
Abstract
The effect of diisocyanate chain extender (CE) additives on the change of molecular structural characteristics, rheological, and mechanical properties of the blends comprising of poly(butylene terephthalate) (PBT) and thermoplastic polyester elastomer (TPEE) obtained by reactive compounding in the melt and having different phase structure is studied. It is shown that addition of CE in the amount of 0.2 wt% to 1.25 wt% causes an increase in viscosity of polyester melts and solutions owing to the chain extension reactions and intermolecular cross-linking of macro-chains which occur in the melt. CE has a strong effect on the character of deformation curves at straining of both polyesters in primary form and their blends irrespective of the ratio of components in them (phase structure of materials). At the increase of its concentration, values of high and low flow limits increase and the difference in values of these parameters decreases, that is, a sharp yield point is gradually degenerating. At the same time, increase in Charpy impact strength on notched specimens is observed, including the subzero temperatures range (−40°C). Besides, CE has an effect on crystallizability of both individual polyester components and their blends. The general trend (irrespective of the polyester type and phase structure of the blend) is the decrease in crystallization temperature. This fact is explained by limitation of molecular mobility due to an increase in the molecular weight of polyester and intensification of interchain interactions.
Keywords
Introduction
Poly(butylene terephthalate) (PBT) is one of the most widely used crystallizing thermoplastic polyesters. This polymer (considering its good thermal and mechanical properties, resistance to solvents, low water absorption, and excellent dimensional stability under variable humidity) finds various applications in different areas of mechanical engineering, power industry, fiber optic industry, and household appliances manufacturing industry. 1,2 Its limitations in practical application are low impact strength on notched specimens, as well as high melt fluidity (with the exception of special modification of high-molecular PBT). Therefore, PBT in its primary form cannot be used for manufacturing the products which are to be operated under impact loads. Its processing from the melt is exercised, mainly, by injection molding.
Obtaining the PBT-based blend composites is one of the ways to overcome the mentioned limitations. Polyester block copolymers and, in particular, poly(butylene terephthalate)-polytetramethylene oxide (PBT-PTMO) ones, are among the polymers possessing satisfactory compatibility with this polyester. 2 –6 These materials are polyester thermoelastoplasts of polyblock structure. Their macromolecules consist of regularly alternating rigid oligomeric PBT blocks and soft polytetramethylene oxide (PTMO) blocks. 2 –4 They are characterized by high values of elasticity, tensile strength, resistance to oils and solvents, low glass-transition temperature, excellent frost resistance. A relatively high speed of crystallization from the melt is also an important feature. Therefore, they can be processed by conventional plastic-forming processes, in particular, by injection molding.
TPEE are used in polymer blends, mainly, to improve their impact resistance, especially at low temperatures, or to give elastic properties to rigid polyesters. Possibility of increasing PBT impact strength by its blending with elastomeric TPEE is established in literature. 5 PBT blends with soft and medium-hard TPEE are more rigid and have higher yield point at room temperature, but they are more flexible and have higher impact resistance at low temperatures as compared to PBT-PTMO block copolymers with the same content of PBT blocks in the macromolecules structure. 5
Such blends are offered for use as a material for brake hoses of trucks where high tear strength at warm weather and flexibility in combination with high impact resistance in cold climatic conditions are required. 5 Good mixing (required to achieve optimal properties of these blends) is provided when using a twin-screw extruder. In this case, consideration should be given to the possibility of ester–ester exchange between PBT and TPEE and the mixing time shall not be too long. Such blends have two glass-transition and melting temperatures, as expected for two-phase systems. 5,7 However, it should be noted that in binary PBT/TPEE blends the rheological characteristics of melts change insignificantly. This result is the consequence of relatively high and close values of melt viscosities of individual components of these blends.
It is known that the molecular weight of saturated polyesters having end hydroxyl and carboxyl groups in the macromolecules structure can be changed by introducing CE into the polymer at the stage of compounding in the melt in the process of reactive extrusion (RE). 8 –16 Di- and polyisocyanates are such CE. 12 A number of studies show high efficiency of isocyanate CEs at modification of saturated polyesters: poly(ethylene terephthalate), 16 –18 PBT, 19 polycarbonate, 20 TPEE, 21 compatibilized blends of poly(ethylene terephthalate) with polycarbonate. 22 It can be assumed that addition of CEs in question will have a strong impact on rheological and mechanical properties of PBT/TPEE blends, including the impact strength. However, no systematic studies to find out the CE role in formation of the structure and properties of PBT/TPEE blends have been performed.
The purpose of this work is to establish the effect of isocyanate CE additives on the change of molecular structural characteristics, rheological, relaxation, and mechanical properties of PBT/TPEE blends of various phase structures.
Experimental
Materials
Polyesters used in the experiments were manufactured by JSC Mogilevkhimvolokno as per TU BY 700117487.170-2006: PBT (intrinsic viscosity of solution in dichloroacetic acid [η] = 0.912 dl/g, concentration of end carboxyl group 29.4 mmol kg−1, melting temperature 222°C, temperature of crystallization from the melt 189°C, glass-transition temperature 48°C), as well as TPEE of general structural formula (AB)n , where A is a rigid oligomeric PBT block, B is a soft PTMO block with molecular weight 2000 ([η] =1.4 dl/g, T m = 172°C, T cr = 134°C).
TPEE structural formula is shown in Figure 1(a). Concentration of the flexible block in the block copolymer is 65 wt%.
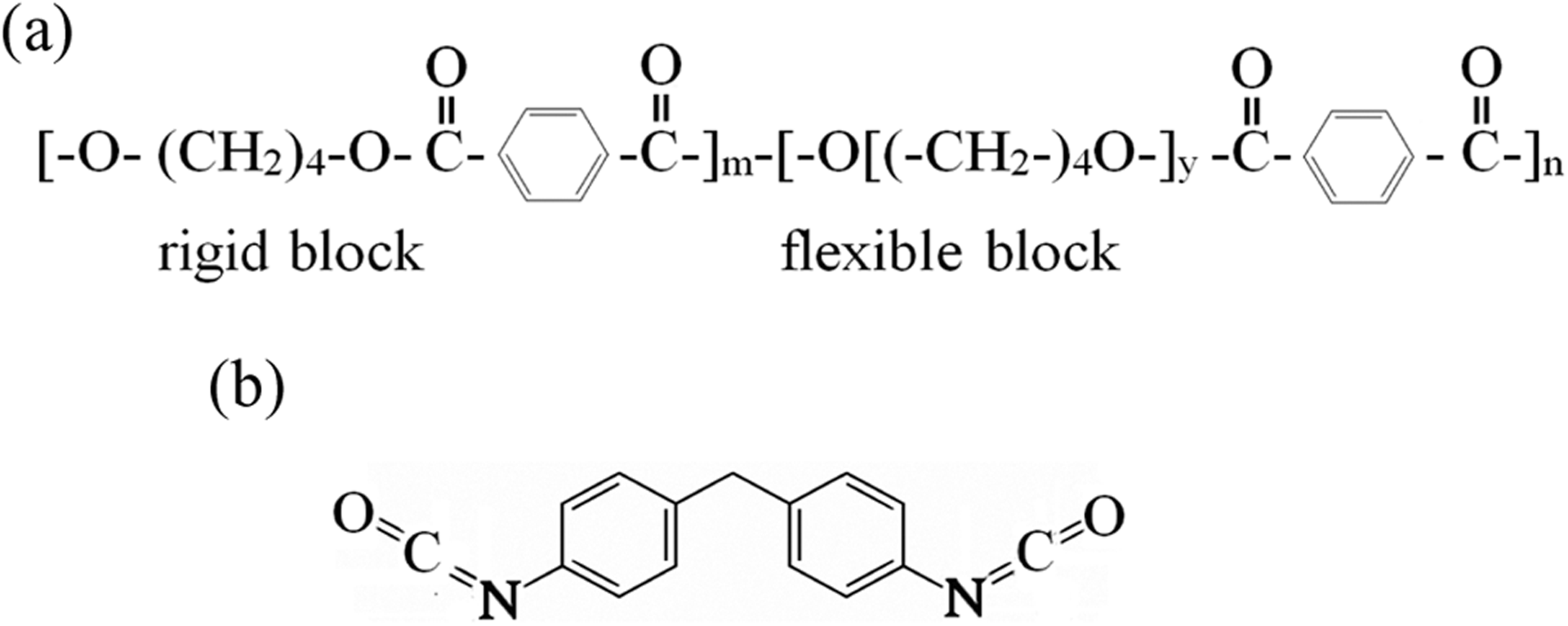
Structural formulas of the polyester block copolymer (a) and 4,4′-diphenylmethan-diisocyanat (b).
Liquid-phase diisocyanate product, grade MHT-L (TU BY 400084698.265-2014), containing 2,2′-, 2,4′-, and 4,4′-diphenylmethan-diisocyanat (Figure 1(b)) and polymethylene polyphenylisocyanate (manufacturer—Dow Chemical Company, Midland, Michigan, USA) and stabilizer blend B-561 (blend of heat stabilizer Irgafos 168 and antioxidant Irganox 1010 with mass ratio of 4:1), manufacturer—BASF, Germany, to prevent thermo-oxidative degradation of saturated polyesters, was used as CE. CE concentrations ranged from 0.2 wt% to 1.25 wt%. All materials contained B-561 stabilizer in the amount of 0.3 wt%.
Obtaining materials and experimental samples
The technology of materials compounding was as follows. First, the mechanical blend of granulates of polyester components (which have been preliminary vacuum-dried to residual humidity not exceeding 0.05 wt%) was prepared. Then, liquid-phase CE was introduced into it and all components were carefully blended in high-speed two-blade mixer. Further, the obtained blend was subjected to compounding at the extrusion granulation line on the base of twin-screw extruder TSSK-35/40 (made in PRC, screws diameter 35 mm, L/D = 40, material cylinder consisting of 10 sections with independent heating and precision temperature control in each section). General view of screws (a) and diagram of their individual sections nos 1–10 layout (b) in the material cylinder of TSSK-35/40 extruder are shown in Figure 2.
