
Abstract
In this article, the relationship between the mechanical properties of wood–plastic composite (WPC) parts fabricated by selective laser sintering (SLS) and the laser intensity is determined. Green parts were formed from WPC by SLS process, the SLS green parts had sufficient strengths for features to be built with relatively high dimensional accuracy. In order to improve the mechanical properties of the parts to better level, the post-processing – infiltration with wax – is used. Experiments for studying mechanical properties of WPC parts with laser intensity growing are carried on, the result is as following: because interfacial adhesion of copolyester and densification are improved with laser intensity growing, impact strength increased gradually either in green part style or in wax-infiltrated part style, tensile strength and bending strength of wax-infiltrated parts increased gradually. The tensile strength improved 191% and the bending strength improved 17%, with the increase in laser intensity from 226 Watt/mm2 to 311 Watt/mm2; the impact strength of green parts improved 543% and the impact strength of wax-infiltrated parts improved 147%, respectively, by increasing the laser intensity from 226 Watt/mm2 to 340 Watt/mm2. But when the laser intensity is greater than 311 Watt/mm2, the tensile strength and bending strength decreased for further increasing of the laser intensity, leading to higher temperature, making the melt viscosity of the copolyester drop.
Introduction
The rapid prototyping technologies are manufacturing techniques for building objects from three-dimensional (3D) computer-aided design (CAD) models. The product to be fabricated is presented as a multilayered CAD model, where successively each layer is converted into a physical layer which bonded to the preceding layers, until the product is completed. Since the mid-80s of the 20 century, additive manufacturing is used in many industrial activities worldwide, such as medical, aerospace or motor vehicles, for example. 1 A variety of rapid-prototyping (RP) technologies have been developed, including the stereolithography (SLA) (Charles, 1986), 2 the selective laser sintering (SLS) (Deckard, 1986), 3 the fused deposition modeling (FDM) (Crump, 1988), 4 the laminated object manufacturing (LOM) (Feygin, 1988) 5 and the 3D printing (Pham and Gault, 1998; Rochus et al., 2007). 6 ,7 SLS is a powder-based RP process, a method of sintering and building up powder heated with a laser beam and was conducted for the first time by C. R. Dechard from the University of Texas, in 1989. The destruction threshold of optic components is determined by the laser beam’s even quality in the near field. 8 The SLS process is being used for prototyping and also increasingly to produce small series of end-user parts. Indeed, large numbers of components, all packed into the powder bed, can be realized simultaneously in a highly productive way. The materials that are involved are metals, plastics or composites. 9, 10 In the case of SLS, the most frequently used materials are polyamide-based composites, either filled or not with ceramic or metallic particles. 9 Aluminum particles are currently added in the polyamide matrix such as to obtain SLS parts with a metallic appearance, good finishing properties and high stiffness. 11–13 Currently, SLS is in a rapidly developing trend and is widely used in investment casting. 14,15
A wide range of materials can be used in SLS, such as nylon, polycarbonate, ABS, sand, wax and metal, but the high price of materials is the bottleneck to constraining widespread application of SLS, so reducing the cost of materials has always been a research focus. Wood–plastic composite (WPC) is a green biological material, it has many advantages such as good mechanical properties, high hardness, antiaging, dimensional stability, easy to color, with wood texture, and it is also recyclable. The most important advantage of WPC is low cost. WPC is adopted as an SLS material to make parts and the post-processing – infiltrating with wax – is used in order to further improve the mechanical properties of parts. 16 Also, Rice husk-Plastic Composite (RPC) is successfully developed to make parts by SLS process. 17 This article will determine the relationship of laser intensity and mechanical properties of WPC parts by SLS.
Laser sintering characteristics and energy distribution
SLS is a solid free-form fabrication technique. It consists of a high-melting-point powder material and a low-melting-point powder material, under the laser radiation the low-melting-point powder melts, the liquid formed by the molten material binds the high-melting-point powder together and solidifies when the temperature decreases, which leads to consolidation and the formation of parts. The outstanding advantage of SLS is that the unsintered powder on the powder bed remains in its place to support the structure of sintered powder, thus no need to consider a support system, so very complex 3D parts can be achieved by SLS.
