed at high fiber concentrations due to the decrease of residual fiber length and fiber aggregation. The morphologic observation of fracture surface indicated that fiber pullout was a major mechanism for tensile failure as a result of long PI fiber-reinforcing effectiveness, and it was also the predominant energy absorption mechanism for the impact fracture of composite specimens. The presence of long PI fiber not only enhanced the crystallinity of PA6 matrix but also induced a well-defined transcrystalline layer on the fiber surface due to its high nucleating ability.
Keywords
Introduction
Organic–inorganic composites have created a great number of high-performance materials for engineering and structural applications over the past decades. The reinforced polymeric composites with inorganic fibers are a class of thermosetting or thermoplastic materials with various advantages benefiting from the combination of the polymer matrix and inorganic fibers.
1
Glass fiber and carbon fiber are two traditional reinforcing fibers most commonly used, because they can not only offer the reinforced polymers high strength and stiffness, good impact resistance, and thermal stability but also provide additional lightweight and/or cost savings for equal or better performance compared with metal materials.
2,3
However, glass fiber has a high density, which makes it not suitable as an inorganic fiber for lightweight design.
4
The employment of carbon fiber for polymeric reinforcement is also limited because of its extremely high cost.
In recent years, there has been significant progress made in the development of high-performance organic fibers that are produced from rigid and flexible polymers. 13 These fibers have covered the para- and meta-aramid fibers, 14 polybenzobisoxazole (PBO) fiber, 15 polybenzimidazole fiber, 16 poly(hydroquinone-diimidazopyridine) fiber, 17 ultrahigh molecular weight polyethylene (UHMWPE) fiber, 18 and polytetrafluoroethylene fiber, 19 and some of them are now available as commercial products such as Kevlar ®, Nomex ®, Twaron ®, Zylon ®, Dyneema ®, Spectra ®, and Teflon ®. 20 –23 The excellent mechanical properties of these novel synthetic fibers make them competitive in engineering and structural applications for various forms of advanced composites with higher mechanical strength, better damage tolerance, higher load-bearing stiffness, more significant lightweight, and better thermal stability compared to the traditional inorganic fiber-reinforced composites. In a world where lightweight and durable composites are increasingly replacing conventional materials, the reinforcement of thermoplastics with high-performance organic fibers has been receiving a great deal of attention in both academic communities and industrial societies. 24 Numerous studies reported the preparation and mechanical characteristics of polymeric composites with these organic fibers and indicated that the resulting composites achieved high strength and stiffness, high resistance to impact and abrasion damage, good hot-wet properties, and long fatigue life as well as a low density. 25,26 Among these high-performance organic synthetic fibers, the para-aramid fiber, made from poly(p-phenylene terephthalamide) and known as a Kevlar brand name of Dupont, achieved the most prominent development in manufacturing technologies and applications; therefore, a large number of studies was focused on the Kevlar fiber-reinforced materials. 27 –29 Fu et al. 30 studied the effects of interfacial strength and fiber orientation on the mechanical performance of Kevlar fiber-reinforced composites with olefin block copolymer as a matrix. They found that such a reinforcement system gained a remarkable enhancement in mechanical properties in the presence of maleic-anhydride-grafted PP as a compatilizer, and the injection-molded composites with highly oriented fibers obtained a significantly higher tensile strength compared to those with the randomly orientated ones. Takayanagi et al. 31 investigated the surface modification of Kevlar fiber and its reinforcement to low-density polyethylene (LDPE) and found that the mechanical properties of LDPE could be significantly improved by incorporating the discontinuous fibers surface-modified by carboxymethyl groups with a volume fraction as low as 2.2 vol%. The investigation by Zhao et al. 32 indicated that Kevlar fiber could effectively improve the mechanical and thermal properties of polypropylene matrix composites by combining with polyamide-6 (PA6) fiber. Hashmi et al. 33 also reported that a combination of Kevlar fiber with glass fiber could generate an effective reinforcement to LLDPE, and the storage modulus and α-transition temperature of the composites were significantly increased with Kevlar fiber. In addition to general-purpose plastics, Kevlar fiber is also used to reinforce engineering thermoplastics for the requirement of weight reduction and excellent damage tolerance. Yu et al. 34 reported a study on injection-molded polyamide 6,6 (PA66) matrix composites reinforced by short Kevlar fiber and investigated the prediction of mechanical data for tensile modulus and strength. Kukereka et al. 35 also found that the incorporation of short Kevlar fiber could not only improve the mechanical strength of PA66 but also enhanced the abrasion resistance. Khondker et al. 36 reported the fabrication of nylon/Kevlar fiber plain knitted composites and found that interfacial adhesion dominated the mechanical performance of composites and was strongly dependent on the processing condition. As another important heterocyclic aramid fiber, PBO fiber was also widely used as a reinforcing fiber for the polymeric composites. 37 However, the study on reinforcement of PBO fiber was mainly focused on epoxy-, phenolic-, and bismaleimide-based thermosetting systems, and little attention was paid to the thermoplastic ones. 38,39 Maity et al. 40 and Vaisman et al. 41 reported an investigation on the thermoplastic composites of LDPE and HDPE with UHMWPE fiber, respectively, whereas there was no reinforcement effect observed in these studies.
Aromatic polyimide (PI) fiber is one of the important members in the family of high-performance polymeric fibers and shows broad application prospects in the fields of electric and microelectronic systems, military equipments, aviation, and aerospace due to its excellent mechanical performance, outstanding thermal stability, and superior chemical and irradiation resistance. 42,43 PI fiber has gained a prompt development in both fundamental research and commercial exploitation in recent years. Although the commercial product of PI fiber known as P84® was developed by an Austrian company, Lenzing AG (Lenzing, Austria), 44 the current spinning technology could not make PI fiber a high level in strength and modulus to meet the requirement of polymeric reinforcement. Therefore, the studies on reinforced polymeric composites with PI fiber have not been found in literature by now. In our recent work, a breakthrough has been made in the preparation of high-strength PI fiber through solution spinning followed by post-drawing and thermal imidization. The resulting PI fiber achieved a high elastic modulus of 115 GPa and high tensile strength of 3.1 GPa, showing a great potential in the reinforcement of polymeric composites. 45,46 This makes PI fiber a good candidate for the reinforcement of thermoplastic or thermosetting polymeric systems. PA6 resin is a strong competitor matrix reinforced by PI fiber among the engineering thermoplastics due to chemically structural similarity between the matrix and fiber. This may favor an increase in interfacial adhesion as well as a decrease in interfacial tension of two phases, thus resulting in a better reinforcement effect. The current work is focused on the long fiber-reinforced thermoplastic (LFRT) system based on PA6 matrix and PI fiber. The effects of discontinuous long PI fiber on mechanical properties, fracture morphology, and crystallization behaviors of the obtained composites were investigated, and the transcrystalline behavior was also studied. The aim of this work is to develop a new type of high-performance PA6 matrix composites with discontinuous long PI fiber for engineering and structural applications. It is expected that the PA6/PI fiber composites developed in this work will gain more prominent impact toughness, much lighter weight, better dielectric properties, and higher fatigue resistance compared to conventional inorganic fiber-reinforced thermoplastic ones. Such composites highlight their specific applications for injection molding of the structural components used for automobiles, high-speed trains and airplanes, electrical apparatus, military equipments, and so on.
Experimental
Materials
The PA6 resin with a grade name of UBE NYLON® 1011FB was purchased from Teijin Chemicals, Tokyo, Japan, and it is an ultralow viscose type resin with a density of 1.14 g/cm3 and a melt flow index of 18.5 g/10 min. PI fiber rovings were kindly supplied by Jiangsu Shino New Materials Technology Co. Ltd., China. This PI fiber bundle with a linear density of 1800 dtex and a filament diameter of 12 μm was prepared through the small-scale solution-spinning production in terms of the method described in literature. 47 The fibers have been surface coated with 3-aminopropyl triethoxysilane coupling agent during the producing process.