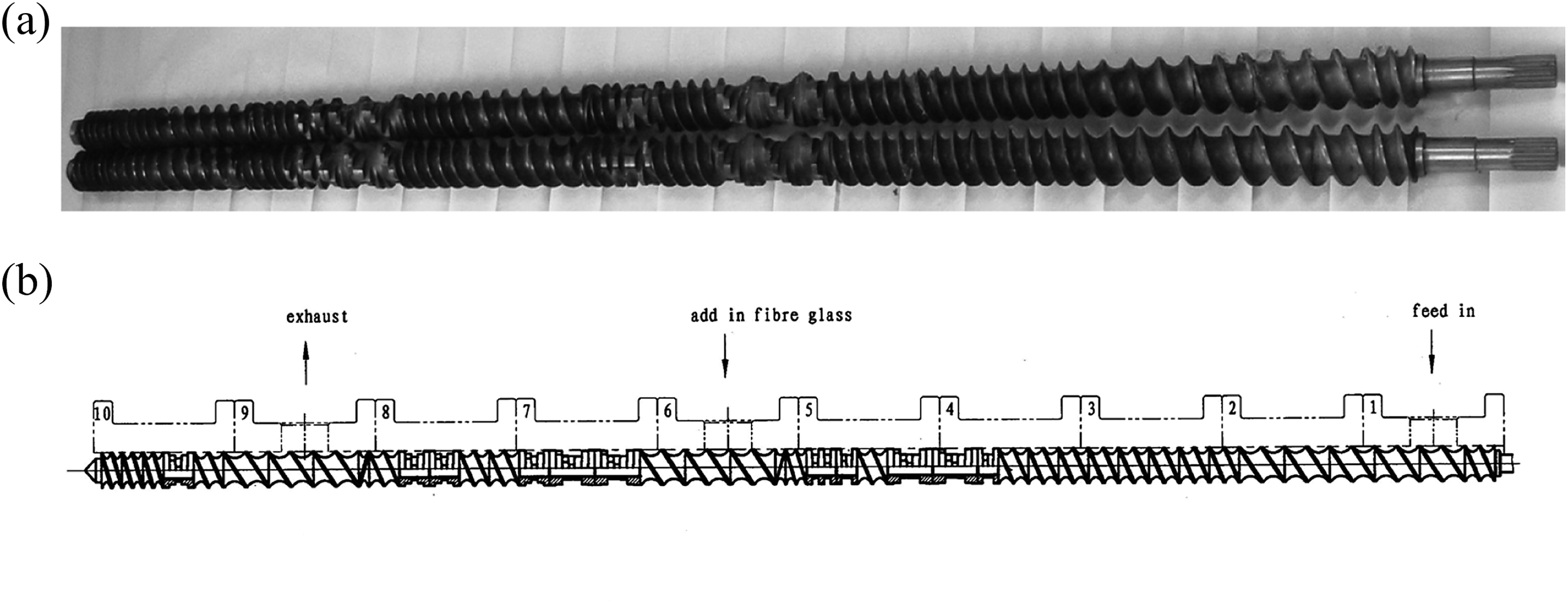
Photograph (a) and diagram of the screws individual sections (b) layout in sections Nos.1–10 of the material cylinder of TSSK-35/40 extruder.
In the series of the performed experiments, operating temperatures of the extruder material cylinder when compounding the materials on the base of pure PBT and its blends with TPEE were identical (temperature in the main mixing sections 4–8 of the material cylinder was constant and amounted to 245°C). For pure TPEE and TPEE containing various amounts of CE, temperature in these areas was assumed to be equal to 230°C. Frequency of screws rotation was 300 r/min. Duration of the polymer melt staying in the material cylinder was equal to approximately 0.5 min.
From the material cylinder of the extruder the material appeared (through the extrusion nozzle) as four strands which were water cooled and granulated. Then, the granulate produced was vacuum-dried to residual humidity of ≤0.05% and used to perform analysis of the melt flow index (MFI), as well as melt viscosity characteristic of the given MFI values, and to make experimental samples by injection molding on EN-30 machine (Taiwan, injection volume 30 cm−3). Molding temperature for PBT and PTB/TPEE blend composites was 235°C, and for pure and CE-containing thermoelastoplast was 190°C.
Methods of testing
Mechanical properties
Indices of mechanical properties were determined by strain and impact-loading methods. Experimental samples had a form of blades (type 5—is this type available in ASTM D638 M, linear dimensions of working section are 45 × 5 × 3 mm)—for testing by strain method (ASTM D638 M) and bars with linear dimensions of 80 × 10 × 4 mm—to determine impact strength as per ASTM D256. Strain tests of the material properties were performed using a machine Instron 5657 (UK). Charpy impact strength was determined using the specimens with sharp notch on the pendulum impact testing machine PIT550 J (Shenzhen Wance Testing Machine Co., Ltd, China) at temperature 23°C (temperature of the laboratory room) and at −40°C. In the latter case, as well as in the study by Pesetskii et al., 23 the specimens were kept in a special cryochamber for 60 min, then they were quickly removed from the chamber and tested using the impact testing machine.
Rheological properties
Rheological behavior of the melts of materials in question was judged by the values of MFI and viscosity (η) determined with the instrument manufactured by RAY-RAN TEST EQUIPMENT Ltd (UK) in accordance with ASTM D 1238 at temperature of 240°C and under load 21.6 N (capillary diameter 2.095 mm, duration of the melt staying in the melting cylinder of the instrument—4 min). In some experiments, duration of the melt staying inside the melting cylinder of the instrument varied from 4 min to 60 min for the purpose of obtaining information on thermal stability of polyester material melts during processing.
Intrinsic viscosity of solutions ([η]) of polyesters in primary form and their blends was determined by viscosimetric method with Ubbelohde viscometer (capillary diameter 0.73 mm) and dichloroacetic acid acting as the solvent in accordance with ASTM D4603.
Elastic properties of the melts of polyester materials
Elastic properties of melts were judged by their strength (σ m) and swell index (B m). 24 An installation on the base of the laboratory injection molding machine of plunger type, the nozzle of which is equipped with a capillary (diameter 1.45 mm and length 2 mm), was used to study σ m and B m. The cylinder and nozzle of the molding machine were arranged vertically. When determining σ m, the value of load applied to the melt of material staying in the molding machine cylinder ensured the constancy of the assigned velocity of piston displacement, and, therefore, the velocity of the melt flow from the capillary. It amounted to 10.8 g min−1. After having reached a certain length, the extrudates were breaking off by their own weight. Equation (1) 24 was used to calculate σ m:

where G m is the critical weight of the extrudate melt being squeezed through the capillary (when this value is reached the flow breaks off the capillary); S c is the cross-sectional area of the capillary.
G m attribution to the cross-sectional area of the capillary allowed to eliminate inaccuracies caused by difficulty of determining the true section of the extrudate at the start of its breaking off. B m values were calculated by equation (2): 24

where d m is the largest value of diameter of a short piece of extrudate and d c is the capillary diameter.
When determining B m, short pieces of extrudate (length ≈15 mm) were squeezed through the capillary at the rate ≈100 mm min−1 and were separated from the capillary with a scalpel (when the piston of the molding machine was taken away). 24 The extrudate cuts were immediately placed into water heated to approximately 50°C, and after approximately 5 min they were taken out of water. Measurements of d m were carried out 10–12 h after. When determining σ m and B m, the melt temperature was taken to be equal to 240°C.
DSC analysis
The crystal structure of the materials was judged by the data of differential scanning calorimetry (DSC). The samples being analyzed were taken from the middle portion of the bars made for impact strength tests. The studies were performed using microcalorimeter Diamond DSC (Perkin Elmer, Waltham, Massachusetts, USA), sample weight 6.5 mg, rate of heating and cooling in the nitrogen flow 15°C min−1.
FTIR spectral analysis
Fourier transform infrared (FTIR) spectral analysis was carried out when using the film samples obtained by hot pressing (T = 230°C) from polyester material granules. Fourier transform infrared (IR) spectrometer Nicolet 5700 FT-IR (Thermo Electron Corporation, Waltham, Massachusetts, USA) was used. Thickness of films was 40 mcm.
Microstructural analysis
To analyze topography of the fracture surfaces under impact loading of the samples on the pendulum impact testing machine at T = −40°C, their SEM images received by scanning electronic microscope VEGA II LSH (Czech Republic) were used. For receiving SEM images we used the middle portion of the working section of the bar located under the notch. Specific features of the materials structural morphology were also judged based on the analysis of SEM images of bars cleavages (middle portion of bars) obtained after their 30-min exposure to liquid nitrogen.
Dynamic mechanical (relaxation) properties
The relaxation spectrometry technique was employed using specimens in the form of plates 50 × 4 × 1 mm. They were manufactured on the laboratory injection molding machine of plunger type (injection volume 5 cm3) at melt temperature 245°C and temperature of the forming elements of the form equal to 40°C. Dynamic mechanical (relaxation) properties of the materials were studied by analyzing temperature dependences of tangent of mechanical loss angle (tg δ) and dynamic shear modulus (G′) of the specimens. The tests were carried out using a reverse torsion pendulum 24 at frequency of 1 Hz; the temperature measurement accuracy was ±0.1°C, tg δ ± 3%, G′ ± 1%.
Results and discussion
Rheological and elastic properties of the melts
One of the most important consequences of the polyester chain extension reactions occurring in the melt is the increase in their molecular weight, as a result of which we observe a decrease in flow index values or an increase in the melt and solution viscosity. 4 –7 Potentially, isocyanates can chemically interact rather easily (in the melt) with end hydroxyl (predominantly) and carboxyl groups, thus forming amide groups (equations (3) and (4)): 8

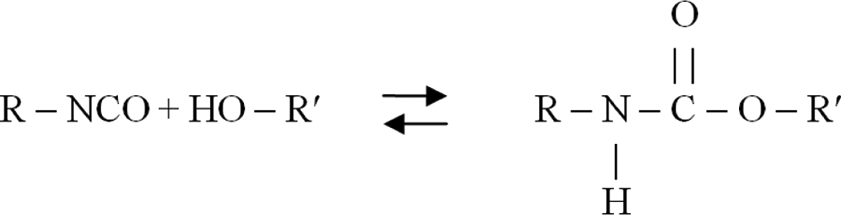
For these reactions, presence of di- and polyisocyanates inevitably leads to the extension of molecular chain (growth of molecular weight) Since end groups of the same type (–OH and –COOH) are available in the structure of PBT and TPEE macromolecules, it can be expected that not only chain extension reactions between homopolymer macromolecules, but also cross-reactions with participation of end groups of heterogeneous macromolecules may occur in the melts of PBT/TPEE blends. The data on the structure and properties of such products is not readily available in the literature.
Experimental data on the effect of diisocyanate CE used by us on rheological properties of homopolyesters and their blends are given in Table 1 and in Figure 3.
Effect of CE concentration on MFI and melt viscosity values of polyesters in primary form and PBT/TPEE blends.