SLS is carried out in a controlled atmosphere container with two chambers. One chamber is the feed chamber and the other is the build chamber. The feed piston is raised and the leveling roller transfers the powder to the build chamber. After each scan of the infrared laser, the building piston is lowered and the next layer of powder is transferred. This is done layer by layer until the green part is completed, as shown in Figure 1.
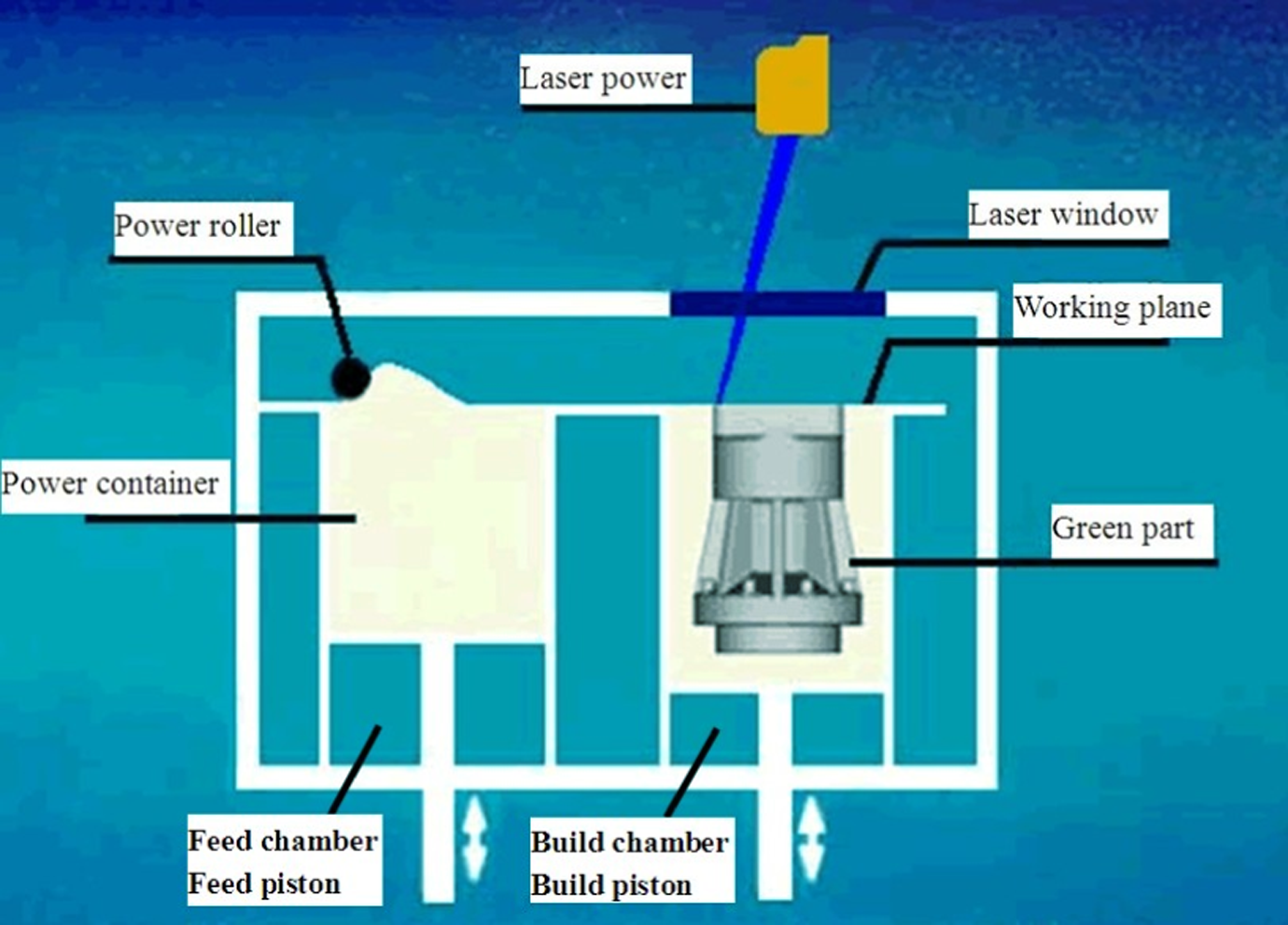
Sketch figure of selective laser sintering.
