
Abstract
Flax unidirectional (UD) fabrics and polyamide 11 (PA11) are used to create a 100% bio-sourced composite. The fabrication process is hot press moulding. Different configurations are studied by varying process parameters and composite constituents. Three temperature values (190°C, 200°C and 210°C) are combined with three pressure levels (35, 65 and 100 bars). In addition, two types of flax fabric (A and B) are tested and two types of PA11 (in the form of powder or film) are used. The two forms of PA11 are characterized using differential scanning calorimetry and rheological methods. Ten different composites are then manufactured. They are compared by means of tensile tests and dynamic mechanical analysis (DMA). Results are correlated with microstructural study: measurements of porosity degree and scanning electron microscopic observations are also performed. Finally, an optimum configuration is determined: the composite flax B/PA11 film manufactured with a temperature value of 210°C and using gradual levels of pressure (25 bars during 2 min, 40 bars during 2 min and 65 bars until the end of cycle). This configuration leads to a Young’s modulus value of 36 GPa and a tensile strength of 174 MPa, with the highest storage modulus and the lowest damping factor values measured by DMA.
Introduction
Green composites based on natural fibres have been gathering much attention from the standpoint of protection of the environment from plastic disposal problem and saving petroleum resources. 1 The introduction of natural fibres in polymer matrix can bring many advantages with regard to fibres used in traditional composites: biodegradable resource, low density, good specific strength and modulus, good acoustic and vibratory properties. 2 Various natural fibres are used as reinforcing material polymer-based composites: bagasse, flax, hemp, jute, kenaf, and so on. 3 –8 Many studies are focused on short natural fibre composites 9 –12 or on non-woven mat fibre composites. 13 –15 However, long plant fibre composites are more and more studied for improving mechanical properties and for designing structural applications. 16 –19 It has been shown that flax fibre presents better properties than other natural fibres and is an abundant natural resource available in many countries. 20
In this study, unidirectional (UD) flax fabrics were associated with bio-based polymer matrix, polyamide 11 (PA11), to create a 100% bio-sourced composite. The PA11 is derived from castor oil, consumes less non-renewable resources to be produced and has superior thermal resistance than many other classical thermoplastic polymers. 21 This bio-based polymer has the attention of many researchers because of its potential to substitute petrochemical derivatives. 22 The combination of this high technical polymer with long UD fibres can produce a composite suitable for structural applications. As shown in the literature, investigations of long fibre-reinforced thermoplastic polymers are limited because thermoplastics have relatively higher viscosities than thermoset polymer ones. 17 Therefore, it is difficult to impregnate long fibre yarns with thermoplastic resin. 18 In this study, composite plates were manufactured by hot press moulding. The main advantages of this process technique are to reduce the cycle time, to limit the loss of products and to avoid high shear forces during manufacturing. 16 It is well known that the mechanical properties of the manufactured composite are affected by processing conditions such as pressure, temperature and holding time. 11,16,17 For example, Rassmann et al. have studied the effects of pressure on the mechanical behaviour of kenaf/polyester composites 23 : They found that for a low fibre volume fraction, pressurizing the mould improves tensile and flexural strengths. Kobayashi and Takada have analysed the processing condition role on properties of hemp/Polylactic acid (PLA). 17 They varied moulding conditions, including moulding temperature, pressure and time, and measured resulting tensile and shear properties. They demonstrated that for the studied materials, 190°C–1 MPa–4 min is expected as an optimum moulding condition. 14 However, no article was found concerning the optimization of process parameters for manufacturing UD flax fabric/PA11 composites, using the same type of hot press mould.
Therefore, the aim of this study is to investigate the influence of process parameters on the mechanical properties of flax fibre-reinforced PA11 composites. In addition, different materials are used as composite constituents in order to optimize both components and process conditions. In this objective, various configurations have been tested in this study. Different temperature and pressure values have been combined. Two types of flax fabric and two types of PA11 (in the form of powder or film) have been used. Thermal and rheological measurements have been performed on the PA11 polymer. A total of 10 different composites have been manufactured. They have been compared by means of tensile tests and dynamic mechanical analysis (DMA) analysis. Microstructural studies including porosity measurements and scanning electron microscopy (SEM) observations have also been employed to investigate fibre impregnation.
Materials and techniques of characterization
Materials
The composite plates were made from UD fabrics of flax fibres and PA11 polymer. Two types of non-treated UD fabrics have been used: UD fabric A and UD fabric B, with 400 and 450 g m−2 of area weight, respectively. The two UD fabrics were made of longitudinal fibre tows joined by some transverse flax yarns. The main difference between these two UD fabrics is their spatial distribution, as shown in Figure 1. In UD fabric B, the fabric is woven tightly, providing almost no gap between adjacent tows, whilst in UD fabric A, there are gaps between adjacent tows, which have a larger diameter than in UD fabric B.
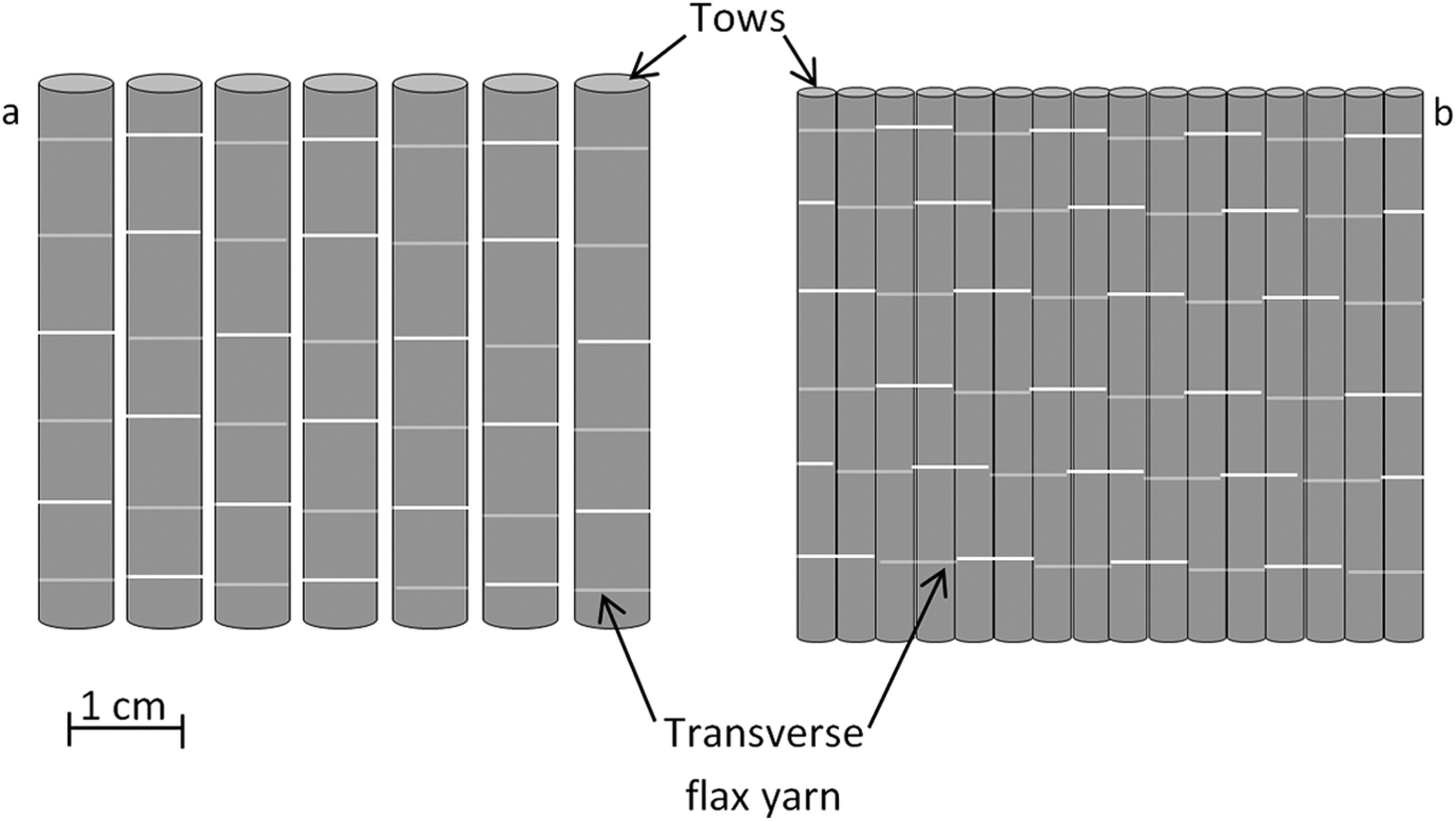
Geometry of UD flax fabric A (a) and UD flax fabric B.
The PA11 polymer, produced from a renewable source (castor oil), was provided by Arkema (Colombes, France) in two different forms: in the form of powder ‘Rilsan Besno T7500’ with a density of 1.2 g cm−3 and in the form of film ‘LMFO’ with a thickness of 100 µm and a density of 1.02 g cm−3. Properties of these materials are given in Table 1.