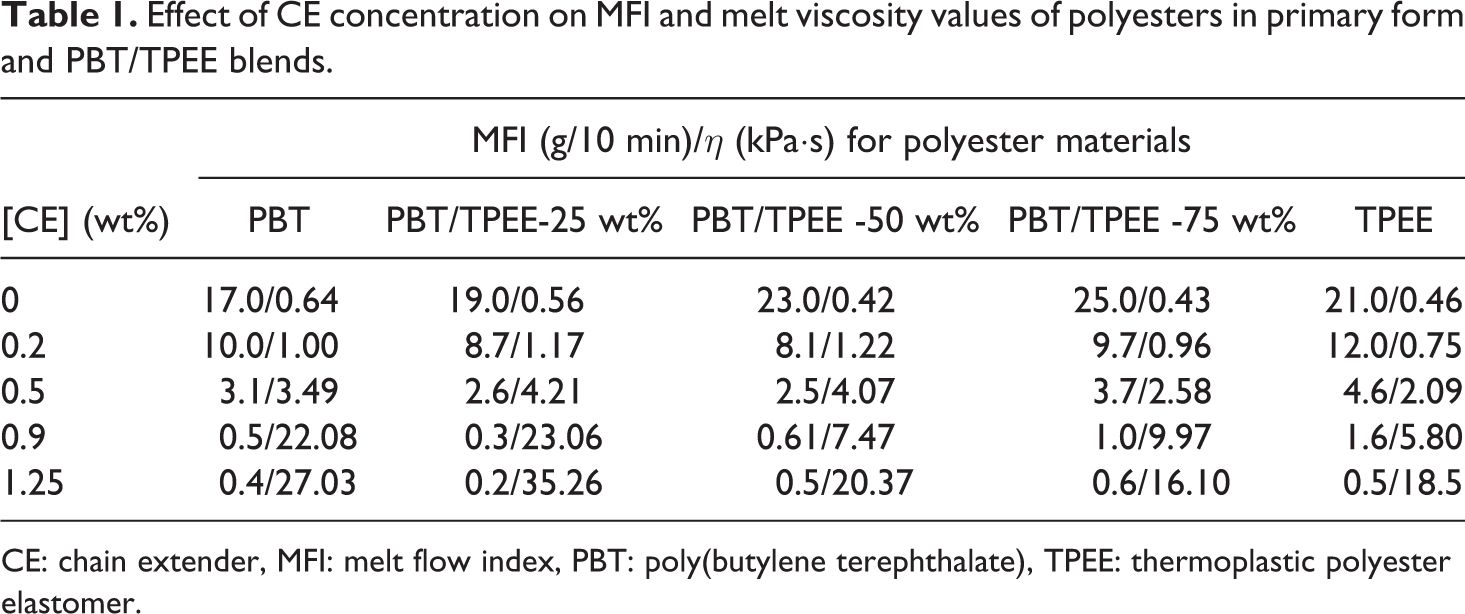
CE: chain extender, MFI: melt flow index, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
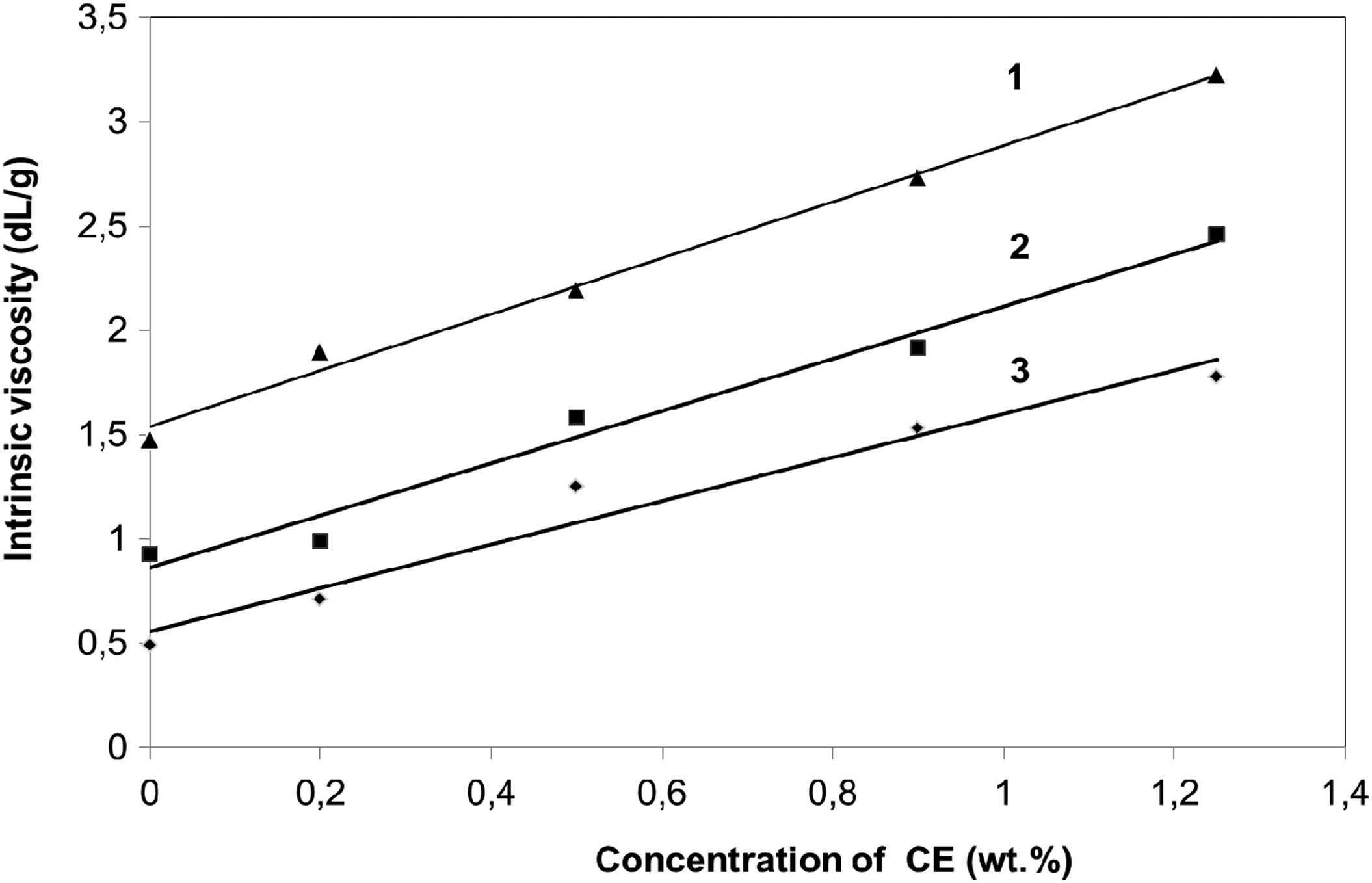
Effect of CE concentration on intrinsic viscosity of materials on the base of 1-TPEE, 2-PBT, 3-PBT/TPEE -50 wt%. CE: chain extender; TPEE: thermoplastic polyester elastomer; PBT: poly(butylene terephthalate).
The obtained data prove that CE additives have a strong effect on rheological properties of melts and solutions of polyester materials. Melts of PBT and TPEE in primary form have high fluidity (MFI values are 17 and 21 g/10 min, respectively). At introducing CE in the amount of 0.9–1.25 wt% a sharp decrease of MFI is observed (by 30–90 times); the lowest MFI values (0.2–0.3 g/10 min) are characteristic of PBT/ TPEE-25 wt% blends in which PBT forms the continuous medium and TPEE is the disperse phase. The melt viscosity goes through similar changes; its values for PBT/TPEE-25 wt% blends change from 0.56 kPa·s to 35.26 kPa·s when CE in the amount of 1.25 wt% is introduced (Table 1). This result is extremely important for the technology of high-viscosity polyester composites which are potentially suitable for processing using the extrusion technologies and which have to possess high viscosity and strength of the melt (usually, MFI values for extrusion materials do not exceed 1 g/10 min).
As can be seen in Figure 3, [CE] increase within the range 0.2–1.25 wt% is accompanied with practically linear increase in values [η] which is a clear indication of the growth in molecular weight of polyester macromolecules. This result is a definite consequence of the chain extension reactions occurring in the polyester melts under the conditions of this experiment. Considering the character of MFI dependency on concentrations, CE additives are more effective for pure PBT and PBT/TPEE blends in which thermoelastoplast concentration does not exceed 50%. At changing the blends phase structure (elastomeric phase is predominant) and in the case of pure TPEE, the growth in melt viscosity (MFI decrease) at the increase in CE concentration is less significant.
Occurrence of chain extension reactions at interaction in the melt of isocyanate chain extender (diphenylmethan-diisocyanat) with the end (predominantly hydroxyl) TPEE groups 25 is established by the method of proton nuclear magnetic resonance (1 H NMR spectroscopy). The experimental data 25 confirm that the reactive extrusion technology described in our manuscript is an effective process which assures sufficiently complete course of chain extension reactions with formation of urethane bonds between isocyanate groups and end groups of polyesters.
In the extrusion materials technology it is important to know not only viscosity (fluidity) of their melts, but also information on their elastic properties which are characterized by the strength and swell index of extrudates. As can be seen from Table 2, introduction of CE additives has a noticeable effect on the values of these parameters both for pure PBT and PBT/TPEE blends of various phase structures.
Strength (σ m) and swell index (B m) of melts of PBT and its blends with TPEE.
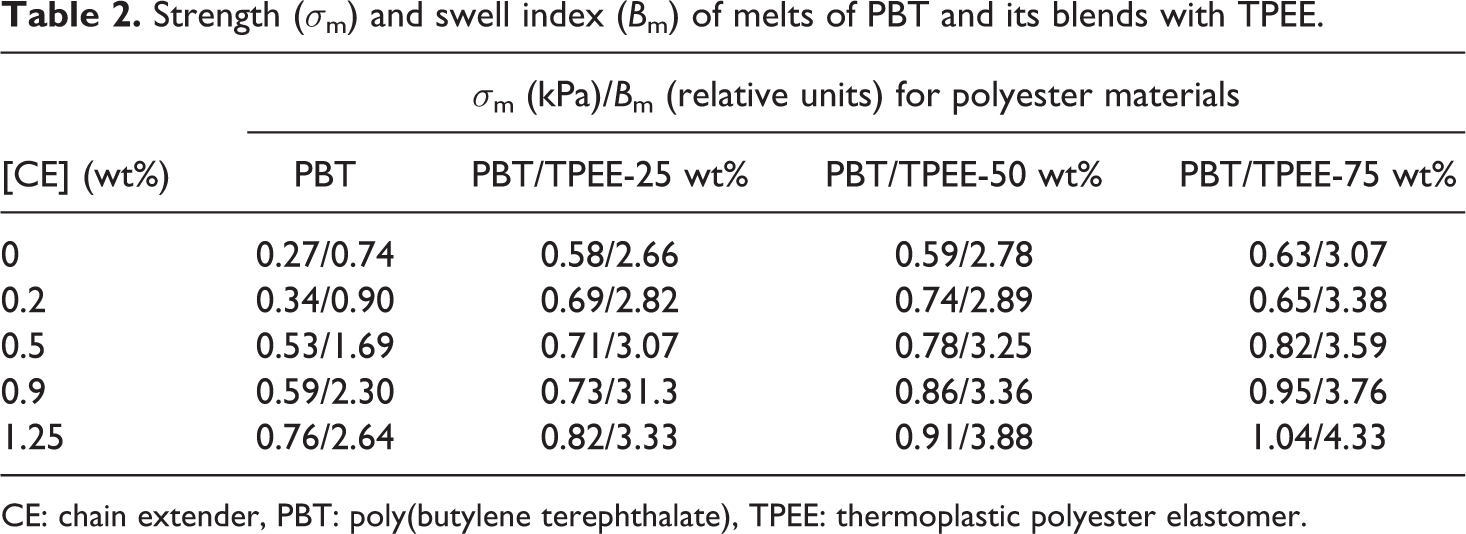
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
The general trend for all materials is the growth of values σ m and B m at the increase of [CE] in polyesters. Level of these indices depends on TPEE concentration. Pure PBT is characterized by the lowest values σ m and B m under identical CE concentrations. PBT/TPEE-75 wt% blend, in which thermoelastoplast phase prevails, is characterized by the largest values of these indices. At interpretation of the obtained results it is necessary to consider the fact that swelling tendency of polymer extrudate depends on the melt viscosity and molecular weight distribution. 24 For the polyester blends in question, in addition to molecular characteristics of individual components, their compatibility, phase structure, and level of interphase interactions defining the blend system heterogeneity should, probably, have a considerable effect.