Melt-pultrusion processing
The PA6/PI fiber composites were prepared by a standard melt-pultrusion method on a custom-designed pultrusion equipment consisting of a fiber creel, an impregnation apparatus coupled with a corotating twin-screw extruder (d = 30 mm, L/D = 40; Nanjing Rubber & Plastics Machinery Plant Co., Ltd., China), a wind cooler, a pulling machine, and a custom-tailored pelletizer. The impregnation apparatus is composed of multiple heating zones, five rollers, a fiber entrance nozzle, and a pultrusion die. Figure 1(a) shows a schematic pultrusion process for PA6/PI fiber composites. When fiber bundles are pulled out of the fiber creel and induced into the impregnation apparatus from the entrance nozzle by the pulling machine, the fiber bundles pass through these rollers and then can achieve a good wet-out effect. The pulling machine consisting of four pairs of polyurethane coated metal wheels is used to drive the pultrusion process. This pulling machine has been designed for the requirements of force and speed for the current experiment. In a typical processing procedure, PA6 resin was first dried at 105°C in a vacuum oven for 24 h to ensure that the moisture content was low enough to prevent degradation. Then, the PA6 resin was molten by the twin-screw extruder. The temperatures along the barrel from feeding zone to die were set at 265, 270, 270, 275, 275, 275, 280, and 280°C, and the rotating speed of the screw was set as 60 r/min. The continuous PI fiber bundles were fed into the impregnation apparatus including a number of thermocouples and rollers, while the PA6 melt was delivered into the impregnation apparatus. It should be mentioned that this impregnation apparatus was equipped with several replaceable exit nozzles in different diameters. In this case, the amount of PA6 resin coated on fiber bundles could be well controlled when the impregnated fibers passed through the given exit nozzles. Therefore, the weight fraction of PI fiber in composites could be accurately determined. The PI fiber bundles impregnated with PA6 melt was pulled toward the custom-tailored granulator after a wind cooling and then was cut into the long pellets with a length of 10–12 mm. The temperature in the impregnation unit was set at 280–285°C, and the pulling speed was adjusted in the range of 8–15 m/min. The obtained long pellets were dried under vacuum at 105°C overnight and then were stored in the sealed aluminum foil bags.
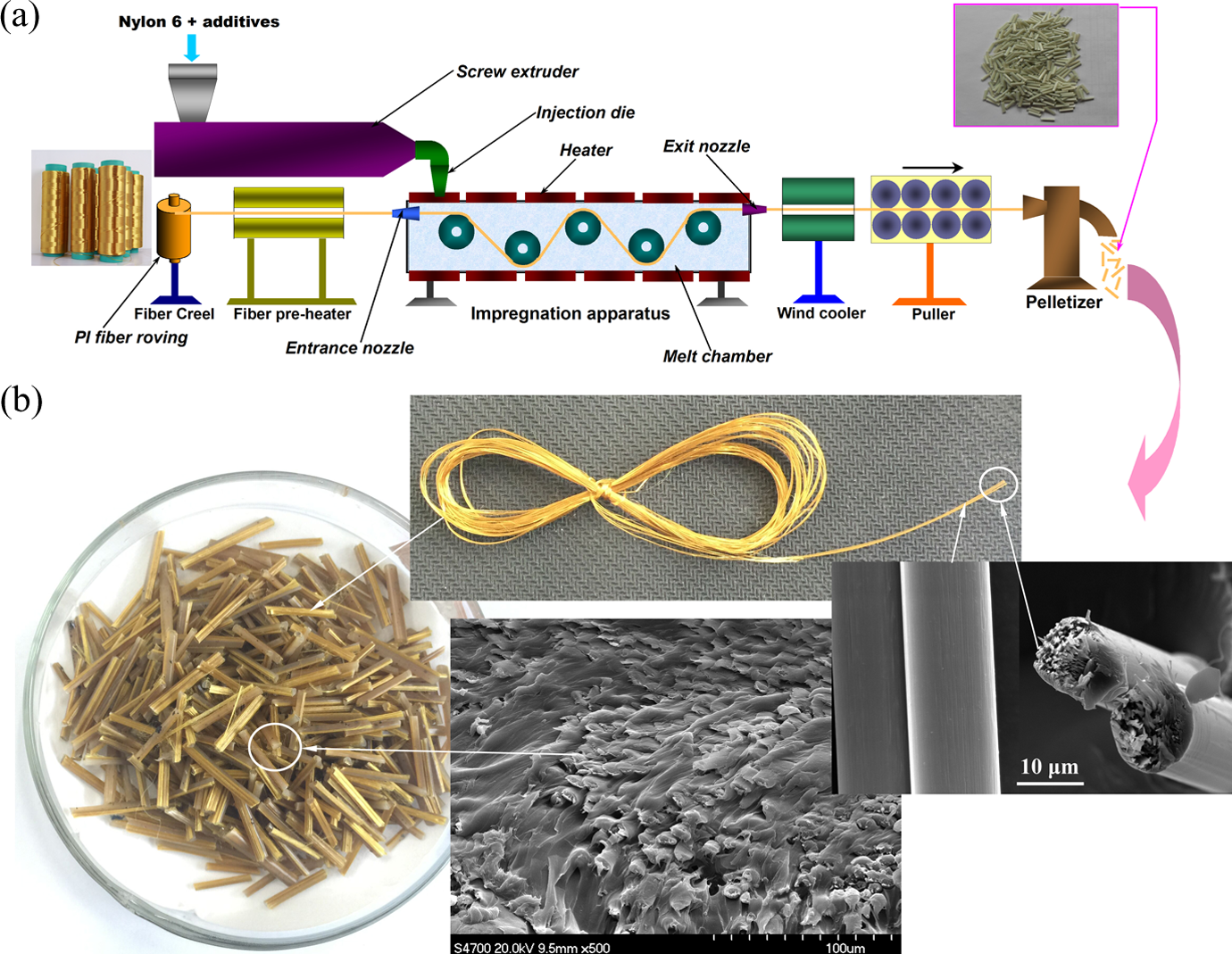
(a) Schematic processing of PA6/PI fiber composites through melt pultrusion; (b) digital images and SEM micrographs for the aspect and microstructure of PI fiber and long pellets of PA6/PI fiber composites. PA6: polyamide-6; PI: polyimide; SEM: scanning electron microscopy.
Characterization
Measurement of mechanical properties
The composite samples were dried at 105°C in a vacuum oven for 12 h and then were injection molded into a series of test bars using an injection-molding machine (Haitian Machinery Co. Ltd., Ningbo, China). The tensile and flexural properties were measured using a computer-controlled SANS CMT-4104 universal testing machine (MTS Systems Corporation, USA) with a load cell of 10 kN capacity according to the ISO-527 and ISO-178 standards, respectively. The notched Izod impact tests were performed on a SANS ZBC-1400A impact tester (MTS Systems Corporation, USA) equipped with a pendulum of 2.75 J according to the ISO-180 standard. The impact test specimens were notched on a milling machine to achieve a “V” type notch in a depth of 2 ± 0.2 mm. A three-point bending measurement was performed on the universal testing machine through a three-point bending fixture at a test speed of 10 mm/min according to the ISO-13586 standard. The critical stress intensity factor (K IC) as a fracture toughness parameter was calculated using the following equation:

where P max is the maximum load, S is the span, b is the specimen thickness, w is the specimen width, α is the crack length, and f (α/w) is a calibration factor which can be calculated by

where x is the ratio of crack length to specimen width. All of the mechanical tests were conducted at room temperature, and each of the reported data represented an average value of five tests.
Observation of polarizing optical microscope
The observation of fiber distribution in injection-molded specimens was performed on an BX51 polarizing optical microscope equipped with a Sony CCD-IRIS digital camera (Olympus Corporation of China). A piece of specimen incised from an injection-molded tensile bar was dissolved in formic acid to remove the PA6 matrix, and then, the extracted fibers were dispersed on a glass slide for polarizing optical microscopic observation. The observation of crystalline morphology of PA6 matrix in composites was also carried out using the polarizing optical microscope. A series of specimens incised from an injection-molded tensile bar were heated to 260°C on a hot stage, held at this temperature for 3 min, and then moved to another hot stage with a temperature of 180°C, where the crystals of PA6 matrix started to grow. The specimens were taken out from the hot stage at a time interval of 5 min for the observation of crystalline morphology under the polarizing optical microscope.
Scanning electron microscopy
The fracture morphologies of PA6 composites with long PI fiber were investigated using a Hitachi H-4700 scanning electron microscope. The fracture surfaces obtained from both tensile and impact specimens after testing were made electrically conductive by sputter coating with a thin layer of gold–palladium alloy. The scanning electron microscopy (SEM) micrographs were taken in a high vacuum mode with 20 kV acceleration voltage.