Properties of the different constituents (suppliers’ database).
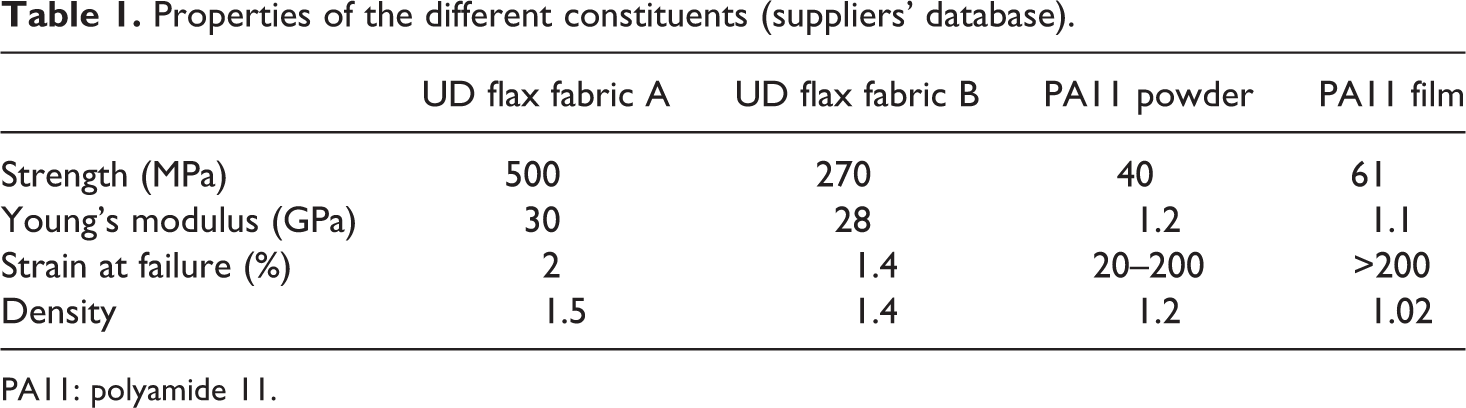
PA11: polyamide 11.
Before moulding, flax fabrics and PA11 matrix were heated during 12 h at 80°C to reduce moisture contents from 4.5% to 0.5% for the fibres and from 0.1% to 0.05% for the PA11. Composite plates were then produced using a stacking of PA11 in the form of powder or film and four layers of fibres, with a fibre weight fraction of 50% and a plate thickness about 2 mm depending of the pressure levels. The layers of flax fabrics and PA11 were piled up alternatively and compressed in a mould with dimensions of 450 × 500 × 2 mm 3 . Different configurations have been used for hot-pressing process, varying temperature and pressure values. In order to choose adapted parameters, thermal and rheological characterization of the polymer matrix has been first performed.
Differential scanning calorimetry tests
The differential scanning calorimetry (DSC) tests were carried out using a Q20 (TA instruments, New Castle, Delaware, USA) set-up. PA11 samples, in the form of powder or film, were tested at a heating rate of 20°C min−1, from 20°C to 220°C. Two heating ramps were made: the first ramp gives data concerning the as-received polymers. Then, the second ramp was used for comparing the two forms of PA11 samples: powder and film, after having deleted their thermomechanical history. DSC allows determining different thermal characteristics of the tested materials: glass transition temperature (Tg), melting temperature (Tm), crystallization temperature (Tc) and degree of crystallinity (χc). χc has been obtained by using equation (1):

where ΔHm is the measured melting enthalpy and ΔHm0 is the melting enthalpy of the 100% crystalline polymer (189 J g−1 for PA11 24 ).
Rheological tests
Viscosity of the polymer matrix was determined by rheological measurements. Information about the rheological properties of the polymers was obtained through a dynamic oscillatory characterization with a TA instruments AR 2000 rheometer (Minneapolis, Minnesota, USA) using parallel-plates geometry. The distance between the plates was 1 mm, the applied stress was 100 Pa and the oscillating frequency was taken equal to 1 Hz.
Tensile tests
Tensile tests were conducted with a mechanical testing machine (Instron 5884, Instron, Norwood, Massachusetts, USA). Five standard specimens with cross section dimensions of 25 × 2 mm2 were tested for each configuration. Glass composite tabs of dimension 50 × 25 mm2 were glued on the specimens and were placed in the clamped area. The loading was carried out in the direction of fibres at room temperature and with a displacement rate of 2 mm min−1. Strain gauges of 5 mm length were bonded on specimen surfaces.
Dynamic mechanical analysis
DMAs were carried out using a single cantilever bending system TA instruments DMA Q800. Samples were cut in the longitudinal direction with the dimensions of 40 × 10 × 2 mm3. The distance between supports was 16 mm. Specimens were tested in air atmosphere at a frequency of 1 Hz and a heating rate of 2°C min−1, from 25°C to 100°C. DMA measurements allow determining viscoelastic properties of tested materials such as storage modulus (E′) and damping parameter (tan δ).
SEM analysis
Two types of specimens have been observed using a JEOL 6400 SEM (Japan). For the first type of specimens, slices of samples were cut using a diamond wire saw. Then, they were polished with sandpapers of different roughness. Observations of these specimens allow checking the matrix impregnation in the different composites that have been manufactured. The second type of observed specimens consisted in fracture surface of the tested samples. It allows analysing the different failure mechanisms occurring in such composite materials.
Determination of flax fibre volume fraction and porosity
Depending on the chosen process parameters, porosity in manufactured composites can vary. In order to determine porosity in each plate, composite density value ρc was determined by the Archimedes method. Measurements have been performed with a precision balance. Then, porosity fraction Vp has been calculated, thanks to the following equations 17 :



where Wf and Wm are weight fractions of fibres and matrix (equal to 50% in the manufactured composites), ρf and ρm are density values for fibres and matrix (given by suppliers, see in Table 1) and Vf and Vm are the volume fractions of fibres and matrix.
Experimental results and discussion
Thermal characterization
The thermograms obtained by DSC for as-received PA11 samples are presented in Figures 2 and 3.
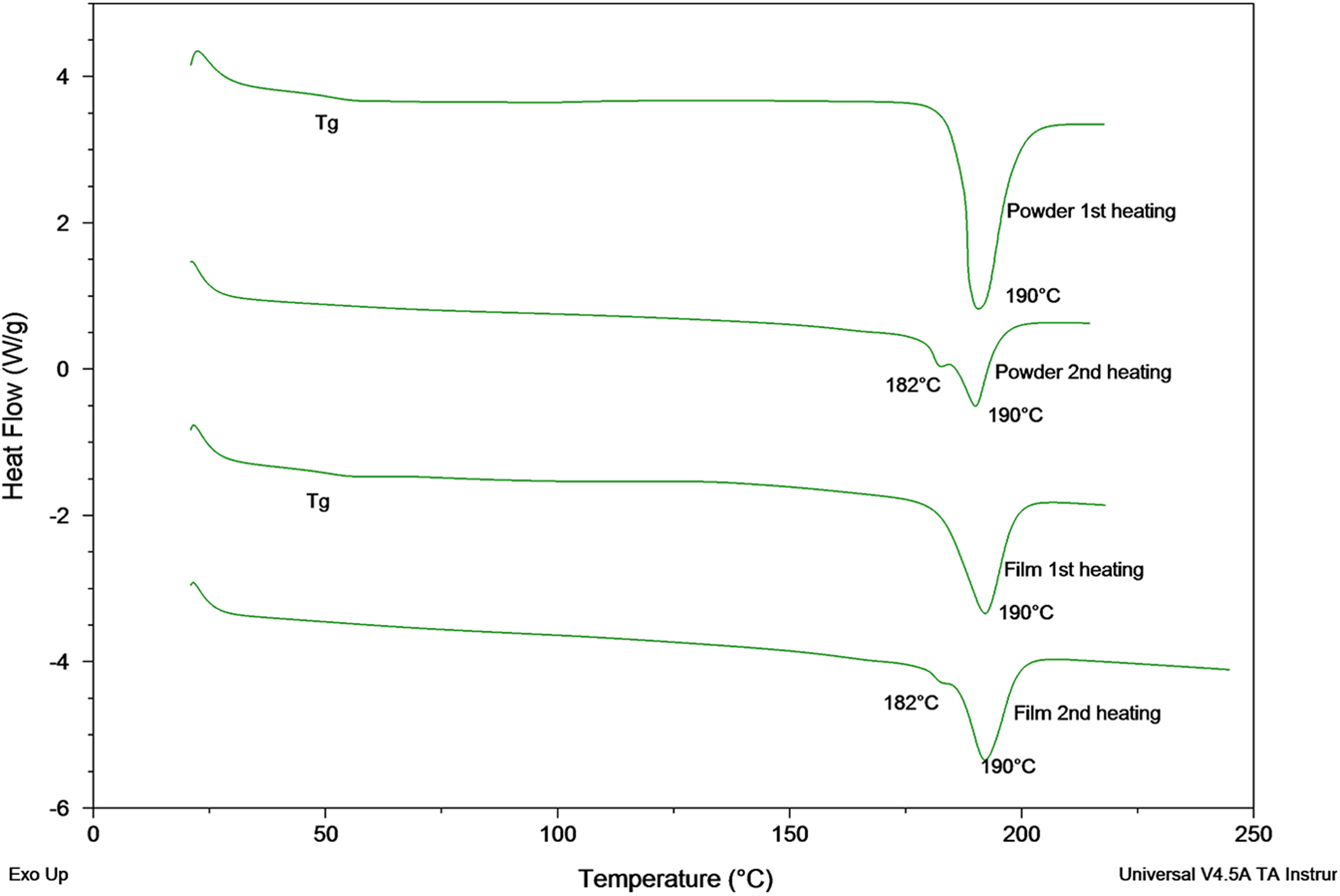
DSC thermograms of PA11 film and powder during the first and the second heating. DSC: differential scanning calorimetry; PA11: polyamide 11.