Table 3 presents data on the change of MFI values at the increase in time (τ) of polyester material melts staying inside the melting cylinder of RAY-RAN Test Equipment Ltd instrument. It can be seen that when τ is increased from 4 to 60 min. MFI is characterized by the growth of its values for all compositions. At maximum CE concentration of 1.2% for PBT in primary form and its blends with TPEE concentration ≤ 50 wt%, relatively low MFI values are retained over the full range of τ values variation. At prevalence of TPEE concentration in the blend, as well as for pure TPEE-based materials, MFI values growth is more noticeable at the increase of τ. An obvious reason for MFI growth at τ increase is the destruction of macromolecules and, probably, of the formed chemical interchain bonds. In case of thermoelastoplast which is less heat-stable as compared to PBT, the destruction processes are more intensive, and thus, MFI changes are more pronounced. The obtained data shall be taken into account in the real processes of polyester materials treatment. As the duration of thermoplast melts staying inside the material cylinder of the processing equipment (during injection molding and extrusion) usually does not exceed several minutes, it is quite obvious that the data on MFI values at τ = 4 min are well suited to predict rheological behavior of melts in the real technological processes.
Change of MFI values at variation of the time of melt staying (τ) in the melting cylinder of the instrument.
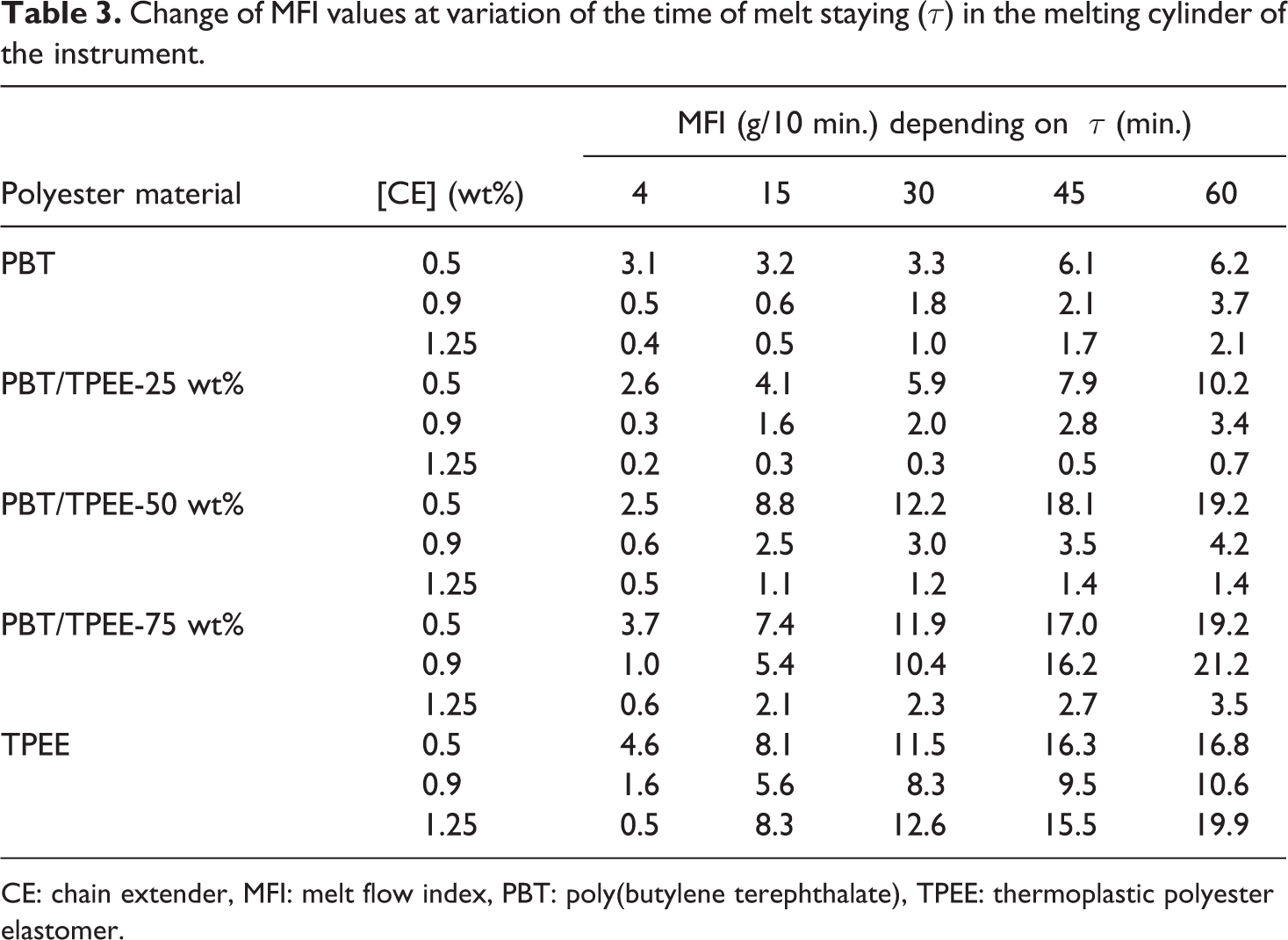
CE: chain extender, MFI: melt flow index, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
For fuller interpretation of the afore- and below-mentioned experimental data it should be noted that diisocyanate CEs can potentially interact not only with polyester end groups, but also with the newly formed (as the result of chain extension reactions) amide groups, thus leading to intermolecular cross-linking. Possibility of such reactions was demonstrated, in particular, in article 10 by the example of interaction between polyethylene terephthalate and diisocyanates. With respect to PBT/TPEE these reactions can be presented as follows [equation (5)]:
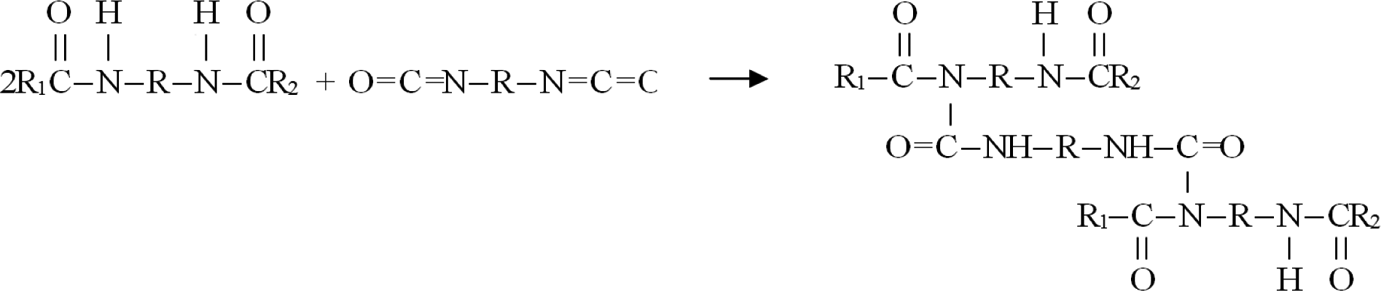
where R1 and R2 are fragments of PBT and TPEE macro-chains, R is the radical which is included into diisocyanate CE structure.
Possibility of forming amide groups at CE interaction with polyesters is confirmed by the results of FTIR analysis of PBT-based film specimens (Figure 4).
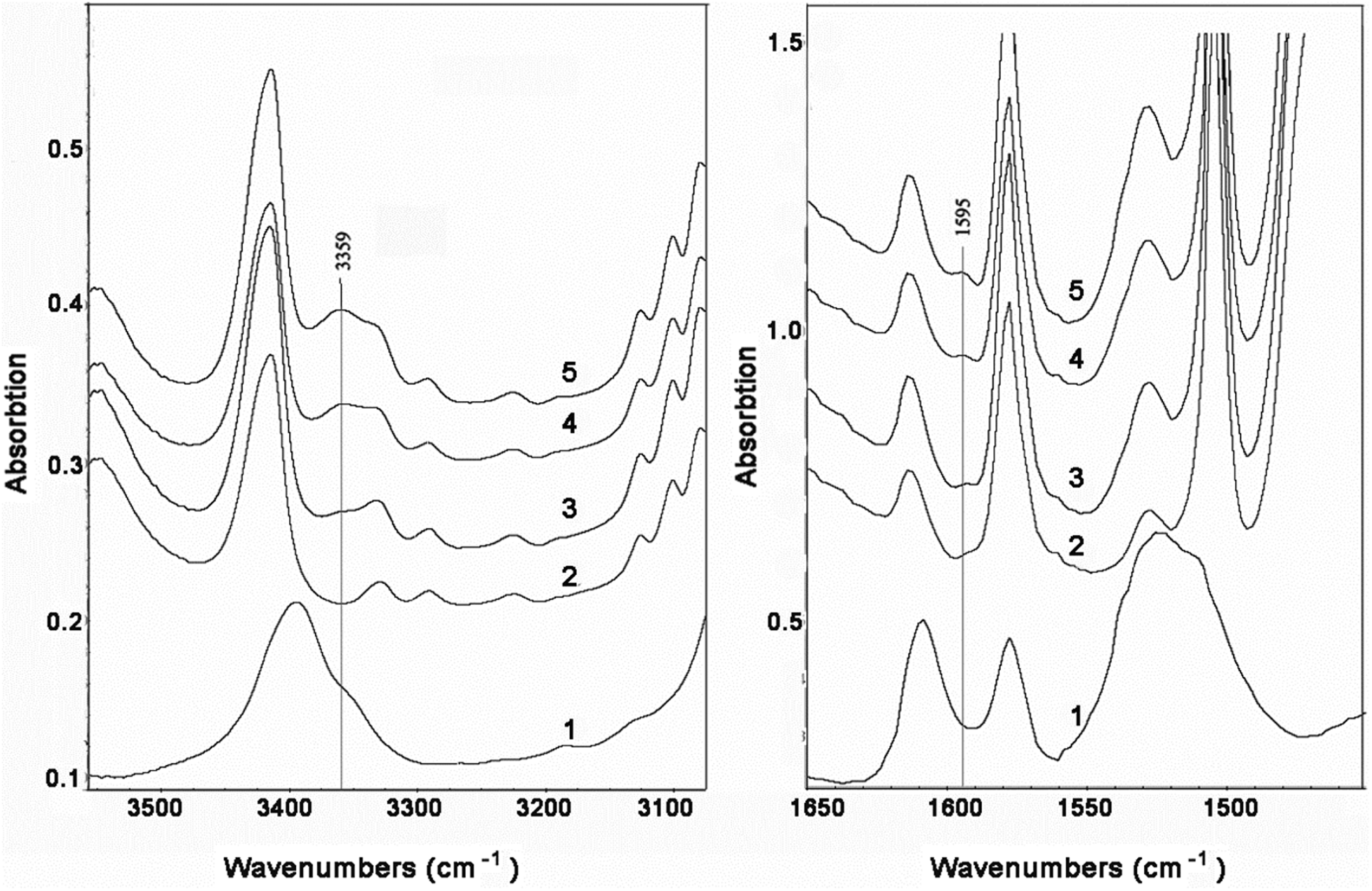
Fragments of FTIR specters of CE (1), PBT (2) and PBT modified with CE in the amount of 0.5 wt% (3), 0.9 wt% (4) and 1.25 wt% (5). CE: chain extender, PBT: poly(butylene terephthalate).
