
Abstract
Biodegradable films from hydroxypropyl distarch phosphate (HPDSP)/poly(vinyl alcohol) (PVA) and cationic starch/PVA blends were obtained by extrusion blowing at ratios of 100:0, 95:5, 90:10, 85:15, and 80:20. The morphology, X-ray patterns, transparency, mechanical properties, thermal properties, and water vapor permeability (WVP) of the films were measured and compared. Scanning electron microscopic micrographs of the films showed continuous matrix texture as well as better compatibility between modified starches and PVA. X-Ray diffraction indicated the formation of ordered crystalline structures in the films during extrusion blowing. The addition of PVA to modified starches significantly increased their tensile strength (TS, 3.92 MPa) while decreasing their water vapor permeability (WVP, 3.23 × 10−10 g m−1 s−1 Pa−1). The starch/PVA composite films did not show phase separation.
Introduction
Severe environmental pollution, social concerns, and a growing emphasis on green technologies have triggered researches on biodegradable films as prospective replacements for disposable petroleum-based synthetic films. 1 Biodegradable films based on polymers derived from natural, renewable sources have received increasing attention in recent years. Starch has been widely studied as a biodegradable material due to its biodegradability, ease of use, and abundance. 2 The potential applications of starch-based films are promising because of their tasteless, odorless, and colorless nature and their low oxygen permeability. 3 However, starch-based films display several shortcomings, such as poor mechanical properties and low water resistance compared with conventional petroleum-based films. 3,4 To overcome these drawbacks and obtain commercially acceptable starch-based films, starch has often been blended with synthetic polymers, that is, starch/poly(vinyl alcohol) (PVA), starch/poly(lactic acid) (PLA), and starch/polyester blend polymers. 5,6
Of these films, starch/PVA blend films are one of the most popular biodegradable films that have been widely studied in packaging and agricultural applications. 7 PVA is a colorless, nontoxic, and readily available biodegradable polymer. 8 It exhibits excellent film-forming capabilities, great tensile strength and flexibility, and better oxygen and aroma barrier properties. It is also resistant to oil, grease, and solvents. Due to these advantages, PVA has been applied in many fields. 9 Because both starch and PVA contain hydroxyl groups, they tend to form strong hydrogen bonds with each other, which result in synergistic stability and better compatibility when starch and PVA are blended under certain conditions. 10 –13 Chen and coworkers 5 reported that increasing the PVA content improved the elongation at break (E) of starch/PVA casting films even when the relative humidity (RH) was 80% or higher. Mao and others 14 reported that the tensile strength (TS, 1.8 MPa) and E (113%) of starch films without PVA were lower, while the TS (4.0 MPa) and E (150%) of the samples containing PVA were higher. Ramaraj 15 prepared PVA/starch films using a solution casting process. The films showed significant improvements in tensile modulus and resistance to solubility in water with the addition of PVA. Starch and PVA disperse homogeneously in the composite films when observed with a scanning electron microscope (SEM). 12,16
In most previous studies of starch/PVA composite films, starch often served as a filler, and the starch content was less than 50% in the blends. 2 However, few studies have been conducted on starch/PVA films that mainly consist of starch with PVA acting as a minor dispersed phase. This study was distinctive because the starch/PVA composite films contained more than 80% starch. Because PVA is more expensive and difficult to degrade than starch, starch/PVA composite films that contain less PVA will undoubtedly be more cost-effective and eco-friendly. 2
In this study, an extrusion blowing process was used to continuously produce starch/PVA films. Extrusion blowing processes are highly productive, efficient, and similar to actual industrial production. However, this process has received less attention than the casting method. 17,18 In this work, hydroxypropyl distarch phosphate (HPDSP)/PVA and cationic starch (CS)/PVA composite films were prepared with a low PVA content, and their mechanical properties, water vapor permeability (WVP), morphology, crystalline patterns, and glass transition temperatures (T g) were evaluated.
Materials and methods
Materials
HPDSP was purchased from Puluoxing Starch Co. Ltd (Hangzhou, China). CS was purchased from Xingmao Corn Developing Co. Ltd (Zhucheng, China). PVA (degree of polymerization 1700, alcoholysis degree of 99.0%, ash < 0.6%) was purchased from Sinopec Sichuan Vinylon Works (Chongqing, China). Glycerol was purchased from Chemical Reagent Co. Ltd (Tianjin, China).