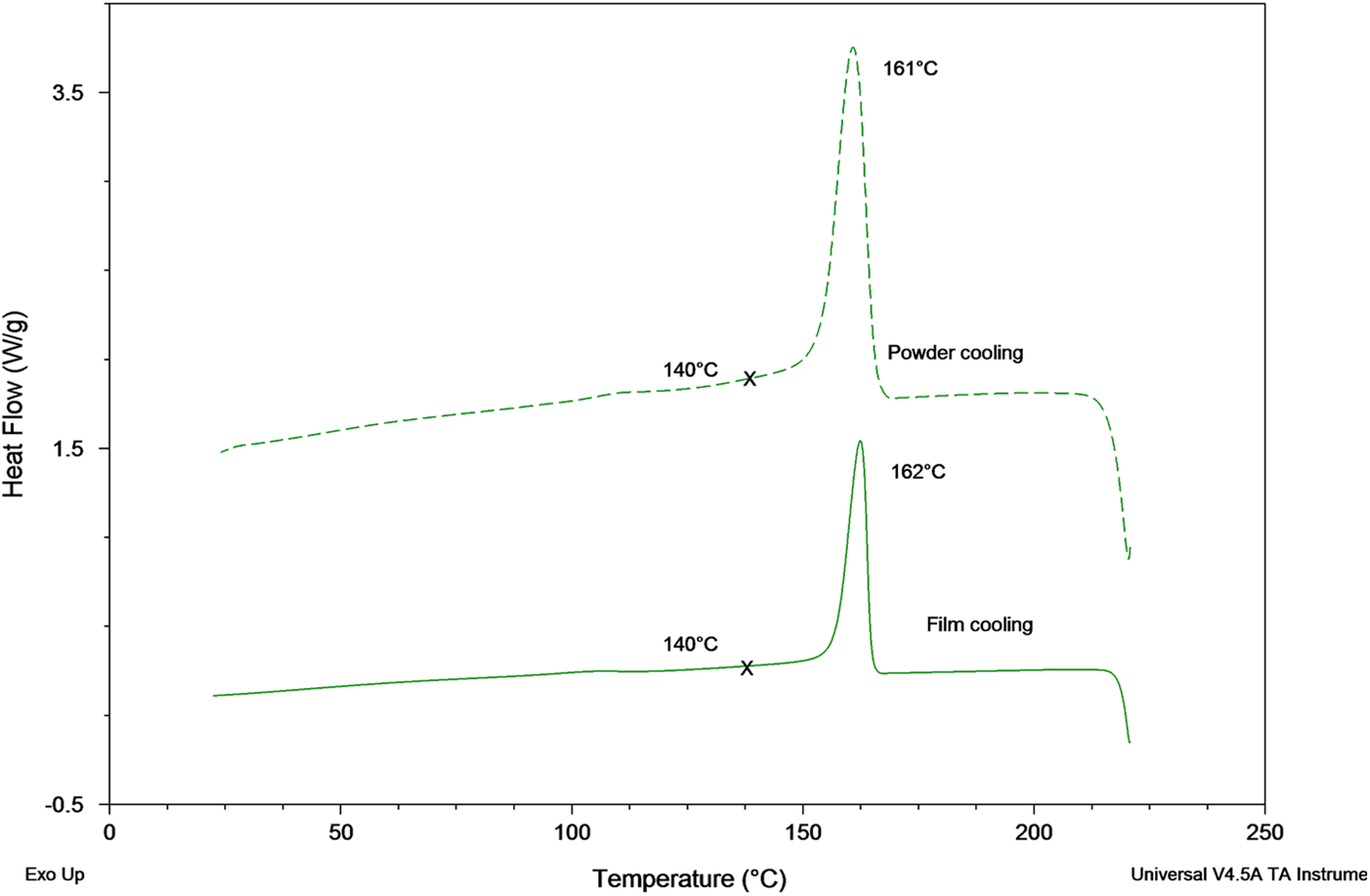
DSC thermograms of PA11 film and powder during the cooling. DSC: differential scanning calorimetry; PA11: polyamide 11.
The two forms of PA11 polymer have been tested: powder and film. Figure 2 presents both first and second heating ramps for each form of the polymer. Results show that thermal properties of film and powder are very close. All thermograms show an endothermic peak at about 190°C which corresponds to the melting temperature of PA11. It can be attributed to the melting of a pseudohexagonal phase in the crystalline part of PA11. 25 The first heating curves also give glass transition temperature values for the two polymer forms: it is about 49°C for powder and film. The degree of crystallinity has been calculated with the melting peak area: calculations give 35% of crystallinity for powder and 26% for film. The value of crystallization temperature has been determined from cooling ramp (Figure 3): it is about 161°C for powder and film samples, and the end of the crystallization peak is located at about 140°C. During the second heating, melting peaks are double for both forms of polymer, as it can be seen in Figure 2. The first melting peak is located at about 182°C for the two PA11 forms. It is probably due to the melting of the smectic phase in PA11. 26
These DSC results allow choosing some process parameters for composite hot pressing. The melting temperature gives the minimum of the process temperature value: 190°C, and the ending temperature of the crystallization peak gives the temperature value for opening the mould at the end of the process: 140°C.
Rheological characterization
As-received PA11 polymers have also been characterized by means of a rheometer. Tests have been performed during 1 h at four different values of temperature: 190, 200, 210 and 220°C. Viscosity values obtained for powder and film forms are presented, respectively, in Figure 4(a) and (b). As expected, the viscosity of PA11 in films is inferior to the viscosity of PA11 powder because of their different polymer grades. However, different behaviours between film and powder can be observed in Figure 4. This figure shows that the viscosity of the PA11 film remains almost constant all along the tests, whatever the temperature level is. By comparing curves for the film at different temperatures, one observes that the higher the temperature, the lower the viscosity. On the contrary, the viscosity of the PA11 powder increases significantly during the test, for all the temperature levels. Moreover, the powder behaviour can be separated in two parts: during the first 1000 s, viscosity value decreases with growing temperatures, except for 220°C; after that, the tendency is reversed. This particular behaviour of the PA11 powder is probably due to the fact that powder is the initial state of the polymer, whereas PA11 film has already been transformed by extrusion. Therefore, the polymerization process is not completely finished in the PA11 powder, and the increase in the viscosity at the beginning of rheological tests can be explained by the increase in molar weight in the polymer. Indeed, for a given temperature level, the viscosity value for PA11 powder shows a considerable increase during the beginning of the test. A compromise has thus to be found: the holding time duration has to be long enough for melting the polymer and short enough for avoiding the viscosity increase in PA11 powder. In view of these results, and in order to save time and extra energy consumption, a low holding time value of 5 min at high temperature has been chosen for the composite process.
