
Abstract
This article investigates three-layer co-extruded blown film comprised of low-density polyethylene (LDPE)/ethylene–vinyl alcohol (EVOH)/LDPE without adhesion layers. Various thicknesses of pure EVOH were sandwiched by outer LDPE layers blended with linear low-density polyethylene-grafted-maleic anhydride (LLDPE-g-MAH) as compatibilizer in concentrations from 0 wt% to 2.0 wt%. The study found that a mere 3-μ EVOH layer can achieve a 180 times improvement of oxygen barrier properties as compared to the control sample. When the EVOH loading is 10–15 wt% of the total film mass, the addition of LLDPE-g-MAH into the outer layers indicated a positive synergistic effect by enhancing barrier properties. In contrast, when the EVOH loadings are at 5 wt% and 7.5 wt%, the barrier properties of the film was reduced. Layer-to-layer interaction between the LDPE and EVOH was notably improved as demonstrated by a 26–42% increase of interlaminate peel strength in the presence of 0.5–2 wt% LLDPE-g-MAH in all samples. Congruently, the introduction of the LLDPE-g-MAH into the outer LDPE layers also resulted in an increased dart impact toughness and tensile strength for the film. The EVOH crystallinity showed a reduction after adding LLDPE-g-MAH, particularly apparent for the lower EVOH concentrations.
Introduction
Low-density polyethylene (LDPE) is a widely used packaging film in flexible packaging. In the case of blown film, it can be used as the sealing layer of a laminate due to its good moisture barrier, processability, moderate tensile strength, and of course, its heat sealing properties. 1 Unfortunately, LDPE has high permeability rates for oxygen and aromatics. However, with copolymerization of the vinyl alcohol functional group to an ethylene monomer, a converse effect is demonstrated indicating excellent barrier properties to oxygen permeability. With the recent push towards sustainability, the use of ethylene vinyl alcohol (EVOH) over aluminized polyester films has been growing in popularity due to its recyclability and transparent nature. However, EVOH tends to absorb moisture because of the presence of hydrophilic hydroxyl groups in its polymer structure, thus limiting its application primarily to the center of the laminates. 2 Therefore, combining LDPE and EVOH into one structure provides an ideal film structure for food packaging. The LDPE offers sealing and printing capabilities while acting as an outer layer to inhibit moisture diffusion into EVOH layer at the center. Improving what the LDPE lacks, the EVOH layer blocks the diffusion of oxygen molecules from one layer to the other.
EVOH resins have very poor adhesion to most polymers except nylons. A tie layer is usually needed to ensure LDPE and EVOH adhesion together in a lamination or extrusion process. A typical commercial LDPE/EVOH structure is a five-layered structure, namely LDPE/tie/EVOH/tie/LDPE. The tie resins used for EVOH and LDPE adhesion are based on graft polymers such as Plexar™ (Equistar Plastics), Binel™ (E. I. du Pont de Nemours Co.), and Modic™ (Mitsui Petrochemical Industries, Ltd). Applying a tie layer into a five-layer co-extrusion process is a complex and expensive process. Effort in research has been made to remove the adhesion layers from the co-extrusion process.
A number of investigations utilizing single-screw extruders were conducted in the late 90s to incorporate the grafted maleic anhydride (g-MAH) as a compatiblizer into LDPE/EVOH composite film. Kim and Chun 3 blended LDPE and EVOH by two different methods in an extrusion process: one using a two-stage technique that blends the EVOH with g-MAH first in a twin-screw extruder, which then feeds another extruder running LDPE. The second was to blend LDPE, EVOH, and g-MAH simultaneously using a single extruder, and they found that the latter method of blending all three together developed acceptable laminar structure with good barrier performance. Lee and Kim 4,5 developed LDPE/EVOH/LLDPE-g-MAH using Admer™ as compatiblizer based on a single-screw extruder outfitted with an annular blown film die. It is found that the crystallization and melting behavior of the LDPE were significantly affected by the presence of LLDPE-g-MAH. The addition of LLDPE-g-MAH into LDPE/EVOH blends resulted in an increase in the melt viscosity and storage modulus of the blend, which was due to the increased interaction between the LDPE and EVOH phases in the presence of the compatibilizer. In addition, adding LLDPE-g-MAH to LDPE/EVOH improved the tensile strength. Huang et al. 6 applied Modic™ to LDPE/EVOH blends and produced a blown film based on single-screw extruder. Morphological, thermal, and mechanical properties of the LDPE/EVOH with different concentrations of LLDPE-g-MAH were studied. Oxygen permeation measurements of the blown film showed that the oxygen barrier properties of the biaxially oriented blown films decreased upon increasing the amount of compatibilizer. Mechanical measurements of the produced LDPE/EVOH film showed that there exists an optimal amount of LLDPE-g-MAH for maximizing both the tensile and tear properties in both the machine and transverse directions.
Furthermore, researchers added g-MAH into the co-extruded LDPE/EVOH/LDPE three-layer film to ensure proper bonding strength between LDPE layers and EVOH layer and at the same time retaining the barrier properties. Olmos et al. 7 blended the LLDPE-g-MAH with the LLDPE as outer layer and co-extruded it into a cast film, with EVOH at the center layer. The films were prepared with 17% EVOH in the center layer, 83% total between the two LLDPE layers with g-MAH contents ranging from 0.03 wt% to 0.21 wt%. They found when the content of g-MAH reached to 0.08 wt%, the adhesion between film layers increased significantly, and there is no delamination found. The oxygen and moisture barriers remain unchanged. Huang et al. 5 blended the LLDPE-g-MAH into outer layer and produced a three-layer LDPE/EVOH/LLDPE-g-MAH blown film. The study found that the tensile strength of the g-MAH added film does not change when the g-MAH was added into the outer LLDPE layer. The peel strength increased sharply when the amount of LLDPE-g-MAH was greater than 12.5 wt% due to free radical interactions between EVOH and the g-MAH.