Composite preparation
HPDSP and CS were mixed with PVA at ratios of 100:0, 95:5, 90:10, 85:15, and 80:20. Glycerol was slowly added into the blends and mixed in a mixer (SHR50A, Zhangjiagang, China) for 15 min at room temperature. The mixtures were packaged in polyethylene bags and stored for 24 h at room temperature to equilibrate all components. The mixtures were then fed into a laboratory-scale twin-screw extruder (ZLYJ014, Laiwu, China) at a screw speed of 15 r min−1. The extruding was performed at 80°C and 120°C in zones I and II of the barrel, respectively. The extruded strands were cut into pellets and conditioned for 72 h at 23 ± 2°C and 53% RH (magnesium nitrate saturated solution) prior to film blowing.
Film blowing
The films were prepared by extrusion blowing with a single-screw extruder (ZLYJ112, Laiwu, China) at a screw compression ratio of 3:1 in four individually controlled temperature zones. The extruder was equipped with a conventional temperature-controlled film-blowing die with a diameter of 60 mm and a film-blowing tower with a calendaring nip and takeoff rolls. The temperatures in the barrel and die were set at 50, 130, 140, 150, and 145°C from the feed inlet to the die. Figure 1 shows the continuous and stable preparation of starch/PVA composite films.

Continuous and stable film blowing of starch/PVA films.
Morphology of the films
The morphology of the film surface was observed with a QUANTA FEG 250 SEM (FEI, Hillsboro, Oregon. USA) operated at a voltage of 5.0 kV. The film samples were mounted on a bronze stub and sputter coated with a layer of gold prior to taking images.
X-Ray diffraction
Pure PVA, HPDSP and CS powder, starch films, and starch/PVA composite films were analyzed for their X-ray diffraction (XRD) patterns with a D8 Advance X-ray diffractometer (Bruker-AXS, Germany). The film samples were previously conditioned in a desiccator at 23 ± 2°C and 53% RH prior to the test. The samples were scanned at a diffraction angle of 2θ = 1°–50° at a speed of 0.02° s−1. The area of the crystalline peak diffraction relative to the total area of the diffractogram was taken as a measure of relative crystallinity.
Light transmittance and transparency
The light transmittance of the samples was determined via measurements at selected wavelengths (400, 500, 600, 700, and 800 nm) with a UV-2100 spectrophotometer (Pgeneral Instrument Co., Ltd, Beijing, China). Individually prepared film samples with a size of 4 × 1 cm2 were measured in triplicate. The transparency of the films was calculated with the following equation 19

where A 600 is the absorbance at 600 nm of the film samples and X is the film thickness (mm).
Mechanical properties
The values of TS (MPa) and E (%) of the films were measured with a TA-XT2i texture analyzer (Stable Micro System, UK) at 23 ± 2°C and 53% RH according to ASTM D882-02 standard. The test specimens were cut into 15 mm wide and 120 mm long strips in both the horizontal and the longitudinal direction of the extruder with a sharp knife and conditioned at 23 ± 2°C and 53% RH for 7 days prior to the measurements. The initial distance between the grips was 50 mm. The thickness of the samples was measured with a digital micrometer caliper (0–25 mm, 0.001 mm, Guilin, China) at six random positions around the films. The crosshead speed was set at 1 mm s−1. Each test consisted of six replicate measurements. TS and E were determined as follows 3,20

where L p is the peak load (N) and a is the cross-sectional area of samples (m2).

where ΔL is the increase in length at breaking point (mm) and L is the original length (mm).
Differential scanning calorimetry
The T g of starch/PVA films were determined with a DSC 200PC (Netzsch Scientific Instruments, Germany) at a heating rate of 10°C min−1 from 0°C to 250°C. All film samples were conditioned for 3 days at 23 ± 2°C and 53% RH prior to the test. Each sample was scanned three times. The values of T g were calculated according to ASTM D3418 standard.
Water vapor permeability
The WVP was measured according to the ASTM E96-95 standard with some modifications by an automatic WVP tester (PERME™ W3/030, Jinan, China). Samples of 33.00 cm2 were prepared, and their thicknesses were measured five times with a digital micrometer caliper (0–25 mm, 0.001 mm, Guilin, China). The test was carried out at 38°C and 90% RH. The WVP value of each sample was averaged from three parallel measurements.
Statistical analysis
The statistical differences of properties of different samples were analyzed with the analysis of variance (ANOVA) procedure in SPSS (version 17.0, SPSS Inc., Chicago, Illinois, USA) software. Duncan’s multiple range test was used to compare the mean values of film properties at p < 0.05.
