
Abstract
A new type of biocomposite, bamboo flour/copolyester (BFCP) composite for selective laser sintering (SLS™) was studied in this article. The bamboo flour was made from the bamboo residual of the bamboo production collected from a chopsticks factory. The BFCP composites of three mixture ratios (20/80, 25/75, and 30/70 (wt/wt)) were processed by SLS™. The proper processing parameters were determined by single-layer sintering methods. The mechanical properties of test specimens made from BFCP composites of three mixture ratios have been investigated. The results demonstrated that the mechanical properties of the specimens made by BFCP composite of 20/80 (wt/wt) were the best among those of the three mixture ratios and the average tensile strength, flexural strength, and impact strength of the specimens made from BFCP composite of 20/80 (wt/wt) were up to 4.14 MPa, 11.02 MPa, and 0.84 kJ m−2, respectively. The mechanical properties of specimens are extremely improved through infiltrating epoxy resin.
Keywords
Introduction
Selective laser sintering (SLS™) is a type of additive manufacturing technique or a layered manufacturing technique in which a three-dimensional part is fabricated by the laser beam controlled by computer based on contour information from a STL-format CAD model layer by layer. 1,2 The powered materials should be able to absorb the energy of the laser beam. The powered materials should have low viscosity in the process of fabricating the green part and be spread over the processed area easily. In recent years, some researchers in the universities, commercial companies, and materials research institutes have conducted many experiments to find new materials for laser sintering machines. The materials for the SLS™ used in most of their research studies were polyamide (PA)-based materials, such as limestone PA12 composite, 3 PA12/multiwalled carbon nanotube nanocomposite, 4 PA-12/carbon nanofiber composite, 5 nylon-11/silica nanocomposites, 6 nylon-6/clay-reinforced nanocomposite, 7 and so on, as well as wood–plastic composite. 8 With the increasing prices of raw materials and the serious environmental pollution, the sustainable development of biocomposites has received much attention from researchers. 9 –11 Currently, the natural bamboo fibers have been filled into the biodegradable thermoplastic resin composite material. 12 –14
The laser sintering properties of neat copolyester and bamboo flour/copolyester (BFCP) composites have not been reported. Therefore, this article investigated mechanical properties, microstructures, and post-processing of green parts fabricated by SLS™ with neat copolyester and the BFCP composites.
Preparation of the BFCP composite
Preparation of bamboo flour
The bamboo residual collected from the chopsticks factory in China was processed into bamboo flour by crushing machinery and then was sieved by a standard 160-mesh vibrating sieve (Xinxiang Huacheng Mechanical Equipment Co. Ltd, China) with 96 μm opening. The sieved bamboo flour was dried by the high-speed mixer (Zhangjiagang Acer Machinery Co. Ltd, China) with heating function. The heating device and the friction between the bamboo flour and the blades of the high-speed mixer could cause the temperature of the bamboo flour to increase more quickly. The drying temperature was controlled between 100°C and 120°C through the rotational speed of the blades and the heating temperature of the heating device of the high-speed mixer. The water vapor of the bamboo powder discharged from the vent of the high-speed mixer, and the bamboo flour was dried until the moisture content was less than 5%. The advantages of this drying method are to accelerate the evaporation speed because the bamboo flour is stirred during the process of drying. Dried bamboo flour density is 0.38 g cm−3. Dried bamboo flour scanning electron microscopy (SEM) micrograph is shown in Figure 1(a). The bamboo powder consists of a great deal of plate powder, block powder, and some short fibers.