This study developed the two combinations of LDPE/EVOH/LDPE without adhesion layers using a three-layer co-extrusion blown film line. The first group is a film with pure EVOH at the center layer and LDPE as outer layers without a tie layer. The purpose of this group is to study an effective EVOH gauge to block the oxygen barrier in a three-layer co-extruded blown film. The second group of the film is the modified structure from the 1st group where the outer layers of LDPE are blended with LLDPE-g-MAH to enhance the interlayer adhesion between two outer LDPE layers and the center EVOH layer.
Experimental
Materials
The Petrothene™ NA960 LDPE was acquired from LyondellBasell (Houston, Texas, USA) and is a blown film grade (ρ = 0.92 g cm−3). Eval™ E171B EVOH (ρ = 1.14 g cm−3) was supplied by Kuraray (Houston, Texas, USA) and possesses 44% ethylene mol. content. The modified LLDPE grafted with maleic anhydride (LLDPE-g-MAH, ρ = 0.91 g cm−3) Bynel™ 41E687 from DuPont (Wilmington, Delaware, USA) was used as a compatibilizer to improve layer-to-layer adhesion of the co-extruded film. Materials fed into the center layer were dried for a minimum of 3–4 h in a Novatec N-35 compressed air dryer at 100°C and a dew point of −68°C.
Each film layer contains 0–15 wt% of EVOH as center layer relative to the total mass of the film to achieve various thicknesses of pure EVOH. LLDPE-g-MAH resins with 0.5, 1, and 2 wt% were added to the total percent of the individual outer layers of LDPE. Both groups of samples were compared to a control film consisting of LDPE across all three layers.
Due to the difference of the densities between the LDPE and EVOH, the actual EVOH layer thickness cannot be derived by multiplying the weight percentage of the EVOH to the total film thickness. In order to determine the thickness of each layer of the multilayer film, the co-extruded film is sliced off cross sections in 90° angle with a special cutter and use of a microscope from AMSCOPE (Irvine, California, USA) to measure the resulting thickness. The targeted film thickness of all the three-layered films produced is 33 μ.
Processing
Table 1 summarizes all samples used in the study. The desired pure layer EVOH content as a percentage of final film thickness was adjusted by setting the extruders to the appropriate rotational speed ratios assuming that the screws had the same volumetric flow rate. The compatibilizer content LLDPE-g-MAH was a percentage of the total blend mass added to the outer extruder. The amount of the LLDPE-g-MAH concentration was set to 0.5, 1, and 2 wt% and was added to the pelletized LDPE blends prior to tumbling, drying, and processing. The materials were processed with a melt temperature of 190°C, and the barrel temperature at the feed zone is 150°C, and the die temperature is about 200°C. All processing was performed on a laboratory scale three-layered blown film line manufactured by Labtech Engineering Co. (Thailand). The equipment utilizes three single-screw extruders feeding into a co-extrusion annular die with a 50-mm outside diameter and a gap of 0.8 mm. The extruders have a barrel diameter of 20.0 mm with an L/D = 30. Each extruder utilized 3:1 compression ratio screws with both Egan and pineapple mixing sections. The total of all three extruder speeds was adjusted so that their sum did not exceed 300 r min−1. This ensured that regardless of batch, the total volumetric flow rate was similar and allowed machine settings for draw-down ratio and blow-up ratio (BUR) to remain the same or mildly adjusted. The draw ratio and BUR were 2.1 and 3.5, respectively, in effect keeping final film thickness between 30.5 μ and 35.6 μ. Extrusion barrel temperatures were set to achieve a melt temperature of 190°C, where the feed zone was set to 150°C, and the die temperature was set to 200°C.
The processing table.