Results and discussion
Morphology of the films
The morphology of starch/PVA composite films was very important because it influenced the other properties of the films. 21 Figure 2 illustrates the morphology of the composite films containing 0%, 10%, and 20% PVA. The surfaces of the films showed dispersed residual starch granules in the film network. Pushpadass et al. 22 studied the effects of plasticizers on the physical and functional properties of starch films. The authors found that intact or partly melted starch granules existed over the film surface, irrespective of the plasticizer type or its concentration. The phenomenon of ungelatinized starch was expected because the complete gelatinization of starch in the extruder required a considerable amount of shear and heat, which may not be sufficient in the present conditions. The amount of starch granules on the surface of the films decreased as shown in Figure 2(b), (c), (e), and (f), suggesting that the addition of PVA in the blends promoted the gelatinization or destruction of starch granules during the extrusion process.
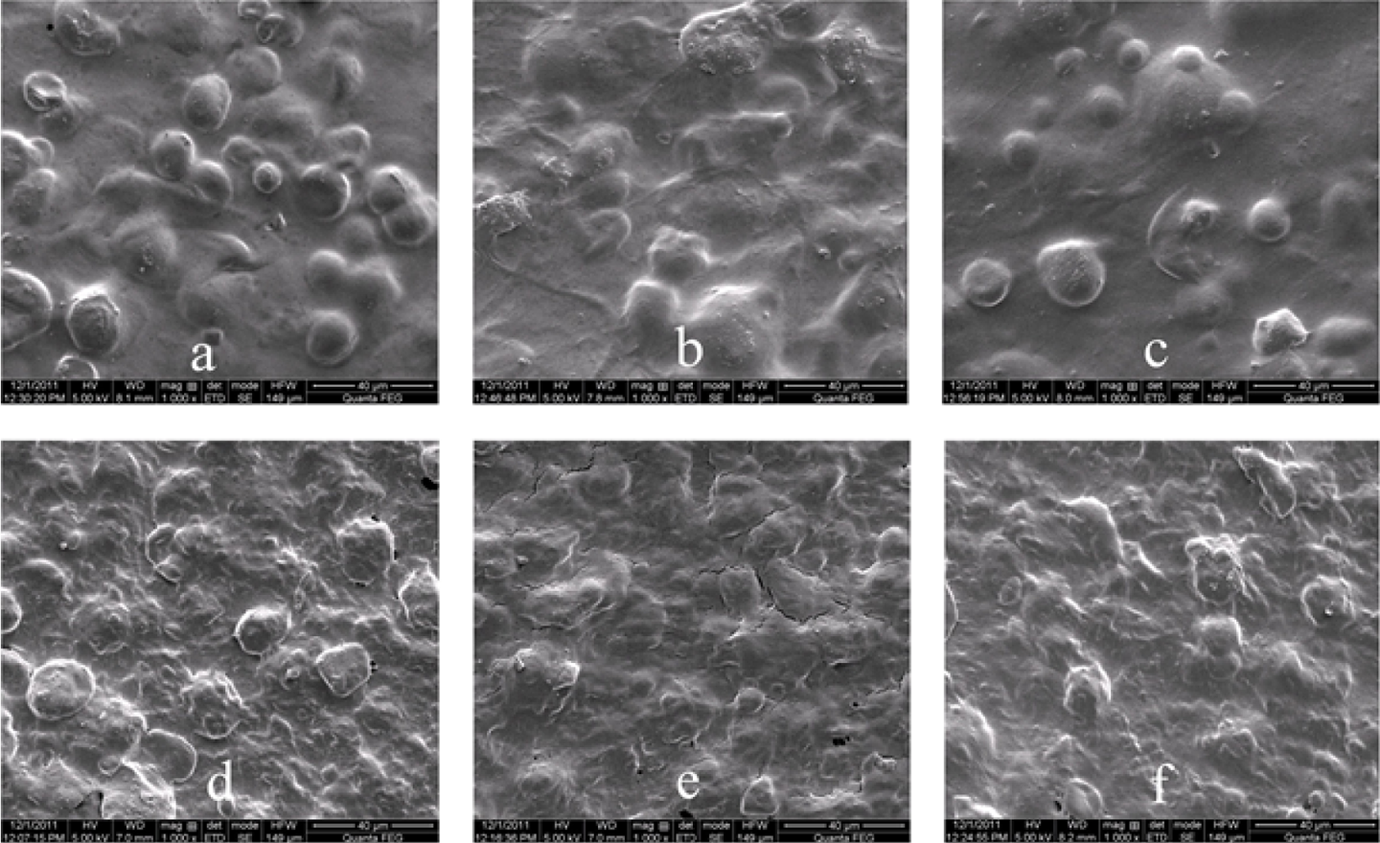
Scanning electron micrograph of starch/PVA films: (a) HPDSP film, (b) HPDSP/PVA film containing 10% PVA, (c) HPDSP/PVA film containing 20% PVA, (d) CS film, (e) CS/PVA film containing 10% PVA, and (f) CS/PVA film containing 20% PVA.