In the SLS RP process, CO2 laser and Nd:YAG laser are used as power. The CO2 laser has high efficiency, launching an invisible laser of 10.6 μm wavelength causing no damage to the working medium, therefore it is an ideal laser source. The interaction between the laser beam and the WPC materials depends on the laser energy density distribution, as it nearly follows a Gaussian relationship. It is assumed that P is the laser intensity, ω
0 is the radius of the laser spot, therefore the laser energy density distribution q can be calculated by the following formula:
18

where ρ is the radial distance from the center of the laser beam. When ρ = 0, the energy density reaches maximum value; when ρ = ω
0, the energy density decreases to 1/e
2
of the central value; when ρ continues to increase, the energy density continues to decrease and gradually approaches zero. The radius of circular ω
0 is defined as the laser spot, I
0 is the maximum laser intensity in the middle of laser spot and I is the laser intensity value with distance ρ from the center of the laser spot, so I can be calculated as:

Figure 2 shows the energy distribution of the Gaussian laser beam within the scope of the laser spot, which is divided into 40 × 40 spots, and the value of the laser beam energy on every spot shows as different color, the reddest color indicates the highest laser energy intensity (corresponding to value 1), the bluest color indicates the lowest laser energy density (corresponding to value 0).
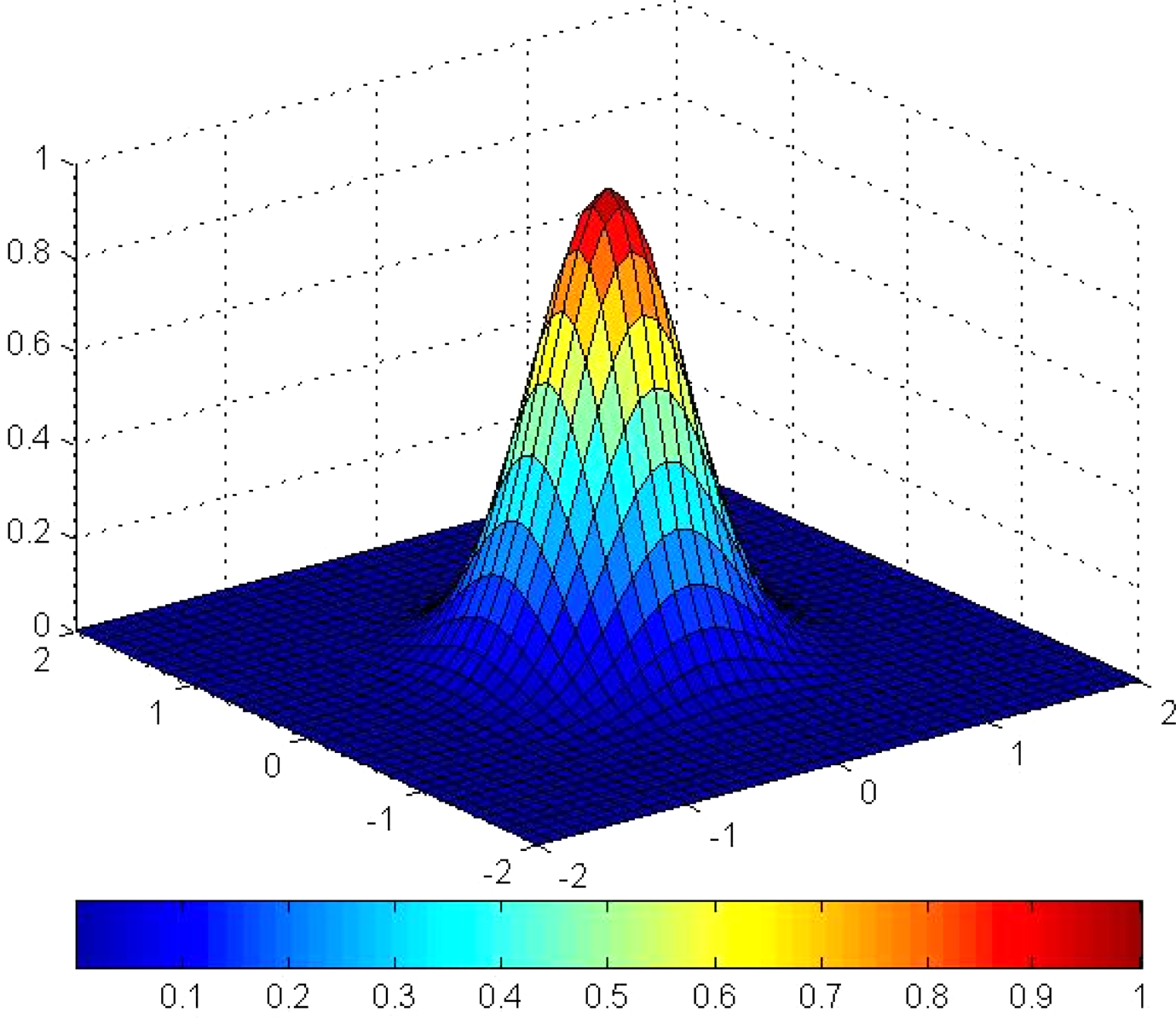
Three-dimensional graphics of the energy distribution of Gaussian laser.