Differential scanning calorimetry
Dynamic differential scanning calorimetry (DSC) scans were performed to determine the crystallization and melting behaviors of PA6 matrix in composites on a Q20 differential scanning calorimeter equipped with a universal analysis 2000 data station (TA instruments Corporation, USA). All of the measurements were carried out under a nitrogen flow of 50 mL/min and with a sample weight around 3–5 mg. In a typical testing process, the specimen should first be heated to 280°C and held at this temperature for 5 min to eliminate the effect of the thermal and processing history. The crystallization enthalpy (ΔH c) and melting enthalpy (ΔH m) were obtained by running a curve integral. The degree of crystallinity (Χ c) was determined by the ΔH m’s of pure PA6 resin and its composites with long PI fiber using the following equation:

where w
PI is the weight fraction of PI fiber in a composite and
Results and discussion
Microstructural characterization
As a new type of reinforcing fibers, PI fiber exhibits a smooth surface and good textural structure as shown by the SEM micrograph of fiber lateral surface in Figure 1(b). It is also observed from the SEM micrograph of cross-sectional surface in Figure 1(b) that these fibers present signification deformation when fractured in liquid nitrogen, implicating a super-tough fracture behavior. A mechanical characterization indicates that the PI fiber used in this work has a high elastic modulus of 115 GPa and tensile strength of 3.1 GPa, 45,46 which are almost closed to the level of carbon fiber. With such high mechanical performance, PI fiber is considered as a good candidate of reinforcing fiber for thermoplastic materials. However, PI fiber was found to be so flexible and tough that the shortcut fibers were hardly chopped when a melt-compounding process with thermoplastics was carried out through a twin-screw extruder. These short-cut fibers were easily tangled with screws, resulting in clogging and melting streaming troubles in the extrusion processing. In this case, the PA6 matrix composites with discontinuous short PI fiber are unavailable through melt extrusion in this study. These troubles can be overcome by a melt-pultrusion technology, which enables the long fibers to be melt compounded with most of the thermoplastic materials. Therefore, the melt pultrusion of PI fiber with PA6 resin was adopted in this study to prepare long-granulated composites, and then the obtained long pellets were successfully injection molded into various test bars.
Figure 1(b) also displays the aspect of long pellets and the cross-sectional morphology of a long pellet. The fibers are found to be well enveloped by PA6 resin, indicating a good immerging effect and a high level of adhesion between the matrix and fibers. Figure 2 shows the optical microscopic images of the PI fibers dispersed in the injection-molded specimens at different fiber content. These discontinuous fibers exhibit a considerable length and flexibility, which implicates that the reinforcing fibers were seldom chopped during the injection-molding process. It has been widely reported that the mechanical potential of LFRT composites is directly connected to the relative fiber length of the reinforcing fibers used. Considering of few loss in fiber length, the residual length of PI fiber discontinuously dispersed in injection-molded specimens is far longer than an effective fiber length of 1.2–1.4 mm, which improves the stress transfer from the matrix to fibers effectively. Therefore, it is expected that such an LFRT technology can impart excellent reinforcement to the resulting PA6 matrix composites. 49
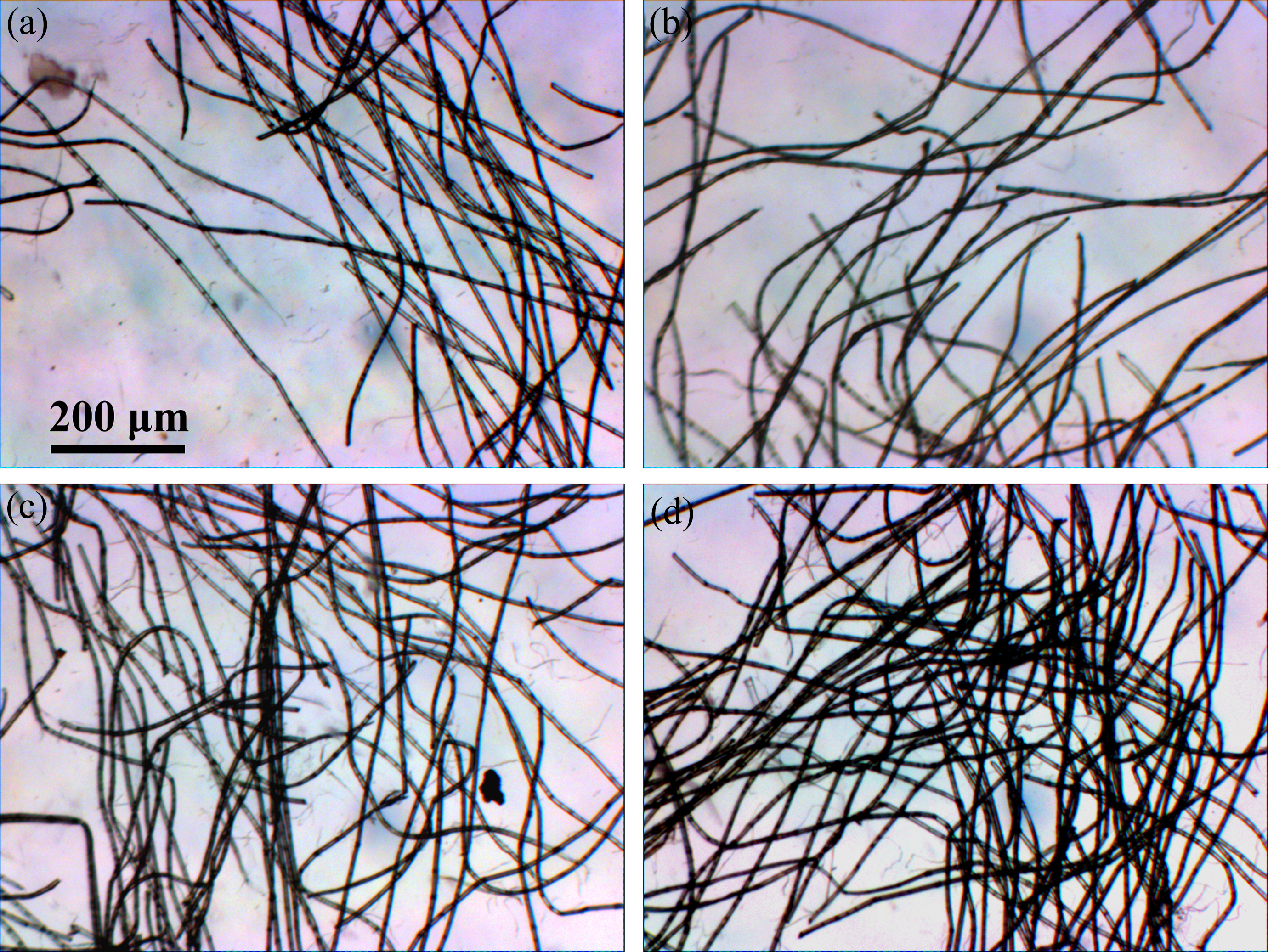
Optical microscopic images of the PA6 matrix composites with (a) 6 wt%, (b) 9 wt%, (c) 12 wt%, and (d) 15 wt% PI fiber. PA6: polyamide-6; PI: polyimide.
Mechanical properties
Figure 3 shows the tensile strength, tensile modulus, and elongation at break of PA6/long PI fiber composites as a function of fiber content. As observed in Figure 3, the tensile strength of the composites exhibit a strong dependency of fiber content and is increasingly improved with the weight fraction of PI fiber. The composites are found to achieve an increase of about 130% in tensile strength at a fiber content of 18 wt% compared to pure PA6 resin, indicating an excellent reinforcing effect on PA6 matrix by use of long PI fiber. Such a prominent reinforcement is attributed to the superiority of long reinforcing fibers in composites, whose explanation generally given is that the efficiency of stress transfer increases with fiber length. Nevertheless, the further increase of fiber content seems to slow down the growth of tensile strength. This probably reflects a poor dispersion of fibers in the matrix at a high fiber concentration. Similar to the tensile strength, the tensile moduli of the composites are observed to have the same trend with a variation of fiber content, indicating that there is much consistency with regard to tensile strength. However, the absolute levels of improvement in tensile modulus are comparatively poorer than those of the composites with inorganic fibers such as glass fiber and carbon fiber. 50,51 It is also observed in Figure 3 that the elongation at break is reduced significantly due to the incorporation of PI fiber, implicating a transformation of failure mode from a thermoplastic resin to composites. The elongation at break for all of the composites presents a fluctuation in the range of 9–11% with a variation of fiber content. This phenomenon can generally be explained by the fact that stress concentrations at the fiber ends resulted in matrix cracking, which ultimately leads to failure when the surrounding matrix and fibers could no longer support the increased load caused by the local failure, and thus the longer fibers induced higher stresses at the fiber tips, resulting in a lower elongation to breakage. 51 It should be mentioned that the injection molding became very difficult for the composites at fiber contents in excess of 18 wt% due to fiber entanglement and conglobation in the matrix. Therefore, there are no further mechanical data available for the composites with PI fiber over 18 wt%.