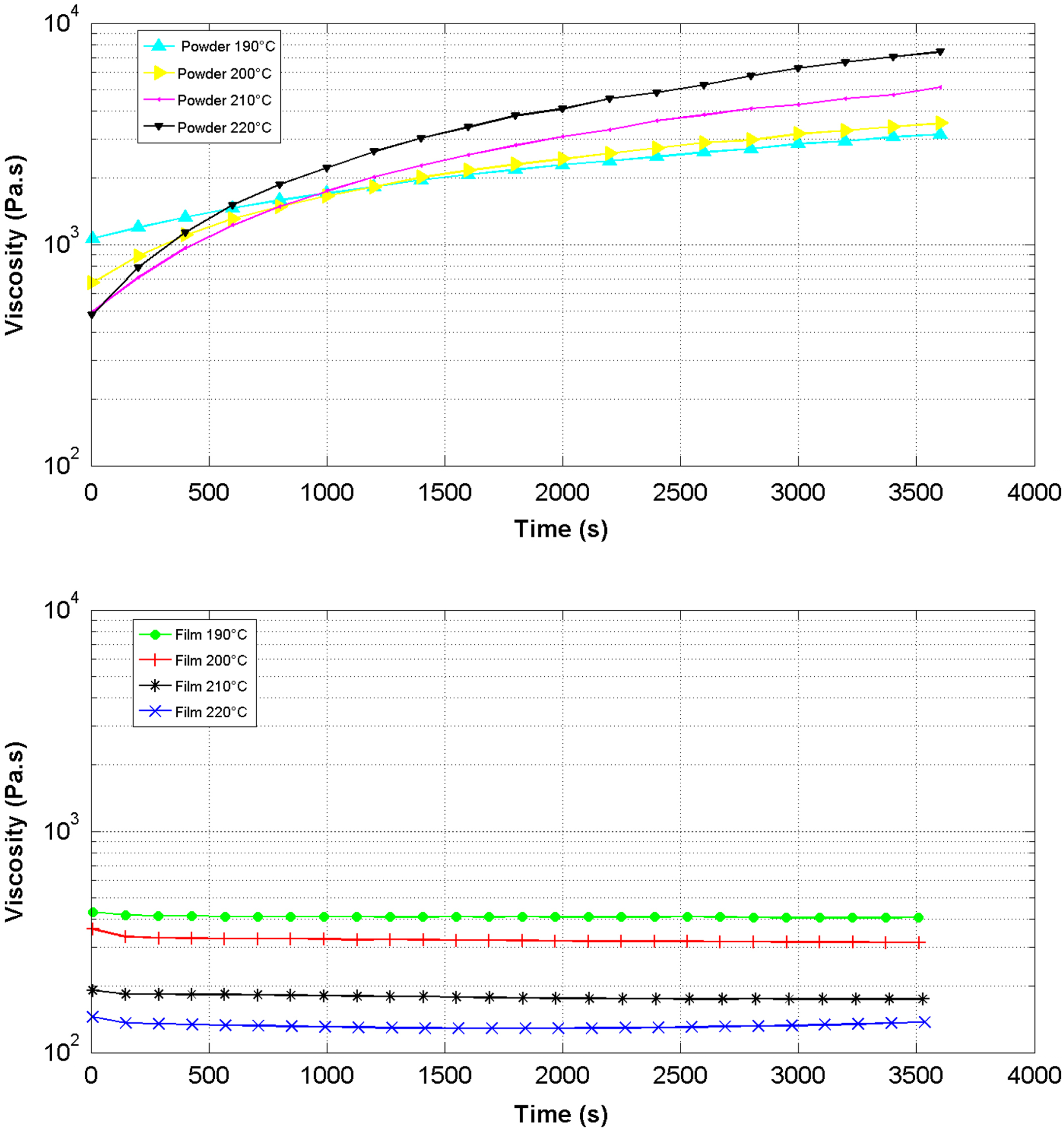
Viscosity curves of PA11 powder (a) and film (b) at 190, 200, 210 and 220°C. PA11: polyamide 11.
Different configurations for hot press moulding
In the objective to optimize the hot-pressing conditions for flax/PA11 composites, several process parameters have been tested. For temperature level, DSC results have shown that 190°C is the minimum value. As flax fibres cannot exceed a temperature of 210°C during 5 min, 27 three moulding temperatures were chosen: 190, 200 and 210°C. In addition, in order to investigate the influence of moulding pressure on the composite properties, three applied pressures were employed: 35, 65 and 100 bars. With higher pressure value, fibres could be damaged. 15 After the holding time of 5 min, composite plates were cooled at about 2°C min−1 until 140°C before removing from the mould. This value of 140°C corresponds with the end of the crystallization peak, as shown by DSC results. The process cycles that have been tested for manufacturing composite panels are described in Figure 5. For one of the tested configurations, the moulding pressure was applied gradually: 25 bars during 2 min, 40 bars during 2 min and finally 65 bars (Figure 5).
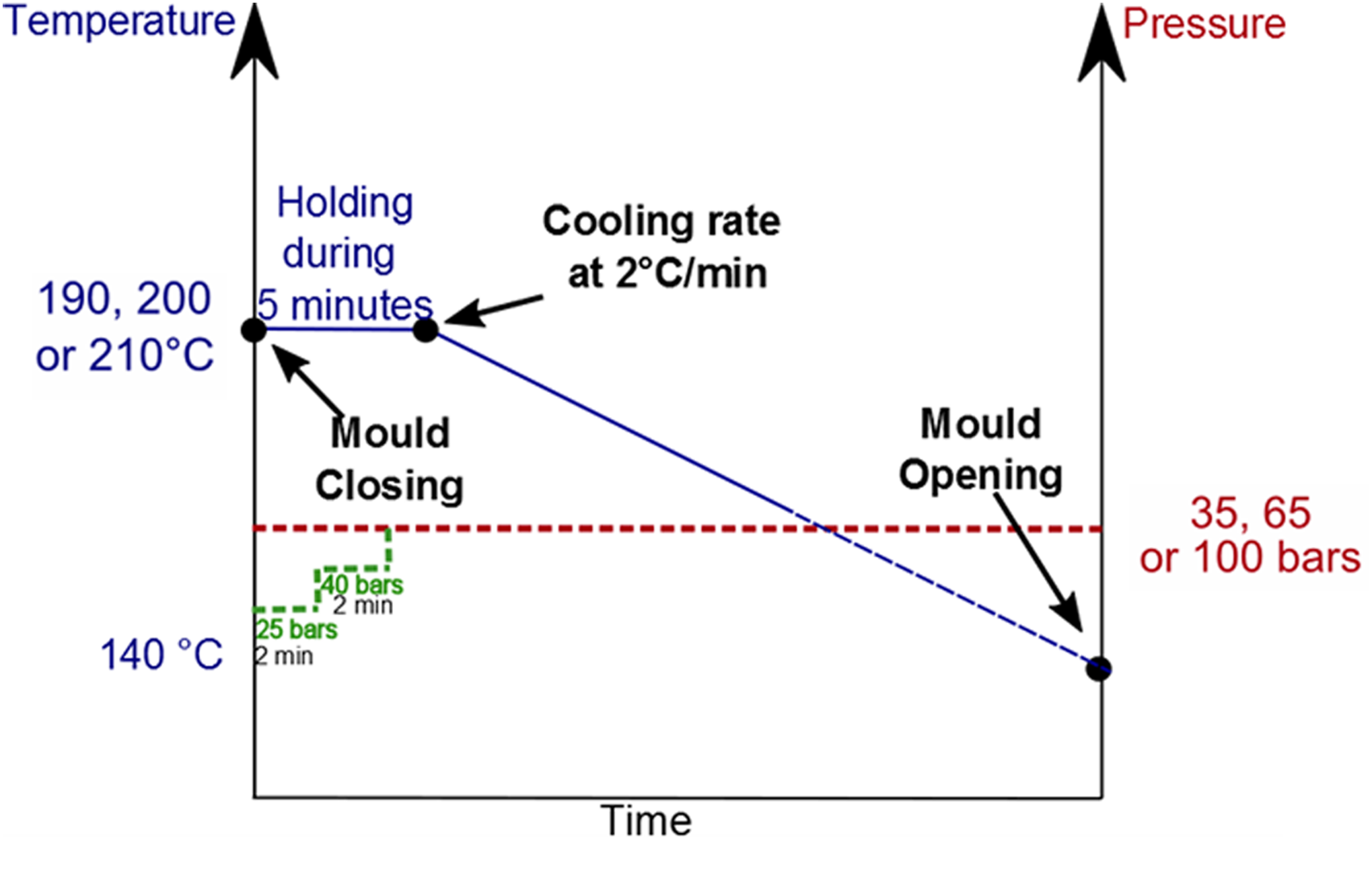
Process cycles applied for elaborating flax/PA11 composites. PA11: polyamide 11.
All the tested configurations are summarized in Table 2. A first set of composites has been manufactured, using flax fabric A and PA11 powder (configurations 1–6). For this set of composites, three values of temperature (190, 200 and 210°C) and three values of constant pressure (35, 65 and 100 bars) have been tested. It will allow determining the best temperature and pressure values. Then, a second set of composites has been manufactured. For given values of temperature and pressure (210°C and 65 bars), constituents of the composite have been changed. Flax A has been replaced with flax B, and PA11 powder has been replaced with PA11 film (configurations 7–9). It will allow choosing the best constituents for our process conditions. Finally, configuration 10 has been tested, with progressive levels of applied pressure (see in Table 2).
Description of the 10 tested configurations for elaborating flax/PA11 composites.