As can be seen in Figure 4, absorption bands with maxima at frequencies 1595 cm−1 and 3396 cm−1 appear in PBT IR spectrums in the presence of isocyanate CE additives. The band at 1595 cm−1 is to be attributed to amide I (valence vibration of carbonyl fragment) in the amide group, while at 3396 cm−1—to valence vibrations of NH group. 26
Thus, increase in viscosity of polyester melts and solutions may be caused by not only the chain extension reactions, but also intermolecular cross-linking of macro-chains. Since all the obtained materials have melt fluidity and are soluble in dichloroacetic acid, it is obvious that the formed cross-links are relatively rare and do not interfere with the materials compounding and processing in the melts.
Mechanical properties of the materials
As can be seen from Tables 4, 5, and Figure 5, CE additives have a considerable effect on the character of deformation curves at straining of both polyesters in primary form and their blends irrespective of the ratio of components.
Effect of CE concentration on the values of upper (σ UY)/lower (σ LY) yield points at straining of polyester materials.
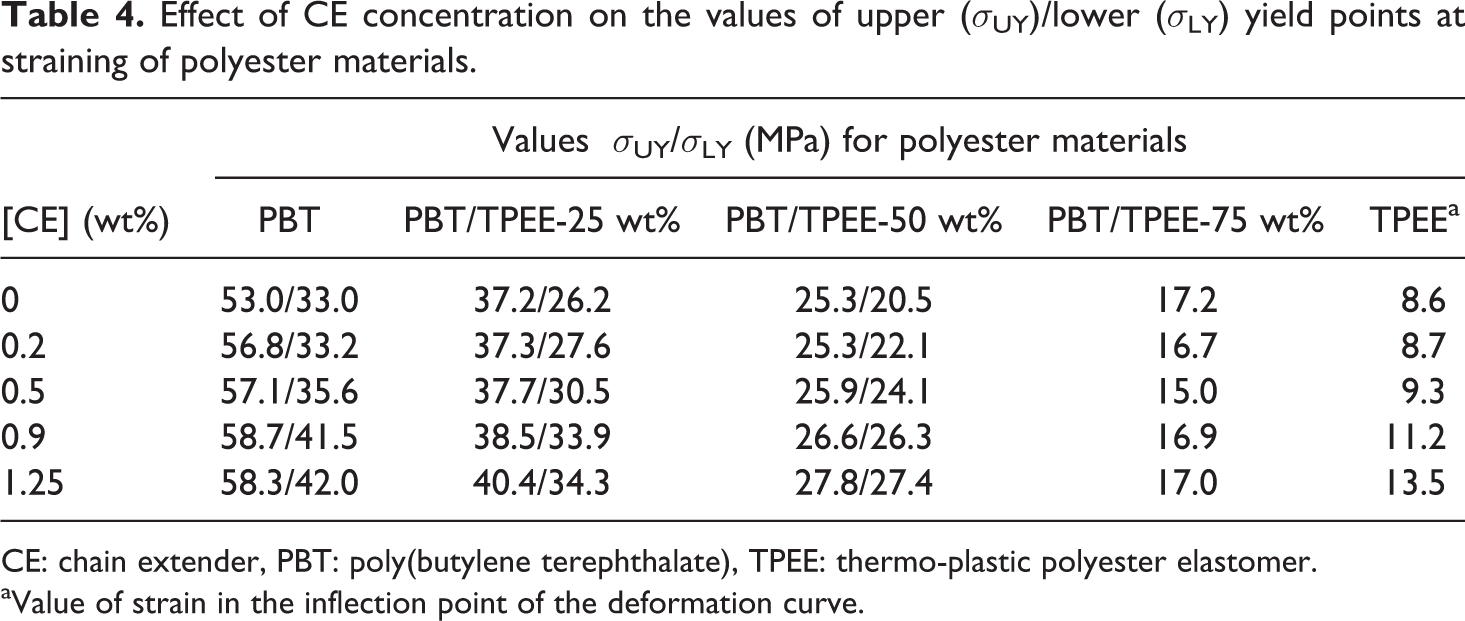
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermo-plastic polyester elastomer.
aValue of strain in the inflection point of the deformation curve.
Values of relative elongation at strain (∊ r) and Charpy impact strength on specimens with sharp notch (a sn) of polyester materials.
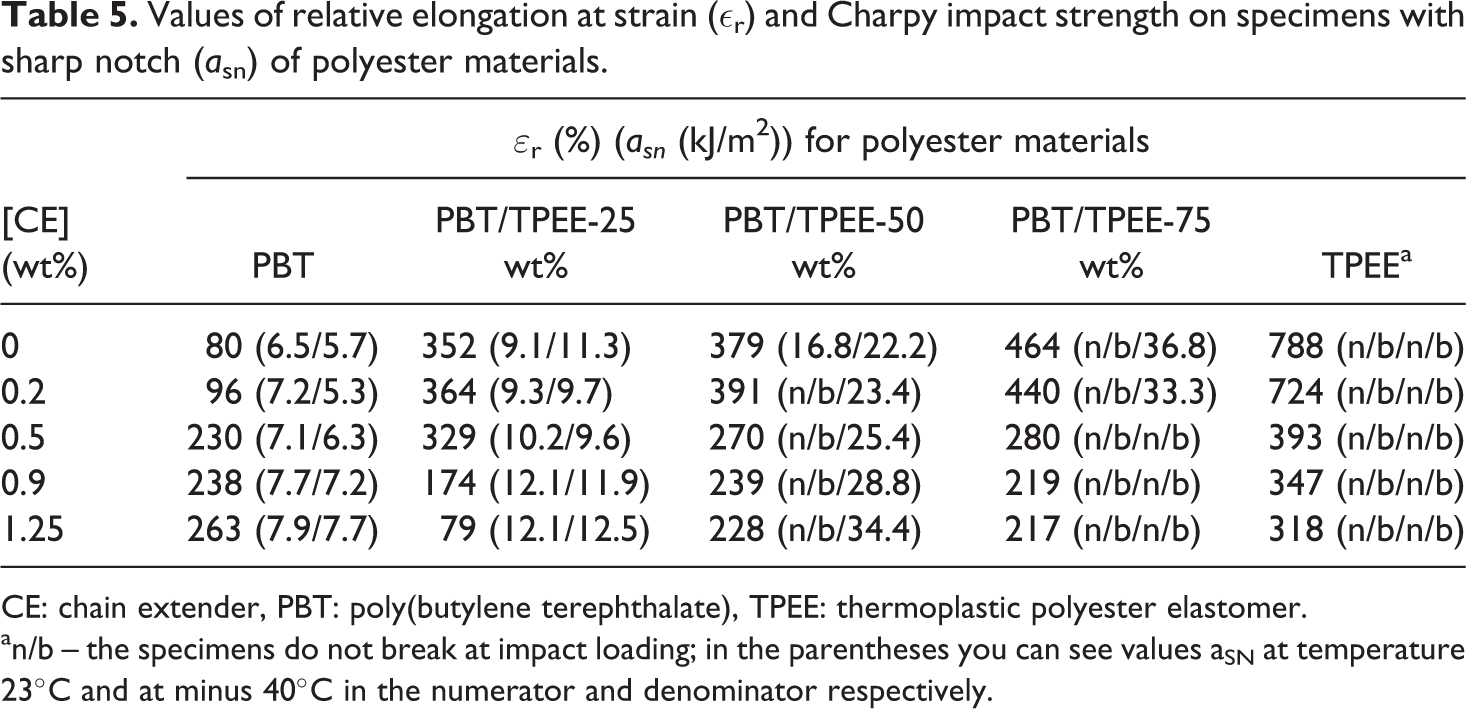
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
an/b – the specimens do not break at impact loading; in the parentheses you can see values aSN at temperature 23°C and at minus 40°C in the numerator and denominator respectively.
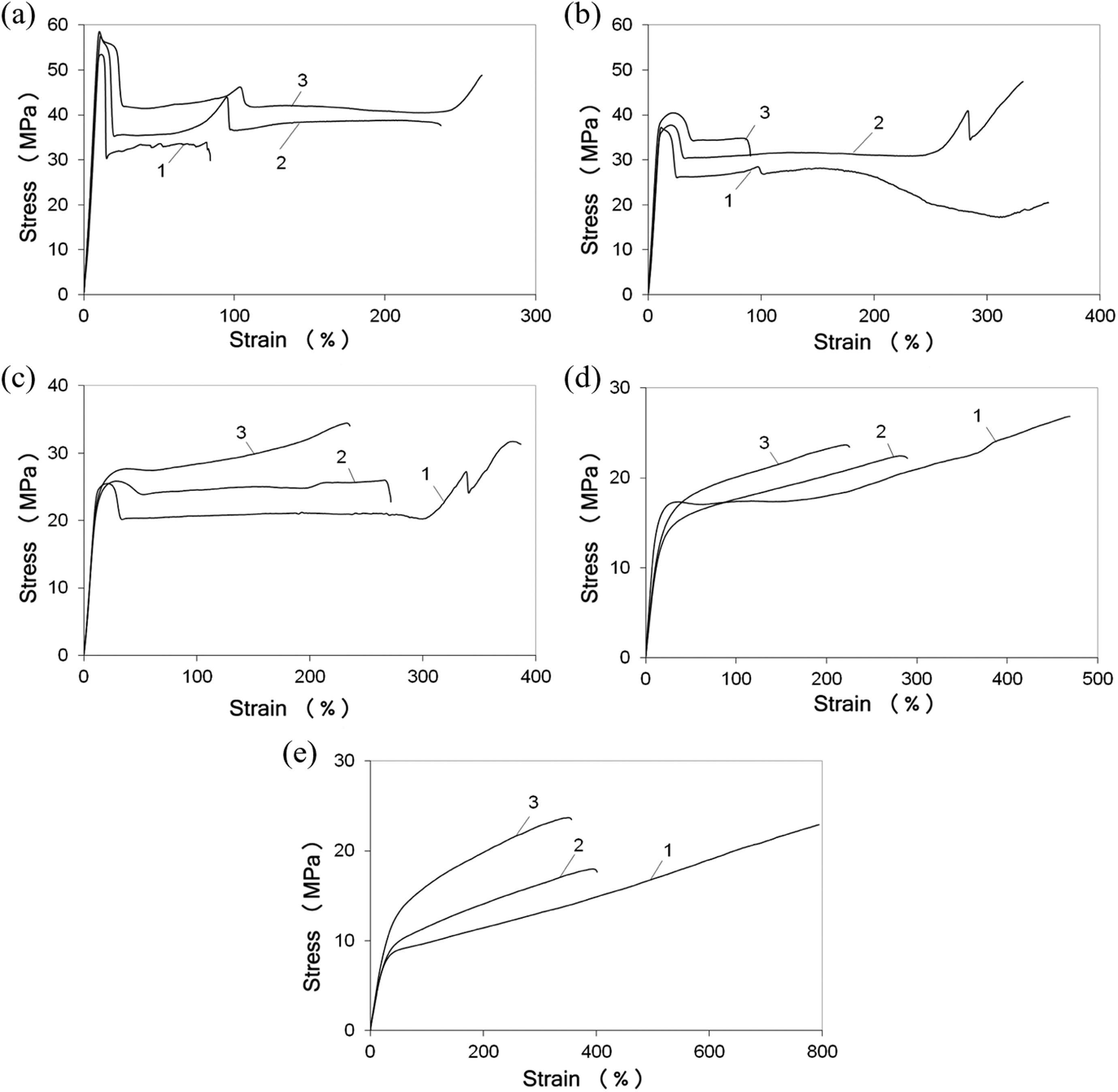
Deformation curves of polyester materials: (a) PBT; (b) PBT/TPEE-25 wt%; (c) PBT/TPEE-50 wt%; (d) PBT/TPEE-75 wt%; (e) – TPEE; CE concentration: 1–0 wt% (without CE additives); 2–0.5 wt%; 3–1.25 wt%. CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
For pure PBT, at [CE] increase a marked growth in the upper and lower yield points with simultaneous steep increase (up to 3.3 times) of relative elongation at strain is observed (Tables 4, 5). For blends where PBT phase prevails (TPEE amounts to 25 wt%), as well as for blends with coexisting continuous phases of both components (both components amount to 50 wt%), at [CE] increase the difference between values σ UY and σ LY becomes less (see Table 4, Figure 5), that is a sharp yield point is gradually degenerating at the growth of CE concentration. An obvious reason for this is the intensification of intermolecular and interphase interaction at CE introduction.