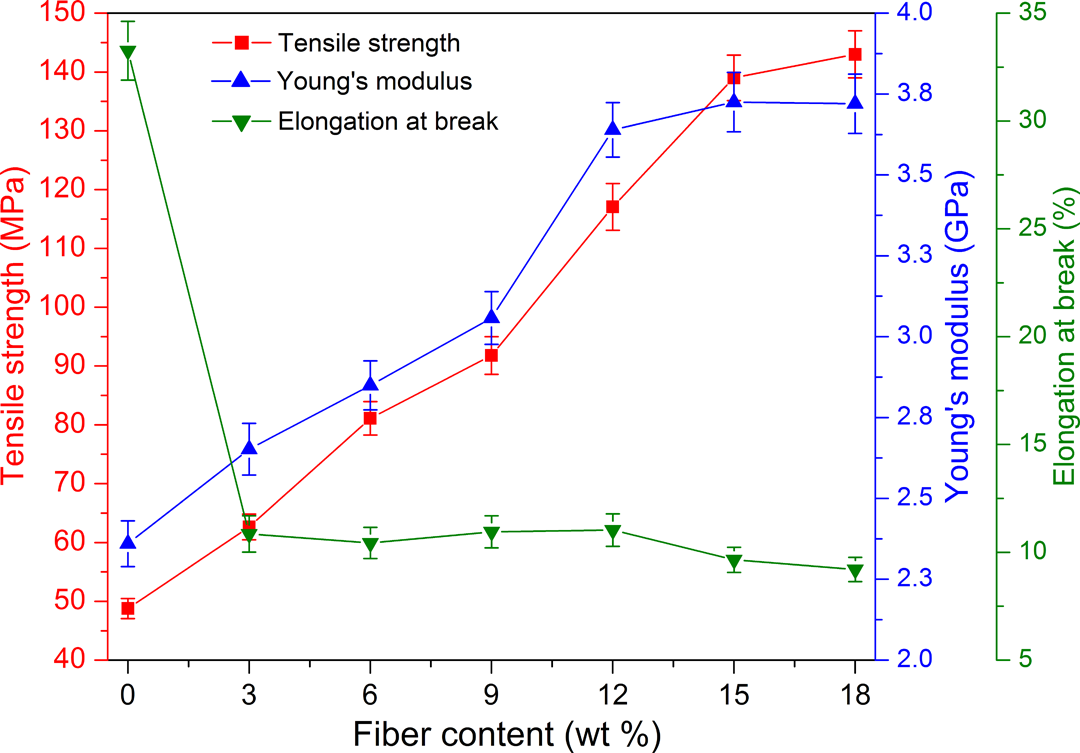
Tensile properties of PA6/PI fiber composites as a function of fiber content. PA6: polyamide-6; PI: polyimide.
Figure 4 displays the flexural strength and modulus as a function of fiber content for PA6/long PI fiber composites. These flexural experimental results are found to follow the same trend as observed in tensile strength and modulus with a variation of fiber content. The PI fiber seems to make a few contributions to the improvement of flexural strength, because the composite only achieves an increase of 102% in flexural strength at a high fiber content of 18% compared to pure PA6 resin. However, the modulus of the composite was improved by 375% at this fiber content, indicating that the stiffness of the composites is only determined by fiber content but is practically independent of fiber length and distribution in the matrix. Such a great contribution to flexural modulus may be due to the high modulus of PI fiber in nature.
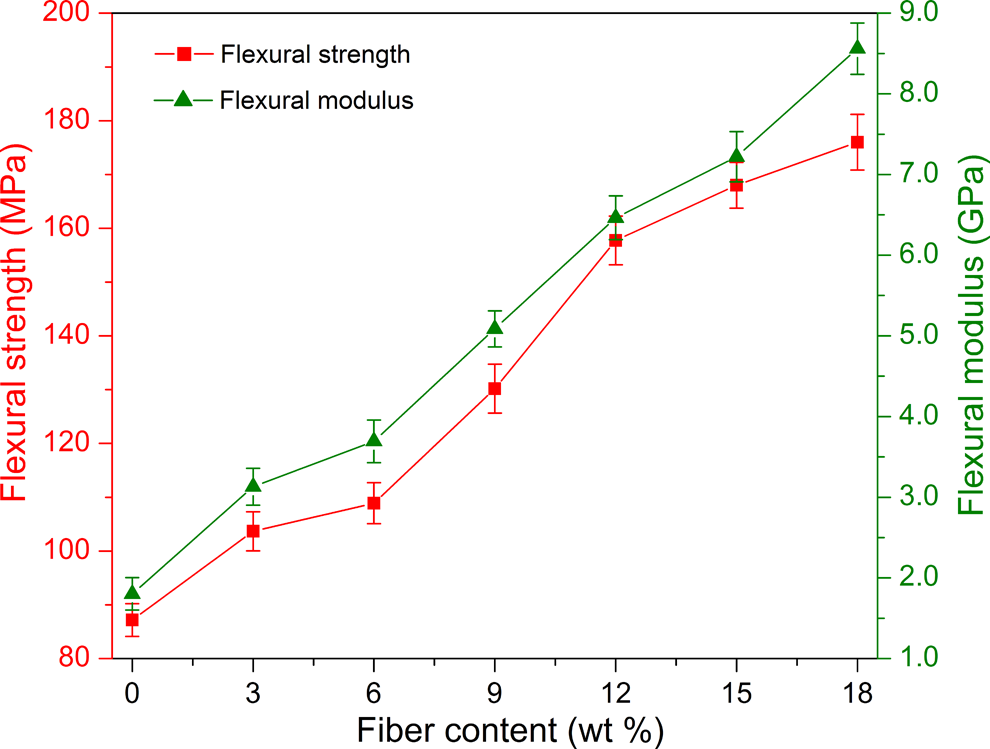
Flexural properties of PA6/PI fiber composites as a function of fiber content. PA6: polyamide-6; PI: polyimide.
The impact toughness of PA6/PI fiber composites was evaluated by notched Izod impact and three-point bending experiments. Figure 5 shows the notched Izod impact strength and critical stress intensity factor of the composites as a function of fiber content. The Izod impact strength is observed to increase almost linearly with fiber content and to reach a maximum value for the composites at a fiber content of 12 wt%. It is noteworthy that, compared to pure PA6 resin, the composite achieves a great improvement in impact strength almost by a factor of 9 at this optimal fiber content. Then, the Izod impact strength tends to decrease with further increasing fiber content. The critical stress intensity factor, K IC, represents the fracture toughness for a material when undergoing a notched impact. It can be seen in Figure 5 that the data of critical stress intensity factor present a similar trend to the results as observed for Izod impact strength. Pure PA6 resin only shows a K IC value of 4.46 MPa·m1/2; however, the K IC values of composites are found to increase continuously with increasing fiber content due to the improvement of fracture toughness caused by long PI fiber. The K IC also reaches a maximum value at a fiber content of 12 wt% and then begins to decrease with fiber content. These results are in a good agreement with the Izod impact experimental results. On the basis of both the Izod impact and three-point bending results, the enhancement in impact toughness for the PA6 matrix composites with long PI fiber is distinctly superior to that for reinforced thermoplastic composites by use of short or even long inorganic fibers. Such a prominent toughening behavior can be explained by the energy-dissipating mechanisms reported for LFRT systems regarding their impact fracture at an existing notch, 52 and is evidently ascribed to the energy dissipation derived from the pullout and fracture of long PI fiber discontinuously dispersed in the matrix.