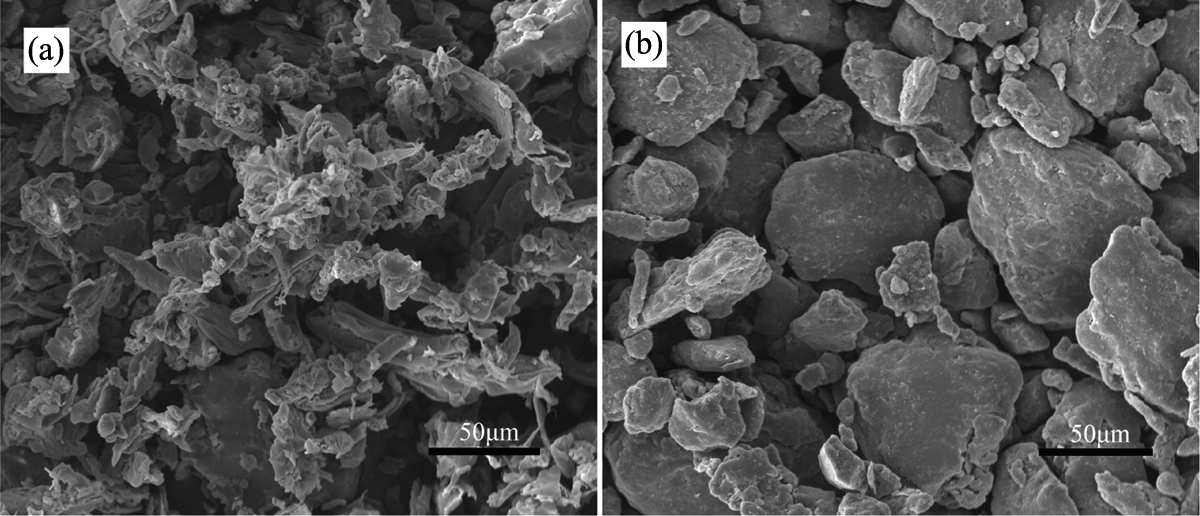
The SEM micrograph of bamboo flour (a) and the copolyester (b).
The BFCP composite preparation
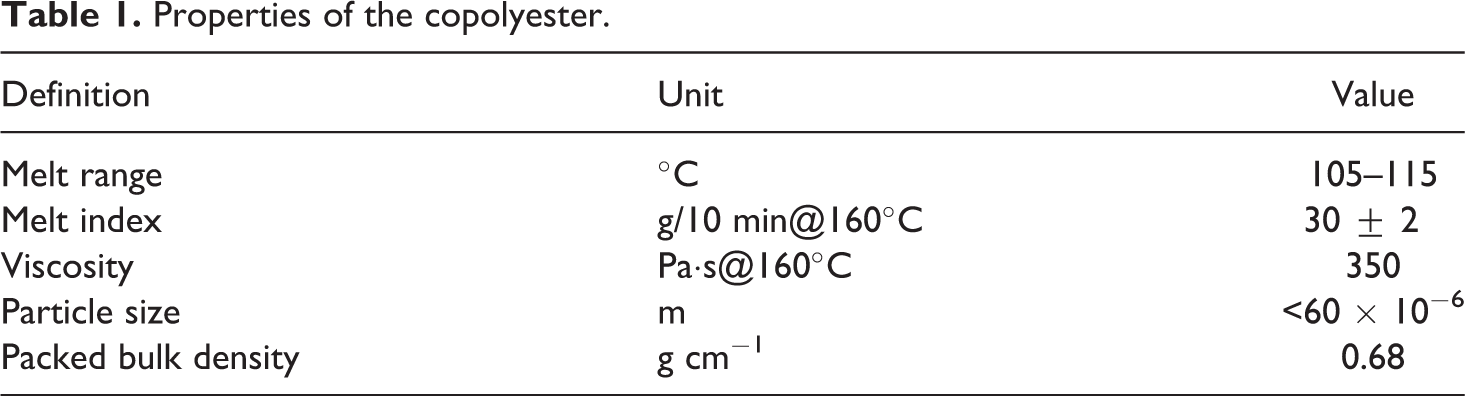
The copolyester is hot-melt adhesive powder and its properties are listed in Table 1. The SEM micrograph of copolyester powder is shown in Figure 1(b). The copolyester consists of plenty of irregular blocks of different sizes. The BFCP composites of three mixture ratios (20/80, 25/75, and 30/70 (wt/wt)) were mixed by a high-speed mixer at 700–800 r min−1 for 10 min, respectively, below 50°C, and the BFCP composites of three mixed ratios were prepared for the SLS™. The BFCP composite filled with the natural bamboo flour presents some good performances during the preparation and processing of the BFCP composites, such as low mechanical resistance and less mechanical wear.
Properties of the copolyester.
Experimental details
Processing parameters of SLS™
The processing parameters of SLS™ of neat copolyester and BFCP composites were determined by the single-layer sintering experiment. 15 Parametric relations are represented by equation 16 :
where, A (J mm−2) is the laser energy density, which is the input energy of per unit area of processed bed surface, p is the laser power (W), v is scan speed (mm s−1), and l is scan spacing (mm).