Experimental
WPC is mainly composed of wood powder and a hot-melt adhesive powder, the two components accounted for more than 90% of the total mass. There are also other additives in WPC such as viscosity reducer and light stabilizer, and so on.
The hot-melt adhesive powder used in the experiment is a copolyester (Co-PES) hot-melt adhesive powder, it is a kind of plasticity adhesive, and in a certain temperature range its physical state changes with the temperature changing while maintaining the same chemical properties. It is a nontoxic, tasteless and environmentally friendly chemical product, as shown in Figure 3.
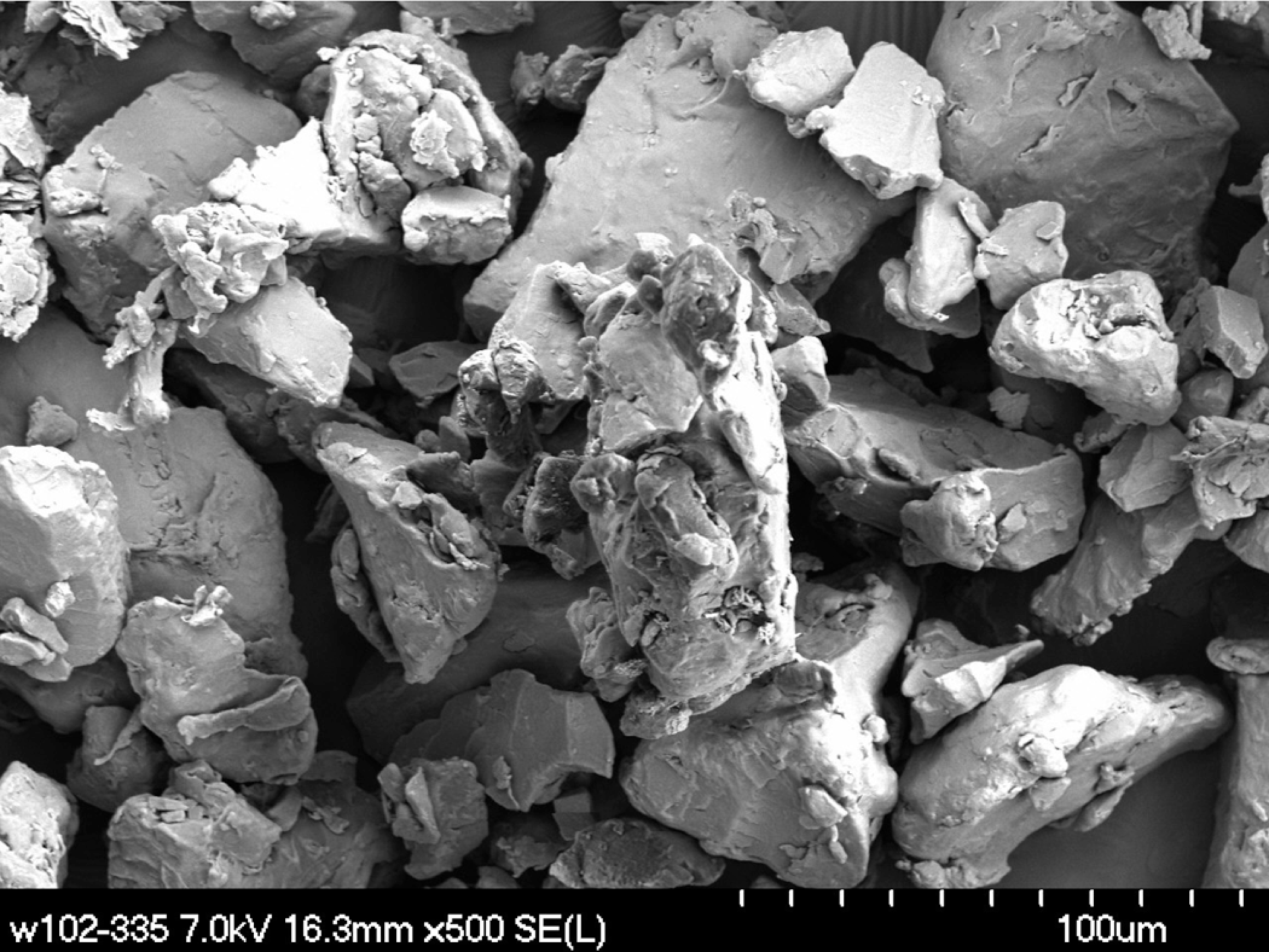
Copolyester hot-melt adhesive powder.