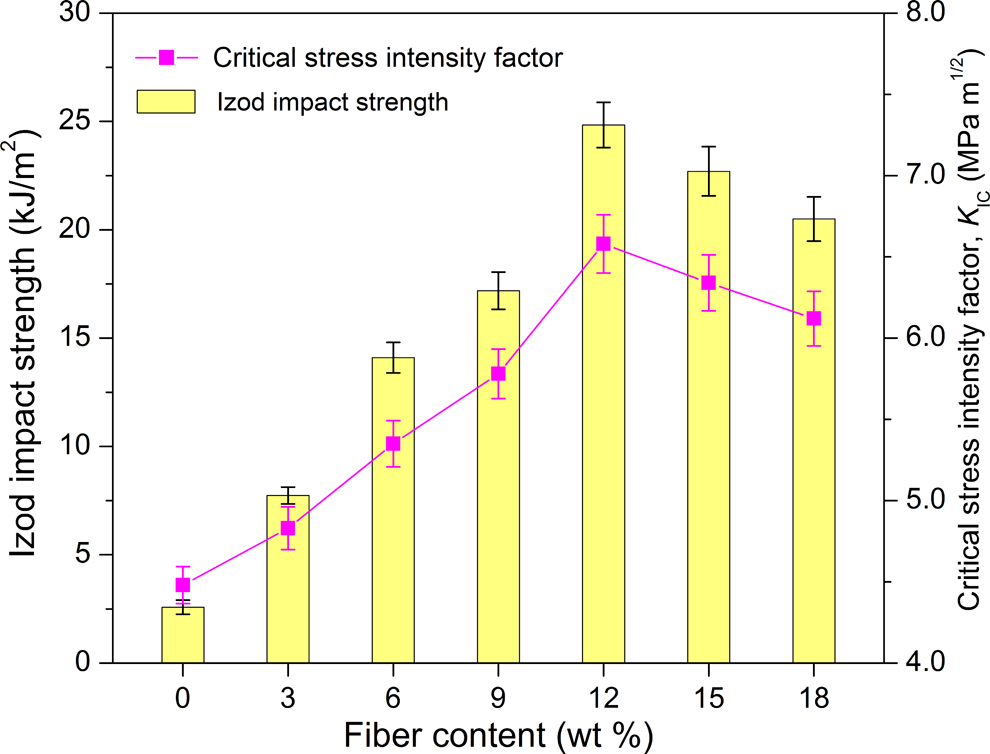
Izod impact strength and critical stress intensity factor of PA6/PI fiber composites as a function of fiber content. PA6: polyamide-6; PI: polyimide.
Theoretical analysis of mechanical parameters
Theoretically, the mechanical parameters of PA6/PI fiber composites are determined primarily by the elastic properties of the constituents and may also follow the “rule-of-mixtures,” assuming perfect wetting. Moreover, the failure of the composites in both tensile and flexural modes is dependent on the reinforcement efficiency of reinforcing fibers related to the fiber length. Therefore, their mechanical properties may be predicted by the Cox–Krenchel model, which takes the fiber length and orientation into account by adding a fiber length efficiency factor (η l) and fiber orientation factor (η o) into the rule-of-mixtures as expressed by equation (4) 53

where X c, X PI, and X PA6 represent the mechanical properties (i.e. ultimate tensile stress, tensile modulus, flexural strength, and flexural modulus) of the composites, PI fiber, and pure PA6 resin, respectively; φ PI is the volume fraction of PI fiber. The first term in equation (4) corresponds to the load carrying capacity of PI fiber, and the second one reflects the shear stress of the surrounding PA6 matrix. The parameters η o and η l describe the orientation efficiency and reinforcing efficiency of PI fiber, respectively, and they are strongly dependent on the mean length of PI fibers distributed in the matrix. A number of studies demonstrated that there were several factors determining the reinforcement effect of reinforcing fibers, which included fiber content, residual fiber length, fiber strength, the fiber orientation in matrix, the interface adhesion between fibers and matrix, and polymeric matrix nature. 54,55 Considering of a complication to calculate these two parameters, the relationship between the relative mechanical parameters of composites and the fiber volume fraction can be established by rearranging equation (4) and then is expressed by

where
In this case, the mechanical parameters of PA6/PI fiber composites can directly be predicted by equation (5), where the slope β can be derived from a linear fit on the basis of experimental mechanical data, and the volume fraction of PI fiber, φ PI, can be obtained by means of equation (6)

where w PI is the weight fraction of PI fibers, ρ PA6 is the density of pure PA6 resin (1.13 g/cm3), and ρ PI is the density of PI fiber (1.42 g/cm3). On the basis of tensile and flexural experimental data, the relative strength and modulus of the composites to pure PA6 resin as a function of φ PI were plotted in Figure 6, in which their fitting lines were also built. It is surprisingly to note that the experimental results almost vary linearly with respect to φ PI as predicted by equation (6). The slopes corresponding to β are 13.909 for tensile strength, 4.273 for tensile modulus, 7.331 for flexural strength, and 24.942 for flexural modulus as derived from the linear fits. Nevertheless, a negative deviation in experimental tensile and flexural strength is observed from the composite at a fiber volume fraction of 14.9 vol% (18 wt%). This suggests that the high fiber concentration may lead to fiber aggregation in the matrix, thus resulting in a decrease in the residual length of PI fiber during the injection-molding process. In this case, the reinforcing efficiency of PI fiber is reduced. However, the experimental data for relative flexural modulus are highly linear with respect to φ PI, indicating that fiber breakage and fiber aggregation do not influence the flexural modulus of injection-molded specimens any more.
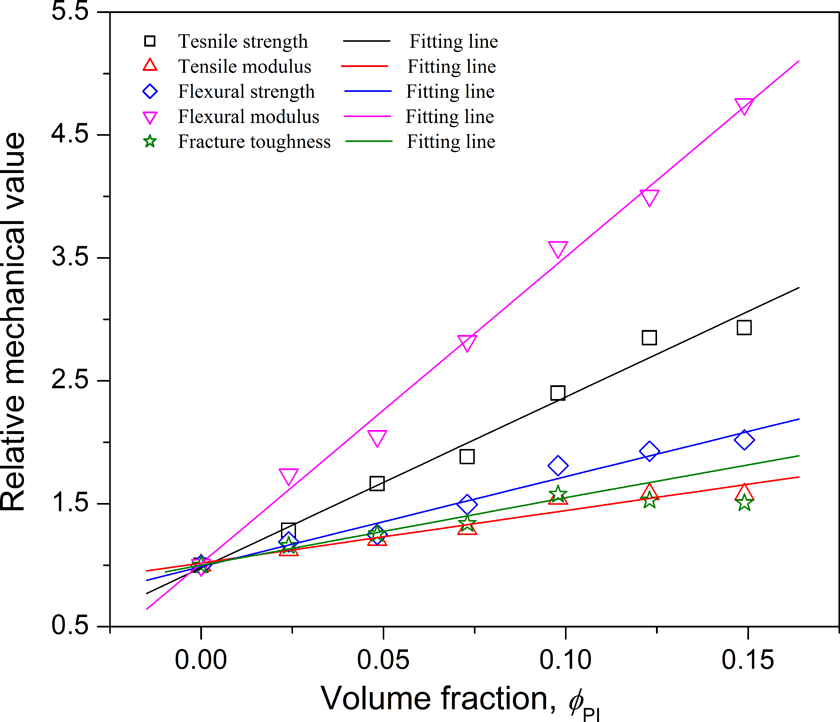
Relative experimental data obtained from mechanical tests as a function of fiber volume fraction and their linear fitting curves for PA6/PI fiber composites based on the Cox–Krenchel model. PA6: polyamide-6; PI: polyimide.
The fracture toughness of PA6/PI fiber composites can also be predicted by use of the modified rule-of-mixtures as given by equation (7)

On the basis of the results obtained from three-point bending tests, the relative fracture toughness of the composites also exhibits a linear function of φ PI as shown in Figure 6. According to the slope of fitting line in Figure 6, the value of γ is 3.587 for three-point bending tests. However, it is noteworthy that the prediction of fracture toughness shows a positive deviation for the composites at a fiber volume fraction higher than 9.8 vol%. This suggests that the toughening effect of PI fiber on PA6 is weakened due to fiber breakage and fiber aggregation occurring at high fiber concentrations.