The suitable processing parameters of neat copolyester and BFCP composites were determined by the single-layer sintering experiments, 17 which were as follows: preheating temperature 72°C; laser power 12, 13, and 14 W; scan speed 2000 mm s−1; layer thickness 0.1 mm; and scan spacing 0.2 mm. The surface energy densities were calculated by equation (1), and the result was 0.06, 0.065, and 0.07 J mm−2, respectively.
The fabrication of the specimens
The STL-format tensile specimens (dimension: 165 × 13 × 4 mm3) were designed according to ASTM638-2004 standard. The STL-format flexural specimens (dimension: 80 × 13 × 4 mm3) were designed according to ASTM D790-2004 standard and the STL-format unnotched impact specimens were designed (dimension: 80 × 10 × 4 mm3) according to ISO179-2000 standard.
The specimens of neat copolyester and BFCP composites were fabricated by an SLS™ machine (WuHan, China), equipped with a 55 W carbon dioxide laser (wavelength: 10.6 μm; laser beam diameter: 2.6 ± 0.4 mm3).
Mechanical test
The measurements of tensile strength, flexural strength, and impact strength of specimens were conducted when the temperature was 25°C under atmospheric pressure. To obtain the average tensile strength, average flexural strength, and average impact strength, at least five specimens of each were tested.
The tensile strength was tested by a universal testing machine (Shenzhen Sans Company, China). The computer-controlled crosshead was at a speed of 5 mm min−1, and the gage length was 50 mm according to ASTM638-2004 standard in the test.
The flexural strength was tested by a universal testing machine (Shenzhen Sans Company), according to ASTM D790-2004 standard, based on three-point flexural test method. The span length of the flexural specimen was 64 mm and the computer-controlled crosshead speed was 2 mm min−1 in the test.
The impact strength was tested by Charpy impact testing machine (Chengde, China) according to ISO179-2000 standard. The span length of the impact specimen was 64 mm, the velocity of impact pendulum was 2.9 m s−1, and the impact energy was 2 J in the test.
Scanning electron microscopy
The fracture surface of the unnotched impact specimens was used to observe the morphology. A piece of impact specimen of approximately 5 mm2 with a fracture surface as a SEM sample was taken, and the SEM sample was sputtered with a typical conductive coating (5–7 nm) of gold by a sputter coater. At last, the SEM sample with the gold coating was observed by a scanning electron microscope (FEI Sirion, the Netherlands).
Results and discussion
Determination of the processing parameters
Through a lot of single-layer experiments, the suitable processing parameters of SLS™ for the BFCP composites were found, which were as follows: the preheating temperature of chamber 72°C, laser power 12, 13, and 14 W, scan speed 2000 mm s−1, layer thickness 0.1 mm, and scan spacing 0.2 mm. In order to find relatively good processing parameters, three groups of green parts of 25/75 (wt/wt) BFCP composite in rectangular shape (80 × 13 × 4 mm3) were fabricated by SLS™ with the above processing parameters. The rectangular-shaped sides of the three groups of green parts are shown in Figure 2. The scan speed 2000 mm s−1, the layer thickness 0.1 mm, and the scan spacing 0.2 mm were kept constant in the process of SLS™, and the different green parts were marked with Arabic numerals 1, 2, and 3 as shown in Figure 2, which stood for three different shapes that resulted from different laser powers of the above processing parameters. Figure 2 shows that side a had good forming accuracy when laser power was 12 W, side b had little shrinkage deformation when laser power was 13 W, and side c had large shrinkage deformation when laser power was 14 W. So the relatively good processing parameters relative to geometric form for BFCP composite were as follows: the preheating temperature 72°C, laser power 12 W, scan speed 2000 mm/s, layer thickness 0.1 mm, and scan spacing 0.2 mm.
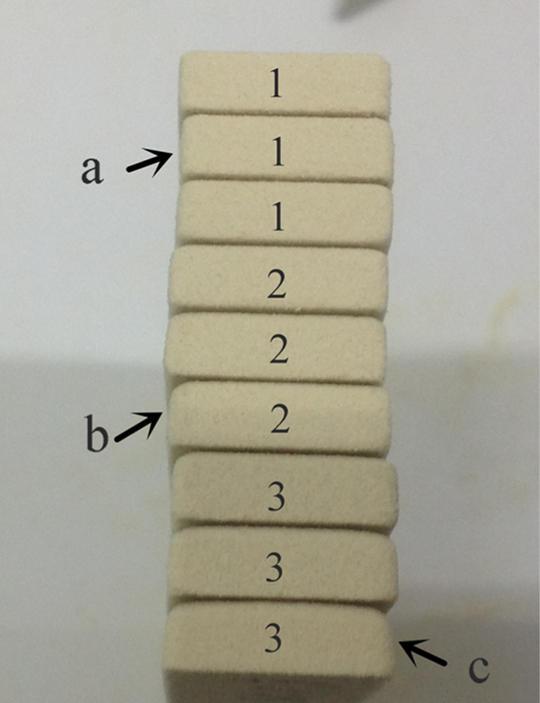
The three groups of green parts fabricated by different processing parameters.