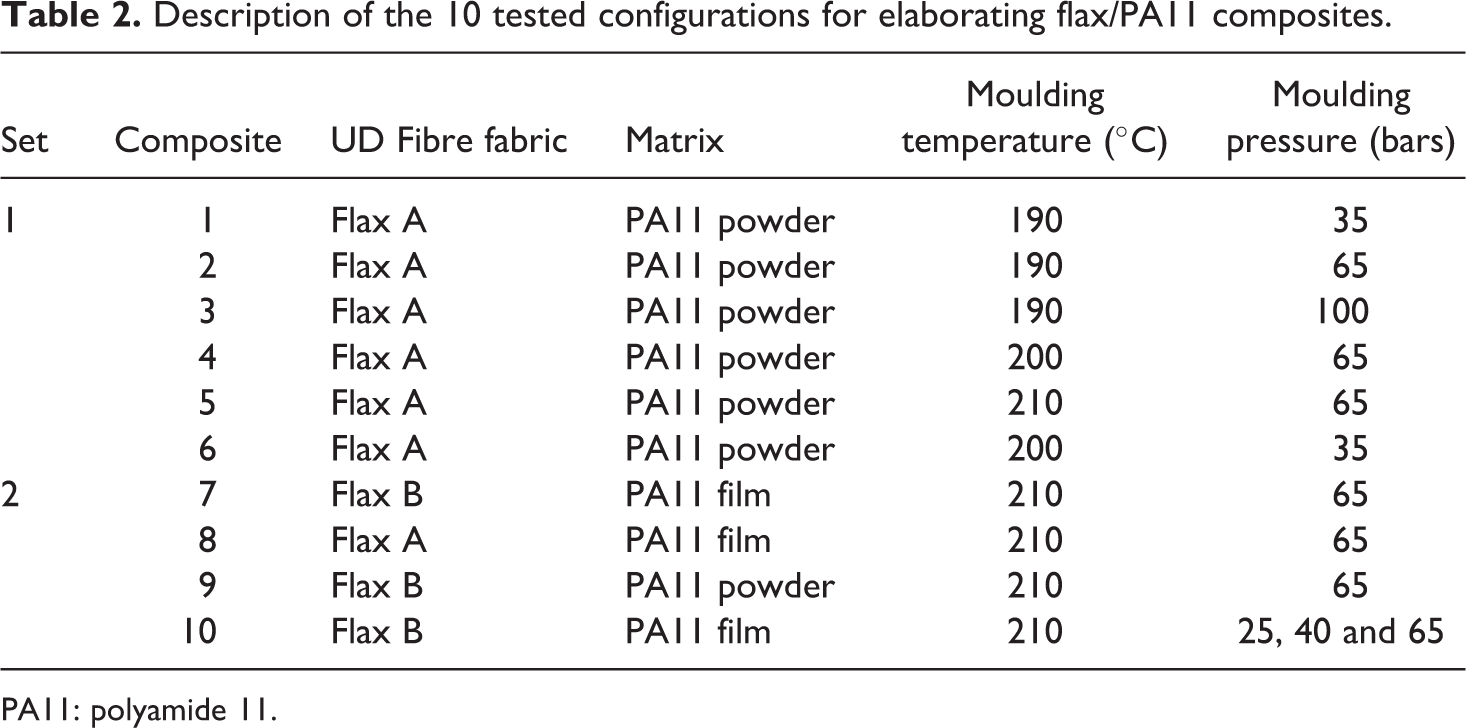
PA11: polyamide 11.
Analysis of the first set of manufactured composites
In order to compare configurations of the first set, tensile tests have been performed on five samples for each manufactured composite plate. Figure 6 presents evolution of Young’s modulus and tensile strength. All the measured values are given in Table 3. Results show that, for a given pressure value (65 bars), Young’s modulus values increase with increasing moulding temperatures (configurations 2, 4 and 5). When the temperature level varies from 190°C to 210°C, modulus value increases from 21 GPa to 30 GPa. It can be explained by the fact that a temperature increase leads to a better fluidity, as it has been shown with rheological measurements, which facilitates the matrix impregnation in the composite. 28,29 However, for configurations 2, 4 and 5, whatever the temperature level, tensile strength remains constant, around 115 MPa (Table 3). The obtained results also allow comparing mechanical properties for a given value of temperature. Composite plates 4 and 6 have been manufactured with the same temperature level, 200°C. Results show that when the pressure value is higher (65 bars for configuration 4 versus 35 bars for configuration 6), Young’s modulus and tensile strength values increase, respectively, 27 GPa and 107 MPa for composite 4, versus 17 GPa and 73 MPa for composite 6. This result can be directly linked with the degree of porosity measured in these two configurations (Table 3): Porosity degree is more than twice higher in configuration 6 than in configuration 4 (26% vs. 11%). It demonstrates that higher pressure level leads to lower porosity degree and thus to better mechanical properties. Nevertheless, pressure value must not be too high. When comparing configurations 1, 2 and 3, all manufactured with a temperature level of 190°C, one can see that the tensile strength is maximum for a pressure of 65 bars (composite 2) and this value decreases for a pressure of 100 bars (composites 3). Indeed, tensile strength value is equal to 117 MPa for composite 2 and only 84 MPa for composite 3. This can be explained by the degradation of plant fibres at high pressure levels. 30 It can also be noticed that composites 1 and 6 have been designed with the same pressure level (35 bars) but with different temperature values (200°C for composite 6 and 190°C for composite 1). It leads to higher porosity ratio in composite 6 (26% vs. 10% in composite 1). This can be due to the fact that, at 200°C, the matrix is more fluid than at 190°C, and for this temperature, 35 bars is too low for obtaining a good impregnation quality.
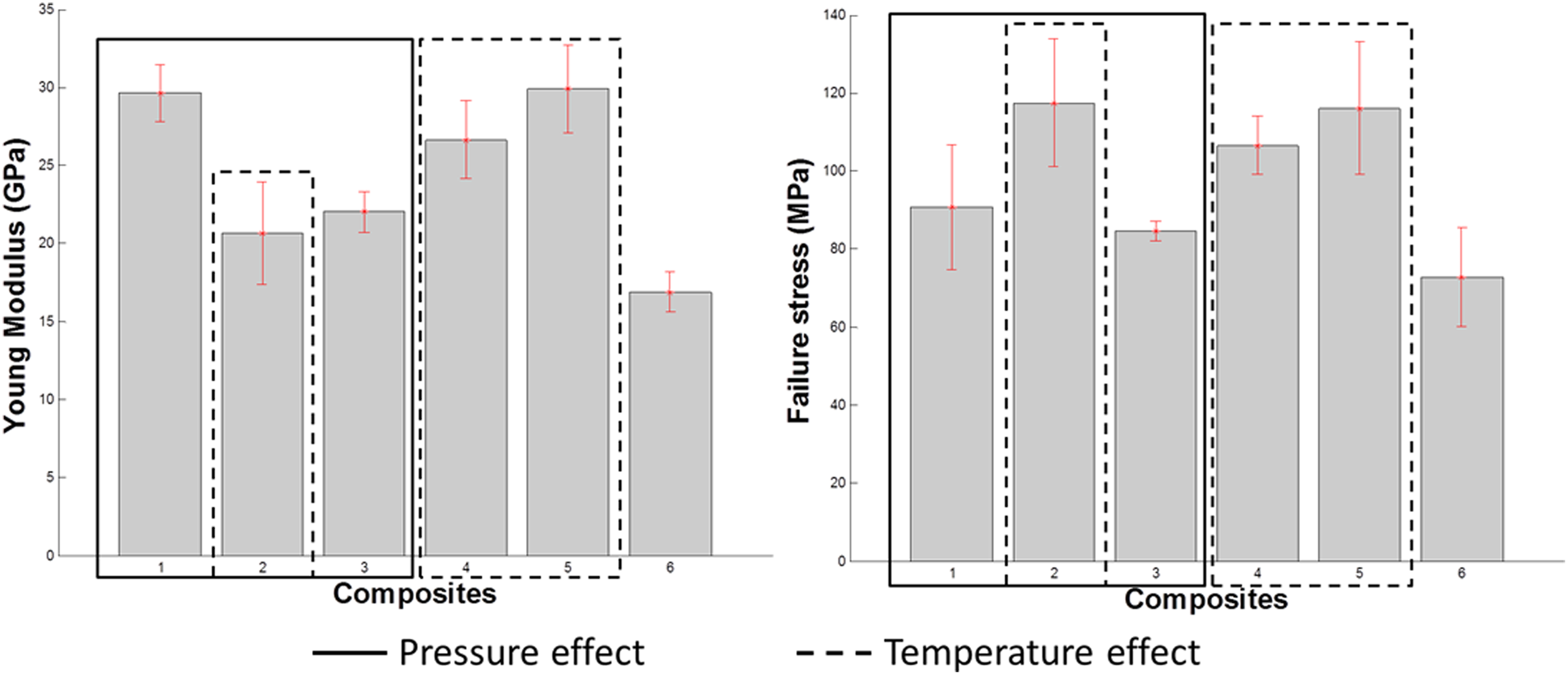
Comparison of tensile properties for the first set of flax/PA11 composites (configurations 1–6). PA11: polyamide 11.
Porosity degree and mechanical properties of the first set of flax/PA11 composites.