As the PVA content increased from 0% to 20%, the microdomains of HPDSP/PVA and CS/PVA composite films remained continuous, which implied that PVA was well compatible with HPDSP and CS. Cracks were more readily apparent on the surface of CS/PVA films containing 10% PVA than the other films as shown in Figure 2. These cracks may be attributed to the fact that the CS/PVA film containing 10% PVA was much more brittle and showed a lower elongation at break than the other CS/PVA films.
X-Ray diffraction
The XRD patterns of PVA, HPDSP, CS, and the starch/PVA composite films are presented in Figure 3. PVA showed two characteristic peaks at 2θ values near 20° and 41°. HPDSP and CS showed a “B”-type crystalline structure with three moderate peaks at 2θ values of approximately 15°, 18°, and 23°. All composite films showed crystalline peaks at a 2θ value near 20°, which resulted from the “V h” crystallinity, a single-helical inclusion complex of glycerol, amylose and lipids 2,23 formed during extrusion. This finding indicated that the crystalline structure of either PVA or starch had collapsed after extrusion blowing. When extruding the blends, the interface bonding between starch and PVA may result in a decrease in the number of hydrogen bonds, which decreased the PVA crystallinity. This finding indicated a strong interaction between the starch and PVA polymer chains. 24
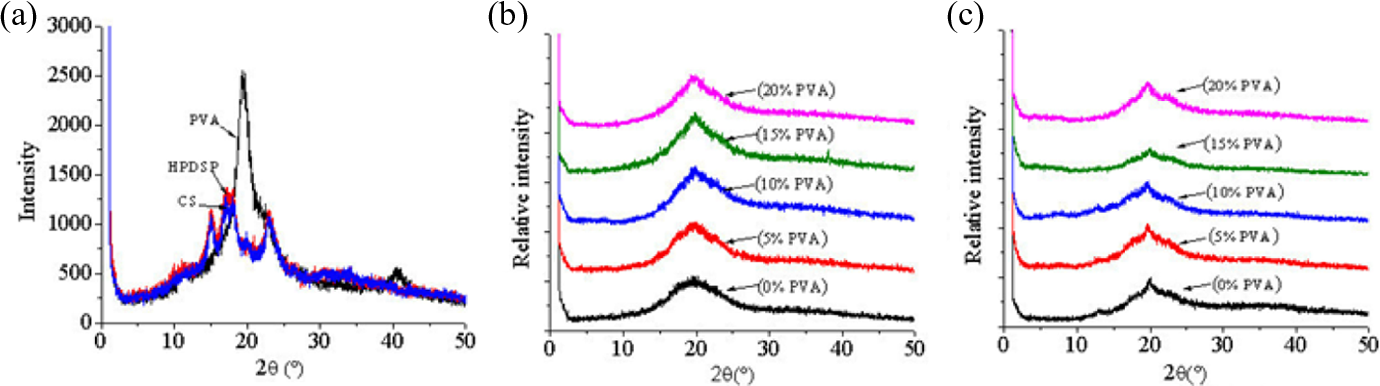
X-Ray diffraction patterns of (a) pure PVA, HPDSP, and CS powder; (b) HPDSP/PVA films; and (c) CS/PVA films.
PVA is a semicrystalline polymer in which high physical interactions are present between the polymer chains due to the hydrogen bonding between the hydroxyl groups. 24,25 The intensity of the diffraction peak (Figure 3(b)) of HPDSP/PVA films positively correlated with the PVA content, which indicated a lower ratio of the amorphous structure and higher crystallinity. 20 This relationship also confirmed the formation of an ordered crystalline structure in the films during extrusion blowing. Similar trends of the diffraction peaks of CS/PVA films were found in this study, except for the film containing 15% PVA (Figure 3(c)). The peak of the film containing 15% PVA was flatter and gentler compared with that of the other CS/PVA films, which suggested that the crystallinity of the films decreased.
Light transmittance and transparency of the films
The light transmittance (%) and transparency of the films are presented in Table 1. The light transmittance of HPDSP/PVA films increased as the PVA content increased up to 15% and then decreased at 20%. The CS/PVA films did not show obvious changes, although the light transmittance increased slightly as the wavelength (400–800 nm) and PVA content increased.
Light transmittance (%) and transparency of starch/PVA films.