The suitable processing parameters of neat copolyester were determined in the same ways of BFCP composites and they were as follows: the preheating temperature 72°C, laser power 14 W, scan speed 2000 mm s−1, layer thickness 0.1 mm, and scan spacing 0.2 mm.
Microstructure analysis
SEM micrographs of fracture surfaces of specimens of the BFCP composites (20/80, 25/75, and 30/70 (wt/wt)) and neat copolyester are shown in Figure 3.
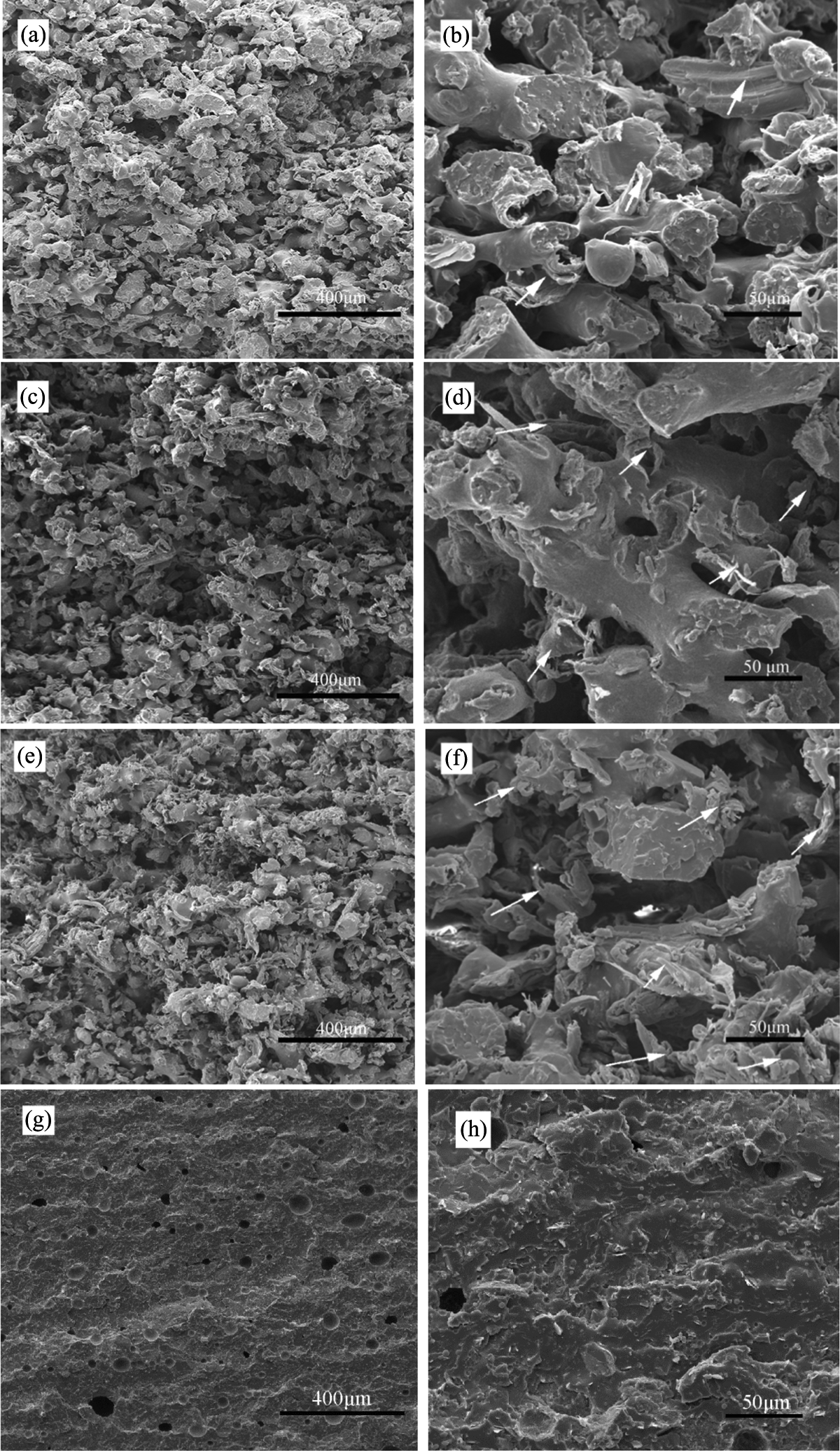
The SEM fracture surfaces of BFCP composite specimens of 20/80 (a and b), 25/75 (c and d), 30/70 (e and f), and neat copolyester (g and h) at ×100 and ×500, respectively.