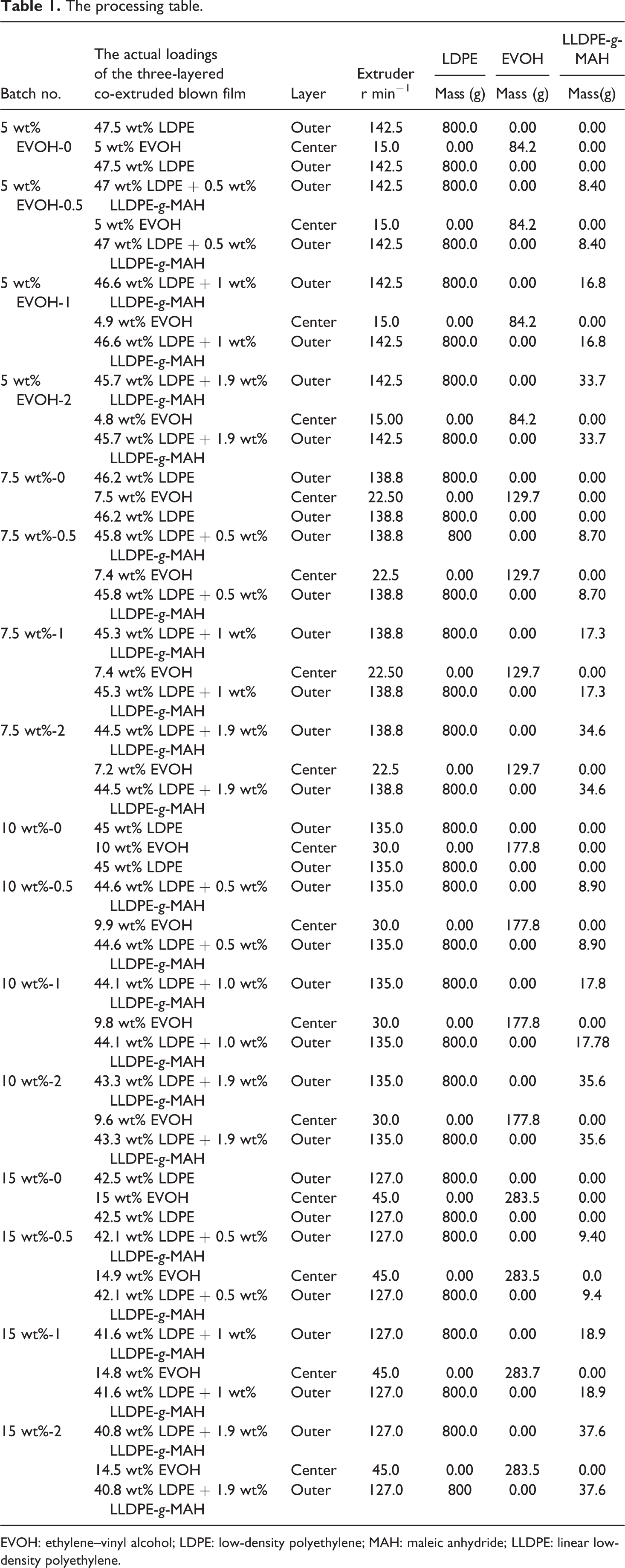
EVOH: ethylene–vinyl alcohol; LDPE: low-density polyethylene; MAH: maleic anhydride; LLDPE: linear low-density polyethylene.
Barrier and mechanical properties
Table 2 lists the typical packaging performance evaluation and the respective ASTM standards used. The sample size for tensile and peel strength were set at 10 for each analytical test. The barrier properties, water vapor transmission rate (WVTR), and oxygen transmission rate (OTR) were limited to two samples due to normal industry sampling practices, and as well as low standard deviation of results. The testing conditions for WVTR were 100°F (38°C) and 90% relative humidity (RH) and the testing conditions for OTR were 73°F (23°C) and 0% RH. The other testing including tensile and dart impact testing were conducted under the ambient environment at 21.4°C and RH 53.0%.
Testing methods of barrier and mechanical testing.
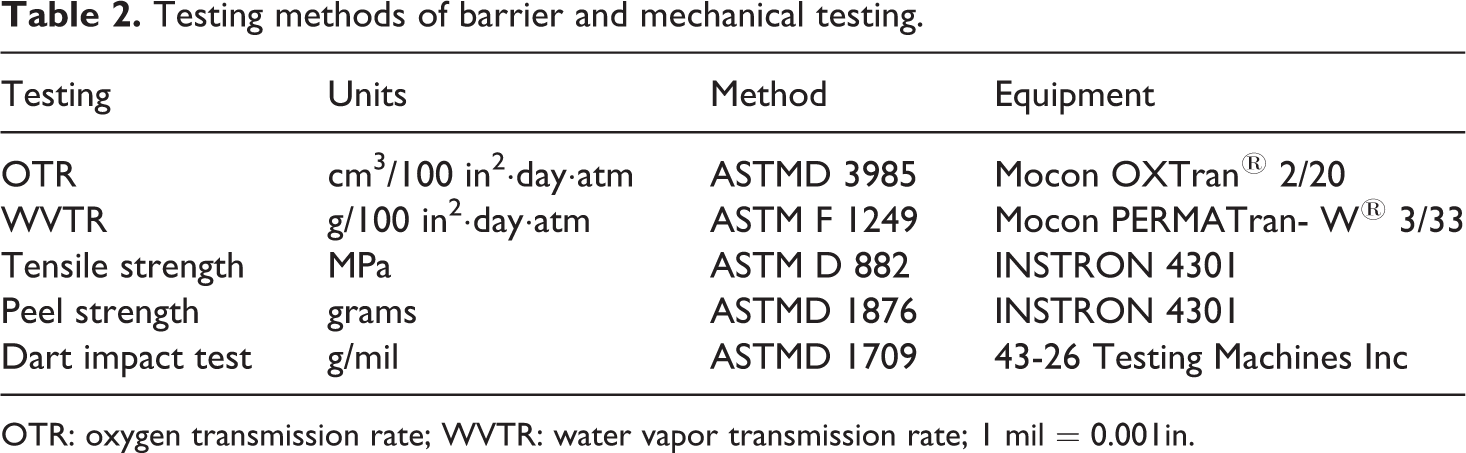
OTR: oxygen transmission rate; WVTR: water vapor transmission rate; 1 mil = 0.001in.