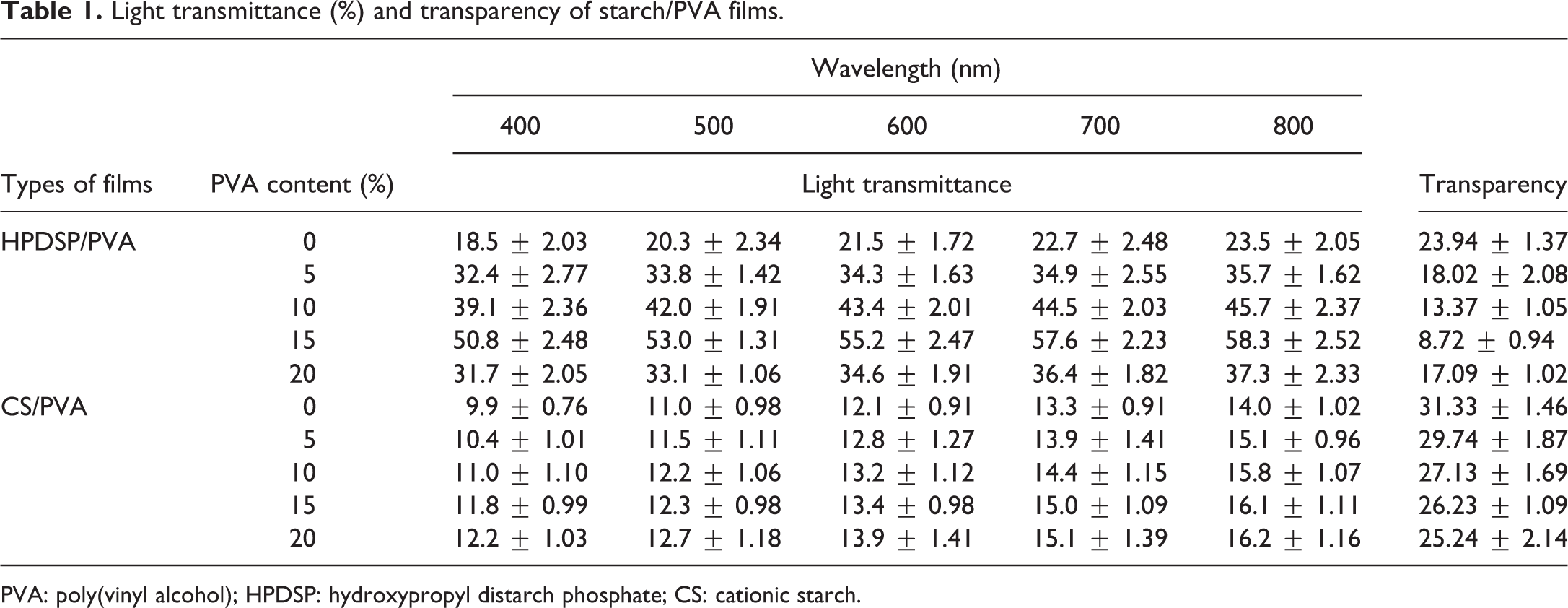
PVA: poly(vinyl alcohol); HPDSP: hydroxypropyl distarch phosphate; CS: cationic starch.
The transparency of the films is commonly measured at a wavelength of 600 nm. 3,19 Generally, a lower transparency value indicates better miscibility of composite films. The transparency value of HPDSP/PVA films containing 15% PVA was the lowest among all of the films, which indicated that its optical transparency was the best among the films. 20 The transparency values of the HPDSP/PVA films were lower than those of the CS/PVA films, which indicated that the former was more transparent than the latter but still less transparent than traditional synthetic films.
Mechanical properties of films
The tensile strength is one of the most important properties of packaging films. Figure 4(a) and (b) illustrates the influences of the PVA content on the horizontal tensile strength (measured in the perpendicular direction of the extruder) and longitudinal tensile strength (measured in the parallel direction of the extruder) of starch/PVA films. The tensile strength of HPDSP/PVA films increased steadily as the PVA content increased, ranging from 2.0 to 3.5 MPa for the horizontal tensile strength and 2.1 to 4.0 MPa for the longitudinal tensile strength. Similar trends were observed for CS/PVA films. The results were consistent with the earlier findings of Tudorachi et al. 16 who reported that the tensile strength positively correlated with the PVA content.