Figure 3(a) and (b) shows the fracture surfaces of micrograph of specimens of 20/80 (wt/wt) BFCP composite, which present high porosity and plenty of continuous copolyester phases of irregular shapes. The bamboo flour is coated with copolyester and some bamboo fiber takes reinforcement effect in the mechanical performance. The continuous copolyester phases and some bamboo fiber with reinforcement effect result in relatively high mechanical properties. The broken bamboo flours are pointed at by arrows as shown in Figure 3(b).
Figure 3(c) and (d) shows micrograph of the fracture surfaces of specimens of 25/75 (wt/wt) BFCP composite, which shows that most of the bamboo flour is coated with copolyester and the area of the continuous copolyester phases decreases compared with the 20/80 (wt/wt) specimen. The broken bamboo flours are pointed at by arrows as shown in Figure 3(d).
Figure 3(e) and (f) shows the micrograph of fracture surfaces of specimens of 30/70 (wt/wt) BFCP composites that are rough. Most of the bamboo powders are partly coated with copolyester. Some dispersed bamboo flour adheres to the copolyester matrix. As a result, the specimens of 30/70 (wt/wt) BFCP composites have low density and low mechanical properties than those of specimens of 20/80 and 25/75 (wt/wt) BFCP of composites. The broken bamboo flours are pointed at by arrows as shown in Figure 3(f).
Figure 3(g) and (h) shows the fracture surfaces of neat copolyester specimens, which have relatively dense microstructure and a few pores in the copolyester matrix.
Mechanical properties
The specimens of 20/80, 25/75, and 30/70(wt/wt) mixture ratios were fabricated by SLS™, according to the relatively good processing parameters mentioned above, and their mechanical properties are listed in Table 2. The data demonstrate that the average mechanical properties of green specimens of BFCP composite decrease with the increase in the proportion of bamboo flour. The 20/80 (wt/wt) BFCP composite shows the highest average mechanical properties among those of the three mixture ratios. The cost of BFCP composites decreases with the increase of the proportion of bamboo flour.
Densities and mechanical properties of the green specimens of neat copolyester and BFCP composites.
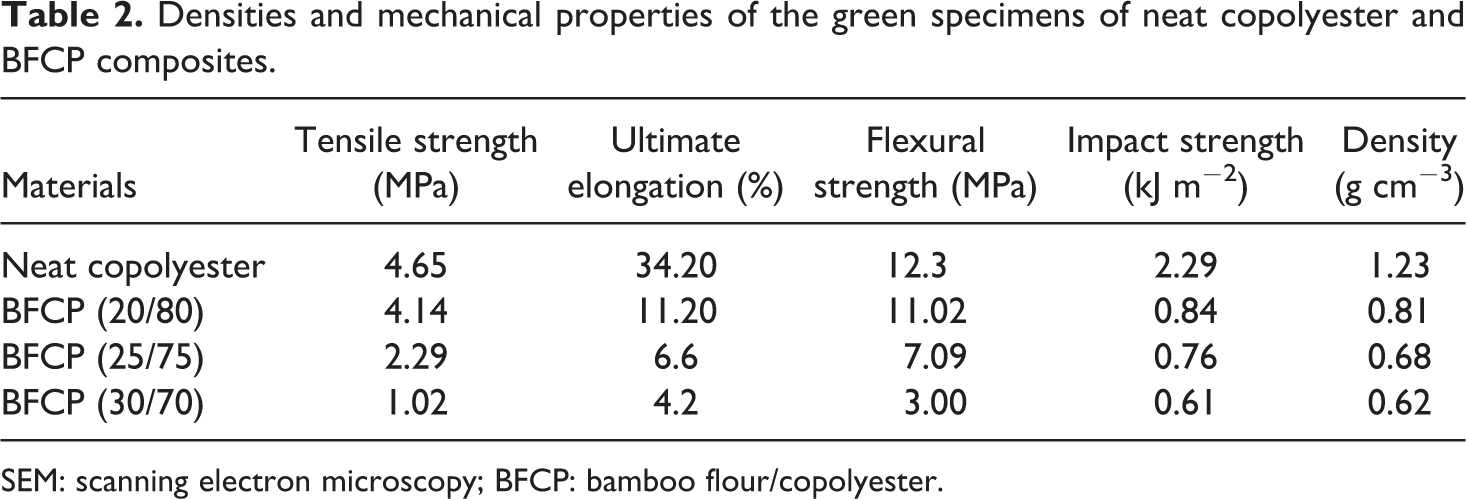
SEM: scanning electron microscopy; BFCP: bamboo flour/copolyester.