Thermal properties
The thermal properties of the three-layered co-extruded film were obtained through differential scanning calorimetry (DSC) model Q500 manufactured by TA Instruments (New Castle, Delaware, USA). The sample was equilibrated at 20°C, heated at a rate of 10°C min−1 from 20°C to 230°C. A melting endotherm, temperature, and melting enthalpy were obtained. The sample was cooled at a rate of 10°C min−1 from 230°C to 0°C, which results in crystallization with the crystallization temperature and crystallization enthalpy. Subsequently, the same heating and cooling process was repeated again for the sample. In addition to the temperature and enthalpy, the degree of crystallinity of the co-extruded film was also determined through the calculation of the enthalpy of fusion (ΔHm) and its normalization to the ΔHm of 100% crystalline polymer. The value of ΔHm was calculated by integration of the endothermic melting peak for the sample, that is, the heat change (J) divided by the total mass (g) of the three-layered film structure. Considering the different weight percentage of the materials in the three-layered structure, the following formula is proposed in this study to calculate the crystallinity (Xc) for each different material:

where, ΔHm is the heat of fusion at the melting that is calculated by the equipment automatically. ΔH0 is the enthalpy of fusion at 100% crystallinity of the material. The wt% is dependent on different loadings of EVOH and LDPE, respectively. The ΔH0 value for LDPE was taken as 293.6 J g−1. 8 In order to estimate the degree of crystallinity (Xc) of EVOH, the enthalpy of a 100% pure crystalline poly-vinyl alcohol (157.8 J g−1) has been taken. 8 Since Eval™ E171B EVOH contains 44% of ethylene, the enthalpy of fusion at 100% crystalline EVOH is calculated as 56% (vinyl alcohol content) × 157.8 J g−1 = 88.34 J g−1.
Results and discussion
Barrier and peel strength
In order to investigate the correlation between the permeation and bonding of the film after adding the LLDPE-g-MAH, the results of peel strength and OTR and WVTR are presented together for comparison in Tables 3 and 4.
Barrier and peel strength of the LDPE/EVOH/LDPE without LLDPE-g-MAH.
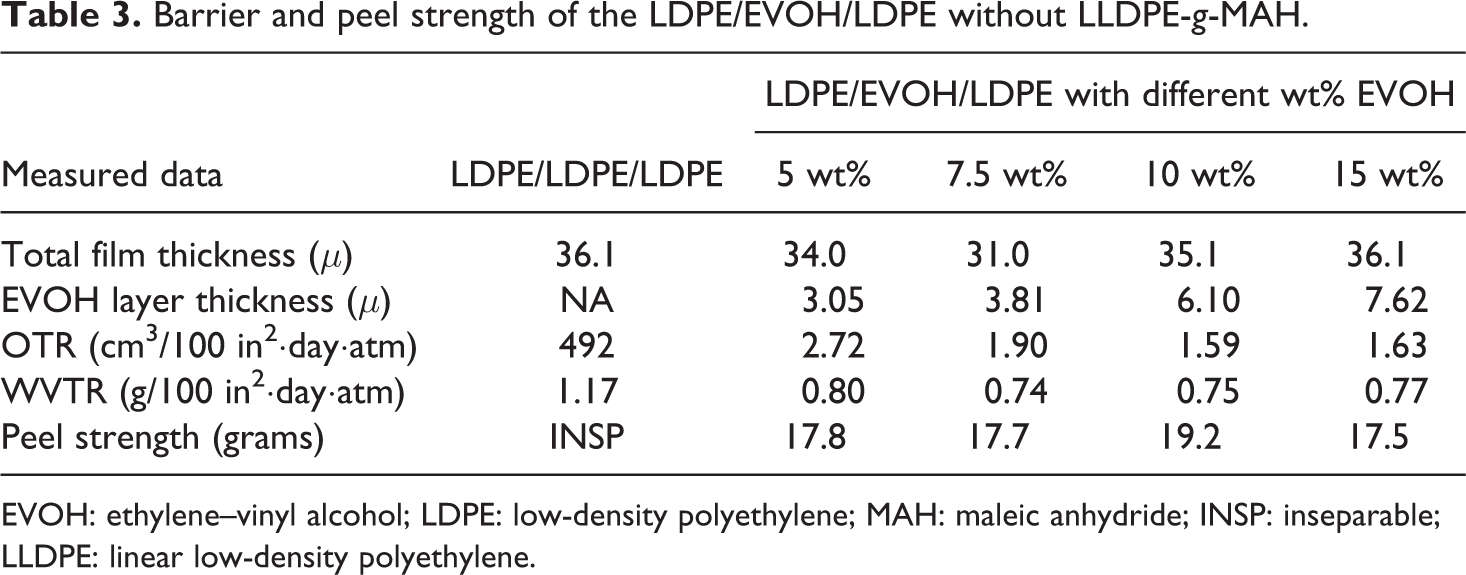
EVOH: ethylene–vinyl alcohol; LDPE: low-density polyethylene; MAH: maleic anhydride; INSP: inseparable; LLDPE: linear low-density polyethylene.
Barrier and peel strength of the LDPE/EVOH/LDPE with LLDPE-g-MAH.