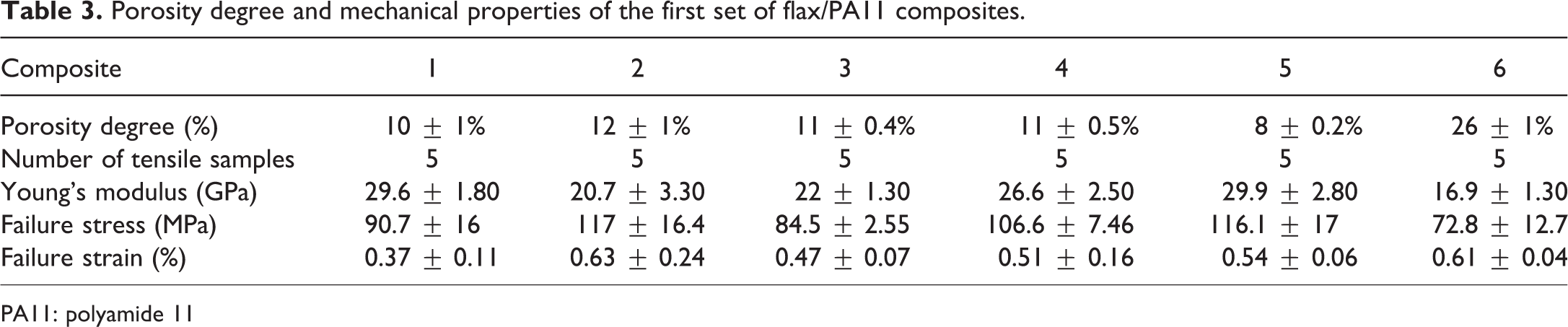
PA11: polyamide 11
DMA of the first set of composites has also been performed. Storage modulus (E′) and damping factor (tan δ) are plotted in Figure 7(a) for composites 1, 2 and 3, and in Figure 7(b) for composites 4, 5 and 6. As expected, for each configuration, the E′ value decreases with increasing temperature. According to Hong et al., 31 this phenomenon is explained by an increase in PA11 chains mobility. In addition, Figure 7(b) shows that the highest values of E′ are obtained for composite 5, which also exhibits the highest Young’s modulus value (Table 3). Concerning evolution of the damping factor, one can see in Figure 7(a) and (b) that for all the tested samples, there is a peak located at around 55°C: this temperature corresponds to the glass transition temperature of the resin detected by DMA. Moreover, the results show that the highest tan δ values are obtained for composite 6, whilst the lowest values correspond with composite 5. This can be explained by the fact that tan δ is affected by interfacial adhesion between fibres and matrix. 32 The damping factor tan δ is an indicator of molecular motions: the lower the tan δ values, the better the interfacial adhesion. 31 It means that with the process configuration 5, the interface quality is better than with other configurations. This is in accordance with measured tensile characteristics: configuration 5 exhibits the best properties (Figure 6). This is also in accordance with the measured values of porosity degree shown in Table 3: the composite 5 presents the lowest porosity amount (8%).
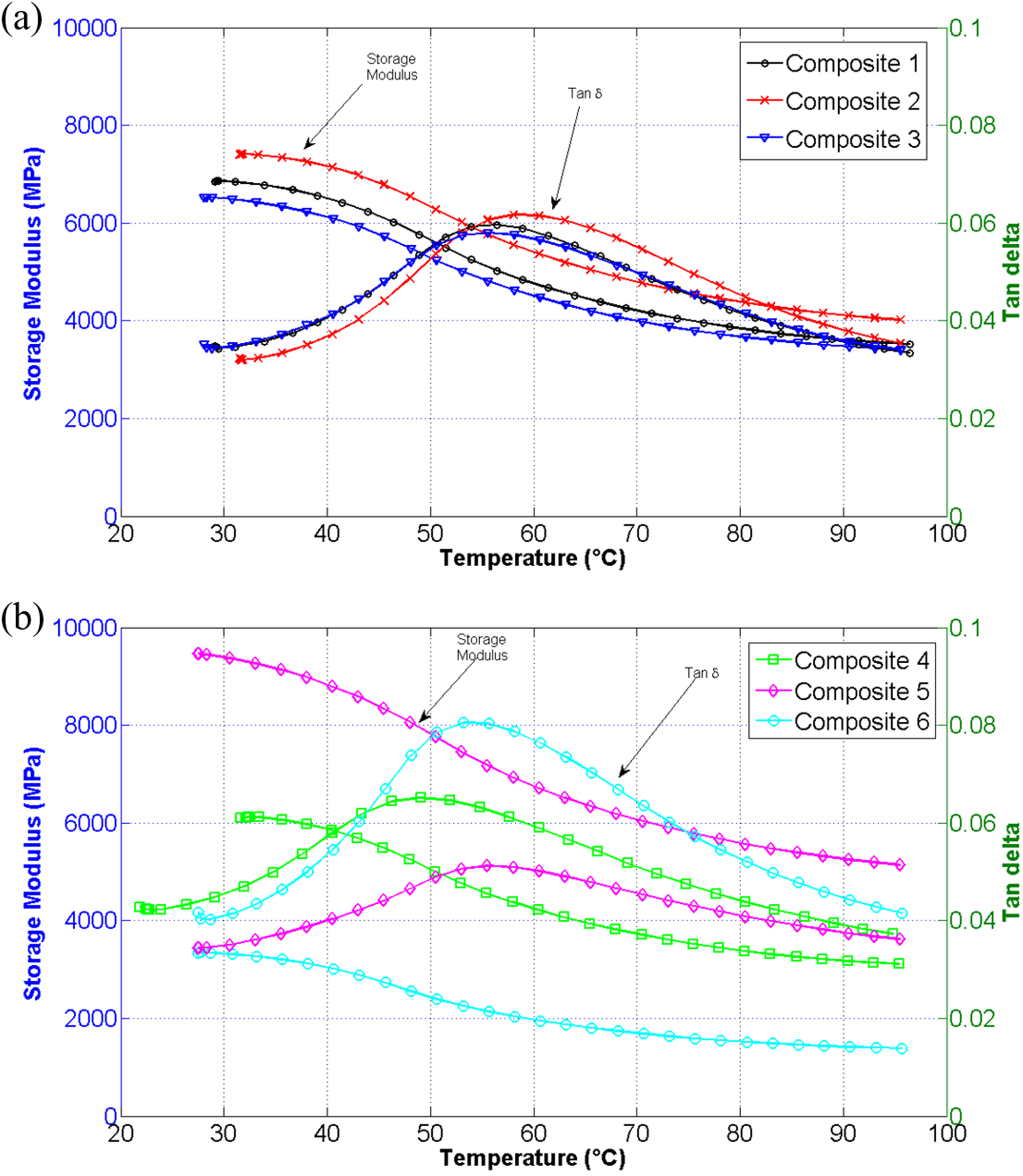
Evolution of storage modulus and damping factor in function of temperature for composites 1, 2, and 3 and composites 4, 5, and 6 (b).
Finally, the analysis of the first set of composites made of flax fabric A and PA11 powder shows that best properties are obtained for configuration 5, with the following hot-pressing parameters: a temperature value of 210°C and a pressure level of 65 bars.
Analysis of the second set of manufactured composites
The second set of composites was manufactured with the optimum process parameters determined from the first set analysis: 210°C and 65 bars. The aim is to optimize the composite constituents for given process conditions. Different combinations of flax fabric A and B and of PA11 powder and film have been studied. They are described in Table 2 (configurations 7–9). In addition, these configurations have been compared with configuration 10, manufactured with gradual pressure steps.
Each configuration has been tested in tensile loading. The measured mechanical properties are presented in Figure 8, and values are given in Table 4. In terms of Young’s modulus, the best values are obtained for composites 7 and 10. For these configurations, the modulus value reaches 35 GPa. This modulus is even higher than the one of composite 5 (30 GPa, see in Table 3). It shows that for our process conditions, the combination of flax fibre B with PA11 film gives the best composite rigidity.