Growth of values σ LY (after the specimen being strained has reached these values, a neck is formed) may be the result of both the growth in molecular weight and intensification of intermolecular interaction associated with the growth in length of chain macromolecules of polyesters and formation of partially cross-linked structures. As a consequence, a marked decrease in relative elongation at strain of all blend compositions and pure TPEE at higher CE concentrations (0.9 and 1.25 wt%) is observed (Tables 4,5). Availability of chemical intermolecular cross-links (while increasing the strength of polyester materials) inevitably deteriorates their deformation capacity. 1,3
As can be seen from Table 5, PBT/TPEE blends have considerably higher impact strength as compared to pure PBT. Blends where TPEE phase prevails do not break at all at temperature 23°C at impact loading of specimens with sharp notch (aSN ). At [CE] increase the growth in values aSN for both pure PBT and its blends is observed. Probably, it is caused, primarily, by the increase of intermolecular interaction intensity in the presence of CE additives, which should lead to the growth of shear flow energy at impact loading and prevent crack initiation. 22,23 It is also important to note that introduction of TPEE additives contributes to the growth of values aSN at subzero temperatures. In this case, the fracture pattern, as can be seen from the analysis of SEM images (Figure 6) of the surfaces formed at impact loading of the specimens, remains practically unchanged. The surfaces are relatively smooth with pronounced shear bands (which manifest themselves as laminations) that is characteristic of the materials failing by means of a shear flow mechanism and not multiplet micro-crazing typical for many types of impact-resistant plastics. 22,23
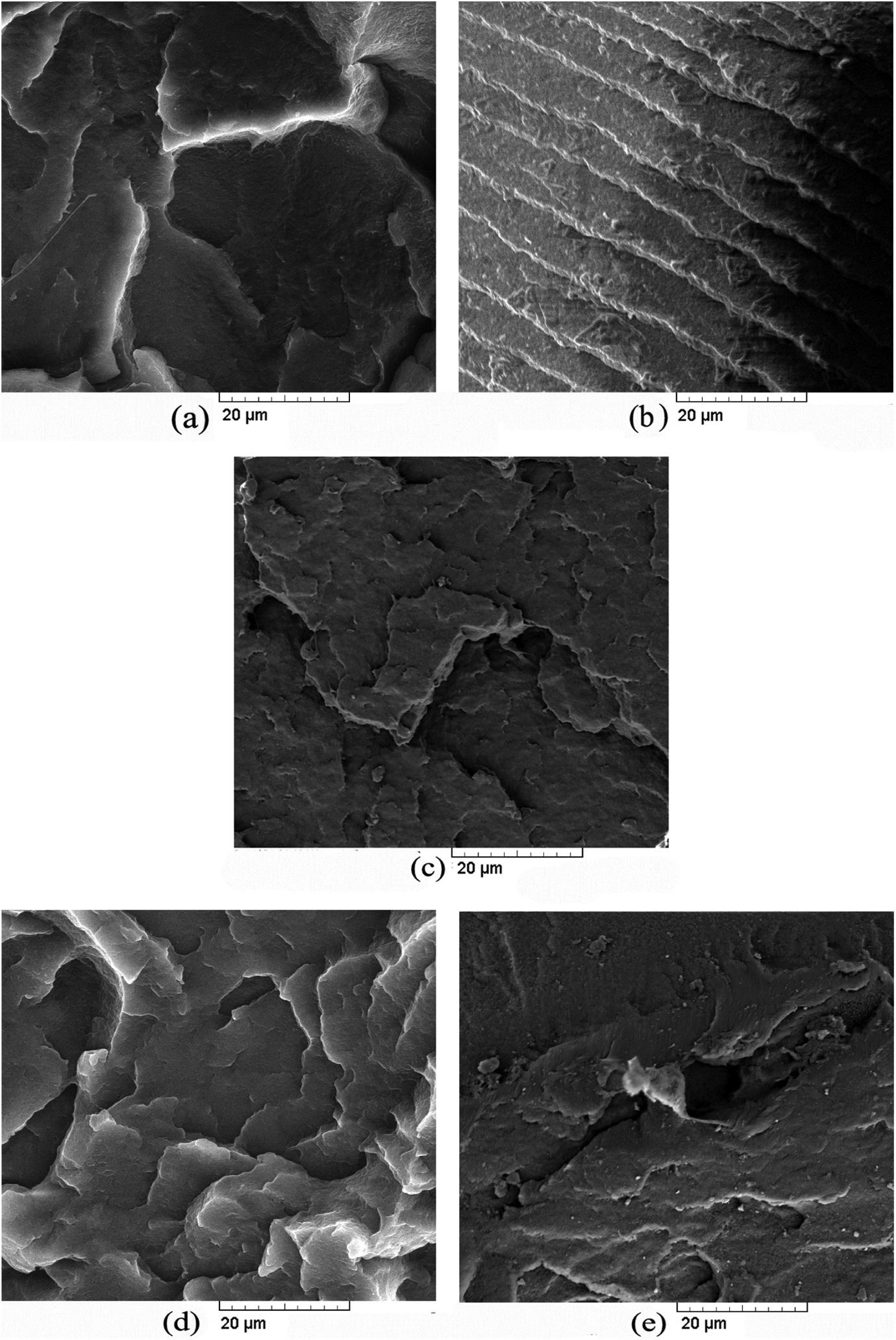
SEM photographs of the surfaces formed at impact loading of the bars with sharp notch at temperature –40°C (a–c), as well as cleavages in liquid nitrogen (d and e); (a and d) PBT/CE; (b) PBT/TPEE-50 wt% / CE; (c and e) PBT/TPEE-25 wt%/CE. CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
In general, it is evident that introduction of small amounts of CE into PBT and its blend with TPEE is an effective way to manage their deformation-strength characteristics.
Polyesters crystallization as per DSC data
According to the data of DSC, CE additives strongly affect crystallization of both individual polyester components and their blends (Table 6). The general trend (irrespective of polyester type and phase structure of the blend) is the decrease of the components’ crystallization temperature. To a lesser extent, this effect is evident for pure PBT and PBT/TPEE-25 wt% blend where PBT forms a disperse medium. When TPEE prevails in the blend or when the components’ concentrations are equal, shift of Tcr values to the low-temperature region at the increase of CE concentration is more significant and, for example, for PBT/TPEE-25 wt% blend it reaches 10°C at [CE] = 1.25 wt% (Table 6). An obvious reason for this is the limitations of molecular mobility due to an increase in the molecular weight of polyesters and intensification of interchain interactions.
Effect of CE on crystallization and melting of polyesters.