The average density and average mechanical properties of the neat copolyester specimens are listed in Table 2. The average mechanical properties of specimens of the neat copolyester are slightly higher than those of 20/80 (wt/wt) BFCP composite specimens.
Weiliang Zeng studied laser intensity effect on the mechanical properties of wood–plastic composite fabricated by SLS™, and in his studies, the mechanical properties of green specimens of WPC were too poor to be measured. The average mechanical properties of green specimens of BFCP composite are much higher than those of the WPC. 8
Post-processing
Epoxy resin, PA curing agent and modified acetone solvent were provided by Guangzhou Yihunsheng Chemical Co. Ltd (China), and they were mixed in the proportion of 1:1:2 as the infiltrating solution for the specimens of BFCP composites and neat copolyester.
In the method of infiltrating epoxy resin, the prepared epoxy resin infiltrating solution needed to be painted on the surfaces of the specimens repeatedly until they were infiltrated thoroughly. The specimens of BFCP composites infiltrated by epoxy resin solution relatively easily, while the specimens of neat copolyester could not be infiltrated by it. The reasons for that are explained through the microstructures of specimens of BFCP composites and neat copolyester in Figure 3. The fracture surfaces of specimens of BFCP composites were porous microstructures, so the infiltrating solution of epoxy resin were infiltrated easily into the specimens of BFCP composites, while the fracture surfaces of specimens of neat copolyester were much denser microstructure than those of BFCP composites, so the infiltrating solution of epoxy resin could not infiltrate into the specimens of neat copolyester.
The specimens of BFCP composites infiltrated by epoxy resin were placed into the incubator chamber at 40°C for 24 h, and then they were taken out from the incubator chamber for mechanical testing.
The densities and mechanical properties of specimens of BFCP composites were significantly improved after epoxy resin infiltration compared with the green specimens shown in Figure 4. It is demonstrated in Figure 4 that the epoxy resin reinforcement effect of BFCP composites of 25/75 (wt/wt) is the best among those of BFCP composites of the three mixture ratios. Post-processing, the average density of specimens of 25/75 (wt/wt) are increased by 81%, and the average tensile strength, the average flexural strength, and the average impact strength are increased by 355%, 165%, and 479%, respectively.