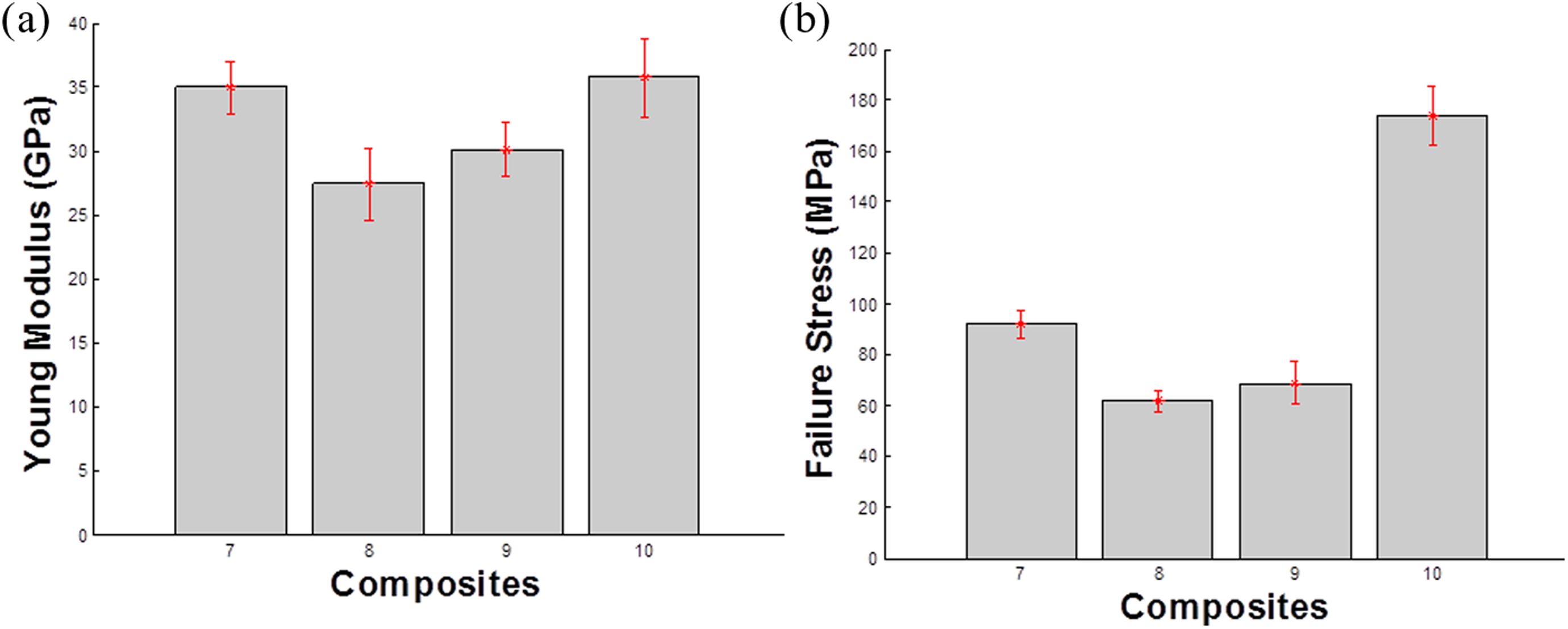
Comparison of tensile properties for the second set of flax/PA11 composites (configurations 7–10). PA11: polyamide 11.
Porosity degree and mechanical properties of the second set of flax/PA11 composites.
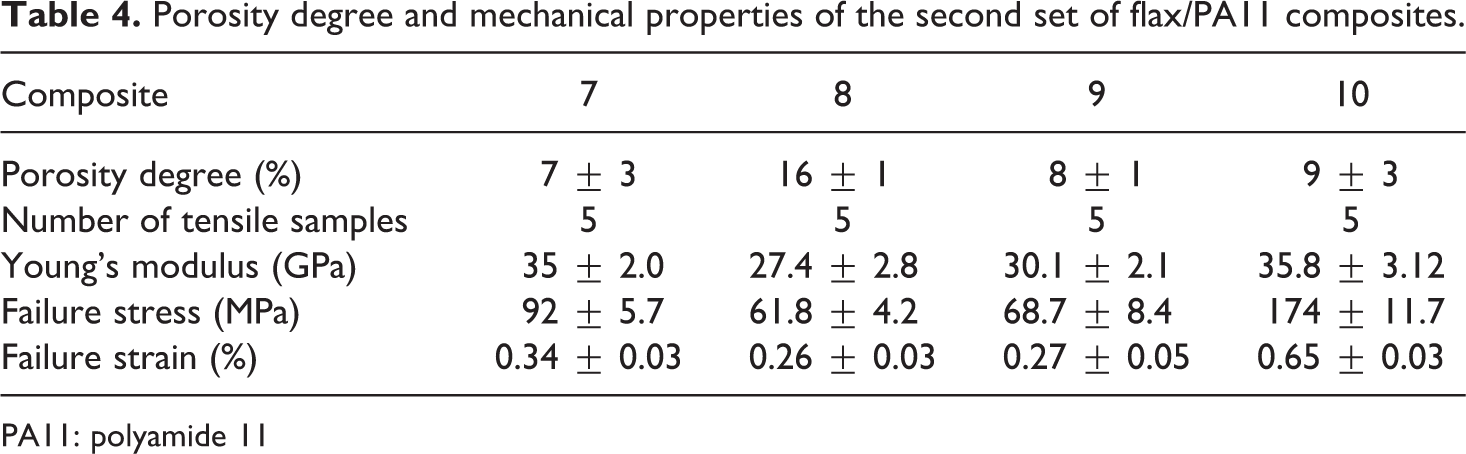
PA11: polyamide 11
Otherwise, the failure stress is maximized for the configuration 10. This configuration has been manufactured by applying gradual pressure levels. This process method allows almost doubling the strength value (174 MPa for configuration 10 vs. 92 MPa for configuration 7).
Porosity measurements in the second set of composites are presented in Table 4. Results show that in the composite 8, the highest porosity fraction (16%) corresponds logically with the lowest failure stress (62 MPa) and Young’s modulus (27 GPa).
Each manufactured composite panel of the second set has also been tested by DMA. Results are presented in Figure 9. As for the first set of composites, the highest E′ value and the lowest damping factor are obtained for the composite that exhibits the best tensile properties (configuration 10 in the second set). It shows again that fibre/matrix quality is a key parameter for tensile properties of composites.
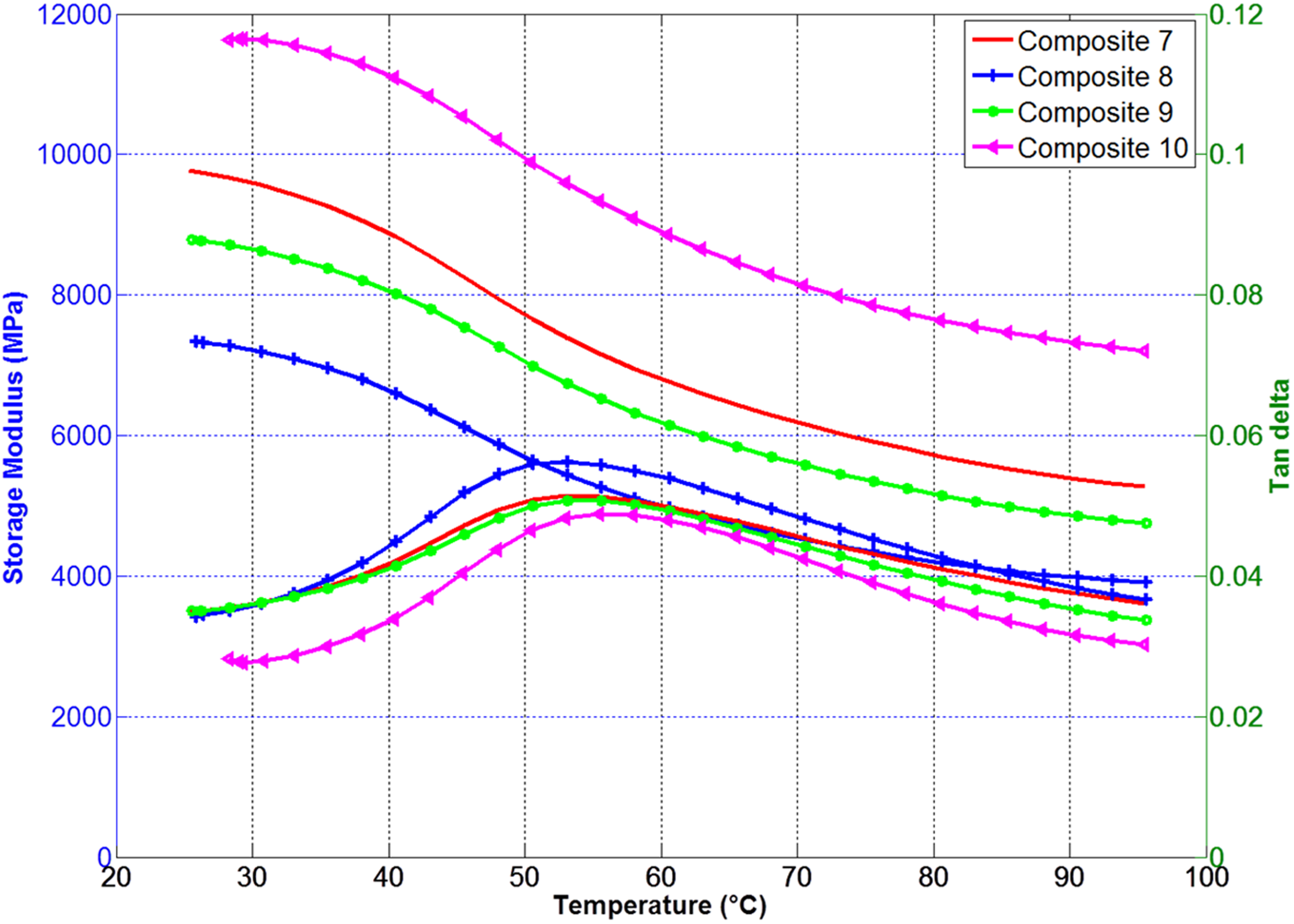
Evolution of storage modulus and damping factor in function of temperature for the second set of composites.