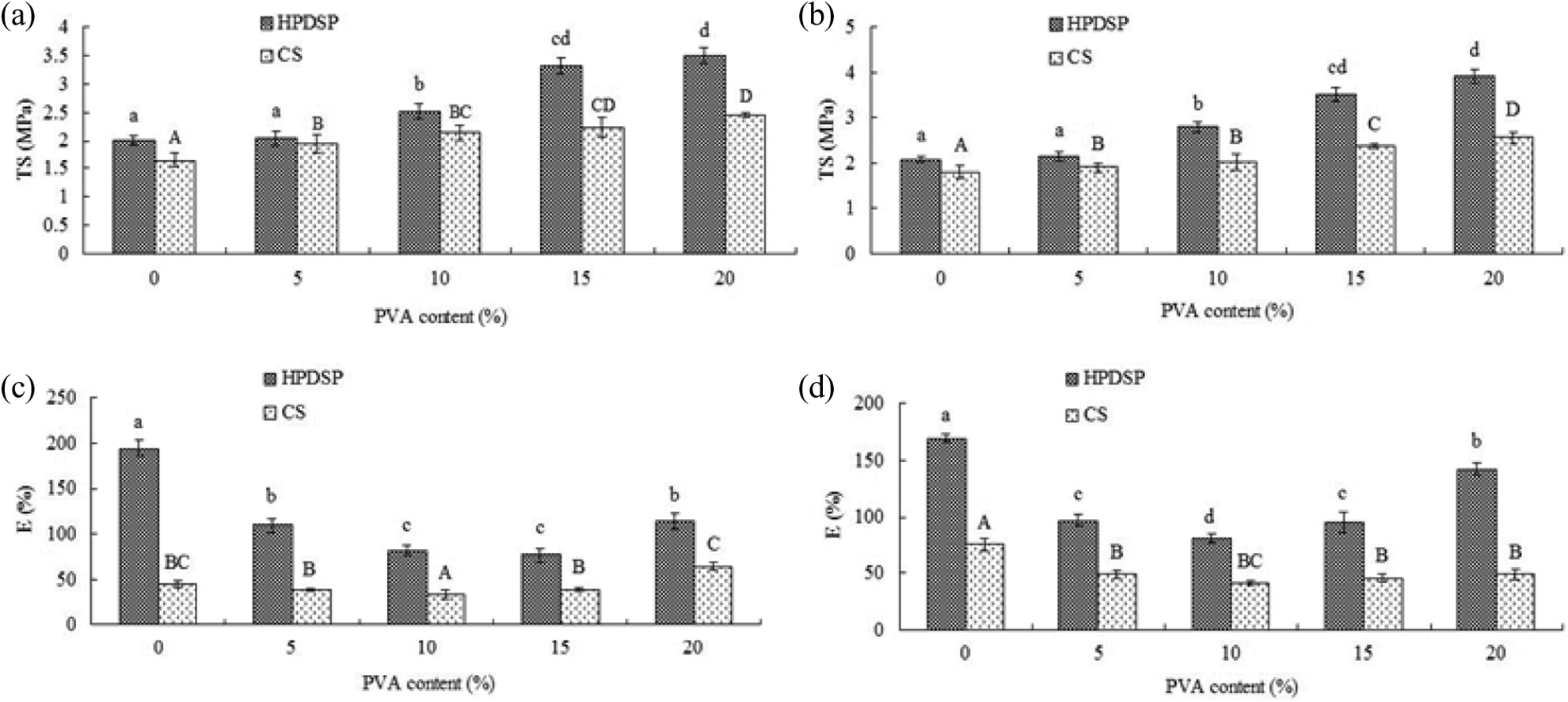
Tensile strength and elongation at break of starch/PVA films: (a) horizontal tensile strength of films, (b) longitudinal tensile strength of films, (c) horizontal elongation at break of films, and (d) longitudinal elongation at break of films. Different letters above columns indicate significant differences between films (P < 0.05).
The TS values of HPDSP/PVA films were higher than those of CS/PVA films in the both horizontal and longitudinal direction. Compared with CS, the HPDSP is more often used to improve the compatibility and properties of starch and PVA blends. 26 In addition, the tensile strengths parallel and perpendicular to the extruder of the films differed, as shown in Figure 4(a) and (b). The longitudinal tensile strength was higher than the horizontal tensile strength of the two series of films. Thunwall et al. 17 reported a similar result, stating that the tensile strength of hydroxypropylated and oxidized potato starch film was higher in the longitudinal direction than in the horizontal direction. Ghaneh-Fard 27 studied the effects of the blow-up ratio and take-up ratio on the molecular orientation and mechanical properties of polyethylene films. This study showed a considerable increase in the modulus in the horizontal direction as the take-up ratio increased at a low blow-up ratio.
The elongation at break indicated the flexibility of the films, and Figure 4(c) and (d) illustrates the effects of the PVA content on this property. The elongation at break decreased sharply as 10% PVA was added and then increased slightly above 10%, which indicated that the films were very brittle and friable as a result of the addition of 10% PVA. This change was likely due to the brittle nature of the PVA. The brittleness of PVA inhibited the flexibility and continuity of the matrix chain, which resulted in a sharp decrease in the elongation at break of the films when PVA was added. However, increasing the PVA content increased the mobility of the blends and flexibility of the films.