Fracture morphology
A number of studies reported that there are several mechanisms for the reinforcement and toughening effectiveness of fiber-reinforced thermoplastic composites, which included fiber orientation, fiber pullout, fiber breakage, and fiber debonding, as well as the friction between the interfaces of matrix and fibers. 54 –56 In general, the fracture morphology can reflect the fracture behavior of a composite material in failure, thus providing some useful information for these mechanisms. Figure 7 illustrates the SEM micrographs of the tensile fracture surfaces obtained from the tested tensile specimens of PA6/PI fiber composites. It can be seen that the PI fiber is well dispersed in the matrix until its content rises up to 15 wt%. Although some of PA6 resin is found to stick with the fiber as observed from a magnified micrograph in Figure 7(d), most of the fiber surfaces seem to be smooth, indicating fairly weak interfacial adhesion between the matrix and fibers. Moreover, the fiber aggregation is found from the composite at a fiber content of 18 wt% as shown in Figure 7(h). This phenomenon has been confirmed by the data in Figure 3, which shows the reduction of reinforcement effect at this fiber content. Most of all, there are lots of PI fibers pulled out of the matrix, leaving some holes on the tensile fracture surfaces. Meanwhile, the fracture surface looks so flat for each of the tested specimens, implicating that there is no large matrix deformation occurring during the tensile failure. It is understandable that the long fibers with a high mechanical strength like PI fiber can help themselves pulled out without breakage when debonding from the matrix. Additionally, it seems that the fiber fracture is hard to be distinguished from the SEM micrographs, whereas the fiber stretching was induced by the large stress transferred from PA6 matrix during the debonding process as observed in Figure 7(f). Therefore, these results suggest that, for the PA6 matrix composites reinforced by long PI fiber, the dominant reinforcing mechanism is fiber pullout.
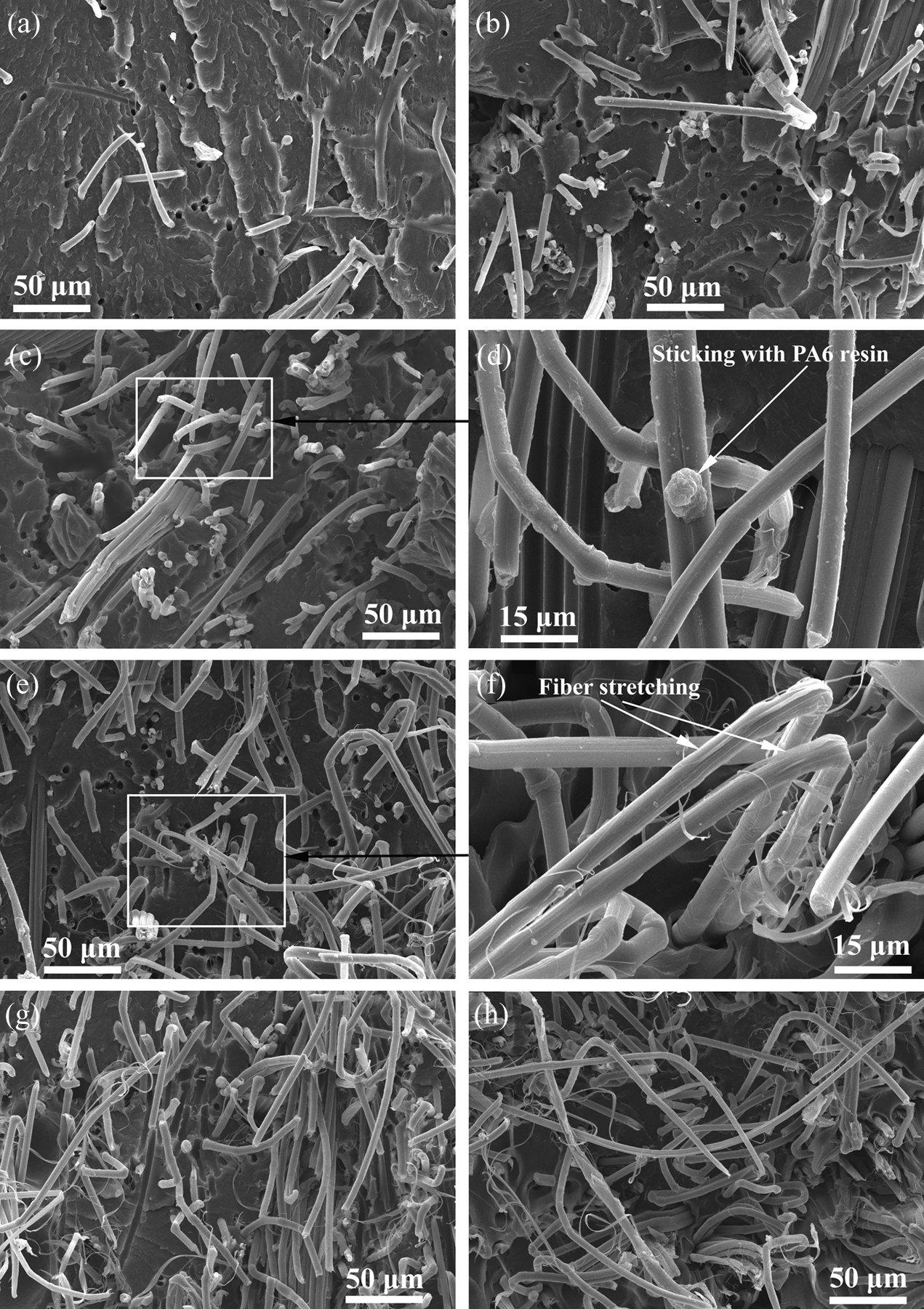
SEM micrographs of tensile fracture surfaces for the PA6 matrix composites with (a) 3 wt%, (b) 6 wt%, ((c) and (d)) 9 wt%, ((e) and (f)) 12 wt%, (g) 15 wt%, and (h) 18% PI fiber. SEM: scanning electron microscopy; PA6: polyamide-6; PI: polyimide.
Figure 8 illustrates the SEM micrographs of impact fracture surfaces of PA6/PI fiber composites. Similar to the fracture morphology of tensile specimens, the fiber pullout phenomenon can also be clearly observed from these micrographs; furthermore, the matrix seems to present a brittle fracture without large deformation for all of the composites. This indicates that the fiber pullout dominates the impact energy dissipation during the impact fracture. It is interesting to note that some of the pulled-out fibers exhibit stretching deformation as displayed in Figure 8(d), which might be created when the impregnated PI bundles were granulated. However, in the case of the composite at a fiber content of 18 wt%, serious fiber aggregation is observed on the impact fracture surface as shown in Figure 8(f). It is reasonable to believe that the decrease of impact strength for this sample is due to the poor fiber dispersion at a high concentration. This result is in good agreement with the impact and three-point bending test results as observed in Figure 4.
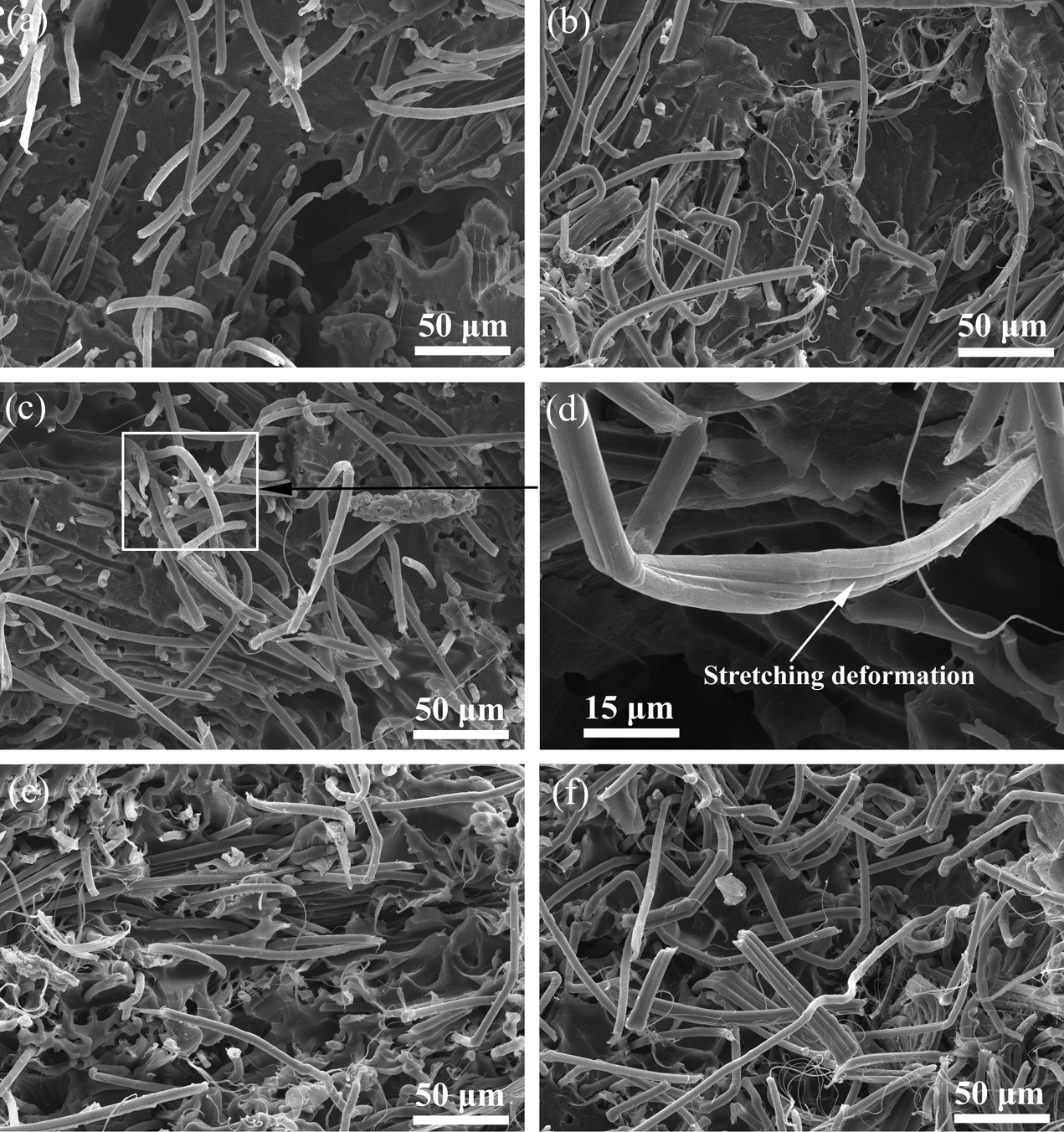
SEM micrographs of impact fracture surfaces for the PA6 matrix composites (a) 6 wt%, (b) 9 wt%, ((c) and (d)) 12 wt%, (e) 12 wt%, and (f) 18 wt% PI fiber. SEM: scanning electron microscopy; PA6: polyamide-6; PI: polyimide.