Finally, the analysis of the second set of composites allows determining the best choice corresponding with our process method: the best tensile properties were obtained with the composite flax B/PA11 film manufactured with a temperature value of 210°C and using gradual levels of pressure (configuration 10).
Microstructural observations
SEM observations have been performed on composites 7 and 10, both made of flax B and PA11 film, in order to better understand the role of the pressure gradual steps. Figure 10 presents SEM images obtained on polished cross section surfaces for the two composites. It can be seen that in composite 7 fibres still form bundles (Figure 10(a)). On the contrary, Figure 10(b) shows that in composite 10 many flax fibres are individually dispersed in the matrix. This observation is due to the enhancement of impregnation with gradual steps of pressure. Michaud et al. have also demonstrated that for glass mat-reinforced thermoplastics, the best impregnation of the fibre bundles was obtained with pressure steps. 33
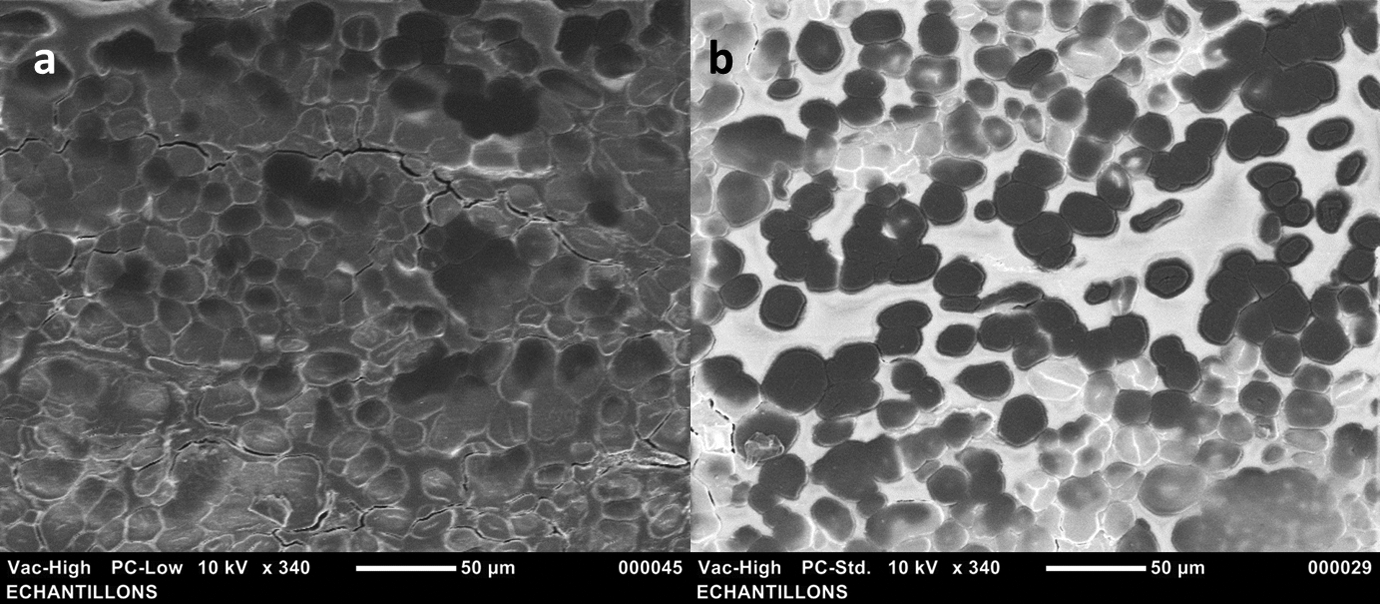
SEM observations of cross section in composites 7 (a) and 10 (b). SEM: scanning electron microscopy.
SEM images from Figure 11 show failure surface in composite 10 after tensile loading: a global view in Figure 11(a) and a higher magnification in Figure 11(b). Different types of damage can be observed: fibres pulled out and fibres fracture, with some cavities left by the pulled-out fibres. In addition, it can be seen that PA11 polymer well impregnates flax fibres.
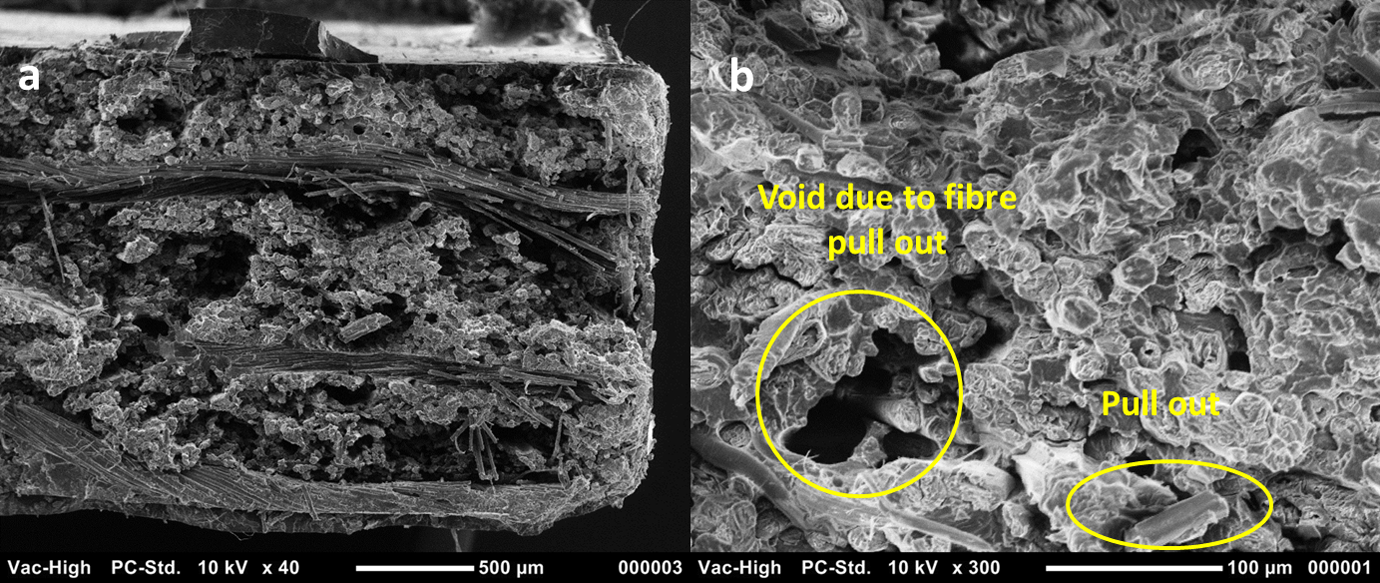
SEM observations of failure surface in composite 10 after tensile loading. SEM: scanning electron microscopy.
These observations show that the process with gradual pressure steps leads to a better distribution of fibres and a better adhesion at fibre/matrix interface. It explains the better mechanical properties that have been measured for this configuration (composite 10).
Conclusion
Today, from the standpoint of the protection of the environment from plastic disposal problem and saving petroleum resources, green composites based on natural fibre have been gathering much attention. In this article, a 100% bio-sourced flax/PA11 composite designed by hot-pressing process is studied. The aim of this work was to investigate the influence of process parameters on mechanical properties of the composite. Two types of flax fibres and two types of polymer form were used. The two forms of PA11 polymer have been first analysed by means of DSC and rheological measurements. A total of 10 different configurations have been manufactured. Each configuration of composites has been characterized by tensile and DMA testing.
At first, a set of composites made of flax fabric A and PA11 in the form of powder has been manufactured with different temperature values (190, 200 and 210°C) and pressure levels (35, 65 and 100 bars). In this first set, a temperature of 210°C and a pressure level of 65 bars are the process parameters that allow us to have the best mechanical and microstructural composite properties.
Then, an optimization of matrix and fibre components was conducted in the second set of composites: flax fabric B and PA11 in the form of film have been used. Results demonstrate that the best choice corresponding with our process method is obtained with the composite flax B/PA11 film manufactured with a temperature value of 210°C and using gradual levels of pressure (25 bars during 2 min, 40 bars during 2 min and 65 bars until the end of cycle). This configuration leads to a Young’s modulus value of 36 GPa and a tensile strength of 174 MPa. These properties can be explained by the low degree of porosity measured in this composite (about 9%) and the good impregnation of fibres by the polymer matrix, as confirmed by SEM observations.
This study has led to the optimization of the fabrication by hot press moulding of a fully bio-sourced composite, made of flax fabric and PA11 polymer. Work is still in progress to study impact and post-impact behaviours of these composite materials.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.