The elongation at break of the HPDSP/PVA films was much higher than that of the CS/PVA films (Figure 4(c) and (d)). This difference may be explained by the internal structure of the starch and the long-chain PVA molecules, which could form different intra- or intermolecular interactions among starch molecules during extrusion.
Glass transition of films
The compatibility between starch and PVA was evaluated by determining the T g with the DSC technique. The DSC thermograms of starch/PVA films exhibited only one glass transition, which indicated the lack of phase separation in the films. 2
The starch was discrete and showed partially crystalline microscopic granules, which were held together by an extended micellar network of associated molecules. 28 The absence of a clear T g (Table 2) for starch films may be caused by the following factors: amorphous chains surrounded by crystalline domains, physical cross-links inhibiting the movements of the amorphous chain segments, and the presence of intercrystalline phases without showing normal thermal behavior. 29 PVA is a linear aliphatic hydroxyl polymer that contains secondary hydroxyl groups at every alternate carbon, and the concentration of hydroxyl groups significantly impacted T g. 15 The incorporation of PVA into the starch matrix introduced more hydroxyl groups and enhanced hydrogen bonding, which increased the T g values (Table 2) because both starch and PVA are polar polymers that contain hydroxyl groups. The increasing concentration of PVA restricted the movement of the molecular segments, which resulted in the increase of T g.
The T g of starch/PVA films.
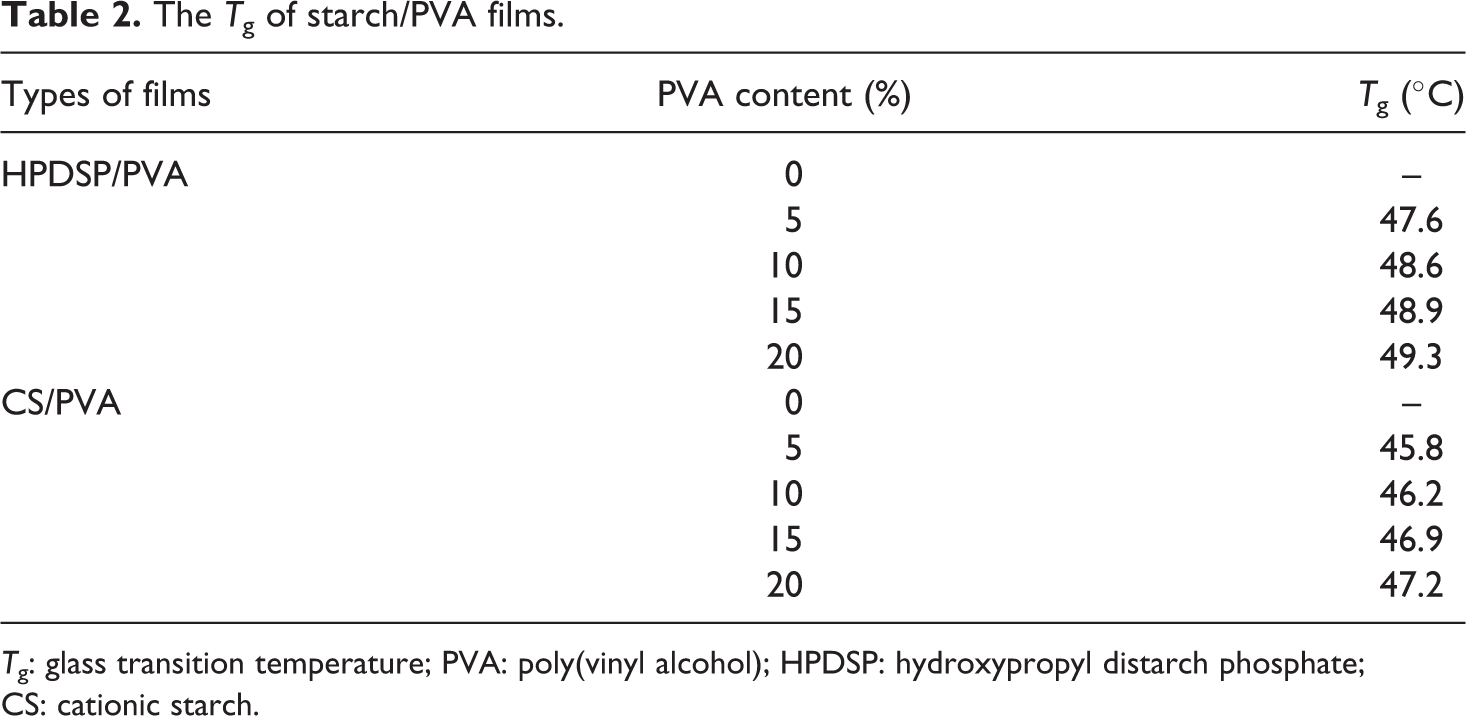
T g: glass transition temperature; PVA: poly(vinyl alcohol); HPDSP: hydroxypropyl distarch phosphate;
CS: cationic starch.