The wood powder used in the experiment is birch powder, as shown in Figure 4. It is basically a kind of wood fiber and has an irregular shape, making it easy to aggregate, unlike granular chemical materials such as nylon, spreading the powder uniformly on bed by a leveling roller is very difficult. So it is necessary to add some amount of viscosity reducer (graphite, white carbon black, calcium carbonate, talcum or glass powder) to improve the powder-spreading performance. Wood fiber carbonyls can act as chromophoric groups (aging initiator) which can accelerate the aging of the organic filler and make the surface of the composite fade, forming a thin aging layer and generating large areas of brittle fracture. Adding light stabilizer can slow aging process and increase the aesthetics of the parts.
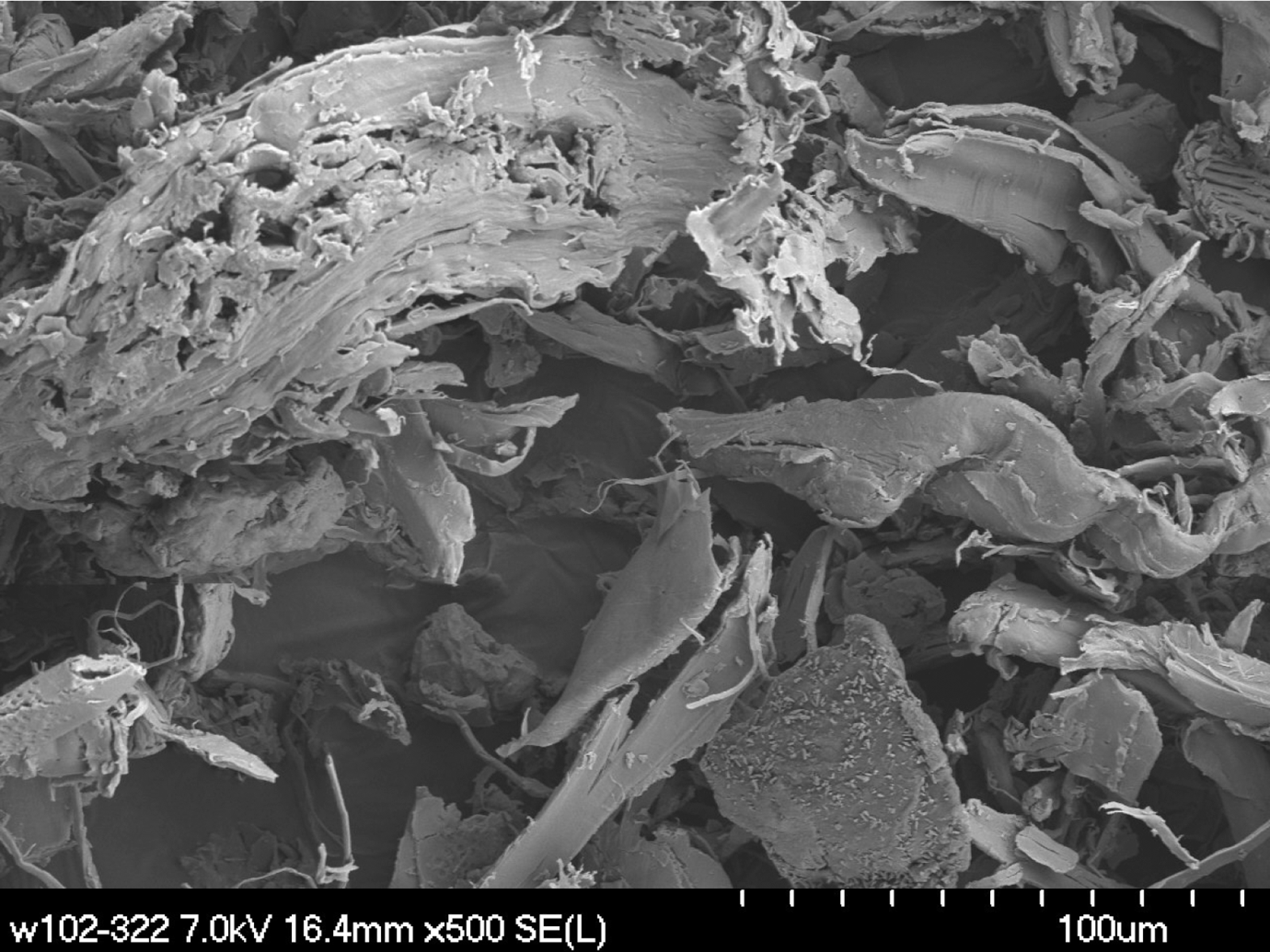
Wood powder.