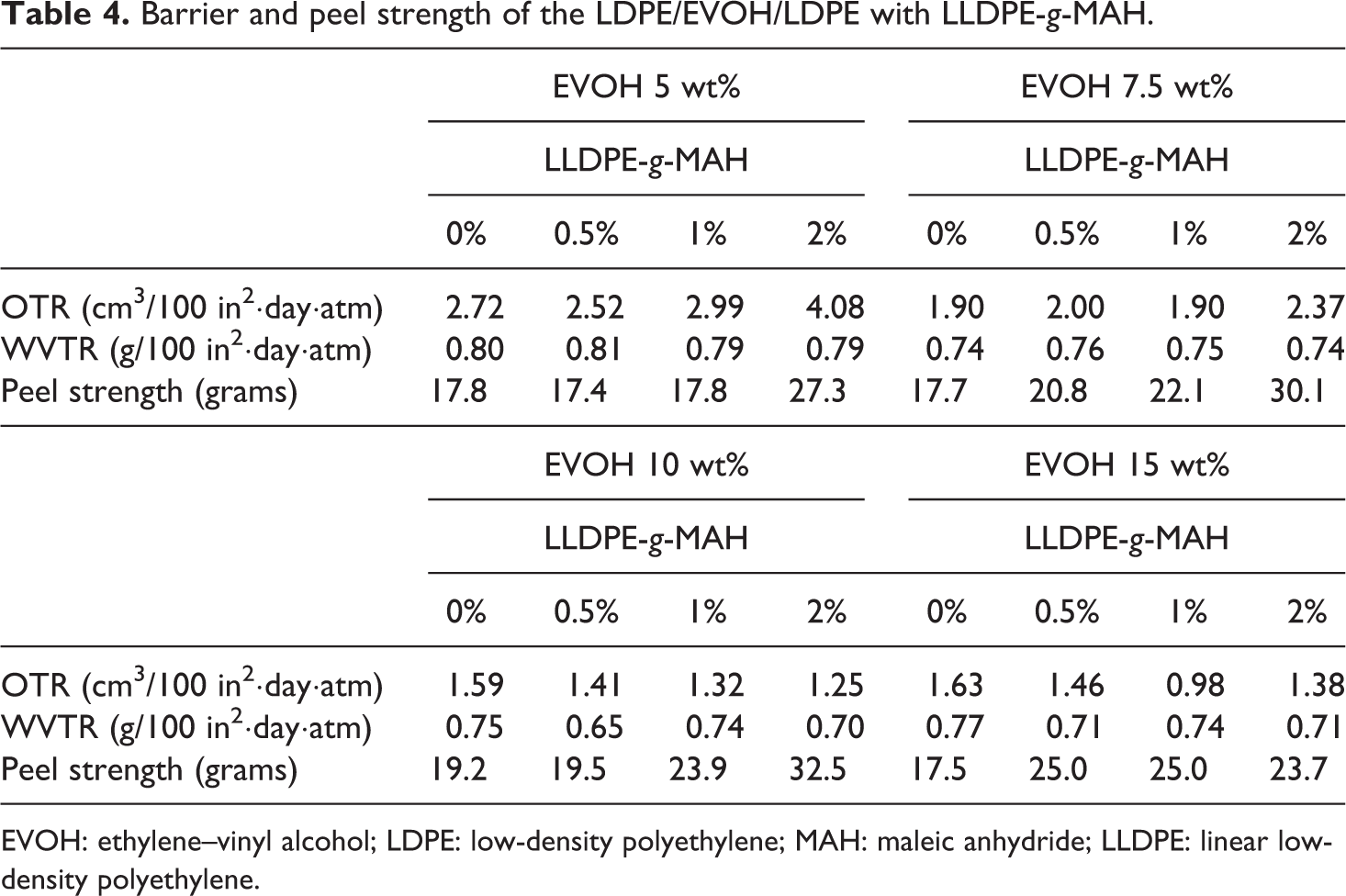
EVOH: ethylene–vinyl alcohol; LDPE: low-density polyethylene; MAH: maleic anhydride; LLDPE: linear low-density polyethylene.
Compared to the three-layered co-extruded blown LDPE film in Table 3, the OTR in the EVOH-centered film was reduced from control sample’s 491.82 cm3/100 in2·day·atm to 4.66 cm3/100 in2·day·atm with 5 wt% EVOH, 2.56 cm3/100 in2·day·atm for 10 wt% EVOH, and 2.09 cm3/100 in2·day·atm for 15 wt% EVOH, respectively. Noticeably, the initial 5 wt% EVOH brought down the permeation significantly where diminishing improvements for EVOH concentrations above 10 wt% and 15 wt%. The WVTR slightly improved from the original 1.17 g/100 in2·day·atm to 0.80 g/100 in2·day·atm for 5% EVOH, 0.75 g/100 in2·day·atm for 10 wt% EVOH and 0.77 g/100 in2·day·atm for 15 wt% EVOH. The barrier effect of the EVOH to moisture is diminished in the LDPE/EVOH/LDPE film due to the excellent moisture barrier of the LDPE film. As expected, the LDPE/EVOH co-extrusion film without tie layer showed weak bonding strength between EVOH and LDPE layers. The film thicknesses in Table 3 were averaged by ten measuring points for each of the variable.
Table 4 demonstrated that the peel strength of the LDPE/EVOH/LDPE films increased moderately when the LLDPE-g-MAH presence ranges between 0.5 wt% and 1 wt% in all EVOH films. However, the peel strength does increase sharply when the LLDPE-g-MAH increased to 2 wt% for all EVOH loadings. The EVOH layer needs sufficient g-MAH in order to develop the covalent bonds through the reaction of the anhydride with the EVOH hydroxyl groups across the surface interface between the LDPE and EVOH layers. These contrasting results led this group to believe that an optimized correlation between the EVOH concentration and g-MAH concentration can be achieved by adjusting the ratio of the two concentrations. The peel testing results are in agreement with Omols 7 and Huang et al., 9 showing that the peel strength was moderately improved when the LLDPE-g-MAH is under 5 wt%, and increased sharply when the LLDPE-g-MAH is greater than 12.5 wt%.
The cross machine direction (CD) profile of the film was observed by the use of scanning electron microscopy (SEM). Results in Figure 1 indicated that both 5 wt% EVOH-0% LLDPE-g-MAH and 15 wt% EVOH-0% LLDPE-g-MAH film were not bonded well without the presence of g-MAH. The gaps between LDPE layer and EVOH layer were observed clearly. When 2 wt% LLDPE-g-MAH was added to both outer skins of LDPE, the aforementioned gaps shrunk, and a clear bonding between LDPE and EVOH was observed in 5 wt% EVOH and 15 wt% EVOH film. Noticeably, when the EVOH concentration is at 5 wt%, adding g-MAH into composite is more effective in enhancing the adhesion, compared to a higher concentration of 15 wt% EVOH.