Crystallization and melting behaviors
PA6 is a semicrystalline polymer with relative prompt crystallizability. It is important to remember that, for a fiber-reinforced PA6 matrix composite, the degree of crystallinity and crystalline structure of the matrix may be significantly influenced by the reinforcing fiber and may subsequently affect the mechanical properties and processing conditions of the final composite products. Therefore, it is of great importance to study the crystallization and melting behaviors of the PA6 matrix within composites. The dynamic DSC scans were performed to investigate the crystallization and melting behaviors of PA6/PI fiber composites, and the recorded DSC thermograms and the corresponding data derived from DSC analysis are summarized in Figure 9. It can be seen from Figure 9(a) that both pure PA6 resin and its composites with long PI fiber exhibit a single exothermic crystallization peak on their cooling DSC curves, whereas the crystallization peak temperature (T c) of PA6 matrix shows a shift to higher temperature in the present of PI fiber compared to that of pure PA6 resin. As observed from Figure 9(d), the T c of the composites trends to increase with an improvement of fiber content but begins to decrease at a fiber content over 15 wt% of PI fiber. These results indicate that the presence of PI fiber as an alien matter can facilitate the crystallization of PA6 matrix through a heterogeneous nucleating effect and thus enhances the crystallinity of the matrix. As a result, the crystallization temperature was improved with fiber content. However, at a high fiber concentration, the dense fiber network formed in the composites may prevent the growth of PA6 crystals due to domain hindrance, thus leading to a decrease in T c. 7
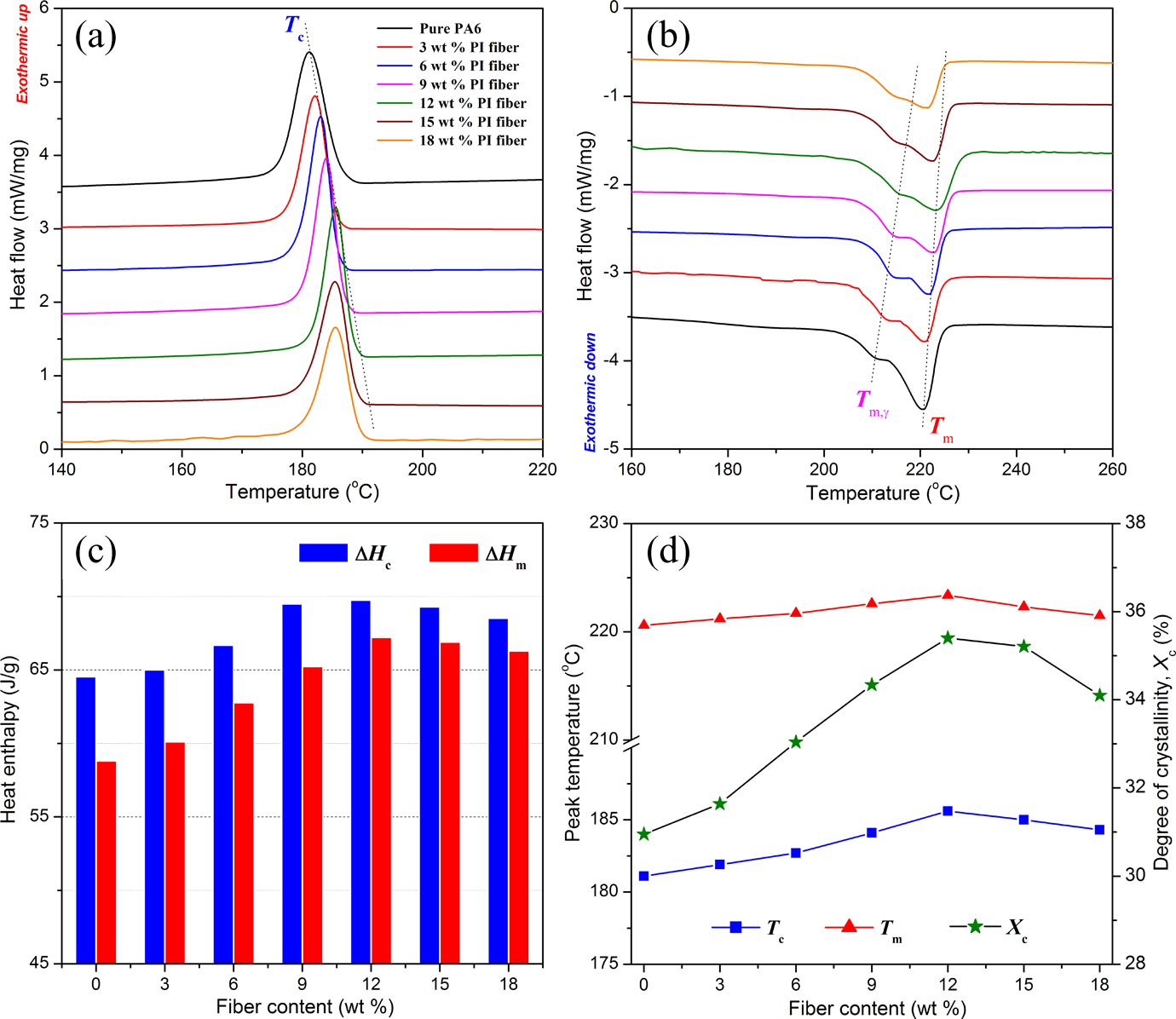
The DSC measurement results for PA6 matrix composites with different contents of PI fiber: (a) DSC heating thermograms, (b) DSC cooling thermograms, (c) heat enthalpies as a function of fiber content, and (d) crystallization and melting peak temperatures and the degree of crystallinity as a function of fiber content. DSC: differential scanning calorimetry; PA6: polyamide-6; PI: polyimide.
It is interestingly observed from Figure 9(b) that both pure PA6 resin and its composites with long PI fiber exhibit a multiple melting behavior by presenting a main melting peak along with a shoulder at lower temperature. It is well known that the multiple melting behaviors were widely observed from diverse semicrystalline polymers and were considered as being associated with the complexity of polymer crystallization. 57 The main endothermic peak is attributed to the fusion of the thermodynamically stable α-form crystals of PA6 matrix, and the shoulder is associated with the less stable γ-form crystals. 58 The main melting peak temperature (T m) of the composites increases slightly with an increase of fiber content, and however it is found to decrease at a fiber content over 15 wt% of PI fiber, which shows consistency with the results observed in the crystallization process. The improvement of T m results from the enhancement of crystallinity of PA6 matrix by the heterogeneous nucleating effect of PI fiber; however, its reduction is ascribed to the imperfect crystals formed at a high fiber concentration due to the interference and confinement of highly dense fiber network in the crystallization process. In addition, it is noteworthy from the data listed in Figure 9(c) and (d) that the heterogeneous nucleating effect of PI fiber can not only enhance the crystallinity of PA6 matrix but also improves its crystallization and melting enthalpies. This leads to an increase in the degree of crystallinity of the composites in the proper range of fiber content. On the contrary, the excessive fiber concentration limits the growth of crystals of the matrix, thus resulting in a decrease in the degree of crystallinity.