In the WPC, wood power and Co-PES hot-melt adhesive powder are the main ingredients of WPC. The viscosity reducer accounts for 5% of the total mass of WPC and the light stabilizer accounts for 2% of the total mass of the WPC.
Mechanical properties of parts include tensile strength, bending strength, impact strength, elongation rate and so on. Tests are made to determine the mechanical properties with laser intensity growing. The laser intensity is controlled in 340 Watt/mm2, for higher temperature will cause the wood fiber carbonization and combustion, which will damage the SLS process.
The tensile strengths were measured using a RGT-20A computer-controlled Universal Testing Machine (Shenzhen Regear Instrument Cooperation, China), according to ASTM D638-2004. The specimens are dog-bone-shaped tensile specimens, having a typical dimension of 165 mm × 13 mm × 4 mm. A crosshead speed of 5 mm/min and a gage length of 50 mm were used for the test. The measurements were performed at ambient conditions, that is a temperature of 20°C and a relative humidity of approximately 50%. At least, five specimens of each sample were tested to obtain the tensile strength.
The bending strength test was carried out on a RGT-20A universal testing machine (Shenzhen, China), in accordance with ASTM D790-2004, the dimensions of the specimens were approximately 80 mm × 13 mm × 4 mm with a span length of 64 mm. A crosshead speed of 2 mm/min was used when the specimens were tested. The measurements were performed at ambient conditions, that is a temperature of 20°C and a relative humidity of approximately 50%. At least, five specimens of each sample were tested to obtain the flexural modulus and flexural strength.
The impact strength was determined using a XJ-50G impact testing machine (Shenzhen, China), according to the standard test method for plastic (GB/T 1043-1993, China). The dimensions of the specimens were approximately 80 mm × 10 mm × 4 mm with a span length of 60 mm. The velocity of the tests was set at 2.9 m/s and the impact energy was 2 J. The measurements were performed at ambient conditions, that is a temperature of 20°C and a relative humidity of approximately 50%. At least, five specimens of each sample were tested to obtain the impact strength.
Results
Under laser radiation, the hot-melt adhesive powder melts, the liquid formed by the molten hot-melt adhesive powder binds the wood powder together and solidifies when the temperature decreases, leading to consolidation and ultimately forming parts.
The rapid prototypes were manufactured using a HRPS-IIIA type SLS machine built at Huazhong University of Science and Technology (HUST) in Wuhan, P.R. China. Experimental parameters are set as following: a CO2 laser source with a wavelength of 10.6 μm, maximum output power is 50 W, diameter of the laser spot is 0.3 mm, scan space is 0.15 mm, layer thickness is 0.2 mm and the scanning speed is 2000 mm/s.
Before the laser is scanned, the entire machine bed is preheated to just below the melting point of the hot-melt adhesive powder by infrared heaters, in order to minimize thermal distortion and facilitate fusion to the previous layer. For WPC, the hot-melt adhesive powder has a lower melting point, and in this article the fusion range of Co-PES hot-melt adhesive powder is between 105°C and 115°C, so preheating temperature must be less than 105°C.