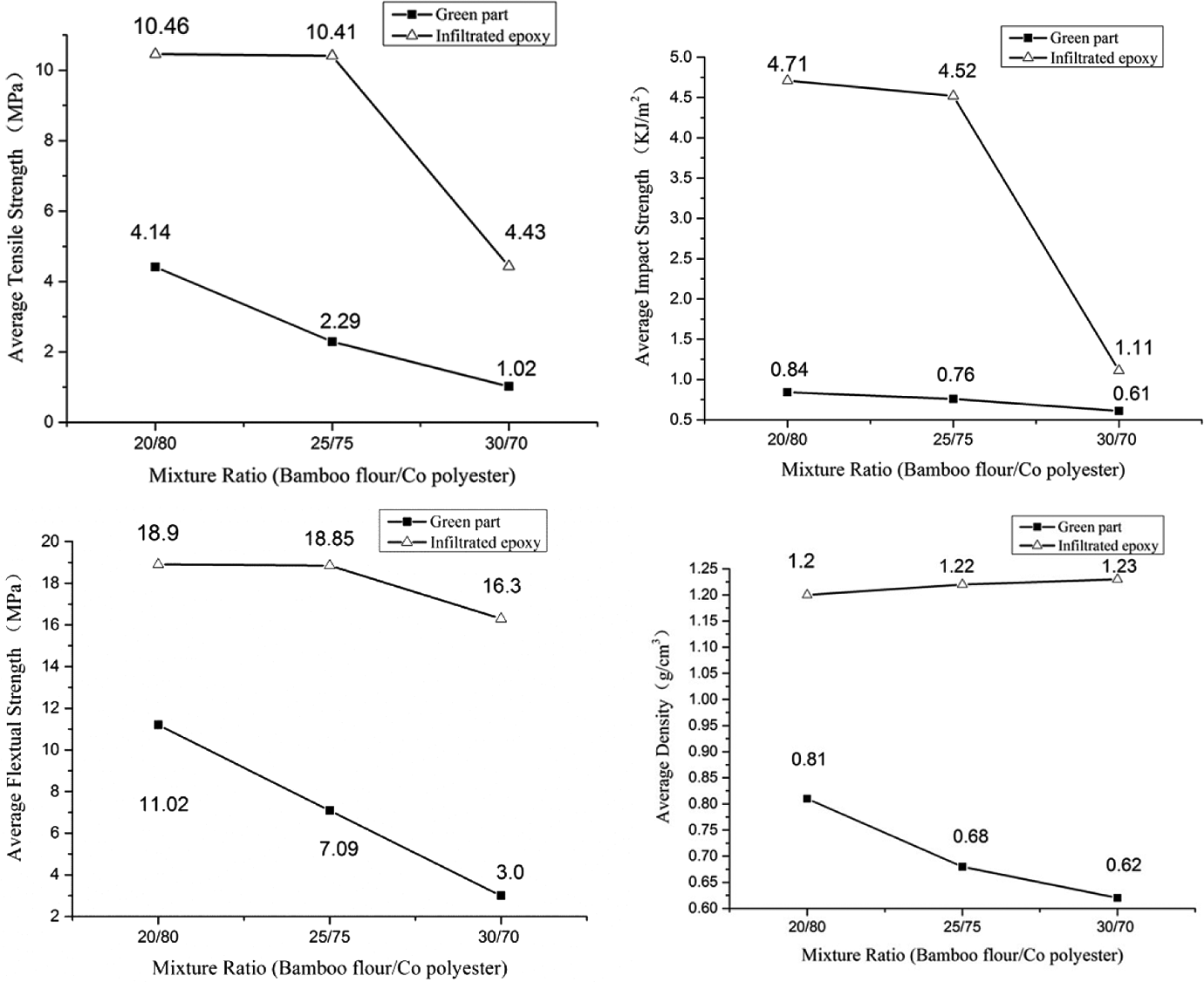
The densities and mechanical properties of green specimens and epoxy resin-infiltrated specimens.
The microstructure of fracture surface of specimens after epoxy infiltration is shown in Figure 5. The pores of specimen are filled with epoxy resin marked with triangles, which demonstrates that the epoxy resin takes the key role in the improvement of mechanical properties. The broken bamboo flour is pointed at by the arrows and the other areas are copolyester matrix.
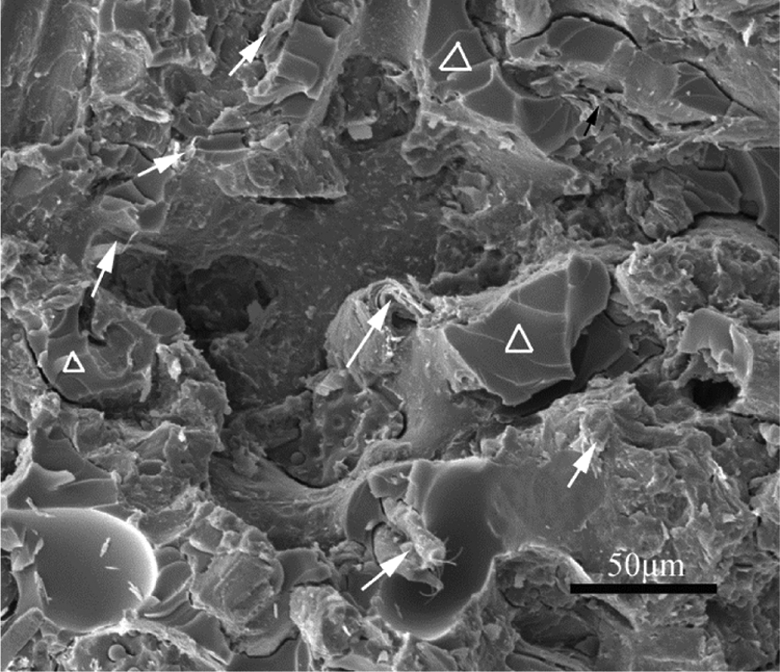
The SEM fracture surfaces of mixture ratio 25/75 (wt/wt) specimen infiltrated epoxy resin at ×500.