WVP of films
The PVA content markedly influenced the WVP, as shown in Figure 5. Starch films are reportedly ineffective as a moisture barrier because they are hydrophilic in nature. 30 The PVA films contained a large number of hydroxyl groups, which enhanced the hydrophilicity of the film and then limited its ability to act as a moisture barrier. 31,32 In this study, the WVP of starch/PVA films significantly decreased compared to the pure starch films when 5% PVA was added (Figure 5). The low–OH group content of the 5% PVA material possibly interacted well with the starch chain, which decreased the content of free –OH groups. As the PVA content increased (10%, 15%, and 20%), the PVA may have congregated more easily and introduced more hydroxyl groups, which would increase the effective PVA content and facilitate water penetration through the composite films. 33 Thus, the WVP gradually increased.
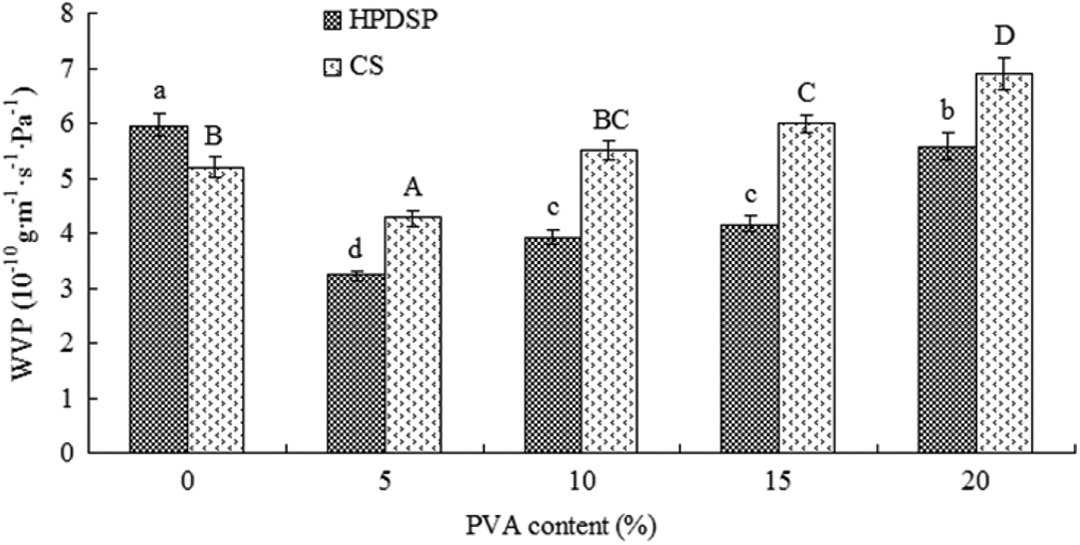
WVP of starch/PVA films.
In contrast, the WVP value of the CS/PVA films was higher than that of the HPDSP/PVA films with the same PVA content. The differences could be related to the structural modifications of the starch network as well as the interaction between the hydroxyl groups of starch and PVA. 34 In general, the water vapor penetration through a hydrophilic film depends on both the diffusivity and the solubility of water molecules in the film matrix. The literature suggests that the properties of the films depend on the type of starch used to prepare them. 35
Conclusion
Starch/PVA films were prepared via extrusion blowing. Low PVA content significantly affected the properties of the HPDSP/PVA and CS/PVA films. The SEM micrographs of the films showed that PVA was nicely compatible with amorphous HPDSP and CS. The XRD patterns of the films indicated that the crystalline structure of either starch or PVA had collapsed after they were blended to extrude. The HPDSP/PVA films showed better mechanical properties and better barrier properties to water vapor than did CS/PVA films. The fact that only one glass transition was observed indicated the absence of phase separation in the films. In addition, more work should be performed to prevent water molecules from penetrating the films and to enhance the transparency of the films.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors appreciate the financial support of the National Natural Science Foundation of China (31371747), the National Key Technology Support Program (2013BAD18B10-3), and the Natural Science Foundation of Shandong Province (ZR2012CM016).