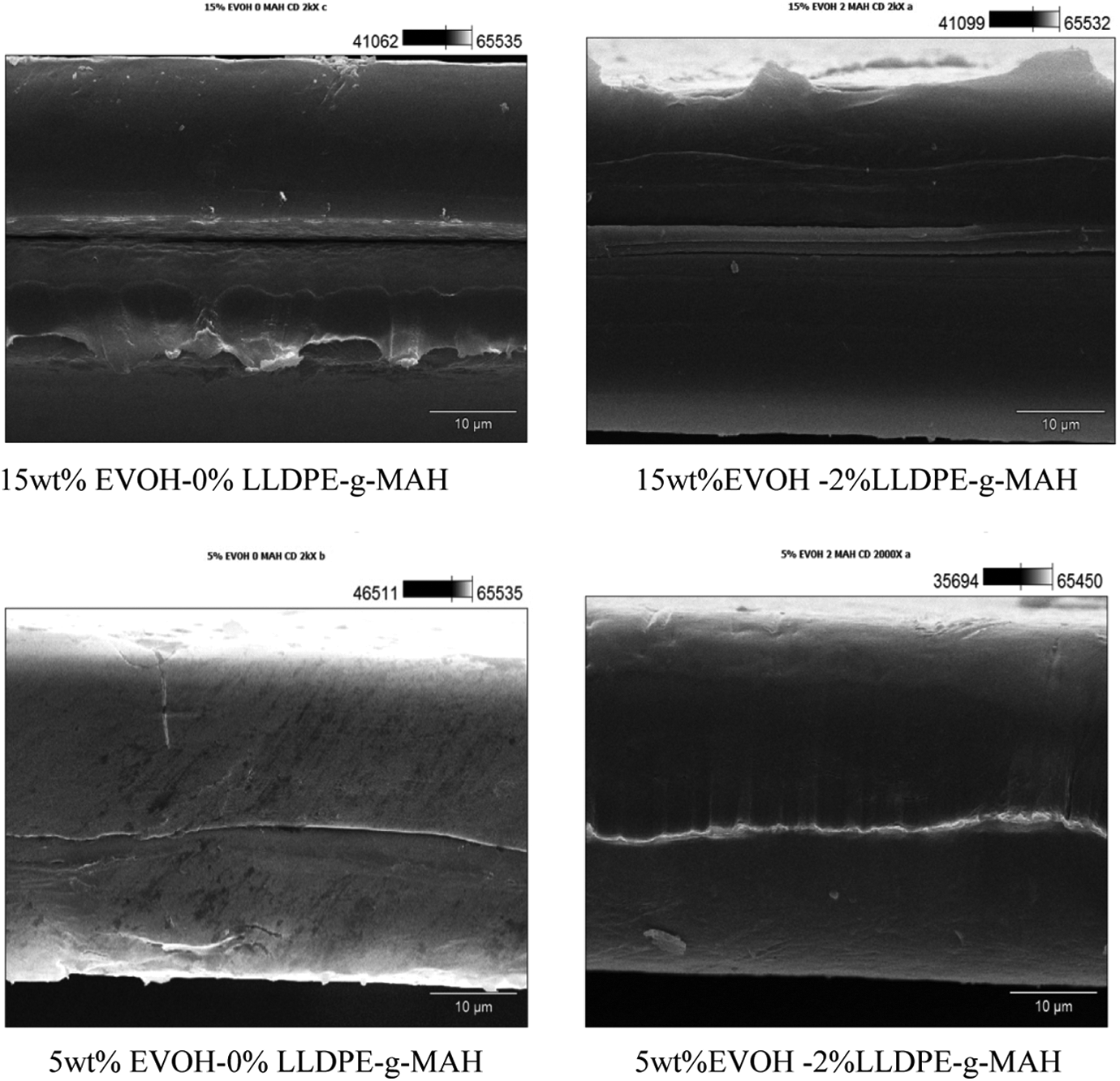
Scanning electron microscopy micrographs (×2000) for film’s cross section.
Compared to the samples without LLDPE-g-MAH, the LLDPE-g-MAH added samples showed an improvement in oxygen barrier properties by 10–40% when EVOH loadings are at 10 wt% and 15 wt%, respectively. In contrast, the 5 wt% and 7.5 wt% EVOH concentrations in the presence of LLDPE-g-MAH resulted in a reduced OTR by 20–30%.
Tensile and dart impact strength
Overall, the tensile strength of the film in both machine direction and CD increased when the EVOH was acted as the center layer. LLDPE-g-MAH did not change significantly the tensile strength of the film (Table 5).
Tensile and dart impact strength.