Green parts of BFCP composite
The complex-shaped green parts of BFCP composite were fabricated by SLS™, as is shown in Figure 6. The surfaces of the green parts are relatively smooth, and the accuracy of dimensions of the green parts is relatively high.
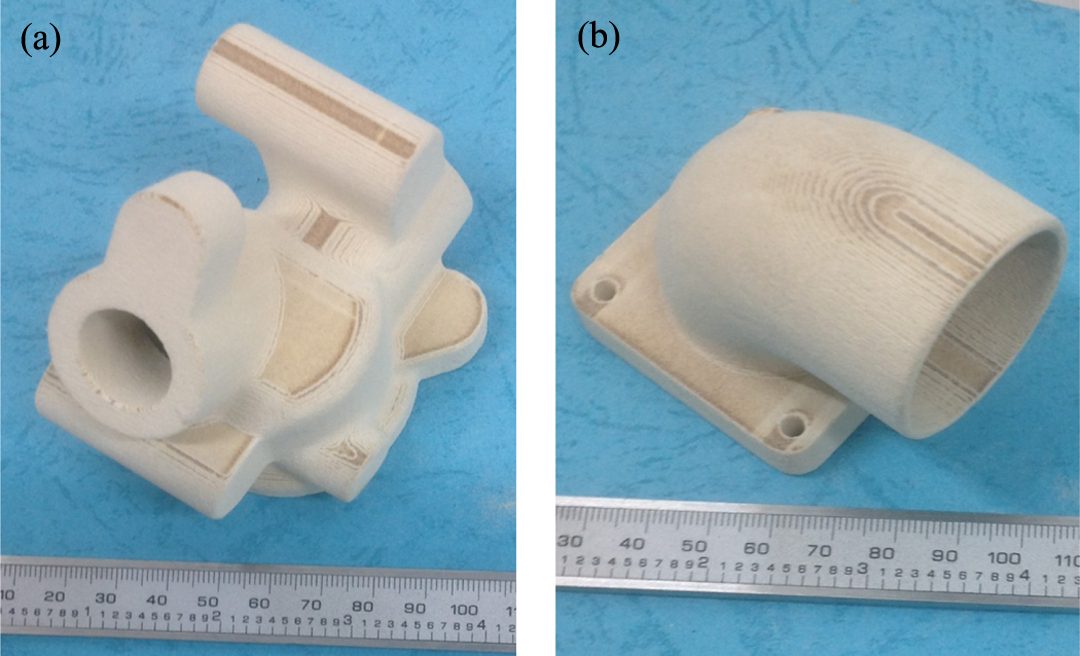
The green parts fabricated by SLS™.
Conclusions
This study has demonstrated that the BFCP composites can be sintered by SLS™. The BFCP composites have good laser sintering properties by proper processing parameters. The average mechanical properties of green specimens of BFCP composites decrease with the addition of bamboo flour. The average mechanical properties of specimens of the neat copolyester are slightly higher than those of 20/80 (wt/wt) BFCP composite specimens. After epoxy resin infiltration, the mechanical properties of green specimens of BFCP composites of different mixture ratios were greatly improved to different degrees. The epoxy resin reinforcement effect of green specimens fabricated by 25/75 (wt/wt) BFCP composites are the best among those of BFCP composites of three mixture ratios, and the average tensile strength, the average flexural strength, and the average impact strength were increased by 355%, 165%, and 479%, respectively. The infiltrating solution of epoxy resin could not be infiltrated into the specimens of neat copolyester because of the dense microstructure of specimens. BFCP composites are sustainable, environmentally friendly, nontoxic, and biodegradable materials with low cost.
Footnotes
Authors’ Note
I authorize that any underlying research materials related in this article can be accessed by any individuals and institutes.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was funded by the National Natural Science Foundation of China (no. 51075067) and the specialized research fund for the doctoral program of colleges and universities in 2013.