Figure 5 shows the 3D CAD model of two parts, one is a ball of 30 mm diameter with a litter ball of 10 mm diameter inside, as shown in Figure 5(a) and the other is a wrench of 95 mm long and 6 mm wide, as shown in Figure 5(b).
Selective laser sintering parts model.
Figure 6 shows the green parts after SLS machining process, and it can be seen that the surface of the part is very rough and covered with powder that can easily be removed.
Selective laser sintering green parts.
Figure 7 shows the surface scanning electron microscopic photograph of one green part, from the microscopic point of view, the hot-melt adhesive powder melts and binds the wood powder together under the laser radiation, but there still exists very big porosity. Because of that, the surface of part is very rough and the mechanical properties are very low, therefore post-processing is necessary for WPC green parts to improve the surface quality and mechanical properties.
Surface scanning electron microscopic photograph of green part.
After post processing – infiltrating with wax, the density of parts is greatly improved, it is 1.4–1.8 times than that of green parts. The mechanical properties are related to density and are significantly improved, the dimensions of wax-infiltrated parts in the X direction, Y direction and Z direction increased slightly, but the increased value is below 0.1 mm, so post-processing makes little impact on the dimensional precision. But after post-processing, surface quality has been greatly improved and surface roughness has been greatly decreased, as shown in Figure 8.

Images of wood–plastic composite specimens after post-processing.
Discussion
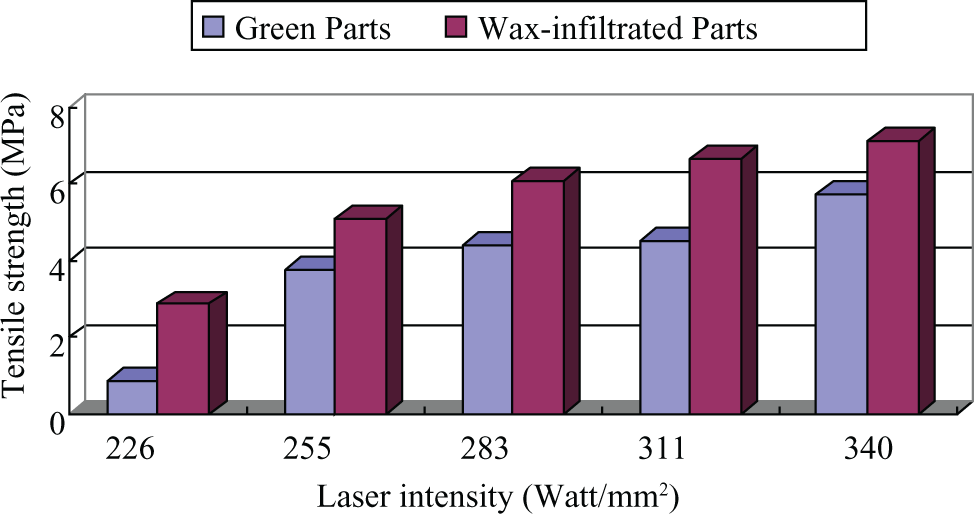
In this section, test results of mechanical properties, include tensile strength, bending strength, impact strength, are discussed. The green parts are very vulnerable to measure its tensile strength, so tensile strength of only wax-infiltrated parts is measured. The tensile strength increased gradually as laser intensity is growing, but when the laser intensity is greater than 311 Watt/mm2, the tensile strength decreased, as shown in Figure 9.
Tensile strength comparison with laser intensity growing.
When the laser intensity is less than 311 Watt/mm2, the increase in the tensile strength can be attributed to improved interfacial adhesion of Co-PES and better densification of parts with laser intensity growing. But further increase in the laser intensity leads to higher temperature that makes melt viscosity of the Co-PES drop, so the tensile strength decreases. The tensile strength was improved 191% by increasing the laser intensity from 226 Watt/mm2 to 311 Watt/mm2.
The green parts are very vulnerable to measure its bending strength, so bending strengths of only wax-infiltrated parts are measured, as shown in Figure 10. The bending strength of parts after post-processing increases gradually as laser intensity is growing, but when the laser intensity is greater than 311Watt/mm2, the tensile strength decreases. The reasons are the same with those of the tensile strength. The bending strength was improved 17% by increasing the laser intensity from 226 Watt/mm2 to 311 Watt/mm2.