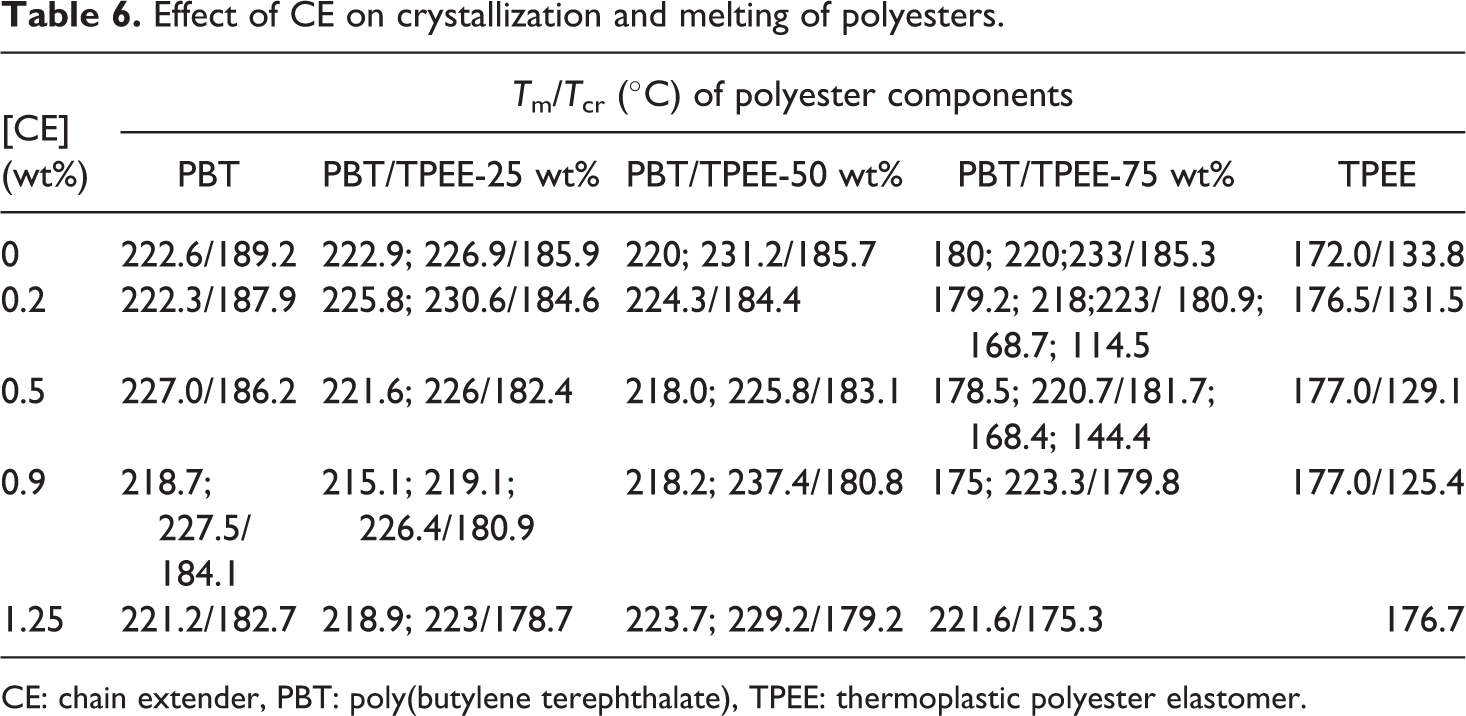
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
Appearance of multiplet peaks on the curves of PBT melting and PBT/TPEE-75 wt% blends crystallization is a specific feature of CE additives effect on the processes of polyester melting (crystallization). (Table 6, Figure 7). It should be noted that multiplet (double and triple) peaks of PBT phase melting can also be found in binary PBT/TPEE blends which do not contain CE. Probably, these effects may be due to the change of degree of heterogeneity of materials that can be caused both by specific character of interphase interactions and lack of thermodynamic compatibility of components in blends and TPEE microheterogeneous structure. 6,7
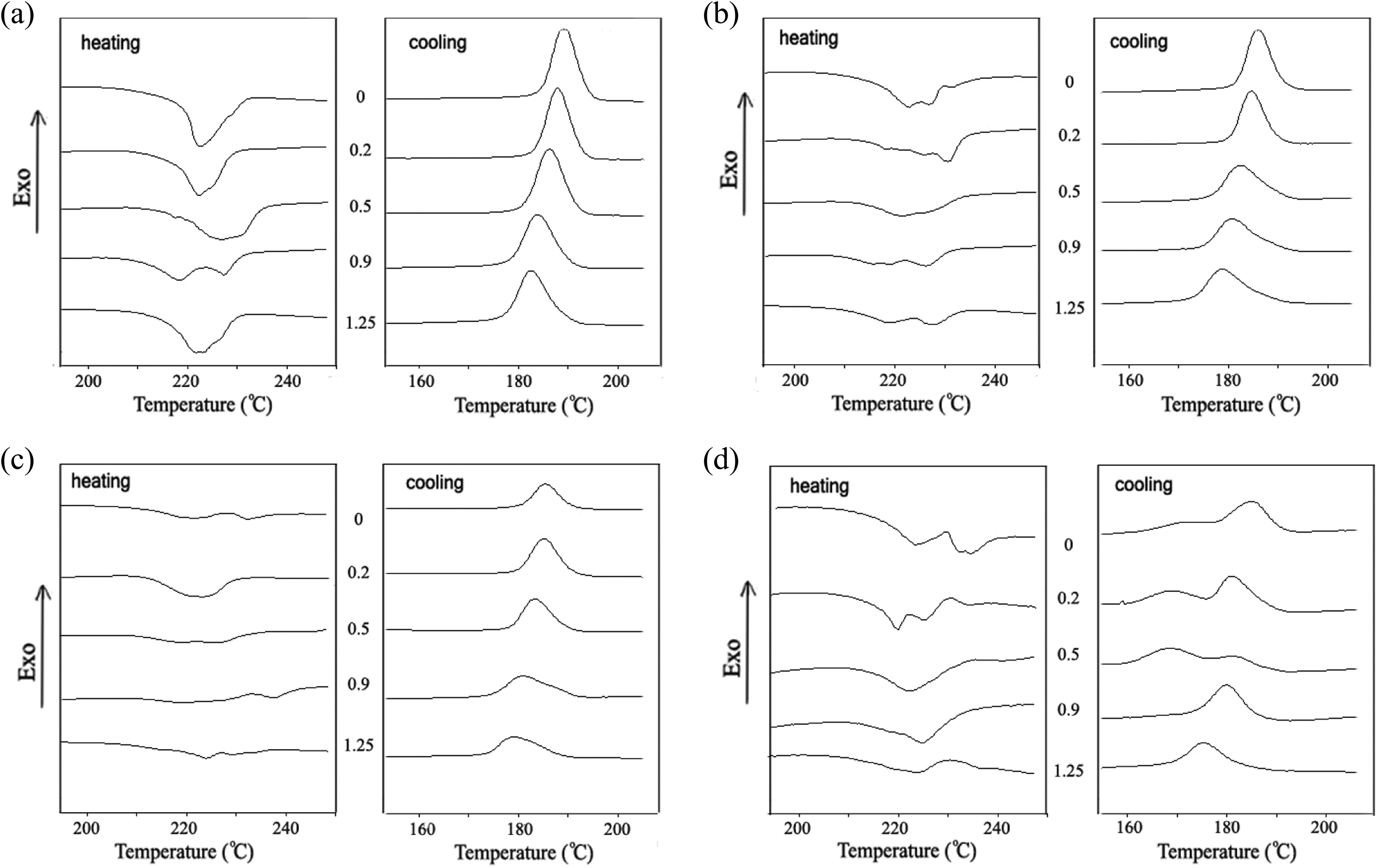
DSC curves for polyester materials: (a) PBT; (b) PBT/TPEE-25 wt%, (c) PBT/TPEE-50 wt%; (d) PBT/TPEE-75 wt%; heating curves are at the left, cooling curves are at the right; numbers on the curves represent CE concentrations, wt%. CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
In binary PBT/TPEE blends, multiplicity of PBT melting peaks is caused, probably, by the existence (in the block copolymer structure) of PBT phase which (owing to plastification with flexible PTMO block) has a slightly lower Tm . Existence of a low-temperature shoulder at PBT melting peaks in blends is related to this fact. This effect is more pronounced in the blends with dual-phase continuity (TPEE content-50 wt%) and with prevalence of TPEE phase (Table 6). Occurrence of a high-temperature shoulder at T = 226.9, 231.2, and 233°C at PBT melting peaks in the blends which is significantly higher than Tm PBT = 222.6°C can be caused by the formation of the areas with more densely packed PBT crystallites owing to the increase in mobility of fragments of its macromolecules due to the plasticizing effect of PTMO phase.
The general trend is the decrease in crystallinity of polyesters at [CE] increase which is confirmed by DSC data (Table 7). Kinetic challenges are an obvious reason for this trend at crystallization due to the growth of molecular weight and intensification of intermolecular interphase interactions in the course of reactions of chain extensions and their partial cross-linking.
Effect of CE on heat of crystallization ▵H cr (J/g) and degree of crystallinity (α)a % of homopolyesters and PBT phase in PBT/TPEE blends.
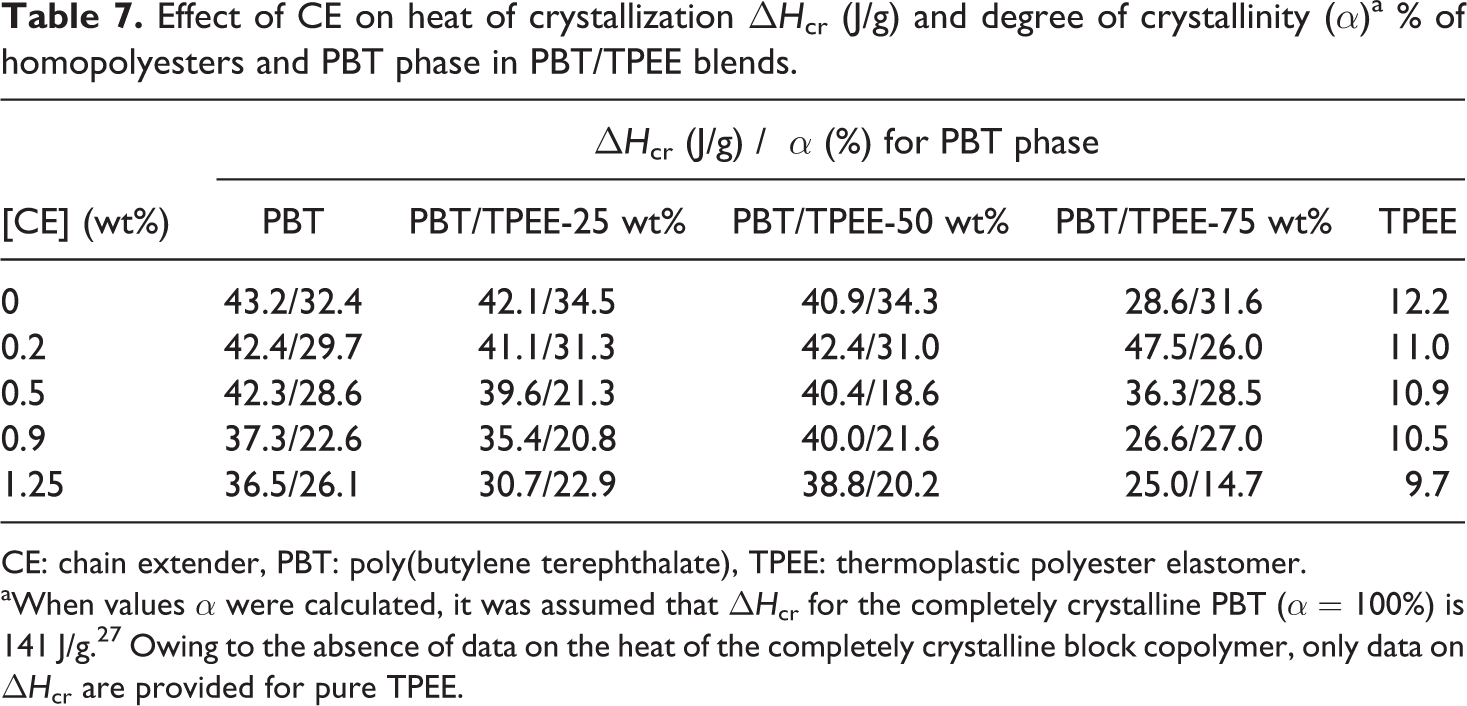
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
aWhen values α were calculated, it was assumed that ▵H cr for the completely crystalline PBT (α = 100%) is 141 J/g. 27 Owing to the absence of data on the heat of the completely crystalline block copolymer, only data on ▵H cr are provided for pure TPEE.
Relaxation properties
According to the relaxation spectrometry data (Figure 8, Table 8), as expected, thermodynamic compatibility is absent in PBT/TPEE blends. On temperature dependences of tangent of mechanical loss angle (tg δ) of the blends, separate maxima in the temperature region ≈47°C (glass-transition of PBT amorphous phase) and about minus 60°C are clearly registered which is characteristic of the glass-transition step of flexible PTMO of TPEE block (Figure 8). This result is an obvious consequence of incompatibility of PBT and PTMO blocks in the polyester block copolymers which therefore have the pronounced microphase structure. 6 Addition of hydrocarbon into primary PBT and TPEE leads to certain increase in their Tg values, which is probably associated with limitation of segmental mobility owing to intensification of intermolecular interaction in amorphous phase.