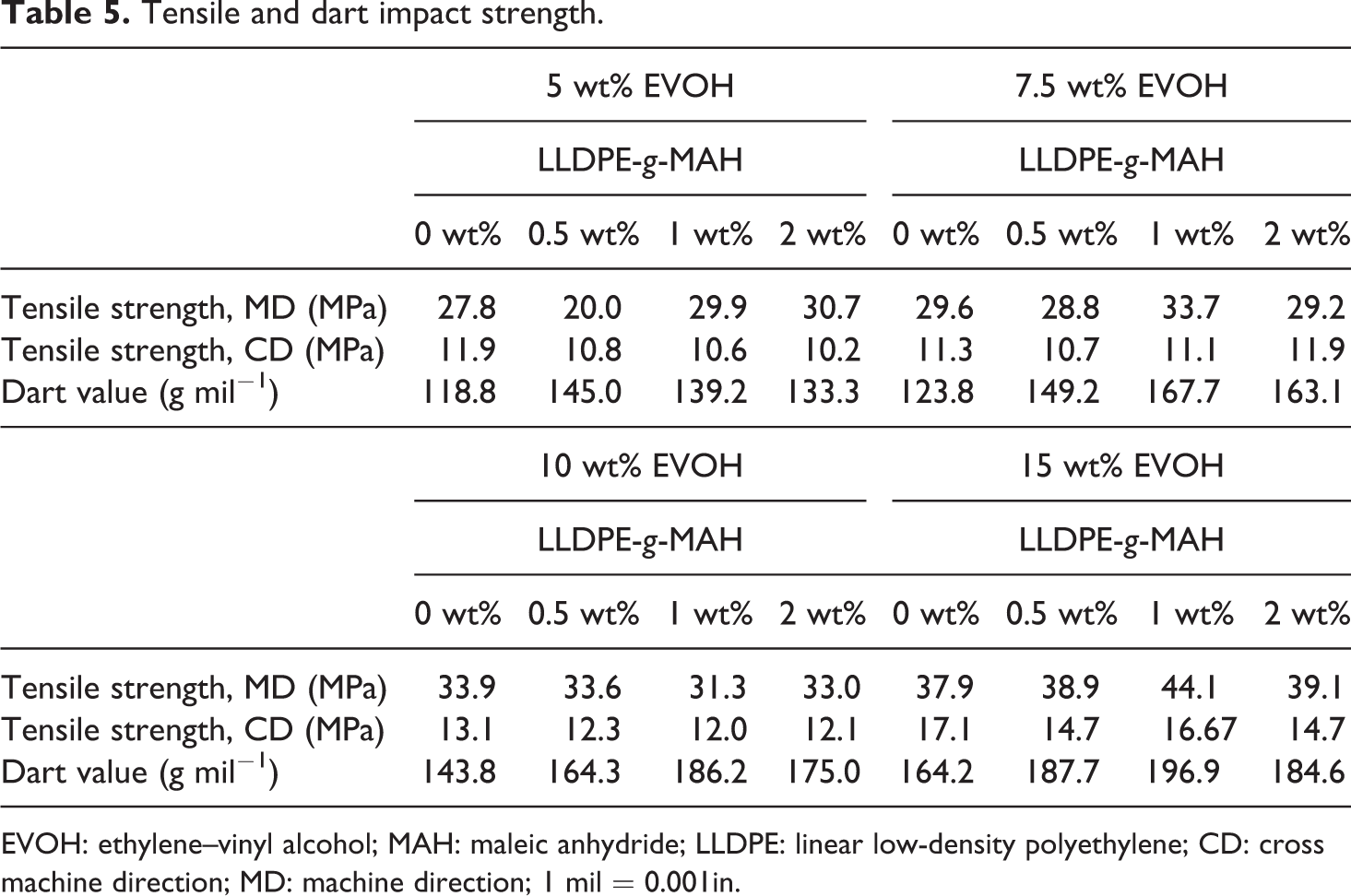
EVOH: ethylene–vinyl alcohol; MAH: maleic anhydride; LLDPE: linear low-density polyethylene; CD: cross machine direction; MD: machine direction; 1 mil = 0.001in.
For the dart drop test, adding a pure EVOH center layer in the middle did increase the impact resistance of the co-extruded film. Similar to the tensile strength, LLDPE-g-MAH failed to change significantly the impact strength of the film (Table 5).
Thermal properties
Table 6 summarizes the thermal properties of the film derived from the two-cycle heating and cooling scan based on DSC. The crystallinity calculated by the 1st heating scan curve reflected crystallinity as a result of the cooling rate during the blown film process. The crystallinity presented in 2nd cycle mirrored the crystallization process during the 1st cycle in DSC. The LDPE crystallinity of the 2nd cycle showed little difference from the 1st cycle, ranging from 0.32 to 0.37. In contrast, the EVOH crystallinity of the 2nd DSC cycle showed much less crystallinity due to the difference in quench rates. The relatively rapid cooling speed of the blown film reflected in the 1st cycle of DSC versus the slow cooling rate in the second DSC cycle.
Thermal properties of the LDPE/EVOH/LDPE.