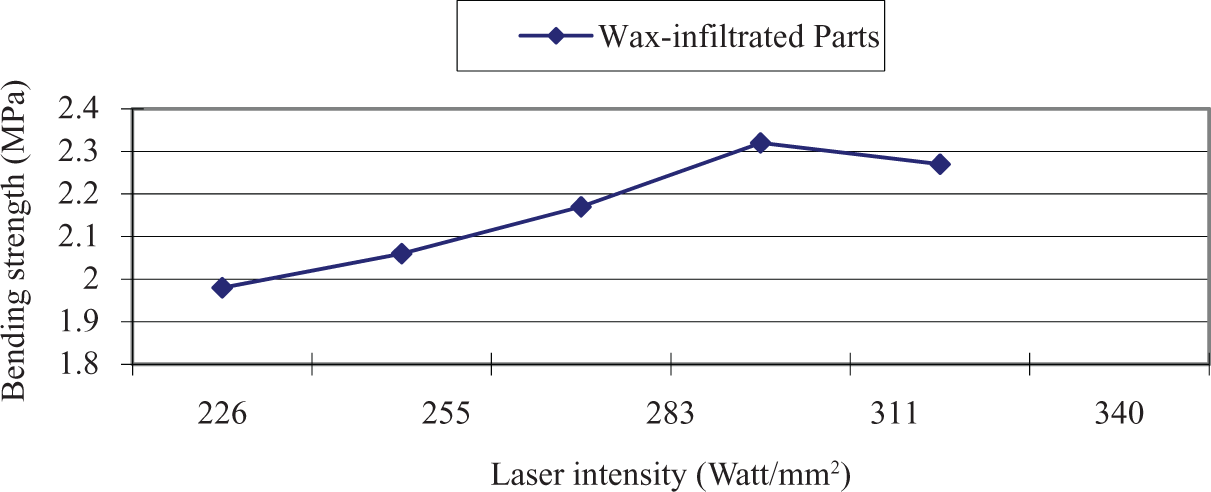
Bending strength comparison with laser intensity growing.
The result shows impact strength increases gradually with laser intensity growing either in green part style or in wax-infiltrated part style, as shown in Figure 11. The increase in the impact strength can be attributed to the improved interfacial bonding between Co-PES and wood fiber with laser intensity growing, which can efficiently transfer the stress from the matrices to the stiffer wood particles. The impact strength of green parts was improved 543% and the impact strength of wax-infiltrated parts was improved 147%, respectively, by increasing the laser intensity from 226 Watt/mm2 to 340 Watt/mm2.
Impact strength comparison with laser intensity growing.
Conclusion
In this article, the relationship between the mechanical properties of WPC parts fabricated by SLS and the laser intensity is determined. WPC is developed to make parts by SLS process according to its advantages, such as green biological, good mechanical properties, high hardness, antiaging, dimensional stability, easy to color, with a wood texture and also recyclable, and its most important advantage is low cost. Green parts are formed from WPC by SLS process, the SLS green parts had sufficient strength for features to be built with relatively high dimensional accuracy. In order to further improve the properties of the parts, the post-processing – infiltration with wax – is used. Through post-processing, the mechanical properties are significantly improved. Research on mechanical properties of WPC parts with growing laser intensity is carried on, and the result is as following: because interfacial adhesion of Co-PES and densification are improved with growing laser intensity, the impact strength increased gradually either in green part style or in wax-infiltrated part style, tensile strength and bending strength of wax-infiltrated parts increased gradually. The tensile strength improved 191% and the bending strength improved 17% with the laser intensity increase from 226 Watt/mm2 to 311 Watt/mm2, the impact strength of green parts was improved 543% and the impact strength of wax-infiltrated parts was improved 147%, respectively, by increasing the laser intensity from 226 Watt/mm2 to 340 Watt/mm2. But when the laser intensity is greater than 311 Watt/mm2, the tensile strength and bending strength decreased, further increasing the laser intensity leads to higher temperature, making melt viscosity of the Co-PES drop.
Footnotes
Funding
This work was supported by National Natural Science Foundation of China(51075067), Natural Science Foundation of Heilongjiang Province of China(E201050), Educational Commission of Heilongjiang Province of China(12511145), Scientific Research Fund for Youth Academic Mainstay of Harbin Normal University(11KXQ-01) and Foundation for University Key Teacher of Heilongjiang Province of China.