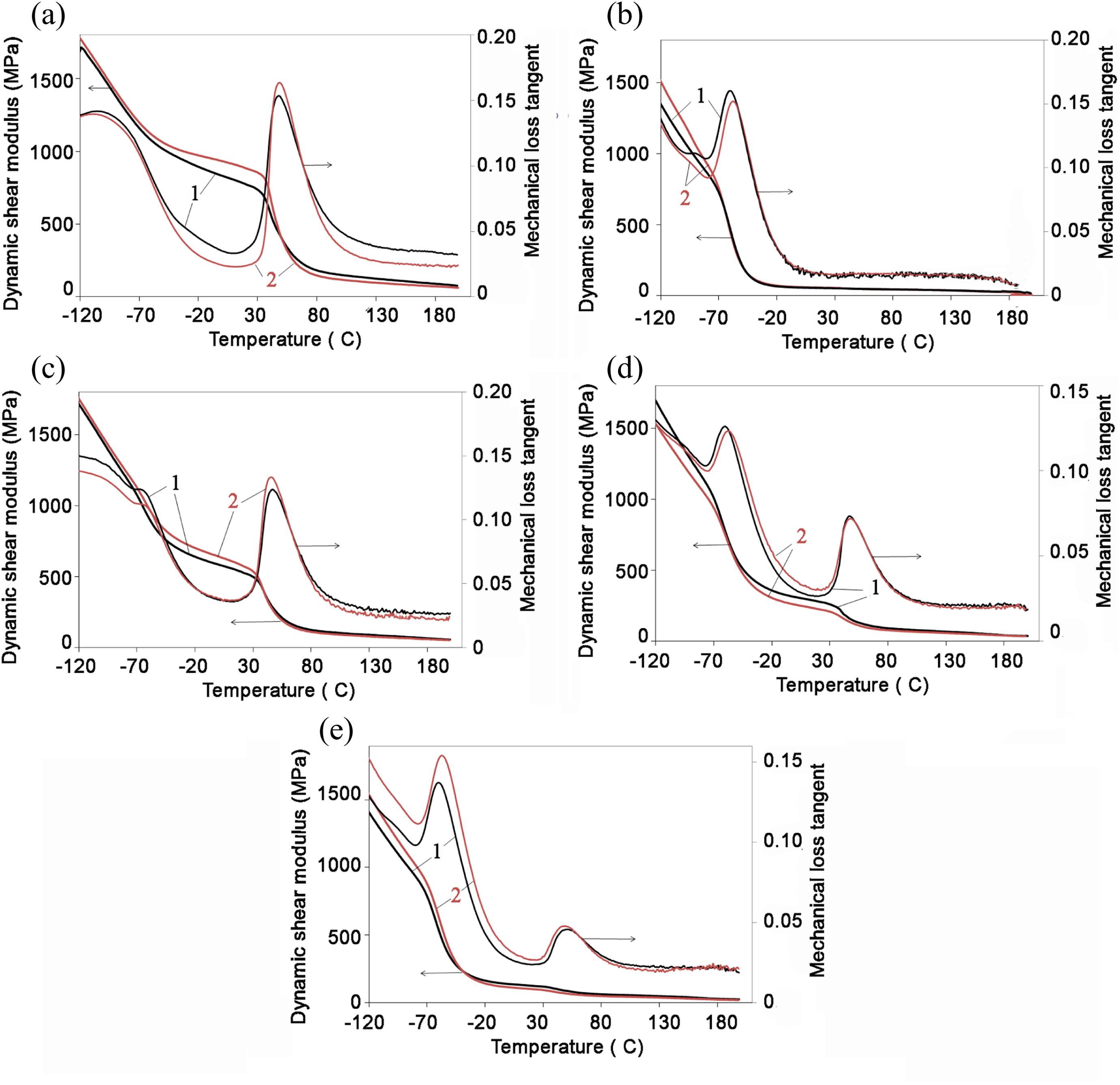
Temperature dependences tg δ and G′ of polyester materials: (a) PBT; (b) TPEE; (c) PBT/TPEE-25 wt%; (d) PBT/TPEE-50 wt%; (e) – PBT/TPEE-75 wt%; CE concentration in materials, wt%: 1–0 (without CE), 2–1.25. CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer.
Values of T g and G′ of polyester materials.
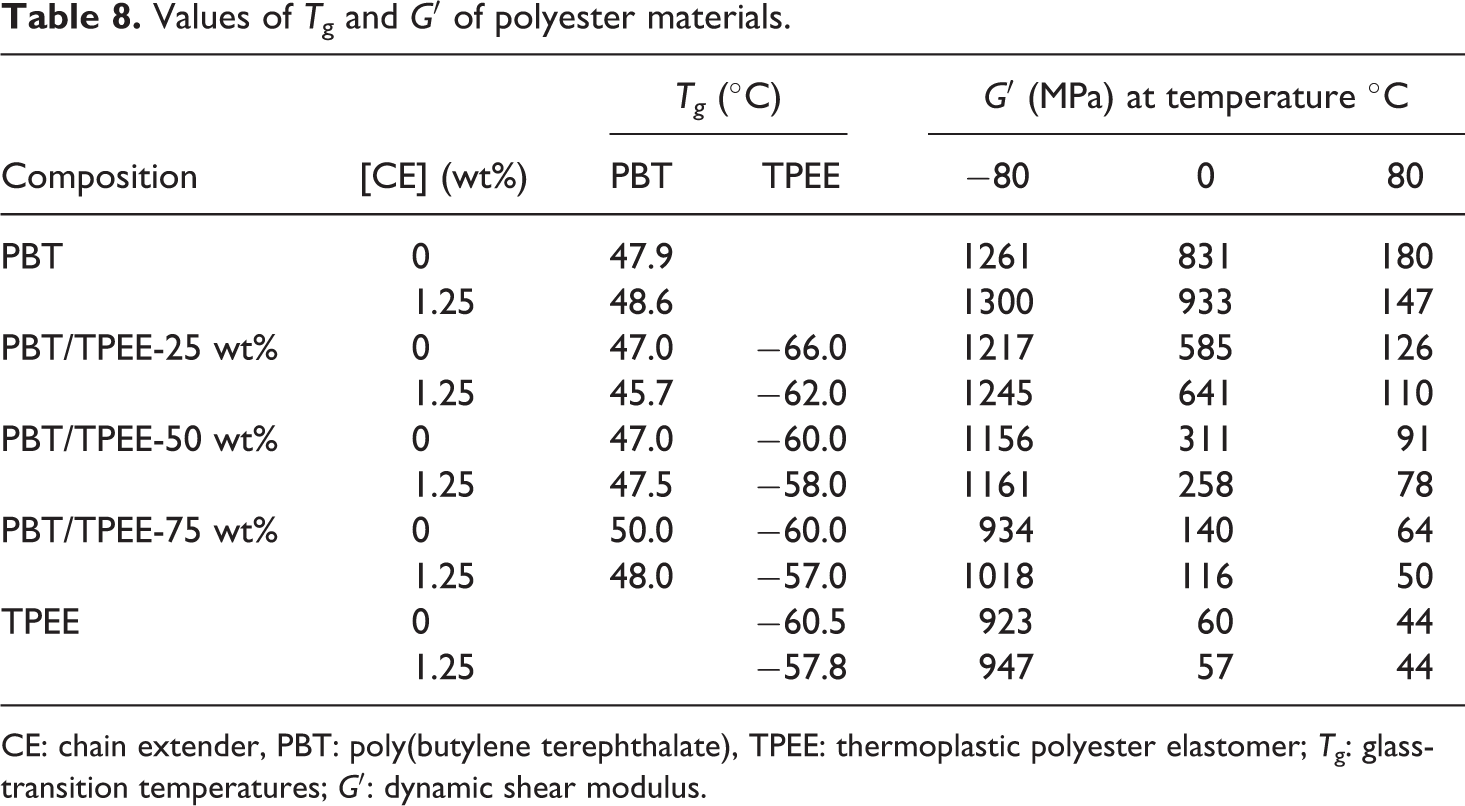
CE: chain extender, PBT: poly(butylene terephthalate), TPEE: thermoplastic polyester elastomer; T g: glass-transition temperatures; G′: dynamic shear modulus.
It is important to note that in PBT/TPEE blends, irrespective of the ratio of components (blends phase structure), Tg values of PTMO block are in the low-temperatures range characteristic of pure TPEE, that is from −57 to −66°C. Thus, as it has been shown above, the blend materials have higher impact strength at subzero temperature (−40°C) on notched specimens. The rigidity of materials characterized by the dynamic shear modulus value (G′) depends on the temperature of tests (Figure 8, Table 8). With respect to PBT high-elasticity state (at T = 80°C), CE additives affect slightly the value G′ (Table 7), which can be explained by the decrease in the materials crystallinity. At T = 0°C (glassy state of PBT) and T = − 80°C (glassy state of PBT and TPEE amorphous phases) the CE-containing materials have higher values G′. This result is an obvious consequence of intensification of intermolecular and interphase interactions in polyesters under the influence of isocyanate CE.
The provided experimental data are indicative of the strong effect of relatively small amounts of diisocyanate CE on molecular structure, rheological properties of melts and stress-strain properties of both polyesters in primary form and their blends of various phase structures. Modification of PBT/TPEE blends with CE additives can be used as an effective method to control the parameters of mechanical and technological properties of polyester materials that allows to create a wide range of technically valuable blend composites at the stage of compounding in the melt.
Conclusion
The effect of diisocyanate CE on the change of molecular structural characteristics, rheological and mechanical properties of PBT, and its blends with polyester thermoelastoplast representing a polyblock block copolymer of PBT and PTMO is studied. Compounding of materials was carried out in the melt by method of reactive extrusion using a twin-screw extruder, screws of diameter 35 mm and ratio L/D = 40. TPEE concentration in the blends was taken to be equal to 25 wt%, 50 wt% and 75 wt% which provided for obtaining the blends with various phase structures. It has been established that introduction of CE in the amount 0.2 wt% to 1.25 wt% increases the viscosity of polyester melts and solutions owing to occurrence of reactions, chain extension, and partial intermolecular cross-linking of macro-chains. CE has a strong effect on the character of deformation curves at straining of both polyesters in primary form and their blends irrespective of the phase structure of materials. At the increase of its concentration, values of upper and lower yield points increase and the difference in values of these parameters decreases, that is a sharp yield point is gradually degenerating. At the same time, increase in Charpy impact strength on notched specimens is observed, including the subzero temperatures range (−40°C). Besides, CE has an effect on crystallizability of both individual polyester components and their blends. The general trend (regardless of polyester type and phase structure of the blend) is the decrease of crystallization temperature and degree of crystallinity which is caused by limitations of molecular mobility due to an increase in the molecular weight of polyesters and intensification of interchain interactions. According to the relaxation spectrometry data, PBT and TPEE are thermodynamically incompatible. CE additives limit the molecular mobility and increase the dynamic shear modulus in the range of temperatures below Tg of PBT and TPEE. According to SEM data, the blend materials (irrespective of the ratio of components) have quasi-homogeneous microstructure which is indicative of their technological compatibility in blends. Their breakage under impact loading occurs according to the shear flow mechanism.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.