Transcrystalline morphology
A number of studies indicated that many of the thermoplastic composites based on semicrystalline polymeric matrices were observed to present some transcrystalline layers on the fiber surfaces due to the fact that the reinforcing fibers act as giant nucleation sites enhancing the nucleation and crystallization rates of polymeric matrices. 59 –61 Considering of a high nucleating ability of long PI fiber for the crystallization of PA6 matrix, the formation of transcrystalline layers is anticipated within the PA6/PI fiber composites. An observation of polarizing optical microscopy was performed to investigate the transcrystallinity of PA6/PI fiber composites. Figure 10 shows the polarizing optical microscopic micrographs of a representative composite at different crystallization times. It is observed from Figure 10(a) that, after annealing at 180°C for 5 min, the PA6 matrix started to crystallize to form some small crystals on the surface of PI fiber and also left some small spherulitic crystals in the bulk zone. With improving the annealing time, the small crystals on the fiber surface gradually developed along the PI fiber due to the highly dense nuclei occurring at the interface of the fiber and matrix. Meanwhile, as observed in Figure 10(b) to (d), the bulk zone also shows an increasing number of imperfect spherulitic crystals with annealing time, indicating the growth of crystals is not only limited to the fiber surface but also covers the entire bulk zone. It is interesting to note that, after annealing for 20 min, a well-defined transcrystalline layer has been formed on the surface of PI fiber as shown in Figure 10(d) and (e). However, the growth of crystals in the bulk zone still goes on until the annealing time is increased to 30 min, at which the spherulites of PA6 matrix were well developed in the bulk zone to present a well-developed Maltese cross adjacent to one other as observed from Figure 10(f). These results clearly confirm a higher nucleating ability of PI fiber than that of the bulk matrix. Owing to the presence of PI fiber in the PA6 matrix, the fiber surface may induce matrix nucleation at a relatively large number of nuclei. The growth of resulting spherulites is restricted in the fiber direction and forced normal to the fiber surface, thus leading to the formation of a transcrystalline layer on the fiber surface priority to the bulk matrix. The ability to develop transcrystalline layers in fiber-reinforced composites is of technological importance when the processing of final composite products is carried out, because it may substantially influence the mechanical properties by several manners such as interfacial strength, interfacial adhesion and compatibility, and interfacial wettability of fibers and matrix. 59,62 It is believed that the formation of transcrystalline layers on the fiber surface during the molding of the composites facilitates the stress transfer between the matrix and fibers and/or results in a remarkable decrease in the transverse tensile strength and strain to failure, 62 thus making a contribution to the reinforcement of PI fiber on PA6 matrix composites.
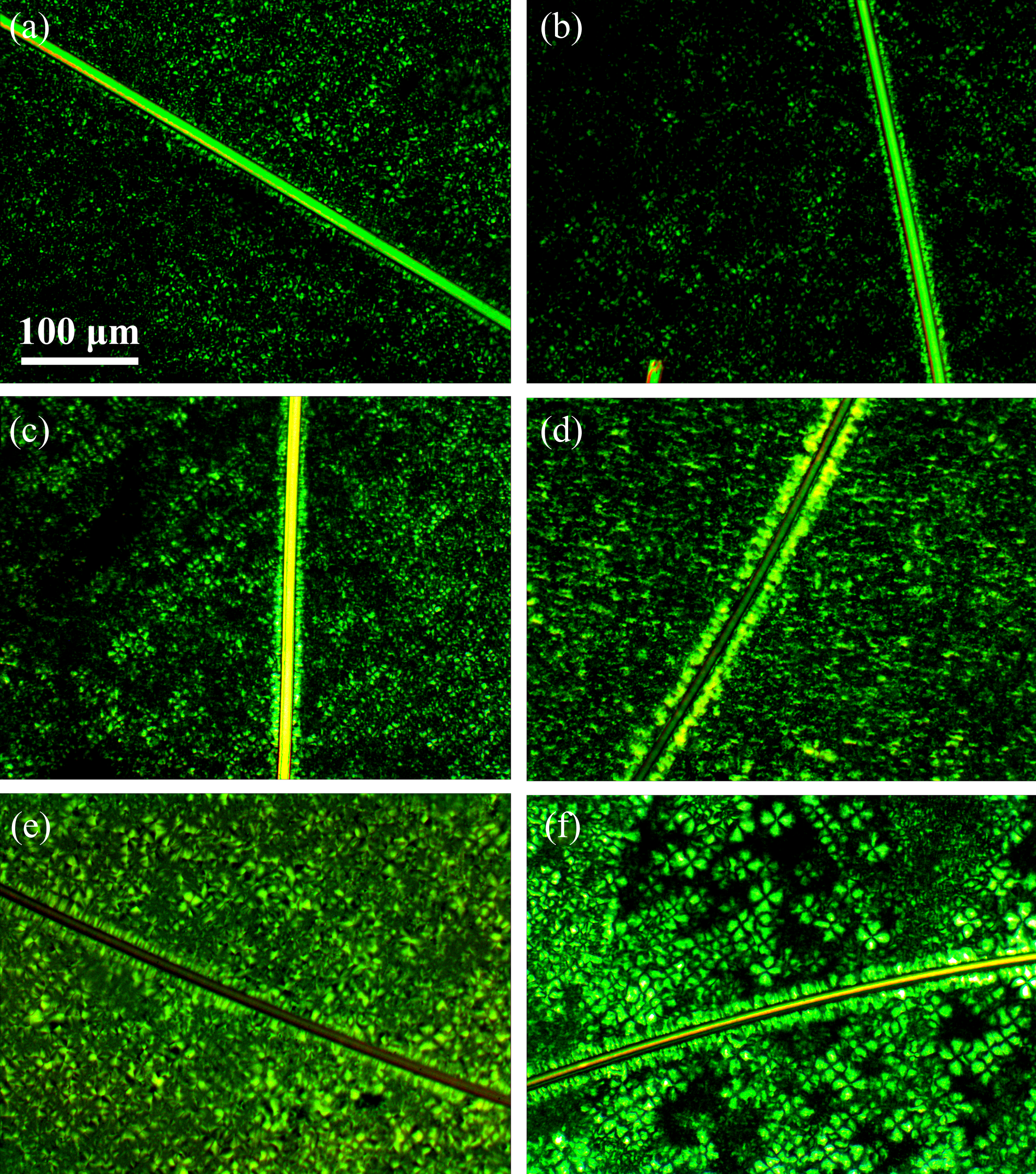
Polarizing optical microscopic images of a reprehensive PA6/PI fiber composite specimen after annealing at 180°C for (a) 5 min, (b) 10 min, (c) 15 min, (d) 20 min, (e) 25 min, and (f) 30 min. SEM: scanning electron microscopy; PA6: polyamide-6; PI: polyimide.
Conclusion
The fiber-reinforced PA6 matrix composites were prepared by use of long PI fiber through a standard melt-pultrusion process on the custom-designed pultrusion equipment. The resulting composite specimens not only obtained a significant reinforcement in tensile and flexural properties but also achieved a prominent enhancement in impact toughness compared to pure PA6 resin. These mechanical results exhibited a strong dependence on the content of PI fiber and showed an optimal level in impact toughness at a fiber content of 12 wt%, at which the Izod impact strength increased by a factor of 5 compared to pure PA6. Moreover, the tensile strength of the composites reached 143 MPa at a fiber content of 18 wt%. The mechanical properties also followed with the additive rules of hybrid mixtures as a function of fiber volume fraction, and their experimental data were in good agreement with theoretical prediction by the Cox-Krenchel model. However, a negative deviation in experimental data was observed at a high fiber concentration due to the decrease of residual fiber length and fiber aggregation. The investigation on fracture morphology indicated that the fiber pullout was a major failure mechanism in tensile mode for the composites as a result of long PI fiber-reinforcing effectiveness, and it was also the predominant energy absorption mechanism during the impact fracture of composite specimens. The crystallinity of PA6 matrix in composites was enhanced due to the heterogeneous nucleating effect of PI fiber, thus leading to an improvement in the degree of crystallinity of the matrix. In addition, the presence of long PI fiber induced well-defined transcrystalline layers on the fiber surface due to its high nucleating ability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Jiangsu Provincial Policy Guidance Program under a grant number BY2016035-01.