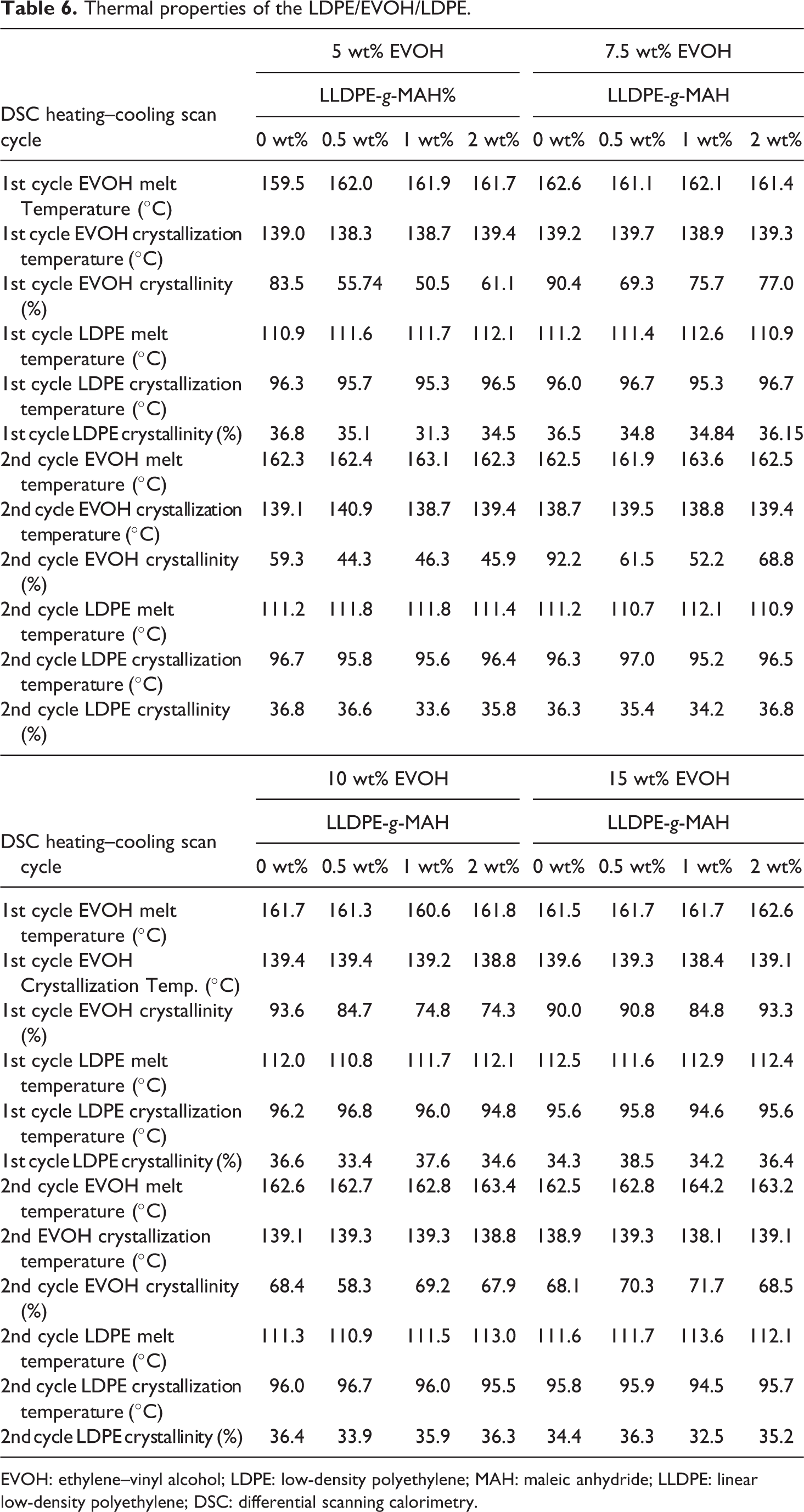
EVOH: ethylene–vinyl alcohol; LDPE: low-density polyethylene; MAH: maleic anhydride; LLDPE: linear low-density polyethylene; DSC: differential scanning calorimetry.
The g-MAH showed no effect to the LDPE crystallinity. Compared to LDPE, the EVOH crystallinity is significantly higher, ranging from 0.84 to 0.90 without LLDPE-g-MAH. Adding g-MAH into the LDPE/EVOH composite reduced EVOH crystallinity to 0.44–0.77. The effect is particularly evident when the EVOH concentration of the composite is between 5 wt% and 10 wt%. This is due to the reason that amorphous and branched structure of LLDPE led to an overall reduction of crystallinity of the LDPE/EVOH. However, the EVOH crystallinity showed little difference between the samples with and without the g-MAH in the presence of 15 wt% EVOH. LLDPE-g-MAH has little or no effect upon the melt or recrystallization temperatures of the films for all samples.
Conclusion
A 3-μ thin EVOH-centered film resulted in a dramatic increase of the oxygen barrier, from the original OTR 491.83 cm3/100 in2·day·atm of the LDPE/LDPE/LDPE sample down to 2.72 cm3/100 in2·day·atm for the LDPE/EVOH/LDPE film. Although subsequent increase of the EVOH amount continued the enhancement on the barrier, the magnitude of the increasing is not as dramatically as the initial adding of the EVOH.
The ratio of the EVOH/LLDPE-g-MAH plays a role on the effect of the LLDPE-g-MAH on the barrier and peel strength of the LDPE/EVOH/LDPE structure. The oxygen barrier of the LDPE/EVOH/LDPE with 5–7.5 wt% EVOH loading was slightly reduced in the presence of 2 wt% LLDPE-g-MAH. However, addition of LLDPE-g-MAH into the film with 10–15 wt% EVOH loadings resulted in an increased oxygen barrier regardless of the concentration of the LLDPE-g-MAH. A trade-off between the peel strength and barrier properties in this study appears to be the film combination of 7.5–10 wt% EVOH center layer and 2 wt% LLDPE-g-MAH blended outer LDPE layers, which retains proper peel strength without compromising the barrier properties.
The introduction of the LLDPE-g-MAH into the outer LDPE layers resulted in an increased dart impact toughness and tensile strength for the film. The EVOH crystallinity showed a reduction after adding LLDPE-g-MAH, particularly apparent for the lower EVOH concentrations.
The bonding between LDPE and EVOH layer in the presence of LLDPE-g-MAH is still weak, ranging from 17.4 to 32.5 g/in of bond width. Although the LLDPE-g-MAH improved the peel strength up to 42% compared to the film without LLDPE-g-MAH, it does not meet the peel strength requirement of the commercially used film LDPE/adhesive/EVOH/adhesive/EVOH, which is about 100 g/in. Further research should be carried out to investigate the effect of the high concentration LLDE-g-MAH on the properties of the LDPE/EVOH/LDPE.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.